
鋼板の品質管理温度設定装置、およびこれを用いる品質管理温度設定方法
【課題】熱間圧延設備のラインにおいて、特定点に基づく信頼性の高い温度情報を基礎とした品質管理を承継しつつも、鋼板の幅方向に管理範囲を拡大する。
【解決手段】第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計5と、第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計7と、第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用の放射温度計6とを用い、参照用のスポット型放射温度計5と補正用の放射温度計6との温度情報から測定温度差を求め、この測定温度差に基づいて走査型放射温度計7の管理温度情報を補正する。
【解決手段】第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計5と、第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計7と、第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用の放射温度計6とを用い、参照用のスポット型放射温度計5と補正用の放射温度計6との温度情報から測定温度差を求め、この測定温度差に基づいて走査型放射温度計7の管理温度情報を補正する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する品質管理温度設定装置、およびこれを用いる品質管理温度設定方法に関する。
【背景技術】
【0002】
放射温度計は、測定対象物からの放射光をシリコン等の測定素子を使用した検出器で受光し、その受光エネルギーに基づく検出器の出力と対象物の温度との関係から測定結果を表示するものである。
この放射温度計において、測定素子を直線的にアレイ状に複数配置したり、検出器側に回転ミラーを設けて測定範囲を直線上に広げたりすることで、幅方向の温度測定を可能としている走査型放射温度計があり(例えば特許文献1ないし2参照)、鉄鋼業界では、鋼板の幅方向の温度測定に使用している(例えば特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−48053号公報
【特許文献2】特開昭60−25424号公報
【特許文献3】特開2006−234593号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、鋼板の温度管理を、鋼板の幅方向中央を測定する特定点に基づくスポット型放射温度計で行なっている熱間圧延設備のラインにおいて、鋼板の幅方向に温度管理の範囲を拡大して温度管理を実施すべく、新たに走査型放射温度計を設置する場合、スポット型放射温度計を、単に新たな走査型放射温度計に置き換えることには問題がある。
つまり、それまで使用していたスポット型の放射温度計の測定素子に対し、新たに使用する走査型放射温度計の測定素子が異なる場合には、鋼板の真の放射率を設定しなければ測定箇所が同じであっても異なる温度値を示すことになり、また、鋼板の放射率は温度、表面材質等によって変化するため、鋼板の全材の全幅全長に対して放射率を予測することは困難である。そのため、そのままでは相互の温度情報の相関を取ることができない。したがって、新たに使用する走査型放射温度計のみでは、それまで積み上げてきた実績に基づく信頼性の高い温度情報を基礎とした品質管理との相関を取ることができなくなり、ひいては顧客に対する品質保証の低減につながるおそれもある。一方、顧客に対する品質保証の向上を目する上では、従来のスポット型放射温度計を用いた品質保証よりも、走査型放射温度計を用いて鋼板の幅方向に管理範囲を拡大した管理を行なうことが望ましい。
【0005】
そこで、本発明は、このような問題点に着目してなされたものであって、熱間圧延設備のラインにおいて、それまで使用していた特定点に基づくスポット型の放射温度計の測定素子に対し、新たに使用する走査型放射温度計の測定素子が異なる場合に、特定点に基づく信頼性の高い温度情報を基礎とした品質管理を承継しつつも、走査型放射温度計を用いて鋼板の幅方向に管理範囲を拡大した管理を行なうことができる鋼板の品質管理温度設定装置、およびこれを用いる品質管理温度設定方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のうち第一の発明は、熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する品質管理温度設定装置であって、第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計と、前記第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計と、前記第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用のスポット型放射温度計と、当該補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて前記走査型放射温度計の管理温度情報を補正する品質管理温度設定手段とを有することを特徴とする。
【0007】
また、本発明のうち第二の発明は、熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する方法であって、第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計と、前記第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計と、前記第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用のスポット型放射温度計とを用い、当該補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて前記走査型放射温度計の管理温度情報を補正することを特徴とする。
【発明の効果】
【0008】
本発明によれば、熱間圧延設備のラインにおいて、搬送される鋼板上の特定点において温度管理の基礎として参照される温度情報を測定する参照用のスポット型放射温度計と、鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計との測定素子が相互に異なる場合に、相互の測定素子に起因する測定温度誤差を補正すべく、走査型放射温度計と同じ測定素子を用いた補正用のスポット型放射温度計を特定点に対して設置して、この補正用のスポット型放射温度計と参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて走査型放射温度計の測定温度情報を補正するので、鋼板の幅方向の温度に対しても測定素子に起因する測定温度誤差を解消することができる。したがって、それまで使用していたスポット型放射温度計の測定素子に対し、新たに使用する走査型放射温度計の測定素子が異なる場合に、特定点に基づく信頼性の高い温度情報を基礎とした品質管理を承継しつつも、走査型放射温度計を用いて鋼板の幅方向に管理範囲を拡大した管理を行なうことができる。
【図面の簡単な説明】
【0009】
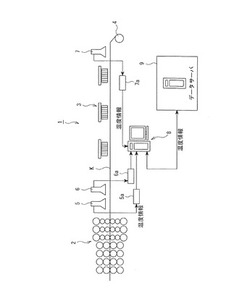
【図1】本発明に係る品質管理温度設定装置を備える熱間圧延設備の一実施形態を説明する概略構成図である。
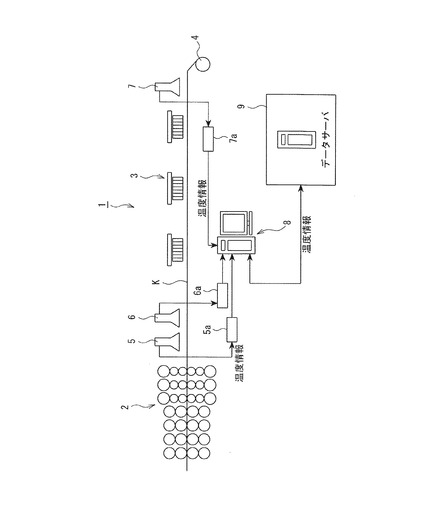
【図2】図1の制御装置の構成を説明するブロック図である。
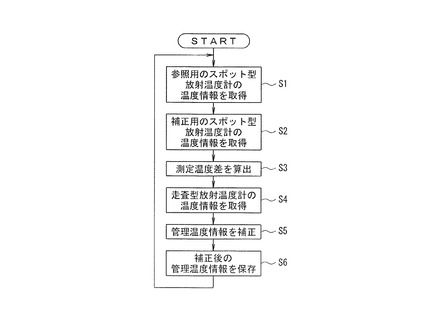
【図3】本発明に係る品質管理温度設定処理を説明するフローチャートである。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態について、図面を適宜参照しつつ説明する。
図1に示すように、この熱間圧延設備1は、上流側から順に、粗バーに加工された熱間スラブを所定板厚の鋼板Kに圧延する圧延機列2と、搬送される所定板厚の鋼板Kを冷却する冷却装置3と、冷却された鋼板Kを巻取るコイラー4とを備えている。
そして、圧延機列2の出側には、参照用のスポット型放射温度計5と、このスポット型放射温度計5と同じ特定点の温度を測定可能に設置された補正用のスポット型放射温度計6が設置されている。また、冷却装置3の出側には、鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計7が設置されている。各放射温度計5,6,7は、測定対象物である鋼板Kからの放射光をシリコン等の素子を使用した検出器5a,6a,7aでそれぞれ受光し、その受光エネルギーに基づく検出器5a,6a,7aの出力と鋼板Kの温度との関係から得られた測定結果が、品質管理温度設定手段であるコンピュータ8に出力される。そして、コンピュータ8にて所定の処理(後述する)がなされた管理温度情報はデータサーバ9に保存される。なお、本発明に係る品質管理温度設定装置には、各放射温度計5,6,7および品質管理温度設定手段であるコンピュータ8並びにコンピュータ8にて実行される以下の管理温度情報補正処理のプログラムが対応する。
【0011】
ここで、スポット型放射温度計5は、当該ラインにおいてそれまで使用していたものであるのに対し、走査型放射温度計7は新たに使用するものである。そして、各放射温度計5,6,7おいて、参照用のスポット型放射温度計5は、その測定素子(第一の測定素子)が熱伝型であるサーモバイル温度計であるのに対し、走査型放射温度計7の測定素子(第二の測定素子)は光電型のPbSeである。つまり、参照用のスポット型放射温度計5の第一の測定素子とは走査型放射温度計7の第二の測定素子が異なるものである。そのため、これらを単純に比較することはできない。そこで、本実施形態では、第三の温度計として、上記補正用のスポット型放射温度計6を設置しており、この放射温度計6の測定素子として、第二の測定素子と同一の光電型のPbSeを採用した。
【0012】
次に、上記コンピュータ8について詳しく説明する。
このコンピュータ8は、図2に示すように、所定の制御プログラムに基づいて演算およびシステム全体を制御するCPU30と、所定領域にあらかじめCPU30の制御プログラム等を格納している記憶装置42およびROM32と、この記憶装置42およびROM32等から読み出したデータやCPU30の演算過程で必要な演算結果を格納するためのRAM34と、各放射温度計5,6,7、入力装置40、記憶装置42、表示装置44等に対してデータの入出力を媒介するインターフェース38とを備えて構成されており、これらは、データを転送するための信号線であるバス39で相互にかつデータ授受可能に接続されている。そして、CPU30、上記記憶装置42やROM32の所定領域に格納されている所定のプログラムを起動させ、そのプログラムに従って以下の管理温度情報補正処理を実行するようになっている。
【0013】
次に、管理温度情報補正処理についてより詳しく説明する。
コンピュータ8で管理温度情報補正処理が実行されると、図3に示すように、まずステップS1に移行して、上記参照用のスポット型放射温度計5からの温度情報を取得し、続くステップS2では、上記補正用のスポット型放射温度計6からの温度情報を取得してステップS3に移行する。ステップS3では、補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求めてステップS4に移行する。続くステップS4では、上記走査型放射温度計7からの温度情報を取得してステップS5に移行し、ステップS5では、ステップS3での測定温度差に基づいて走査型放射温度計7の管理温度情報を補正して、ステップS6に移行する。本実施形態の例では、求めた測定温度差を、鋼板の全幅に亘って測定された温度(管理温度情報)から差し引くことによって、補正後の温度(管理温度情報)とした。ステップS6では、ステップS5で補正された後の管理温度情報をデータサーバ9に保存して処理をステップS1に戻す。
【0014】
次に、上記の品質管理温度設定装置、およびこれを用いる品質管理温度設定方法の作用・効果について説明する。
上記各放射温度計5,6,7および品質管理温度設定手段であるコンピュータ8並びにコンピュータ8にて実行される以下の管理温度情報補正処理のプログラムにより構成される品質管理温度設定装置によれば、熱間圧延設備1のラインにおいて、従来用いていた、参照用のスポット型放射温度計5により、搬送される鋼板K上の特定点において温度管理の基礎として参照される温度情報を継続して測定し(ステップS1)、この参照用のスポット型放射温度計5と、鋼板Kの全幅に亘って管理温度情報を測定する走査型放射温度計7との測定素子が相互に異なる場合に、相互の測定素子に起因する測定温度誤差を補正すべく、走査型放射温度計7と同じ測定素子を用いた補正用のスポット型放射温度計6を特定点に対して設置して、この補正用のスポット型放射温度計6によって補正用の温度情報を取得し(ステップS2)、この補正用のスポット型放射温度計6と参照用のスポット型放射温度計5との温度情報から測定温度差を求め(ステップS3)、この測定温度差に基づいて走査型放射温度計7の測定温度情報を補正するので(ステップS4〜S5)、鋼板Kの幅方向の温度に対しても測定素子に起因する測定温度誤差を解消することができる。
【0015】
したがって、それまで使用していたスポット型放射温度計5の測定素子に対し、新たに使用する走査型放射温度計7の測定素子が異なる場合に、特定点に基づく信頼性の高い温度情報を基礎とした品質管理を承継しつつも、走査型放射温度計7を用いて鋼板Kの幅方向に管理範囲を拡大した管理を行なうことができる。
なお、本発明に係る品質管理温度設定装置、およびこれを用いる品質管理温度設定方法は、上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しなければ種々の変形が可能なことは勿論である。
【符号の説明】
【0016】
1 熱間圧延設備
2 圧延機列
3 冷却装置
4 コイラー
5 参照用のスポット型放射温度計
6 補正用のスポット型放射温度計
7 走査型放射温度計
8 コンピュータ(品質管理温度設定手段)
9 データサーバ
【技術分野】
【0001】
本発明は、熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する品質管理温度設定装置、およびこれを用いる品質管理温度設定方法に関する。
【背景技術】
【0002】
放射温度計は、測定対象物からの放射光をシリコン等の測定素子を使用した検出器で受光し、その受光エネルギーに基づく検出器の出力と対象物の温度との関係から測定結果を表示するものである。
この放射温度計において、測定素子を直線的にアレイ状に複数配置したり、検出器側に回転ミラーを設けて測定範囲を直線上に広げたりすることで、幅方向の温度測定を可能としている走査型放射温度計があり(例えば特許文献1ないし2参照)、鉄鋼業界では、鋼板の幅方向の温度測定に使用している(例えば特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−48053号公報
【特許文献2】特開昭60−25424号公報
【特許文献3】特開2006−234593号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、鋼板の温度管理を、鋼板の幅方向中央を測定する特定点に基づくスポット型放射温度計で行なっている熱間圧延設備のラインにおいて、鋼板の幅方向に温度管理の範囲を拡大して温度管理を実施すべく、新たに走査型放射温度計を設置する場合、スポット型放射温度計を、単に新たな走査型放射温度計に置き換えることには問題がある。
つまり、それまで使用していたスポット型の放射温度計の測定素子に対し、新たに使用する走査型放射温度計の測定素子が異なる場合には、鋼板の真の放射率を設定しなければ測定箇所が同じであっても異なる温度値を示すことになり、また、鋼板の放射率は温度、表面材質等によって変化するため、鋼板の全材の全幅全長に対して放射率を予測することは困難である。そのため、そのままでは相互の温度情報の相関を取ることができない。したがって、新たに使用する走査型放射温度計のみでは、それまで積み上げてきた実績に基づく信頼性の高い温度情報を基礎とした品質管理との相関を取ることができなくなり、ひいては顧客に対する品質保証の低減につながるおそれもある。一方、顧客に対する品質保証の向上を目する上では、従来のスポット型放射温度計を用いた品質保証よりも、走査型放射温度計を用いて鋼板の幅方向に管理範囲を拡大した管理を行なうことが望ましい。
【0005】
そこで、本発明は、このような問題点に着目してなされたものであって、熱間圧延設備のラインにおいて、それまで使用していた特定点に基づくスポット型の放射温度計の測定素子に対し、新たに使用する走査型放射温度計の測定素子が異なる場合に、特定点に基づく信頼性の高い温度情報を基礎とした品質管理を承継しつつも、走査型放射温度計を用いて鋼板の幅方向に管理範囲を拡大した管理を行なうことができる鋼板の品質管理温度設定装置、およびこれを用いる品質管理温度設定方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のうち第一の発明は、熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する品質管理温度設定装置であって、第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計と、前記第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計と、前記第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用のスポット型放射温度計と、当該補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて前記走査型放射温度計の管理温度情報を補正する品質管理温度設定手段とを有することを特徴とする。
【0007】
また、本発明のうち第二の発明は、熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する方法であって、第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計と、前記第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計と、前記第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用のスポット型放射温度計とを用い、当該補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて前記走査型放射温度計の管理温度情報を補正することを特徴とする。
【発明の効果】
【0008】
本発明によれば、熱間圧延設備のラインにおいて、搬送される鋼板上の特定点において温度管理の基礎として参照される温度情報を測定する参照用のスポット型放射温度計と、鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計との測定素子が相互に異なる場合に、相互の測定素子に起因する測定温度誤差を補正すべく、走査型放射温度計と同じ測定素子を用いた補正用のスポット型放射温度計を特定点に対して設置して、この補正用のスポット型放射温度計と参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて走査型放射温度計の測定温度情報を補正するので、鋼板の幅方向の温度に対しても測定素子に起因する測定温度誤差を解消することができる。したがって、それまで使用していたスポット型放射温度計の測定素子に対し、新たに使用する走査型放射温度計の測定素子が異なる場合に、特定点に基づく信頼性の高い温度情報を基礎とした品質管理を承継しつつも、走査型放射温度計を用いて鋼板の幅方向に管理範囲を拡大した管理を行なうことができる。
【図面の簡単な説明】
【0009】
【図1】本発明に係る品質管理温度設定装置を備える熱間圧延設備の一実施形態を説明する概略構成図である。
【図2】図1の制御装置の構成を説明するブロック図である。
【図3】本発明に係る品質管理温度設定処理を説明するフローチャートである。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態について、図面を適宜参照しつつ説明する。
図1に示すように、この熱間圧延設備1は、上流側から順に、粗バーに加工された熱間スラブを所定板厚の鋼板Kに圧延する圧延機列2と、搬送される所定板厚の鋼板Kを冷却する冷却装置3と、冷却された鋼板Kを巻取るコイラー4とを備えている。
そして、圧延機列2の出側には、参照用のスポット型放射温度計5と、このスポット型放射温度計5と同じ特定点の温度を測定可能に設置された補正用のスポット型放射温度計6が設置されている。また、冷却装置3の出側には、鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計7が設置されている。各放射温度計5,6,7は、測定対象物である鋼板Kからの放射光をシリコン等の素子を使用した検出器5a,6a,7aでそれぞれ受光し、その受光エネルギーに基づく検出器5a,6a,7aの出力と鋼板Kの温度との関係から得られた測定結果が、品質管理温度設定手段であるコンピュータ8に出力される。そして、コンピュータ8にて所定の処理(後述する)がなされた管理温度情報はデータサーバ9に保存される。なお、本発明に係る品質管理温度設定装置には、各放射温度計5,6,7および品質管理温度設定手段であるコンピュータ8並びにコンピュータ8にて実行される以下の管理温度情報補正処理のプログラムが対応する。
【0011】
ここで、スポット型放射温度計5は、当該ラインにおいてそれまで使用していたものであるのに対し、走査型放射温度計7は新たに使用するものである。そして、各放射温度計5,6,7おいて、参照用のスポット型放射温度計5は、その測定素子(第一の測定素子)が熱伝型であるサーモバイル温度計であるのに対し、走査型放射温度計7の測定素子(第二の測定素子)は光電型のPbSeである。つまり、参照用のスポット型放射温度計5の第一の測定素子とは走査型放射温度計7の第二の測定素子が異なるものである。そのため、これらを単純に比較することはできない。そこで、本実施形態では、第三の温度計として、上記補正用のスポット型放射温度計6を設置しており、この放射温度計6の測定素子として、第二の測定素子と同一の光電型のPbSeを採用した。
【0012】
次に、上記コンピュータ8について詳しく説明する。
このコンピュータ8は、図2に示すように、所定の制御プログラムに基づいて演算およびシステム全体を制御するCPU30と、所定領域にあらかじめCPU30の制御プログラム等を格納している記憶装置42およびROM32と、この記憶装置42およびROM32等から読み出したデータやCPU30の演算過程で必要な演算結果を格納するためのRAM34と、各放射温度計5,6,7、入力装置40、記憶装置42、表示装置44等に対してデータの入出力を媒介するインターフェース38とを備えて構成されており、これらは、データを転送するための信号線であるバス39で相互にかつデータ授受可能に接続されている。そして、CPU30、上記記憶装置42やROM32の所定領域に格納されている所定のプログラムを起動させ、そのプログラムに従って以下の管理温度情報補正処理を実行するようになっている。
【0013】
次に、管理温度情報補正処理についてより詳しく説明する。
コンピュータ8で管理温度情報補正処理が実行されると、図3に示すように、まずステップS1に移行して、上記参照用のスポット型放射温度計5からの温度情報を取得し、続くステップS2では、上記補正用のスポット型放射温度計6からの温度情報を取得してステップS3に移行する。ステップS3では、補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求めてステップS4に移行する。続くステップS4では、上記走査型放射温度計7からの温度情報を取得してステップS5に移行し、ステップS5では、ステップS3での測定温度差に基づいて走査型放射温度計7の管理温度情報を補正して、ステップS6に移行する。本実施形態の例では、求めた測定温度差を、鋼板の全幅に亘って測定された温度(管理温度情報)から差し引くことによって、補正後の温度(管理温度情報)とした。ステップS6では、ステップS5で補正された後の管理温度情報をデータサーバ9に保存して処理をステップS1に戻す。
【0014】
次に、上記の品質管理温度設定装置、およびこれを用いる品質管理温度設定方法の作用・効果について説明する。
上記各放射温度計5,6,7および品質管理温度設定手段であるコンピュータ8並びにコンピュータ8にて実行される以下の管理温度情報補正処理のプログラムにより構成される品質管理温度設定装置によれば、熱間圧延設備1のラインにおいて、従来用いていた、参照用のスポット型放射温度計5により、搬送される鋼板K上の特定点において温度管理の基礎として参照される温度情報を継続して測定し(ステップS1)、この参照用のスポット型放射温度計5と、鋼板Kの全幅に亘って管理温度情報を測定する走査型放射温度計7との測定素子が相互に異なる場合に、相互の測定素子に起因する測定温度誤差を補正すべく、走査型放射温度計7と同じ測定素子を用いた補正用のスポット型放射温度計6を特定点に対して設置して、この補正用のスポット型放射温度計6によって補正用の温度情報を取得し(ステップS2)、この補正用のスポット型放射温度計6と参照用のスポット型放射温度計5との温度情報から測定温度差を求め(ステップS3)、この測定温度差に基づいて走査型放射温度計7の測定温度情報を補正するので(ステップS4〜S5)、鋼板Kの幅方向の温度に対しても測定素子に起因する測定温度誤差を解消することができる。
【0015】
したがって、それまで使用していたスポット型放射温度計5の測定素子に対し、新たに使用する走査型放射温度計7の測定素子が異なる場合に、特定点に基づく信頼性の高い温度情報を基礎とした品質管理を承継しつつも、走査型放射温度計7を用いて鋼板Kの幅方向に管理範囲を拡大した管理を行なうことができる。
なお、本発明に係る品質管理温度設定装置、およびこれを用いる品質管理温度設定方法は、上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しなければ種々の変形が可能なことは勿論である。
【符号の説明】
【0016】
1 熱間圧延設備
2 圧延機列
3 冷却装置
4 コイラー
5 参照用のスポット型放射温度計
6 補正用のスポット型放射温度計
7 走査型放射温度計
8 コンピュータ(品質管理温度設定手段)
9 データサーバ
【特許請求の範囲】
【請求項1】
熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する品質管理温度設定装置であって、
第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計と、
前記第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計と、
前記第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用のスポット型放射温度計と、
当該補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて前記走査型放射温度計の管理温度情報を補正する品質管理温度設定手段とを有することを特徴とする鋼板の品質管理温度設定装置。
【請求項2】
熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する方法であって、
第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計と、
前記第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計と、
前記第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用のスポット型放射温度計とを用い、
当該補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて前記走査型放射温度計の管理温度情報を補正することを特徴とする鋼板の品質管理温度設定方法。
【請求項1】
熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する品質管理温度設定装置であって、
第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計と、
前記第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計と、
前記第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用のスポット型放射温度計と、
当該補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて前記走査型放射温度計の管理温度情報を補正する品質管理温度設定手段とを有することを特徴とする鋼板の品質管理温度設定装置。
【請求項2】
熱間圧延設備において搬送される鋼板の幅方向の温度をライン上に設置した複数の放射温度計で測定して品質管理温度を設定する方法であって、
第一の測定素子を有するとともに温度管理の基礎として参照される温度情報を搬送される鋼板上の特定点において測定する参照用のスポット型放射温度計と、
前記第一の測定素子とは異なる第二の測定素子を有するとともに搬送される鋼板の全幅に亘って管理温度情報を測定する走査型放射温度計と、
前記第二の測定素子と同一の測定素子を有するとともに前記特定点の温度情報を測定する補正用のスポット型放射温度計とを用い、
当該補正用のスポット型放射温度計と前記参照用のスポット型放射温度計との温度情報から測定温度差を求め、この測定温度差に基づいて前記走査型放射温度計の管理温度情報を補正することを特徴とする鋼板の品質管理温度設定方法。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−189394(P2012−189394A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−52055(P2011−52055)
【出願日】平成23年3月9日(2011.3.9)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月9日(2011.3.9)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]