
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積S1と外面溶接金属断面積S2が(1)式、(2)式、(3)式を満足するように溶接条件を設定する。0.40≦(S1+S2)/t2≦0.80 (1)、S1/t2≦0.35(2)S2/t2≦0.45(3)但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積S1と外面溶接金属断面積S2が(1)式、(2)式、(3)式を満足するように溶接条件を設定する。0.40≦(S1+S2)/t2≦0.80 (1)、S1/t2≦0.35(2)S2/t2≦0.45(3)但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼材のサブマージアーク溶接方法に関し、UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適なものに関する。
【背景技術】
【0002】
大径鋼管の造管溶接(シーム溶接)には二電極以上のサブマージアーク溶接が適用され、パイプ生産能率向上の観点から内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接とする、高能率な溶接施工がなされている(例えば特許文献1,2)。
【0003】
両面一層溶接では、内面溶接金属と外面溶接金属が重なり、未溶融部がないように十分な溶け込み深さを確保する必要があるため、1000A以上の大電流を適用して溶接を行うのが一般的であるが、溶接能率と欠陥の抑制を重視して、溶接入熱が高くなりすぎ、溶接部特に熱影響部の靭性が劣化する傾向にある。
【0004】
溶接部の高靭性化には、溶接入熱を低減するのが有効であるが、通常行われているシーム溶接の入熱に対して大幅に入熱を低減させなければ、その靭性向上効果は明確とならず、大幅に入熱を低減させると溶着量も減少するため開先断面積を溶着量減少分に合わせて減らす必要が生じる。そのため、さらなる深溶け込み溶接を行わなければ内外面の溶接金属は重ならず、溶け込み不足が生じる危険性が増大する。
【0005】
従って、溶接部の高靭性化は、投入入熱の大幅な低減と溶け込み深さの増大を両立させなければならず、従来より種々の提案がなされているがその達成は極めて困難である。
【0006】
例えば、上記特許文献2では電極径に応じて電流密度を高め、溶け込み深さを増大させるサブマージアーク溶接方法が提案されているが、最近の仕様に対しては、電流および電流密度が不十分で入熱の大幅な低減と溶け込み深さの増大の両立は困難である。
【0007】
特許文献3には高電流で更なる高電流密度でのサブマージアーク溶接方法が提案されており、アークエネルギーをできるだけ板厚方向に投入することにより、必要な溶け込み深さだけを確保し、鋼材幅方向の母材の溶解を抑制することで過剰な溶接入熱を省いて、入熱低減と深溶け込みの両立が図られている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−138266号公報
【特許文献2】特開平10−109171号公報
【特許文献3】特開2006−272377号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献3記載のサブマージアーク溶接方法では、入熱低減と深溶け込みが両立できるものの、鋼板表面でのビード幅が小さくなって鋼板表面から溶け込み先端までほぼ一様なビード幅になりやすく、即ち、Fusion Line(以下、FL)が板厚方向に向くため板厚方向への脆性破壊が進展しやすくなり、低入熱溶接にもかかわらず靭性値が低くなりやすいという問題があった。
【0010】
本発明は、鋼材を内外面からサブマージアーク溶接するに際し、低入熱で十分な溶け込みを得ながら内外面両方の溶接熱影響部で優れた靭性が得られる鋼材のサブマージアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、サブマージアーク溶接で種々の溶接条件を用いて鋼材の内外面溶接継手を作製し、溶接金属断面形状、溶接金属断面積および溶接熱影響部の靭性について調査した。
【0012】
その結果、板厚に応じて内外面の溶接金属断面積を適正に制御することで、十分な溶け込みを得ながら鋼板表面でのビード幅を広げ、内外面両方の溶接熱影響部(切欠位置FL)で優れた靭性が得られることを見出した。本発明は、得られた知見を基に更に検討を加えてなされたもので、その要旨は以下の通りである。
1.鋼材をサブマージアーク溶接で内外面一層溶接する際、内面溶接金属断面積S1と外面溶接金属断面積S2との和が(1)式を満足し、且つ内面溶接金属断面積S1は(2)式、外面溶接金属断面積S2は(3)式を満足することを特徴とする鋼材のサブマージアーク溶接方法。
0.40≦(S1+S2)/t2≦0.80 (1)
S1/t2≦0.35 (2)
S2/t2≦0.45 (3)
但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)
2.1に記載された溶接方法で作製された溶接継手。
【発明の効果】
【0013】
本発明によれば、鋼材の板厚に応じて、十分な溶け込みを得ながら内外面両方の溶接熱影響部で優れた靭性を有する溶接継手が得られ産業上極めて有用である。
【図面の簡単な説明】
【0014】
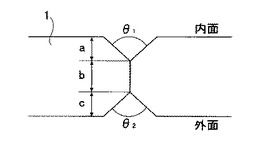
【図1】開先形状を説明する図。
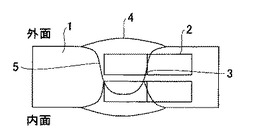
【図2】シャルピー衝撃試験片の採取位置を説明する図。
【発明を実施するための形態】
【0015】
本発明に係る鋼材のサブマージアーク溶接法では、鋼材の内面側と外面側を溶接する際、溶け込み不足が生じないように内面溶接金属断面積(S1)と外面溶接金属断面積(S2)との和が(1)式を満足するように溶接条件を選定する。
0.40≦(S1+S2)/t2≦0.80 (1)
但し、t:鋼材の板厚(mm)、S1:溶接方向に垂直な溶接部断面マクロにおける内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:溶接方向に垂直な溶接部断面マクロにおける外面溶接金属断面積(mm2)。
【0016】
内面溶接金属断面積(S1)と外面溶接金属断面積(S2)との和が0.40×t2を下回ると、内面溶接および/または外面溶接の溶込み深さが足りずに内面溶接金属と外面溶接金属とが重ならなくなり、健全な溶接ビードが得られなくなる。好適な範囲は0.40〜0.60の範囲である。
【0017】
更に、溶接入熱が過大にならないように、内面溶接金属断面積(S1)と外面溶接金属断面積(S2)が、(2)式および(3)式を満足するように溶接条件を選定する。
S1/t2≦0.35 (2)
S2/t2≦0.45 (3)
内面溶接金属断面積(S1)が0.35×t2を超えると、内面溶接において溶接入熱が過大となり、溶接熱影響部の靭性の劣化が問題となる。好適な範囲は0.20〜0.30の範囲である。なお、(2)式、(3)式より内面溶接金属断面積(S1)と外面溶接金属断面積(S2)との和は0.80×t2以下となる。
【0018】
同様に、外面溶接金属断面積(S2)が0.45×t2を超えると、外面溶接において溶接入熱が過大となり、溶接熱影響部の靭性の劣化が問題となる。好適な範囲は0.25〜0.40の範囲である。
【0019】
本発明を実施する際は、予め、本溶接と同じ板厚の試験材に種々の条件で溶接を行って、入熱と溶接金属断面積との関係を求めておき、S1、S2が(1)式、(2)式、(3)式を満足する溶接条件を選定する。なお、内面溶接金属と外面溶接金属が重なるように、先行極に高電流密度の溶接条件を適用することが望ましい。
【0020】
また、本発明は、上述した溶接方法で作製された溶接継手である。
【実施例】
【0021】
表1に示す化学成分を有する板厚28、33、38.1mmの鋼板に図1に示す開先形状の開先加工を施した後、表3に示す溶接条件で内外面1層溶接の多電極サブマージアーク溶接を施して溶接継手を作製した。表2に開先寸法を示す。
【0022】
作製した継手からシャルピー衝撃試験片(JISZ3111に規定する4号試験片)を採取し、JISZ2242の金属材料衝撃試験方法に準拠してシャルピー衝撃試験(切欠き位置:FL,試験温度:−30℃)を行い、吸収エネルギー(3本の平均値)を求めた。
【0023】
図2にシャルピー衝撃試験片2の採取位置を示す。溶接部4のFL5を切欠き位置として、ノッチ3が板厚方向と平行でかつ内面溶接および外面溶接のそれぞれについて、鋼板1の表面下7mmの位置がシャルピー衝撃試験片2の中心となるように採取した。表4にシャルピー衝撃試験の結果(上段:内面側、下段:外面側)および溶接金属断面形状の観察結果を示す。
【0024】
本発明例(条件No.1〜5)は、内外面一層溶接の溶接金属断面積を制御したので、充分な溶込み深さの健全な溶接ビードとなり、溶接熱影響部において優れた靭性を得ることが出来た。
【0025】
一方、比較例(条件No.8、9)は内外面一層溶接の溶接金属断面積の和が小さく(1)式を満足せず、溶込み不足が生じた。
【0026】
比較例(条件No.6)は内面溶接金属断面積が(2)式を満足せず、内面溶接熱影響部の靭性が劣化した。比較例(条件No.7)は外面溶接金属断面積が(3)式を満足せず、外面溶接熱影響部の靭性が劣化した。
【0027】
【表1】

【0028】
【表2】
【0029】
【表3】
【0030】
【表4】
【符号の説明】
【0031】
1 鋼板
2 シャルピー衝撃試験片
3 ノッチ
4 溶接部
5 FL
【技術分野】
【0001】
本発明は、鋼材のサブマージアーク溶接方法に関し、UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適なものに関する。
【背景技術】
【0002】
大径鋼管の造管溶接(シーム溶接)には二電極以上のサブマージアーク溶接が適用され、パイプ生産能率向上の観点から内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接とする、高能率な溶接施工がなされている(例えば特許文献1,2)。
【0003】
両面一層溶接では、内面溶接金属と外面溶接金属が重なり、未溶融部がないように十分な溶け込み深さを確保する必要があるため、1000A以上の大電流を適用して溶接を行うのが一般的であるが、溶接能率と欠陥の抑制を重視して、溶接入熱が高くなりすぎ、溶接部特に熱影響部の靭性が劣化する傾向にある。
【0004】
溶接部の高靭性化には、溶接入熱を低減するのが有効であるが、通常行われているシーム溶接の入熱に対して大幅に入熱を低減させなければ、その靭性向上効果は明確とならず、大幅に入熱を低減させると溶着量も減少するため開先断面積を溶着量減少分に合わせて減らす必要が生じる。そのため、さらなる深溶け込み溶接を行わなければ内外面の溶接金属は重ならず、溶け込み不足が生じる危険性が増大する。
【0005】
従って、溶接部の高靭性化は、投入入熱の大幅な低減と溶け込み深さの増大を両立させなければならず、従来より種々の提案がなされているがその達成は極めて困難である。
【0006】
例えば、上記特許文献2では電極径に応じて電流密度を高め、溶け込み深さを増大させるサブマージアーク溶接方法が提案されているが、最近の仕様に対しては、電流および電流密度が不十分で入熱の大幅な低減と溶け込み深さの増大の両立は困難である。
【0007】
特許文献3には高電流で更なる高電流密度でのサブマージアーク溶接方法が提案されており、アークエネルギーをできるだけ板厚方向に投入することにより、必要な溶け込み深さだけを確保し、鋼材幅方向の母材の溶解を抑制することで過剰な溶接入熱を省いて、入熱低減と深溶け込みの両立が図られている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−138266号公報
【特許文献2】特開平10−109171号公報
【特許文献3】特開2006−272377号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献3記載のサブマージアーク溶接方法では、入熱低減と深溶け込みが両立できるものの、鋼板表面でのビード幅が小さくなって鋼板表面から溶け込み先端までほぼ一様なビード幅になりやすく、即ち、Fusion Line(以下、FL)が板厚方向に向くため板厚方向への脆性破壊が進展しやすくなり、低入熱溶接にもかかわらず靭性値が低くなりやすいという問題があった。
【0010】
本発明は、鋼材を内外面からサブマージアーク溶接するに際し、低入熱で十分な溶け込みを得ながら内外面両方の溶接熱影響部で優れた靭性が得られる鋼材のサブマージアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、サブマージアーク溶接で種々の溶接条件を用いて鋼材の内外面溶接継手を作製し、溶接金属断面形状、溶接金属断面積および溶接熱影響部の靭性について調査した。
【0012】
その結果、板厚に応じて内外面の溶接金属断面積を適正に制御することで、十分な溶け込みを得ながら鋼板表面でのビード幅を広げ、内外面両方の溶接熱影響部(切欠位置FL)で優れた靭性が得られることを見出した。本発明は、得られた知見を基に更に検討を加えてなされたもので、その要旨は以下の通りである。
1.鋼材をサブマージアーク溶接で内外面一層溶接する際、内面溶接金属断面積S1と外面溶接金属断面積S2との和が(1)式を満足し、且つ内面溶接金属断面積S1は(2)式、外面溶接金属断面積S2は(3)式を満足することを特徴とする鋼材のサブマージアーク溶接方法。
0.40≦(S1+S2)/t2≦0.80 (1)
S1/t2≦0.35 (2)
S2/t2≦0.45 (3)
但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)
2.1に記載された溶接方法で作製された溶接継手。
【発明の効果】
【0013】
本発明によれば、鋼材の板厚に応じて、十分な溶け込みを得ながら内外面両方の溶接熱影響部で優れた靭性を有する溶接継手が得られ産業上極めて有用である。
【図面の簡単な説明】
【0014】
【図1】開先形状を説明する図。
【図2】シャルピー衝撃試験片の採取位置を説明する図。
【発明を実施するための形態】
【0015】
本発明に係る鋼材のサブマージアーク溶接法では、鋼材の内面側と外面側を溶接する際、溶け込み不足が生じないように内面溶接金属断面積(S1)と外面溶接金属断面積(S2)との和が(1)式を満足するように溶接条件を選定する。
0.40≦(S1+S2)/t2≦0.80 (1)
但し、t:鋼材の板厚(mm)、S1:溶接方向に垂直な溶接部断面マクロにおける内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:溶接方向に垂直な溶接部断面マクロにおける外面溶接金属断面積(mm2)。
【0016】
内面溶接金属断面積(S1)と外面溶接金属断面積(S2)との和が0.40×t2を下回ると、内面溶接および/または外面溶接の溶込み深さが足りずに内面溶接金属と外面溶接金属とが重ならなくなり、健全な溶接ビードが得られなくなる。好適な範囲は0.40〜0.60の範囲である。
【0017】
更に、溶接入熱が過大にならないように、内面溶接金属断面積(S1)と外面溶接金属断面積(S2)が、(2)式および(3)式を満足するように溶接条件を選定する。
S1/t2≦0.35 (2)
S2/t2≦0.45 (3)
内面溶接金属断面積(S1)が0.35×t2を超えると、内面溶接において溶接入熱が過大となり、溶接熱影響部の靭性の劣化が問題となる。好適な範囲は0.20〜0.30の範囲である。なお、(2)式、(3)式より内面溶接金属断面積(S1)と外面溶接金属断面積(S2)との和は0.80×t2以下となる。
【0018】
同様に、外面溶接金属断面積(S2)が0.45×t2を超えると、外面溶接において溶接入熱が過大となり、溶接熱影響部の靭性の劣化が問題となる。好適な範囲は0.25〜0.40の範囲である。
【0019】
本発明を実施する際は、予め、本溶接と同じ板厚の試験材に種々の条件で溶接を行って、入熱と溶接金属断面積との関係を求めておき、S1、S2が(1)式、(2)式、(3)式を満足する溶接条件を選定する。なお、内面溶接金属と外面溶接金属が重なるように、先行極に高電流密度の溶接条件を適用することが望ましい。
【0020】
また、本発明は、上述した溶接方法で作製された溶接継手である。
【実施例】
【0021】
表1に示す化学成分を有する板厚28、33、38.1mmの鋼板に図1に示す開先形状の開先加工を施した後、表3に示す溶接条件で内外面1層溶接の多電極サブマージアーク溶接を施して溶接継手を作製した。表2に開先寸法を示す。
【0022】
作製した継手からシャルピー衝撃試験片(JISZ3111に規定する4号試験片)を採取し、JISZ2242の金属材料衝撃試験方法に準拠してシャルピー衝撃試験(切欠き位置:FL,試験温度:−30℃)を行い、吸収エネルギー(3本の平均値)を求めた。
【0023】
図2にシャルピー衝撃試験片2の採取位置を示す。溶接部4のFL5を切欠き位置として、ノッチ3が板厚方向と平行でかつ内面溶接および外面溶接のそれぞれについて、鋼板1の表面下7mmの位置がシャルピー衝撃試験片2の中心となるように採取した。表4にシャルピー衝撃試験の結果(上段:内面側、下段:外面側)および溶接金属断面形状の観察結果を示す。
【0024】
本発明例(条件No.1〜5)は、内外面一層溶接の溶接金属断面積を制御したので、充分な溶込み深さの健全な溶接ビードとなり、溶接熱影響部において優れた靭性を得ることが出来た。
【0025】
一方、比較例(条件No.8、9)は内外面一層溶接の溶接金属断面積の和が小さく(1)式を満足せず、溶込み不足が生じた。
【0026】
比較例(条件No.6)は内面溶接金属断面積が(2)式を満足せず、内面溶接熱影響部の靭性が劣化した。比較例(条件No.7)は外面溶接金属断面積が(3)式を満足せず、外面溶接熱影響部の靭性が劣化した。
【0027】
【表1】
【0028】
【表2】
【0029】
【表3】
【0030】
【表4】
【符号の説明】
【0031】
1 鋼板
2 シャルピー衝撃試験片
3 ノッチ
4 溶接部
5 FL
【特許請求の範囲】
【請求項1】
鋼材をサブマージアーク溶接で内外面一層溶接する際、内面溶接金属断面積S1と外面溶接金属断面積S2との和が(1)式を満足し、且つ内面溶接金属断面積S1は(2)式、外面溶接金属断面積S2は(3)式を満足することを特徴とする鋼材のサブマージアーク溶接方法。
0.40≦(S1+S2)/t2≦0.80 (1)
S1/t2≦0.35 (2)
S2/t2≦0.45 (3)
但し、t:鋼材の板厚(mm)、S1:溶接方向に垂直に切断したときの内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:溶接方向に垂直に切断したときの外面溶接金属断面積(mm2)
【請求項2】
請求項1に記載された溶接方法で作製された溶接継手。
【請求項1】
鋼材をサブマージアーク溶接で内外面一層溶接する際、内面溶接金属断面積S1と外面溶接金属断面積S2との和が(1)式を満足し、且つ内面溶接金属断面積S1は(2)式、外面溶接金属断面積S2は(3)式を満足することを特徴とする鋼材のサブマージアーク溶接方法。
0.40≦(S1+S2)/t2≦0.80 (1)
S1/t2≦0.35 (2)
S2/t2≦0.45 (3)
但し、t:鋼材の板厚(mm)、S1:溶接方向に垂直に切断したときの内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:溶接方向に垂直に切断したときの外面溶接金属断面積(mm2)
【請求項2】
請求項1に記載された溶接方法で作製された溶接継手。
【図1】

【図2】
【図2】
【公開番号】特開2010−274275(P2010−274275A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−127170(P2009−127170)
【出願日】平成21年5月27日(2009.5.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月27日(2009.5.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]