
鋼板のオンライン品質管理方法
【課題】歩留・操業能率の低下を招くことなく、オンラインセンサの測定精度調整を行うことができる、鋼板のオンライン品質管理方法を提供することを課題とする。
【解決手段】製造工程中の鋼板から、打抜き装置を用いて走間でサンプル採取を行う採取位置を、鋼板の長手および幅方向の位置として決定するサンプル採取位置決定ステップと、鋼板の幅方向にトラバースしながら鋼板の品質特性を測定するオンラインセンサを、採取位置に移動させて測定を行なうオンライン測定ステップと、走間中の鋼板から採取位置でサンプルを採取するサンプル採取ステップと、採取したサンプルを測定を行なうオフライン測定ステップと、オフライン測定ステップの結果とオンライン測定ステップの結果とを比較し評価を行なうオンラインセンサ精度評価ステップと、評価に基づいて精度調整を行なうオンラインセンサの調整ステップとを有する。
【解決手段】製造工程中の鋼板から、打抜き装置を用いて走間でサンプル採取を行う採取位置を、鋼板の長手および幅方向の位置として決定するサンプル採取位置決定ステップと、鋼板の幅方向にトラバースしながら鋼板の品質特性を測定するオンラインセンサを、採取位置に移動させて測定を行なうオンライン測定ステップと、走間中の鋼板から採取位置でサンプルを採取するサンプル採取ステップと、採取したサンプルを測定を行なうオフライン測定ステップと、オフライン測定ステップの結果とオンライン測定ステップの結果とを比較し評価を行なうオンラインセンサ精度評価ステップと、評価に基づいて精度調整を行なうオンラインセンサの調整ステップとを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼板製造ラインで、オンライン鋼板の長手方向所定部の鋼板サンプルを採取し、オフラインで行う品質測定結果とオンラインセンサでの品質測定結果とを比較・評価し、オンラインセンサの測定精度調整を行う、鋼板のオンライン品質管理方法に関するものである。
【背景技術】
【0002】
鋼板製造ラインでの鋼板サンプル装置としては、例えば、特許文献1に開示された、鋼板のサンプル自動供給装置と称する技術がある。この技術は、圧延中の帯状の鋼板の硬度、材質などのオフラインで測定するためサンプルを円形状に打ち抜き、オフライン測定装置に搬送するものである。
【0003】
また、鋼板製造ラインでの鋼板のオンライン品質管理方法に関しては、例えば、特許文献2に開示された技術がある。この技術は、サンプル採取位置を予め決定し、この位置でのオンラインセンサの測定結果を取得し、この位置でサンプル採取し、このサンプルを測定精度の良いオフラインセンサで測定し、オンラインセンサとオフラインセンサの測定値を比較することにより、オンラインセンサの測定精度を評価するものである。
【特許文献1】特開昭59−222743号公報
【特許文献2】特開2004−279175号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献2に開示の技術では、鋼板製造ライン出側のシャーでサンプルを採取するので、通常はコイルのトップ部、またはボトム部でのサンプル採取となる。ところが、溶接部を挟んで前後のコイルでは、例えば亜鉛付着量などの製品仕様が異なることが多く、コイルのトップ部、ボトム部は、操業条件を切り替えるタイミングに相当する部分であるため、本来は操業条件が安定しているコイル長手方向中央部でのサンプル採取が望ましい。
【0005】
そのため、シャーカットにより、コイル長手方向中央部でサンプル採取をすると、コイル分割をせざるを得ず、これにより分割コイルが発生し、コイル数が多くなるため、コイルハンドリング作業が増大することになるし、またコイル置き場を余分に確保しなければならないという問題が発生する。さらに、次工程や出荷先において、コイルのトップ部、ボトム部を扱い疵があるとして、定常的に不要部として切り落とす必要もあり、歩留が低下するという問題もある。
【0006】
また、オンラインセンサの測定精度を検証する際に、サンプル採取位置とオンラインセンサでの測定位置が、製造工程ラインを通板する鋼板進行方向と幅方向ともに一致していないと、精度の良い検証が困難である。特に、オンラインセンサが鋼板の幅方向中央位置のみでなく、幅方向全体に亘り測定を行う場合には、オンラインセンサを鋼板の幅方向にトラバースさせる必要がある。
【0007】
複数の品質保証項目を測定するために複数のオンラインセンサを用いる場合には、それぞれが非同期でランダムに幅方向に移動すると、各品質保証項目毎にライン鋼板幅方向の測定位置が異なることになり、各品質保証項目毎の数のサンプルを採取する必要がある。また、高速ラインの場合には、サンプル採取のために、ラインを減速または停止させる必要があり、サンプル採取の回数が増えると、ライン操業の能率が下がるという問題もある。
【0008】
本発明は、これら従来技術の問題点に鑑み、操業条件が安定しているコイル長手方向中央部でのサンプル採取時に、分割コイルが発生し、コイルハンドリング作業の増加や歩留・操業能率の低下を招くことなく、オンラインセンサの測定精度調整を行うことができる、鋼板のオンライン品質管理方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明の請求項1に係る発明は、製造工程中の鋼板から、打抜き装置を用いて走間でサンプル採取を行う採取位置を、鋼板の長手方向および幅方向の位置として決定するサンプル採取位置決定ステップと、前記打抜き装置より上流側に複数配置され、鋼板の幅方向にトラバースしながら前記鋼板の品質特性を測定するオンラインセンサを、前記採取位置に移動させて測定を行なうオンライン測定ステップと、前記打抜き装置で走間中の鋼板から前記採取位置でサンプルを採取するサンプル採取ステップと、前記採取したサンプルをオフラインセンサにて測定を行なうオフライン測定ステップと、オフライン測定ステップの結果とオンライン測定ステップの結果とを比較し評価を行なうオンラインセンサ精度評価ステップと、前記評価に基づいて、オンラインセンサの精度調整を行なう、オンラインセンサの調整ステップとを有することを特徴とする鋼板のオンライン品質管理方法である。
【0010】
また本発明の請求項2に係る発明は、請求項1に記載の鋼板のオンライン品質管理方法において、前記サンプル採取位置に、コイルNo、サンプル採取年月日、および/またはオンラインセンサでの測定結果などのコイル情報を印字する印字ステップを有することを特徴とする鋼板のオンライン品質管理方法である。
【発明の効果】
【0011】
本発明は、鋼板から走間でサンプルを打抜き可能なサンプル採取装置(打抜き装置)を使用し、コイルを分割することなく、コイル長手方向中央部の鋼板サンプル採取できるようにしたので、コイル長手方向中央部でのサンプル採取時に発生していた、コイルハンドリング作業がなくなり、コイル置き場の必要以上の確保が不要になる。また、次工程や出荷先における、余計なコイルトップ部、ボトム部の切り落としがなくなり、歩留向上につながる。
【0012】
さらに、複数のオンラインセンサで同期して、複数の品質保証項目を、ライン上を通板している鋼板の進行方向および幅方向において同一位置で測定し、その測定した位置を走間でサンプル採取を行うようにしたので、サンプル採取枚数の低減が可能となり、ライン減速、停止の回数を低減でき、ライン操業の能率低下を防ぐことができる。また、サンプル枚数の低減により、サンプル管理が容易になり、品質保証が効率的に行える。
【発明を実施するための最良の形態】
【0013】
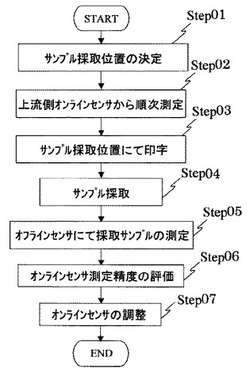
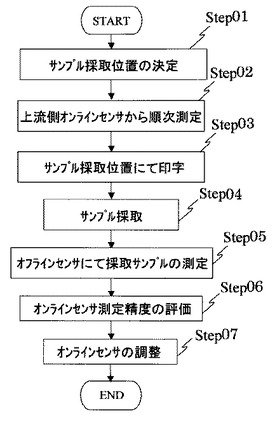
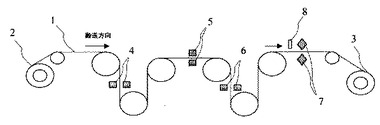
図2は、本発明を実施するための装置構成例を示す図である。また、図1は、本発明に係る鋼板のオンライン品質管理方法の処理手順例を示す図である。図中、1は鋼板、2はペイオフリール、3はテンションリール、4はオンラインセンサA、5はオンラインセンサB、6はオンラインセンサC、7はサンプル採取装置、および8は印字装置をそれぞれ表す。
【0014】
ペイオフリール2から払い出された鋼板1は、製造工程の処理工程を通過後、最終的にテンションリール3で巻き取られるが、この例では、ペイオフリール2より下流でかつ
サンプル採取装置7より上流側に、上流から、オンラインセンサA4、オンラインセンサB5、オンラインセンサC6の3種類の品質保証用のオンラインセンサがそれぞれ配置され、鋼板1の通板にあわせて所定の位置(長手方向、幅方向)でそれぞれの測定を行う。
【0015】
なお、オンラインセンサA4、オンラインセンサB5、オンラインセンサC6は、それぞれ鋼板幅方向に位置を変えるためのトラバースする機構を有して、トラバースを制御するため制御装置(図示せず)により、鋼板の長手方向位置をトラッキングして、前記所定の位置の幅方向位置にオンラインセンサを移動させて測定が可能となっている。
【0016】
また、サンプル採取装置7は、鋼板から走間でサンプル用試験材を打ち抜く公知の装置であって、製造工程を通過している鋼板を走間で、幅方向の一部分の領域を打抜いてサンプルを採取する。一般的には、サンプル採取装置7は、幅方向に移動する機構を持たないので、前記所定の位置の幅方向位置は、サンプル採取装置7の幅位置となるが、幅方向に移動するトラバース機構を有し、幅方向のサンプル位置を制御できる機構を有していても構わない。
【0017】
そして、前記所定の位置に、採取サンプルを他のサンプルと間違えないようにするために、インクジェットプリンタなどの印字装置8にてコイル情報を印字する。この例では、印字の後に、サンプル採取装置7でサンプル採取を行なっているが、サンプル採取装置7でサンプル採取した後に印字装置8でサンプルに印字するようにしてもよい。
【0018】
次に、図1に基づき、鋼板のオンライン品質管理方法の処理手順を説明していく。先ず、Step01にて、対象コイルのどの長手方向位置、および幅方向位置でサンプルを採取するかを決定する。通常、操業条件が安定しているコイル長手方向中央部でのサンプル採取が決定される。
【0019】
次に、Step02にて、コイルの通板に伴い、上流側に複数配置されたオンラインセンサから順番に、サンプル採取位置として決定された箇所で測定を行なう。この場合、各センサで同じ箇所を測定するために、コイルの通板位置を正確にトラッキングし、かつ、サンプル採取位置の長手位置において、各センサがサンプル採取位置の幅方向になるように、トラバース機構により幅位置を制御することが必要である。
【0020】
配置されたオンラインセンサでの測定が終われば、次に、Step03にて、サンプル採取位置として決定された箇所にコイル情報を印字する。コイル情報は、コイルNo、サンプル採取年月日、オンラインセンサでの測定結果などである。そして、Step04にて、Step01でサンプル採取位置として決定した箇所でサンプル採取装置を用いてサンプル採取を行なう。前述したように、Step03とStep04は逆にしてもよい。
【0021】
しかる後、Step05にて、測定精度の良いオフラインセンサにて採取サンプルの測定を行なう。各オンラインセンサで品質保証する項目すべてにわたって測定を行い、次のStep06にて、オフラインで行った品質測定結果とオンラインセンサでの品質測定結果とを比較し評価を行なう。ここで、両者に差が認められ、対象とするオンラインセンサの測定精度不足がある場合には、Step06にて、対象とするオンラインセンサの精度調整を行なう、オンラインセンサの修理や交換をするなどの処置を行い、オンライン品質管理の維持に努める。
【実施例】
【0022】
鋼板の幅方向で1点しか測定できないオンラインセンサで測定する各品質保証項目には、例えば板厚、鋼板温度、鍍金付着量などがある。各品質保証項目の測定を、鋼板幅方向の中央部のみで測定すればよい場合には、鋼板幅方向の中央部をサンプル採取すれば良い。
【0023】
しかしながら、一般的には鋼板の幅方向全体に亘り測定する場合が多く、この場合にはオンラインセンサを鋼板の幅方向にトラバース機構により移動させる必要がある。各品質保証項目のオンラインセンサがそれぞれ非同期に幅方向に移動して測定を行うと、各オンラインセンサは異なる位置を測定することになるので、最大で品質保証項目の数だけのサンプルを採取する必要がある。
【0024】
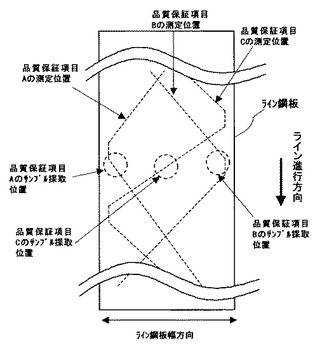
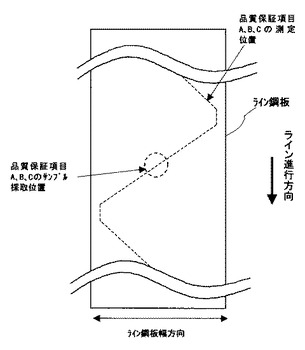
図3は、各オンラインセンサの鋼板幅方向の移動が非同期である時の、測定位置およびサンプル採取位置を示す図である。この例では、3種類の測定器の動作が非同期であるため3つのサンプルを採取しなければならない。
【0025】
このため、本実施例では、次のように3種類の測定器の動作を同期させるようにしている。すなわち、最もライン上流側にあるオンラインセンサで、鋼板先端部(溶接線位置)で幅方向中央に移動して、位置決めし、測定をスタートする。その後は、鋼板が1mの進行(走行)するごとに、鋼板進行方向右側(下流側から上流側を見て右側)に例えば、10mmの割合でオンラインセンサをトラバースさせながら、測定を行なう。そして、鋼板幅方向の端(エッジ部)に来たら、今度は逆方向へ同じ速度でトラバースしながら測定を行なうという動作を繰り返す。
【0026】
次に、ライン上流から2番目のオンラインセンサについても、鋼板先端部がその2番目のオンラインセンサの位置に到達したタイミングで、幅方向中央位置に移動して、1番目のオンラインセンサと同じ位置を測定スタート点とし、同様に鋼板1mの進行(走行)するごとに、鋼板進行方向右側に10mmの割合でオンラインセンサをトラバースさせ、鋼板幅方向の端(エッジ部)に来たら、逆方向へ同じ速度で移動する。という動作を繰り返す。上流から3番目以降の測定器についても、同様の幅方向の移動動作とする。
【0027】
これにより、全ての測定器において、鋼板の進行方向、幅方向の同一位置で測定およびサンプル採取することになる。図4は、品質保証項目の測定器の鋼板幅方向動作が同期している時の、測定位置およびサンプル採取位置を示す図である。3種類の測定器の動作が同期することにより、1つのサンプル採取で済んでいることが分る。
【0028】
サンプル採取は、例えば、鋼板先端からの距離を指定する定期的なサンプル採取や各品質保証項目の測定値が異常値になったタイミングで行う。オンラインでサンプル採取する際には、自動採取または手動採取が考えられる。自動採取の場合には、ラインコントローラなどによるライントラッキングによりサンプル測定位置の長手方向をトラッキングするとともに、サンプル採取装置が幅方向に移動するトラバース機構を有している場合には、採取位置に幅位置が一致するように移動される。
【0029】
手動採取の場合には、画面表示等で鋼板進行方向位置、幅方向位置を認識できるようにするとよい。自動採取、手動採取どちらの場合も、一般的には、ライン減速またはラインを停止してから採取を行われることになるが、サンプル採取装置の性能により、減速の必要がなければ、減速を行わなくてもよい。
【0030】
打抜きサンプルの寸法は、鋼板の幅が500mm以上の場合、直径50mm程度(鋼板幅の1/10以下)であれば、以降の工程で破断することは無いので、コイルを分割せず、巻き取ることが可能となり、コイル数を増やすことなく、次工程や需要家に出荷することができる。サンプル抜き取り位置の情報を、次工程や需要家に伝達(電子データ伝送やミルシートなどの印刷物送付など)することによって、次工程や需要家がコイルを受け入れ後の通常作業において、サンプルを抜き取った部を除去するだけでよい。これによって、生産者側と需要家側ともに、コイルのハンドリング作業が増えることなく、効率的な操業が可能となる。
【0031】
また、幅方向位置をより精度良く合わせるためには、オンラインセンサやオンラインサンプル打ち抜き装置に鋼板エッジを検出するエッジセンサを設けるようにすればよい。
【図面の簡単な説明】
【0032】
【図1】本発明に係る鋼板のオンライン品質管理方法の処理手順例を示す図である。
【図2】本発明を実施するための装置構成例を示す図である。
【図3】オンラインセンサの鋼板幅方向への移動動作が非同期である時の、測定位置およびサンプル採取位置を示す図である。
【図4】オンラインセンサの鋼板幅方向への移動動作が同期している時の、測定位置およびサンプル採取位置を示す図である。
【符号の説明】
【0033】
1 鋼板
2 ペイオフリール
3 テンションリール
4 オンラインセンサA
5 オンラインセンサB
6 オンラインセンサC
7 サンプル採取装置
8 印字装置
【技術分野】
【0001】
本発明は、鋼板製造ラインで、オンライン鋼板の長手方向所定部の鋼板サンプルを採取し、オフラインで行う品質測定結果とオンラインセンサでの品質測定結果とを比較・評価し、オンラインセンサの測定精度調整を行う、鋼板のオンライン品質管理方法に関するものである。
【背景技術】
【0002】
鋼板製造ラインでの鋼板サンプル装置としては、例えば、特許文献1に開示された、鋼板のサンプル自動供給装置と称する技術がある。この技術は、圧延中の帯状の鋼板の硬度、材質などのオフラインで測定するためサンプルを円形状に打ち抜き、オフライン測定装置に搬送するものである。
【0003】
また、鋼板製造ラインでの鋼板のオンライン品質管理方法に関しては、例えば、特許文献2に開示された技術がある。この技術は、サンプル採取位置を予め決定し、この位置でのオンラインセンサの測定結果を取得し、この位置でサンプル採取し、このサンプルを測定精度の良いオフラインセンサで測定し、オンラインセンサとオフラインセンサの測定値を比較することにより、オンラインセンサの測定精度を評価するものである。
【特許文献1】特開昭59−222743号公報
【特許文献2】特開2004−279175号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献2に開示の技術では、鋼板製造ライン出側のシャーでサンプルを採取するので、通常はコイルのトップ部、またはボトム部でのサンプル採取となる。ところが、溶接部を挟んで前後のコイルでは、例えば亜鉛付着量などの製品仕様が異なることが多く、コイルのトップ部、ボトム部は、操業条件を切り替えるタイミングに相当する部分であるため、本来は操業条件が安定しているコイル長手方向中央部でのサンプル採取が望ましい。
【0005】
そのため、シャーカットにより、コイル長手方向中央部でサンプル採取をすると、コイル分割をせざるを得ず、これにより分割コイルが発生し、コイル数が多くなるため、コイルハンドリング作業が増大することになるし、またコイル置き場を余分に確保しなければならないという問題が発生する。さらに、次工程や出荷先において、コイルのトップ部、ボトム部を扱い疵があるとして、定常的に不要部として切り落とす必要もあり、歩留が低下するという問題もある。
【0006】
また、オンラインセンサの測定精度を検証する際に、サンプル採取位置とオンラインセンサでの測定位置が、製造工程ラインを通板する鋼板進行方向と幅方向ともに一致していないと、精度の良い検証が困難である。特に、オンラインセンサが鋼板の幅方向中央位置のみでなく、幅方向全体に亘り測定を行う場合には、オンラインセンサを鋼板の幅方向にトラバースさせる必要がある。
【0007】
複数の品質保証項目を測定するために複数のオンラインセンサを用いる場合には、それぞれが非同期でランダムに幅方向に移動すると、各品質保証項目毎にライン鋼板幅方向の測定位置が異なることになり、各品質保証項目毎の数のサンプルを採取する必要がある。また、高速ラインの場合には、サンプル採取のために、ラインを減速または停止させる必要があり、サンプル採取の回数が増えると、ライン操業の能率が下がるという問題もある。
【0008】
本発明は、これら従来技術の問題点に鑑み、操業条件が安定しているコイル長手方向中央部でのサンプル採取時に、分割コイルが発生し、コイルハンドリング作業の増加や歩留・操業能率の低下を招くことなく、オンラインセンサの測定精度調整を行うことができる、鋼板のオンライン品質管理方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明の請求項1に係る発明は、製造工程中の鋼板から、打抜き装置を用いて走間でサンプル採取を行う採取位置を、鋼板の長手方向および幅方向の位置として決定するサンプル採取位置決定ステップと、前記打抜き装置より上流側に複数配置され、鋼板の幅方向にトラバースしながら前記鋼板の品質特性を測定するオンラインセンサを、前記採取位置に移動させて測定を行なうオンライン測定ステップと、前記打抜き装置で走間中の鋼板から前記採取位置でサンプルを採取するサンプル採取ステップと、前記採取したサンプルをオフラインセンサにて測定を行なうオフライン測定ステップと、オフライン測定ステップの結果とオンライン測定ステップの結果とを比較し評価を行なうオンラインセンサ精度評価ステップと、前記評価に基づいて、オンラインセンサの精度調整を行なう、オンラインセンサの調整ステップとを有することを特徴とする鋼板のオンライン品質管理方法である。
【0010】
また本発明の請求項2に係る発明は、請求項1に記載の鋼板のオンライン品質管理方法において、前記サンプル採取位置に、コイルNo、サンプル採取年月日、および/またはオンラインセンサでの測定結果などのコイル情報を印字する印字ステップを有することを特徴とする鋼板のオンライン品質管理方法である。
【発明の効果】
【0011】
本発明は、鋼板から走間でサンプルを打抜き可能なサンプル採取装置(打抜き装置)を使用し、コイルを分割することなく、コイル長手方向中央部の鋼板サンプル採取できるようにしたので、コイル長手方向中央部でのサンプル採取時に発生していた、コイルハンドリング作業がなくなり、コイル置き場の必要以上の確保が不要になる。また、次工程や出荷先における、余計なコイルトップ部、ボトム部の切り落としがなくなり、歩留向上につながる。
【0012】
さらに、複数のオンラインセンサで同期して、複数の品質保証項目を、ライン上を通板している鋼板の進行方向および幅方向において同一位置で測定し、その測定した位置を走間でサンプル採取を行うようにしたので、サンプル採取枚数の低減が可能となり、ライン減速、停止の回数を低減でき、ライン操業の能率低下を防ぐことができる。また、サンプル枚数の低減により、サンプル管理が容易になり、品質保証が効率的に行える。
【発明を実施するための最良の形態】
【0013】
図2は、本発明を実施するための装置構成例を示す図である。また、図1は、本発明に係る鋼板のオンライン品質管理方法の処理手順例を示す図である。図中、1は鋼板、2はペイオフリール、3はテンションリール、4はオンラインセンサA、5はオンラインセンサB、6はオンラインセンサC、7はサンプル採取装置、および8は印字装置をそれぞれ表す。
【0014】
ペイオフリール2から払い出された鋼板1は、製造工程の処理工程を通過後、最終的にテンションリール3で巻き取られるが、この例では、ペイオフリール2より下流でかつ
サンプル採取装置7より上流側に、上流から、オンラインセンサA4、オンラインセンサB5、オンラインセンサC6の3種類の品質保証用のオンラインセンサがそれぞれ配置され、鋼板1の通板にあわせて所定の位置(長手方向、幅方向)でそれぞれの測定を行う。
【0015】
なお、オンラインセンサA4、オンラインセンサB5、オンラインセンサC6は、それぞれ鋼板幅方向に位置を変えるためのトラバースする機構を有して、トラバースを制御するため制御装置(図示せず)により、鋼板の長手方向位置をトラッキングして、前記所定の位置の幅方向位置にオンラインセンサを移動させて測定が可能となっている。
【0016】
また、サンプル採取装置7は、鋼板から走間でサンプル用試験材を打ち抜く公知の装置であって、製造工程を通過している鋼板を走間で、幅方向の一部分の領域を打抜いてサンプルを採取する。一般的には、サンプル採取装置7は、幅方向に移動する機構を持たないので、前記所定の位置の幅方向位置は、サンプル採取装置7の幅位置となるが、幅方向に移動するトラバース機構を有し、幅方向のサンプル位置を制御できる機構を有していても構わない。
【0017】
そして、前記所定の位置に、採取サンプルを他のサンプルと間違えないようにするために、インクジェットプリンタなどの印字装置8にてコイル情報を印字する。この例では、印字の後に、サンプル採取装置7でサンプル採取を行なっているが、サンプル採取装置7でサンプル採取した後に印字装置8でサンプルに印字するようにしてもよい。
【0018】
次に、図1に基づき、鋼板のオンライン品質管理方法の処理手順を説明していく。先ず、Step01にて、対象コイルのどの長手方向位置、および幅方向位置でサンプルを採取するかを決定する。通常、操業条件が安定しているコイル長手方向中央部でのサンプル採取が決定される。
【0019】
次に、Step02にて、コイルの通板に伴い、上流側に複数配置されたオンラインセンサから順番に、サンプル採取位置として決定された箇所で測定を行なう。この場合、各センサで同じ箇所を測定するために、コイルの通板位置を正確にトラッキングし、かつ、サンプル採取位置の長手位置において、各センサがサンプル採取位置の幅方向になるように、トラバース機構により幅位置を制御することが必要である。
【0020】
配置されたオンラインセンサでの測定が終われば、次に、Step03にて、サンプル採取位置として決定された箇所にコイル情報を印字する。コイル情報は、コイルNo、サンプル採取年月日、オンラインセンサでの測定結果などである。そして、Step04にて、Step01でサンプル採取位置として決定した箇所でサンプル採取装置を用いてサンプル採取を行なう。前述したように、Step03とStep04は逆にしてもよい。
【0021】
しかる後、Step05にて、測定精度の良いオフラインセンサにて採取サンプルの測定を行なう。各オンラインセンサで品質保証する項目すべてにわたって測定を行い、次のStep06にて、オフラインで行った品質測定結果とオンラインセンサでの品質測定結果とを比較し評価を行なう。ここで、両者に差が認められ、対象とするオンラインセンサの測定精度不足がある場合には、Step06にて、対象とするオンラインセンサの精度調整を行なう、オンラインセンサの修理や交換をするなどの処置を行い、オンライン品質管理の維持に努める。
【実施例】
【0022】
鋼板の幅方向で1点しか測定できないオンラインセンサで測定する各品質保証項目には、例えば板厚、鋼板温度、鍍金付着量などがある。各品質保証項目の測定を、鋼板幅方向の中央部のみで測定すればよい場合には、鋼板幅方向の中央部をサンプル採取すれば良い。
【0023】
しかしながら、一般的には鋼板の幅方向全体に亘り測定する場合が多く、この場合にはオンラインセンサを鋼板の幅方向にトラバース機構により移動させる必要がある。各品質保証項目のオンラインセンサがそれぞれ非同期に幅方向に移動して測定を行うと、各オンラインセンサは異なる位置を測定することになるので、最大で品質保証項目の数だけのサンプルを採取する必要がある。
【0024】
図3は、各オンラインセンサの鋼板幅方向の移動が非同期である時の、測定位置およびサンプル採取位置を示す図である。この例では、3種類の測定器の動作が非同期であるため3つのサンプルを採取しなければならない。
【0025】
このため、本実施例では、次のように3種類の測定器の動作を同期させるようにしている。すなわち、最もライン上流側にあるオンラインセンサで、鋼板先端部(溶接線位置)で幅方向中央に移動して、位置決めし、測定をスタートする。その後は、鋼板が1mの進行(走行)するごとに、鋼板進行方向右側(下流側から上流側を見て右側)に例えば、10mmの割合でオンラインセンサをトラバースさせながら、測定を行なう。そして、鋼板幅方向の端(エッジ部)に来たら、今度は逆方向へ同じ速度でトラバースしながら測定を行なうという動作を繰り返す。
【0026】
次に、ライン上流から2番目のオンラインセンサについても、鋼板先端部がその2番目のオンラインセンサの位置に到達したタイミングで、幅方向中央位置に移動して、1番目のオンラインセンサと同じ位置を測定スタート点とし、同様に鋼板1mの進行(走行)するごとに、鋼板進行方向右側に10mmの割合でオンラインセンサをトラバースさせ、鋼板幅方向の端(エッジ部)に来たら、逆方向へ同じ速度で移動する。という動作を繰り返す。上流から3番目以降の測定器についても、同様の幅方向の移動動作とする。
【0027】
これにより、全ての測定器において、鋼板の進行方向、幅方向の同一位置で測定およびサンプル採取することになる。図4は、品質保証項目の測定器の鋼板幅方向動作が同期している時の、測定位置およびサンプル採取位置を示す図である。3種類の測定器の動作が同期することにより、1つのサンプル採取で済んでいることが分る。
【0028】
サンプル採取は、例えば、鋼板先端からの距離を指定する定期的なサンプル採取や各品質保証項目の測定値が異常値になったタイミングで行う。オンラインでサンプル採取する際には、自動採取または手動採取が考えられる。自動採取の場合には、ラインコントローラなどによるライントラッキングによりサンプル測定位置の長手方向をトラッキングするとともに、サンプル採取装置が幅方向に移動するトラバース機構を有している場合には、採取位置に幅位置が一致するように移動される。
【0029】
手動採取の場合には、画面表示等で鋼板進行方向位置、幅方向位置を認識できるようにするとよい。自動採取、手動採取どちらの場合も、一般的には、ライン減速またはラインを停止してから採取を行われることになるが、サンプル採取装置の性能により、減速の必要がなければ、減速を行わなくてもよい。
【0030】
打抜きサンプルの寸法は、鋼板の幅が500mm以上の場合、直径50mm程度(鋼板幅の1/10以下)であれば、以降の工程で破断することは無いので、コイルを分割せず、巻き取ることが可能となり、コイル数を増やすことなく、次工程や需要家に出荷することができる。サンプル抜き取り位置の情報を、次工程や需要家に伝達(電子データ伝送やミルシートなどの印刷物送付など)することによって、次工程や需要家がコイルを受け入れ後の通常作業において、サンプルを抜き取った部を除去するだけでよい。これによって、生産者側と需要家側ともに、コイルのハンドリング作業が増えることなく、効率的な操業が可能となる。
【0031】
また、幅方向位置をより精度良く合わせるためには、オンラインセンサやオンラインサンプル打ち抜き装置に鋼板エッジを検出するエッジセンサを設けるようにすればよい。
【図面の簡単な説明】
【0032】
【図1】本発明に係る鋼板のオンライン品質管理方法の処理手順例を示す図である。
【図2】本発明を実施するための装置構成例を示す図である。
【図3】オンラインセンサの鋼板幅方向への移動動作が非同期である時の、測定位置およびサンプル採取位置を示す図である。
【図4】オンラインセンサの鋼板幅方向への移動動作が同期している時の、測定位置およびサンプル採取位置を示す図である。
【符号の説明】
【0033】
1 鋼板
2 ペイオフリール
3 テンションリール
4 オンラインセンサA
5 オンラインセンサB
6 オンラインセンサC
7 サンプル採取装置
8 印字装置
【特許請求の範囲】
【請求項1】
製造工程中の鋼板から、打抜き装置を用いて走間でサンプル採取を行う採取位置を、鋼板の長手方向および幅方向の位置として決定するサンプル採取位置決定ステップと、
前記打抜き装置より上流側に複数配置され、鋼板の幅方向にトラバースしながら前記鋼板の品質特性を測定するオンラインセンサを、前記採取位置に移動させて測定を行なうオンライン測定ステップと、
前記打抜き装置で走間中の鋼板から前記採取位置でサンプルを採取するサンプル採取ステップと、
前記採取したサンプルをオフラインセンサにて測定を行なうオフライン測定ステップと、
オフライン測定ステップの結果とオンライン測定ステップの結果とを比較し評価を行なうオンラインセンサ精度評価ステップと、
前記評価に基づいて、オンラインセンサの精度調整を行なうオンラインセンサの調整ステップとを有することを特徴とする鋼板のオンライン品質管理方法。
【請求項2】
請求項1に記載の鋼板のオンライン品質管理方法において、
前記サンプル採取位置に、
コイルNo、サンプル採取年月日、および/またはオンラインセンサでの測定結果などのコイル情報を印字する印字ステップを有することを特徴とする鋼板のオンライン品質管理方法。
【請求項1】
製造工程中の鋼板から、打抜き装置を用いて走間でサンプル採取を行う採取位置を、鋼板の長手方向および幅方向の位置として決定するサンプル採取位置決定ステップと、
前記打抜き装置より上流側に複数配置され、鋼板の幅方向にトラバースしながら前記鋼板の品質特性を測定するオンラインセンサを、前記採取位置に移動させて測定を行なうオンライン測定ステップと、
前記打抜き装置で走間中の鋼板から前記採取位置でサンプルを採取するサンプル採取ステップと、
前記採取したサンプルをオフラインセンサにて測定を行なうオフライン測定ステップと、
オフライン測定ステップの結果とオンライン測定ステップの結果とを比較し評価を行なうオンラインセンサ精度評価ステップと、
前記評価に基づいて、オンラインセンサの精度調整を行なうオンラインセンサの調整ステップとを有することを特徴とする鋼板のオンライン品質管理方法。
【請求項2】
請求項1に記載の鋼板のオンライン品質管理方法において、
前記サンプル採取位置に、
コイルNo、サンプル採取年月日、および/またはオンラインセンサでの測定結果などのコイル情報を印字する印字ステップを有することを特徴とする鋼板のオンライン品質管理方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−54253(P2010−54253A)
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2008−217474(P2008−217474)
【出願日】平成20年8月27日(2008.8.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成20年8月27日(2008.8.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]