
鋼管の溶接方法
【課題】大口径で肉厚の鋼管であっても、その突き合わせ溶接に際して、溶接所要時間の短縮が可能であり、断面形状が少々扁平していても良好な溶接が実施できるようにする。
【解決手段】鋼管3Aと鋼管3Bとを突き合わせ溶接する際、両配管の突き合わせ端部を跨ぐように帯ソケット1を配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接する。帯ソケットには、長方形の鋼板をロール加工して湾曲させた略C字状のものが用いられ、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、帯ソケットと両鋼管とを隅肉溶接することが好ましい。
【解決手段】鋼管3Aと鋼管3Bとを突き合わせ溶接する際、両配管の突き合わせ端部を跨ぐように帯ソケット1を配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接する。帯ソケットには、長方形の鋼板をロール加工して湾曲させた略C字状のものが用いられ、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、帯ソケットと両鋼管とを隅肉溶接することが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ステンレス鋼管などの鋼管の溶接方法に関し、特に大口径で、断面形状が真円でなく、わずかに扁平している鋼管の溶接に好適な方法に関する。
【背景技術】
【0002】
半導体装置、液晶表示素子などの製造工場では、その製造に際して、大量のドライエア、窒素ガスなどのガスが使用され、その供給のために大口径のステンレス鋼管などの鋼管を溶接した配管が用いられている。
この種のガス供給配管には、一般に薄肉鋼管が用いられる。鋼管が大口径であると薄肉鋼管であっても、その肉厚も必然的に厚くなっている。このような厚肉の鋼管の突き合わせ溶接では、鋼管端面の開先をV字、U字に加工したのち、端面を溶接しその後溶加棒を用いて肉盛り溶接する方法が採用される。
【0003】
しかし、この方法では、開先加工時間、溶接時間に極めて長時間を要する不都合がある。また、大口径の鋼管では、その重量が重く、取り扱いが困難で、鋼管端部間の位置合わせもの時間がかかる。
【0004】
また、一般に、鋼管の断面形状は真円ではなく、微妙に扁平しており、その扁平量はその口径が大きいほど、また肉厚が薄いほど大きくなる。なお、この扁平量に関しては、JIS G 3468に規定されている。
このため、2本の鋼管の端面を突き合わせた場合に、両鋼管の端面が正確に一致せず、開先の角度も正確に一致しないことになって、溶接アークが一定とならず、良好な溶接が行えない不都合もある。
【特許文献1】特開平11−50449号公報
【特許文献2】特開2001−179441号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
よって、本発明における課題は、大口径で肉厚の鋼管であっても、その突き合わせ溶接に際して、開先加工を不要とし、溶接所要時間の短縮が可能であり、断面形状が少々扁平していても良好な溶接が実施できるようにすることにある。
【課題を解決するための手段】
【0006】
かかる課題を解決するため、
請求項1にかかる発明は、鋼管と鋼管とを突き合わせ溶接する際、
両配管の突き合わせ端部を跨ぐように帯ソケットを配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接することを特徴とする鋼管の溶接方法である。
【0007】
請求項2にかかる発明は、前記帯ソケットが、長方形の鋼板をロール加工して湾曲させた略C字状のものであって、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、その端部を溶接することを特徴とする請求項1記載の鋼管の溶接方法である。
【0008】
請求項3にかかる発明は、前記帯ソケットの内周長が、鋼管の外周長の1〜1.05倍であることを特徴とする請求項2記載の鋼管の溶接方法である。
【0009】
請求項4にかかる発明は、鋼管と鋼管とを突き合わせ溶接する際、
一方の鋼管の端部を溶接リングの一方の端面に当接、固定し、ついで他方の鋼管の端部を溶接リングの他方の端面に当接、固定し、さらに両鋼管と溶接リングとをその全周にわたって隅肉溶接すること特徴とする鋼管の溶接方法である。
【0010】
請求項5にかかる発明は、前記溶接リングは、その端面に鋼管を仮置きできる突起が設けられていることを特徴とする請求項4記載の鋼管の溶接方法である。
【発明の効果】
【0011】
本発明によれば、開先加工が不要で、端面の正確な位置合わせが不要となる。また、両鋼管を帯ソケットあるいは溶接リングを介して溶接するので、鋼管が多少扁平であっても正確な位置合わせが不要となって溶接に到るまでの作業時間を短縮することができる。
【0012】
さらに、鋼管端部を直接溶接するのではなく、鋼管と帯ソケットあるいは溶接リングとの溶接であるので、隅肉溶接ができるとともに実用上問題のない溶接部の強度が確保でき、技量の高い作業者でなくとも溶接が可能である。
【発明を実施するための最良の形態】
【0013】
図1ないし図8は、この発明の溶接方法の第1の例を工程順に示すものである。
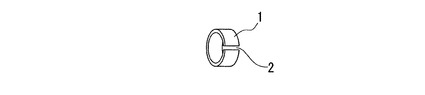
まず、図1に示すような帯ソケット1を用意する。この帯ソケット1は、長方形状(帯状)の鋼板にロール加工を施して断面形状が略C字状に成形したもので、完全に閉じた円形ではなく、外径の10%程度の開き2が残っているものである。
【0014】
前記鋼板の長さは、溶接すべき鋼管の外周長の1〜1.05倍の長さとされ、幅は50〜100mmとされる。したがって、帯ソケット1の内周長は、鋼管の外周長に対して若干の余裕があるものとなっており、鋼管がわずかに扁平していても簡単に挿入できるようになっている。この帯ソケット1をなす鋼板の材質は溶接すべき鋼管と同じであることが原則であるが、溶接可能であれば異なっていてもよい。
【0015】
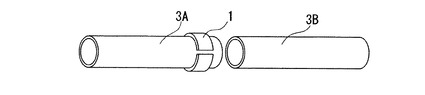
ついで、図2に示すように、溶接すべき2本の鋼管3A、3Bを用意する。この鋼管3A、3Bの材質ついては、特に限定されないが、SUS304などのステンレス鋼管が主に用いられる。また、鋼管の口径としては、呼び径500A以上の大口径のものが主に用いられるが、これ以下の口径のものであってもよい。
この溶接方法では、溶接すべき鋼管3A、3Bの端部を直接溶接するものではないので、開先加工を施す必要はない。
【0016】
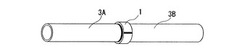
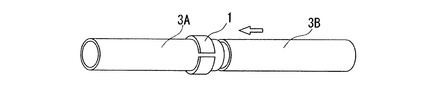
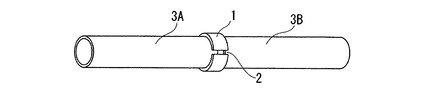
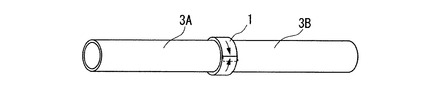
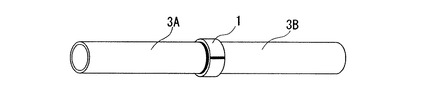
一方の鋼管3Aに帯ソケット1を差し込み、次いで図3に示すように、一方の鋼管3Aの端部に他方の鋼管3Bの端部を面合わせし、図4に示すように、帯ソケット1を移動して、帯ソケット1が両方の鋼管3A、3Bのそれぞれの端部を跨ぐように、その位置を定める。この時、両鋼管3A、3Bの両端部が接していてもよいし、離れていてもよく、図4では離れている形態を示している。
【0017】
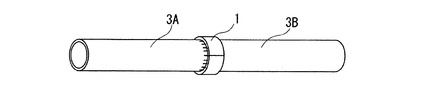
ついで、図5に示すように、帯ソケット1をチェーンブロックなど用いて、その円周方向に締め付け、帯ソケット1の開き2が閉じ、隙間が存在しない状態とする。この締め付けにより、両鋼管3A、3Bの両端部における扁平が矯正されることになる。
この状態を保ったまま、図6に示すように帯ソケット1の両端部と両方の鋼管3A、3Bの外周面とを全周にわたり、点溶接して仮付けを行う。
【0018】
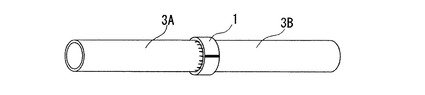
さらに、前記締め付け状態を開放してから、図7に示すように、帯ソケット1の開き2が閉じた部分を溶接したのち、図8に示すように、帯ソケット1の両端部と両方の鋼管3A、3Bの外周面を全周にわたり隅肉溶接して、両鋼管3A、3Bの溶接を終了する。
【0019】
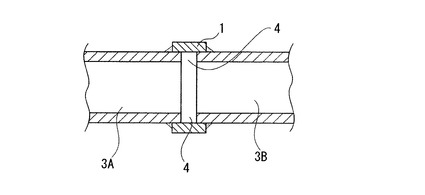
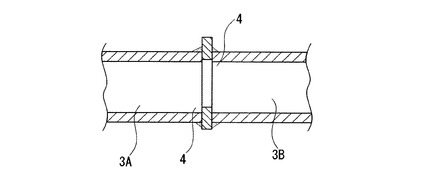
このような溶接方法では、図9に示すように、2本の鋼管3A、3Bの端面が直接接していない場合があり、この場合には帯ソケット1が鋼管3A、3Bの外周側に位置することで小さな凹部4、4が形成される。このため、この凹部4に塵埃が付着、堆積する可能性があるが、配管内を流れるガスがドライエアや窒素などであれば、この塵埃が問題となることはほとんどない。
【0020】
このような溶接方法にあっては、鋼管3A、3Bの端部を開先加工する必要がなく、端部間のクリアランスを設定する必要もなく、鋼管の位置合わせに要する時間を省略することができる。また、鋼管3A、3Bを帯ソケット1で締め付けることで、鋼管の扁平を矯正でき、鋼管間の凹凸の修正に要する時間も短縮できる。
【0021】
さらに、2本の鋼管3A、3Bと帯ソケット1とを隅肉溶接するので、溶接は1周だけで、必要な強度を持たせることできるとともに高度な溶接技術を要することがないので、技量が高くない作業者でも溶接作業を行うことができる。
【0022】
図10ないし図15は、この発明の溶接方法の第2の例を工程順に示すものである。
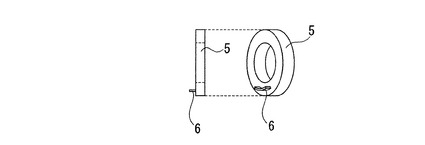
この例では、図10に示すような溶接リング5を用意する。この溶接リング5は、鋼板からなる円環状のものである。
この溶接リング5の外径は、溶接すべき鋼管の外径に肉厚を加算した寸法ないし外径に肉厚の1.5倍を加算した寸法であり、その内径は、溶接すべき鋼管の内径から肉厚を減算した寸法ないし外径から肉厚の1.5倍を減算した寸法であり、その板厚が10〜30mmのものである。
【0023】
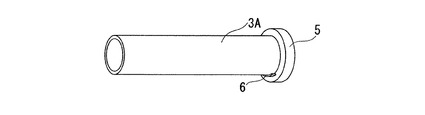
この溶接リング5の一方の端面には、突起片6が取り付けられている。この突起片6は、溶接すべき鋼管を溶接リング5に仮置きするためのもので、幅50mm程度、長さ5mm程度の軽く湾曲した鋼板からなる爪状のもので、その凹部を内側に向けて溶接リング5の外周側の位置に溶接されて取り付けられている。
【0024】
この突起片6は、また溶接リング5と溶接すべき鋼管との位置合わせの時のガイドとしても機能する。さらに、突起片6の内面から溶接リング5の内周面までの長さを、鋼管の肉厚に誤差許容値を加えた長さとし、その位置にJIS G 3468に定めた誤差を考慮し、鋼管が配されたことを想定して溶接リング5の内周寸法を決定すれば、溶接リング5の内周面が必ず鋼管の内周面から内方に突出した状態となる。
【0025】
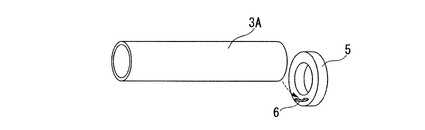
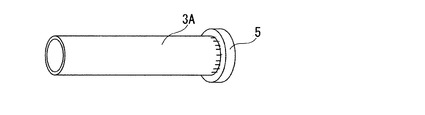
ついで、図11に示すように、溶接すべき一方の鋼管3Aの端部を溶接リング5の突起片6上に置いて仮置きし、図12に示すように、その端面を溶接リング5の端面に当接させ、この状態で固定する。
続いて、図13に示すように、一方の鋼管3Aの端部と溶接リング5の一方の端面とを点溶接をして仮付けを行う。
【0026】
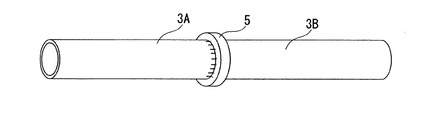
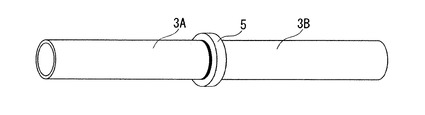
次に、図14に示すように、仮付けされた溶接リング5の他方の端面に他方の鋼管3Bの端部を固定し、同様にして仮付けを行う。さらに、図15に示すように溶接リング5の両端面と両方の鋼管3A、3Bの外周面とを全周にわたり隅肉溶接して、2本の鋼管3A、3Bの溶接を終了する。
なお、突起片6は、溶接リング5の両面に設けてもよい。また、突起片6に鋼管3A(3B)を配置するのではなく、突起片6を鋼管の上端に引っ掛け、当接させて仮付けを行い、さらに隅肉溶接を行ってもよい。
【0027】
なお、鋼管3A、3Bのいずれか一方または両方が短い場合には、図13に示すように、溶接リング5に一方の鋼管3Aを仮付けしたのち、この部分を隅肉溶接して本溶接を行い、この溶接物をその溶接リング5が上方に向くように回転させる。この状態で他方の鋼管3Bの端部を溶接リング5の端面上に置き、溶接リング5の端面と他方の鋼管3Bとを点溶接して仮付けし、さらに隅肉溶接して本溶接する方法を採用することもできる。
【0028】
このような溶接方法でも、図16に示すように、溶接リング5の外周面が鋼管3A、3Bの外周面より外方に突出し、溶接リング5の内周面が鋼管3A、3Bの内周面より内方に突出した状態となることがある。
この場合も、両鋼管3A、3Bの端部と溶接リング5との間で複数の小さな凹部4・・が形成される可能性があり、この凹部4に塵埃が付着、堆積する可能性があるが、配管内を流れるガスがドライエアや窒素などであれば、この塵埃が問題となることはほとんどない。
【0029】
この例の溶接方法によっても、鋼管3A、3Bの端部を開先加工する必要がなく、端部のクリアランスを設定する必要もなく、鋼管の位置合わせに要する時間を省略することができる。また、溶接リング5に溶接するので、鋼管の扁平を考慮する必要がない。さらに、2本の鋼管3A、3Bと溶接リング5とを隅肉溶接するので、溶接は1周だけで、必要な強度を持たせることできるとともに高度な溶接技術を要することがないので、技量が高くない作業者でも溶接作業を行うことができる。
【図面の簡単な説明】
【0030】
【図1】本発明の第1の例を工程順に示す概略構成図である。
【図2】本発明の第1の例を工程順に示す概略構成図である。
【図3】本発明の第1の例を工程順に示す概略構成図である。
【図4】本発明の第1の例を工程順に示す概略構成図である。
【図5】本発明の第1の例を工程順に示す概略構成図である。
【図6】本発明の第1の例を工程順に示す概略構成図である。
【図7】本発明の第1の例を工程順に示す概略構成図である。
【図8】本発明の第1の例を工程順に示す概略構成図である。
【図9】本発明の第1の例で得られた溶接部分の断面を示す概略断面図である。
【図10】本発明の第2の例を工程順に示す概略構成図である。
【図11】本発明の第2の例を工程順に示す概略構成図である。
【図12】本発明の第2の例を工程順に示す概略構成図である。
【図13】本発明の第2の例を工程順に示す概略構成図である。
【図14】本発明の第2の例を工程順に示す概略構成図である。
【図15】本発明の第2の例を工程順に示す概略構成図である。
【図16】本発明の第2の例で得られた溶接部分の断面を示す概略断面図である。
【符号の説明】
【0031】
1・・帯ソケット、2・・開き、3A、3B・・鋼管、4・・凹部、5・・溶接リング、
6・・突起片
【技術分野】
【0001】
この発明は、ステンレス鋼管などの鋼管の溶接方法に関し、特に大口径で、断面形状が真円でなく、わずかに扁平している鋼管の溶接に好適な方法に関する。
【背景技術】
【0002】
半導体装置、液晶表示素子などの製造工場では、その製造に際して、大量のドライエア、窒素ガスなどのガスが使用され、その供給のために大口径のステンレス鋼管などの鋼管を溶接した配管が用いられている。
この種のガス供給配管には、一般に薄肉鋼管が用いられる。鋼管が大口径であると薄肉鋼管であっても、その肉厚も必然的に厚くなっている。このような厚肉の鋼管の突き合わせ溶接では、鋼管端面の開先をV字、U字に加工したのち、端面を溶接しその後溶加棒を用いて肉盛り溶接する方法が採用される。
【0003】
しかし、この方法では、開先加工時間、溶接時間に極めて長時間を要する不都合がある。また、大口径の鋼管では、その重量が重く、取り扱いが困難で、鋼管端部間の位置合わせもの時間がかかる。
【0004】
また、一般に、鋼管の断面形状は真円ではなく、微妙に扁平しており、その扁平量はその口径が大きいほど、また肉厚が薄いほど大きくなる。なお、この扁平量に関しては、JIS G 3468に規定されている。
このため、2本の鋼管の端面を突き合わせた場合に、両鋼管の端面が正確に一致せず、開先の角度も正確に一致しないことになって、溶接アークが一定とならず、良好な溶接が行えない不都合もある。
【特許文献1】特開平11−50449号公報
【特許文献2】特開2001−179441号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
よって、本発明における課題は、大口径で肉厚の鋼管であっても、その突き合わせ溶接に際して、開先加工を不要とし、溶接所要時間の短縮が可能であり、断面形状が少々扁平していても良好な溶接が実施できるようにすることにある。
【課題を解決するための手段】
【0006】
かかる課題を解決するため、
請求項1にかかる発明は、鋼管と鋼管とを突き合わせ溶接する際、
両配管の突き合わせ端部を跨ぐように帯ソケットを配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接することを特徴とする鋼管の溶接方法である。
【0007】
請求項2にかかる発明は、前記帯ソケットが、長方形の鋼板をロール加工して湾曲させた略C字状のものであって、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、その端部を溶接することを特徴とする請求項1記載の鋼管の溶接方法である。
【0008】
請求項3にかかる発明は、前記帯ソケットの内周長が、鋼管の外周長の1〜1.05倍であることを特徴とする請求項2記載の鋼管の溶接方法である。
【0009】
請求項4にかかる発明は、鋼管と鋼管とを突き合わせ溶接する際、
一方の鋼管の端部を溶接リングの一方の端面に当接、固定し、ついで他方の鋼管の端部を溶接リングの他方の端面に当接、固定し、さらに両鋼管と溶接リングとをその全周にわたって隅肉溶接すること特徴とする鋼管の溶接方法である。
【0010】
請求項5にかかる発明は、前記溶接リングは、その端面に鋼管を仮置きできる突起が設けられていることを特徴とする請求項4記載の鋼管の溶接方法である。
【発明の効果】
【0011】
本発明によれば、開先加工が不要で、端面の正確な位置合わせが不要となる。また、両鋼管を帯ソケットあるいは溶接リングを介して溶接するので、鋼管が多少扁平であっても正確な位置合わせが不要となって溶接に到るまでの作業時間を短縮することができる。
【0012】
さらに、鋼管端部を直接溶接するのではなく、鋼管と帯ソケットあるいは溶接リングとの溶接であるので、隅肉溶接ができるとともに実用上問題のない溶接部の強度が確保でき、技量の高い作業者でなくとも溶接が可能である。
【発明を実施するための最良の形態】
【0013】
図1ないし図8は、この発明の溶接方法の第1の例を工程順に示すものである。
まず、図1に示すような帯ソケット1を用意する。この帯ソケット1は、長方形状(帯状)の鋼板にロール加工を施して断面形状が略C字状に成形したもので、完全に閉じた円形ではなく、外径の10%程度の開き2が残っているものである。
【0014】
前記鋼板の長さは、溶接すべき鋼管の外周長の1〜1.05倍の長さとされ、幅は50〜100mmとされる。したがって、帯ソケット1の内周長は、鋼管の外周長に対して若干の余裕があるものとなっており、鋼管がわずかに扁平していても簡単に挿入できるようになっている。この帯ソケット1をなす鋼板の材質は溶接すべき鋼管と同じであることが原則であるが、溶接可能であれば異なっていてもよい。
【0015】
ついで、図2に示すように、溶接すべき2本の鋼管3A、3Bを用意する。この鋼管3A、3Bの材質ついては、特に限定されないが、SUS304などのステンレス鋼管が主に用いられる。また、鋼管の口径としては、呼び径500A以上の大口径のものが主に用いられるが、これ以下の口径のものであってもよい。
この溶接方法では、溶接すべき鋼管3A、3Bの端部を直接溶接するものではないので、開先加工を施す必要はない。
【0016】
一方の鋼管3Aに帯ソケット1を差し込み、次いで図3に示すように、一方の鋼管3Aの端部に他方の鋼管3Bの端部を面合わせし、図4に示すように、帯ソケット1を移動して、帯ソケット1が両方の鋼管3A、3Bのそれぞれの端部を跨ぐように、その位置を定める。この時、両鋼管3A、3Bの両端部が接していてもよいし、離れていてもよく、図4では離れている形態を示している。
【0017】
ついで、図5に示すように、帯ソケット1をチェーンブロックなど用いて、その円周方向に締め付け、帯ソケット1の開き2が閉じ、隙間が存在しない状態とする。この締め付けにより、両鋼管3A、3Bの両端部における扁平が矯正されることになる。
この状態を保ったまま、図6に示すように帯ソケット1の両端部と両方の鋼管3A、3Bの外周面とを全周にわたり、点溶接して仮付けを行う。
【0018】
さらに、前記締め付け状態を開放してから、図7に示すように、帯ソケット1の開き2が閉じた部分を溶接したのち、図8に示すように、帯ソケット1の両端部と両方の鋼管3A、3Bの外周面を全周にわたり隅肉溶接して、両鋼管3A、3Bの溶接を終了する。
【0019】
このような溶接方法では、図9に示すように、2本の鋼管3A、3Bの端面が直接接していない場合があり、この場合には帯ソケット1が鋼管3A、3Bの外周側に位置することで小さな凹部4、4が形成される。このため、この凹部4に塵埃が付着、堆積する可能性があるが、配管内を流れるガスがドライエアや窒素などであれば、この塵埃が問題となることはほとんどない。
【0020】
このような溶接方法にあっては、鋼管3A、3Bの端部を開先加工する必要がなく、端部間のクリアランスを設定する必要もなく、鋼管の位置合わせに要する時間を省略することができる。また、鋼管3A、3Bを帯ソケット1で締め付けることで、鋼管の扁平を矯正でき、鋼管間の凹凸の修正に要する時間も短縮できる。
【0021】
さらに、2本の鋼管3A、3Bと帯ソケット1とを隅肉溶接するので、溶接は1周だけで、必要な強度を持たせることできるとともに高度な溶接技術を要することがないので、技量が高くない作業者でも溶接作業を行うことができる。
【0022】
図10ないし図15は、この発明の溶接方法の第2の例を工程順に示すものである。
この例では、図10に示すような溶接リング5を用意する。この溶接リング5は、鋼板からなる円環状のものである。
この溶接リング5の外径は、溶接すべき鋼管の外径に肉厚を加算した寸法ないし外径に肉厚の1.5倍を加算した寸法であり、その内径は、溶接すべき鋼管の内径から肉厚を減算した寸法ないし外径から肉厚の1.5倍を減算した寸法であり、その板厚が10〜30mmのものである。
【0023】
この溶接リング5の一方の端面には、突起片6が取り付けられている。この突起片6は、溶接すべき鋼管を溶接リング5に仮置きするためのもので、幅50mm程度、長さ5mm程度の軽く湾曲した鋼板からなる爪状のもので、その凹部を内側に向けて溶接リング5の外周側の位置に溶接されて取り付けられている。
【0024】
この突起片6は、また溶接リング5と溶接すべき鋼管との位置合わせの時のガイドとしても機能する。さらに、突起片6の内面から溶接リング5の内周面までの長さを、鋼管の肉厚に誤差許容値を加えた長さとし、その位置にJIS G 3468に定めた誤差を考慮し、鋼管が配されたことを想定して溶接リング5の内周寸法を決定すれば、溶接リング5の内周面が必ず鋼管の内周面から内方に突出した状態となる。
【0025】
ついで、図11に示すように、溶接すべき一方の鋼管3Aの端部を溶接リング5の突起片6上に置いて仮置きし、図12に示すように、その端面を溶接リング5の端面に当接させ、この状態で固定する。
続いて、図13に示すように、一方の鋼管3Aの端部と溶接リング5の一方の端面とを点溶接をして仮付けを行う。
【0026】
次に、図14に示すように、仮付けされた溶接リング5の他方の端面に他方の鋼管3Bの端部を固定し、同様にして仮付けを行う。さらに、図15に示すように溶接リング5の両端面と両方の鋼管3A、3Bの外周面とを全周にわたり隅肉溶接して、2本の鋼管3A、3Bの溶接を終了する。
なお、突起片6は、溶接リング5の両面に設けてもよい。また、突起片6に鋼管3A(3B)を配置するのではなく、突起片6を鋼管の上端に引っ掛け、当接させて仮付けを行い、さらに隅肉溶接を行ってもよい。
【0027】
なお、鋼管3A、3Bのいずれか一方または両方が短い場合には、図13に示すように、溶接リング5に一方の鋼管3Aを仮付けしたのち、この部分を隅肉溶接して本溶接を行い、この溶接物をその溶接リング5が上方に向くように回転させる。この状態で他方の鋼管3Bの端部を溶接リング5の端面上に置き、溶接リング5の端面と他方の鋼管3Bとを点溶接して仮付けし、さらに隅肉溶接して本溶接する方法を採用することもできる。
【0028】
このような溶接方法でも、図16に示すように、溶接リング5の外周面が鋼管3A、3Bの外周面より外方に突出し、溶接リング5の内周面が鋼管3A、3Bの内周面より内方に突出した状態となることがある。
この場合も、両鋼管3A、3Bの端部と溶接リング5との間で複数の小さな凹部4・・が形成される可能性があり、この凹部4に塵埃が付着、堆積する可能性があるが、配管内を流れるガスがドライエアや窒素などであれば、この塵埃が問題となることはほとんどない。
【0029】
この例の溶接方法によっても、鋼管3A、3Bの端部を開先加工する必要がなく、端部のクリアランスを設定する必要もなく、鋼管の位置合わせに要する時間を省略することができる。また、溶接リング5に溶接するので、鋼管の扁平を考慮する必要がない。さらに、2本の鋼管3A、3Bと溶接リング5とを隅肉溶接するので、溶接は1周だけで、必要な強度を持たせることできるとともに高度な溶接技術を要することがないので、技量が高くない作業者でも溶接作業を行うことができる。
【図面の簡単な説明】
【0030】
【図1】本発明の第1の例を工程順に示す概略構成図である。
【図2】本発明の第1の例を工程順に示す概略構成図である。
【図3】本発明の第1の例を工程順に示す概略構成図である。
【図4】本発明の第1の例を工程順に示す概略構成図である。
【図5】本発明の第1の例を工程順に示す概略構成図である。
【図6】本発明の第1の例を工程順に示す概略構成図である。
【図7】本発明の第1の例を工程順に示す概略構成図である。
【図8】本発明の第1の例を工程順に示す概略構成図である。
【図9】本発明の第1の例で得られた溶接部分の断面を示す概略断面図である。
【図10】本発明の第2の例を工程順に示す概略構成図である。
【図11】本発明の第2の例を工程順に示す概略構成図である。
【図12】本発明の第2の例を工程順に示す概略構成図である。
【図13】本発明の第2の例を工程順に示す概略構成図である。
【図14】本発明の第2の例を工程順に示す概略構成図である。
【図15】本発明の第2の例を工程順に示す概略構成図である。
【図16】本発明の第2の例で得られた溶接部分の断面を示す概略断面図である。
【符号の説明】
【0031】
1・・帯ソケット、2・・開き、3A、3B・・鋼管、4・・凹部、5・・溶接リング、
6・・突起片
【特許請求の範囲】
【請求項1】
鋼管と鋼管とを突き合わせ溶接する際、
両配管の突き合わせ端部を跨ぐように帯ソケットを配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接することを特徴とする鋼管の溶接方法。
【請求項2】
前記帯ソケットが、長方形の鋼板をロール加工して湾曲させた略C字状のものであって、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、その端部を溶接することを特徴とする請求項1記載の鋼管の溶接方法。
【請求項3】
前記帯ソケットの内周長が、鋼管の外周長の1〜1.05倍であることを特徴とする請求項2記載の鋼管の溶接方法。
【請求項4】
鋼管と鋼管とを突き合わせ溶接する際、
一方の鋼管の端部を溶接リングの一方の端面に当接、固定し、ついで他方の鋼管の端部を溶接リングの他方の端面に当接、固定し、さらに両鋼管と溶接リングとをその全周にわたって隅肉溶接すること特徴とする鋼管の溶接方法。
【請求項5】
前記溶接リングは、その端面に鋼管を仮置きできる突起が設けられていることを特徴とする請求項4記載の鋼管の溶接方法。
【請求項1】
鋼管と鋼管とを突き合わせ溶接する際、
両配管の突き合わせ端部を跨ぐように帯ソケットを配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接することを特徴とする鋼管の溶接方法。
【請求項2】
前記帯ソケットが、長方形の鋼板をロール加工して湾曲させた略C字状のものであって、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、その端部を溶接することを特徴とする請求項1記載の鋼管の溶接方法。
【請求項3】
前記帯ソケットの内周長が、鋼管の外周長の1〜1.05倍であることを特徴とする請求項2記載の鋼管の溶接方法。
【請求項4】
鋼管と鋼管とを突き合わせ溶接する際、
一方の鋼管の端部を溶接リングの一方の端面に当接、固定し、ついで他方の鋼管の端部を溶接リングの他方の端面に当接、固定し、さらに両鋼管と溶接リングとをその全周にわたって隅肉溶接すること特徴とする鋼管の溶接方法。
【請求項5】
前記溶接リングは、その端面に鋼管を仮置きできる突起が設けられていることを特徴とする請求項4記載の鋼管の溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2009−208102(P2009−208102A)
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願番号】特願2008−52465(P2008−52465)
【出願日】平成20年3月3日(2008.3.3)
【出願人】(000231235)大陽日酸株式会社 (642)
【出願人】(593027967)大陽日酸エンジニアリング株式会社 (14)
【Fターム(参考)】
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願日】平成20年3月3日(2008.3.3)
【出願人】(000231235)大陽日酸株式会社 (642)
【出願人】(593027967)大陽日酸エンジニアリング株式会社 (14)
【Fターム(参考)】
[ Back to top ]