
鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ
【課題】 溶接金属の耐割れ性を高めることができる安価な鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤを提供する。
【解決手段】 重量%で、C:0.1〜0.8%、Si:0.4〜2.0%、Mn:0.4〜4.0%、P:0.04%以下、S:0.03%以下、Ni:20.0〜40.0%、Cr:10.0〜40.0%、Nb:0.5〜4.0%、残部がFe及び不可避不純物から構成する。
【解決手段】 重量%で、C:0.1〜0.8%、Si:0.4〜2.0%、Mn:0.4〜4.0%、P:0.04%以下、S:0.03%以下、Ni:20.0〜40.0%、Cr:10.0〜40.0%、Nb:0.5〜4.0%、残部がFe及び不可避不純物から構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤに関するものである。
【背景技術】
【0002】
鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤが開発されている。例えば、自動車エンジンに直結するエキゾーストマニホールドは、燃料の経済性、熱効率、有害廃棄物の減少等排気のコントロールのため球状黒鉛鋳鉄により形成されている。そして、このような鋳鉄のエキゾーストマニホールドに400シリーズのステンレス鋼の触媒部が溶接により接続されている。このような溶接に用いる溶接材として、JIS−Z−3334に規定されている YNi−1、YNiCr−3や、JIS−Z−3321に規定されているY309、Y430系の溶接ワイヤが知られている。また、特許第2858037号公報や特開2003−58584号公報にもこのような溶接に用いる溶接ワイヤが提案されている。鋳鉄の溶接では、熱影響部が急冷により白銑化して割れやすい。そのため、一般的には溶接ワイヤでは、Cを殆ど固溶しないNiの含有量の高いワイヤを用い白銑化を防いでいる。
【特許文献1】特許第2858037号公報
【特許文献2】特開2003−58584号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来の溶接ワイヤでは、溶接金属に発生する割れを十分に防止することができなかった。また、Niは高価なため、Niの含有量の高い従来の溶接ワイヤでは、価格が高くなるという問題があった。
【0004】
本発明の目的は、溶接金属の耐割れ性を高めることができる安価な鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤを提供することにある。
【課題を解決するための手段】
【0005】
本発明の鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤは、重量%で、C:0.1〜0.8%、Si:0.4〜2.0%、Mn:0.4〜4.0%、P:0.04%以下、S:0.03%以下、Ni:20.0〜40.0%、Cr:10.0〜40.0%、Nb:0.5〜4.0%、残部がFe及び不可避不純物から構成されている。本発明の溶接ワイヤを用いれば、溶接金属の耐割れ性を高めることができる。特にNbの添加により耐割れ性が向上するものと考えられる。また、Niの含有量を抑えることができるので、溶接ワイヤの価格を抑えることができる。以下に、各組成の作用及び含有量の限定理由について説明する。
【0006】
Cは、本発明の成分系のベースであるNiへの溶解度は少ないが、本発明の必須成分であるCr、Nbや添加元素であるMo、W,Ta,V等と炭化物を形成し、高温の強度の確保と維持に有効である。Cは0.1%未満では高温の強度の確保の効果がなく、0.8%を越えると溶接用ワイヤの製造が困難になる。
【0007】
Siは、ガスシールドアーク溶接において溶接金属の流動性を良くすると共に、脱酸及び耐高温酸化性に有効である。0.4%未満では脱酸及び耐高温酸化性の効果が少なくなる。母材の鋳鉄中のSi量が高いため、2%を越える量のSiを添加しても、効果は向上しない。また、溶接用ワイヤの製造が困難になる。
【0008】
Mnは、脱酸剤として有効であり、MnSを形成し耐高温割れ性に有効で、ベースであるNiと同様オーステナイト生成元素で一部置換によるコスト低減効果がある。0.4%未満では効果が少なく、4%を越える量のMnを添加すると、効果は向上せず、溶接用ワイヤの製造が困難になる。
【0009】
P及びSは含有量が増すと溶接金属の耐割れ性、靭性が劣化するので少ないほうがいいが、製造コストを考慮し、それぞれ0.04%、0.03%以下とした。
【0010】
Niは、鋳鉄の溶接材料の基本成分の1つであり、オーステナイト生成元素で、高温強度、耐食性、耐熱性に優れている。またFeとの合金系において、膨張率に大きく影響する。本発明の鋳鉄とステンレス鋼との異材溶接の場合、被溶接材相互の膨張率に差があるので、溶接材料、溶接の結果得られる溶接金属の膨張率は溶接割れ他に大きく影響する。20%未満ではこれら効果が少なく、40%を越えるとコスト低減効果が少なくなる。
【0011】
CrはNbと同様強い炭化物形成元素であり、高温強度、耐酸化性に必要な成分で、10%未満ではこれらの効果が十分に現れず、40%を越えると硬化し製造が難しくなり、ベースのNi量とのバランスが崩れる。また自体の価格増加に加え製造コストも増加する。
【0012】
Nbは強力な炭化物形成元素で、Crと同様炭化物を形成、高温強度、耐酸化性に必要な成分である。Crに比べると生成自由エネルギーは低く溶接の凝固過程でCrに先駆け生成する。一般的に使われている自動車排気系のガスシールドアーク溶接の場合、Nb炭化物の形成の時期と場所が、結果的に耐割れ性の改善に強く影響していると考えられる。Nb炭化物が溶接金属の凝固過程で、結晶の粒内及び粒界に析出し、これが結晶を強化したことによると考えられる。Nb炭化物であるNbCのNbは化学量論上、Cの約8倍であり、安定化ステンレス鋼ではCの8倍以上と規定されているが、本発明では被溶接材の1つの鋳鉄はC量が高いこと及び試験結果を鑑みCの5倍とした。
【0013】
本発明の溶接ワイヤには、重量%で、Ta:1.0%以下、W:1.0%以下、Mo:0.5%以下、V:0.5%以下、Cu:0.5%以下、Co:0.5%以下のいずれか1種以上を更に含有させることができる。このようにすると、高温強度、耐食性、耐熱性を高めることができる。以下に、各組成の作用及び含有量の限定理由について説明する。
【0014】
Ta、Wは、Nbと同様炭化物を形成、高温強度、耐酸化性に効果がある成分である。1%を越える量のTa、Wをそれぞれ添加しても効果は向上しない上に、溶接用ワイヤの製造が困難になる。
【0015】
Mo,Vは、Nbと同様炭化物を形成、高温強度、耐酸化性に効果がある成分である。0.5%を越える量のMo,Vをそれぞれ添加しても効果は向上しない上に、溶接用ワイヤの製造が困難になる。
【0016】
Cu,Coは、オーステナイト化元素で、Niと共に高温強度、耐食性、耐熱性に効果があり、Cuは溶接金属の湯流れを良くし、良好なビード形成に効果がある。0.5%を越える量のCu,Coをそれぞれ添加しても効果は向上しない。
【0017】
重量%で、C:0.4〜0.8%、Si:0.5〜1.5%、Mn:0.7〜2.0%、P:0.04%以下、S:0.03%以下、Ni:30.0〜40.0%、Cr:20.0〜30.0%、Nb:0.5〜3.0%、残部がFe及び不可避不純物に限定すると、溶接金属の耐割れ性をさらに高めることができる。
【0018】
また、このような溶接ワイヤにおいても、重量%で、Ta:1.0%以下、Mo:0.5%以下、Co:0.5%以下のいずれか1種以上を更に含有させると、高温強度、耐食性、耐熱性を高めることができる。
【発明の効果】
【0019】
本発明の溶接ワイヤを用いれば、溶接金属の耐割れ性を高めることができる。特にNbの添加により耐割れ性が向上したと考えられる。また、Niの含有量を抑えることができるので、溶接ワイヤの価格を抑えることができる。
【発明を実施するための最良の形態】
【0020】
本発明の効果を確認するために、各種の溶接ワイヤを作り、試験を行った。表1に示す組成の線径1.2mmの実施例1〜11及び比較例1〜18の溶接ワイヤを作った。
【表1】

【0021】
次に、実施例1〜11及び比較例1〜18の溶接ワイヤを用いて下記の試験を行った。
【0022】
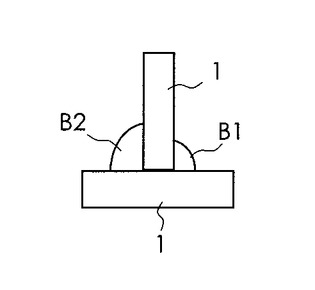
(耐割れ性試験1A)
耐割れ性試験1は、JIS−Z−3153のT型隅肉割れ試験に準拠して行った。具体的には、図1に示すように、10mm×50mm×150mmの2枚のFCD450からなる鋳鉄母材(下記の表2に組成を示す)1を密着させてT型に配置し、試験ビードB1と拘束ビードB2とを形成するように、2つの鋳鉄母材に跨って各溶接ワイヤでシールドアーク溶接を行った。まず、98%Ar+2%O2のシールドガスを15l/minの流速で流し、150Aの電流及び23Vの電圧により40cm/minの溶接速度で実施例4の溶接ワイヤを用いて拘束ビードB2を形成した。次に、表1に示す各溶接ワイヤを用いて試験ビードB1を形成した。試験ビードB1は70cm/minの溶接速度で溶接を行い、その他は拘束ビードB2と同じ条件で溶接した。そして、クレータ部を除く試験ビードB1の表面の割れ率[(割れ長さ/ビード長さ)×100)]を求めて評価した。評価は、○:割れ率0%、△:割れ率 0〜30%、×:割れ率30%以上とした。表1には、評価結果が併せて示されている。
【0023】
表1より、実施例1〜11の溶接ワイヤを用いれば、比較例6〜16の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【表2】
【0024】
(耐割れ性試験1B)
2枚の鋳鉄母材1を2mmの空隙を隔ててT型に配置し、その他は耐割れ性試験1Aと同様にして溶接を行い、試験ビードB1の表面の割れ率を求めて評価した。表1には、評価結果が併せて示されている。
【0025】
表1より、各組成をさらに限定した実施例2,4,11の溶接ワイヤ(C:0.4〜0.8%、Si:0.5〜1.5%、Mn:0.7〜2.0%、P:0.04%以下、S:0.03%以下、Ni:30.0〜40.0%、Cr:20.0〜30.0%、Nb:0.5〜3.0%、残部がFe及び不可避不純物からなる溶接ワイヤ)を用いれば、実施例1,3,5〜10及び比較例1〜5,17,18の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【0026】
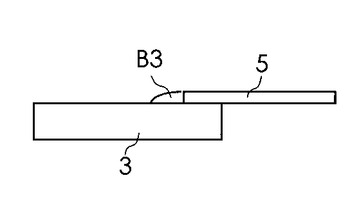
(耐割れ性試験2A)
耐割れ性試験2は、図2に示すように、10mm×50mm×150mmのFCD450からなる鋳鉄母材3と1.5mm×50mm×150mmのSUH409からなるステンレス鋼母材5(上記の表2に組成を示す)とを一部が重なるように配置し、継ぎ手部分に表1に示す各溶接ワイヤを用いて試験ビードB3を形成した。溶接は、耐割れ性試験1の試験ビードB1と同じ条件で行った。そして、クレータ部を除く試験ビードB3の表面の割れ率[(割れ長さ/ビード長さ)×100)]を求めて評価した。評価は、○:割れ率0%、△:割れ率 0〜30%、×:割れ率30%以上とした。表1には、評価結果が併せて示されている。
【0027】
表1より、実施例2,4,10の溶接ワイヤを用いれば、比較例8,14,16の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【0028】
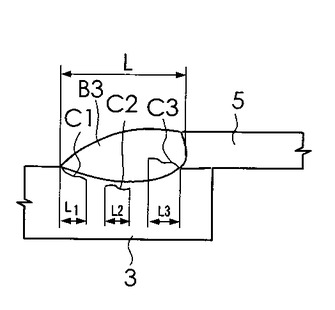
(耐割れ性試験2B)
耐割れ性試験2で溶接したものを試験ビードB3のスタート部及び終点部(クレータ)からそれぞれ50mmの位置で、試験ビードB3が延びる方向と直交する方向に切断した。そして、例えば、割れが3個の場合における図3に示すように、断面における割れ部C1,C2,C3の母材3,5の幅方向のそれぞれの長さL1,L2,L3と 試験ビードB3の母材3,5の幅方向の長さLとを求めた。そして、試験ビードB3の断面の割れ率[(割れ長さの合計:L1+L2+L3/ビード長さ:L)×100]を算出して評価した。評価は、各2箇所の断面の割れ率の平均値で、○:割れ率0%、△:割れ率 0〜30%、×:割れ率30%以上とした。表1には、評価結果が併せて示されている。
【0029】
表1より、実施例2,4,10の溶接ワイヤを用いれば、比較例1,8,14,16,18の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【0030】
(耐割れ性試験3A,3B)
鋳鉄母材3としてFCD450より割れ感受性の高いFCD500(上記の表2に組成を示す)を用い、その他は耐割れ性試験2A,2Bと同様に行った。表1には、評価結果が併せて示されている。
【0031】
表1より、実施例2,4の溶接ワイヤを用いれば、比較例1,4,14,17の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【0032】
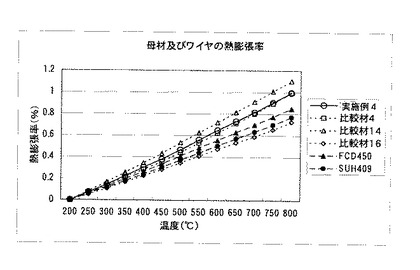
(熱膨張率試験)
熱膨張計を用いて200〜800℃の範囲でFCD450からなる鋳鉄母材とSUH409からなるステンレス鋼母材と実施例4の溶接ワイヤと比較例4,14,16の溶接ワイヤの温度と熱膨張率との関係を調べた。図4はその測定結果を示している。
【0033】
図4より、実施例4の溶接ワイヤは鋳鉄の溶接に多用されるインコネル系溶接ワイヤ(比較例4の溶接ワイヤ)と同程度の熱膨張率を示し、母材(FCD450、SUH409)より熱膨張率が少し高いのが分かる。このような熱膨張の特性により耐割れ性が向上したと考えられる。
【図面の簡単な説明】
【0034】
【図1】各溶接ワイヤを用いて耐割れ性試験1を行う態様を説明するための図である。
【図2】各溶接ワイヤを用いて耐割れ性試験2Aを行う態様を説明するための図である。
【図3】各溶接ワイヤを用いて耐割れ性試験2Bを行う態様を説明するための図である。
【図4】母材及び各溶接ワイヤの温度と熱膨張率との関係を示す図である。
【符号の説明】
【0035】
1,3 鋳鉄母材
5 ステンレス鋼母材
B1,B3 試験ビード
B2 拘束ビード
【技術分野】
【0001】
本発明は、鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤに関するものである。
【背景技術】
【0002】
鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤが開発されている。例えば、自動車エンジンに直結するエキゾーストマニホールドは、燃料の経済性、熱効率、有害廃棄物の減少等排気のコントロールのため球状黒鉛鋳鉄により形成されている。そして、このような鋳鉄のエキゾーストマニホールドに400シリーズのステンレス鋼の触媒部が溶接により接続されている。このような溶接に用いる溶接材として、JIS−Z−3334に規定されている YNi−1、YNiCr−3や、JIS−Z−3321に規定されているY309、Y430系の溶接ワイヤが知られている。また、特許第2858037号公報や特開2003−58584号公報にもこのような溶接に用いる溶接ワイヤが提案されている。鋳鉄の溶接では、熱影響部が急冷により白銑化して割れやすい。そのため、一般的には溶接ワイヤでは、Cを殆ど固溶しないNiの含有量の高いワイヤを用い白銑化を防いでいる。
【特許文献1】特許第2858037号公報
【特許文献2】特開2003−58584号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来の溶接ワイヤでは、溶接金属に発生する割れを十分に防止することができなかった。また、Niは高価なため、Niの含有量の高い従来の溶接ワイヤでは、価格が高くなるという問題があった。
【0004】
本発明の目的は、溶接金属の耐割れ性を高めることができる安価な鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤを提供することにある。
【課題を解決するための手段】
【0005】
本発明の鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤは、重量%で、C:0.1〜0.8%、Si:0.4〜2.0%、Mn:0.4〜4.0%、P:0.04%以下、S:0.03%以下、Ni:20.0〜40.0%、Cr:10.0〜40.0%、Nb:0.5〜4.0%、残部がFe及び不可避不純物から構成されている。本発明の溶接ワイヤを用いれば、溶接金属の耐割れ性を高めることができる。特にNbの添加により耐割れ性が向上するものと考えられる。また、Niの含有量を抑えることができるので、溶接ワイヤの価格を抑えることができる。以下に、各組成の作用及び含有量の限定理由について説明する。
【0006】
Cは、本発明の成分系のベースであるNiへの溶解度は少ないが、本発明の必須成分であるCr、Nbや添加元素であるMo、W,Ta,V等と炭化物を形成し、高温の強度の確保と維持に有効である。Cは0.1%未満では高温の強度の確保の効果がなく、0.8%を越えると溶接用ワイヤの製造が困難になる。
【0007】
Siは、ガスシールドアーク溶接において溶接金属の流動性を良くすると共に、脱酸及び耐高温酸化性に有効である。0.4%未満では脱酸及び耐高温酸化性の効果が少なくなる。母材の鋳鉄中のSi量が高いため、2%を越える量のSiを添加しても、効果は向上しない。また、溶接用ワイヤの製造が困難になる。
【0008】
Mnは、脱酸剤として有効であり、MnSを形成し耐高温割れ性に有効で、ベースであるNiと同様オーステナイト生成元素で一部置換によるコスト低減効果がある。0.4%未満では効果が少なく、4%を越える量のMnを添加すると、効果は向上せず、溶接用ワイヤの製造が困難になる。
【0009】
P及びSは含有量が増すと溶接金属の耐割れ性、靭性が劣化するので少ないほうがいいが、製造コストを考慮し、それぞれ0.04%、0.03%以下とした。
【0010】
Niは、鋳鉄の溶接材料の基本成分の1つであり、オーステナイト生成元素で、高温強度、耐食性、耐熱性に優れている。またFeとの合金系において、膨張率に大きく影響する。本発明の鋳鉄とステンレス鋼との異材溶接の場合、被溶接材相互の膨張率に差があるので、溶接材料、溶接の結果得られる溶接金属の膨張率は溶接割れ他に大きく影響する。20%未満ではこれら効果が少なく、40%を越えるとコスト低減効果が少なくなる。
【0011】
CrはNbと同様強い炭化物形成元素であり、高温強度、耐酸化性に必要な成分で、10%未満ではこれらの効果が十分に現れず、40%を越えると硬化し製造が難しくなり、ベースのNi量とのバランスが崩れる。また自体の価格増加に加え製造コストも増加する。
【0012】
Nbは強力な炭化物形成元素で、Crと同様炭化物を形成、高温強度、耐酸化性に必要な成分である。Crに比べると生成自由エネルギーは低く溶接の凝固過程でCrに先駆け生成する。一般的に使われている自動車排気系のガスシールドアーク溶接の場合、Nb炭化物の形成の時期と場所が、結果的に耐割れ性の改善に強く影響していると考えられる。Nb炭化物が溶接金属の凝固過程で、結晶の粒内及び粒界に析出し、これが結晶を強化したことによると考えられる。Nb炭化物であるNbCのNbは化学量論上、Cの約8倍であり、安定化ステンレス鋼ではCの8倍以上と規定されているが、本発明では被溶接材の1つの鋳鉄はC量が高いこと及び試験結果を鑑みCの5倍とした。
【0013】
本発明の溶接ワイヤには、重量%で、Ta:1.0%以下、W:1.0%以下、Mo:0.5%以下、V:0.5%以下、Cu:0.5%以下、Co:0.5%以下のいずれか1種以上を更に含有させることができる。このようにすると、高温強度、耐食性、耐熱性を高めることができる。以下に、各組成の作用及び含有量の限定理由について説明する。
【0014】
Ta、Wは、Nbと同様炭化物を形成、高温強度、耐酸化性に効果がある成分である。1%を越える量のTa、Wをそれぞれ添加しても効果は向上しない上に、溶接用ワイヤの製造が困難になる。
【0015】
Mo,Vは、Nbと同様炭化物を形成、高温強度、耐酸化性に効果がある成分である。0.5%を越える量のMo,Vをそれぞれ添加しても効果は向上しない上に、溶接用ワイヤの製造が困難になる。
【0016】
Cu,Coは、オーステナイト化元素で、Niと共に高温強度、耐食性、耐熱性に効果があり、Cuは溶接金属の湯流れを良くし、良好なビード形成に効果がある。0.5%を越える量のCu,Coをそれぞれ添加しても効果は向上しない。
【0017】
重量%で、C:0.4〜0.8%、Si:0.5〜1.5%、Mn:0.7〜2.0%、P:0.04%以下、S:0.03%以下、Ni:30.0〜40.0%、Cr:20.0〜30.0%、Nb:0.5〜3.0%、残部がFe及び不可避不純物に限定すると、溶接金属の耐割れ性をさらに高めることができる。
【0018】
また、このような溶接ワイヤにおいても、重量%で、Ta:1.0%以下、Mo:0.5%以下、Co:0.5%以下のいずれか1種以上を更に含有させると、高温強度、耐食性、耐熱性を高めることができる。
【発明の効果】
【0019】
本発明の溶接ワイヤを用いれば、溶接金属の耐割れ性を高めることができる。特にNbの添加により耐割れ性が向上したと考えられる。また、Niの含有量を抑えることができるので、溶接ワイヤの価格を抑えることができる。
【発明を実施するための最良の形態】
【0020】
本発明の効果を確認するために、各種の溶接ワイヤを作り、試験を行った。表1に示す組成の線径1.2mmの実施例1〜11及び比較例1〜18の溶接ワイヤを作った。
【表1】
【0021】
次に、実施例1〜11及び比較例1〜18の溶接ワイヤを用いて下記の試験を行った。
【0022】
(耐割れ性試験1A)
耐割れ性試験1は、JIS−Z−3153のT型隅肉割れ試験に準拠して行った。具体的には、図1に示すように、10mm×50mm×150mmの2枚のFCD450からなる鋳鉄母材(下記の表2に組成を示す)1を密着させてT型に配置し、試験ビードB1と拘束ビードB2とを形成するように、2つの鋳鉄母材に跨って各溶接ワイヤでシールドアーク溶接を行った。まず、98%Ar+2%O2のシールドガスを15l/minの流速で流し、150Aの電流及び23Vの電圧により40cm/minの溶接速度で実施例4の溶接ワイヤを用いて拘束ビードB2を形成した。次に、表1に示す各溶接ワイヤを用いて試験ビードB1を形成した。試験ビードB1は70cm/minの溶接速度で溶接を行い、その他は拘束ビードB2と同じ条件で溶接した。そして、クレータ部を除く試験ビードB1の表面の割れ率[(割れ長さ/ビード長さ)×100)]を求めて評価した。評価は、○:割れ率0%、△:割れ率 0〜30%、×:割れ率30%以上とした。表1には、評価結果が併せて示されている。
【0023】
表1より、実施例1〜11の溶接ワイヤを用いれば、比較例6〜16の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【表2】
【0024】
(耐割れ性試験1B)
2枚の鋳鉄母材1を2mmの空隙を隔ててT型に配置し、その他は耐割れ性試験1Aと同様にして溶接を行い、試験ビードB1の表面の割れ率を求めて評価した。表1には、評価結果が併せて示されている。
【0025】
表1より、各組成をさらに限定した実施例2,4,11の溶接ワイヤ(C:0.4〜0.8%、Si:0.5〜1.5%、Mn:0.7〜2.0%、P:0.04%以下、S:0.03%以下、Ni:30.0〜40.0%、Cr:20.0〜30.0%、Nb:0.5〜3.0%、残部がFe及び不可避不純物からなる溶接ワイヤ)を用いれば、実施例1,3,5〜10及び比較例1〜5,17,18の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【0026】
(耐割れ性試験2A)
耐割れ性試験2は、図2に示すように、10mm×50mm×150mmのFCD450からなる鋳鉄母材3と1.5mm×50mm×150mmのSUH409からなるステンレス鋼母材5(上記の表2に組成を示す)とを一部が重なるように配置し、継ぎ手部分に表1に示す各溶接ワイヤを用いて試験ビードB3を形成した。溶接は、耐割れ性試験1の試験ビードB1と同じ条件で行った。そして、クレータ部を除く試験ビードB3の表面の割れ率[(割れ長さ/ビード長さ)×100)]を求めて評価した。評価は、○:割れ率0%、△:割れ率 0〜30%、×:割れ率30%以上とした。表1には、評価結果が併せて示されている。
【0027】
表1より、実施例2,4,10の溶接ワイヤを用いれば、比較例8,14,16の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【0028】
(耐割れ性試験2B)
耐割れ性試験2で溶接したものを試験ビードB3のスタート部及び終点部(クレータ)からそれぞれ50mmの位置で、試験ビードB3が延びる方向と直交する方向に切断した。そして、例えば、割れが3個の場合における図3に示すように、断面における割れ部C1,C2,C3の母材3,5の幅方向のそれぞれの長さL1,L2,L3と 試験ビードB3の母材3,5の幅方向の長さLとを求めた。そして、試験ビードB3の断面の割れ率[(割れ長さの合計:L1+L2+L3/ビード長さ:L)×100]を算出して評価した。評価は、各2箇所の断面の割れ率の平均値で、○:割れ率0%、△:割れ率 0〜30%、×:割れ率30%以上とした。表1には、評価結果が併せて示されている。
【0029】
表1より、実施例2,4,10の溶接ワイヤを用いれば、比較例1,8,14,16,18の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【0030】
(耐割れ性試験3A,3B)
鋳鉄母材3としてFCD450より割れ感受性の高いFCD500(上記の表2に組成を示す)を用い、その他は耐割れ性試験2A,2Bと同様に行った。表1には、評価結果が併せて示されている。
【0031】
表1より、実施例2,4の溶接ワイヤを用いれば、比較例1,4,14,17の溶接ワイヤを用いた場合に比べて、割れ率が低く、耐割れ性が高いのが分かる。
【0032】
(熱膨張率試験)
熱膨張計を用いて200〜800℃の範囲でFCD450からなる鋳鉄母材とSUH409からなるステンレス鋼母材と実施例4の溶接ワイヤと比較例4,14,16の溶接ワイヤの温度と熱膨張率との関係を調べた。図4はその測定結果を示している。
【0033】
図4より、実施例4の溶接ワイヤは鋳鉄の溶接に多用されるインコネル系溶接ワイヤ(比較例4の溶接ワイヤ)と同程度の熱膨張率を示し、母材(FCD450、SUH409)より熱膨張率が少し高いのが分かる。このような熱膨張の特性により耐割れ性が向上したと考えられる。
【図面の簡単な説明】
【0034】
【図1】各溶接ワイヤを用いて耐割れ性試験1を行う態様を説明するための図である。
【図2】各溶接ワイヤを用いて耐割れ性試験2Aを行う態様を説明するための図である。
【図3】各溶接ワイヤを用いて耐割れ性試験2Bを行う態様を説明するための図である。
【図4】母材及び各溶接ワイヤの温度と熱膨張率との関係を示す図である。
【符号の説明】
【0035】
1,3 鋳鉄母材
5 ステンレス鋼母材
B1,B3 試験ビード
B2 拘束ビード
【特許請求の範囲】
【請求項1】
重量%で、C:0.1〜0.8%、Si:0.4〜2.0%、Mn:0.4〜4.0%、P:0.04%以下、S:0.03%以下、Ni:20.0〜40.0%、Cr:10.0〜40.0%、Nb:0.5〜4.0%、残部がFe及び不可避不純物からなることを特徴とする鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ。
【請求項2】
重量%で、Ta:1.0%以下、W:1.0%以下、Mo:0.5%以下、V:0.5%以下、Cu:0.5%以下、Co:0.5%以下のいずれか1種以上を更に含有することを特徴とする請求項1に記載の鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ。
【請求項3】
重量%で、C:0.4〜0.8%、Si:0.5〜1.5%、Mn:0.7〜2.0%、P:0.04%以下、S:0.03%以下、Ni:30.0〜40.0%、Cr:20.0〜30.0%、Nb:0.5〜3.0%、残部がFe及び不可避不純物からなることを特徴とする鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ。
【請求項4】
重量%で、Ta:1.0%以下、Mo:0.5%以下、Co:0.5%以下のいずれか1種以上を更に含有することを特徴とする請求項3に記載の鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ。
【請求項1】
重量%で、C:0.1〜0.8%、Si:0.4〜2.0%、Mn:0.4〜4.0%、P:0.04%以下、S:0.03%以下、Ni:20.0〜40.0%、Cr:10.0〜40.0%、Nb:0.5〜4.0%、残部がFe及び不可避不純物からなることを特徴とする鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ。
【請求項2】
重量%で、Ta:1.0%以下、W:1.0%以下、Mo:0.5%以下、V:0.5%以下、Cu:0.5%以下、Co:0.5%以下のいずれか1種以上を更に含有することを特徴とする請求項1に記載の鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ。
【請求項3】
重量%で、C:0.4〜0.8%、Si:0.5〜1.5%、Mn:0.7〜2.0%、P:0.04%以下、S:0.03%以下、Ni:30.0〜40.0%、Cr:20.0〜30.0%、Nb:0.5〜3.0%、残部がFe及び不可避不純物からなることを特徴とする鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ。
【請求項4】
重量%で、Ta:1.0%以下、Mo:0.5%以下、Co:0.5%以下のいずれか1種以上を更に含有することを特徴とする請求項3に記載の鋳鉄とステンレス鋼との溶接に用いる溶接ワイヤ。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−21570(P2007−21570A)
【公開日】平成19年2月1日(2007.2.1)
【国際特許分類】
【出願番号】特願2005−211036(P2005−211036)
【出願日】平成17年7月21日(2005.7.21)
【出願人】(000227962)日本ウエルディング・ロッド株式会社 (11)
【出願人】(391002498)フタバ産業株式会社 (110)
【公開日】平成19年2月1日(2007.2.1)
【国際特許分類】
【出願日】平成17年7月21日(2005.7.21)
【出願人】(000227962)日本ウエルディング・ロッド株式会社 (11)
【出願人】(391002498)フタバ産業株式会社 (110)
[ Back to top ]