
鋳鉄溶湯中の不純物除去方法および鋳鉄原料
【課題】鋳鉄溶湯中のMn、Al、Ti、Pb、Zn、Bの不純物元素を除去し、かつ有用なC、Siの減耗を抑制した清浄な溶湯を得る。
【解決手段】あらかじめ溶融された鋳鉄溶湯中の不純物を除去する方法であって、燃料と酸素との理論燃焼比(酸素量(体積)×5/燃料(体積)量)が1〜1.5である酸素過剰の火炎をあらかじめ溶融された鋳鉄溶湯の表面に直接暴露して、該溶湯表面を過熱すると共に、該溶湯と酸性スラグ層を接触させながら、上記鋳鉄溶湯の温度を1250℃以上1500℃未満に維持して、その鋳鉄溶湯の内部に酸素を含むガスを注入する。
【解決手段】あらかじめ溶融された鋳鉄溶湯中の不純物を除去する方法であって、燃料と酸素との理論燃焼比(酸素量(体積)×5/燃料(体積)量)が1〜1.5である酸素過剰の火炎をあらかじめ溶融された鋳鉄溶湯の表面に直接暴露して、該溶湯表面を過熱すると共に、該溶湯と酸性スラグ層を接触させながら、上記鋳鉄溶湯の温度を1250℃以上1500℃未満に維持して、その鋳鉄溶湯の内部に酸素を含むガスを注入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋳鉄溶湯中の不純物、特に炭素(以下、Cとする)、シリコン(以下、Siとする)の減耗を抑制しながらマンガン(以下、Mnとする)を除去する方法、およびこの方法で製造される鋳鉄原料に関する。
【背景技術】
【0002】
鋳鉄は、鉄(以下、Feとする)を主体とし、C、Si、Mn、燐(以下、Pとする)、硫黄(以下、Sという)の主要元素に加えて、その使用目的に合わせて、銅(Cu)、錫(Sn)、クロム(Cr)、マグネシウム(以下、Mgという)、ニッケル(Ni)、コバルト(Co)、モリブデン(Mo)、バナジウム(V)、ニオブ(Nb)、アルミニウム(以下、Alという)、チタン(以下、Tiという)、ジルコニウム(Zr)、セリウム(Ce)、カルシウム(Ca)、バリウム(Ba)、ビスマス(Bi)等の元素が添加され、またその他の不可避的不純物元素を含有した鉄合金である。
鋳鉄の原料は、銑鉄、鉄スクラップ、古銑鉄、戻り銑、ダライ粉等の主鉄源と、C、Siその他成分を調整するための炭素源、およびその他の合金鉄である。
鋳鉄製造時には、コストおよびエネルギー削減のため、鉄スクラップ等を主要な原料の鉄源とすることが多く、鋳鉄はリサイクル性に優れた材料である。
【0003】
一方、鋳鉄製造のための鉄源として利用される鉄スクラップの発生元となる鉄鋼材料は、高性能化、軽量化、高機能化などの目的のため、C、Si以外の合金元素の添加量が増加の傾向にある。加えて、高性能な鉄鋼材料の製造においても、昨今の希少金属の価格高騰から、そのコスト削減のため、比較的安価なMnの添加が行なわれることが多く、そのため鉄スクラップ中のMn含有量の増加が鋳鉄原料として使用する場合に問題となっている。
鋳鉄中のMnは、FeとCの化合物である、セメンタイト(Fe3C)を安定化させる元素として作用する。そのため、鋳鉄中では、その鉄基地組織を、Fe3CとFeとの層状組織であるパーライトへと変化させる。これにより、鋳鉄の硬度は増し、高強度化するが、伸び、靭性等の特性は低下する。鋳鉄中の黒鉛をMgにより球状化させてその強度、伸びを向上させた球状黒鉛鋳鉄においては、その鉄基地組織変化は、強度特性に及ぼす影響が強い。特にMn含有量の増加により、球状黒鉛鋳鉄の伸び、靭性の低下は顕著であり、製造上の問題となっている。
【0004】
従来、鋳鉄溶湯からMnを除去する方法としては、鋳鉄溶湯にSを供給して、MnSを生成させる方法がある(特許文献1、特許文献2)。
しかしながらこの方法では、鋳鉄溶湯中にMnSが発生しその除去処理が困難なこと、除去効率を向上させるためには多量のS添加が必要なことなどに問題がある。
一方、鋳鉄ではなく通常の鉄鋼溶湯からのMn除去は、転炉等を用いた酸素の添加による精錬で下記の反応を利用して行なわれている。
Mn+1/2(O2) → MnO
しかしながら、この反応は、鋳鉄のような、高C、高Siの溶湯では、熱力学のエリンガム図から明らかなように、1400℃以上の温度では、C、Siの酸化反応より熱力学的に不安定である。従って鋳鉄溶湯に酸素を供給すれば、Mnの除去より先にC、Siなどの有用な元素が失われてしまい、鋳鉄溶湯を溶製することができないという問題がある。
このようなことから、純酸素利用回転炉を用いて、冷材から溶解を開始し、一般の鉄鋼の溶解と同様に、C、Siを減耗しながら、酸化反応によりMnを除去し、その後別途用意したC、Si量の多い鋳鉄溶湯との合わせ湯による球状黒鉛鋳鉄用溶湯の製造方法が提案されている(特許文献3)。
しかしながら、この方法では溶解時にC、Siの含有量が低下するので、溶湯の融点が上昇してしまい、それ以上の高温での操業が必要となる。これはさらなるC、Siの減耗をもたらす。また、別途溶解炉との同時操業が必要なことから、製造コスト面で実用的ではなかった。
また、電気炉等で溶解した鋳鉄溶湯に直接酸化鉄等を添加して、酸化によるMn除去を試みても転炉の場合と同様に、C、Siが失われ、かつ多量のスラグが生成して操業困難となる問題がある。
【0005】
鉄原料を酸素バーナーの火炎で加熱して溶解すると共に加炭材を添加して鋳鉄を製造する方法が開示されている(特許文献4)。
しかしながら、この方法は、鋳鉄溶湯へ炭素を添加する場合の吸炭効率を改善するための方法であり、炭素濃度の高い鋳鉄を製造する方法である。
上記各引用文献に示されているように、鋳鉄溶湯からC、Siの減耗を防ぎながら、Mnを除去するのは上記従来技術では実用的に困難であった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−105420
【特許文献2】国際公開番号WO2003/083143
【特許文献3】特開平7−268432
【特許文献4】特開平10−8120
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記課題に対処するためになされたもので、鋳鉄溶湯中のMn、Al、Ti、Pb、Zn、Bの不純物元素を除去し、かつ有用なC、Siの減耗を抑制した、清浄な溶湯を得る鋳鉄原料の不純物除去方法の提供を目的にする。
【課題を解決するための手段】
【0008】
本発明の鋳鉄溶湯中の不純物除去方法は、あらかじめ溶融された鋳鉄溶湯中に含まれているCおよびSiの減耗を抑制しながら、Mnを含む不純物を除去する方法であって、上記鋳鉄溶湯の温度を1250℃以上1500℃未満に維持して、該溶湯と酸性スラグ層とを接触させながら、燃料と酸素との理論燃焼比(酸素量(体積)×5/燃料(体積)量)が1〜1.5である酸素過剰の火炎を上記鋳鉄溶湯の表面に直接暴露して、鋳鉄溶湯の表面を過熱することを特徴とする方法である。
また、鋳鉄溶湯中のMnの単位時間当たりの除去効率を(△Mn/h)とし、同Cの単位時間当たりの除去効率を(△C/h)、同Siの単位時間当たりの除去効率を(△Si/h)とするとき、(△C/△Mn)または(△Si/△Mn)を2.5以下とする方法であることを特徴とする。
また、酸素過剰の火炎が直接暴露されている上記鋳鉄溶湯の表面に、該鋳鉄溶湯の内部から酸素を含むガスを注入することを特徴とし、特に酸素を含むガスが空気であることを特徴とする。この酸素を含むガスを溶湯1000kgあたり、100(l/min.)〜1600(l/min.)の割合で注入することを特徴とする。
また、上記鋳鉄溶湯中の不純物として除去されるMn以外の元素が、Pb、Zn、Ti、Al、およびBから選ばれた少なくとも1つの元素であることを特徴とする。
本発明の鋳鉄溶湯中の不純物除去方法は、上記鋳鉄溶湯中に酸化鉄を添加することを特徴とする。また、上記鋳鉄溶湯を保持する装置が回転炉、電気炉、取鍋、キュポラ脱硫取鍋、もしくはターンディッシュ、またはこれらの組み合わせであることを特徴とする。
【0009】
本発明の鋳鉄原料は、上記方法により製造される鋳鉄原料であって、C 2〜4 質量%、Si 0.5〜4 質量%、Mn 0.1〜3 質量%、Pb 0.0001〜0.03 質量%、Zn 0.0001〜1.0 質量%、Ti 0.001〜0.2 質量%、Al 0.0001〜0.5 質量%、B 0.0001〜0.04 質量%であり、残りが Fe および不可避的不純物であることを特徴とする。
【発明の効果】
【0010】
本発明の鋳鉄溶湯中の不純物除去方法は、あらかじめ溶融された鋳鉄溶湯中に含まれているCおよびSiの減耗を抑制しながら、Mnを含む不純物を除去する方法であって、上記鋳鉄溶湯の温度を1250℃以上1500℃未満に維持して、該溶湯と酸性スラグ層を接触させながら、燃料と酸素との理論燃焼比が1〜1.5である酸素過剰の火炎を上記鋳鉄溶湯の表面に直接暴露して、溶湯表面を過熱するので、鋳鉄溶湯からMn等の不純物元素を除去し、かつ鋳鉄の必須元素であるC、Siの減耗を抑制した清浄な鋳鉄溶湯を得ることができる。特に球状黒鉛鋳鉄では、Mn等の不純物が、鋳鉄材料としての伸び、靭性を大きく阻害するので、Mn等の不純物元素除去の効果が顕著である。
【図面の簡単な説明】
【0011】
【図1】処理装置に給湯された鋳鉄溶湯の処理状態を表す摸式図である。
【図2】小型回転炉式不純物除去装置を示す図である。
【図3】処理時間と溶湯中のC、Si、Mn含有量を示す図である。
【図4】処理時間と溶湯中のPb、Zn、Ti、Al、B含有量を示す図である。
【図5】鋳鉄溶湯の脱Mn効率に及ぼすバブリング等の影響を示す図である。
【図6】実機回転炉式不純物除去装置を示す図である。
【図7】実機回転炉式不純物除去装置の実施結果を示す図である。
【図8】取鍋式不純物除去装置を示す図である。
【図9】取鍋式不純物除去装置の実施結果を示す図である。
【図10】Mn除去効率を溶湯の比表面積で整理した図である。
【図11】Mn除去効率と、△C/△Mn、△Si/△Mnの値との関係を示す図である。
【発明を実施するための形態】
【0012】
鋳鉄溶湯中のMn、Al、Ti、Pb、Zn、Bの不純物元素を除去し、かつ有用なC、Siの減耗を抑制するために、本発明者達は鋭意研究し、酸素バーナーを利用して鋳鉄溶湯へ火炎を直接暴露して、溶湯表面を過熱することにより、不純物除去技術を完成するに至った。
本発明方法において、原料は銑鉄、鉄スクラップ、古銑鉄、戻り銑、ダライ粉等が鉄源となり、特に鉄スクラップが主鉄源となる。
近年の鉄スクラップは、鉄鋼材料の高性能化、軽量化、高機能化などのために添加される比較的安価なMnの量が多く、このMnを除去する必要がある。本発明方法はMn量を多く含む鉄スクラップに特に好適に採用できる。
Mn以外の元素としては、Pb、Zn、Ti、Al、または、Bを本発明方法で除去できる。本発明方法は、Mnを含めて、これらの元素を鉄スクラップから除去する方法である。
【0013】
本発明は、例えば、Cが3〜4質量%、Siが1〜3質量%、Mnが0.5〜3質量%を含有するあらかじめ溶解保持した鋳鉄溶湯から、Mnを0.2質量%以上除去することができる処理方法である。
この処理方法において、Mnの単位時間当たりの除去効率を△Mnとし、Cの単位時間当たりの除去効率を△C、Siの単位時間当たりの除去効率を△Siとするとき、(△C/△Mn)または(△Si/△Mn)を2.5以下とする方法である。ここで単位時間当たりの除去効率は、単位時間当たりの(処理前の元素量−処理後の元素量)である。
特に、Mnの除去速度を0.6質量%/h以上確保して、△C/△Mnを1、△Si/△Mnを2以下に制御することが好ましい。
【0014】
鉄スクラップは、不純物を除去する前に、あらかじめ溶解されて、処理装置に給湯される。なお、処理装置が、例えば電気炉などの加熱溶融設備を備えていれば該装置内で鋳鉄溶湯とすることができる。
給湯時の鋳鉄溶湯の温度は、1500℃未満であることが好ましく、より好ましくは1250℃以上1500℃未満である。この温度範囲であると、給湯後に、C、Siの減耗を抑制しながらの脱Mn処理が容易となる。
【0015】
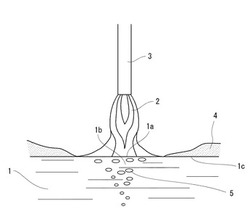
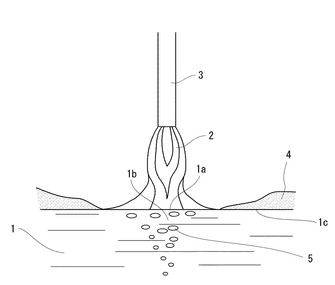
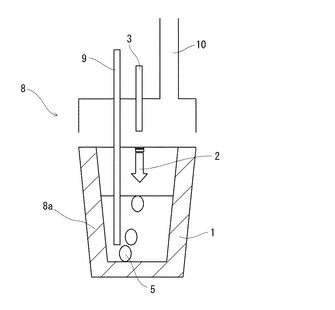
処理装置に給湯された鋳鉄溶湯の処理状態を表す摸式図を図1に示す。
処理装置に給湯された鋳鉄溶湯1の表面1aにバーナー3より酸素過剰の火炎2を直接暴露して溶湯表面を過熱する。図1において、4は酸性スラグであり、5は鋳鉄溶湯1内に注入される酸素を含むガスである。
酸素過剰の火炎2の熱源としては、LPGガスまたはLNGガスを用いて、燃焼に必要な酸素量よりも過剰の酸素量を供給しながら燃焼させるバーナー3が好ましい。過剰酸素の供給源としては、空気、純酸素ガスが挙げられる。
燃料と酸素との理論燃焼比(酸素量(体積)×5/燃料(体積)量)は1〜1.5、好ましくは1.1〜1.4である。理論燃焼比が1未満では過剰酸素不足で脱Mnは進まず、1.5以上では火炎の温度が上がらずこれも脱Mnが効率よく進まない。
【0016】
酸素過剰の火炎2は鋳鉄溶湯の表面1aに直接暴露される。火炎暴露時における鋳鉄溶湯の表面1aの温度は2000℃以上になると予測されるが、鋳鉄溶湯内1bの温度は1250℃以上1500℃未満に維持する。
鋳鉄溶湯内の温度をこの範囲に維持する手段としては、溶湯量と燃料炊きこみ量、図1において溶湯内に注入されるガス5の量、処理装置の予熱量、したがってこの場合耐火物の温度を制御する等の手段がある。
鋳鉄溶湯の表面1aは、不純物処理開始により溶湯温度が1400℃に達するまでに、酸性スラグ4により覆われるようになるが、酸素過剰の火炎2を鋳鉄溶湯の表面1aに直接暴露することにより、暴露された部分のスラグ4が排除される。その結果、火炎2が直接鋳鉄溶湯の表面1aに接触する。また火炎2に暴露されていない面1cは酸性スラグ4に接触している(図1)。
溶湯表面を火炎に直接暴露して、残りの溶湯表面を酸性スラグに接触させながら溶湯全体の温度を上昇させることなく不純物除去処理することにより、Mnの酸化除去が進行しつつ、C、Siの減耗を少なくできると考えられる。
【0017】
鋳鉄溶湯1は酸素を含むガス5を注入することにより撹拌される。酸素を含むガスとしては空気が好ましい。また、注入量は溶湯重量あたり100(l/min.)以上、1600(l/min.)未満であることが好ましく、より好ましくは200(l/min.)以上800(l/min.)未満である。注入量が少ないと溶湯の攪拌力が小さすぎ、多すぎるとガスによって持ち去られる熱によって溶湯の温度が低下しすぎる。
【0018】
また、酸素を含むガス5は、酸素過剰の火炎2が直接暴露して過熱されている鋳鉄溶湯の表面1aに、ガス5の気泡が到達するように、鋳鉄溶湯の内部から注入する(図1)。本発明の処理方法は、この火炎2が直接暴露されている鋳鉄溶湯の表面1aでの反応が重要であるため、この表面反応を酸素を含むガス5の注入により促進させる。
【0019】
鋳鉄溶湯が収容される処理装置としては、図1に示すように、溶湯1が火炎2に直接暴露される形状の処理装置であれば使用できる。使用できる処理装置としては、回転炉、電気炉、取鍋、キュポラ脱硫取鍋、もしくはターンディッシュ、またはこれらの組み合わせが挙げられる。
【0020】
上記本発明により製造される鋳鉄原料は、有用なC、Siの減耗を抑制しながら、Mn等の不純物を減らすことができる。そのため、C 2〜4 質量%、Si 0.5〜4 質量%、Mn 0.1〜3 質量%、好ましくはMn 0.1〜1 質量%、Pb 0.0001〜0.03 質量%、好ましくはPb 0.0001〜0.02 質量%、Zn 0.0001〜1.0 質量%、好ましくはZn 0.0001〜0.02 質量%、Ti 0.001〜0.2 質量%、Al 0.0001〜0.5 質量%、好ましくはAl 0.0001〜0.2 質量%、B 0.0001〜0.04 質量%、好ましくはB 0.0001〜0.01 質量%であり、残りが Fe および不可避的不純物である鋳鉄原料を容易に製造できる。
【0021】
実施形態例1:小型回転炉式不純物除去装置による例
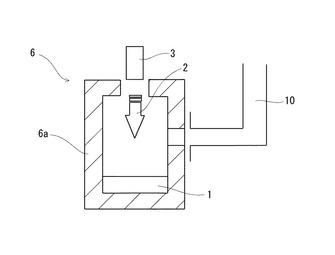
図2に示す小型回転炉式不純物除去装置により鋳鉄原料の不純物を除去した。この小型回転炉式不純物除去装置6は、炉体6a内に収容される溶湯1の表面をバーナーの火炎2が直接暴露して過熱するように、装置上部にバーナー3を設置している。本装置6は、一般の鋳鉄溶解炉の炉前に設置される溶湯保持炉型の形状をしているが、溶湯1が火炎2に直接暴露して過熱できる形状であれば必ずしもその形状を問わない。図2において、10は排気ダクトを示す。
装置を予熱した後、表1に示す処理前の鋳鉄溶湯をあらかじめ別途溶解して、除去装置6に給湯する。溶湯重量は50kgで行なった。
【0022】
【表1】

【0023】
表1に示す処理前の鋳鉄溶湯の表面をバーナー火炎に直接暴露して不純物元素除去実験を行なった。実験条件を以下に示す。
(1)燃料と酸素との理論燃焼比(λ):1、1.2、1.5の3水準
(2)酸化鉄の添加量(溶湯量に対する%):0、2質量%の2水準
(3)処理時間:80分(10分毎に測定試料採取)
(4)測定元素:Mn、C、Si、Pb、Zn、Ti、Al、B
実験開始時の溶湯温度は1300℃で、約1時間後に溶湯温度が1450℃に到達するように入熱を調整した。併せて、溶湯温度、排ガス口でのガス組成、溶湯の溶存酸素量を測定しながら、化学組成分析用試験片を採取した。溶湯温度が1400℃に達するまでに、溶湯表面は酸性スラグによって覆われた。処理後の鋳鉄原料の組成を表1に、実験結果を図3〜図5に示す。
【0024】
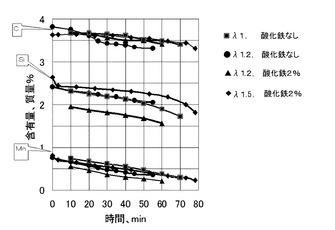
図3は、処理時間の経過と共に変化する溶湯中のC、Si、Mn含有量を示す。燃料と酸素との理論燃焼比(λ)が1.2で処理して、酸化鉄を2質量%添加した条件のとき、初期のMn量0.8質量%からMn量0.2質量%まで低下し、最も効率よくMn量を除去できた(図3中、黒三角印)。
そのときの除去効率は0.6重量%/hで、かつこのとき、Mn除去量△Mnに対して、炭素の減耗量△C、珪素の減耗量△Siとしたとき、△C/△Mnを0.37、△Si/△Mnを1.7以下に制御できた。また、燃料酸素の比(λ)が1未満のときは除去効率が0.45質量%/hと悪くなり、1.5を上回ると、過剰な酸素による冷却によって溶湯の温度上昇が抑えられて燃料必要量が増加すると同時に処理時間が長くなる。
【0025】
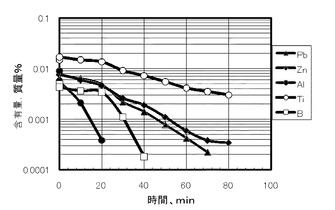
図4は、処理時間の経過と共に変化する溶湯中のPb、Zn、Ti、Al、Bの含有量の変化を示す。
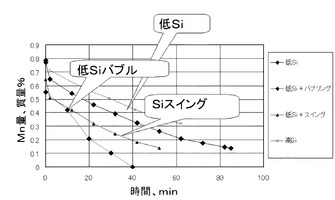
図5は、鋳鉄溶湯のSi量およびスイング、エアバブリングの脱Mn効率に及ぼす影響を示す。低Si化することにより効率が上がり、さらにスイング、エアバブリングにより脱Mn効率の上昇が見られた。
【0026】
小型回転炉式不純物除去装置で採用した純酸素バーナーの火炎温度は、2000℃をこえると予想される。しかし、測定された鋳鉄溶湯の温度は1250℃以上1500℃未満の範囲であり、2000℃まで上昇することはなかった。溶湯は極く表面のみ高温状態になっていると考えられる。溶湯表面が火炎に直接暴露されて過熱されることによって、残りの溶湯全体の温度を上昇させないで不純物除去するので、Mnの酸化除去が進行しつつ、C、Siの減耗が抑制されると考えられる。
【0027】
実施形態例2:実機回転炉式不純物除去装置による例
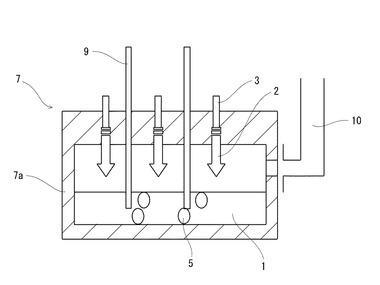
図6に実機回転炉式不純物除去装置を示す。この実機回転炉式不純物除去装置7は、炉体7a内に収容される溶湯1の表面をバーナー3の火炎2が直接暴露するように、装置上部にバーナー3を3基設置している。また、2本のランス9により溶湯1内の火炎2の下部にガス5が吹き込まれる。この装置を用いて鋳鉄原料の不純物を除去した。処理装置7に給湯される溶湯重量は500kgおよび1000kgで行なった。実施条件を以下に示す。
(1)燃料と酸素との理論燃焼比(λ):1.2
(2)ランスによる空気の注入量:ランス1本あたり、100l/min.、200l/min.
(3)処理時間:120分(10分毎に測定試料採取)
(4)測定元素:Mn
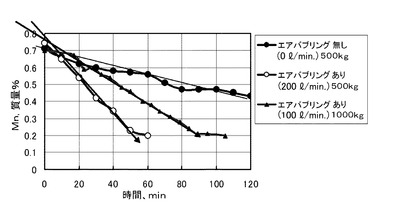
実施結果を図7に示す。
Mn除去効率は、それぞれ、空気の注入がない場合は約0.1質量%/h、空気の注入が100l/min.の場合は約0.4質量%/h、空気の注入が200l/min.の場合は約1.0質量%/hであり、ガスによる溶湯の攪拌はMn除去効率を上昇させる。
燃料と酸素の理論燃焼比λが1.2、空気の注入量が200l/min.の場合、Mnは、処理前が0.7質量%、処理後が0.2質量%であり、処理に必要な時間は500kg当たり約30分である。同様に、図示を省略するが、Cは処理前が3.7質量%、処理後が3.4質量%、Siは処理前が2.7質量%、処理後が2.1質量%であった。このとき△C/△Mnは0.6、△Si/△Mnは1.2であった。
【0028】
実施形態例3:取鍋式不純物除去装置による例
図8に取鍋式不純物除去装置を示す。この取鍋式不純物除去装置8は、炉体8a内に収容される溶湯1の表面をバーナー3の火炎2が直接暴露するように、通常の鋳鉄用取鍋上に酸素バーナー3を設置している。また、ランス9により溶湯1内の火炎2の下部にガス5が吹き込まれる。この装置を用いて鋳鉄原料の不純物を除去した。処理装置8に給湯される溶湯重量は500kgで行なった。実施条件を以下に示す。
(1)燃料と酸素との理論燃焼比(λ):1.2
(2)ランスによる空気の注入量:100l/min.、200l/min.、400l/min.の3水準
(3)処理時間:60分
(4)測定元素:Mn
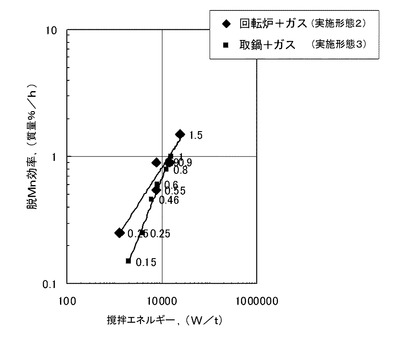
実施結果を図9に示す。なお、図9では、空気の注入による溶湯の攪拌効率を次式において撹拌エネルギー(W/h)に換算して示した。また、実施形態2で得られた脱Mn効率を併せて示す。
【0029】
【数1】
【0030】
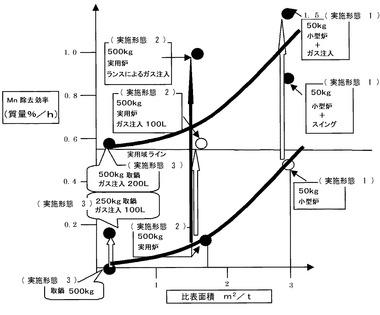
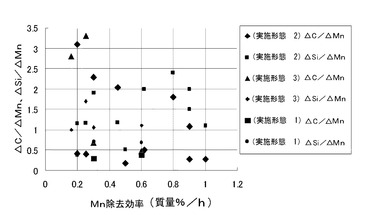
各実施形態例で得られた結果のまとめを図10および図11に示す。図10はMn除去効率を鋳鉄溶湯の重量あたりの溶湯の比表面積で整理した結果を示す図であり、図11はMn除去効率に対するC、Siの減耗を対比した図である。
実機回転炉式不純物除去装置(実施形態例1)での鋳鉄の重量当たりの溶湯の比表面積は1.7m2/tであり、小型回転炉式不純物除去装置(実施形態例2)による処理量50kgの場合の溶湯の比表面積は3m2/tであり、取鍋式不純物除去装置(実施形態例3)による溶湯の比表面積は0.2m2/tである。
Mn除去効率は、図10より、溶湯の比表面積が大きいほど上昇することが明らかである。
【0031】
図11は、Mn除去効率(△Mn/h)に対して、炭素の減耗量△C、珪素の減耗量△Siとしたときの、△C/△Mn、△Si/△Mnの値を示す。脱Mn処理の実用性を考慮すると、その除去効率は0.55質量%/h以上であることが望ましく、このとき△C/△Mn、△Si/△Mnがそれぞれ約1以下、約2以下となる領域が除去装置による操業の実用域と考えられる好ましい範囲である。
【産業上の利用可能性】
【0032】
本発明の不純物除去方法は、鋳鉄溶湯からMn等の不純物元素を除去し、かつ鋳鉄の必須元素であるC、Siの減耗を抑制した清浄な鋳鉄溶湯を得ることができるので、Mn等の不純物が、鋳鉄材料としての伸び、靭性を大きく阻害する球状黒鉛鋳鉄などの分野で利用できる。
【符号の説明】
【0033】
1 鋳鉄溶湯
2 酸素過剰の火炎
3 バーナー
4 酸性スラグ
5 鋳鉄溶湯内に注入されるガス
6 小型回転炉式不純物除去装置
7 実機回転炉式不純物除去装置
8 取鍋式不純物除去装置
9 ランス
10 排気ダクト
【技術分野】
【0001】
本発明は、鋳鉄溶湯中の不純物、特に炭素(以下、Cとする)、シリコン(以下、Siとする)の減耗を抑制しながらマンガン(以下、Mnとする)を除去する方法、およびこの方法で製造される鋳鉄原料に関する。
【背景技術】
【0002】
鋳鉄は、鉄(以下、Feとする)を主体とし、C、Si、Mn、燐(以下、Pとする)、硫黄(以下、Sという)の主要元素に加えて、その使用目的に合わせて、銅(Cu)、錫(Sn)、クロム(Cr)、マグネシウム(以下、Mgという)、ニッケル(Ni)、コバルト(Co)、モリブデン(Mo)、バナジウム(V)、ニオブ(Nb)、アルミニウム(以下、Alという)、チタン(以下、Tiという)、ジルコニウム(Zr)、セリウム(Ce)、カルシウム(Ca)、バリウム(Ba)、ビスマス(Bi)等の元素が添加され、またその他の不可避的不純物元素を含有した鉄合金である。
鋳鉄の原料は、銑鉄、鉄スクラップ、古銑鉄、戻り銑、ダライ粉等の主鉄源と、C、Siその他成分を調整するための炭素源、およびその他の合金鉄である。
鋳鉄製造時には、コストおよびエネルギー削減のため、鉄スクラップ等を主要な原料の鉄源とすることが多く、鋳鉄はリサイクル性に優れた材料である。
【0003】
一方、鋳鉄製造のための鉄源として利用される鉄スクラップの発生元となる鉄鋼材料は、高性能化、軽量化、高機能化などの目的のため、C、Si以外の合金元素の添加量が増加の傾向にある。加えて、高性能な鉄鋼材料の製造においても、昨今の希少金属の価格高騰から、そのコスト削減のため、比較的安価なMnの添加が行なわれることが多く、そのため鉄スクラップ中のMn含有量の増加が鋳鉄原料として使用する場合に問題となっている。
鋳鉄中のMnは、FeとCの化合物である、セメンタイト(Fe3C)を安定化させる元素として作用する。そのため、鋳鉄中では、その鉄基地組織を、Fe3CとFeとの層状組織であるパーライトへと変化させる。これにより、鋳鉄の硬度は増し、高強度化するが、伸び、靭性等の特性は低下する。鋳鉄中の黒鉛をMgにより球状化させてその強度、伸びを向上させた球状黒鉛鋳鉄においては、その鉄基地組織変化は、強度特性に及ぼす影響が強い。特にMn含有量の増加により、球状黒鉛鋳鉄の伸び、靭性の低下は顕著であり、製造上の問題となっている。
【0004】
従来、鋳鉄溶湯からMnを除去する方法としては、鋳鉄溶湯にSを供給して、MnSを生成させる方法がある(特許文献1、特許文献2)。
しかしながらこの方法では、鋳鉄溶湯中にMnSが発生しその除去処理が困難なこと、除去効率を向上させるためには多量のS添加が必要なことなどに問題がある。
一方、鋳鉄ではなく通常の鉄鋼溶湯からのMn除去は、転炉等を用いた酸素の添加による精錬で下記の反応を利用して行なわれている。
Mn+1/2(O2) → MnO
しかしながら、この反応は、鋳鉄のような、高C、高Siの溶湯では、熱力学のエリンガム図から明らかなように、1400℃以上の温度では、C、Siの酸化反応より熱力学的に不安定である。従って鋳鉄溶湯に酸素を供給すれば、Mnの除去より先にC、Siなどの有用な元素が失われてしまい、鋳鉄溶湯を溶製することができないという問題がある。
このようなことから、純酸素利用回転炉を用いて、冷材から溶解を開始し、一般の鉄鋼の溶解と同様に、C、Siを減耗しながら、酸化反応によりMnを除去し、その後別途用意したC、Si量の多い鋳鉄溶湯との合わせ湯による球状黒鉛鋳鉄用溶湯の製造方法が提案されている(特許文献3)。
しかしながら、この方法では溶解時にC、Siの含有量が低下するので、溶湯の融点が上昇してしまい、それ以上の高温での操業が必要となる。これはさらなるC、Siの減耗をもたらす。また、別途溶解炉との同時操業が必要なことから、製造コスト面で実用的ではなかった。
また、電気炉等で溶解した鋳鉄溶湯に直接酸化鉄等を添加して、酸化によるMn除去を試みても転炉の場合と同様に、C、Siが失われ、かつ多量のスラグが生成して操業困難となる問題がある。
【0005】
鉄原料を酸素バーナーの火炎で加熱して溶解すると共に加炭材を添加して鋳鉄を製造する方法が開示されている(特許文献4)。
しかしながら、この方法は、鋳鉄溶湯へ炭素を添加する場合の吸炭効率を改善するための方法であり、炭素濃度の高い鋳鉄を製造する方法である。
上記各引用文献に示されているように、鋳鉄溶湯からC、Siの減耗を防ぎながら、Mnを除去するのは上記従来技術では実用的に困難であった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−105420
【特許文献2】国際公開番号WO2003/083143
【特許文献3】特開平7−268432
【特許文献4】特開平10−8120
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記課題に対処するためになされたもので、鋳鉄溶湯中のMn、Al、Ti、Pb、Zn、Bの不純物元素を除去し、かつ有用なC、Siの減耗を抑制した、清浄な溶湯を得る鋳鉄原料の不純物除去方法の提供を目的にする。
【課題を解決するための手段】
【0008】
本発明の鋳鉄溶湯中の不純物除去方法は、あらかじめ溶融された鋳鉄溶湯中に含まれているCおよびSiの減耗を抑制しながら、Mnを含む不純物を除去する方法であって、上記鋳鉄溶湯の温度を1250℃以上1500℃未満に維持して、該溶湯と酸性スラグ層とを接触させながら、燃料と酸素との理論燃焼比(酸素量(体積)×5/燃料(体積)量)が1〜1.5である酸素過剰の火炎を上記鋳鉄溶湯の表面に直接暴露して、鋳鉄溶湯の表面を過熱することを特徴とする方法である。
また、鋳鉄溶湯中のMnの単位時間当たりの除去効率を(△Mn/h)とし、同Cの単位時間当たりの除去効率を(△C/h)、同Siの単位時間当たりの除去効率を(△Si/h)とするとき、(△C/△Mn)または(△Si/△Mn)を2.5以下とする方法であることを特徴とする。
また、酸素過剰の火炎が直接暴露されている上記鋳鉄溶湯の表面に、該鋳鉄溶湯の内部から酸素を含むガスを注入することを特徴とし、特に酸素を含むガスが空気であることを特徴とする。この酸素を含むガスを溶湯1000kgあたり、100(l/min.)〜1600(l/min.)の割合で注入することを特徴とする。
また、上記鋳鉄溶湯中の不純物として除去されるMn以外の元素が、Pb、Zn、Ti、Al、およびBから選ばれた少なくとも1つの元素であることを特徴とする。
本発明の鋳鉄溶湯中の不純物除去方法は、上記鋳鉄溶湯中に酸化鉄を添加することを特徴とする。また、上記鋳鉄溶湯を保持する装置が回転炉、電気炉、取鍋、キュポラ脱硫取鍋、もしくはターンディッシュ、またはこれらの組み合わせであることを特徴とする。
【0009】
本発明の鋳鉄原料は、上記方法により製造される鋳鉄原料であって、C 2〜4 質量%、Si 0.5〜4 質量%、Mn 0.1〜3 質量%、Pb 0.0001〜0.03 質量%、Zn 0.0001〜1.0 質量%、Ti 0.001〜0.2 質量%、Al 0.0001〜0.5 質量%、B 0.0001〜0.04 質量%であり、残りが Fe および不可避的不純物であることを特徴とする。
【発明の効果】
【0010】
本発明の鋳鉄溶湯中の不純物除去方法は、あらかじめ溶融された鋳鉄溶湯中に含まれているCおよびSiの減耗を抑制しながら、Mnを含む不純物を除去する方法であって、上記鋳鉄溶湯の温度を1250℃以上1500℃未満に維持して、該溶湯と酸性スラグ層を接触させながら、燃料と酸素との理論燃焼比が1〜1.5である酸素過剰の火炎を上記鋳鉄溶湯の表面に直接暴露して、溶湯表面を過熱するので、鋳鉄溶湯からMn等の不純物元素を除去し、かつ鋳鉄の必須元素であるC、Siの減耗を抑制した清浄な鋳鉄溶湯を得ることができる。特に球状黒鉛鋳鉄では、Mn等の不純物が、鋳鉄材料としての伸び、靭性を大きく阻害するので、Mn等の不純物元素除去の効果が顕著である。
【図面の簡単な説明】
【0011】
【図1】処理装置に給湯された鋳鉄溶湯の処理状態を表す摸式図である。
【図2】小型回転炉式不純物除去装置を示す図である。
【図3】処理時間と溶湯中のC、Si、Mn含有量を示す図である。
【図4】処理時間と溶湯中のPb、Zn、Ti、Al、B含有量を示す図である。
【図5】鋳鉄溶湯の脱Mn効率に及ぼすバブリング等の影響を示す図である。
【図6】実機回転炉式不純物除去装置を示す図である。
【図7】実機回転炉式不純物除去装置の実施結果を示す図である。
【図8】取鍋式不純物除去装置を示す図である。
【図9】取鍋式不純物除去装置の実施結果を示す図である。
【図10】Mn除去効率を溶湯の比表面積で整理した図である。
【図11】Mn除去効率と、△C/△Mn、△Si/△Mnの値との関係を示す図である。
【発明を実施するための形態】
【0012】
鋳鉄溶湯中のMn、Al、Ti、Pb、Zn、Bの不純物元素を除去し、かつ有用なC、Siの減耗を抑制するために、本発明者達は鋭意研究し、酸素バーナーを利用して鋳鉄溶湯へ火炎を直接暴露して、溶湯表面を過熱することにより、不純物除去技術を完成するに至った。
本発明方法において、原料は銑鉄、鉄スクラップ、古銑鉄、戻り銑、ダライ粉等が鉄源となり、特に鉄スクラップが主鉄源となる。
近年の鉄スクラップは、鉄鋼材料の高性能化、軽量化、高機能化などのために添加される比較的安価なMnの量が多く、このMnを除去する必要がある。本発明方法はMn量を多く含む鉄スクラップに特に好適に採用できる。
Mn以外の元素としては、Pb、Zn、Ti、Al、または、Bを本発明方法で除去できる。本発明方法は、Mnを含めて、これらの元素を鉄スクラップから除去する方法である。
【0013】
本発明は、例えば、Cが3〜4質量%、Siが1〜3質量%、Mnが0.5〜3質量%を含有するあらかじめ溶解保持した鋳鉄溶湯から、Mnを0.2質量%以上除去することができる処理方法である。
この処理方法において、Mnの単位時間当たりの除去効率を△Mnとし、Cの単位時間当たりの除去効率を△C、Siの単位時間当たりの除去効率を△Siとするとき、(△C/△Mn)または(△Si/△Mn)を2.5以下とする方法である。ここで単位時間当たりの除去効率は、単位時間当たりの(処理前の元素量−処理後の元素量)である。
特に、Mnの除去速度を0.6質量%/h以上確保して、△C/△Mnを1、△Si/△Mnを2以下に制御することが好ましい。
【0014】
鉄スクラップは、不純物を除去する前に、あらかじめ溶解されて、処理装置に給湯される。なお、処理装置が、例えば電気炉などの加熱溶融設備を備えていれば該装置内で鋳鉄溶湯とすることができる。
給湯時の鋳鉄溶湯の温度は、1500℃未満であることが好ましく、より好ましくは1250℃以上1500℃未満である。この温度範囲であると、給湯後に、C、Siの減耗を抑制しながらの脱Mn処理が容易となる。
【0015】
処理装置に給湯された鋳鉄溶湯の処理状態を表す摸式図を図1に示す。
処理装置に給湯された鋳鉄溶湯1の表面1aにバーナー3より酸素過剰の火炎2を直接暴露して溶湯表面を過熱する。図1において、4は酸性スラグであり、5は鋳鉄溶湯1内に注入される酸素を含むガスである。
酸素過剰の火炎2の熱源としては、LPGガスまたはLNGガスを用いて、燃焼に必要な酸素量よりも過剰の酸素量を供給しながら燃焼させるバーナー3が好ましい。過剰酸素の供給源としては、空気、純酸素ガスが挙げられる。
燃料と酸素との理論燃焼比(酸素量(体積)×5/燃料(体積)量)は1〜1.5、好ましくは1.1〜1.4である。理論燃焼比が1未満では過剰酸素不足で脱Mnは進まず、1.5以上では火炎の温度が上がらずこれも脱Mnが効率よく進まない。
【0016】
酸素過剰の火炎2は鋳鉄溶湯の表面1aに直接暴露される。火炎暴露時における鋳鉄溶湯の表面1aの温度は2000℃以上になると予測されるが、鋳鉄溶湯内1bの温度は1250℃以上1500℃未満に維持する。
鋳鉄溶湯内の温度をこの範囲に維持する手段としては、溶湯量と燃料炊きこみ量、図1において溶湯内に注入されるガス5の量、処理装置の予熱量、したがってこの場合耐火物の温度を制御する等の手段がある。
鋳鉄溶湯の表面1aは、不純物処理開始により溶湯温度が1400℃に達するまでに、酸性スラグ4により覆われるようになるが、酸素過剰の火炎2を鋳鉄溶湯の表面1aに直接暴露することにより、暴露された部分のスラグ4が排除される。その結果、火炎2が直接鋳鉄溶湯の表面1aに接触する。また火炎2に暴露されていない面1cは酸性スラグ4に接触している(図1)。
溶湯表面を火炎に直接暴露して、残りの溶湯表面を酸性スラグに接触させながら溶湯全体の温度を上昇させることなく不純物除去処理することにより、Mnの酸化除去が進行しつつ、C、Siの減耗を少なくできると考えられる。
【0017】
鋳鉄溶湯1は酸素を含むガス5を注入することにより撹拌される。酸素を含むガスとしては空気が好ましい。また、注入量は溶湯重量あたり100(l/min.)以上、1600(l/min.)未満であることが好ましく、より好ましくは200(l/min.)以上800(l/min.)未満である。注入量が少ないと溶湯の攪拌力が小さすぎ、多すぎるとガスによって持ち去られる熱によって溶湯の温度が低下しすぎる。
【0018】
また、酸素を含むガス5は、酸素過剰の火炎2が直接暴露して過熱されている鋳鉄溶湯の表面1aに、ガス5の気泡が到達するように、鋳鉄溶湯の内部から注入する(図1)。本発明の処理方法は、この火炎2が直接暴露されている鋳鉄溶湯の表面1aでの反応が重要であるため、この表面反応を酸素を含むガス5の注入により促進させる。
【0019】
鋳鉄溶湯が収容される処理装置としては、図1に示すように、溶湯1が火炎2に直接暴露される形状の処理装置であれば使用できる。使用できる処理装置としては、回転炉、電気炉、取鍋、キュポラ脱硫取鍋、もしくはターンディッシュ、またはこれらの組み合わせが挙げられる。
【0020】
上記本発明により製造される鋳鉄原料は、有用なC、Siの減耗を抑制しながら、Mn等の不純物を減らすことができる。そのため、C 2〜4 質量%、Si 0.5〜4 質量%、Mn 0.1〜3 質量%、好ましくはMn 0.1〜1 質量%、Pb 0.0001〜0.03 質量%、好ましくはPb 0.0001〜0.02 質量%、Zn 0.0001〜1.0 質量%、好ましくはZn 0.0001〜0.02 質量%、Ti 0.001〜0.2 質量%、Al 0.0001〜0.5 質量%、好ましくはAl 0.0001〜0.2 質量%、B 0.0001〜0.04 質量%、好ましくはB 0.0001〜0.01 質量%であり、残りが Fe および不可避的不純物である鋳鉄原料を容易に製造できる。
【0021】
実施形態例1:小型回転炉式不純物除去装置による例
図2に示す小型回転炉式不純物除去装置により鋳鉄原料の不純物を除去した。この小型回転炉式不純物除去装置6は、炉体6a内に収容される溶湯1の表面をバーナーの火炎2が直接暴露して過熱するように、装置上部にバーナー3を設置している。本装置6は、一般の鋳鉄溶解炉の炉前に設置される溶湯保持炉型の形状をしているが、溶湯1が火炎2に直接暴露して過熱できる形状であれば必ずしもその形状を問わない。図2において、10は排気ダクトを示す。
装置を予熱した後、表1に示す処理前の鋳鉄溶湯をあらかじめ別途溶解して、除去装置6に給湯する。溶湯重量は50kgで行なった。
【0022】
【表1】
【0023】
表1に示す処理前の鋳鉄溶湯の表面をバーナー火炎に直接暴露して不純物元素除去実験を行なった。実験条件を以下に示す。
(1)燃料と酸素との理論燃焼比(λ):1、1.2、1.5の3水準
(2)酸化鉄の添加量(溶湯量に対する%):0、2質量%の2水準
(3)処理時間:80分(10分毎に測定試料採取)
(4)測定元素:Mn、C、Si、Pb、Zn、Ti、Al、B
実験開始時の溶湯温度は1300℃で、約1時間後に溶湯温度が1450℃に到達するように入熱を調整した。併せて、溶湯温度、排ガス口でのガス組成、溶湯の溶存酸素量を測定しながら、化学組成分析用試験片を採取した。溶湯温度が1400℃に達するまでに、溶湯表面は酸性スラグによって覆われた。処理後の鋳鉄原料の組成を表1に、実験結果を図3〜図5に示す。
【0024】
図3は、処理時間の経過と共に変化する溶湯中のC、Si、Mn含有量を示す。燃料と酸素との理論燃焼比(λ)が1.2で処理して、酸化鉄を2質量%添加した条件のとき、初期のMn量0.8質量%からMn量0.2質量%まで低下し、最も効率よくMn量を除去できた(図3中、黒三角印)。
そのときの除去効率は0.6重量%/hで、かつこのとき、Mn除去量△Mnに対して、炭素の減耗量△C、珪素の減耗量△Siとしたとき、△C/△Mnを0.37、△Si/△Mnを1.7以下に制御できた。また、燃料酸素の比(λ)が1未満のときは除去効率が0.45質量%/hと悪くなり、1.5を上回ると、過剰な酸素による冷却によって溶湯の温度上昇が抑えられて燃料必要量が増加すると同時に処理時間が長くなる。
【0025】
図4は、処理時間の経過と共に変化する溶湯中のPb、Zn、Ti、Al、Bの含有量の変化を示す。
図5は、鋳鉄溶湯のSi量およびスイング、エアバブリングの脱Mn効率に及ぼす影響を示す。低Si化することにより効率が上がり、さらにスイング、エアバブリングにより脱Mn効率の上昇が見られた。
【0026】
小型回転炉式不純物除去装置で採用した純酸素バーナーの火炎温度は、2000℃をこえると予想される。しかし、測定された鋳鉄溶湯の温度は1250℃以上1500℃未満の範囲であり、2000℃まで上昇することはなかった。溶湯は極く表面のみ高温状態になっていると考えられる。溶湯表面が火炎に直接暴露されて過熱されることによって、残りの溶湯全体の温度を上昇させないで不純物除去するので、Mnの酸化除去が進行しつつ、C、Siの減耗が抑制されると考えられる。
【0027】
実施形態例2:実機回転炉式不純物除去装置による例
図6に実機回転炉式不純物除去装置を示す。この実機回転炉式不純物除去装置7は、炉体7a内に収容される溶湯1の表面をバーナー3の火炎2が直接暴露するように、装置上部にバーナー3を3基設置している。また、2本のランス9により溶湯1内の火炎2の下部にガス5が吹き込まれる。この装置を用いて鋳鉄原料の不純物を除去した。処理装置7に給湯される溶湯重量は500kgおよび1000kgで行なった。実施条件を以下に示す。
(1)燃料と酸素との理論燃焼比(λ):1.2
(2)ランスによる空気の注入量:ランス1本あたり、100l/min.、200l/min.
(3)処理時間:120分(10分毎に測定試料採取)
(4)測定元素:Mn
実施結果を図7に示す。
Mn除去効率は、それぞれ、空気の注入がない場合は約0.1質量%/h、空気の注入が100l/min.の場合は約0.4質量%/h、空気の注入が200l/min.の場合は約1.0質量%/hであり、ガスによる溶湯の攪拌はMn除去効率を上昇させる。
燃料と酸素の理論燃焼比λが1.2、空気の注入量が200l/min.の場合、Mnは、処理前が0.7質量%、処理後が0.2質量%であり、処理に必要な時間は500kg当たり約30分である。同様に、図示を省略するが、Cは処理前が3.7質量%、処理後が3.4質量%、Siは処理前が2.7質量%、処理後が2.1質量%であった。このとき△C/△Mnは0.6、△Si/△Mnは1.2であった。
【0028】
実施形態例3:取鍋式不純物除去装置による例
図8に取鍋式不純物除去装置を示す。この取鍋式不純物除去装置8は、炉体8a内に収容される溶湯1の表面をバーナー3の火炎2が直接暴露するように、通常の鋳鉄用取鍋上に酸素バーナー3を設置している。また、ランス9により溶湯1内の火炎2の下部にガス5が吹き込まれる。この装置を用いて鋳鉄原料の不純物を除去した。処理装置8に給湯される溶湯重量は500kgで行なった。実施条件を以下に示す。
(1)燃料と酸素との理論燃焼比(λ):1.2
(2)ランスによる空気の注入量:100l/min.、200l/min.、400l/min.の3水準
(3)処理時間:60分
(4)測定元素:Mn
実施結果を図9に示す。なお、図9では、空気の注入による溶湯の攪拌効率を次式において撹拌エネルギー(W/h)に換算して示した。また、実施形態2で得られた脱Mn効率を併せて示す。
【0029】
【数1】
【0030】
各実施形態例で得られた結果のまとめを図10および図11に示す。図10はMn除去効率を鋳鉄溶湯の重量あたりの溶湯の比表面積で整理した結果を示す図であり、図11はMn除去効率に対するC、Siの減耗を対比した図である。
実機回転炉式不純物除去装置(実施形態例1)での鋳鉄の重量当たりの溶湯の比表面積は1.7m2/tであり、小型回転炉式不純物除去装置(実施形態例2)による処理量50kgの場合の溶湯の比表面積は3m2/tであり、取鍋式不純物除去装置(実施形態例3)による溶湯の比表面積は0.2m2/tである。
Mn除去効率は、図10より、溶湯の比表面積が大きいほど上昇することが明らかである。
【0031】
図11は、Mn除去効率(△Mn/h)に対して、炭素の減耗量△C、珪素の減耗量△Siとしたときの、△C/△Mn、△Si/△Mnの値を示す。脱Mn処理の実用性を考慮すると、その除去効率は0.55質量%/h以上であることが望ましく、このとき△C/△Mn、△Si/△Mnがそれぞれ約1以下、約2以下となる領域が除去装置による操業の実用域と考えられる好ましい範囲である。
【産業上の利用可能性】
【0032】
本発明の不純物除去方法は、鋳鉄溶湯からMn等の不純物元素を除去し、かつ鋳鉄の必須元素であるC、Siの減耗を抑制した清浄な鋳鉄溶湯を得ることができるので、Mn等の不純物が、鋳鉄材料としての伸び、靭性を大きく阻害する球状黒鉛鋳鉄などの分野で利用できる。
【符号の説明】
【0033】
1 鋳鉄溶湯
2 酸素過剰の火炎
3 バーナー
4 酸性スラグ
5 鋳鉄溶湯内に注入されるガス
6 小型回転炉式不純物除去装置
7 実機回転炉式不純物除去装置
8 取鍋式不純物除去装置
9 ランス
10 排気ダクト
【特許請求の範囲】
【請求項1】
あらかじめ溶融された鋳鉄溶湯中に含まれている炭素(C)およびシリコン(Si)の減耗を抑制しながら、マンガン(Mn)を含む不純物を除去する方法であって、
前記鋳鉄溶湯の温度を1250℃以上1500℃未満に維持して、該溶湯と酸性スラグ層とを接触させながら、燃料と酸素との理論燃焼比(酸素量(体積)×5/燃料(体積)量)が1〜1.5である酸素過剰の火炎を前記鋳鉄溶湯の表面に直接暴露して、該表面を過熱することを特徴とする鋳鉄溶湯中の不純物除去方法。
【請求項2】
前記マンガン(Mn)の単位時間当たりの除去効率を(△Mn/h)とし、同炭素(C)の単位時間当たりの除去効率を(△C/h)、同シリコン(Si)の単位時間当たりの除去効率を(△Si/h)とするとき、(△C/△Mn)または(△Si/△Mn)を2.5以下とする方法であることを特徴とする請求項1記載の鋳鉄溶湯中の不純物除去方法。
【請求項3】
前記酸素過剰の火炎が直接暴露されている前記鋳鉄溶湯の表面に、該鋳鉄溶湯の内部から酸素を含むガスを注入することを特徴とする請求項1または請求項2記載の鋳鉄溶湯中の不純物除去方法。
【請求項4】
前記酸素を含むガスが空気であることを特徴とする請求項3記載の鋳鉄溶湯中の不純物除去方法。
【請求項5】
前記酸素を含むガスを溶湯1000kgあたり、100(l/min.)〜1600(l/min.)注入することを特徴とする請求項3または請求項4記載の鋳鉄溶湯中の不純物処理方法。
【請求項6】
前記鋳鉄溶湯中の不純物として除去されるマンガン(Mn)以外の元素が、鉛(Pb)、亜鉛(Zn)、チタン(Ti)、アルミニウム(Al)、およびホウ素(B)から選ばれた少なくとも1つの元素であることを特徴とする請求項1ないし請求項5のいずれか1項記載の鋳鉄溶湯中の不純物除去方法。
【請求項7】
前記鋳鉄溶湯中に酸化鉄を添加することを特徴とする請求項1ないし請求項6のいずれか1項記載の鋳鉄溶湯中の不純物除去方法。
【請求項8】
前記鋳鉄溶湯を保持する装置が回転炉、電気炉、取鍋、キュポラ脱硫取鍋、もしくはターンディッシュ、またはこれらの組み合わせであることを特徴とする請求項1ないし請求項7のいずれか1項記載の鋳鉄溶湯中の不純物除去方法。
【請求項9】
請求項1記載の方法により製造される鋳鉄原料であって、該鋳鉄原料は、炭素(C)2〜4質量%、シリコン(Si)0.5〜4質量%、マンガン(Mn)0.1〜3質量%、鉛(Pb)0.0001〜0.03質量%、亜鉛(Zn)0.0001〜1.0質量%、チタン(Ti)0.001〜0.2質量%、アルミニウム(Al)0.0001〜0.5質量%、ホウ素(B)0.0001〜0.04質量%であり、残りが鉄(Fe)および不可避的不純物であることを特徴とする鋳鉄原料。
【請求項1】
あらかじめ溶融された鋳鉄溶湯中に含まれている炭素(C)およびシリコン(Si)の減耗を抑制しながら、マンガン(Mn)を含む不純物を除去する方法であって、
前記鋳鉄溶湯の温度を1250℃以上1500℃未満に維持して、該溶湯と酸性スラグ層とを接触させながら、燃料と酸素との理論燃焼比(酸素量(体積)×5/燃料(体積)量)が1〜1.5である酸素過剰の火炎を前記鋳鉄溶湯の表面に直接暴露して、該表面を過熱することを特徴とする鋳鉄溶湯中の不純物除去方法。
【請求項2】
前記マンガン(Mn)の単位時間当たりの除去効率を(△Mn/h)とし、同炭素(C)の単位時間当たりの除去効率を(△C/h)、同シリコン(Si)の単位時間当たりの除去効率を(△Si/h)とするとき、(△C/△Mn)または(△Si/△Mn)を2.5以下とする方法であることを特徴とする請求項1記載の鋳鉄溶湯中の不純物除去方法。
【請求項3】
前記酸素過剰の火炎が直接暴露されている前記鋳鉄溶湯の表面に、該鋳鉄溶湯の内部から酸素を含むガスを注入することを特徴とする請求項1または請求項2記載の鋳鉄溶湯中の不純物除去方法。
【請求項4】
前記酸素を含むガスが空気であることを特徴とする請求項3記載の鋳鉄溶湯中の不純物除去方法。
【請求項5】
前記酸素を含むガスを溶湯1000kgあたり、100(l/min.)〜1600(l/min.)注入することを特徴とする請求項3または請求項4記載の鋳鉄溶湯中の不純物処理方法。
【請求項6】
前記鋳鉄溶湯中の不純物として除去されるマンガン(Mn)以外の元素が、鉛(Pb)、亜鉛(Zn)、チタン(Ti)、アルミニウム(Al)、およびホウ素(B)から選ばれた少なくとも1つの元素であることを特徴とする請求項1ないし請求項5のいずれか1項記載の鋳鉄溶湯中の不純物除去方法。
【請求項7】
前記鋳鉄溶湯中に酸化鉄を添加することを特徴とする請求項1ないし請求項6のいずれか1項記載の鋳鉄溶湯中の不純物除去方法。
【請求項8】
前記鋳鉄溶湯を保持する装置が回転炉、電気炉、取鍋、キュポラ脱硫取鍋、もしくはターンディッシュ、またはこれらの組み合わせであることを特徴とする請求項1ないし請求項7のいずれか1項記載の鋳鉄溶湯中の不純物除去方法。
【請求項9】
請求項1記載の方法により製造される鋳鉄原料であって、該鋳鉄原料は、炭素(C)2〜4質量%、シリコン(Si)0.5〜4質量%、マンガン(Mn)0.1〜3質量%、鉛(Pb)0.0001〜0.03質量%、亜鉛(Zn)0.0001〜1.0質量%、チタン(Ti)0.001〜0.2質量%、アルミニウム(Al)0.0001〜0.5質量%、ホウ素(B)0.0001〜0.04質量%であり、残りが鉄(Fe)および不可避的不純物であることを特徴とする鋳鉄原料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−153359(P2011−153359A)
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願番号】特願2010−16251(P2010−16251)
【出願日】平成22年1月28日(2010.1.28)
【国等の委託研究の成果に係る記載事項】(出願人による申告)経済産業省、平成20年度戦略的基盤技術高度化支援事業「鋳鉄溶湯からの不純物除去技術に関する研究」、産業再生法第30条の適用を受ける特許出願
【出願人】(000155366)株式会社木村鋳造所 (23)
【出願人】(594156880)三重県 (58)
【出願人】(594042000)株式会社木下製作所 (6)
【出願人】(591181089)株式会社ナニワ炉機研究所 (7)
【出願人】(592134871)日本坩堝株式会社 (31)
【出願人】(000222875)東洋電化工業株式会社 (11)
【出願人】(000100805)アイシン高丘株式会社 (202)
【出願人】(592103497)日本ファンドリーサービス株式会社 (3)
【出願人】(000005083)日立金属株式会社 (2,051)
【出願人】(390039066)福島製鋼株式会社 (3)
【出願人】(591090127)株式会社センシュー (1)
【Fターム(参考)】
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願日】平成22年1月28日(2010.1.28)
【国等の委託研究の成果に係る記載事項】(出願人による申告)経済産業省、平成20年度戦略的基盤技術高度化支援事業「鋳鉄溶湯からの不純物除去技術に関する研究」、産業再生法第30条の適用を受ける特許出願
【出願人】(000155366)株式会社木村鋳造所 (23)
【出願人】(594156880)三重県 (58)
【出願人】(594042000)株式会社木下製作所 (6)
【出願人】(591181089)株式会社ナニワ炉機研究所 (7)
【出願人】(592134871)日本坩堝株式会社 (31)
【出願人】(000222875)東洋電化工業株式会社 (11)
【出願人】(000100805)アイシン高丘株式会社 (202)
【出願人】(592103497)日本ファンドリーサービス株式会社 (3)
【出願人】(000005083)日立金属株式会社 (2,051)
【出願人】(390039066)福島製鋼株式会社 (3)
【出願人】(591090127)株式会社センシュー (1)
【Fターム(参考)】
[ Back to top ]