
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つAl材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とAl材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルス電流を流して、鋼材端面に対してMIG溶接操作を施した。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つAl材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とAl材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルス電流を流して、鋼材端面に対してMIG溶接操作を施した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼材とアルミニウム材のMIG(Metal Inert Gas)溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手に係り、特に、材質が異なる鋼材とアルミニウム材の板状部同士を重ね合わせて、その重ね合わせ部分をMIG溶接する技術に関するものである。
【背景技術】
【0002】
近年、地球環境の保護や省エネルギーの観点から、自動車の排出する有害ガスや二酸化炭素の発生の抑制、燃費の向上等が、要請されている。そして、そのような要請に応えるためには、自動車の軽量化が最も有効であるところから、ボデー部材や各種の部品において、鋼材からアルミニウム材への材質の転換が、盛んに検討されている。しかしながら、自動車を構成するボデー部材や各種部品の材料の全てをアルミニウム材料にすることは、コスト的にも困難であり、このため、アルミニウム材を用いる場合においては、鋼とアルミニウムとの異種金属間の接合、所謂ハイブリッド接合が避けられず、この異種金属接合が、重要な課題となっている。また、かかる鋼材とアルミニウム材との接合は、上述せる如き自動車に代表される輸送機の分野のみならず、家電製品、建材等の構造物等、各種の分野においても、強く要請されており、そこでは、その強固な接合が求められている。
【0003】
このため、鋼材とアルミニウム材との接合においては、充分な接合強度を確保するために、かしめやリベット接合、ボルト接合等の機械的接合が検討されてきているのであるが、この機械的接合であっても、接合の作業性や接合部の信頼性、接合コスト等の点において、多かれ少なかれ、何等かの問題を内在している。
【0004】
また、従来より金属材の接合において一般的に用いられているアーク溶接等の溶融溶接法にあっては、生産性の飛躍的な向上を期待し得るのであるが、溶融溶接法で鋼材とアルミニウム材とを溶接すると、溶接時の入熱が高くなり過ぎて、溶融したアルミニウムと鋼が冶金的に反応し、それらの接合界面に、脆くて硬い金属間化合物(Fe2Al5、FeAl3 等)が厚く形成され、そこから亀裂が入り易くなって、実用化レベルの継手強度が得られないといった問題があった。
【0005】
ところで、特許文献1〜7には、アーク溶接の一種であるMIG溶接法によって、鋼材とアルミニウム材の異種金属を溶接する種々の手法が提案されている。しかしながら、特許文献1においては、銅合金又はNi合金のワイヤを用いて、鋼材とアルミニウム材とを、MIGロウ付け法にて直接溶接しているところから、溶接コストが高くなると共に、十分な溶接強度が得られているとは言い難く、改善の余地を有するものであった。また、特許文献2においては、フッ化セシウム、フッ化アルミニウム、フッ化カリウム及び酸化アルミニウムを少なくとも成分として含むフラックスを、アルミニウム材で被覆したフラックス入りワイヤが、溶加材として用いられ、脆弱な厚い金属間化合物層の形成が抑制されているのであるが、フラックスが、溶接部にスラグとなって表面に残り、このため、表面を覆うスラグを除去する作業が必要となって、生産性に劣ると共に、製品コストが高くなるといった問題を内在している。
【0006】
また、特許文献3〜7には、溶接ワイヤとして、ロウ材やフラックス入りワイヤではなく、アルミニウム合金製のソリッドワイヤが採用されている。しかし、それらの文献においては、アルミニウム材の厚みと鋼材の厚みとの関係が何等検討されておらず、同一厚さの鋼材とアルミニウム材とが溶接されたり、アルミニウム材よりも厚い鋼材が用いられて、溶接されている。このため、入熱が低くなるようにコントロールしても、両材の剛性が大きく異なり、アルミニウム材の剛性が鋼材に比べて小さいところから、これに起因して、溶接後の凝固収縮時において、熱歪みによる応力が集中して、溶接部に局所変形が生じるおそれがあった。
【0007】
さらに、かかる特許文献3〜7においては、鋼材として、亜鉛又は亜鉛合金メッキ、アルミニウム又はアルミニウム合金メッキが施された表面処理鋼材が用いられており、そのような表面処理の施されていない鋼材を、アルミニウム材とMIG溶接法にて溶接する手法については、何等明らかにされていない。このため、鋼材表面の表面処理層(金属被覆層)の有無に拘わらず、アルミニウム材と鋼材の接合部が健全となり、十分な継手強度を確保することのできる接合方法が、強く望まれていたのである。
【0008】
かかる状況下、本発明者等は、アルミニウム材と鋼材とを、アルミニウム材が上になるようにして上下に重ね合わせて、アルミニウム材の端面部位をMIG溶接する際に、アルミニウム材の材質や厚さ、鋼材の厚さ、溶接ワイヤの材質、その直径、溶接ワイヤの中心線の配設位置、1パルス当たりの溶滴数、パルス頻度等を所定の範囲となるように設定した特別な溶接条件を採用することによって、溶接時の入熱を適度に低くコントロールすることが可能となり、これによって、鋼材表面の表面処理層の有無に拘わらず、健全な接合部(溶接部)が形成されることを明らかにし、先に、特許出願を行った(特願2007−47766号及び特願2007−47767号)。而して、本発明者等が、アルミニウム材と鋼材の配置を入れ替えて、鋼材を上にして、メッキ等の表面処理(金属被覆処理)が施されていない鋼材の端面部位に対して、先の出願と同一の条件でMIG溶接を行ったところ、溶接部に、鋼材とアルミニウム材とに跨る連続的なビードを設けることができず、接合自体が不可能となる場合があることが判明した。詳細には、鋼材の端面部位に、途切れることなくビードを形成せしめることができず、ビードが途中で切れて不連続となり、鋼材のエッジ部(上面側角部)が露出したり、或いは、溶接ワイヤの溶滴が鋼材の端面で弾かれて、鋼材上にビードが形成されない場合があることが判明したのである。
【0009】
【特許文献1】特開2003−211270号公報
【特許文献2】特開2003−33865号公報
【特許文献3】特開2004−223548号公報
【特許文献4】特開2006−88174号公報
【特許文献5】特開2006−116599号公報
【特許文献6】特開2006−224145号公報
【特許文献7】特開2006−224147号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
ここにおいて、本発明は、かかる事情を背景にして為されたものであって、その解決課題とするところは、鋼材とアルミニウム材とを、鋼材が上になるようにして上下に重ね合わせ、鋼材の端面部位にMIG溶接を施して、鋼材とアルミニウム材との重ね隅肉継手を製造する方法において、鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供することにあり、また、そのような連続的なビードが形成されたMIG溶接継手を提供することにある。
【課題を解決するための手段】
【0011】
そして、本発明者等が、そのような課題の解決のために鋭意検討を重ねた結果、アルミニウム材を上にしてアルミニウム材の端面部位に対してMIG溶接を施した先の出願と同様に、入熱が適度に低くなるようにコントロールしつつ、更に、溶接ワイヤの半径や、溶接ワイヤの基点からの距離、鋼材の厚さ、溶接速度を組み合わせて構成される関係式が所定の範囲となるように設定することによって、鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードが鋼材の端面に沿って連続的に形成され得ること、また、そのようにして製造された鋼材とアルミニウム材のMIG溶接継手には、溶接部に、鋼材とアルミニウム材とに跨るように、所定数の表面リップルが、形成されることを見出し、本発明を完成するに至ったのである。
【0012】
すなわち、本発明は、(i)鋼材とアルミニウム材とを該鋼材が上になるようにして上下に重ね合わせ、かかる鋼材の端面部位に対してMIG溶接操作を施すことにより、それら鋼材とアルミニウム材のMIG溶接継手を製造する方法であって、(ii)前記鋼材として、厚さ:tが、0.50〜2.0mmで、且つ前記アルミニウム材の厚さの0.6〜0.8倍であるものを用いると共に、(iii)溶接ワイヤとして、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを用い、(iv)かかる溶接ワイヤの中心線が、前記鋼材の端面における上面側角部を基点:0として、該基点:0から水平方向で該鋼材と前記アルミニウム材との重ね合わせ部とは反対側において4rの距離内に位置するように、該溶接ワイヤを配置した状態において、(v)下記式(I)にて示されるAが4.0〜6.0となるように、前記溶接ワイヤを前記鋼材の端面に沿って相対的に移動せしめると共に、(vi)前記溶接ワイヤに対して、1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる直流の溶接パルス電流を流して、MIG溶接操作を実施することを特徴とする鋼材とアルミニウム材のMIG溶接継手の製造方法を、その要旨とするものである。
A=L/r+(t/α)×V ・・・ (I)
[式中、Lは基点:0から溶接ワイヤの中心線までの距離(mm)、rは溶接ワイヤの半径(mm)、tは鋼材の厚さ(mm)、αは係数(=21mm・cm/分)、及びVは溶接速度(cm/分)である。]
【0013】
なお、かかる本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法の好ましい態様の一つによれば、前記鋼材として、表面処理の施されていない軟鋼、炭素鋼、高張力鋼、及びステンレス鋼のうちの何れかが用いられる。
【0014】
また、本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法における別の好ましい態様の一つによれば、前記鋼材として、溶融亜鉛メッキ鋼、合金化溶融亜鉛メッキ鋼、アルミニウム合金メッキ鋼、及び電気亜鉛メッキ鋼のうちの何れかが用いられる。
【0015】
さらに、本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法における望ましい態様の一つによれば、前記アルミニウム材として、そのO材における引張強度が90MPa以上であるものが用いられる。
【0016】
加えて、本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法における他の望ましい態様の一つによれば、前記アルミニウム材として、5000系、6000系、及び7000系のアルミニウム合金材のうちの何れかが用いられる。
【0017】
そして、本発明においては、鋼材とアルミニウム材とを重ね合わせ、かかる鋼材の端面部位に対して、4000系又は5000系のアルミニウム合金からなる溶接ワイヤを用いたMIG溶接が施されてなる鋼材とアルミニウム材のMIG溶接継手であって、前記鋼材の厚さ:tが、0.50〜2.0mm、且つ前記アルミニウム材の厚さの0.6〜0.8倍であると共に、溶接部に、鋼材とアルミニウム材とに跨るように、10μm以上の高低差を有する表面リップルが、溶接長1cm当たり、5〜50山において形成されていることを特徴とする鋼材とアルミニウム材のMIG溶接継手をも、その要旨とするものである。
【発明の効果】
【0018】
このように、本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法においては、鋼材として、厚さ:tが、0.50〜2.0mmで、且つアルミニウム材の厚さの0.6〜0.8倍であるものが用いられると共に、溶接ワイヤとして、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものが用いられ、且つ基点から溶接ワイヤの中心線までの距離:Lが0〜4rとなるように溶接ワイヤが配置された状態で、上記式(I)で示されるAが4.0〜6.0となるように、溶接ワイヤが鋼材の端面に沿って相対的に移動せしめられ、更に、溶接ワイヤに対して1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる直流の溶接パルス電流が流されているところから、それらの条件による効果が相俟って、鋼材端面の表面処理の有無に拘わらず、鋼材とアルミニウム材との溶接部に、鋼材とアルミニウム材とに跨るビードを、鋼材の端面に沿って連続的に形成することができるようになっているのである。つまり、本発明手法によれば、接合部の健全性が効果的に高められたMIG溶接継手を有利に製造することができる。
【0019】
また、本発明に従う鋼材とアルミニウム材のMIG溶接継手にあっては、鋼材として、厚さ:tが、0.50〜2.0mmであり、且つアルミニウム材の厚さの0.6〜0.8倍であるものが用いられると共に、溶接部に、鋼材とアルミニウム材とに跨るように、所定の表面リップルが、溶接長1cm当たり、5〜50山において形成されているところから、溶接部に熱歪みによる変形が惹起されにくく、しかも溶接部の健全性が有利に高められ得ている。
【発明を実施するための最良の形態】
【0020】
以下、本発明を更に具体的に明らかにするために、本発明の代表的な実施の形態について、図面を参照しつつ、詳細に説明することとする。
【0021】
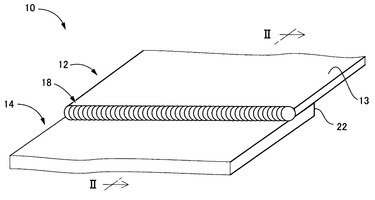
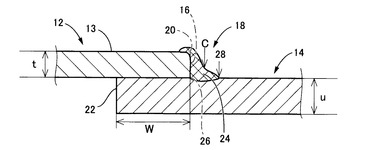
先ず、図1及び図2には、本発明に従う鋼材とアルミニウム材のMIG溶接継手の一例が、それぞれ、その斜視図及び縦断面図において、概略的に示されている。かかる図1及び図2に示されるように、MIG溶接継手10は、互いに異なる厚さを有する平板状の鋼材12と平板状のアルミニウム材14とが、それぞれの端部部位において、鋼材12が上方に位置するように、上下に重ね合わされた状態下で、鋼材12の先端側の端面16部位が、MIG溶接手法にて重ね隅肉溶接されて、溶接部18が形成されることにより、一体化せしめられて、構成されている。
【0022】
また、図1に示されるように、ここでは、鋼材12とアルミニウム材14とが、重ね合わせ部の全長に亘って溶接されており、それによって、溶接部18が、鋼材12の端面16に沿って、連続して延びるように形成されている。また、かかる溶接部18には、図2に示されるように、直交する2つの面、即ち、鋼材12の端面16とアルミニウム材14の上面とを結合する断面略三角状のビードが、鋼材12とアルミニウム材14とに跨るようにして形成されている。
【0023】
そして、そのようにして上下に重ね合わされた二枚の被溶接材(12,14)のうち、上方に配置された鋼材12の材質としては、特に制限されるものではなく、目的とする継手に要求される特性等に応じて適宜に選択され得るのであり、例えば、軟鋼や、炭素鋼、高張力鋼、ステンレス鋼等を挙げることができる。また、かかる鋼材の上下面には、必要に応じて、溶融亜鉛メッキ(GI)や、合金化溶融亜鉛メッキ(GA)、アルミニウム合金メッキ、電気亜鉛メッキ等、従来から公知の亜鉛又は亜鉛合金、アルミニウム又はアルミニウム合金による表面処理(金属被覆処理)が施されていてもよい。なお、上下面に表面処理が施された鋼材であっても、その端面には、通常、表面処理層(金属被覆層)が設けられていないが、本発明においては、端面における表面処理層の有無を問わず、そのまま、使用することが可能である。
【0024】
一方、下方に配置されたアルミニウム材14の材質としては、アルミニウム又はアルミニウム合金であれば、特に制限されるものではなく、目的とする継手に要求される特性等に応じて適宜に選択されるものの、好ましくは、O材(JIS H 0001で規定される質別記号がOであるアルミニウム材であって、焼なましによって最も軟らかい状態となったもの)とした場合における引張強度が、90MPa以上であるものが有利に用いられる。但し、MIG溶接が施されるアルミニウム材の質別は、何等O材に限られるものではなく、O、H、T等の各質別を有するものを用いることができる。また、ここで、引張強度とは、JIS Z 2241に規定される「金属材料引張試験方法」に準拠して測定される強度を指し、かかる引張強度が90MPaに満たない場合には、溶接部18に脆弱な金属間化合物層が形成されずに溶接部18の強度の低下が抑制され得たとしても、母材であるアルミニウム材14で破断し易くなってしまうのである。これは、強度が高くなるように調質されたアルミニウム材(例えば、H材)を用いたとしても、溶接により、溶接部近傍の熱影響部(溶融はしないが、熱の影響を受ける部位)が、一般に、O材と同程度の強度となることに起因するものである。なお、そのようなアルミニウム材の材質の中でも、特に、JIS呼称の合金番号にて、5000系(Al−Mg系)、6000系(Al−Mg−Si系)、7000系(Al−Zn−Mg系)のアルミニウム合金にあっては、自動車の車体パネルや化粧パネル等の建材などの構造体材料として適していると共に、優れた強度を有し、溶融溶接性が高いところから、より一層好適に採用されることとなる。
【0025】
また、それら鋼材12やアルミニウム材14の形状は、平板状に何等限定されるものではなく、MIG溶接操作が施される重ね合わせ部が、少なくとも平板状であるものであればよく、圧延や押出、鍛造等の公知の手法にて製作された各種の形状のものが、何れも、採用されることとなる。一般には、被溶接部が平板状である板材や押出形材が有利に用いられる。
【0026】
そして、本実施形態においては、アルミニウム材14の上方に重ね合わされた鋼材12の厚さ:tが、0.50〜2.0mmの範囲内の厚さとされている。これは、鋼材12の厚さ:tが、0.50mmに満たない場合には、鋼材12が溶融しやすく、溶解量が多くなって、溶接部18に脆弱な金属間化合物層が形成されるからであり、また、2.0mmを超える場合には、鋼材12が温まりにくく、温度の低い鋼材12上に溶接ワイヤ(溶加材)の溶滴をのせることとなって、鋼材12の端面16が濡れず、溶滴が玉状となって弾かれるからである。
【0027】
しかも、本実施形態においては、鋼材12の厚さ:tが、アルミニウム材14の厚さ:uの0.6〜0.8倍、即ち0.6u〜0.8uとされている。言い換えると、アルミニウム材14の厚さ:uが、鋼材12の厚さ:tよりも大きくされ、鋼材12の厚さ:tの1.25〜約1.67倍とされている。これにより、鋼材12とアルミニウム材14の剛性が適度に揃えられ、以て、溶接後の凝固収縮時において、熱歪みによる応力が集中して、溶接部18に局所変形が生じ、破断するようなことが有利に防止され得るのである。つまり、鋼材12の厚さ:tが、上記範囲を外れると、剛性の小さい方の被溶接材に応力が集中して、局部変形が生じ、剛性の小さい方の被溶接材が優先的に破断するようになる。なお、鋼材として、表面処理が施されたものを用いる場合には、実用的な観点から、表面処理前の裸の鋼材の厚さと表面処理層の厚さとを加えた厚さが、鋼材12の厚さ:tとされる。
【0028】
また、鋼材12とアルミニウム材14の重ね代:Wは、鋼材12の厚さに応じて適宜に設定され得るものの、重ね代:Wが小さくなりすぎると、溶接部18に加えられた熱が、アルミニウム材14の端面22まで伝わり、その熱が逃げないで、反射熱となって溶接部18に加わるようになるため、好ましくは、鋼材12の厚さ:tが1mm以下の場合には、3mm以上とされ、また、鋼材12の厚さ:tが1mmを超える場合には、鋼材12の厚さの3倍以上、即ち3t以上とされることが望ましい。
【0029】
而して、このような本実施形態のMIG溶接継手10は、前述せる如く、互いに異なる厚さを有する鋼材12とアルミニウム材14とが重ね合わされた状態下で、鋼材12の端面16部位がMIG溶接されて、一体化せしめられてなるものであるが、ここでは、特に、溶接部18のビードが、ロウ材やフラックスを用いることなく、4000系(Al−Si系)又は5000系(Al−Mg系)のアルミニウム合金からなる溶接ワイヤ(溶加材)を用いたMIG溶接によって、形成されているのである。このため、溶接金属24の強度が高く、以て、他の材質の溶接ワイヤを用いた場合に比べて、鋼材12とアルミニウム材14とが強固に溶接され得ると共に、スラグの除去作業や大がかりな設備が不要となり、ロウやフラックス入りワイヤ等を使用する場合に比べて、コストが低く抑えられる。
【0030】
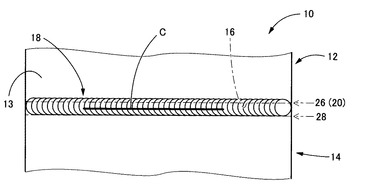
しかも、本実施形態のMIG溶接継手10の溶接部18には、鋼材12とアルミニウム材14とに跨るように、10μm以上の高低差を有する表面リップルが、溶接長1cm当たり、5〜50山において連続的に形成されている。ここにおいて、表面リップルとは、図1及び図3に示されるように、溶接部18のビード表面に形成される鱗状の凹凸模様を意味している。そして、本発明においては、かかる表面リップル数を、次のように溶接方向に測定する。即ち、表面リップルの測定位置を、鋼材12の端面16におけるアルミニウム材14側角部(下面側角部26)とアルミニウム材14上の溶接金属24の止端部28との間の中央部C(図3中、太線部分)と定め、コントレーサー等の測定装置を用いて、溶接方向(図3中、左右方向)の凹凸形状を測定する。そして、1つの山部(凸部)とそれに隣接する2つの谷部(凹部)との高低差のうちの何れか一方が、10μm以上となる場合に、その山部を1山として数え、溶接長1cm当たりの表面リップル数を算出する。この際、表面リップル数は、溶接非定常部を除き、溶接状態が安定した溶接定常部における表面リップル数を求めるものとする。そして、このような表面リップルが、溶接長1cm当たり、5山に満たない場合は、MIG溶接時に鋼材12に接触した溶融金属の温度が高すぎたことを示し、このような場合には、高温の溶融金属によって鋼材12が深く溶け込み、脆弱な金属間化合物層が厚く形成されるため、十分な継手強度が得られない。一方、50山を超える場合には、単位長さ当たりの入熱が過多となっている。
【0031】
このように、本実施形態では、溶接部18に、鋼材12とアルミニウム材14とに跨るように、10μm以上の高低差を有する表面リップルが、溶接長1cm当たり、5〜50山において形成されるところから、従来のものに比べて、溶接部18の健全性が効果的に高められている。その結果、本実施形態に係るMIG溶接継手10は、自動車の車体パネルや、ブラケットの接合、化粧パネル等の建材等に、有利に用いられることとなる。
【0032】
ところで、前述の如き、本実施形態に係る鋼材12とアルミニウム材14のMIG溶接継手10は、例えば、以下の如き製造手法に従って、製造されることとなる。
【0033】
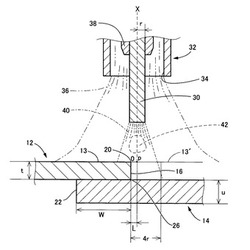
すなわち、本実施形態のMIG溶接継手10を製造するには、先ず、図4に示されるように、上述の如き厚さを有する平板状の鋼材12と平板状のアルミニウム材14とが、それぞれの端部部位において、鋼材12が上方に位置するように重ね合わされる。そして、その重ね合わせ状態が維持されて、鋼材12とアルミニウム材14とが相互に動くことがないように、必要に応じて、適当な拘束治具(図示せず)により、それら鋼材12とアルミニウム材14が固定される。そして、そのような固定状態下で、鋼材12の端面16部位に対して、後述の如き条件で、MIG溶接操作が実施される。
【0034】
具体的には、このMIG溶接操作の実施に際しては、溶接機として、消耗式の電極である溶接ワイヤ30が、ノズル32の先端開口部34から所定長さにおいて突出せしめられた、従来と同様なMIG溶接機が用いられる。かかるMIG溶接機においては、溶接ワイヤ30が、図示しないワイヤ供給装置によって、ノズル32に対して軸方向に独立して移動せしめられるようになっており、溶接ワイヤ30の消耗等によって、溶接ワイヤ30が溶接部18側(図4中、下方)に供給され得る。また、溶融金属を大気から遮断するために、ノズル32内からは、アーク溶接時に、アルゴンガスやヘリウムガス、ネオンガス等の不活性ガスの1種又は2種以上を組み合わせた混合ガスからなるイナートガス36(図4中、二点鎖線で示す)が、溶接すべき部位に対して吹き付けられるようになっている。更に、溶接ワイヤ30は、コンタクトチップ38を通じて、図示しない溶接電源装置の+極側に接続され、+極(陽極)とされている一方、被溶接材(12,14)が−極側に接続され、−極(陰極)とされている。
【0035】
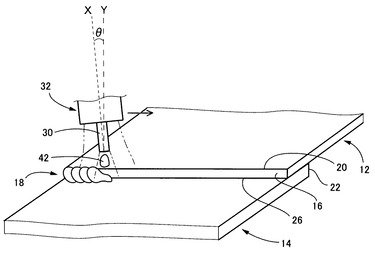
そして、図示しない溶接電源装置を作動させて、溶接ワイヤ30と被溶接材(12,14)との間に所定の電流及び電圧を印加することによって、そのような溶接ワイヤ30の先端部と被溶接材(12,14)との間にアーク40(図4中、一点鎖線で示す)を発生させる一方、図5に示されるように、鋼材12の端面16に沿って、ノズル32(溶接ワイヤ30)を、相対的に移動せしめることにより、鋼材12とアルミニウム材14とのMIG溶接が進行せしめられることとなる。
【0036】
この際、被溶接材(12,14)と溶接ワイヤ30との間に発生したアーク40によって、鋼材12の端面16部位が温められると共に、溶接ワイヤ30が溶融し、溶接ワイヤ30の溶滴42が被溶接材上に移行し、この溶融アルミニウム(溶融金属)によって、鋼材12とアルミニウム材14とが溶接され、溶接金属24からなるビードが溶接部18に形成されることとなる。
【0037】
そして、このようなMIG溶接操作において、溶接ワイヤ30としては、上述のように、鋼材12とアルミニウム材14とを強固に接合すべく、4000系(Al−Si系)又は5000系(Al−Mg系)のアルミニウム合金材料を用いて形成されたソリッドワイヤが、用いられる。また、本実施形態において、かかる溶接ワイヤ30の半径:rは、0.4〜0.8mmとされる。これは、溶接ワイヤ30の半径:rが上記範囲よりも小さくなると、電流密度が高くなってアーク40が集中するために、アーク40の集中部分で入熱が過多となって鋼材が深く溶け込み、金属間化合物からなる脆化層が厚く形成される一方、その半径:rが上記範囲よりも大きくなると、溶接ワイヤ30を溶融せしめるために入熱を高くする必要があり、それによって、溶接ワイヤ30の溶滴42自体の温度も高くなって、溶接部18に脆化層が厚く形成されるようになるからである。
【0038】
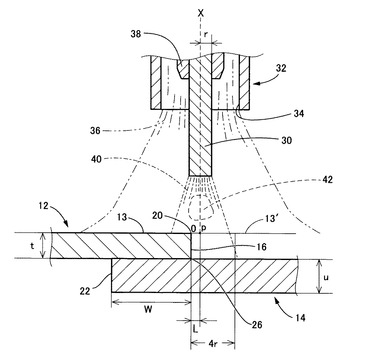
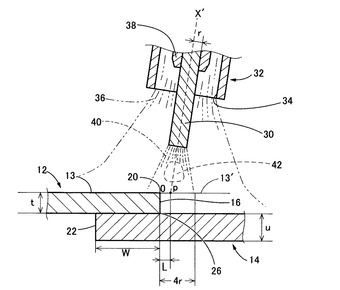
また、かかるMIG溶接操作において、トーチ狙い位置、つまりノズル位置が、鋼材12の端面16から、水平方向(溶接方向に直交する方向、図4中、左右方向)に、あまりにも離れたところに設定されると、鋼材12とアルミニウム材14とに跨るビードが形成されず、図2に示される如き断面形状を有する健全な溶接部18が形成され得なくなる。それ故、本実施形態においては、溶接ワイヤ30の中心線:Xが、図4に示されるように、鋼材12の端面16における上面側角部20を基点:0として、水平方向に、かかる基点:0から重ね合わせ部側(図4中、基点:0よりも左側)とは反対側(図4中、基点:0よりも右側)に4rの距離内に、常に位置するように、溶接ワイヤ30(ノズル32)が配置せしめられる。換言すれば、図4に示されるように、基点:0(上面側角部20)から溶接ワイヤ30の中心線:Xまでの距離(L)が0〜4r(0≦L≦4r)となるように、溶接ワイヤ30が配置せしめられる。ここにおいて、上記溶接ワイヤ30の中心線:Xとは、ノズル32の先端開口部34から突出した部分における溶接ワイヤの中心線を意味する。
【0039】
なお、そのような溶接ワイヤ30の中心線:Xが、基点:0から重ね合わせ部側(図4中、左側)の位置に配置せしめられると、換言すれば、Lが0未満になると、アーク40が鋼材12に集中する。一方、Lが4を超えると、鋼材12にアーク40が届かなくなり、何れの場合も、上述の如き健全な溶接部18を形成することができない。
【0040】
一方、ノズル32(溶接ワイヤ30)の上下方向における配設位置は、一般に、溶接機の電源特性や溶接ワイヤ30の材質、半径等に応じて適宜に設定され得るものの、好ましくは、ノズル32の先端と上板(鋼材12)表面との間隔が、3〜17mm程度、より好ましくは3〜12mm程度となるように、配置されることが望ましく、これによって、イナートガス36によるシールド性を高度に確保することが可能となる。
【0041】
そして、上述の如き位置を保ったままで、ノズル32(溶接ワイヤ30)が溶接方向(図4中、紙面に垂直な方向)に相対的に移動せしめられて、MIG溶接が実施されることとなるが、本実施形態においては、下記式(I)にて示されるAが4.0〜6.0(4.0≦A≦6.0)となるように、ノズル32(溶接ワイヤ30)が、鋼材12の端面16に沿って相対的に移動せしめられる。
A=L/r+(t/α)×V ・・・ (I)
【0042】
上記式(I)において、Lは、上述のように、基点:0から溶接ワイヤ30の中心線:Xまでの距離(mm)である。より具体的には、Lは、基点:0から、溶接ワイヤ30の中心線:Xと鋼材12の上面13の延長面13′との交点:pまでの距離であり、ここでは、基点:0の位置を0mmとして、鋼材12とアルミニウム材14との重ね合わせ部側(図4中、基点:0よりも左側)を負とする一方、重ね合わせ部とは反対側(図4中、基点:0よりも右側)を正とする。また、上記式(I)において、rは、溶接ワイヤ30の半径(mm)を示し、上述のように、0.4mm≦r≦0.8mmとされる。そして、上記式(I)の第1項であるL/rは、溶接ワイヤ30の半径:rに対して、溶接ワイヤ30の中心線:Xが鋼材12の端からどの程度離れているかを示している。本実施形態では、上述のように、Lが0≦L≦4rを満たすように溶接ワイヤ30(ノズル32)が配置せしめられるところから、L/rは、0≦L/r≦4の範囲とされ、溶接ワイヤ30の半径:rが大きければ、上記距離:Lの上限を大きくすることができ、逆に溶接ワイヤ30の半径:rが小さければ、上記距離:Lの上限は小さくなる。
【0043】
また、上記式(I)において、tは、鋼材の厚さ(mm)を示し、上述のように、0.50mm≦t≦2.0mmの範囲とされる。更に、αは、係数(mm・cm/分)であり、α=21mm・cm/分とされる。また、Vは、溶接速度(cm/分)を示しており、少なくとも0超(V>0)とされる。そして、上記式(I)の第2項である(t/α)×Vは、鋼材12の厚さ:tと溶接速度:Vを掛け合わせたものとなっている。このように鋼材12の厚さ:tと溶接速度:Vを掛け合わせる理由は、重ね合わされた鋼材12とアルミニウム材14との段差部、即ち鋼材12の端面16部位に、溶融金属を溜めて、健全な溶接部18を形成するためには、溶接速度:Vが高速の場合は鋼材12の厚み:tを薄くする必要がある一方、低速の場合は鋼材12の厚み:tを大きくする必要があり、これらが反比例の関係にあるからである。
【0044】
そして、上記式(I)の第1項と第2項を足し合わせたAが、4.0≦A≦6.0を満たすようにして、ノズル32(溶接ワイヤ30)を、鋼材12の端面16に沿って相対的に移動せしめてMIG溶接を行うことによって、端面16に沿って連続的に延びる健全な溶接部18が形成されるようになる。なお、Aが4.0に満たない場合には、入熱過多により母材に穴が開くおそれがあり、また、6.0を超えると、不連続ビードになる。
【0045】
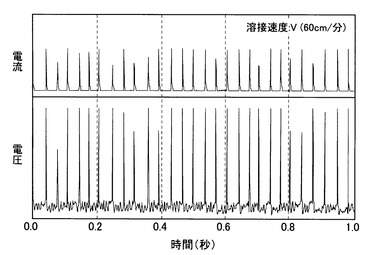
加えて、本実施形態のMIG溶接操作においては、溶接ワイヤ30に対して、1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる、直流の溶接パルス電流(図6参照)が流される。このような直流パルス電流を流すことによって、母材表面の酸化膜を除去するクリーニング作用(清浄作用)が発揮され得て、溶接性が向上せしめられると共に、入熱が適度に低くコントロールされ、鋼材12の溶込み、ひいては脆弱な金属間化合物の形成が有利に防止され得るようになっている。なお、そのような直流の溶接パルス電流を採用するに際し、そのパルス形状(波形)やピーク電流値、ベース電流値等は、溶接ワイヤ30の先端部と被溶接材との間に常にアーク40が発生するように、印加する溶接電圧値や溶接ワイヤ30の種類、半径等に応じて、適宜に調整される。
【0046】
また、MIG溶接操作において、パルス状に変化させた溶接電流を流す理由は、パルスの無い直流の場合には平均溶接電流値が高くなって母材への入熱が過多となるところから、低い平均溶接電流値で規則的な溶滴移行を安定的に行わせて、入熱を低くコントロールし、必要以上に余分な熱を被溶接材に加えないようにするためである。また、交流パルス電流ではなく、直流パルス電流とするのは、溶接ワイヤ30を常に+極とすることで、常に、被溶接材に対してクリーニング作用が発揮されて、被溶接部位が清浄な金属面(新生面)とされ、溶滴42が被溶接部位で効果的に濡れ広がりやすくなるからである。なお、交流の場合には、溶接ワイヤ30が+極から−極に入れ替わったタイミングにおいて、クリーニング作用が発揮されず、これによって、溶接部18に欠陥が発生しやすくなってしまうおそれがある。加えて、溶滴移行の中でも、臨界電流値以上の電流で発生するスプレー移行とするのは、臨界電流値以下の電流で発生するグロビュール移行では、入熱が低くなりすぎ、被溶接材に十分な熱が加わらないと共に、鋼材12が十分に濡れず、健全な溶接部18が得られなくなるからである。
【0047】
しかも、ここでは、そのようなスプレー移行となる直流の溶接パルス電流が、上述せるように、1回のパルスで1つの溶滴42が溶接ワイヤ30の先端部から規則的に離脱するスプレー移行状態となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となるように、調整されているところから、上記クリーニング作用が効果的に発揮されて、鋼材12の濡れ性が高められ、これによって、溶接ワイヤ30の溶融金属が鋼材12の端面16部位で弾かれるようなことはなく、鋼材12の端面16が良好に濡れるようになる。また、入熱がコントロールされて、アルミニウム材14の表面が適度に溶融せしめられる一方で、鋼材12が深く溶け込むようなことが効果的に防止され得る。
【0048】
なお、1パルスで1溶滴のスプレー移行とならない場合、具体的には、数パルスで1溶滴の場合には、連続的なビードが得られず、不完全部が発生するのであり、また、1パルスで数溶滴の場合は、パルス電流密度が高くなって、入熱が過多となり、これによって、溶接部18に脆弱な金属間化合物層が厚く形成されるようになる。
【0049】
また一方、上述せる如きパルス頻度が0.5回/mm未満の場合には、上記数パルスで1溶滴の場合と同様に、連続ビードが得られず、健全な溶接部18が得られなくなるのであり、パルス頻度が5回/mmを超える場合には、被溶接材への入熱が過多となって、溶接部18に脆弱な金属間化合物層が厚く形成されるようになり、何れの場合も、溶接部18において、破断乃至は剥離しやすくなる。なお、かかるパルス頻度(回/mm)は、溶接速度(mm/s)に応じてパルス周波数(回/s)を変化させることによって、或いはその反対に、パルス周波数に応じて溶接速度を変化させることによって、適宜に調整され得る。
【0050】
ここにおいて、図6には、直流の溶接パルス電流波形の一例が、それに対応する電圧波形と共に、上下方向に並べて示されているのであるが、このような直流の溶接パルス電流を流しつつ、例えば、60cm/分(=10mm/秒)の溶接速度:VでMIG溶接を行うことによって、上述せる如き1パルス1溶滴のスプレー移行が有利に実現され得る。また、かかる図6においては、1秒間当たり、28個のピークがあるところから、60cm/分の溶接速度では、パルス頻度が、溶接長1mm当たり2.8回とされる。
【0051】
かくして、前述の如く、所定厚さの鋼材12とアルミニウム材14とを重ね合わせ、4000系又は5000系のアルミニウム合金からなる溶接ワイヤ30を所定の位置に配置した状態で、上記式(I)にて示されるAが4.0〜6.0となるように溶接ワイヤ30を鋼材12の端面16に沿って相対的に移動させると共に、1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる直流の溶接パルス電流を流して、MIG溶接操作を実施することによって、鋼材12とアルミニウム材14とがアーク溶接されて、一体化され、目的とするMIG溶接継手10が製造されることとなる。そして、このようにして得られたMIG溶接継手10にあっては、溶接時の入熱がコントロールされて、溶融金属の温度が高くなりすぎるようなことが有利に防止され、鋼材端面16の表面処理の有無に拘わらず、溶融金属が鋼材12の端面16部位にビードとなって溜まるため、鋼材12とアルミニウム材14とに跨るビードが、鋼材12の端面16に沿って連続的に形成されることとなる。また、上述の如き条件を満たすようにMIG溶接操作を実施することで、溶接ワイヤ30の先端部から被溶接材上に落ちた溶滴42の形跡が、溶接部18のビード表面に鱗状となって明瞭に残り、その結果として、スプレー移行の溶滴の数と略同程度の数の表面リップルが形成される。つまり、本MIG溶接操作においては、1パルス1溶滴、且つ0.5〜5回/mmのパルス頻度となるようにMIG溶接操作を実施しているところから、MIG溶接継手10には、溶接長1cm当たり、5〜50山の表面リップルを有するビードが、鋼材とアルミニウム材とに跨るように、溶接部18に連続的に形成されることとなる。
【0052】
しかも、上述の条件でMIG溶接操作が施されることによって、鋼材12の溶込みも有利に抑制され、鋼材12の表面に金属間化合物層が厚く形成されるようなことが効果的に防止され得ると共に、溶接部18に熱歪みによる変形も発生しにくくなっている。
【0053】
従って、上述の如き条件でMIG溶接操作を実施して、鋼材12とアルミニウム材14とのMIG溶接継手を製造すれば、不連続なビードが形成されたり、ビードが鋼材端面16に形成されないようなことが有利に防止され、従来に比して健全性の高められたMIG溶接継手が有利に製造され得るようになる。
【0054】
以上、本発明の代表的な実施形態について詳述してきたが、それは、あくまでも例示に過ぎないものであって、本発明は、そのような実施形態に係る具体的な記述によって、何等限定的に解釈されるものではないことが、理解されるべきである。
【0055】
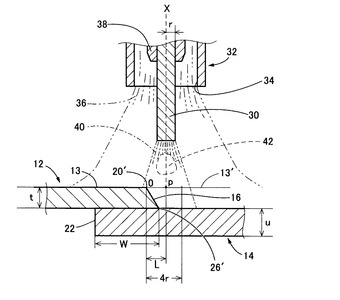
例えば、上記の実施形態では、鋼材12として、上面側角部20及び下面側角部26が直角(90°)であるものが用いられていたが、図7に示されるように、鋼材12の端部に開先加工が施されて、上面側角部20′が鈍角及び下面側角部26′が鋭角とされたものを用いて、MIG溶接継手を製造することも、勿論可能である。なお、この図7及び後述の図8に示される実施形態に関しては、その理解を容易にするために、図1〜図5に示される前記実施形態と同様な構造とされた部位には、同一の符号を付した。
【0056】
また、上記実施形態では、図4からも明らかなように、溶接ワイヤ30の中心線:Xが、鋼材12の端面16に対して平行になるようにノズル32(溶接ワイヤ30)が配置されていたが、図8に示されるように、ノズル32(溶接ワイヤ30)を鋼材12の端面16に対して傾けて、MIG溶接操作を実施することも可能である。この場合にも、上述のように、基点:0(上面側角部20)から、溶接ワイヤ30の中心線:Xと鋼材12の上面13の延長面13′との交点:pまでの距離(L)が、0≦L≦4rを満たすようにノズル32(溶接ワイヤ30)が配置されるのである。
【0057】
さらに、図5では、ノズル32(溶接ワイヤ30)が、水平方向に直角に交差する方向(図5中、上下方向)に延びる垂線:Yと、溶接ワイヤ30の中心線:Xとのなす角θの大きさが、5°以下の範囲となるように、進行方向に向かって傾いた姿勢とされて、MIG溶接が行われている状態が示されているが、進行方向に対するノズル32(溶接ワイヤ30)の傾斜角度は、従来のMIG溶接と同様に、適宜に設定され得るものである。
【0058】
その他、一々列挙はしないが、本発明が、当業者の知識に基づいて、種々なる変更、修正、改良等を加えた態様において実施されるものであり、また、そのような実施の態様が、本発明の趣旨を逸脱しない限りにおいて、何れも、本発明の範疇に属するものであることは、言うまでもないところである。
【実施例】
【0059】
以下に、本発明の実施例を幾つか示し、本発明を更に具体的に明らかにすることとするが、本発明は、そのような実施例の記載によって、何等の制約をも受けるものでないことは、言うまでもないところである。
【0060】
<実施例1>
先ず、下記表1に示されるように、鋼材(12)として、厚さ(t):1.3mmの溶融亜鉛メッキ鋼板(GI鋼板)を準備した。かかる鋼材(12)の端面(16)には、金属被覆層は設けられていなかった。一方、アルミニウム材(Al材)として、そのO材における引張強度が90MPa以上である、厚さ(u):1.6mmの7000系アルミニウム板材(7003)を準備した。そして、それら鋼材(12)とアルミニウム材(14)とを、重ね代(W)が3t以上となるように重ね合わせて固定した。
【0061】
次いで、MIG溶接機として、半径(r):0.4mmの5000系アルミニウム合金(5554)からなる溶接ワイヤ(30)が装着された精密制御型MIG溶接機を用い、溶接ワイヤ(30)が+極、被溶接材が−極となるように、溶接電源装置に接続した後、被溶接材との間にアークを発生させ、MIG溶接機のノズル(32)を、溶接速度:67cm/分(≒11mm/s)において、鋼材(12)の端面(16)部位に沿って相対移動せしめることにより、MIG溶接を行って、実施例1に係るMIG溶接継手を製造した。
【0062】
この際、下記表1に示されるように、1パルス当たりの溶滴数:1、溶接長1mm当たりのパルス数(パルス頻度):3.4回のスプレー移行となるように、直流の溶接パルス電流を流す一方、溶接ワイヤの中心線(X)が、鋼材(12)の上面側角部(20)に位置するように、即ち、L=0mmとなるように、ノズル(32)を配置し、そのノズル位置を保った状態で、鋼材(12)の端面(16)部位に沿って相対移動せしめた。
【0063】
その後、得られた実施例1に係るMIG溶接継手を用いて、その溶接部(18)に形成されたビードの表面リップル数の測定を行うと共に、接合状態の評価を行い、得られた結果を下記表1に示した。
【0064】
[表面リップル数の測定]
表面リップル数の測定は、コントレーサー(株式会社ミツトヨ製CV−3100)を用いて、溶接定常部の形状を測定し、1つの山部とそれに隣接する2つの谷部(凹部)との高低差のうちの何れか一方が、10μm以上となる場合に、その山部を1山として数えて、溶接長1cm当たりの表面リップル数を求めた。
【0065】
[接合状態の評価]
また、接合状態の評価を、次の評価基準で評価した。
○:溶接部(18)に、鋼材(12)とアルミニウム材(14)に跨るビードが連続的に形成されているもの
×:上記以外の、溶接部(18)のビードが不連続なもの、若しくはビードが鋼材(12)とアルミニウム材(14)に跨るように形成されていないもの。
【0066】
<実施例2〜83、比較例1〜83>
上記実施例1と同様に、鋼材(12)とAl材(14)として、下記表1〜表6に示される板材を準備した。また、各Al材のO材における引張強度は、何れも90MPa以上であった。そして、それらを、鋼材(12)の厚さ(t)が1mm以下の場合には、3mm以上の重ね代(W)、鋼材(12)の厚さ(t)が1mmを超える場合には、3t以上の重ね代(W)となるように、重ね合わせて固定した。
【0067】
次いで、下記表1〜表6に示される半径(r)と材質のアルミニウム合金からなる溶接ワイヤ(30)が装着されたMIG溶接機を用いて、溶接ワイヤ(30)側が+極となるように電流・電圧を印加して、被溶接材との間にスプレー移行となるアークを発生させ、MIG溶接機のノズル(32)を、下記表1〜表6に示される溶接速度(V)で、鋼材(12)の端面(16)部位に沿って相対移動せしめることにより、MIG溶接を行い、実施例2〜83及び比較例1〜83に係るMIG溶接継手を得た。なお、かかるMIG溶接操作において、溶接ワイヤ(30)の中心線(X)の距離(L)や、溶接速度(V)、1パルス当たりの溶滴数、パルス頻度は、それぞれ、下記表1〜表6に示される条件を採用した。
【0068】
そして、得られたMIG溶接継手を用いて、その溶接部(18)に形成されたビードの表面リップル数の測定を行うと共に、接合状態の評価を行い、得られた結果を、下記表1〜表6に示した。
【0069】
【表1】

【0070】
【表2】
【0071】
【表3】
【0072】
【表4】
【0073】
【表5】
【0074】
【表6】
【0075】
かかる表1〜3の結果から明らかなように、実施例1〜83に係るMIG溶接継手にあっては、溶接長1cm当たりの表面リップル数が5〜50山の範囲内とされていると共に、接合部の評価結果が、○となっており、鋼材端面にメッキ等の表面処理層(金属被覆層)の有無に拘わらず、鋼材とアルミニウム材とが良好に溶接されていることがわかる。
【0076】
一方、表4〜6の結果から明らかなように、比較例1〜83に係るMIG溶接継手にあっては、何れも、接合部の評価結果が、×となっている。
【0077】
また、実施例1〜83及び、下記条件(1)〜(6)を満たす比較例について、「(t/α)×V」に対して、「A」をプロットした。そして、得られたグラフを、図9に示した。ここにおいて、「A」をyとし、「(t/α)×V」をxとして考えると、下記式(I)は、y=x+L/rとなり、傾きが1で、切片がL/rの直線となる。かかるL/rは、上述のように、0≦L/r≦4の範囲とされる。更に、下記式(I)にて表されるAは、4.0≦A≦6.0の範囲とされる。従って、図9に示されるa〜dの4つの線で囲まれた範囲が、本発明で規定される条件を満たすこととなる。
A=L/r+(t/α)×V ・・・ (I)
条件(1) 0.50mm≦t≦2.0mm
(2) 0.6≦t/u≦0.8
(3) 0.4mm≦r≦0.8mm
(4) V>0cm/分
(5) 1パルスの溶滴数:1
(6) パルス頻度:0.5〜5回/mm
【0078】
図9のグラフからも明らかなように、○で示される実施例は、何れもa〜dの4つの線で囲まれた範囲(図9中、斜線の範囲)にある一方、●で示される比較例は、その範囲から外れたところに存在していることがわかる。従って、上記条件(1)〜(6)を満たしていても、L/rが0〜4の範囲内にないもの及び上記式(I)にて示されるAが4.0〜6.0の範囲にないものは、健全な溶接部が得られないことがわかる。
【図面の簡単な説明】
【0079】
【図1】本発明に従う鋼材とアルミニウム材のMIG溶接継手の一例を示す斜視説明図である。
【図2】図1におけるII−II断面説明図である。
【図3】図1における平面説明図である。
【図4】本発明手法に従って、鋼材とアルミニウム材のMIG溶接継手を製造する一工程を示す縦断面説明図であって、溶接されるべき鋼材とアルミニウム材を鋼材が上になるように互いに重ね合わせ、鋼材側からMIG溶接機のノズルを配置した状態を示している。
【図5】本発明手法に従って、鋼材とアルミニウム材のMIG溶接継手を製造する一工程を示す斜視説明図であって、溶接ワイヤから溶滴が移行する状態を示している。
【図6】本発明に従うMIG溶接手法において採用される直流の溶接パルス電流と電圧の波形の一例を示す説明図であって、直流パルス電流の波形を上方に示す一方、かかる溶接電流に対応する電圧の波形を下方に並べて示した。
【図7】本発明手法に従って、鋼材とアルミニウム材のMIG溶接継手を製造する工程を示す縦断面説明図であって、溶接されるべき鋼材として、端面に開先加工が施されたものが採用されている。
【図8】本発明手法に従って、鋼材とアルミニウム材のMIG溶接継手を製造する工程を示す縦断面説明図であって、MIG溶接機のノズルを鋼材の端面に対して傾けた状態で配置した状態を示している。
【図9】実施例において、上記式(I)の第2項である「(t/α)×V」に対して、「A」をプロットしたグラフである。
【符号の説明】
【0080】
10 MIG溶接継手 12 鋼材
13 上面 13′延長面
14 アルミニウム材 16 鋼材の端面
18 溶接部 20,20′ 上面側角部
22 アルミニウム材の端面 24 溶接金属
26,26′ 下面側角部 28 止端部
30 溶接ワイヤ 32 ノズル
34 先端開口部 36 イナートガス
38 コンタクトチップ 40 アーク
42 溶滴
X,X′:溶接ワイヤの中心線 Y:垂線
【技術分野】
【0001】
本発明は、鋼材とアルミニウム材のMIG(Metal Inert Gas)溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手に係り、特に、材質が異なる鋼材とアルミニウム材の板状部同士を重ね合わせて、その重ね合わせ部分をMIG溶接する技術に関するものである。
【背景技術】
【0002】
近年、地球環境の保護や省エネルギーの観点から、自動車の排出する有害ガスや二酸化炭素の発生の抑制、燃費の向上等が、要請されている。そして、そのような要請に応えるためには、自動車の軽量化が最も有効であるところから、ボデー部材や各種の部品において、鋼材からアルミニウム材への材質の転換が、盛んに検討されている。しかしながら、自動車を構成するボデー部材や各種部品の材料の全てをアルミニウム材料にすることは、コスト的にも困難であり、このため、アルミニウム材を用いる場合においては、鋼とアルミニウムとの異種金属間の接合、所謂ハイブリッド接合が避けられず、この異種金属接合が、重要な課題となっている。また、かかる鋼材とアルミニウム材との接合は、上述せる如き自動車に代表される輸送機の分野のみならず、家電製品、建材等の構造物等、各種の分野においても、強く要請されており、そこでは、その強固な接合が求められている。
【0003】
このため、鋼材とアルミニウム材との接合においては、充分な接合強度を確保するために、かしめやリベット接合、ボルト接合等の機械的接合が検討されてきているのであるが、この機械的接合であっても、接合の作業性や接合部の信頼性、接合コスト等の点において、多かれ少なかれ、何等かの問題を内在している。
【0004】
また、従来より金属材の接合において一般的に用いられているアーク溶接等の溶融溶接法にあっては、生産性の飛躍的な向上を期待し得るのであるが、溶融溶接法で鋼材とアルミニウム材とを溶接すると、溶接時の入熱が高くなり過ぎて、溶融したアルミニウムと鋼が冶金的に反応し、それらの接合界面に、脆くて硬い金属間化合物(Fe2Al5、FeAl3 等)が厚く形成され、そこから亀裂が入り易くなって、実用化レベルの継手強度が得られないといった問題があった。
【0005】
ところで、特許文献1〜7には、アーク溶接の一種であるMIG溶接法によって、鋼材とアルミニウム材の異種金属を溶接する種々の手法が提案されている。しかしながら、特許文献1においては、銅合金又はNi合金のワイヤを用いて、鋼材とアルミニウム材とを、MIGロウ付け法にて直接溶接しているところから、溶接コストが高くなると共に、十分な溶接強度が得られているとは言い難く、改善の余地を有するものであった。また、特許文献2においては、フッ化セシウム、フッ化アルミニウム、フッ化カリウム及び酸化アルミニウムを少なくとも成分として含むフラックスを、アルミニウム材で被覆したフラックス入りワイヤが、溶加材として用いられ、脆弱な厚い金属間化合物層の形成が抑制されているのであるが、フラックスが、溶接部にスラグとなって表面に残り、このため、表面を覆うスラグを除去する作業が必要となって、生産性に劣ると共に、製品コストが高くなるといった問題を内在している。
【0006】
また、特許文献3〜7には、溶接ワイヤとして、ロウ材やフラックス入りワイヤではなく、アルミニウム合金製のソリッドワイヤが採用されている。しかし、それらの文献においては、アルミニウム材の厚みと鋼材の厚みとの関係が何等検討されておらず、同一厚さの鋼材とアルミニウム材とが溶接されたり、アルミニウム材よりも厚い鋼材が用いられて、溶接されている。このため、入熱が低くなるようにコントロールしても、両材の剛性が大きく異なり、アルミニウム材の剛性が鋼材に比べて小さいところから、これに起因して、溶接後の凝固収縮時において、熱歪みによる応力が集中して、溶接部に局所変形が生じるおそれがあった。
【0007】
さらに、かかる特許文献3〜7においては、鋼材として、亜鉛又は亜鉛合金メッキ、アルミニウム又はアルミニウム合金メッキが施された表面処理鋼材が用いられており、そのような表面処理の施されていない鋼材を、アルミニウム材とMIG溶接法にて溶接する手法については、何等明らかにされていない。このため、鋼材表面の表面処理層(金属被覆層)の有無に拘わらず、アルミニウム材と鋼材の接合部が健全となり、十分な継手強度を確保することのできる接合方法が、強く望まれていたのである。
【0008】
かかる状況下、本発明者等は、アルミニウム材と鋼材とを、アルミニウム材が上になるようにして上下に重ね合わせて、アルミニウム材の端面部位をMIG溶接する際に、アルミニウム材の材質や厚さ、鋼材の厚さ、溶接ワイヤの材質、その直径、溶接ワイヤの中心線の配設位置、1パルス当たりの溶滴数、パルス頻度等を所定の範囲となるように設定した特別な溶接条件を採用することによって、溶接時の入熱を適度に低くコントロールすることが可能となり、これによって、鋼材表面の表面処理層の有無に拘わらず、健全な接合部(溶接部)が形成されることを明らかにし、先に、特許出願を行った(特願2007−47766号及び特願2007−47767号)。而して、本発明者等が、アルミニウム材と鋼材の配置を入れ替えて、鋼材を上にして、メッキ等の表面処理(金属被覆処理)が施されていない鋼材の端面部位に対して、先の出願と同一の条件でMIG溶接を行ったところ、溶接部に、鋼材とアルミニウム材とに跨る連続的なビードを設けることができず、接合自体が不可能となる場合があることが判明した。詳細には、鋼材の端面部位に、途切れることなくビードを形成せしめることができず、ビードが途中で切れて不連続となり、鋼材のエッジ部(上面側角部)が露出したり、或いは、溶接ワイヤの溶滴が鋼材の端面で弾かれて、鋼材上にビードが形成されない場合があることが判明したのである。
【0009】
【特許文献1】特開2003−211270号公報
【特許文献2】特開2003−33865号公報
【特許文献3】特開2004−223548号公報
【特許文献4】特開2006−88174号公報
【特許文献5】特開2006−116599号公報
【特許文献6】特開2006−224145号公報
【特許文献7】特開2006−224147号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
ここにおいて、本発明は、かかる事情を背景にして為されたものであって、その解決課題とするところは、鋼材とアルミニウム材とを、鋼材が上になるようにして上下に重ね合わせ、鋼材の端面部位にMIG溶接を施して、鋼材とアルミニウム材との重ね隅肉継手を製造する方法において、鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供することにあり、また、そのような連続的なビードが形成されたMIG溶接継手を提供することにある。
【課題を解決するための手段】
【0011】
そして、本発明者等が、そのような課題の解決のために鋭意検討を重ねた結果、アルミニウム材を上にしてアルミニウム材の端面部位に対してMIG溶接を施した先の出願と同様に、入熱が適度に低くなるようにコントロールしつつ、更に、溶接ワイヤの半径や、溶接ワイヤの基点からの距離、鋼材の厚さ、溶接速度を組み合わせて構成される関係式が所定の範囲となるように設定することによって、鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードが鋼材の端面に沿って連続的に形成され得ること、また、そのようにして製造された鋼材とアルミニウム材のMIG溶接継手には、溶接部に、鋼材とアルミニウム材とに跨るように、所定数の表面リップルが、形成されることを見出し、本発明を完成するに至ったのである。
【0012】
すなわち、本発明は、(i)鋼材とアルミニウム材とを該鋼材が上になるようにして上下に重ね合わせ、かかる鋼材の端面部位に対してMIG溶接操作を施すことにより、それら鋼材とアルミニウム材のMIG溶接継手を製造する方法であって、(ii)前記鋼材として、厚さ:tが、0.50〜2.0mmで、且つ前記アルミニウム材の厚さの0.6〜0.8倍であるものを用いると共に、(iii)溶接ワイヤとして、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを用い、(iv)かかる溶接ワイヤの中心線が、前記鋼材の端面における上面側角部を基点:0として、該基点:0から水平方向で該鋼材と前記アルミニウム材との重ね合わせ部とは反対側において4rの距離内に位置するように、該溶接ワイヤを配置した状態において、(v)下記式(I)にて示されるAが4.0〜6.0となるように、前記溶接ワイヤを前記鋼材の端面に沿って相対的に移動せしめると共に、(vi)前記溶接ワイヤに対して、1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる直流の溶接パルス電流を流して、MIG溶接操作を実施することを特徴とする鋼材とアルミニウム材のMIG溶接継手の製造方法を、その要旨とするものである。
A=L/r+(t/α)×V ・・・ (I)
[式中、Lは基点:0から溶接ワイヤの中心線までの距離(mm)、rは溶接ワイヤの半径(mm)、tは鋼材の厚さ(mm)、αは係数(=21mm・cm/分)、及びVは溶接速度(cm/分)である。]
【0013】
なお、かかる本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法の好ましい態様の一つによれば、前記鋼材として、表面処理の施されていない軟鋼、炭素鋼、高張力鋼、及びステンレス鋼のうちの何れかが用いられる。
【0014】
また、本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法における別の好ましい態様の一つによれば、前記鋼材として、溶融亜鉛メッキ鋼、合金化溶融亜鉛メッキ鋼、アルミニウム合金メッキ鋼、及び電気亜鉛メッキ鋼のうちの何れかが用いられる。
【0015】
さらに、本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法における望ましい態様の一つによれば、前記アルミニウム材として、そのO材における引張強度が90MPa以上であるものが用いられる。
【0016】
加えて、本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法における他の望ましい態様の一つによれば、前記アルミニウム材として、5000系、6000系、及び7000系のアルミニウム合金材のうちの何れかが用いられる。
【0017】
そして、本発明においては、鋼材とアルミニウム材とを重ね合わせ、かかる鋼材の端面部位に対して、4000系又は5000系のアルミニウム合金からなる溶接ワイヤを用いたMIG溶接が施されてなる鋼材とアルミニウム材のMIG溶接継手であって、前記鋼材の厚さ:tが、0.50〜2.0mm、且つ前記アルミニウム材の厚さの0.6〜0.8倍であると共に、溶接部に、鋼材とアルミニウム材とに跨るように、10μm以上の高低差を有する表面リップルが、溶接長1cm当たり、5〜50山において形成されていることを特徴とする鋼材とアルミニウム材のMIG溶接継手をも、その要旨とするものである。
【発明の効果】
【0018】
このように、本発明に従う鋼材とアルミニウム材のMIG溶接継手の製造方法においては、鋼材として、厚さ:tが、0.50〜2.0mmで、且つアルミニウム材の厚さの0.6〜0.8倍であるものが用いられると共に、溶接ワイヤとして、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものが用いられ、且つ基点から溶接ワイヤの中心線までの距離:Lが0〜4rとなるように溶接ワイヤが配置された状態で、上記式(I)で示されるAが4.0〜6.0となるように、溶接ワイヤが鋼材の端面に沿って相対的に移動せしめられ、更に、溶接ワイヤに対して1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる直流の溶接パルス電流が流されているところから、それらの条件による効果が相俟って、鋼材端面の表面処理の有無に拘わらず、鋼材とアルミニウム材との溶接部に、鋼材とアルミニウム材とに跨るビードを、鋼材の端面に沿って連続的に形成することができるようになっているのである。つまり、本発明手法によれば、接合部の健全性が効果的に高められたMIG溶接継手を有利に製造することができる。
【0019】
また、本発明に従う鋼材とアルミニウム材のMIG溶接継手にあっては、鋼材として、厚さ:tが、0.50〜2.0mmであり、且つアルミニウム材の厚さの0.6〜0.8倍であるものが用いられると共に、溶接部に、鋼材とアルミニウム材とに跨るように、所定の表面リップルが、溶接長1cm当たり、5〜50山において形成されているところから、溶接部に熱歪みによる変形が惹起されにくく、しかも溶接部の健全性が有利に高められ得ている。
【発明を実施するための最良の形態】
【0020】
以下、本発明を更に具体的に明らかにするために、本発明の代表的な実施の形態について、図面を参照しつつ、詳細に説明することとする。
【0021】
先ず、図1及び図2には、本発明に従う鋼材とアルミニウム材のMIG溶接継手の一例が、それぞれ、その斜視図及び縦断面図において、概略的に示されている。かかる図1及び図2に示されるように、MIG溶接継手10は、互いに異なる厚さを有する平板状の鋼材12と平板状のアルミニウム材14とが、それぞれの端部部位において、鋼材12が上方に位置するように、上下に重ね合わされた状態下で、鋼材12の先端側の端面16部位が、MIG溶接手法にて重ね隅肉溶接されて、溶接部18が形成されることにより、一体化せしめられて、構成されている。
【0022】
また、図1に示されるように、ここでは、鋼材12とアルミニウム材14とが、重ね合わせ部の全長に亘って溶接されており、それによって、溶接部18が、鋼材12の端面16に沿って、連続して延びるように形成されている。また、かかる溶接部18には、図2に示されるように、直交する2つの面、即ち、鋼材12の端面16とアルミニウム材14の上面とを結合する断面略三角状のビードが、鋼材12とアルミニウム材14とに跨るようにして形成されている。
【0023】
そして、そのようにして上下に重ね合わされた二枚の被溶接材(12,14)のうち、上方に配置された鋼材12の材質としては、特に制限されるものではなく、目的とする継手に要求される特性等に応じて適宜に選択され得るのであり、例えば、軟鋼や、炭素鋼、高張力鋼、ステンレス鋼等を挙げることができる。また、かかる鋼材の上下面には、必要に応じて、溶融亜鉛メッキ(GI)や、合金化溶融亜鉛メッキ(GA)、アルミニウム合金メッキ、電気亜鉛メッキ等、従来から公知の亜鉛又は亜鉛合金、アルミニウム又はアルミニウム合金による表面処理(金属被覆処理)が施されていてもよい。なお、上下面に表面処理が施された鋼材であっても、その端面には、通常、表面処理層(金属被覆層)が設けられていないが、本発明においては、端面における表面処理層の有無を問わず、そのまま、使用することが可能である。
【0024】
一方、下方に配置されたアルミニウム材14の材質としては、アルミニウム又はアルミニウム合金であれば、特に制限されるものではなく、目的とする継手に要求される特性等に応じて適宜に選択されるものの、好ましくは、O材(JIS H 0001で規定される質別記号がOであるアルミニウム材であって、焼なましによって最も軟らかい状態となったもの)とした場合における引張強度が、90MPa以上であるものが有利に用いられる。但し、MIG溶接が施されるアルミニウム材の質別は、何等O材に限られるものではなく、O、H、T等の各質別を有するものを用いることができる。また、ここで、引張強度とは、JIS Z 2241に規定される「金属材料引張試験方法」に準拠して測定される強度を指し、かかる引張強度が90MPaに満たない場合には、溶接部18に脆弱な金属間化合物層が形成されずに溶接部18の強度の低下が抑制され得たとしても、母材であるアルミニウム材14で破断し易くなってしまうのである。これは、強度が高くなるように調質されたアルミニウム材(例えば、H材)を用いたとしても、溶接により、溶接部近傍の熱影響部(溶融はしないが、熱の影響を受ける部位)が、一般に、O材と同程度の強度となることに起因するものである。なお、そのようなアルミニウム材の材質の中でも、特に、JIS呼称の合金番号にて、5000系(Al−Mg系)、6000系(Al−Mg−Si系)、7000系(Al−Zn−Mg系)のアルミニウム合金にあっては、自動車の車体パネルや化粧パネル等の建材などの構造体材料として適していると共に、優れた強度を有し、溶融溶接性が高いところから、より一層好適に採用されることとなる。
【0025】
また、それら鋼材12やアルミニウム材14の形状は、平板状に何等限定されるものではなく、MIG溶接操作が施される重ね合わせ部が、少なくとも平板状であるものであればよく、圧延や押出、鍛造等の公知の手法にて製作された各種の形状のものが、何れも、採用されることとなる。一般には、被溶接部が平板状である板材や押出形材が有利に用いられる。
【0026】
そして、本実施形態においては、アルミニウム材14の上方に重ね合わされた鋼材12の厚さ:tが、0.50〜2.0mmの範囲内の厚さとされている。これは、鋼材12の厚さ:tが、0.50mmに満たない場合には、鋼材12が溶融しやすく、溶解量が多くなって、溶接部18に脆弱な金属間化合物層が形成されるからであり、また、2.0mmを超える場合には、鋼材12が温まりにくく、温度の低い鋼材12上に溶接ワイヤ(溶加材)の溶滴をのせることとなって、鋼材12の端面16が濡れず、溶滴が玉状となって弾かれるからである。
【0027】
しかも、本実施形態においては、鋼材12の厚さ:tが、アルミニウム材14の厚さ:uの0.6〜0.8倍、即ち0.6u〜0.8uとされている。言い換えると、アルミニウム材14の厚さ:uが、鋼材12の厚さ:tよりも大きくされ、鋼材12の厚さ:tの1.25〜約1.67倍とされている。これにより、鋼材12とアルミニウム材14の剛性が適度に揃えられ、以て、溶接後の凝固収縮時において、熱歪みによる応力が集中して、溶接部18に局所変形が生じ、破断するようなことが有利に防止され得るのである。つまり、鋼材12の厚さ:tが、上記範囲を外れると、剛性の小さい方の被溶接材に応力が集中して、局部変形が生じ、剛性の小さい方の被溶接材が優先的に破断するようになる。なお、鋼材として、表面処理が施されたものを用いる場合には、実用的な観点から、表面処理前の裸の鋼材の厚さと表面処理層の厚さとを加えた厚さが、鋼材12の厚さ:tとされる。
【0028】
また、鋼材12とアルミニウム材14の重ね代:Wは、鋼材12の厚さに応じて適宜に設定され得るものの、重ね代:Wが小さくなりすぎると、溶接部18に加えられた熱が、アルミニウム材14の端面22まで伝わり、その熱が逃げないで、反射熱となって溶接部18に加わるようになるため、好ましくは、鋼材12の厚さ:tが1mm以下の場合には、3mm以上とされ、また、鋼材12の厚さ:tが1mmを超える場合には、鋼材12の厚さの3倍以上、即ち3t以上とされることが望ましい。
【0029】
而して、このような本実施形態のMIG溶接継手10は、前述せる如く、互いに異なる厚さを有する鋼材12とアルミニウム材14とが重ね合わされた状態下で、鋼材12の端面16部位がMIG溶接されて、一体化せしめられてなるものであるが、ここでは、特に、溶接部18のビードが、ロウ材やフラックスを用いることなく、4000系(Al−Si系)又は5000系(Al−Mg系)のアルミニウム合金からなる溶接ワイヤ(溶加材)を用いたMIG溶接によって、形成されているのである。このため、溶接金属24の強度が高く、以て、他の材質の溶接ワイヤを用いた場合に比べて、鋼材12とアルミニウム材14とが強固に溶接され得ると共に、スラグの除去作業や大がかりな設備が不要となり、ロウやフラックス入りワイヤ等を使用する場合に比べて、コストが低く抑えられる。
【0030】
しかも、本実施形態のMIG溶接継手10の溶接部18には、鋼材12とアルミニウム材14とに跨るように、10μm以上の高低差を有する表面リップルが、溶接長1cm当たり、5〜50山において連続的に形成されている。ここにおいて、表面リップルとは、図1及び図3に示されるように、溶接部18のビード表面に形成される鱗状の凹凸模様を意味している。そして、本発明においては、かかる表面リップル数を、次のように溶接方向に測定する。即ち、表面リップルの測定位置を、鋼材12の端面16におけるアルミニウム材14側角部(下面側角部26)とアルミニウム材14上の溶接金属24の止端部28との間の中央部C(図3中、太線部分)と定め、コントレーサー等の測定装置を用いて、溶接方向(図3中、左右方向)の凹凸形状を測定する。そして、1つの山部(凸部)とそれに隣接する2つの谷部(凹部)との高低差のうちの何れか一方が、10μm以上となる場合に、その山部を1山として数え、溶接長1cm当たりの表面リップル数を算出する。この際、表面リップル数は、溶接非定常部を除き、溶接状態が安定した溶接定常部における表面リップル数を求めるものとする。そして、このような表面リップルが、溶接長1cm当たり、5山に満たない場合は、MIG溶接時に鋼材12に接触した溶融金属の温度が高すぎたことを示し、このような場合には、高温の溶融金属によって鋼材12が深く溶け込み、脆弱な金属間化合物層が厚く形成されるため、十分な継手強度が得られない。一方、50山を超える場合には、単位長さ当たりの入熱が過多となっている。
【0031】
このように、本実施形態では、溶接部18に、鋼材12とアルミニウム材14とに跨るように、10μm以上の高低差を有する表面リップルが、溶接長1cm当たり、5〜50山において形成されるところから、従来のものに比べて、溶接部18の健全性が効果的に高められている。その結果、本実施形態に係るMIG溶接継手10は、自動車の車体パネルや、ブラケットの接合、化粧パネル等の建材等に、有利に用いられることとなる。
【0032】
ところで、前述の如き、本実施形態に係る鋼材12とアルミニウム材14のMIG溶接継手10は、例えば、以下の如き製造手法に従って、製造されることとなる。
【0033】
すなわち、本実施形態のMIG溶接継手10を製造するには、先ず、図4に示されるように、上述の如き厚さを有する平板状の鋼材12と平板状のアルミニウム材14とが、それぞれの端部部位において、鋼材12が上方に位置するように重ね合わされる。そして、その重ね合わせ状態が維持されて、鋼材12とアルミニウム材14とが相互に動くことがないように、必要に応じて、適当な拘束治具(図示せず)により、それら鋼材12とアルミニウム材14が固定される。そして、そのような固定状態下で、鋼材12の端面16部位に対して、後述の如き条件で、MIG溶接操作が実施される。
【0034】
具体的には、このMIG溶接操作の実施に際しては、溶接機として、消耗式の電極である溶接ワイヤ30が、ノズル32の先端開口部34から所定長さにおいて突出せしめられた、従来と同様なMIG溶接機が用いられる。かかるMIG溶接機においては、溶接ワイヤ30が、図示しないワイヤ供給装置によって、ノズル32に対して軸方向に独立して移動せしめられるようになっており、溶接ワイヤ30の消耗等によって、溶接ワイヤ30が溶接部18側(図4中、下方)に供給され得る。また、溶融金属を大気から遮断するために、ノズル32内からは、アーク溶接時に、アルゴンガスやヘリウムガス、ネオンガス等の不活性ガスの1種又は2種以上を組み合わせた混合ガスからなるイナートガス36(図4中、二点鎖線で示す)が、溶接すべき部位に対して吹き付けられるようになっている。更に、溶接ワイヤ30は、コンタクトチップ38を通じて、図示しない溶接電源装置の+極側に接続され、+極(陽極)とされている一方、被溶接材(12,14)が−極側に接続され、−極(陰極)とされている。
【0035】
そして、図示しない溶接電源装置を作動させて、溶接ワイヤ30と被溶接材(12,14)との間に所定の電流及び電圧を印加することによって、そのような溶接ワイヤ30の先端部と被溶接材(12,14)との間にアーク40(図4中、一点鎖線で示す)を発生させる一方、図5に示されるように、鋼材12の端面16に沿って、ノズル32(溶接ワイヤ30)を、相対的に移動せしめることにより、鋼材12とアルミニウム材14とのMIG溶接が進行せしめられることとなる。
【0036】
この際、被溶接材(12,14)と溶接ワイヤ30との間に発生したアーク40によって、鋼材12の端面16部位が温められると共に、溶接ワイヤ30が溶融し、溶接ワイヤ30の溶滴42が被溶接材上に移行し、この溶融アルミニウム(溶融金属)によって、鋼材12とアルミニウム材14とが溶接され、溶接金属24からなるビードが溶接部18に形成されることとなる。
【0037】
そして、このようなMIG溶接操作において、溶接ワイヤ30としては、上述のように、鋼材12とアルミニウム材14とを強固に接合すべく、4000系(Al−Si系)又は5000系(Al−Mg系)のアルミニウム合金材料を用いて形成されたソリッドワイヤが、用いられる。また、本実施形態において、かかる溶接ワイヤ30の半径:rは、0.4〜0.8mmとされる。これは、溶接ワイヤ30の半径:rが上記範囲よりも小さくなると、電流密度が高くなってアーク40が集中するために、アーク40の集中部分で入熱が過多となって鋼材が深く溶け込み、金属間化合物からなる脆化層が厚く形成される一方、その半径:rが上記範囲よりも大きくなると、溶接ワイヤ30を溶融せしめるために入熱を高くする必要があり、それによって、溶接ワイヤ30の溶滴42自体の温度も高くなって、溶接部18に脆化層が厚く形成されるようになるからである。
【0038】
また、かかるMIG溶接操作において、トーチ狙い位置、つまりノズル位置が、鋼材12の端面16から、水平方向(溶接方向に直交する方向、図4中、左右方向)に、あまりにも離れたところに設定されると、鋼材12とアルミニウム材14とに跨るビードが形成されず、図2に示される如き断面形状を有する健全な溶接部18が形成され得なくなる。それ故、本実施形態においては、溶接ワイヤ30の中心線:Xが、図4に示されるように、鋼材12の端面16における上面側角部20を基点:0として、水平方向に、かかる基点:0から重ね合わせ部側(図4中、基点:0よりも左側)とは反対側(図4中、基点:0よりも右側)に4rの距離内に、常に位置するように、溶接ワイヤ30(ノズル32)が配置せしめられる。換言すれば、図4に示されるように、基点:0(上面側角部20)から溶接ワイヤ30の中心線:Xまでの距離(L)が0〜4r(0≦L≦4r)となるように、溶接ワイヤ30が配置せしめられる。ここにおいて、上記溶接ワイヤ30の中心線:Xとは、ノズル32の先端開口部34から突出した部分における溶接ワイヤの中心線を意味する。
【0039】
なお、そのような溶接ワイヤ30の中心線:Xが、基点:0から重ね合わせ部側(図4中、左側)の位置に配置せしめられると、換言すれば、Lが0未満になると、アーク40が鋼材12に集中する。一方、Lが4を超えると、鋼材12にアーク40が届かなくなり、何れの場合も、上述の如き健全な溶接部18を形成することができない。
【0040】
一方、ノズル32(溶接ワイヤ30)の上下方向における配設位置は、一般に、溶接機の電源特性や溶接ワイヤ30の材質、半径等に応じて適宜に設定され得るものの、好ましくは、ノズル32の先端と上板(鋼材12)表面との間隔が、3〜17mm程度、より好ましくは3〜12mm程度となるように、配置されることが望ましく、これによって、イナートガス36によるシールド性を高度に確保することが可能となる。
【0041】
そして、上述の如き位置を保ったままで、ノズル32(溶接ワイヤ30)が溶接方向(図4中、紙面に垂直な方向)に相対的に移動せしめられて、MIG溶接が実施されることとなるが、本実施形態においては、下記式(I)にて示されるAが4.0〜6.0(4.0≦A≦6.0)となるように、ノズル32(溶接ワイヤ30)が、鋼材12の端面16に沿って相対的に移動せしめられる。
A=L/r+(t/α)×V ・・・ (I)
【0042】
上記式(I)において、Lは、上述のように、基点:0から溶接ワイヤ30の中心線:Xまでの距離(mm)である。より具体的には、Lは、基点:0から、溶接ワイヤ30の中心線:Xと鋼材12の上面13の延長面13′との交点:pまでの距離であり、ここでは、基点:0の位置を0mmとして、鋼材12とアルミニウム材14との重ね合わせ部側(図4中、基点:0よりも左側)を負とする一方、重ね合わせ部とは反対側(図4中、基点:0よりも右側)を正とする。また、上記式(I)において、rは、溶接ワイヤ30の半径(mm)を示し、上述のように、0.4mm≦r≦0.8mmとされる。そして、上記式(I)の第1項であるL/rは、溶接ワイヤ30の半径:rに対して、溶接ワイヤ30の中心線:Xが鋼材12の端からどの程度離れているかを示している。本実施形態では、上述のように、Lが0≦L≦4rを満たすように溶接ワイヤ30(ノズル32)が配置せしめられるところから、L/rは、0≦L/r≦4の範囲とされ、溶接ワイヤ30の半径:rが大きければ、上記距離:Lの上限を大きくすることができ、逆に溶接ワイヤ30の半径:rが小さければ、上記距離:Lの上限は小さくなる。
【0043】
また、上記式(I)において、tは、鋼材の厚さ(mm)を示し、上述のように、0.50mm≦t≦2.0mmの範囲とされる。更に、αは、係数(mm・cm/分)であり、α=21mm・cm/分とされる。また、Vは、溶接速度(cm/分)を示しており、少なくとも0超(V>0)とされる。そして、上記式(I)の第2項である(t/α)×Vは、鋼材12の厚さ:tと溶接速度:Vを掛け合わせたものとなっている。このように鋼材12の厚さ:tと溶接速度:Vを掛け合わせる理由は、重ね合わされた鋼材12とアルミニウム材14との段差部、即ち鋼材12の端面16部位に、溶融金属を溜めて、健全な溶接部18を形成するためには、溶接速度:Vが高速の場合は鋼材12の厚み:tを薄くする必要がある一方、低速の場合は鋼材12の厚み:tを大きくする必要があり、これらが反比例の関係にあるからである。
【0044】
そして、上記式(I)の第1項と第2項を足し合わせたAが、4.0≦A≦6.0を満たすようにして、ノズル32(溶接ワイヤ30)を、鋼材12の端面16に沿って相対的に移動せしめてMIG溶接を行うことによって、端面16に沿って連続的に延びる健全な溶接部18が形成されるようになる。なお、Aが4.0に満たない場合には、入熱過多により母材に穴が開くおそれがあり、また、6.0を超えると、不連続ビードになる。
【0045】
加えて、本実施形態のMIG溶接操作においては、溶接ワイヤ30に対して、1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる、直流の溶接パルス電流(図6参照)が流される。このような直流パルス電流を流すことによって、母材表面の酸化膜を除去するクリーニング作用(清浄作用)が発揮され得て、溶接性が向上せしめられると共に、入熱が適度に低くコントロールされ、鋼材12の溶込み、ひいては脆弱な金属間化合物の形成が有利に防止され得るようになっている。なお、そのような直流の溶接パルス電流を採用するに際し、そのパルス形状(波形)やピーク電流値、ベース電流値等は、溶接ワイヤ30の先端部と被溶接材との間に常にアーク40が発生するように、印加する溶接電圧値や溶接ワイヤ30の種類、半径等に応じて、適宜に調整される。
【0046】
また、MIG溶接操作において、パルス状に変化させた溶接電流を流す理由は、パルスの無い直流の場合には平均溶接電流値が高くなって母材への入熱が過多となるところから、低い平均溶接電流値で規則的な溶滴移行を安定的に行わせて、入熱を低くコントロールし、必要以上に余分な熱を被溶接材に加えないようにするためである。また、交流パルス電流ではなく、直流パルス電流とするのは、溶接ワイヤ30を常に+極とすることで、常に、被溶接材に対してクリーニング作用が発揮されて、被溶接部位が清浄な金属面(新生面)とされ、溶滴42が被溶接部位で効果的に濡れ広がりやすくなるからである。なお、交流の場合には、溶接ワイヤ30が+極から−極に入れ替わったタイミングにおいて、クリーニング作用が発揮されず、これによって、溶接部18に欠陥が発生しやすくなってしまうおそれがある。加えて、溶滴移行の中でも、臨界電流値以上の電流で発生するスプレー移行とするのは、臨界電流値以下の電流で発生するグロビュール移行では、入熱が低くなりすぎ、被溶接材に十分な熱が加わらないと共に、鋼材12が十分に濡れず、健全な溶接部18が得られなくなるからである。
【0047】
しかも、ここでは、そのようなスプレー移行となる直流の溶接パルス電流が、上述せるように、1回のパルスで1つの溶滴42が溶接ワイヤ30の先端部から規則的に離脱するスプレー移行状態となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となるように、調整されているところから、上記クリーニング作用が効果的に発揮されて、鋼材12の濡れ性が高められ、これによって、溶接ワイヤ30の溶融金属が鋼材12の端面16部位で弾かれるようなことはなく、鋼材12の端面16が良好に濡れるようになる。また、入熱がコントロールされて、アルミニウム材14の表面が適度に溶融せしめられる一方で、鋼材12が深く溶け込むようなことが効果的に防止され得る。
【0048】
なお、1パルスで1溶滴のスプレー移行とならない場合、具体的には、数パルスで1溶滴の場合には、連続的なビードが得られず、不完全部が発生するのであり、また、1パルスで数溶滴の場合は、パルス電流密度が高くなって、入熱が過多となり、これによって、溶接部18に脆弱な金属間化合物層が厚く形成されるようになる。
【0049】
また一方、上述せる如きパルス頻度が0.5回/mm未満の場合には、上記数パルスで1溶滴の場合と同様に、連続ビードが得られず、健全な溶接部18が得られなくなるのであり、パルス頻度が5回/mmを超える場合には、被溶接材への入熱が過多となって、溶接部18に脆弱な金属間化合物層が厚く形成されるようになり、何れの場合も、溶接部18において、破断乃至は剥離しやすくなる。なお、かかるパルス頻度(回/mm)は、溶接速度(mm/s)に応じてパルス周波数(回/s)を変化させることによって、或いはその反対に、パルス周波数に応じて溶接速度を変化させることによって、適宜に調整され得る。
【0050】
ここにおいて、図6には、直流の溶接パルス電流波形の一例が、それに対応する電圧波形と共に、上下方向に並べて示されているのであるが、このような直流の溶接パルス電流を流しつつ、例えば、60cm/分(=10mm/秒)の溶接速度:VでMIG溶接を行うことによって、上述せる如き1パルス1溶滴のスプレー移行が有利に実現され得る。また、かかる図6においては、1秒間当たり、28個のピークがあるところから、60cm/分の溶接速度では、パルス頻度が、溶接長1mm当たり2.8回とされる。
【0051】
かくして、前述の如く、所定厚さの鋼材12とアルミニウム材14とを重ね合わせ、4000系又は5000系のアルミニウム合金からなる溶接ワイヤ30を所定の位置に配置した状態で、上記式(I)にて示されるAが4.0〜6.0となるように溶接ワイヤ30を鋼材12の端面16に沿って相対的に移動させると共に、1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる直流の溶接パルス電流を流して、MIG溶接操作を実施することによって、鋼材12とアルミニウム材14とがアーク溶接されて、一体化され、目的とするMIG溶接継手10が製造されることとなる。そして、このようにして得られたMIG溶接継手10にあっては、溶接時の入熱がコントロールされて、溶融金属の温度が高くなりすぎるようなことが有利に防止され、鋼材端面16の表面処理の有無に拘わらず、溶融金属が鋼材12の端面16部位にビードとなって溜まるため、鋼材12とアルミニウム材14とに跨るビードが、鋼材12の端面16に沿って連続的に形成されることとなる。また、上述の如き条件を満たすようにMIG溶接操作を実施することで、溶接ワイヤ30の先端部から被溶接材上に落ちた溶滴42の形跡が、溶接部18のビード表面に鱗状となって明瞭に残り、その結果として、スプレー移行の溶滴の数と略同程度の数の表面リップルが形成される。つまり、本MIG溶接操作においては、1パルス1溶滴、且つ0.5〜5回/mmのパルス頻度となるようにMIG溶接操作を実施しているところから、MIG溶接継手10には、溶接長1cm当たり、5〜50山の表面リップルを有するビードが、鋼材とアルミニウム材とに跨るように、溶接部18に連続的に形成されることとなる。
【0052】
しかも、上述の条件でMIG溶接操作が施されることによって、鋼材12の溶込みも有利に抑制され、鋼材12の表面に金属間化合物層が厚く形成されるようなことが効果的に防止され得ると共に、溶接部18に熱歪みによる変形も発生しにくくなっている。
【0053】
従って、上述の如き条件でMIG溶接操作を実施して、鋼材12とアルミニウム材14とのMIG溶接継手を製造すれば、不連続なビードが形成されたり、ビードが鋼材端面16に形成されないようなことが有利に防止され、従来に比して健全性の高められたMIG溶接継手が有利に製造され得るようになる。
【0054】
以上、本発明の代表的な実施形態について詳述してきたが、それは、あくまでも例示に過ぎないものであって、本発明は、そのような実施形態に係る具体的な記述によって、何等限定的に解釈されるものではないことが、理解されるべきである。
【0055】
例えば、上記の実施形態では、鋼材12として、上面側角部20及び下面側角部26が直角(90°)であるものが用いられていたが、図7に示されるように、鋼材12の端部に開先加工が施されて、上面側角部20′が鈍角及び下面側角部26′が鋭角とされたものを用いて、MIG溶接継手を製造することも、勿論可能である。なお、この図7及び後述の図8に示される実施形態に関しては、その理解を容易にするために、図1〜図5に示される前記実施形態と同様な構造とされた部位には、同一の符号を付した。
【0056】
また、上記実施形態では、図4からも明らかなように、溶接ワイヤ30の中心線:Xが、鋼材12の端面16に対して平行になるようにノズル32(溶接ワイヤ30)が配置されていたが、図8に示されるように、ノズル32(溶接ワイヤ30)を鋼材12の端面16に対して傾けて、MIG溶接操作を実施することも可能である。この場合にも、上述のように、基点:0(上面側角部20)から、溶接ワイヤ30の中心線:Xと鋼材12の上面13の延長面13′との交点:pまでの距離(L)が、0≦L≦4rを満たすようにノズル32(溶接ワイヤ30)が配置されるのである。
【0057】
さらに、図5では、ノズル32(溶接ワイヤ30)が、水平方向に直角に交差する方向(図5中、上下方向)に延びる垂線:Yと、溶接ワイヤ30の中心線:Xとのなす角θの大きさが、5°以下の範囲となるように、進行方向に向かって傾いた姿勢とされて、MIG溶接が行われている状態が示されているが、進行方向に対するノズル32(溶接ワイヤ30)の傾斜角度は、従来のMIG溶接と同様に、適宜に設定され得るものである。
【0058】
その他、一々列挙はしないが、本発明が、当業者の知識に基づいて、種々なる変更、修正、改良等を加えた態様において実施されるものであり、また、そのような実施の態様が、本発明の趣旨を逸脱しない限りにおいて、何れも、本発明の範疇に属するものであることは、言うまでもないところである。
【実施例】
【0059】
以下に、本発明の実施例を幾つか示し、本発明を更に具体的に明らかにすることとするが、本発明は、そのような実施例の記載によって、何等の制約をも受けるものでないことは、言うまでもないところである。
【0060】
<実施例1>
先ず、下記表1に示されるように、鋼材(12)として、厚さ(t):1.3mmの溶融亜鉛メッキ鋼板(GI鋼板)を準備した。かかる鋼材(12)の端面(16)には、金属被覆層は設けられていなかった。一方、アルミニウム材(Al材)として、そのO材における引張強度が90MPa以上である、厚さ(u):1.6mmの7000系アルミニウム板材(7003)を準備した。そして、それら鋼材(12)とアルミニウム材(14)とを、重ね代(W)が3t以上となるように重ね合わせて固定した。
【0061】
次いで、MIG溶接機として、半径(r):0.4mmの5000系アルミニウム合金(5554)からなる溶接ワイヤ(30)が装着された精密制御型MIG溶接機を用い、溶接ワイヤ(30)が+極、被溶接材が−極となるように、溶接電源装置に接続した後、被溶接材との間にアークを発生させ、MIG溶接機のノズル(32)を、溶接速度:67cm/分(≒11mm/s)において、鋼材(12)の端面(16)部位に沿って相対移動せしめることにより、MIG溶接を行って、実施例1に係るMIG溶接継手を製造した。
【0062】
この際、下記表1に示されるように、1パルス当たりの溶滴数:1、溶接長1mm当たりのパルス数(パルス頻度):3.4回のスプレー移行となるように、直流の溶接パルス電流を流す一方、溶接ワイヤの中心線(X)が、鋼材(12)の上面側角部(20)に位置するように、即ち、L=0mmとなるように、ノズル(32)を配置し、そのノズル位置を保った状態で、鋼材(12)の端面(16)部位に沿って相対移動せしめた。
【0063】
その後、得られた実施例1に係るMIG溶接継手を用いて、その溶接部(18)に形成されたビードの表面リップル数の測定を行うと共に、接合状態の評価を行い、得られた結果を下記表1に示した。
【0064】
[表面リップル数の測定]
表面リップル数の測定は、コントレーサー(株式会社ミツトヨ製CV−3100)を用いて、溶接定常部の形状を測定し、1つの山部とそれに隣接する2つの谷部(凹部)との高低差のうちの何れか一方が、10μm以上となる場合に、その山部を1山として数えて、溶接長1cm当たりの表面リップル数を求めた。
【0065】
[接合状態の評価]
また、接合状態の評価を、次の評価基準で評価した。
○:溶接部(18)に、鋼材(12)とアルミニウム材(14)に跨るビードが連続的に形成されているもの
×:上記以外の、溶接部(18)のビードが不連続なもの、若しくはビードが鋼材(12)とアルミニウム材(14)に跨るように形成されていないもの。
【0066】
<実施例2〜83、比較例1〜83>
上記実施例1と同様に、鋼材(12)とAl材(14)として、下記表1〜表6に示される板材を準備した。また、各Al材のO材における引張強度は、何れも90MPa以上であった。そして、それらを、鋼材(12)の厚さ(t)が1mm以下の場合には、3mm以上の重ね代(W)、鋼材(12)の厚さ(t)が1mmを超える場合には、3t以上の重ね代(W)となるように、重ね合わせて固定した。
【0067】
次いで、下記表1〜表6に示される半径(r)と材質のアルミニウム合金からなる溶接ワイヤ(30)が装着されたMIG溶接機を用いて、溶接ワイヤ(30)側が+極となるように電流・電圧を印加して、被溶接材との間にスプレー移行となるアークを発生させ、MIG溶接機のノズル(32)を、下記表1〜表6に示される溶接速度(V)で、鋼材(12)の端面(16)部位に沿って相対移動せしめることにより、MIG溶接を行い、実施例2〜83及び比較例1〜83に係るMIG溶接継手を得た。なお、かかるMIG溶接操作において、溶接ワイヤ(30)の中心線(X)の距離(L)や、溶接速度(V)、1パルス当たりの溶滴数、パルス頻度は、それぞれ、下記表1〜表6に示される条件を採用した。
【0068】
そして、得られたMIG溶接継手を用いて、その溶接部(18)に形成されたビードの表面リップル数の測定を行うと共に、接合状態の評価を行い、得られた結果を、下記表1〜表6に示した。
【0069】
【表1】
【0070】
【表2】
【0071】
【表3】
【0072】
【表4】
【0073】
【表5】
【0074】
【表6】
【0075】
かかる表1〜3の結果から明らかなように、実施例1〜83に係るMIG溶接継手にあっては、溶接長1cm当たりの表面リップル数が5〜50山の範囲内とされていると共に、接合部の評価結果が、○となっており、鋼材端面にメッキ等の表面処理層(金属被覆層)の有無に拘わらず、鋼材とアルミニウム材とが良好に溶接されていることがわかる。
【0076】
一方、表4〜6の結果から明らかなように、比較例1〜83に係るMIG溶接継手にあっては、何れも、接合部の評価結果が、×となっている。
【0077】
また、実施例1〜83及び、下記条件(1)〜(6)を満たす比較例について、「(t/α)×V」に対して、「A」をプロットした。そして、得られたグラフを、図9に示した。ここにおいて、「A」をyとし、「(t/α)×V」をxとして考えると、下記式(I)は、y=x+L/rとなり、傾きが1で、切片がL/rの直線となる。かかるL/rは、上述のように、0≦L/r≦4の範囲とされる。更に、下記式(I)にて表されるAは、4.0≦A≦6.0の範囲とされる。従って、図9に示されるa〜dの4つの線で囲まれた範囲が、本発明で規定される条件を満たすこととなる。
A=L/r+(t/α)×V ・・・ (I)
条件(1) 0.50mm≦t≦2.0mm
(2) 0.6≦t/u≦0.8
(3) 0.4mm≦r≦0.8mm
(4) V>0cm/分
(5) 1パルスの溶滴数:1
(6) パルス頻度:0.5〜5回/mm
【0078】
図9のグラフからも明らかなように、○で示される実施例は、何れもa〜dの4つの線で囲まれた範囲(図9中、斜線の範囲)にある一方、●で示される比較例は、その範囲から外れたところに存在していることがわかる。従って、上記条件(1)〜(6)を満たしていても、L/rが0〜4の範囲内にないもの及び上記式(I)にて示されるAが4.0〜6.0の範囲にないものは、健全な溶接部が得られないことがわかる。
【図面の簡単な説明】
【0079】
【図1】本発明に従う鋼材とアルミニウム材のMIG溶接継手の一例を示す斜視説明図である。
【図2】図1におけるII−II断面説明図である。
【図3】図1における平面説明図である。
【図4】本発明手法に従って、鋼材とアルミニウム材のMIG溶接継手を製造する一工程を示す縦断面説明図であって、溶接されるべき鋼材とアルミニウム材を鋼材が上になるように互いに重ね合わせ、鋼材側からMIG溶接機のノズルを配置した状態を示している。
【図5】本発明手法に従って、鋼材とアルミニウム材のMIG溶接継手を製造する一工程を示す斜視説明図であって、溶接ワイヤから溶滴が移行する状態を示している。
【図6】本発明に従うMIG溶接手法において採用される直流の溶接パルス電流と電圧の波形の一例を示す説明図であって、直流パルス電流の波形を上方に示す一方、かかる溶接電流に対応する電圧の波形を下方に並べて示した。
【図7】本発明手法に従って、鋼材とアルミニウム材のMIG溶接継手を製造する工程を示す縦断面説明図であって、溶接されるべき鋼材として、端面に開先加工が施されたものが採用されている。
【図8】本発明手法に従って、鋼材とアルミニウム材のMIG溶接継手を製造する工程を示す縦断面説明図であって、MIG溶接機のノズルを鋼材の端面に対して傾けた状態で配置した状態を示している。
【図9】実施例において、上記式(I)の第2項である「(t/α)×V」に対して、「A」をプロットしたグラフである。
【符号の説明】
【0080】
10 MIG溶接継手 12 鋼材
13 上面 13′延長面
14 アルミニウム材 16 鋼材の端面
18 溶接部 20,20′ 上面側角部
22 アルミニウム材の端面 24 溶接金属
26,26′ 下面側角部 28 止端部
30 溶接ワイヤ 32 ノズル
34 先端開口部 36 イナートガス
38 コンタクトチップ 40 アーク
42 溶滴
X,X′:溶接ワイヤの中心線 Y:垂線
【特許請求の範囲】
【請求項1】
鋼材とアルミニウム材とを該鋼材が上になるようにして上下に重ね合わせ、かかる鋼材の端面部位に対してMIG溶接操作を施すことにより、それら鋼材とアルミニウム材のMIG溶接継手を製造する方法であって、
前記鋼材として、厚さ:tが、0.50〜2.0mmで、且つ前記アルミニウム材の厚さの0.6〜0.8倍であるものを用いると共に、
溶接ワイヤとして、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを用い、
かかる溶接ワイヤの中心線が、前記鋼材の端面における上面側角部を基点:0として、該基点:0から水平方向で該鋼材と前記アルミニウム材との重ね合わせ部とは反対側において4rの距離内に位置するように、該溶接ワイヤを配置した状態において、
下記式(I)にて示されるAが4.0〜6.0となるように、前記溶接ワイヤを前記鋼材の端面に沿って相対的に移動せしめると共に、
前記溶接ワイヤに対して、1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる直流の溶接パルス電流を流して、MIG溶接操作を実施することを特徴とする鋼材とアルミニウム材のMIG溶接継手の製造方法。
A=L/r+(t/α)×V ・・・ (I)
[式中、Lは基点:0から溶接ワイヤの中心線までの距離(mm)、rは溶接ワイヤの半径(mm)、tは鋼材の厚さ(mm)、αは係数(=21mm・cm/分)、及びVは溶接速度(cm/分)である。]
【請求項2】
前記鋼材が、表面処理の施されていない軟鋼、炭素鋼、高張力鋼、及びステンレス鋼のうちの何れかであることを特徴とする請求項1に記載の鋼材とアルミニウム材のMIG溶接継手の製造方法。
【請求項3】
前記鋼材が、溶融亜鉛メッキ鋼、合金化溶融亜鉛メッキ鋼、アルミニウム合金メッキ鋼、及び電気亜鉛メッキ鋼のうちの何れかであることを特徴とする請求項1又は請求項2に記載の鋼材とアルミニウム材のMIG溶接継手の製造方法。
【請求項4】
前記アルミニウム材として、そのO材における引張強度が90MPa以上であるものを用いることを特徴とする請求項1乃至請求項3の何れか1項に記載の鋼材とアルミニウム材のMIG溶接継手の製造方法。
【請求項5】
前記アルミニウム材が、5000系、6000系、及び7000系のアルミニウム合金材のうちの何れかであることを特徴とする請求項1乃至請求項4の何れか1項に記載の鋼材とアルミニウム材のMIG溶接継手の製造方法。
【請求項6】
鋼材とアルミニウム材とを重ね合わせ、かかる鋼材の端面部位に対して、4000系又は5000系のアルミニウム合金からなる溶接ワイヤを用いて、MIG溶接を施して得られる、鋼材とアルミニウム材のMIG溶接継手であって、
前記鋼材の厚さ:tが、0.50〜2.0mmであり、且つ前記アルミニウム材の厚さの0.6〜0.8倍であると共に、溶接部に、該鋼材と該アルミニウム材とに跨るように、10μm以上の高低差を有する表面リップルが、溶接長1cm当たり、5〜50山において形成されていることを特徴とする鋼材とアルミニウム材のMIG溶接継手。
【請求項1】
鋼材とアルミニウム材とを該鋼材が上になるようにして上下に重ね合わせ、かかる鋼材の端面部位に対してMIG溶接操作を施すことにより、それら鋼材とアルミニウム材のMIG溶接継手を製造する方法であって、
前記鋼材として、厚さ:tが、0.50〜2.0mmで、且つ前記アルミニウム材の厚さの0.6〜0.8倍であるものを用いると共に、
溶接ワイヤとして、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを用い、
かかる溶接ワイヤの中心線が、前記鋼材の端面における上面側角部を基点:0として、該基点:0から水平方向で該鋼材と前記アルミニウム材との重ね合わせ部とは反対側において4rの距離内に位置するように、該溶接ワイヤを配置した状態において、
下記式(I)にて示されるAが4.0〜6.0となるように、前記溶接ワイヤを前記鋼材の端面に沿って相対的に移動せしめると共に、
前記溶接ワイヤに対して、1パルス1溶滴のスプレー移行となり、且つパルス頻度が溶接長1mm当たり0.5〜5回となる直流の溶接パルス電流を流して、MIG溶接操作を実施することを特徴とする鋼材とアルミニウム材のMIG溶接継手の製造方法。
A=L/r+(t/α)×V ・・・ (I)
[式中、Lは基点:0から溶接ワイヤの中心線までの距離(mm)、rは溶接ワイヤの半径(mm)、tは鋼材の厚さ(mm)、αは係数(=21mm・cm/分)、及びVは溶接速度(cm/分)である。]
【請求項2】
前記鋼材が、表面処理の施されていない軟鋼、炭素鋼、高張力鋼、及びステンレス鋼のうちの何れかであることを特徴とする請求項1に記載の鋼材とアルミニウム材のMIG溶接継手の製造方法。
【請求項3】
前記鋼材が、溶融亜鉛メッキ鋼、合金化溶融亜鉛メッキ鋼、アルミニウム合金メッキ鋼、及び電気亜鉛メッキ鋼のうちの何れかであることを特徴とする請求項1又は請求項2に記載の鋼材とアルミニウム材のMIG溶接継手の製造方法。
【請求項4】
前記アルミニウム材として、そのO材における引張強度が90MPa以上であるものを用いることを特徴とする請求項1乃至請求項3の何れか1項に記載の鋼材とアルミニウム材のMIG溶接継手の製造方法。
【請求項5】
前記アルミニウム材が、5000系、6000系、及び7000系のアルミニウム合金材のうちの何れかであることを特徴とする請求項1乃至請求項4の何れか1項に記載の鋼材とアルミニウム材のMIG溶接継手の製造方法。
【請求項6】
鋼材とアルミニウム材とを重ね合わせ、かかる鋼材の端面部位に対して、4000系又は5000系のアルミニウム合金からなる溶接ワイヤを用いて、MIG溶接を施して得られる、鋼材とアルミニウム材のMIG溶接継手であって、
前記鋼材の厚さ:tが、0.50〜2.0mmであり、且つ前記アルミニウム材の厚さの0.6〜0.8倍であると共に、溶接部に、該鋼材と該アルミニウム材とに跨るように、10μm以上の高低差を有する表面リップルが、溶接長1cm当たり、5〜50山において形成されていることを特徴とする鋼材とアルミニウム材のMIG溶接継手。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−262198(P2009−262198A)
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願番号】特願2008−114968(P2008−114968)
【出願日】平成20年4月25日(2008.4.25)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【Fターム(参考)】
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願日】平成20年4月25日(2008.4.25)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【Fターム(参考)】
[ Back to top ]