
鋼材の多電極サブマージアーク溶接方法
【課題】母材の板厚が10〜50mmの、UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】鋼材を3電極以上の多電極でサブマージアーク溶接するにあたり、第1電極への給電に直流電源を用いて、第1電極による溶接は、電流密度250A/mm2以上、好ましくはワイヤ径3.2mm、溶接電流1000A以上、で行い、第2電極による溶接は、電流密度150A/mm2以上、好ましくは溶接電流600A以上で行い、電極間距離は1つが前記鋼材表面位置において23mm以上、残りの電極間距離は20mm以下とする。
【解決手段】鋼材を3電極以上の多電極でサブマージアーク溶接するにあたり、第1電極への給電に直流電源を用いて、第1電極による溶接は、電流密度250A/mm2以上、好ましくはワイヤ径3.2mm、溶接電流1000A以上、で行い、第2電極による溶接は、電流密度150A/mm2以上、好ましくは溶接電流600A以上で行い、電極間距離は1つが前記鋼材表面位置において23mm以上、残りの電極間距離は20mm以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼材の多電極サブマージアーク溶接方法に関し、詳しくは、母材の板厚が10〜50mmの、UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適なものに関する。
【背景技術】
【0002】
大径鋼管のシーム溶接には、3電極以上の多電極サブマージアーク溶接で、内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接が一般的に用いられている。
【0003】
両面一層溶接は高能率な溶接施工法であるが、内面溶接金属と外面溶接金属が重なり、未溶融部がないように十分な溶け込み深さを確保する必要があり、大電流を適用して溶接を行うのが一般的である。
【0004】
しかしながら、入熱を増大させた場合は溶接熱影響部組織が粗大化して靭性劣化が生じ、入熱を低減した場合はスラグ巻き込み等の溶接欠陥が増加するため、低入熱であっても溶接欠陥の発生防止に優れる、大径鋼管のシーム溶接法が提案されている。
【0005】
特許文献1は、多電極サウマージアーク溶接法に関し、十分な溶け込み深さと良好なビード形状を得るために最後行電極に太径のワイヤーを使用してビード形状を整え、先行電極では直流電源を使用し、細径のワイヤーによって電流密度を増大することで溶け込み深さを得る方法が開示されている。
【0006】
しかしながら、特許文献1記載の方法では溶け込み深さが得られ、ビード表面の形状は良好になるものの、先行電極で深く掘り下げた溶接金属の底部からスラグが十分に浮上せず、欠陥として残留する場合が指摘されている。
【0007】
特許文献2は大径鋼管の造管溶接法に関し、内面側溶接を小入熱の多電極サブマージアーク溶接で行い、外面側溶接をガスメタルアーク溶接とサブマージアーク溶接による多層盛り溶接にて欠陥の抑制や形状を確保しつつ高性能な溶接部特性を持つ継手の作製方法が記載されている。
【0008】
しかしながら、特許文献2記載の溶接法は、内面側溶接を小入熱溶接とし、外面側溶接を2層盛り溶接とする必要があるため、能率が極めて低く、実操業には適用しがたい。
【特許文献1】特開昭52−82652号公報
【特許文献2】特開昭58−32583号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述したように、実用に耐えうる、低入熱であっても溶接欠陥の発生防止に優れる、大径鋼管のシーム溶接法は十分完成されているとは言い難く、実操業においては、高能率でかつ欠陥のない健全な溶接部を得るため、大電流大入熱のシーム溶接が実施されているのが現状である。
【0010】
その結果、APIX120の実機化など最近のラインパイプの高強度化に伴い、溶接金属や溶接熱影響部で良好な靭性の確保が困難となりつつある。
【0011】
そこで、本発明は、上記問題点に鑑み、従来どおりの溶け込みを確保しながら溶接入熱を低減し、さらには溶接欠陥の発生を抑制する鋼材の多電極サブマージアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、既に、3電極以上の多電極サブマージアーク溶接の場合、溶接部において溶け込み深さを得るために細径のワイヤーを用いて電流および電流密度(=電流/ワイヤ断面積)を高めることが効果的であることを明らかにしている(例えば、特開2006−272377号公報)。電流および電流密度の増大によってアークの集中による母材へのガウジング力が強くなることが要因であり、特に先行する1,2電極の電流値と電流密度が一定値以上で効果が最大になる。
【0013】
しかしながら、電流および電流密度の増大によって深溶け込みは得られるものの、溶け込みが深いために、溶接金属内で起きているスラグメタル反応で生成したスラグの浮上が十分でなく、欠陥の発生率が増加する傾向が認められた。
【0014】
そこで、本発明者等は、上記課題を解決すべく鋭意検討し、以下の知見を得た。
(1)電流密度を高めて深溶け込みを得る場合、強いアーク力によって、多電極で形成される溶融池内に強いメタルの流れが発生し、その乱流が凝固時のスラグ巻き込みの原因となる。
【0015】
(2)先行の2極に高い電流および電流密度を適用して、溶融池を1プールではなく、セミ1プールとした場合、溶融池の強い流れが安定となり、凝固時のスラグ巻き込みが防止される。
【0016】
(3)さらには、アーク力で母材をガウジングする際に後行極から押し出されるメタルによって溶け込み量が減少する場合についてもセミ1プールにすることで安定的に溶け込み深さを確保できる。
【0017】
本発明は上記知見を基に更に検討を加えてなされたもので、すなわち、本発明は、
1.鋼材を3電極以上の多電極でサブマージアーク溶接するにあたり、第1電極への給電に直流電源を用いて、第1電極の電流密度を250A/mm2以上とし、第2電極の電流密度を150A/mm2以上とし、1つの電極間距離が前記鋼材表面位置において23mm以上、残りの電極間距離は20mm以下とすることを特徴とする鋼材の多電極サブマージアーク溶接方法。
2.第1電極の電流を1000A以上、第2電極の電流を600A以上で行うことを特徴とする請求項1記載の鋼材の多電極サブマージアーク溶接方法。
3.第1電極による溶接を、ワイヤ径3.2mm以下で行うことを特徴とする1または2記載の鋼材の多電極サブマージアーク溶接方法。
4.鋼材の内面と外面の夫々を、1乃至3のいずれか一つに記載の多電極サブマージアーク溶接で、一層盛り溶接することを特徴とする鋼材の多電極サブマージアーク溶接方法。
【発明の効果】
【0018】
本発明によれば、従来どおりの溶け込みを確保しながら溶接入熱を低減し、さらには溶接欠陥の発生を抑制する多電極サブマージアーク溶接方法が得られるので、シーム溶接部の靭性に優れるAPIX100以上の高強度鋼管が生産性良く製造可能となり産業上極めて有用である。
【発明を実施するための最良の形態】
【0019】
以下、本発明の要件限定理由について説明する。
[溶接電源]
本発明では、3電極以上の多電極サブマージアーク溶接法において、第1電極への給電に直流電源を用いる。極性は、正極性、逆極性のいずれでも良く特に規定しない。
【0020】
第1電極への給電に直流電源を用いた場合、小入熱であっても十分な溶け込み深さが得られる。第2電極以降は、互いのアークが干渉しないように交流電源を用いることが望ましい。
[溶接電流]
第1電極による溶接は、電流密度250A/mm2以上で行い、第2電極による溶接は、電流密度150A/mm2以上で行う。
【0021】
3電極以上の多電極サブマージアーク溶接の場合、第1電極および第2電極による溶け込みが溶接部の溶け込み形状に与える影響が大きいので、両者の電流密度(=溶接電流/ワイヤ断面積)を規定する。
【0022】
第1電極の電流密度250A/mm2未満で、第2電極の電流密度150A/mm2未満の場合、アークエネルギーの密度が不十分で、鋼材厚さ方向への十分な溶け込みを得ることができない。
【0023】
また、こうした高電流密度溶接を行うためには、ワイヤ径を細くする必要があり、前記電流密度を得るためにはワイヤ径を3.2mm以下、好ましくは2.4mm以下とし、第1電極の溶接電流は1000A以上、第2電極の溶接電流は600A以上とすることが望ましい。
【0024】
溶接電流の増加に伴い、ワイヤ送給速度を早くすることが必要である。その結果、ワイヤ送給装置に負担がかかるようになり、安定したワイヤーの送給が困難となるため、溶接電流の上限は使用する溶接機のワイヤ送給装置の能力に応じて適宜選定する。
【0025】
[電極間距離]
本発明では複数の電極間距離(隣接するワイヤの中心間距離)の一つを前記鋼材表面位置において23mm以上、残りの電極間では20mm以下とする。例えば、4電極の場合、3つの電極間距離の一つが23mm以上で、残りの2つが20mm以下であれば良く、23mm以上とする電極間距離は第1電極ー第2電極間、第2電極ー第3電極間、第3電極ー第4電極間、のいずれであっても良い
先行電極は極めてエネルギー密度の高い溶接を行うものであるため、アーク圧力が高く、アーク後方の溶融金属が激しく後方に流れ、溶融池を振動させてスラグや開先表面の残留物を巻き込んで欠陥を生じたりする。
【0026】
そこで、本発明は、溶融池内において溶融金属が底面に沿って緩やかに流れるように、溶融池の形状を、溶融池の底面の一部が縊れて浅くなった、セミ1プールとする。セミ1プールとは前後2つの溶融池が、連結した略ひょうたん状の形状を指す。
【0027】
そのため、3電極以上の多電極間において鋼材表面位置での電極間距離の1つが23mm以上でありかつ残りの電極間距離を20mm以下とする。セミ1プールの溶融池が得られ、深い溶け込みを確保しつつ欠陥の発生を抑制することが可能である。
【0028】
すべての極間の距離が23mm未満の場合は、溶融池はその底面が円弧状となり欠陥が発生しやすく、しかも後行極からのメタルの流れによってかえって溶け込み深さを小さくする恐れがある。
【0029】
一方、2つ以上の電極間距離が23mm以上の場合は溶融池が大きくなりすぎ、溶接金属底部の凝固速度が速くなりすぎるために、欠陥が著しく増加する。
【0030】
本発明によれば、造管入熱の小さな深い溶け込み形状のビードが得られ、欠陥の発生も従来以下であることから、特には厚肉で高靭性が要求される、高強度鋼管のシーム溶接部などに有効な溶接方法である。
【0031】
すなわち、高靭性を得るために入熱を低減することで、欠陥の発生が増大することによる歩留まりの低下や、鋼材を低成分で造り込まなければならないために、製造能率が極めて悪い加工熱処理を余儀なくされていたが、本発明により容易に高強度・高靭性の厚肉材の製造が可能となった。
【0032】
尚、本発明をUOE鋼管のシーム溶接(両面一層盛り溶接)に用いる場合、内面、外面のいずれか一面側だけに適用した場合には、本発明の効果(深溶け込み溶接が可能になる効果)が発現しにくいので、両面側に適用するのが好ましい。
【実施例】
【0033】
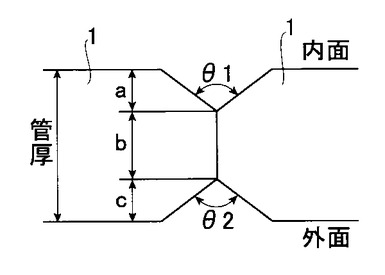
表1に示す化学成分と機械的性質の鋼板を用いて、通常の工程によりUOE鋼管を作成した。シーム溶接の開先形状は図1に示すものとし、表2に示す寸法形状とした。
【0034】
シーム溶接は3電極サブマージアーク溶接と4電極サブマージアーク溶接で、内外面溶接をおこなった。
【0035】
表3に3電極サブマージアーク溶接の溶接条件と溶接欠陥の有無とビード外観の目視結果を、表4、5に4電極サブマージアーク溶接の溶接条件と溶接欠陥の有無とビード外観の目視結果を示す。溶接欠陥の有無と溶け込み状況の確認は、X線検査により行った。
【0036】
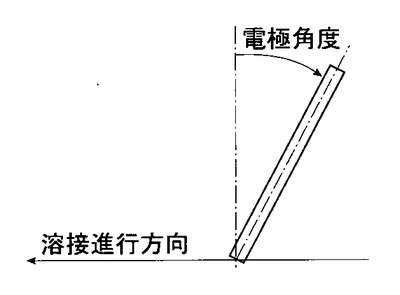
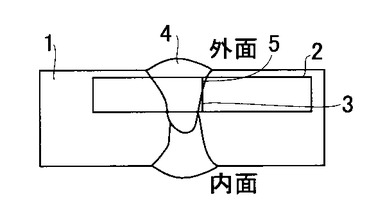
尚、表中の電極角度を図2に示す。図3は表中のUOE鋼管1のFL靭性(vTrs)を求めたシャルピー衝撃試験の試験片2の採取位置を示し、Final側(外面側)の溶接部4のBOND5を切欠き位置3とした。
【0037】
3電極サブマージアーク溶接、4電極サブマージアーク溶接ともに本発明例では、スラグ巻き込みや溶け込み不足のない良好な溶接部が得られた。
【0038】
一方、電極間距離および/または第1、2電極の電流密度が本発明範囲外となる比較例では、スラグ巻き込みや溶け込み不足が観察された。
【0039】
【表1】

【0040】
【表2】
【0041】
【表3】
【0042】
【表4】
【0043】
【表5】
【図面の簡単な説明】
【0044】
【図1】開先形状を示す断面図。
【図2】電極角度を説明する図。
【図3】シャルピー衝撃試験片採取位置を示す断面図。
【符号の説明】
【0045】
1 UOE鋼管
2 試験片
3 切欠き位置
4 溶接部
5 BOND
【技術分野】
【0001】
本発明は、鋼材の多電極サブマージアーク溶接方法に関し、詳しくは、母材の板厚が10〜50mmの、UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適なものに関する。
【背景技術】
【0002】
大径鋼管のシーム溶接には、3電極以上の多電極サブマージアーク溶接で、内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接が一般的に用いられている。
【0003】
両面一層溶接は高能率な溶接施工法であるが、内面溶接金属と外面溶接金属が重なり、未溶融部がないように十分な溶け込み深さを確保する必要があり、大電流を適用して溶接を行うのが一般的である。
【0004】
しかしながら、入熱を増大させた場合は溶接熱影響部組織が粗大化して靭性劣化が生じ、入熱を低減した場合はスラグ巻き込み等の溶接欠陥が増加するため、低入熱であっても溶接欠陥の発生防止に優れる、大径鋼管のシーム溶接法が提案されている。
【0005】
特許文献1は、多電極サウマージアーク溶接法に関し、十分な溶け込み深さと良好なビード形状を得るために最後行電極に太径のワイヤーを使用してビード形状を整え、先行電極では直流電源を使用し、細径のワイヤーによって電流密度を増大することで溶け込み深さを得る方法が開示されている。
【0006】
しかしながら、特許文献1記載の方法では溶け込み深さが得られ、ビード表面の形状は良好になるものの、先行電極で深く掘り下げた溶接金属の底部からスラグが十分に浮上せず、欠陥として残留する場合が指摘されている。
【0007】
特許文献2は大径鋼管の造管溶接法に関し、内面側溶接を小入熱の多電極サブマージアーク溶接で行い、外面側溶接をガスメタルアーク溶接とサブマージアーク溶接による多層盛り溶接にて欠陥の抑制や形状を確保しつつ高性能な溶接部特性を持つ継手の作製方法が記載されている。
【0008】
しかしながら、特許文献2記載の溶接法は、内面側溶接を小入熱溶接とし、外面側溶接を2層盛り溶接とする必要があるため、能率が極めて低く、実操業には適用しがたい。
【特許文献1】特開昭52−82652号公報
【特許文献2】特開昭58−32583号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述したように、実用に耐えうる、低入熱であっても溶接欠陥の発生防止に優れる、大径鋼管のシーム溶接法は十分完成されているとは言い難く、実操業においては、高能率でかつ欠陥のない健全な溶接部を得るため、大電流大入熱のシーム溶接が実施されているのが現状である。
【0010】
その結果、APIX120の実機化など最近のラインパイプの高強度化に伴い、溶接金属や溶接熱影響部で良好な靭性の確保が困難となりつつある。
【0011】
そこで、本発明は、上記問題点に鑑み、従来どおりの溶け込みを確保しながら溶接入熱を低減し、さらには溶接欠陥の発生を抑制する鋼材の多電極サブマージアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、既に、3電極以上の多電極サブマージアーク溶接の場合、溶接部において溶け込み深さを得るために細径のワイヤーを用いて電流および電流密度(=電流/ワイヤ断面積)を高めることが効果的であることを明らかにしている(例えば、特開2006−272377号公報)。電流および電流密度の増大によってアークの集中による母材へのガウジング力が強くなることが要因であり、特に先行する1,2電極の電流値と電流密度が一定値以上で効果が最大になる。
【0013】
しかしながら、電流および電流密度の増大によって深溶け込みは得られるものの、溶け込みが深いために、溶接金属内で起きているスラグメタル反応で生成したスラグの浮上が十分でなく、欠陥の発生率が増加する傾向が認められた。
【0014】
そこで、本発明者等は、上記課題を解決すべく鋭意検討し、以下の知見を得た。
(1)電流密度を高めて深溶け込みを得る場合、強いアーク力によって、多電極で形成される溶融池内に強いメタルの流れが発生し、その乱流が凝固時のスラグ巻き込みの原因となる。
【0015】
(2)先行の2極に高い電流および電流密度を適用して、溶融池を1プールではなく、セミ1プールとした場合、溶融池の強い流れが安定となり、凝固時のスラグ巻き込みが防止される。
【0016】
(3)さらには、アーク力で母材をガウジングする際に後行極から押し出されるメタルによって溶け込み量が減少する場合についてもセミ1プールにすることで安定的に溶け込み深さを確保できる。
【0017】
本発明は上記知見を基に更に検討を加えてなされたもので、すなわち、本発明は、
1.鋼材を3電極以上の多電極でサブマージアーク溶接するにあたり、第1電極への給電に直流電源を用いて、第1電極の電流密度を250A/mm2以上とし、第2電極の電流密度を150A/mm2以上とし、1つの電極間距離が前記鋼材表面位置において23mm以上、残りの電極間距離は20mm以下とすることを特徴とする鋼材の多電極サブマージアーク溶接方法。
2.第1電極の電流を1000A以上、第2電極の電流を600A以上で行うことを特徴とする請求項1記載の鋼材の多電極サブマージアーク溶接方法。
3.第1電極による溶接を、ワイヤ径3.2mm以下で行うことを特徴とする1または2記載の鋼材の多電極サブマージアーク溶接方法。
4.鋼材の内面と外面の夫々を、1乃至3のいずれか一つに記載の多電極サブマージアーク溶接で、一層盛り溶接することを特徴とする鋼材の多電極サブマージアーク溶接方法。
【発明の効果】
【0018】
本発明によれば、従来どおりの溶け込みを確保しながら溶接入熱を低減し、さらには溶接欠陥の発生を抑制する多電極サブマージアーク溶接方法が得られるので、シーム溶接部の靭性に優れるAPIX100以上の高強度鋼管が生産性良く製造可能となり産業上極めて有用である。
【発明を実施するための最良の形態】
【0019】
以下、本発明の要件限定理由について説明する。
[溶接電源]
本発明では、3電極以上の多電極サブマージアーク溶接法において、第1電極への給電に直流電源を用いる。極性は、正極性、逆極性のいずれでも良く特に規定しない。
【0020】
第1電極への給電に直流電源を用いた場合、小入熱であっても十分な溶け込み深さが得られる。第2電極以降は、互いのアークが干渉しないように交流電源を用いることが望ましい。
[溶接電流]
第1電極による溶接は、電流密度250A/mm2以上で行い、第2電極による溶接は、電流密度150A/mm2以上で行う。
【0021】
3電極以上の多電極サブマージアーク溶接の場合、第1電極および第2電極による溶け込みが溶接部の溶け込み形状に与える影響が大きいので、両者の電流密度(=溶接電流/ワイヤ断面積)を規定する。
【0022】
第1電極の電流密度250A/mm2未満で、第2電極の電流密度150A/mm2未満の場合、アークエネルギーの密度が不十分で、鋼材厚さ方向への十分な溶け込みを得ることができない。
【0023】
また、こうした高電流密度溶接を行うためには、ワイヤ径を細くする必要があり、前記電流密度を得るためにはワイヤ径を3.2mm以下、好ましくは2.4mm以下とし、第1電極の溶接電流は1000A以上、第2電極の溶接電流は600A以上とすることが望ましい。
【0024】
溶接電流の増加に伴い、ワイヤ送給速度を早くすることが必要である。その結果、ワイヤ送給装置に負担がかかるようになり、安定したワイヤーの送給が困難となるため、溶接電流の上限は使用する溶接機のワイヤ送給装置の能力に応じて適宜選定する。
【0025】
[電極間距離]
本発明では複数の電極間距離(隣接するワイヤの中心間距離)の一つを前記鋼材表面位置において23mm以上、残りの電極間では20mm以下とする。例えば、4電極の場合、3つの電極間距離の一つが23mm以上で、残りの2つが20mm以下であれば良く、23mm以上とする電極間距離は第1電極ー第2電極間、第2電極ー第3電極間、第3電極ー第4電極間、のいずれであっても良い
先行電極は極めてエネルギー密度の高い溶接を行うものであるため、アーク圧力が高く、アーク後方の溶融金属が激しく後方に流れ、溶融池を振動させてスラグや開先表面の残留物を巻き込んで欠陥を生じたりする。
【0026】
そこで、本発明は、溶融池内において溶融金属が底面に沿って緩やかに流れるように、溶融池の形状を、溶融池の底面の一部が縊れて浅くなった、セミ1プールとする。セミ1プールとは前後2つの溶融池が、連結した略ひょうたん状の形状を指す。
【0027】
そのため、3電極以上の多電極間において鋼材表面位置での電極間距離の1つが23mm以上でありかつ残りの電極間距離を20mm以下とする。セミ1プールの溶融池が得られ、深い溶け込みを確保しつつ欠陥の発生を抑制することが可能である。
【0028】
すべての極間の距離が23mm未満の場合は、溶融池はその底面が円弧状となり欠陥が発生しやすく、しかも後行極からのメタルの流れによってかえって溶け込み深さを小さくする恐れがある。
【0029】
一方、2つ以上の電極間距離が23mm以上の場合は溶融池が大きくなりすぎ、溶接金属底部の凝固速度が速くなりすぎるために、欠陥が著しく増加する。
【0030】
本発明によれば、造管入熱の小さな深い溶け込み形状のビードが得られ、欠陥の発生も従来以下であることから、特には厚肉で高靭性が要求される、高強度鋼管のシーム溶接部などに有効な溶接方法である。
【0031】
すなわち、高靭性を得るために入熱を低減することで、欠陥の発生が増大することによる歩留まりの低下や、鋼材を低成分で造り込まなければならないために、製造能率が極めて悪い加工熱処理を余儀なくされていたが、本発明により容易に高強度・高靭性の厚肉材の製造が可能となった。
【0032】
尚、本発明をUOE鋼管のシーム溶接(両面一層盛り溶接)に用いる場合、内面、外面のいずれか一面側だけに適用した場合には、本発明の効果(深溶け込み溶接が可能になる効果)が発現しにくいので、両面側に適用するのが好ましい。
【実施例】
【0033】
表1に示す化学成分と機械的性質の鋼板を用いて、通常の工程によりUOE鋼管を作成した。シーム溶接の開先形状は図1に示すものとし、表2に示す寸法形状とした。
【0034】
シーム溶接は3電極サブマージアーク溶接と4電極サブマージアーク溶接で、内外面溶接をおこなった。
【0035】
表3に3電極サブマージアーク溶接の溶接条件と溶接欠陥の有無とビード外観の目視結果を、表4、5に4電極サブマージアーク溶接の溶接条件と溶接欠陥の有無とビード外観の目視結果を示す。溶接欠陥の有無と溶け込み状況の確認は、X線検査により行った。
【0036】
尚、表中の電極角度を図2に示す。図3は表中のUOE鋼管1のFL靭性(vTrs)を求めたシャルピー衝撃試験の試験片2の採取位置を示し、Final側(外面側)の溶接部4のBOND5を切欠き位置3とした。
【0037】
3電極サブマージアーク溶接、4電極サブマージアーク溶接ともに本発明例では、スラグ巻き込みや溶け込み不足のない良好な溶接部が得られた。
【0038】
一方、電極間距離および/または第1、2電極の電流密度が本発明範囲外となる比較例では、スラグ巻き込みや溶け込み不足が観察された。
【0039】
【表1】
【0040】
【表2】
【0041】
【表3】
【0042】
【表4】
【0043】
【表5】
【図面の簡単な説明】
【0044】
【図1】開先形状を示す断面図。
【図2】電極角度を説明する図。
【図3】シャルピー衝撃試験片採取位置を示す断面図。
【符号の説明】
【0045】
1 UOE鋼管
2 試験片
3 切欠き位置
4 溶接部
5 BOND
【特許請求の範囲】
【請求項1】
鋼材を3電極以上の多電極でサブマージアーク溶接するにあたり、第1電極への給電に直流電源を用いて、第1電極の電流密度を250A/mm2以上とし、第2電極の電流密度を150A/mm2以上とし、1つの電極間距離が前記鋼材表面位置において23mm以上、残りの電極間距離は20mm以下とすることを特徴とする鋼材の多電極サブマージアーク溶接方法。
【請求項2】
第1電極の電流を1000A以上、第2電極の電流を600A以上で行うことを特徴とする請求項1記載の鋼材の多電極サブマージアーク溶接方法。
【請求項3】
第1電極による溶接を、ワイヤ径3.2mm以下で行うことを特徴とする請求項1または2記載の鋼材の多電極サブマージアーク溶接方法。
【請求項4】
鋼材の内面と外面の夫々を、請求項1乃至3のいずれか一つに記載の多電極サブマージアーク溶接で、一層盛り溶接することを特徴とする鋼材の多電極サブマージアーク溶接方法。
【請求項1】
鋼材を3電極以上の多電極でサブマージアーク溶接するにあたり、第1電極への給電に直流電源を用いて、第1電極の電流密度を250A/mm2以上とし、第2電極の電流密度を150A/mm2以上とし、1つの電極間距離が前記鋼材表面位置において23mm以上、残りの電極間距離は20mm以下とすることを特徴とする鋼材の多電極サブマージアーク溶接方法。
【請求項2】
第1電極の電流を1000A以上、第2電極の電流を600A以上で行うことを特徴とする請求項1記載の鋼材の多電極サブマージアーク溶接方法。
【請求項3】
第1電極による溶接を、ワイヤ径3.2mm以下で行うことを特徴とする請求項1または2記載の鋼材の多電極サブマージアーク溶接方法。
【請求項4】
鋼材の内面と外面の夫々を、請求項1乃至3のいずれか一つに記載の多電極サブマージアーク溶接で、一層盛り溶接することを特徴とする鋼材の多電極サブマージアーク溶接方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−195957(P2009−195957A)
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願番号】特願2008−40842(P2008−40842)
【出願日】平成20年2月22日(2008.2.22)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願日】平成20年2月22日(2008.2.22)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]