
鋼の連続鋳造用浸漬ノズルおよびそれを用いる鋼の連続鋳造方法
溶鋼の連続鋳造におけるノズル内孔部壁面へのAl2O3系介在物の付着をなくし、さらに、ノズル内孔内を流下する溶鋼流の偏流対策としての旋回羽根の効果を十分に発揮できる清浄鋼用連続鋳造用ノズルである。CaO/MgO重量比および見掛け気孔率を制御した耐火物によって構成し内層を3〜20mmの厚さで環状耐火物として設けた内孔に、旋回羽根を設置することで、内孔壁面および旋回羽根へのAl2O3系介在物の付着の防止と長時間に渡る溶鋼の偏流防止が効果的に実施でき、さらに上ノズルから旋回羽根上方位置間において不活性ガスを噴出させることで、Al2O3系介在物の浮上を促進して溶鋼への混入を押さえ、操業の安定と良好な高清浄度鋼品質が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶鋼の連続鋳造における取鍋、タンディッシュ等の溶湯容器に付設して使用される鋳造用ノズルであって、上ノズル、スライディングノズル、中間ノズル、下ノズル、および浸漬ノズルを組み合わせた連続鋳造用ノズル、とくに、清浄鋼用の連続鋳造に適した連続鋳造用の浸漬ノズルと、その浸漬ノズルを用いる清浄鋼の連続鋳造方法に関する。
【背景技術】
【0002】
アルミキルド鋼の連続鋳造においては、溶鋼をAl添加により脱酸処理したときに、溶鋼中に生成されたAl2O3系介在物が鋳造用ノズルの内壁面に付着、堆積して、ノズルの内口径が徐々に小さくなるノズル閉塞現象が発生する。
【0003】
このノズル閉塞現象は鋳造用ノズルの寿命を低下させるだけでなく、鋳型内に注入鋳造される際の溶鋼流に偏流現象を起こし、モールドパウダーの巻き込みやブローホールと呼ばれる泡の巻き込み等による鋳造欠陥を引き起こし、連続操業それ自体に支障をきたすばかりではなく、鋼品質の低下をもたらす。
【0004】
このノズル閉塞現象を防止する対策としてAl2O3の付着し難い材質の使用やAl2O3の付着し難い構造とする等が種々提案されてきた。
【0005】
Al2O3の付着し難い材質の使用については、例えば、特許文献1に示されるように、ZrO2−CaO−C質の耐火物を使用し、CaO成分と溶鋼中のAl2O3系介在物を反応させて低融点溶融物を生成させ、その表面を溶融流下させて付着を防ぐことが知られている。しかしながら、この対策の場合、溶鋼の清浄の程度が低い場合には、低融点溶融物の生成と同時に、CaO・6Al2O3のような溶鋼より高融点の化合物を生成するため十分な付着防止効果を得られない。
【0006】
また、Al2O3が付着し難い構造としては、特許文献2に、ノズル内孔部に溶鋼を旋回流とするための螺旋状旋回羽根を設け、ノズル内部を流下する溶湯に旋回流を付与するとともに、螺旋状旋回羽根の設置条件や断面積などを調整することによって螺旋状旋回羽根へのAl2O3系介在物の付着防止することが提案されている。しかしながら、この構造を採用した場合には、螺旋状旋回羽根より下の部分には、溶鋼の旋回により密度の小さいAl2O3系介在物や気泡が中心に集まりやすい。このため、、螺旋状旋回羽根からノズル内孔部の溶鋼液面部(二次メニスカス)までの内壁部分では溶鋼が淀みやすくAl2O3の付着が大きくなる問題がある。
【0007】
【特許文献1】特公平7−34978号
【特許文献2】特開2003−33846号
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の第1の目的は、内孔に螺旋状旋回羽根を設け、流下する溶鋼を旋回流として偏流をなくし、壁面へのAl2O3系介在物の付着を防止する清浄鋼用連続鋳造用ノズルにおいて、旋回羽根の効果を内孔全面に一様に発揮できる構造を提供することにある。
【0009】
また、第2の目的は、とくに、取鍋、タンディッシュ等の溶鋼容器からのアルミキルド鋼の連続鋳造に際して、連続鋳造用ノズル内の溶鋼と接触する内孔壁面へのAl2O3系介在物付着量を減少させる手段を提供することにある。
【0010】
さらに、他の目的は、以下、本願発明の詳細な記述によって明らかにする。
【課題を解決するための手段】
【0011】
本発明は、内孔に溶鋼流旋回用羽根(以下旋回羽根と言う)を設けた溶鋼の連続鋳造のための浸漬ノズルであって、溶鋼と接触する内孔壁面層(以下内層と言う)の少なくとも一部をCaOとMgOを含み、且つ、CaOとMgOの重量比および見掛け気孔率を制御した耐火物によって構成したことによって、その目的を達成した。
【0012】
前記内層を構成する耐火物としては、MgOとCaOの成分値の合計が65質量%以上であり、そのCaO/MgOの重量比が0.4〜2.3、より好ましくは、0.6〜1.5で、残部はカーボン質材料を主成分として、見掛け気孔率が5〜25%である耐火物を、厚さ3〜20mmの環状の耐火物層として用いる。
【0013】
本発明における耐火物の化学成分値は、内孔部壁面層が非酸化または還元雰囲気下で900〜1200℃程度の熱処理を施した後の値によって表わすものである。
【0014】
CaO/MgOの重量比が0.4より低いとAl2O3系介在物の付着が多くなり、閉塞現象が生じ易くなり、逆に2.3を超えるとAl2O3系介在物の付着はないが、CaO・Al2O3の低溶融物が生成され耐火物側の溶損量が増大するという問題を生じる。
【0015】
さらに、前記内層を構成する耐火物は、CaOとMgOの成分値の合計が65質量%以上とし、残部の主成分が黒鉛やレジンなどのカーボン質であり、そのカーボン質の含有量を35〜1質量%の範囲内とすることで熱衝撃性に優れた内層を構成することができる。CaOとMgOの成分値合計が65質量%未満の場合には、カーボンの溶鋼への溶解現象が激しくなり、溶損量が増大する。その他の成分としてカーボンの酸化防止を目的にB4C、SiC、Al、Si等を5質量%以内で含ませることができる。
【0016】
なお、上記各成分の値は、原料中の混入が避けられない不可避の不純物の値は除いて表している。
【0017】
本発明のノズルを構成するCaOおよびMgO成分原料としては、天然の石灰石、大理石、ドロマイト鉱、消石灰、マグネシアクリンカー、ドロマイトクリンカー、カルシアクリンカー、セメントクリンカーなどの他、カルシウムイオンやマグネシウムイオンを含む弗素化合物が使用できる。
【0018】
耐火物は、製品としては緻密であるほど、耐溶損性やAl2O3の耐付着性面で良くなるが、実質的な見掛け気孔率は5〜25%であることが必要である。より好ましくは10〜20%である。内層の見掛け気孔率が5%未満では耐熱衝撃性が低下し、発生応力の増大に伴う押し割り現象が発生し易くなる。また、見掛け気孔率が25%を越えた多孔質な材質を使用すると摩耗による溶損で長時間の操業に耐えることが難しくなる。
【0019】
溶鋼と接触する内層の一部もしくは全部を、前記成分を有する耐火物からなる厚さ3〜20mmの環状耐火物層とすることで閉塞現象は解消される。この内層の厚みが3mm未満であると実用的な長時間使用に対しては十分な閉塞防止効果が得られない。また、20mmを超えると使用時の溶鋼の熱により膨張率の大きい内層部がノズル本体を押し割る可能性が高くなる。
【0020】
ノズル内孔に配置した旋回羽根はテープ状に成形した耐火物を水平面に対して80〜180°、好ましくは120°程度にひねった螺旋状に形成したものを使用することができる。
【0021】
その旋回羽根の設置位置は、ノズルの吐出孔部で溶鋼の偏流が生じない位置であれば任意の箇所に設置できる。
【0022】
また、ノズル内孔の壁面は形成時に型枠抜き出しを容易にするため、流入口から吐出口に向けてわずかに先細りになるテーパーを形成するのがよく、また、旋回羽根を受ける段部あるいは突起を設けることもできる。
【0023】
さらに、本発明においては、浸漬ノズルの内孔に設置した旋回羽根より上方で、溶鋼容器の上ノズル部を含む間の任意の箇所に設けられたガス吐出部から、溶鋼内へ不活性ガスを噴出することで、旋回羽根による偏流防止の効果との相乗効果によって溶鋼に優れた清浄効果をもたらす。
【0024】
すなわち、溶鋼中に噴出された不活性ガスは、旋回羽根より下流の溶鋼への旋回効果に伴う遠心力により、気泡ガスや溶鋼中のAl2O3系介在物が溶鋼との密度差によって溶鋼流路の中央部分に集合し易くなり、溶鋼との接触の機会が増加する。その結果、Al2O3系介在物が気泡ガスにトラップされる頻度が上昇し、さらに、バブリング効果による鋳型内部でのAl2O3系介在物の浮上が容易になり鋼の高清浄化をもたらす。
【0025】
さらに、本発明においては、旋回羽根から上側のみの環状耐火物層の配置によってAl2O3系介在物の付着防止効果は達成できるが、旋回羽根より下部側も含め内層全部に設けることもできる。さらに、ガス噴出箇所は、旋回羽根より上部で溶鋼容器の上ノズルを含む間で、溶鋼流中に噴出すればよい。
【0026】
本発明において適用される旋回羽根の材質について特に制限はなく、例えば、アルミナ・カーボン系、アルミナ・シリカ・カーボン系、ジルコニア・カーボン系、マグネシア・カーボン系、マグネシア・ライム・カーボン系、マグネシア・ライム系などが適宜使用できる。
【0027】
また、浸漬ノズル本体の材質としては、一般的なアルミナ、ジルコニア、マグネシアのいずれか一種以上と炭素を主要成分とする耐火物が使用できる。さらに、パウダーライン部の材質は一般的なジルコニア・カーボン系の材質が使用できる。
【発明の効果】
【0028】
本発明による環状耐火物層と旋回羽根の配置、および、不活性ガスの噴出効果は、Al2O3系介在物付着の防止効果とともに鋳型内での溶鋼偏流防止を長時間維持可能とすることができ、鋼の高清浄化効果のみならず、操業の安定性向上と、さらには、鋼の品質向上や安定性をもたらし、製造コストダウンに大きく寄与することになる。
【0029】
しかも、本発明による環状耐火物層と旋回羽根の配置、及び、不活性ガスの噴出を組み合わせた場合には,これら3つを組み合わせない方法の場合よりも不活性ガスの噴出量を減少させることも可能となり,不活性ガスに起因する鋼の欠陥等を減少させることができ,さらなる鋼の品質向上や安定性、製造コストダウンにも大きく寄与することになる。
【発明を実施するための最良の形態】
【0030】
以下、添付図に示す実施例によって本発明の実施態様を説明する。
【実施例1】
【0031】
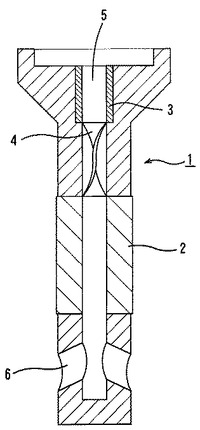
図1は、本発明の第1の実施例として、浸漬ノズル1の内孔に設置した旋回羽根4の上側の内層に、環状耐火物層3を配置した例を断面図によって示す。
【0032】
図中、2は浸漬部分の溶鋼保温材であるパウダーによる侵食を保護するパウダーライン部、3は環状耐火物層である。旋回羽根4は、浸漬ノズル1が溶鋼に浸漬されている状態で、溶鋼の流入口5から吐出口6までの長さ、内孔径などを総合して、パウダーライン部2より上側位置へ旋回羽根4を設置し吐出口6での溶鋼の偏流の発生を防止している。
【実施例2】
【0033】
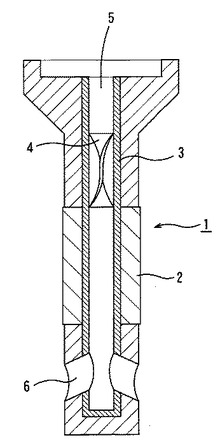
図2は、本発明の第2の実施例を示すもので、浸漬ノズル1の溶鋼が流通する内孔全域に環状耐火物層3を配置し、パウダーライン部2より上方位置に旋回羽根4を設置した状態を示す。
【実施例3】
【0034】
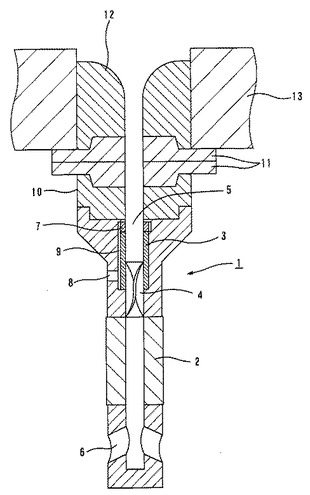
図3は、本発明の第3の実施例を示すもので、浸漬ノズル1の溶鋼流入口5近傍にガス吐出部7を設けている例を、溶鋼容器13の底部に設けられた上ノズル12に取り付けた配置例によって示す。
【0035】
この例においては、浸漬ノズル1上部の外側に形成したガス供給口8から環状耐火物層3の背部のスリット9を通ってガス吐出部7から不活性ガスが溶鋼中に噴出される。ガス吐出部7は多孔質体や貫通孔形式等の通気性耐火物によって形成されている。
【0036】
上記それぞれの実施例における、浸漬ノズル1の内孔に設置した旋回羽根4と環状耐火物層3の配置は、中間ノズル(下ノズル)10,スラディングノズルプレート11、上ノズル12等の溶鋼流路に任意に設置することができる。
【0037】
そして、上ノズル12に設置する場合は、ガス吐出部7に限らず全体を多孔質体によって構成した場合にも適用できる。
【0038】
上記各図に示すそれぞれの浸漬ノズルを用いて鋳造テストを行った。その結果を表1〜表4に示す。
【0039】
図1〜図3に示す浸漬ノズル本体の材質としては、Al2O3が41質量%、SiO2が28質量%、Cが31質量%からなるアルミナ・シリカ・カーボン系耐火物を使用した。
【0040】
鋳造テストのための溶鋼としては、Cが30ppm、Siが0.03質量%、Mnが0.7質量%、Pが0.01質量%、Sが0.01質量%、Alが0.05質量%を含む極低炭アルミキルド鋼によって行った。鋳造時間は、いずれも250分で、テストに供した浸漬ノズルの配材パターン及び鋳造試験後における吐出口近傍の内壁面のAl2O3系介在物付着厚みと溶損量、それに、熱衝撃を与えたときに亀裂が発生する温度差ΔTについて調査した。
【0041】
表1は、図1と図2に示す浸漬ノズルを使用した例において、CaO/MgO重量比をパラメーターとして、Al2O3付着速度、付着評価、熱衝撃温度ΔTとの関係を示す。
【0042】
【表1】

【0043】
同表に示すとおり、実施例1〜5は、Al2O3介在物の付着も少なく良好な状態を示した。これに対して、CaO/MgO重量比が0.3以下である比較例1、2はAl2O3の付着速度が大きかった。CaO/MgO重量比が2.3より大きい比較例3、4はAl2O3の付着はしないが、溶損が増加する傾向があった。熱衝撃を与えたときに亀裂が発生する温度差ΔTは、カーボンを多量に含まないため1000℃以下と何れも低く、実質的な差は認められなかった。
【0044】
【表2】
【0045】
表2は、CaO/MgO重量比を1に固定して、カーボン量を変化させてその影響を見た例を示す。同表から、カーボン含有量が5質量%以上において1000℃以上のΔTを持たせていることがわかる。とくに、実施例6〜8においては、カーボン量が35質量%以内、すなわちCaOとMgOの合量が65質量%以上では溶損もAl2O3付着もなくバランスの良い状態を示している。一方、比較例5、6はあまりにカーボン量が多いため、Al2O3付着試験ではカーボンと溶鋼が反応して著しく溶損現象が発生していることがわかる。
【0046】
【表3】
【0047】
表3は、実施例7の材質で成形圧力を300kg/cm2から2500kg/cm2まで順次変更した場合の、約1000℃での還元焼成後の見掛け気孔率を変化させてAl2O3付着評価を行った結果を示す。見掛け気孔率が25%以内である実施例7、9、10は、僅かな溶損がAl2O3の付着を無くし、良好な状態を示した。これに対して、気孔率が28%以上の比較例7、8はAl2O3の付着はないが、溶損が大きかった。気孔率が3%の比較例9は、溶損、Al2O3の付着性については問題ないが、耐熱衝撃性に劣っていた。
【0048】
【表4】
【0049】
表4は、図3に示す例で、表3に示す実施例7の内層を配置した浸漬ノズルで、不活性ガスを旋回羽根より上部のガス吐出部の通気性耐火物より溶鋼中へ噴出させた場合の影響を調査したものである。
【0050】
比較例10で、アルゴンガスを流さず鋳造した鋳片中の介在物量を100とした場合、実施例11のアルゴンガスを3NL/min流した場合は、鋳片中のAl2O3系介在物量は40%まで低下させることができた。
【0051】
実施例7に示す内層を配設した浸漬ノズルは、Al2O3系介在物の付着も皆無のためノズル閉塞現象もなく、旋回羽根の効果を鋳造時間中安定して維持することができ、鋳片および内部にも欠陥のない製品を得た。また、不活性ガスを旋回羽根より上部のガス吐出部の通気性耐火物より溶鋼中へ噴出させた場合、Al2O3系介在物量が大幅に減少し、さらに、鋳片および内部にも欠陥のない高品質な製品を得ることができた。
【0052】
一方、耐火物層を使用しないで、旋回羽根を使用した場合は、旋回羽根とその上部の内壁面もAl2O3系介在物が7〜8mmの層状に付着し、安定操業に支障をきたした。
【産業上の利用可能性】
【0053】
本発明は、溶鋼の連続鋳造おける取鍋、タンディッシュ等に付設して使用される鋳造用ノズルで、上ノズルと、スライディングノズル、及び下ノズル或いは中間ノズル、浸漬ノズルの組み合わせで、溶鋼に接する各ノズル内孔部壁面に本発明の環状耐火物層を配置したことによるノズル閉塞防止と合わせ、浸漬ノズル内に設置した旋回羽根より上部でノズル内孔の溶鋼液面(二次メニスカス)で溶鋼滞留による旋回羽根へのAl2O3系介在物の付着防止、バブリングとの相乗効果による清浄鋼用の連続鋳造に好適である。
【図面の簡単な説明】
【0054】
【図1】浸漬ノズルの内孔部に旋回羽根を設置した上側の内層に、本発明の環状耐火物を配置した断面図を示す。
【図2】浸漬ノズル内孔部に旋回羽根を設置し、内層全てに本発明の環状耐火物を配置した断面図を示す。
【図3】浸漬ノズルの内孔部に旋回羽根を設置した上側の内層に、本発明の環状耐火物を配置し、旋回羽根より上部に不活性ガスの吐出部を設けた断面図を示す。
【符号の説明】
【0055】
1 浸漬ノズル
2 パウダーライン部
3 環状耐火物層
4 旋回羽根
5 流入口
6 吐出口
7 ガス吐出部
8 ガス供給口
9 スリット
10 中間ノズル(下ノズル)
11 スライディングノズルプレート
12 上ノズル
13 溶鋼容器
【技術分野】
【0001】
本発明は、溶鋼の連続鋳造における取鍋、タンディッシュ等の溶湯容器に付設して使用される鋳造用ノズルであって、上ノズル、スライディングノズル、中間ノズル、下ノズル、および浸漬ノズルを組み合わせた連続鋳造用ノズル、とくに、清浄鋼用の連続鋳造に適した連続鋳造用の浸漬ノズルと、その浸漬ノズルを用いる清浄鋼の連続鋳造方法に関する。
【背景技術】
【0002】
アルミキルド鋼の連続鋳造においては、溶鋼をAl添加により脱酸処理したときに、溶鋼中に生成されたAl2O3系介在物が鋳造用ノズルの内壁面に付着、堆積して、ノズルの内口径が徐々に小さくなるノズル閉塞現象が発生する。
【0003】
このノズル閉塞現象は鋳造用ノズルの寿命を低下させるだけでなく、鋳型内に注入鋳造される際の溶鋼流に偏流現象を起こし、モールドパウダーの巻き込みやブローホールと呼ばれる泡の巻き込み等による鋳造欠陥を引き起こし、連続操業それ自体に支障をきたすばかりではなく、鋼品質の低下をもたらす。
【0004】
このノズル閉塞現象を防止する対策としてAl2O3の付着し難い材質の使用やAl2O3の付着し難い構造とする等が種々提案されてきた。
【0005】
Al2O3の付着し難い材質の使用については、例えば、特許文献1に示されるように、ZrO2−CaO−C質の耐火物を使用し、CaO成分と溶鋼中のAl2O3系介在物を反応させて低融点溶融物を生成させ、その表面を溶融流下させて付着を防ぐことが知られている。しかしながら、この対策の場合、溶鋼の清浄の程度が低い場合には、低融点溶融物の生成と同時に、CaO・6Al2O3のような溶鋼より高融点の化合物を生成するため十分な付着防止効果を得られない。
【0006】
また、Al2O3が付着し難い構造としては、特許文献2に、ノズル内孔部に溶鋼を旋回流とするための螺旋状旋回羽根を設け、ノズル内部を流下する溶湯に旋回流を付与するとともに、螺旋状旋回羽根の設置条件や断面積などを調整することによって螺旋状旋回羽根へのAl2O3系介在物の付着防止することが提案されている。しかしながら、この構造を採用した場合には、螺旋状旋回羽根より下の部分には、溶鋼の旋回により密度の小さいAl2O3系介在物や気泡が中心に集まりやすい。このため、、螺旋状旋回羽根からノズル内孔部の溶鋼液面部(二次メニスカス)までの内壁部分では溶鋼が淀みやすくAl2O3の付着が大きくなる問題がある。
【0007】
【特許文献1】特公平7−34978号
【特許文献2】特開2003−33846号
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の第1の目的は、内孔に螺旋状旋回羽根を設け、流下する溶鋼を旋回流として偏流をなくし、壁面へのAl2O3系介在物の付着を防止する清浄鋼用連続鋳造用ノズルにおいて、旋回羽根の効果を内孔全面に一様に発揮できる構造を提供することにある。
【0009】
また、第2の目的は、とくに、取鍋、タンディッシュ等の溶鋼容器からのアルミキルド鋼の連続鋳造に際して、連続鋳造用ノズル内の溶鋼と接触する内孔壁面へのAl2O3系介在物付着量を減少させる手段を提供することにある。
【0010】
さらに、他の目的は、以下、本願発明の詳細な記述によって明らかにする。
【課題を解決するための手段】
【0011】
本発明は、内孔に溶鋼流旋回用羽根(以下旋回羽根と言う)を設けた溶鋼の連続鋳造のための浸漬ノズルであって、溶鋼と接触する内孔壁面層(以下内層と言う)の少なくとも一部をCaOとMgOを含み、且つ、CaOとMgOの重量比および見掛け気孔率を制御した耐火物によって構成したことによって、その目的を達成した。
【0012】
前記内層を構成する耐火物としては、MgOとCaOの成分値の合計が65質量%以上であり、そのCaO/MgOの重量比が0.4〜2.3、より好ましくは、0.6〜1.5で、残部はカーボン質材料を主成分として、見掛け気孔率が5〜25%である耐火物を、厚さ3〜20mmの環状の耐火物層として用いる。
【0013】
本発明における耐火物の化学成分値は、内孔部壁面層が非酸化または還元雰囲気下で900〜1200℃程度の熱処理を施した後の値によって表わすものである。
【0014】
CaO/MgOの重量比が0.4より低いとAl2O3系介在物の付着が多くなり、閉塞現象が生じ易くなり、逆に2.3を超えるとAl2O3系介在物の付着はないが、CaO・Al2O3の低溶融物が生成され耐火物側の溶損量が増大するという問題を生じる。
【0015】
さらに、前記内層を構成する耐火物は、CaOとMgOの成分値の合計が65質量%以上とし、残部の主成分が黒鉛やレジンなどのカーボン質であり、そのカーボン質の含有量を35〜1質量%の範囲内とすることで熱衝撃性に優れた内層を構成することができる。CaOとMgOの成分値合計が65質量%未満の場合には、カーボンの溶鋼への溶解現象が激しくなり、溶損量が増大する。その他の成分としてカーボンの酸化防止を目的にB4C、SiC、Al、Si等を5質量%以内で含ませることができる。
【0016】
なお、上記各成分の値は、原料中の混入が避けられない不可避の不純物の値は除いて表している。
【0017】
本発明のノズルを構成するCaOおよびMgO成分原料としては、天然の石灰石、大理石、ドロマイト鉱、消石灰、マグネシアクリンカー、ドロマイトクリンカー、カルシアクリンカー、セメントクリンカーなどの他、カルシウムイオンやマグネシウムイオンを含む弗素化合物が使用できる。
【0018】
耐火物は、製品としては緻密であるほど、耐溶損性やAl2O3の耐付着性面で良くなるが、実質的な見掛け気孔率は5〜25%であることが必要である。より好ましくは10〜20%である。内層の見掛け気孔率が5%未満では耐熱衝撃性が低下し、発生応力の増大に伴う押し割り現象が発生し易くなる。また、見掛け気孔率が25%を越えた多孔質な材質を使用すると摩耗による溶損で長時間の操業に耐えることが難しくなる。
【0019】
溶鋼と接触する内層の一部もしくは全部を、前記成分を有する耐火物からなる厚さ3〜20mmの環状耐火物層とすることで閉塞現象は解消される。この内層の厚みが3mm未満であると実用的な長時間使用に対しては十分な閉塞防止効果が得られない。また、20mmを超えると使用時の溶鋼の熱により膨張率の大きい内層部がノズル本体を押し割る可能性が高くなる。
【0020】
ノズル内孔に配置した旋回羽根はテープ状に成形した耐火物を水平面に対して80〜180°、好ましくは120°程度にひねった螺旋状に形成したものを使用することができる。
【0021】
その旋回羽根の設置位置は、ノズルの吐出孔部で溶鋼の偏流が生じない位置であれば任意の箇所に設置できる。
【0022】
また、ノズル内孔の壁面は形成時に型枠抜き出しを容易にするため、流入口から吐出口に向けてわずかに先細りになるテーパーを形成するのがよく、また、旋回羽根を受ける段部あるいは突起を設けることもできる。
【0023】
さらに、本発明においては、浸漬ノズルの内孔に設置した旋回羽根より上方で、溶鋼容器の上ノズル部を含む間の任意の箇所に設けられたガス吐出部から、溶鋼内へ不活性ガスを噴出することで、旋回羽根による偏流防止の効果との相乗効果によって溶鋼に優れた清浄効果をもたらす。
【0024】
すなわち、溶鋼中に噴出された不活性ガスは、旋回羽根より下流の溶鋼への旋回効果に伴う遠心力により、気泡ガスや溶鋼中のAl2O3系介在物が溶鋼との密度差によって溶鋼流路の中央部分に集合し易くなり、溶鋼との接触の機会が増加する。その結果、Al2O3系介在物が気泡ガスにトラップされる頻度が上昇し、さらに、バブリング効果による鋳型内部でのAl2O3系介在物の浮上が容易になり鋼の高清浄化をもたらす。
【0025】
さらに、本発明においては、旋回羽根から上側のみの環状耐火物層の配置によってAl2O3系介在物の付着防止効果は達成できるが、旋回羽根より下部側も含め内層全部に設けることもできる。さらに、ガス噴出箇所は、旋回羽根より上部で溶鋼容器の上ノズルを含む間で、溶鋼流中に噴出すればよい。
【0026】
本発明において適用される旋回羽根の材質について特に制限はなく、例えば、アルミナ・カーボン系、アルミナ・シリカ・カーボン系、ジルコニア・カーボン系、マグネシア・カーボン系、マグネシア・ライム・カーボン系、マグネシア・ライム系などが適宜使用できる。
【0027】
また、浸漬ノズル本体の材質としては、一般的なアルミナ、ジルコニア、マグネシアのいずれか一種以上と炭素を主要成分とする耐火物が使用できる。さらに、パウダーライン部の材質は一般的なジルコニア・カーボン系の材質が使用できる。
【発明の効果】
【0028】
本発明による環状耐火物層と旋回羽根の配置、および、不活性ガスの噴出効果は、Al2O3系介在物付着の防止効果とともに鋳型内での溶鋼偏流防止を長時間維持可能とすることができ、鋼の高清浄化効果のみならず、操業の安定性向上と、さらには、鋼の品質向上や安定性をもたらし、製造コストダウンに大きく寄与することになる。
【0029】
しかも、本発明による環状耐火物層と旋回羽根の配置、及び、不活性ガスの噴出を組み合わせた場合には,これら3つを組み合わせない方法の場合よりも不活性ガスの噴出量を減少させることも可能となり,不活性ガスに起因する鋼の欠陥等を減少させることができ,さらなる鋼の品質向上や安定性、製造コストダウンにも大きく寄与することになる。
【発明を実施するための最良の形態】
【0030】
以下、添付図に示す実施例によって本発明の実施態様を説明する。
【実施例1】
【0031】
図1は、本発明の第1の実施例として、浸漬ノズル1の内孔に設置した旋回羽根4の上側の内層に、環状耐火物層3を配置した例を断面図によって示す。
【0032】
図中、2は浸漬部分の溶鋼保温材であるパウダーによる侵食を保護するパウダーライン部、3は環状耐火物層である。旋回羽根4は、浸漬ノズル1が溶鋼に浸漬されている状態で、溶鋼の流入口5から吐出口6までの長さ、内孔径などを総合して、パウダーライン部2より上側位置へ旋回羽根4を設置し吐出口6での溶鋼の偏流の発生を防止している。
【実施例2】
【0033】
図2は、本発明の第2の実施例を示すもので、浸漬ノズル1の溶鋼が流通する内孔全域に環状耐火物層3を配置し、パウダーライン部2より上方位置に旋回羽根4を設置した状態を示す。
【実施例3】
【0034】
図3は、本発明の第3の実施例を示すもので、浸漬ノズル1の溶鋼流入口5近傍にガス吐出部7を設けている例を、溶鋼容器13の底部に設けられた上ノズル12に取り付けた配置例によって示す。
【0035】
この例においては、浸漬ノズル1上部の外側に形成したガス供給口8から環状耐火物層3の背部のスリット9を通ってガス吐出部7から不活性ガスが溶鋼中に噴出される。ガス吐出部7は多孔質体や貫通孔形式等の通気性耐火物によって形成されている。
【0036】
上記それぞれの実施例における、浸漬ノズル1の内孔に設置した旋回羽根4と環状耐火物層3の配置は、中間ノズル(下ノズル)10,スラディングノズルプレート11、上ノズル12等の溶鋼流路に任意に設置することができる。
【0037】
そして、上ノズル12に設置する場合は、ガス吐出部7に限らず全体を多孔質体によって構成した場合にも適用できる。
【0038】
上記各図に示すそれぞれの浸漬ノズルを用いて鋳造テストを行った。その結果を表1〜表4に示す。
【0039】
図1〜図3に示す浸漬ノズル本体の材質としては、Al2O3が41質量%、SiO2が28質量%、Cが31質量%からなるアルミナ・シリカ・カーボン系耐火物を使用した。
【0040】
鋳造テストのための溶鋼としては、Cが30ppm、Siが0.03質量%、Mnが0.7質量%、Pが0.01質量%、Sが0.01質量%、Alが0.05質量%を含む極低炭アルミキルド鋼によって行った。鋳造時間は、いずれも250分で、テストに供した浸漬ノズルの配材パターン及び鋳造試験後における吐出口近傍の内壁面のAl2O3系介在物付着厚みと溶損量、それに、熱衝撃を与えたときに亀裂が発生する温度差ΔTについて調査した。
【0041】
表1は、図1と図2に示す浸漬ノズルを使用した例において、CaO/MgO重量比をパラメーターとして、Al2O3付着速度、付着評価、熱衝撃温度ΔTとの関係を示す。
【0042】
【表1】
【0043】
同表に示すとおり、実施例1〜5は、Al2O3介在物の付着も少なく良好な状態を示した。これに対して、CaO/MgO重量比が0.3以下である比較例1、2はAl2O3の付着速度が大きかった。CaO/MgO重量比が2.3より大きい比較例3、4はAl2O3の付着はしないが、溶損が増加する傾向があった。熱衝撃を与えたときに亀裂が発生する温度差ΔTは、カーボンを多量に含まないため1000℃以下と何れも低く、実質的な差は認められなかった。
【0044】
【表2】
【0045】
表2は、CaO/MgO重量比を1に固定して、カーボン量を変化させてその影響を見た例を示す。同表から、カーボン含有量が5質量%以上において1000℃以上のΔTを持たせていることがわかる。とくに、実施例6〜8においては、カーボン量が35質量%以内、すなわちCaOとMgOの合量が65質量%以上では溶損もAl2O3付着もなくバランスの良い状態を示している。一方、比較例5、6はあまりにカーボン量が多いため、Al2O3付着試験ではカーボンと溶鋼が反応して著しく溶損現象が発生していることがわかる。
【0046】
【表3】
【0047】
表3は、実施例7の材質で成形圧力を300kg/cm2から2500kg/cm2まで順次変更した場合の、約1000℃での還元焼成後の見掛け気孔率を変化させてAl2O3付着評価を行った結果を示す。見掛け気孔率が25%以内である実施例7、9、10は、僅かな溶損がAl2O3の付着を無くし、良好な状態を示した。これに対して、気孔率が28%以上の比較例7、8はAl2O3の付着はないが、溶損が大きかった。気孔率が3%の比較例9は、溶損、Al2O3の付着性については問題ないが、耐熱衝撃性に劣っていた。
【0048】
【表4】
【0049】
表4は、図3に示す例で、表3に示す実施例7の内層を配置した浸漬ノズルで、不活性ガスを旋回羽根より上部のガス吐出部の通気性耐火物より溶鋼中へ噴出させた場合の影響を調査したものである。
【0050】
比較例10で、アルゴンガスを流さず鋳造した鋳片中の介在物量を100とした場合、実施例11のアルゴンガスを3NL/min流した場合は、鋳片中のAl2O3系介在物量は40%まで低下させることができた。
【0051】
実施例7に示す内層を配設した浸漬ノズルは、Al2O3系介在物の付着も皆無のためノズル閉塞現象もなく、旋回羽根の効果を鋳造時間中安定して維持することができ、鋳片および内部にも欠陥のない製品を得た。また、不活性ガスを旋回羽根より上部のガス吐出部の通気性耐火物より溶鋼中へ噴出させた場合、Al2O3系介在物量が大幅に減少し、さらに、鋳片および内部にも欠陥のない高品質な製品を得ることができた。
【0052】
一方、耐火物層を使用しないで、旋回羽根を使用した場合は、旋回羽根とその上部の内壁面もAl2O3系介在物が7〜8mmの層状に付着し、安定操業に支障をきたした。
【産業上の利用可能性】
【0053】
本発明は、溶鋼の連続鋳造おける取鍋、タンディッシュ等に付設して使用される鋳造用ノズルで、上ノズルと、スライディングノズル、及び下ノズル或いは中間ノズル、浸漬ノズルの組み合わせで、溶鋼に接する各ノズル内孔部壁面に本発明の環状耐火物層を配置したことによるノズル閉塞防止と合わせ、浸漬ノズル内に設置した旋回羽根より上部でノズル内孔の溶鋼液面(二次メニスカス)で溶鋼滞留による旋回羽根へのAl2O3系介在物の付着防止、バブリングとの相乗効果による清浄鋼用の連続鋳造に好適である。
【図面の簡単な説明】
【0054】
【図1】浸漬ノズルの内孔部に旋回羽根を設置した上側の内層に、本発明の環状耐火物を配置した断面図を示す。
【図2】浸漬ノズル内孔部に旋回羽根を設置し、内層全てに本発明の環状耐火物を配置した断面図を示す。
【図3】浸漬ノズルの内孔部に旋回羽根を設置した上側の内層に、本発明の環状耐火物を配置し、旋回羽根より上部に不活性ガスの吐出部を設けた断面図を示す。
【符号の説明】
【0055】
1 浸漬ノズル
2 パウダーライン部
3 環状耐火物層
4 旋回羽根
5 流入口
6 吐出口
7 ガス吐出部
8 ガス供給口
9 スリット
10 中間ノズル(下ノズル)
11 スライディングノズルプレート
12 上ノズル
13 溶鋼容器
【特許請求の範囲】
【請求項1】
内孔に溶鋼流旋回用羽根を設けた溶鋼の連続鋳造のための浸漬ノズルにおいて、溶鋼と接触する内孔壁面層の少なくとも一部をCaOとMgOとを含み、且つ、CaOとMgOとの重量比および見掛け気孔率を制御した耐火物によって構成した鋼の連続鋳造用浸漬ノズル。
【請求項2】
CaOとMgOとを含む耐火物がカーボン質材料を含み、MgOとCaOの重量比の合計が65質量%以上であり、CaO/MgOの重量比が0.4〜2.3である請求項1に記載の鋼の連続鋳造用浸漬ノズル。
【請求項3】
CaOとMgOとを含む耐火物の見掛け気孔率が5〜25%であり、且つ、厚さが3〜20mmの環状の耐火物である請求項2に記載の鋼の連続鋳造用浸漬ノズル。
【請求項4】
CaOとMgOとを含む耐火物に含まれるカーボン質材料の含有量が1〜35質量%である請求項2または請求項3に記載の鋼の連続鋳造用浸漬ノズル。
【請求項5】
CaOとMgOとを含む耐火物が、B4C、SiC、Al、Si等を5質量%以内で含む請求項2または請求項4に記載の鋼の連続鋳造用浸漬ノズル。
【請求項6】
内孔に配置した溶鋼流旋回用羽根は、テープ状に成形した耐火物を水平面に対して80〜180°にひねった螺旋状に形成したものである請求項1に記載の鋼の連続鋳造用浸漬ノズル。
【請求項7】
内孔に配置した溶鋼流旋回用羽根は、内孔に設けた段部または突起に設けられている請求項1または請求項6に記載の鋼の連続鋳造用浸漬ノズル。
【請求項8】
内孔に設置した旋回羽根より上方箇所にガス吐出部を設けた請求項7に記載の鋼の連続鋳造用浸漬ノズル。
【請求項9】
CaOとMgOとを含む耐火物を、溶鋼流旋回用羽根の下部側も含め内層全部に設けた請求項7または請求項8に記載の鋼の連続鋳造用浸漬ノズル。
【請求項10】
溶鋼流旋回用羽根がパウダーラインに対応する位置より上側位置の内孔に設置されている請求項7または請求項9に記載の鋼の連続鋳造用浸漬ノズル。
【請求項11】
内孔に設置した溶鋼流旋回用羽根より上方箇所に設けられたガス吐出部から溶鋼中に噴出される鋼不活性ガスが、ガス供給口から環状耐火物層の背部のスリットを通って供給される請求項8から請求項10のいずれかに記載の鋼の連続鋳造用浸漬ノズル。
【請求項12】
内孔に溶鋼流旋回用羽根を設け、溶鋼と接触する内孔壁面層の少なくとも一部を環状の耐火物層によって形成した連続鋳造用ノズルを用いる鋼の連続鋳造方法であって、
前記鋼が清浄鋼であって、
且つ、
前記耐火物層が、カーボン質を含み、MgOとCaOの成分を合計で65質量%以上含有し、そのCaO/MgOの重量比が0.4〜2.3であり、且つ、見掛け気孔率が5〜25%である清浄鋼の連続鋳造方法。
【請求項13】
内孔に設けた溶鋼流旋回用羽根より上方の、溶鋼容器の上ノズル部を含む間の箇所にガス吐出部が設けられており、
内孔を流下する溶鋼に前記ガス吐出部から不活性ガスを噴出する請求項12に記載の鋼の連続鋳造方法。
【請求項1】
内孔に溶鋼流旋回用羽根を設けた溶鋼の連続鋳造のための浸漬ノズルにおいて、溶鋼と接触する内孔壁面層の少なくとも一部をCaOとMgOとを含み、且つ、CaOとMgOとの重量比および見掛け気孔率を制御した耐火物によって構成した鋼の連続鋳造用浸漬ノズル。
【請求項2】
CaOとMgOとを含む耐火物がカーボン質材料を含み、MgOとCaOの重量比の合計が65質量%以上であり、CaO/MgOの重量比が0.4〜2.3である請求項1に記載の鋼の連続鋳造用浸漬ノズル。
【請求項3】
CaOとMgOとを含む耐火物の見掛け気孔率が5〜25%であり、且つ、厚さが3〜20mmの環状の耐火物である請求項2に記載の鋼の連続鋳造用浸漬ノズル。
【請求項4】
CaOとMgOとを含む耐火物に含まれるカーボン質材料の含有量が1〜35質量%である請求項2または請求項3に記載の鋼の連続鋳造用浸漬ノズル。
【請求項5】
CaOとMgOとを含む耐火物が、B4C、SiC、Al、Si等を5質量%以内で含む請求項2または請求項4に記載の鋼の連続鋳造用浸漬ノズル。
【請求項6】
内孔に配置した溶鋼流旋回用羽根は、テープ状に成形した耐火物を水平面に対して80〜180°にひねった螺旋状に形成したものである請求項1に記載の鋼の連続鋳造用浸漬ノズル。
【請求項7】
内孔に配置した溶鋼流旋回用羽根は、内孔に設けた段部または突起に設けられている請求項1または請求項6に記載の鋼の連続鋳造用浸漬ノズル。
【請求項8】
内孔に設置した旋回羽根より上方箇所にガス吐出部を設けた請求項7に記載の鋼の連続鋳造用浸漬ノズル。
【請求項9】
CaOとMgOとを含む耐火物を、溶鋼流旋回用羽根の下部側も含め内層全部に設けた請求項7または請求項8に記載の鋼の連続鋳造用浸漬ノズル。
【請求項10】
溶鋼流旋回用羽根がパウダーラインに対応する位置より上側位置の内孔に設置されている請求項7または請求項9に記載の鋼の連続鋳造用浸漬ノズル。
【請求項11】
内孔に設置した溶鋼流旋回用羽根より上方箇所に設けられたガス吐出部から溶鋼中に噴出される鋼不活性ガスが、ガス供給口から環状耐火物層の背部のスリットを通って供給される請求項8から請求項10のいずれかに記載の鋼の連続鋳造用浸漬ノズル。
【請求項12】
内孔に溶鋼流旋回用羽根を設け、溶鋼と接触する内孔壁面層の少なくとも一部を環状の耐火物層によって形成した連続鋳造用ノズルを用いる鋼の連続鋳造方法であって、
前記鋼が清浄鋼であって、
且つ、
前記耐火物層が、カーボン質を含み、MgOとCaOの成分を合計で65質量%以上含有し、そのCaO/MgOの重量比が0.4〜2.3であり、且つ、見掛け気孔率が5〜25%である清浄鋼の連続鋳造方法。
【請求項13】
内孔に設けた溶鋼流旋回用羽根より上方の、溶鋼容器の上ノズル部を含む間の箇所にガス吐出部が設けられており、
内孔を流下する溶鋼に前記ガス吐出部から不活性ガスを噴出する請求項12に記載の鋼の連続鋳造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【国際公開番号】WO2005/018851
【国際公開日】平成17年3月3日(2005.3.3)
【発行日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2005−513327(P2005−513327)
【国際出願番号】PCT/JP2004/012079
【国際出願日】平成16年8月23日(2004.8.23)
【出願人】(000170716)黒崎播磨株式会社 (314)
【Fターム(参考)】
【国際公開日】平成17年3月3日(2005.3.3)
【発行日】平成19年11月1日(2007.11.1)
【国際特許分類】
【国際出願番号】PCT/JP2004/012079
【国際出願日】平成16年8月23日(2004.8.23)
【出願人】(000170716)黒崎播磨株式会社 (314)
【Fターム(参考)】
[ Back to top ]