
鋼板補強材
【課題】熱硬化した熱硬化性制振層が従来と同等の強度を有するとともに、形状追従性をさらに向上させ鋼板から剥離したり破断するのを防止する。
【解決手段】熱硬化性制振層に、無機短繊維と有機短繊維とからなる繊維成分を配合した。熱硬化後の熱硬化性制振層の強度と形状追従性とがバランスするため、想定内の衝撃が加わった場合における剥離や破断を確実に防止することができる。
【解決手段】熱硬化性制振層に、無機短繊維と有機短繊維とからなる繊維成分を配合した。熱硬化後の熱硬化性制振層の強度と形状追従性とがバランスするため、想定内の衝撃が加わった場合における剥離や破断を確実に防止することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車の車体鋼板に貼着される鋼板補強材に関するものである。
【背景技術】
【0002】
近年の自動車においては、燃費の低減を目的として車体の軽量化が促進され、用いられる車体鋼板の厚さが薄くされる傾向にある。しかし車体鋼板の厚さが薄くなると、手指で押したときに撓み離したときに元に戻るいわゆるベコベコ感が発生したり、ドアを閉じた際の騒音が大きくなったり、雨滴の衝突音が大きくなる。
【0003】
そこで従来より、車体鋼板の裏面側に鋼板補強材を貼着することが行われている。この鋼板補強材は、例えば特開2005−022339号公報あるいは特開2005−041210号公報に記載されているように、拘束層と粘着性を有する熱硬化性制振層とからなるものである。この鋼板補強材は、熱硬化性制振層が車体鋼板の裏面側に粘着保持され、電着塗装後の加熱時に熱硬化することで車体鋼板と一体的に接合される。
【0004】
鋼板補強材に求められる特性としては、熱硬化するまで鋼板に確実に粘着保持されていること、熱硬化後の強度及び制振性に優れていること、などが挙げられる。しかし上記公報に記載された鋼板補強材においては、熱硬化後に衝撃試験を行うと、鋼板からの剥離や破断が生じるという問題があった。
【0005】
そこで特開2008−030257号公報には、熱硬化性制振層に融点の異なる2種類の粘着付与材を含み、さらに繊維を添加した鋼板補強材が提案されている。この鋼板補強材によれば、粘着性に優れるとともに熱硬化後の強度及び制振性に優れ、かつ耐衝撃性が向上する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−022339号公報
【特許文献2】特開2005−041210号公報
【特許文献3】特開2008−030257号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが特許文献3に記載された鋼板補強材においても、衝撃強度が大きく鋼板の変形量(撓み量)が大きい場合には、熱硬化した熱硬化性制振層が追従可能な限界値を超え、鋼板補強材が鋼板から剥離したり破断したりする場合があった。
【0008】
本発明はこのような事情に鑑みてなされたものであり、熱硬化した熱硬化性制振層が従来と同等の強度を有するようにするとともに、その形状追従性をさらに向上させ鋼板から剥離したり破断するのを防止することを解決すべき課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決する本発明の鋼板補強材の特徴は、拘束層と熱硬化性制振層との積層体からなり熱硬化性制振層が鋼板の表面に粘着保持され加熱により硬化することで鋼板と一体的に接合される鋼板補強材であって、熱硬化性制振層は、未加硫ゴムと、熱可塑性エラストマーと、粘着付与剤と、充填材と、発泡剤と、架橋剤とを少なくとも含み、無機短繊維と有機短繊維とからなる繊維成分をさらに含むことにある。
【0010】
繊維成分は、熱硬化性制振層に零を超え5質量%以下の範囲で含まれていることが望ましい。また無機短繊維は熱硬化性制振層に1〜4質量%含まれ、有機短繊維は熱硬化性制振層に0.2〜0.8質量%含まれていることが好ましく、無機短繊維は有機短繊維に対して質量比で4倍以上含まれていることが望ましい。
【発明の効果】
【0011】
本発明の鋼板補強材によれば、無機短繊維と有機短繊維とからなる繊維成分を含むことで、熱硬化後の熱硬化性制振層(以下、硬化層という)の強度と耐衝撃性(靱性)とがバランスするため、想定内の衝撃が加わった場合における剥離や破断を確実に防止することができる。
【図面の簡単な説明】
【0012】
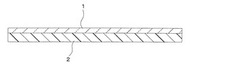
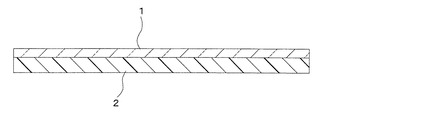
【図1】本発明の一実施例に係る鋼板補強材の断面図である。
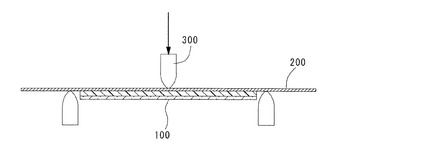
【図2】本発明の一実施例に係る鋼板補強材の試験方法を示す説明図である。
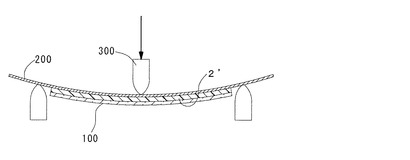
【図3】本発明の一実施例に係る鋼板補強材の試験方法を示す説明図である。
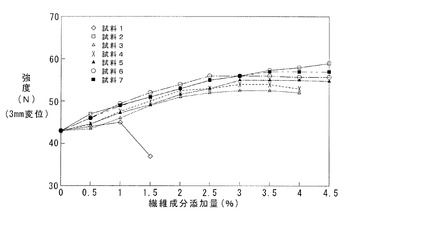
【図4】繊維成分の添加量と強度との関係を示すグラフである。
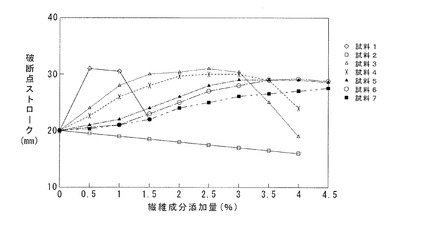
【図5】繊維成分の添加量と破断点ストロークとの関係を示すグラフである。
【発明を実施するための形態】
【0013】
本発明の鋼板補強材は、拘束層と熱硬化性制振層との積層体からなる。拘束層は、熱硬化性制振層及び硬化層を支持して形状を保持するとともに靱性を付与する機能を有する。拘束層は、熱硬化性制振層及び硬化層との接着性に優れかつ軽量のものが好適であり、ガラスクロス、カーボンファイバー集積体、有機繊維集積体、アルミニウムやステンレスからなる金属箔など、公知の材料を用いることができる。その厚さは特に規定されないが、薄肉であることが好ましく、例えば0.05mm〜0.50mm程度とすることが好ましい。
【0014】
熱硬化性制振層は、未加硫ゴムと、熱可塑性エラストマーと、粘着付与剤と、充填材と、発泡剤と、架橋剤とを少なくとも含む。未加硫ゴムとしては、ポリブタジエンゴム、1,2-ポリブタジエンゴム、1,4-ポリブタジエンゴム、スチレン−ブタジエンゴム(SBR)、アクリロニトリル−ブタジエンゴム、ポリイソプレンゴム、クロロプレンゴム、イソブチレン−イソプレンゴムなどの共役ジエン系重合体が挙げられる。水酸基、カルボキシル基、アミノ基、イソシアネート基、エチレン基などの官能基を有するゴムが好ましく、ポリブタジエンゴム、SBR、イソブチレン−イソプレンゴムなどが好ましい。
【0015】
未加硫ゴムは、数平均分子量500〜20000のものが好ましく、数平均分子量1000〜10000のものが特に好ましい。数平均分子量が500未満では鋼板への粘着性が低下する場合があり、20000を超えると硬化層が衝撃時の鋼板の変形に追従する性能(形状追従性)が低下する場合がある。
【0016】
未加硫ゴムは、熱硬化性制振層に5〜95質量%の範囲で含まれることが好ましく、20質量%近傍で含まれることが望ましい。未加硫ゴムの配合量が少ないと鋼板への粘着性及び形状追従性が低下し、多すぎると熱硬化性制振層の粘度が高くなるために鋼板への粘着強度が低下する。なお未加硫ゴムの一部を他の液状ゴムで置換すれば、貯蔵安定性が向上する場合もある。この液状ゴムとしては、例えば数平均分子量が45000のブタジエン変性ゴムが例示される。液状ゴムは、未加硫ゴムの5〜50質量%を置換することができる。
【0017】
熱可塑性エラストマーとしては、1,2-ポリブタジエン、エチレン−酢酸ビニル共重合体、芳香族ビニル化合物と共役ジエン化合物との共重合体及びこれらの水添物、アイオノマー、ポリオレフィンのカルボキシ変性体などが例示される。これらにエポキシ樹脂、ポリイソシアネートなどを併用したものを用いることもできる。これらのうち1,2-ポリブタジエン、芳香族ビニル化合物と共役ジエン化合物との共重合体、特にそのブロック共重合体及びポリオレフィンの酸変性体及びこれらにエポキシ樹脂、ポリイソシアネートを配合したものが好ましい。1,2-ポリブタジエンとしては、1,2結合含有量が70%以上、好ましくは85%以上で、結晶化度が5%以上、好ましくは10〜40%以上のものが推奨される。混練加工性及び架橋発泡性を考慮すると、粘度[η](トルエン30℃)が0.5dl/g以上であることが好ましい。
【0018】
熱可塑性エラストマーは、熱硬化性制振層に95〜5質量%の範囲で含まれることが好ましく、10質量%近傍で含まれることが望ましい。熱可塑性エラストマーの配合量が少ないと鋼板への粘着性及び形状追従性が低下し、多すぎると熱硬化性制振層の粘度が高くなるために鋼板への粘着強度が低下する。
【0019】
以下の成分の配合量は、未加硫ゴムと熱可塑性エラストマーの合計量100質量部に対する配合量をいう。
【0020】
粘着付与剤としては、芳香族系石油樹脂、脂肪族系石油樹脂、ロジン樹脂、テルペン系樹脂、クマロンインデン樹脂などが例示される。テルペン系樹脂と脂肪族系石油樹脂と芳香族系石油樹脂とを混合して用いることも好ましい。粘着付与剤は、熱硬化性制振層に1〜500質量部の範囲で含まれることが好ましく、65質量部近傍で含まれることが望ましい。粘着付与剤の配合量が少ないと鋼板及び拘束層との粘着性が低下し、多すぎると硬化層の強度が低下する。
【0021】
充填材としては、クレー、炭酸カルシウム、水酸化マグネシウム、硫酸バリウム、カーボンブラック、ケイ酸、酸化チタン、タルク、マイカなどが例示される。充填材は、熱硬化性制振層に10〜1000質量部の範囲で含まれることが好ましく、100質量部近傍で含まれることが望ましい。充填材の配合量が少ないと、硬化層の強度が低下するとともにコストアップとなり、多すぎると粘着性が低下したり硬化層が脆くなって形状追従性が低下する。
【0022】
発泡剤は、熱硬化性制振層の熱硬化時に発泡することで硬化層の密度を調整する機能をもつ。発泡剤としては、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などの無機系発泡剤、N-ニトロソ系化合物、アゾ系化合物、フッ化アルカン、ヒドラジン系化合物、セミカルバジド系化合物、トリアゾール系化合物などの有機系発泡剤などから選択して用いることができる。また加熱によって気化して膨張する液体を封入したマイクロカプセルを用いてもよい。
【0023】
この発泡剤は、その種類にもよるが、熱硬化性制振層に1〜20質量部の範囲で含まれることが好ましく、6.5質量部近傍で含まれることが望ましい。発泡剤の配合量が少ないと、発泡が不十分で厚み不足となり補強性が低下する場合がある。また多すぎると硬化層の密度が低くなりすぎて補強性が低下する場合がある。
【0024】
架橋剤は、未加硫ゴム(場合によっては熱可塑性エラストマーも)を架橋して熱硬化させるものであり、硫黄、加熱により硫黄を生成する硫黄化合物、有機過酸化物、イソシアネート化合物などが例示される。この架橋剤の配合量は、未加硫ゴム及び熱可塑性エラストマーの種類や配合量によって異なるが、これらが上記した組成範囲であれば、熱硬化性制振層に1〜100質量部の範囲で含まれることが好ましく、20質量部近傍で含まれることが望ましい。架橋剤が必要量より少ないと硬化層を補強する性能が低下する場合があり、多すぎると鋼板との粘着強度及び硬化層の接合強度が低下する場合がある。
【0025】
本発明の最大の特徴は、熱硬化性制振層に無機短繊維と有機短繊維とからなる繊維成分を含むことにある。この繊維成分を含むことで、硬化層の強度と靱性とがバランスするため、衝撃時における硬化層の形状追従性が向上し剥離や破断などを防止することができる。
【0026】
無機短繊維としては、ガラス繊維、ロックウールなどが例示され、ガラス繊維が特に好ましい。また有機短繊維としては、ポリエステル、ポリアミド、ポリエチレン、ポリプロピレン、PET、ビニロン系など、各種の合成樹脂繊維を用いることができる。無機短繊維及び有機短繊維の長さは、共に2mm〜12mmの範囲とすることが望ましい。短繊維の長さが短いと、破断するまでの変位ストロークが短くなり形状追従性が低下する場合がある。また2mm以下の繊維長の短繊維はほとんど市販されておらず、カット長が短いほど高価となる。短繊維の長さが長すぎると、拘束層との接合強度が低下し、焼付け時に被着面への接着力が低下する場合があり、その結果、硬化層の形状追従性や補強性が低下する場合がある。
【0027】
繊維成分は、無機短繊維と有機短繊維の合計量が熱硬化性制振層に零を超え6質量部以下の範囲で含まれることが好ましく、3.0質量部近傍で含まれることが望ましい。繊維成分の配合量が少ないと硬化層の補強性及び形状追従性が低下する場合があり、多すぎても補強性及び形状追従性が低下する場合がある。
【0028】
また無機短繊維は熱硬化性制振層に1〜5質量部含まれ、有機短繊維は熱硬化性制振層に0.2〜0.8質量部含まれていることが好ましく、無機短繊維は有機短繊維に対して質量比で4倍以上含まれていることが望ましい。無機短繊維が少なく有機短繊維が多すぎると硬化層の形状追従性が低下するようになり、有機短繊維が少なく無機短繊維が多すぎると補強性が低下するようになる。
【0029】
熱硬化性制振層には、軟化剤、防錆剤、助剤などをさらに混合することもできる。軟化剤としてはパラフィン、プロセスオイル、エクステンダーオイル、ナフテン系オイルなどを用いることができ、熱硬化性制振層に1〜5質量部の範囲で配合することが好ましい。防錆剤としてはリン酸亜鉛系、リン酸カルシウム系などを用いることができ、熱硬化性制振層に1〜10質量部の範囲で配合することが好ましい。また助剤としては尿素、尿素誘導体などを用いることができ、熱硬化性制振層に0〜3質量部の範囲で配合することが好ましい。
【0030】
本発明の鋼板補強材を製造するには、先ず熱硬化性制振層を構成する成分を混合してニーダーなどにて混練する。このとき、ニーダーの混練条件などを調整して、繊維成分が破損するのを防止することが望ましい。得られた混練物をカレンダーロールなどにて厚さ0.4mm〜3.0mmの板状に成形して熱硬化性制振層を形成する。別に形成された拘束層をその表面に粘着し、裏面側に離型紙などを粘着した後、被着物の形状に合わせて裁断することで、本発明の鋼板補強材が得られる。
【0031】
本発明の鋼板補強材を使用するには、離型紙などを剥離して熱硬化性制振層の表面を鋼板の所定位置に粘着させる。本発明の鋼板補強材は、熱硬化性樹脂層の粘着強度が高いため拘束層及び鋼板に強固に粘着し、車体の天井鋼板に粘着させた状態で電着塗装しても途中で剥離するような不具合が生じない。そして鋼板に粘着した状態で150〜200℃で加熱することで、熱硬化性樹脂層が発泡するとともに架橋して熱硬化し、鋼板と一体的に接合した硬化層が形成される。
【0032】
以下、実施例及び比較例により本発明を具体的に説明する。
【実施例1】
【0033】
図1に本実施例の鋼板補強材の断面図を示す。この鋼板補強材は、拘束層1と、ラミネート加工によって拘束層1の裏面側に粘着保持された熱硬化性制振層2とからなる。拘束層1は、ガラスクロスから厚さ0.2mmの板状に形成されている。熱硬化性制振層2は、表1に示す配合組成の混合物をニーダーにて混練し、カレンダーロールにて板状に形成されてなる。熱硬化性制振層2の厚さは、0.5mm及び1.1mmの2種類用意した。
【0034】
【表1】

【0035】
なお未加硫ゴムとしては、数平均分子量が20000のSBRを用いた。熱可塑性エラストマーとしては、1,2結合含有量が90%、結晶化度が20%の1,2-ポリブタジエンを用いた。粘着付与剤としてはテルペン系樹脂を用いた。充填材としては炭酸カルシウムを用いた。発泡剤としては有機系発泡剤とマイクロカプセルを1:2の比率で用いた。架橋剤としては硫黄を用いた。着色剤にはカーボンブラックを用いた。軟化剤としてはナフテン系オイルを用いた。助剤としては、尿素誘導体を用いた。
【0036】
そして無機短繊維として繊維長3mm、繊維径0.1μmのガラス繊維を用い、有機短繊維として繊維長5mm、繊維径4dのPET繊維を用いた。混練及びカレンダーロール加工後も、無機短繊維及び有機短繊維はこの形状を保持していた。
(従来例)
表2に示すように、架橋剤を8質量部用いたこと、助剤を2質量部用いたこと、無機短繊維及び有機短繊維を含まないこと以外は実施例1と同様の組成のものを従来例の鋼板補強材とした。
(比較例1)
表2に示すように、無機短繊維及び有機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例1の鋼板補強材とした。
(比較例2)
表2に示すように、実施例1と同様の無機短繊維を1質量部用い、有機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例2の鋼板補強材とした。
(比較例3)
表2に示すように、実施例1と同様の無機短繊維を2質量部用い、有機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例3の鋼板補強材とした。
(比較例4)
表2に示すように、実施例1と同様の無機短繊維を3質量部用い、有機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例4の鋼板補強材とした。
(比較例5)
表2に示すように、実施例1と同様の有機短繊維を0.5質量部用い、無機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例5の鋼板補強材とした。
(比較例6)
表2に示すように、実施例1と同様の有機短繊維を1.0質量部用い、無機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例5の鋼板補強材とした。
(比較例7)
表2に示すように、架橋剤を7質量部用いたこと、無機短繊維及び有機短繊維を含まないこと以外は実施例1と同様の組成のものを比較例7の鋼板補強材とした。
(比較例8)
表2に示すように、架橋剤を7質量部用いたこと、無機短繊維を含まないこと以外は実施例1と同様の組成のものを比較例8の鋼板補強材とした。
<試験・評価>
実施例1、各比較例および従来例の鋼板補強材をそれぞれ90mm×25mmの大きさに切り出して試料とし、150mm×25mm×0.8mmの鋼板の中央にそれぞれ貼着した。これらを180℃±2℃に調整された熱風乾燥器内で30分間焼付けて熱硬化性制振層2を硬化させて硬化層2’とし、その後室温まで放冷したものを試験片とした。
【0037】
次に、各試験片の温度を20℃±2℃に調整し、図2に示すように曲げ試験を行った。すなわち試験片100の長手方向外側で鋼板200を2箇所で支持し、反対側から鋼板200の中心をクロスヘッド300で押圧した。クロスヘッド300の速度は500mm/分である。クロスヘッド300の押圧によって図3に示すように鋼板200が撓み、試験片100も鋼板200の変位に追従して撓み変形する。試験片100が3mm変位した時の荷重(N)をそれぞれ測定し、硬化層2’が破断した時のクロスヘッド300のストロークをそれぞれ測定して、結果を強度及び破断点ストロークとして表2に示す。
【0038】
【表2】
【0039】
表2より、実施例1に係る試験片は、従来例及び比較例に比べて強度と破断点ストロークの両方に優れていることがわかる。一方、比較例1〜4の結果から、無機繊維(ガラス繊維)の配合量が多くなるにつれて強度は向上するものの破断点ストロークが短くなり、形状追従性が低下していることがわかる。また比較例1と比較例5,6の比較及び比較例7と比較例8との比較から、有機繊維(PET繊維)を添加しても強度を向上させる効果は得られないが、破断点ストロークが格段に長くなり形状追従性が向上していることがわかる。すなわち実施例1のように、無機繊維と有機繊維とを併用することで、無機繊維による破断点ストロークが短くなるという弊害が解消され、強度と靱性の両方が向上することが明らかである。
【0040】
なお、無機繊維又は有機繊維の添加量を多くすると、拘束層1とラミネートする際にシワが発生するなどの弊害が生じることがわかっている。そこで繊維成分の添加量と強度及び破断点ストロークとの関係を調査する試験を行った。
(試験例)
実施例1と同様の無機繊維と有機繊維を用い、それらの配合比率と添加量を種々変化させたこと以外は実施例1と同様の鋼板補強材を調製した。そして上記試験と同様に試験片を作製し、同様の曲げ試験を行って強度と破断点ストロークを測定した。結果を図4及び図5に示す。なお各試料の制振層2における繊維成分の配合比を表3に示す。各試料は、表3に示す各配合比で、無機繊維と有機繊維の合計配合量を0〜4.5質量%の範囲で変化させている。
【0041】
【表3】
【0042】
図4及び図5から、試料1のように有機繊維を単独で用いた場合には、配合量が1質量%を超えると強度及び破断点ストロークが急激に低下している。また試料2のように無機繊維を単独で用いた場合には、配合量が多くなるほど強度は向上するものの破断点ストロークは徐々に低下している。そして無機繊維と有機繊維を併用することで、強度と形状追従性の両方を向上させることができることがわかる。しかし無機繊維と有機繊維を併用した場合でも、試料3と試料4では配合量が多くなると破断点ストロークが低下していることから、繊維成分の配合量は合計で3〜4質量%以下とすることが望ましい。また試料5,6,7のように、無機繊維と有機繊維との配合比を1:4〜6程度にするのが特に望ましいことが明らかである。
【符号の説明】
【0043】
1:拘束層
2:制振層
100:試験片
200:鋼板
300:クロスヘッド
【技術分野】
【0001】
本発明は、自動車の車体鋼板に貼着される鋼板補強材に関するものである。
【背景技術】
【0002】
近年の自動車においては、燃費の低減を目的として車体の軽量化が促進され、用いられる車体鋼板の厚さが薄くされる傾向にある。しかし車体鋼板の厚さが薄くなると、手指で押したときに撓み離したときに元に戻るいわゆるベコベコ感が発生したり、ドアを閉じた際の騒音が大きくなったり、雨滴の衝突音が大きくなる。
【0003】
そこで従来より、車体鋼板の裏面側に鋼板補強材を貼着することが行われている。この鋼板補強材は、例えば特開2005−022339号公報あるいは特開2005−041210号公報に記載されているように、拘束層と粘着性を有する熱硬化性制振層とからなるものである。この鋼板補強材は、熱硬化性制振層が車体鋼板の裏面側に粘着保持され、電着塗装後の加熱時に熱硬化することで車体鋼板と一体的に接合される。
【0004】
鋼板補強材に求められる特性としては、熱硬化するまで鋼板に確実に粘着保持されていること、熱硬化後の強度及び制振性に優れていること、などが挙げられる。しかし上記公報に記載された鋼板補強材においては、熱硬化後に衝撃試験を行うと、鋼板からの剥離や破断が生じるという問題があった。
【0005】
そこで特開2008−030257号公報には、熱硬化性制振層に融点の異なる2種類の粘着付与材を含み、さらに繊維を添加した鋼板補強材が提案されている。この鋼板補強材によれば、粘着性に優れるとともに熱硬化後の強度及び制振性に優れ、かつ耐衝撃性が向上する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−022339号公報
【特許文献2】特開2005−041210号公報
【特許文献3】特開2008−030257号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが特許文献3に記載された鋼板補強材においても、衝撃強度が大きく鋼板の変形量(撓み量)が大きい場合には、熱硬化した熱硬化性制振層が追従可能な限界値を超え、鋼板補強材が鋼板から剥離したり破断したりする場合があった。
【0008】
本発明はこのような事情に鑑みてなされたものであり、熱硬化した熱硬化性制振層が従来と同等の強度を有するようにするとともに、その形状追従性をさらに向上させ鋼板から剥離したり破断するのを防止することを解決すべき課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決する本発明の鋼板補強材の特徴は、拘束層と熱硬化性制振層との積層体からなり熱硬化性制振層が鋼板の表面に粘着保持され加熱により硬化することで鋼板と一体的に接合される鋼板補強材であって、熱硬化性制振層は、未加硫ゴムと、熱可塑性エラストマーと、粘着付与剤と、充填材と、発泡剤と、架橋剤とを少なくとも含み、無機短繊維と有機短繊維とからなる繊維成分をさらに含むことにある。
【0010】
繊維成分は、熱硬化性制振層に零を超え5質量%以下の範囲で含まれていることが望ましい。また無機短繊維は熱硬化性制振層に1〜4質量%含まれ、有機短繊維は熱硬化性制振層に0.2〜0.8質量%含まれていることが好ましく、無機短繊維は有機短繊維に対して質量比で4倍以上含まれていることが望ましい。
【発明の効果】
【0011】
本発明の鋼板補強材によれば、無機短繊維と有機短繊維とからなる繊維成分を含むことで、熱硬化後の熱硬化性制振層(以下、硬化層という)の強度と耐衝撃性(靱性)とがバランスするため、想定内の衝撃が加わった場合における剥離や破断を確実に防止することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施例に係る鋼板補強材の断面図である。
【図2】本発明の一実施例に係る鋼板補強材の試験方法を示す説明図である。
【図3】本発明の一実施例に係る鋼板補強材の試験方法を示す説明図である。
【図4】繊維成分の添加量と強度との関係を示すグラフである。
【図5】繊維成分の添加量と破断点ストロークとの関係を示すグラフである。
【発明を実施するための形態】
【0013】
本発明の鋼板補強材は、拘束層と熱硬化性制振層との積層体からなる。拘束層は、熱硬化性制振層及び硬化層を支持して形状を保持するとともに靱性を付与する機能を有する。拘束層は、熱硬化性制振層及び硬化層との接着性に優れかつ軽量のものが好適であり、ガラスクロス、カーボンファイバー集積体、有機繊維集積体、アルミニウムやステンレスからなる金属箔など、公知の材料を用いることができる。その厚さは特に規定されないが、薄肉であることが好ましく、例えば0.05mm〜0.50mm程度とすることが好ましい。
【0014】
熱硬化性制振層は、未加硫ゴムと、熱可塑性エラストマーと、粘着付与剤と、充填材と、発泡剤と、架橋剤とを少なくとも含む。未加硫ゴムとしては、ポリブタジエンゴム、1,2-ポリブタジエンゴム、1,4-ポリブタジエンゴム、スチレン−ブタジエンゴム(SBR)、アクリロニトリル−ブタジエンゴム、ポリイソプレンゴム、クロロプレンゴム、イソブチレン−イソプレンゴムなどの共役ジエン系重合体が挙げられる。水酸基、カルボキシル基、アミノ基、イソシアネート基、エチレン基などの官能基を有するゴムが好ましく、ポリブタジエンゴム、SBR、イソブチレン−イソプレンゴムなどが好ましい。
【0015】
未加硫ゴムは、数平均分子量500〜20000のものが好ましく、数平均分子量1000〜10000のものが特に好ましい。数平均分子量が500未満では鋼板への粘着性が低下する場合があり、20000を超えると硬化層が衝撃時の鋼板の変形に追従する性能(形状追従性)が低下する場合がある。
【0016】
未加硫ゴムは、熱硬化性制振層に5〜95質量%の範囲で含まれることが好ましく、20質量%近傍で含まれることが望ましい。未加硫ゴムの配合量が少ないと鋼板への粘着性及び形状追従性が低下し、多すぎると熱硬化性制振層の粘度が高くなるために鋼板への粘着強度が低下する。なお未加硫ゴムの一部を他の液状ゴムで置換すれば、貯蔵安定性が向上する場合もある。この液状ゴムとしては、例えば数平均分子量が45000のブタジエン変性ゴムが例示される。液状ゴムは、未加硫ゴムの5〜50質量%を置換することができる。
【0017】
熱可塑性エラストマーとしては、1,2-ポリブタジエン、エチレン−酢酸ビニル共重合体、芳香族ビニル化合物と共役ジエン化合物との共重合体及びこれらの水添物、アイオノマー、ポリオレフィンのカルボキシ変性体などが例示される。これらにエポキシ樹脂、ポリイソシアネートなどを併用したものを用いることもできる。これらのうち1,2-ポリブタジエン、芳香族ビニル化合物と共役ジエン化合物との共重合体、特にそのブロック共重合体及びポリオレフィンの酸変性体及びこれらにエポキシ樹脂、ポリイソシアネートを配合したものが好ましい。1,2-ポリブタジエンとしては、1,2結合含有量が70%以上、好ましくは85%以上で、結晶化度が5%以上、好ましくは10〜40%以上のものが推奨される。混練加工性及び架橋発泡性を考慮すると、粘度[η](トルエン30℃)が0.5dl/g以上であることが好ましい。
【0018】
熱可塑性エラストマーは、熱硬化性制振層に95〜5質量%の範囲で含まれることが好ましく、10質量%近傍で含まれることが望ましい。熱可塑性エラストマーの配合量が少ないと鋼板への粘着性及び形状追従性が低下し、多すぎると熱硬化性制振層の粘度が高くなるために鋼板への粘着強度が低下する。
【0019】
以下の成分の配合量は、未加硫ゴムと熱可塑性エラストマーの合計量100質量部に対する配合量をいう。
【0020】
粘着付与剤としては、芳香族系石油樹脂、脂肪族系石油樹脂、ロジン樹脂、テルペン系樹脂、クマロンインデン樹脂などが例示される。テルペン系樹脂と脂肪族系石油樹脂と芳香族系石油樹脂とを混合して用いることも好ましい。粘着付与剤は、熱硬化性制振層に1〜500質量部の範囲で含まれることが好ましく、65質量部近傍で含まれることが望ましい。粘着付与剤の配合量が少ないと鋼板及び拘束層との粘着性が低下し、多すぎると硬化層の強度が低下する。
【0021】
充填材としては、クレー、炭酸カルシウム、水酸化マグネシウム、硫酸バリウム、カーボンブラック、ケイ酸、酸化チタン、タルク、マイカなどが例示される。充填材は、熱硬化性制振層に10〜1000質量部の範囲で含まれることが好ましく、100質量部近傍で含まれることが望ましい。充填材の配合量が少ないと、硬化層の強度が低下するとともにコストアップとなり、多すぎると粘着性が低下したり硬化層が脆くなって形状追従性が低下する。
【0022】
発泡剤は、熱硬化性制振層の熱硬化時に発泡することで硬化層の密度を調整する機能をもつ。発泡剤としては、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などの無機系発泡剤、N-ニトロソ系化合物、アゾ系化合物、フッ化アルカン、ヒドラジン系化合物、セミカルバジド系化合物、トリアゾール系化合物などの有機系発泡剤などから選択して用いることができる。また加熱によって気化して膨張する液体を封入したマイクロカプセルを用いてもよい。
【0023】
この発泡剤は、その種類にもよるが、熱硬化性制振層に1〜20質量部の範囲で含まれることが好ましく、6.5質量部近傍で含まれることが望ましい。発泡剤の配合量が少ないと、発泡が不十分で厚み不足となり補強性が低下する場合がある。また多すぎると硬化層の密度が低くなりすぎて補強性が低下する場合がある。
【0024】
架橋剤は、未加硫ゴム(場合によっては熱可塑性エラストマーも)を架橋して熱硬化させるものであり、硫黄、加熱により硫黄を生成する硫黄化合物、有機過酸化物、イソシアネート化合物などが例示される。この架橋剤の配合量は、未加硫ゴム及び熱可塑性エラストマーの種類や配合量によって異なるが、これらが上記した組成範囲であれば、熱硬化性制振層に1〜100質量部の範囲で含まれることが好ましく、20質量部近傍で含まれることが望ましい。架橋剤が必要量より少ないと硬化層を補強する性能が低下する場合があり、多すぎると鋼板との粘着強度及び硬化層の接合強度が低下する場合がある。
【0025】
本発明の最大の特徴は、熱硬化性制振層に無機短繊維と有機短繊維とからなる繊維成分を含むことにある。この繊維成分を含むことで、硬化層の強度と靱性とがバランスするため、衝撃時における硬化層の形状追従性が向上し剥離や破断などを防止することができる。
【0026】
無機短繊維としては、ガラス繊維、ロックウールなどが例示され、ガラス繊維が特に好ましい。また有機短繊維としては、ポリエステル、ポリアミド、ポリエチレン、ポリプロピレン、PET、ビニロン系など、各種の合成樹脂繊維を用いることができる。無機短繊維及び有機短繊維の長さは、共に2mm〜12mmの範囲とすることが望ましい。短繊維の長さが短いと、破断するまでの変位ストロークが短くなり形状追従性が低下する場合がある。また2mm以下の繊維長の短繊維はほとんど市販されておらず、カット長が短いほど高価となる。短繊維の長さが長すぎると、拘束層との接合強度が低下し、焼付け時に被着面への接着力が低下する場合があり、その結果、硬化層の形状追従性や補強性が低下する場合がある。
【0027】
繊維成分は、無機短繊維と有機短繊維の合計量が熱硬化性制振層に零を超え6質量部以下の範囲で含まれることが好ましく、3.0質量部近傍で含まれることが望ましい。繊維成分の配合量が少ないと硬化層の補強性及び形状追従性が低下する場合があり、多すぎても補強性及び形状追従性が低下する場合がある。
【0028】
また無機短繊維は熱硬化性制振層に1〜5質量部含まれ、有機短繊維は熱硬化性制振層に0.2〜0.8質量部含まれていることが好ましく、無機短繊維は有機短繊維に対して質量比で4倍以上含まれていることが望ましい。無機短繊維が少なく有機短繊維が多すぎると硬化層の形状追従性が低下するようになり、有機短繊維が少なく無機短繊維が多すぎると補強性が低下するようになる。
【0029】
熱硬化性制振層には、軟化剤、防錆剤、助剤などをさらに混合することもできる。軟化剤としてはパラフィン、プロセスオイル、エクステンダーオイル、ナフテン系オイルなどを用いることができ、熱硬化性制振層に1〜5質量部の範囲で配合することが好ましい。防錆剤としてはリン酸亜鉛系、リン酸カルシウム系などを用いることができ、熱硬化性制振層に1〜10質量部の範囲で配合することが好ましい。また助剤としては尿素、尿素誘導体などを用いることができ、熱硬化性制振層に0〜3質量部の範囲で配合することが好ましい。
【0030】
本発明の鋼板補強材を製造するには、先ず熱硬化性制振層を構成する成分を混合してニーダーなどにて混練する。このとき、ニーダーの混練条件などを調整して、繊維成分が破損するのを防止することが望ましい。得られた混練物をカレンダーロールなどにて厚さ0.4mm〜3.0mmの板状に成形して熱硬化性制振層を形成する。別に形成された拘束層をその表面に粘着し、裏面側に離型紙などを粘着した後、被着物の形状に合わせて裁断することで、本発明の鋼板補強材が得られる。
【0031】
本発明の鋼板補強材を使用するには、離型紙などを剥離して熱硬化性制振層の表面を鋼板の所定位置に粘着させる。本発明の鋼板補強材は、熱硬化性樹脂層の粘着強度が高いため拘束層及び鋼板に強固に粘着し、車体の天井鋼板に粘着させた状態で電着塗装しても途中で剥離するような不具合が生じない。そして鋼板に粘着した状態で150〜200℃で加熱することで、熱硬化性樹脂層が発泡するとともに架橋して熱硬化し、鋼板と一体的に接合した硬化層が形成される。
【0032】
以下、実施例及び比較例により本発明を具体的に説明する。
【実施例1】
【0033】
図1に本実施例の鋼板補強材の断面図を示す。この鋼板補強材は、拘束層1と、ラミネート加工によって拘束層1の裏面側に粘着保持された熱硬化性制振層2とからなる。拘束層1は、ガラスクロスから厚さ0.2mmの板状に形成されている。熱硬化性制振層2は、表1に示す配合組成の混合物をニーダーにて混練し、カレンダーロールにて板状に形成されてなる。熱硬化性制振層2の厚さは、0.5mm及び1.1mmの2種類用意した。
【0034】
【表1】
【0035】
なお未加硫ゴムとしては、数平均分子量が20000のSBRを用いた。熱可塑性エラストマーとしては、1,2結合含有量が90%、結晶化度が20%の1,2-ポリブタジエンを用いた。粘着付与剤としてはテルペン系樹脂を用いた。充填材としては炭酸カルシウムを用いた。発泡剤としては有機系発泡剤とマイクロカプセルを1:2の比率で用いた。架橋剤としては硫黄を用いた。着色剤にはカーボンブラックを用いた。軟化剤としてはナフテン系オイルを用いた。助剤としては、尿素誘導体を用いた。
【0036】
そして無機短繊維として繊維長3mm、繊維径0.1μmのガラス繊維を用い、有機短繊維として繊維長5mm、繊維径4dのPET繊維を用いた。混練及びカレンダーロール加工後も、無機短繊維及び有機短繊維はこの形状を保持していた。
(従来例)
表2に示すように、架橋剤を8質量部用いたこと、助剤を2質量部用いたこと、無機短繊維及び有機短繊維を含まないこと以外は実施例1と同様の組成のものを従来例の鋼板補強材とした。
(比較例1)
表2に示すように、無機短繊維及び有機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例1の鋼板補強材とした。
(比較例2)
表2に示すように、実施例1と同様の無機短繊維を1質量部用い、有機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例2の鋼板補強材とした。
(比較例3)
表2に示すように、実施例1と同様の無機短繊維を2質量部用い、有機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例3の鋼板補強材とした。
(比較例4)
表2に示すように、実施例1と同様の無機短繊維を3質量部用い、有機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例4の鋼板補強材とした。
(比較例5)
表2に示すように、実施例1と同様の有機短繊維を0.5質量部用い、無機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例5の鋼板補強材とした。
(比較例6)
表2に示すように、実施例1と同様の有機短繊維を1.0質量部用い、無機短繊維を用いなかったこと以外は実施例1と同様の組成のものを比較例5の鋼板補強材とした。
(比較例7)
表2に示すように、架橋剤を7質量部用いたこと、無機短繊維及び有機短繊維を含まないこと以外は実施例1と同様の組成のものを比較例7の鋼板補強材とした。
(比較例8)
表2に示すように、架橋剤を7質量部用いたこと、無機短繊維を含まないこと以外は実施例1と同様の組成のものを比較例8の鋼板補強材とした。
<試験・評価>
実施例1、各比較例および従来例の鋼板補強材をそれぞれ90mm×25mmの大きさに切り出して試料とし、150mm×25mm×0.8mmの鋼板の中央にそれぞれ貼着した。これらを180℃±2℃に調整された熱風乾燥器内で30分間焼付けて熱硬化性制振層2を硬化させて硬化層2’とし、その後室温まで放冷したものを試験片とした。
【0037】
次に、各試験片の温度を20℃±2℃に調整し、図2に示すように曲げ試験を行った。すなわち試験片100の長手方向外側で鋼板200を2箇所で支持し、反対側から鋼板200の中心をクロスヘッド300で押圧した。クロスヘッド300の速度は500mm/分である。クロスヘッド300の押圧によって図3に示すように鋼板200が撓み、試験片100も鋼板200の変位に追従して撓み変形する。試験片100が3mm変位した時の荷重(N)をそれぞれ測定し、硬化層2’が破断した時のクロスヘッド300のストロークをそれぞれ測定して、結果を強度及び破断点ストロークとして表2に示す。
【0038】
【表2】
【0039】
表2より、実施例1に係る試験片は、従来例及び比較例に比べて強度と破断点ストロークの両方に優れていることがわかる。一方、比較例1〜4の結果から、無機繊維(ガラス繊維)の配合量が多くなるにつれて強度は向上するものの破断点ストロークが短くなり、形状追従性が低下していることがわかる。また比較例1と比較例5,6の比較及び比較例7と比較例8との比較から、有機繊維(PET繊維)を添加しても強度を向上させる効果は得られないが、破断点ストロークが格段に長くなり形状追従性が向上していることがわかる。すなわち実施例1のように、無機繊維と有機繊維とを併用することで、無機繊維による破断点ストロークが短くなるという弊害が解消され、強度と靱性の両方が向上することが明らかである。
【0040】
なお、無機繊維又は有機繊維の添加量を多くすると、拘束層1とラミネートする際にシワが発生するなどの弊害が生じることがわかっている。そこで繊維成分の添加量と強度及び破断点ストロークとの関係を調査する試験を行った。
(試験例)
実施例1と同様の無機繊維と有機繊維を用い、それらの配合比率と添加量を種々変化させたこと以外は実施例1と同様の鋼板補強材を調製した。そして上記試験と同様に試験片を作製し、同様の曲げ試験を行って強度と破断点ストロークを測定した。結果を図4及び図5に示す。なお各試料の制振層2における繊維成分の配合比を表3に示す。各試料は、表3に示す各配合比で、無機繊維と有機繊維の合計配合量を0〜4.5質量%の範囲で変化させている。
【0041】
【表3】
【0042】
図4及び図5から、試料1のように有機繊維を単独で用いた場合には、配合量が1質量%を超えると強度及び破断点ストロークが急激に低下している。また試料2のように無機繊維を単独で用いた場合には、配合量が多くなるほど強度は向上するものの破断点ストロークは徐々に低下している。そして無機繊維と有機繊維を併用することで、強度と形状追従性の両方を向上させることができることがわかる。しかし無機繊維と有機繊維を併用した場合でも、試料3と試料4では配合量が多くなると破断点ストロークが低下していることから、繊維成分の配合量は合計で3〜4質量%以下とすることが望ましい。また試料5,6,7のように、無機繊維と有機繊維との配合比を1:4〜6程度にするのが特に望ましいことが明らかである。
【符号の説明】
【0043】
1:拘束層
2:制振層
100:試験片
200:鋼板
300:クロスヘッド
【特許請求の範囲】
【請求項1】
拘束層と熱硬化性制振層との積層体からなり該熱硬化性制振層が鋼板の表面に粘着保持され加熱により硬化することで鋼板と一体的に接合される鋼板補強材であって、
該熱硬化性制振層は、未加硫ゴムと、熱可塑性エラストマーと、粘着付与剤と、充填材と、発泡剤と、架橋剤とを少なくとも含み、無機短繊維と有機短繊維とからなる繊維成分をさらに含むことを特徴とする鋼板補強材。
【請求項2】
前記繊維成分は、前記熱硬化性制振層に零を超え6質量%以下の範囲で含まれている請求項1に記載の鋼板補強材。
【請求項3】
前記無機短繊維は前記熱硬化性制振層に1〜5質量%含まれ、前記有機短繊維は前記熱硬化性制振層に0.2〜0.8質量%含まれている請求項1又は請求項2に記載の鋼板補強材。
【請求項4】
前記無機短繊維は、前記有機短繊維に対して質量比で4倍以上含まれている請求項1〜3のいずれかに記載の鋼板補強材。
【請求項5】
前記無機短繊維はガラス繊維であり前記有機短繊維はPET繊維である請求項1〜3のいずれかに記載の鋼板補強材。
【請求項1】
拘束層と熱硬化性制振層との積層体からなり該熱硬化性制振層が鋼板の表面に粘着保持され加熱により硬化することで鋼板と一体的に接合される鋼板補強材であって、
該熱硬化性制振層は、未加硫ゴムと、熱可塑性エラストマーと、粘着付与剤と、充填材と、発泡剤と、架橋剤とを少なくとも含み、無機短繊維と有機短繊維とからなる繊維成分をさらに含むことを特徴とする鋼板補強材。
【請求項2】
前記繊維成分は、前記熱硬化性制振層に零を超え6質量%以下の範囲で含まれている請求項1に記載の鋼板補強材。
【請求項3】
前記無機短繊維は前記熱硬化性制振層に1〜5質量%含まれ、前記有機短繊維は前記熱硬化性制振層に0.2〜0.8質量%含まれている請求項1又は請求項2に記載の鋼板補強材。
【請求項4】
前記無機短繊維は、前記有機短繊維に対して質量比で4倍以上含まれている請求項1〜3のいずれかに記載の鋼板補強材。
【請求項5】
前記無機短繊維はガラス繊維であり前記有機短繊維はPET繊維である請求項1〜3のいずれかに記載の鋼板補強材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−56748(P2011−56748A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−208191(P2009−208191)
【出願日】平成21年9月9日(2009.9.9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000232542)日本特殊塗料株式会社 (35)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月9日(2009.9.9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000232542)日本特殊塗料株式会社 (35)
【Fターム(参考)】
[ Back to top ]