
鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法
【課題】 下向から立向を経て上向までの全姿勢で溶接する必要のあるラインパイプに対して、ラインパイプ本体(母材)の引張強度の規格下限値に対し約20%以上の強度を有し、ビッカース硬さが300以下の溶接金属性能を実現することのできるラインパイプのガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、およびTi含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ワイヤ。
【解決手段】 ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、およびTi含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ワイヤ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ラインパイプ、特に鋼管周溶接継手のガスシールドアーク溶接用ソリッドワイヤ、該ワイヤを用いたガスシールドアーク溶接方法に関するものである。
【背景技術】
【0002】
近年、世界のラインパイプによる流体輸送は海上、陸上を問わず急速な発展を遂げ、現在では石油・天然ガス等液体や気体の長距離大量輸送配管、都市ガス配管、水輸送用配管、地域冷暖房配管などの輸送に利用され、今後益々増大する傾向にある。
【0003】
一方、ラインパイプの品質およびコストを左右する重要な技術の一つである円周溶接については、全姿勢溶接であるため、溶接姿勢にかかわらず安定した溶接作業性および品質が確保できること、現地溶接作業であるため開先形状や開先のセットなどのバラツキに対して溶接部の強度、靭性が十分余裕を持って対応可能な溶接金属が得られる溶接材料が要求されている。
【0004】
従来、国内の高圧ガス配管は主にAPI 5L X65以下のグレードの鋼管が主として使用されてきた。しかしながら、近年、API 5L X80クラスの鋼管を高圧ガス配管に適用する動きが出ている。鋼管のグレードを上げるメリットとして鋼管中を流れるガスの設計圧力が同じ場合、API 5L X65と比較してAPI 5L X80を使用すると鋼管の板厚を薄くすることが可能であり、これは配管に必要な鋼管重量減、輸送費低減、溶接時間の短縮が図れ、トータルとして非常にコスト低減に寄与する。
【0005】
一般に、パイプラインの溶接継手部には母材部より高強度であること(オーバーマッチング)、硬度が所定値以下であること、靭性が所定値以上であることなどが求められる。国内に高圧ガス導管を建設する場合、事業者はガス事業法や電気事業法などに則り事前に溶接施工法確認試験を行う必要がある。例えば、ガス事業法では、溶接部の強度に関してJIS Z3121記載の突合せ溶接継手の引張試験を実施し、試験片の引張強さ(TS)が母材の規格最小引張強さ(SMTS)以上の場合を合格としている。しかしながら、近年、これに加えて引っ張り強度に関する要求特性として、溶接金属引張試験を行って得られるTSと降伏応力(YS)がそれぞれ鋼管のSMTSおよび規格最小降伏応力(SMYS)に鋼管の強度のばらつきを考慮した一定の余裕しろを加えた値を上回ることが要求される場合がでてきた。この余裕しろは、例えば、SMTSおよびSMYSの15〜20%程度とされる。X80鋼管にも同様の基準を当てはめると、例えば、余裕しろを18%として、溶接金属部は鋼管のSMTSを1.18倍した732MPaのTSと、同様にSMYSを1.18倍した650MPa以上のYSを持つ必要がある。一方、溶接継手部の硬さとして通常はビッカース硬さ試験等により求められる最高硬さの上限値が規定される。一般に溶接金属は強度が増加すれば硬さも増加する傾向があり、強度が高すぎると最高硬さが上限値を越えてしまう恐れがある。したがって、強度と硬さを両立させることが肝要であるが、鋼管の強度がAPI 5L X80グレード以上のレベルになると、これら強度と硬さの要求値の両方を満足させるのが難しくなる。このような背景から、X80鋼管を高圧パイプラインに採用する場合、十分に高強度でかつ著しく硬化していない溶接継手部が得られる溶接材料およびそれを用いた溶接施工法が求められる。
【0006】
そこで、特許文献1には、強度確保のために、Niを添加した溶接材料が提案されている。また、特許文献2には、API 5L X80向けの溶接材料が提案されている。
【特許文献1】特開平10−211597号公報
【特許文献2】特開2004−148389号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載の溶接材料は、全姿勢溶接ではビード形状の劣化などによる影響で溶接欠陥のない健全な溶接金属が得られにくい問題があった。また、特許文献2に記載の溶接材料では(1)Cの下限値が低く、オーバーマッチングは得られない、(2)Sの上限値が高いため、ビード形状の不良が起こる可能性大である、(3)Tiの上限値が高いため、スラグ量が多く、再アーク性が悪くなる可能性大である、(4)溶接入熱量、開先角度の規定がないので、溶接品質・溶接金属性能が得られない可能性大であるという問題があった。
【0008】
そこで、溶接金属部に求められる強度として、本発明では降伏応力650MPa、引張強さ750MPa以上を目標とした。また、溶接金属部の最高硬さはビッカース硬さで300以下を目標とした。
【課題を解決するための手段】
【0009】
以下、本発明の実施形態を説明する。
【0010】
本発明の鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法は、高張力鋼からなる鋼管周溶接継手を作製するための手段であり、ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、Ti含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなることを特徴とする。
【0011】
この場合、シールドガスとしてCO2混合比率が20〜50体積%、残部がArおよび不可避的不純物からなるAr−CO2混合ガスを使用することが望ましい。
【0012】
さらに、開先形状として開先角度を10〜50°、溶接入熱量を8000〜14000J/cmとすることが望ましい。
【0013】
また、1層当たり1パスの積層方法を用いることが望ましい。
【発明の効果】
【0014】
本発明によれば、機械的性能としてAPI 5L X80および同等の強度を有する高引張鋼からなる鋼管周溶接において降伏応力、引張強さは母材と比較して常にオーバーマッチングしており、さらに靭性、硬度等を向上させる効果が得られる。また、溶接作業性として鋼管周溶接のように溶接姿勢が下向、立向、上向と全姿勢である場合でも、安定したビード形状、耐割れ性向上、スパッタ発生量の低減が図れる。
【発明を実施するための最良の形態】
【0015】
本発明者らは、溶接金属の強度を確保する手段としてCおよびMo添加を行なったことによる衝撃靭性値および溶接作業性の劣化への影響を改善する手段として、Si、Mn、P、S、Tiを適量添加することによって前記に列挙した問題点が解決されることを見出した。
【0016】
本発明は、X80クラスの鋼管溶接を想定し、降伏応力を650MPa、引張強さを750MPa以上確保することを目標とした。また、溶接金属の最高硬さはビッカース硬さ(Hv)で300以下を目標とした。さらに、衝撃靭性値として吸収エネルギーが0℃で80J以上を目標とした。
【0017】
以下に、本発明の鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法について説明する。
【0018】
I.鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤ
C:0.07〜0.12質量%
Cは溶接金属の強度を確保するために必要な元素であり、パイプラインのような全姿勢溶接では安定した溶滴移行性を確保するために特定量以上のCが必要となる。C含有量が0.07質量%未満の場合、溶接金属の強度確保および溶滴移行性の安定化が得られない。また、C含有量が0.12質量%を超えると、溶接金属の焼入れ性が過大となり強度が高くなり過ぎ、靭性が劣化する。したがって、ワイヤ中のC含有量は、0.07〜0.12質量%とする。
【0019】
Si:0.50〜0.80質量%
Siは溶接金属中の酸素を低減するために必要な脱酸元素である。また、開先と溶接ビードのなじみ性を良好にするための効果を併せ持つ。Si含有量が0.50質量%未満の場合、脱酸不足となり、ブローホール欠陥が多発する。一方でSi含有量が0.80質量%を超えると溶接金属の粘性が高くなり過ぎ、上向き姿勢での溶接では溶接ビードが凸形状となり、融合不良欠陥が発生しやすい。さらに、Si含有量が高い場合、脱酸したスラグ量が増加するために再アーク性が劣化し、アーク不良の原因となる。従って、ワイヤ中のSi含有量は0.50〜0.80質量%とする。
【0020】
Mn:1.50〜2.20質量%
MnはSiと同様に溶接金属中の酸素を低減するために必要な脱酸元素である。また、Mnは焼入れ性を向上し、溶接金属中の強度及び靭性を向上させる効果も併せ持つ。Mn含有量が1.50質量%未満の場合、脱酸不足となり、ブローホール欠陥が多発する。さらに必要な強度と焼入れ性が得られず靭性も劣化する。一方でMn含有量が2.20質量%を超えると、焼入れ性が過大となり、強度が高くなりすぎて靭性が劣化する。さらに、Mn含有量が高い場合、脱酸したスラグ量が増加するために再アーク性が劣化し、アーク不良の原因となる。従って、Mn含有量は1.50〜2.20質量%とする。
【0021】
P:0.020質量%以下
Pは溶接金属の融点を下げる働きがあり、低融点介在物の形成によって溶接金属の凝固割れを誘発する元素であるため、ワイヤ中のPは可能な限り低減することが望ましい。P含有量が0.020質量%を超えると耐高温割れ性が低下し、ビード表面に割れなどの溶接欠陥が発生しやすい。また、溶接金属の融点が下がるため、上向き溶接姿勢では溶接ビードが凸形状となり、融合不良欠陥が発生しやすい。従って、P含有量は0.020質量%以下とする。
【0022】
S:0.020質量%以下
SはPと同様に溶接金属の融点を下げる働きがあり、低融点介在物の形成によって溶接金属の凝固割れを誘発する元素であるため、ワイヤ中のSは可能な限り低減することが望ましい。S含有量が0.020質量%を超えると耐高温割れ性が低下し、ビード表面に割れなどの溶接欠陥が発生しやすい。また、溶接金属の融点が下がるため、上向き溶接姿勢では溶接ビードが凸形状となり、融合不良欠陥が発生しやすい。従って、S含有量は0.020質量%以下とする。
【0023】
Mo:0.40〜0.70質量%
Moは溶接金属の強度を確保するために必要な元素である。Mo含有量が0.40質量%未満の場合、必要とする強度が得られない。また、Mo含有量が0.70質量%を超えると、焼入れ性が過大となり、強度が高くなりすぎて靭性が劣化する。従って、Mo含有量は0.40〜0.70質量%とする。
【0024】
Ti:0.01〜0.03質量%
Tiは、Si、Mnと同様に、脱酸元素であると共に、固溶強化、変態強化及び結晶粒微細化強化の作用によって、鋼の強度と靱性の双方を向上させる効果を有する。また、Tiは凝固割れを防止する効果を有する元素である。一方で、Tiは、酸化することにより強固なスラグを形成することから、含有量を制限する必要もある。Ti含有量が0.01質量%未満の場合、焼入れ性が低下し、靭性が劣化する。また脱酸不足によりブローホールが発生する。Ti含有量が0.03質量%を超えると、ビード表面に発生するスラグ量が増加し、再アーク性が劣化し、スパッタ発生量が増加する。さらに、焼入れ性が過剰となり、強度が高くなりすぎ、靭性が劣化する。従って、Ti含有量は0.01〜0.03質量%とする。
【0025】
上記成分及びFe以外の不可避的不純物
本発明におけるワイヤ中の上記成分及びFe以外の不可避的不純物としては、例えば、Nb、V、B、Zr、Sb、Bi、Co、Pb及びランタノイドの各元素等があるが、これらは本発明の目的である溶接作業性、ビード形状及び溶接金属性能の向上に寄与することはない。そのため、これら不可避的不純物の元素の含有量は、夫々、0.0010質量%以下に規制することが好ましい。
【0026】
Nも不可避的不純物である。Nは鋼の製造段階において比較的取り除きにくい成分であり、N含有量に特段の注意を払わなければ、通常0.010質量%程度含まれている。かかるN含有量を規制して意図的に取り除く処理を行なうことで、安定的に0.005質量%以下のレベルを達成することができる。すなわち、本発明のような極めて厳しい要求基準が課せられる用途においては、通常問題とならないN含有量であっても、性能に関与することから、かかる含有量をより厳しく制限することで、溶接後の鋼の靭性を向上する特徴があり、性能向上に有効に寄与することを見出したものである。
【0027】
以上のことから、ワイヤ中のN含有量は0.005質量%以下であることが望ましい。かかる範囲内であれば、溶接後の鋼の性能、特に強度をより一層向上させることができる点で有利である。但し、N含有量が0.005質量%を超える場合でも、本発明の作用効果を十分に発揮できる場合もある。
【0028】
また、本発明のワイヤでは、必要に応じて、アーク安定性の向上等の目的によって、上述の如く組成成分が規定された鋼線の表面にCuメッキを施したものでもよく、ワイヤの表面処理についても、特に規定しないものとする。よって、これら表面処理した成分に関しては、上記に規定するワイヤの組成には含めないものとする。
【0029】
II.ガスシールドアーク溶接方法
本発明に係るガスシールドアーク溶接方法は、上記に記載した本発明の鋼管周溶接継手のガスシールドアーク溶接用ソリッドワイヤを用いる鋼管の周溶接、特に円周自動溶接において、シールドガスとして、CO2の混合比率が20〜50体積%、好ましくは20〜40体積%、残部がArおよび不可避的不純物からなるAr−CO2混合ガスを用いることを特徴とするものである。CO2の混合比率が20体積%未満の場合、溶接金属の最終層(例えば、1層当たり1パスの積層方法を用いて、下進振り分け溶接法ないし一方向溶接法にて、積層/パス数が5層/5パスとなるように溶接する場合には、5層目;図9A参照)の溶接において母材の溶け込みが浅く、融合不良が発生する。また、溶接金属成分の歩留まりが高く、溶接部が母材に対して硬くなりすぎて脆くなり、外部からの振動・衝撃が加わった場合、当該鋼管周継手の溶接部から割れるおそれがある。一方、CO2の混合比率が50体積%を超える場合、溶接中のスパッタ発生量が増加し、溶接作業性が劣化する。さらに溶接作業性の劣化が原因となり、融合不良が発生する。また、溶接金属成分の歩留まりが低く、必要とする強度が得られない。
【0030】
また、本発明に係るガスシールドアーク溶接方法は、鋼管周溶接継手の開先角度を10〜50°、溶接入熱量を8000〜14000J/cmとすることを特徴とするものである。さらに、鋼管周溶接継手の開先幅を3〜7mmとすることが望ましい。以下、鋼管周溶接継手の開先形状、開先角度、開先幅、溶接入熱量の順で説明する。
【0031】
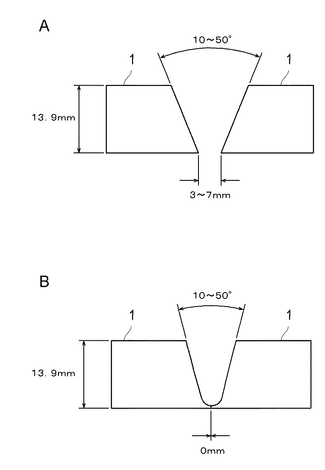
開先形状
開先形状は、特に制限されるものではなく、V型開先(図7A参照)、U型開先(図7B参照)のいずれも適用可能である。開先の現場加工がU型では難しいのに比してV型では容易に仕上げることができることから、好ましくはV型開先である。
【0032】
開先角度
開先角度は、図7A、Bに示すように、開先形状(V型開先またはU型開先)によらず、10°〜50°、望ましくは15〜30°の範囲である。開先角度が10°未満の場合、開先壁面が直角に近いために開先壁面を十分にアークが溶かすことができず、融合不良が発生するおそれがある。また、溶接入熱量によっては開先壁面に融合不良が発生するおそれがある。一方、開先角度が50°を超える場合には上向溶接姿勢にてビード形状が凸型となり、融合不良が発生する可能性が高くなる。また、開先断面が大きくなることから溶接入熱量も高くなり、必要とする強度が確保できないおそれもある。
【0033】
なお、既存の溶接ワイヤを用いたガスシールドアーク溶接方法では、開先角度を60°程度と比較的広い開先を取る場合が見られるが、本発明の溶接方法では、上記したように狭開先化できるため、溶接時間の効率化が図れる。
【0034】
開先幅
開先幅(ルートギャップ)は開先形状によって異なるが、少なくとも0〜7mm程度必要である。詳しくはU型開先の場合、図7Bのようにルートギャップは0mmとする。一方、V型開先では図7Aに示すように開先幅を3〜7mm、望ましくは4.5〜6.5mmの範囲である。ただし、本発明では、上記のように当該範囲に限定されるものではない。開先幅が3mm未満の場合、初層の溶接時に裏波がでない。更に、溶接入熱量が低くなり過ぎて溶接金属の強度が高くなり、靭性が劣化する可能性がある。また、開先幅が7mmを超える場合、開先断面積が広くなり、積層に必要な溶着金属量が多くなるため、溶接効率が低下する。
【0035】
溶接入熱量
溶接入熱量(平均入熱量を表す。後述する実施例の溶接条件も同様である。)は8000〜14000J/cm、望ましくは8500〜10500J/cmの範囲である。溶接入熱量が8000J/cm未満の場合、溶接金属の強度が高くなり過ぎ、靭性が劣化する。また、開先角度によっては開先壁面を十分に溶かすことができず、融合不良欠陥が発生するおそれがある。一方、溶接入熱量が14000J/cmを超える場合、溶接金属に必要とされる強度が得られないおそれがある。また、上向溶接姿勢では溶接ビードが凸型となり、融合不良欠陥が発生するおそれがある。さらに開先角度によっては溶接中にメタル垂れを起こし、融合不良欠陥が発生する可能性が高くなる。
【0036】
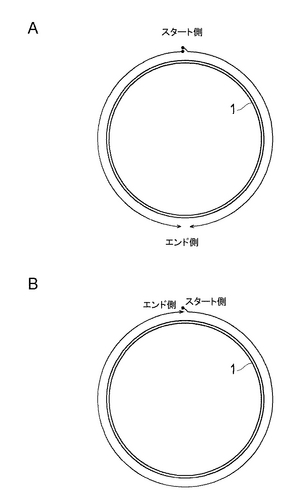
溶接方向
全姿勢で溶接する鋼管周溶接継手の場合、下進振り分け溶接法(図8A参照)、一方向溶接法(図8B参照)が望ましい。ただし、溶接効率の観点から一方向溶接の場合、上進溶接では下進溶接と比較して溶接速度が遅くなるため、下進溶接振り分け方法が望ましい。ただし、本発明ではこれらに制限されるものではない。
【0037】
溶接金属の積層方法
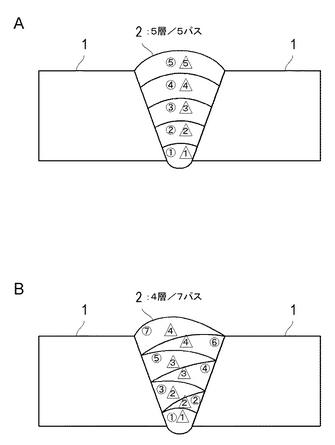
本発明の溶接の積層方法として1層当たり1パスの積層方法(図9A参照)、1層当たり多パスの積層方法(図9B参照)のいずれを用いてもよいが、1層当たり1パスの積層方法を用いるのが望ましい。これは、1層当たり2パス以上で積層した場合、溶接時間が増えるため効率が落ちるためである。
【実施例】
【0038】
以下、本発明の実施例によりさらに説明する。
【0039】
<実験1(実施例1〜6及び比較例1〜12);ワイヤ成分の範囲規定>
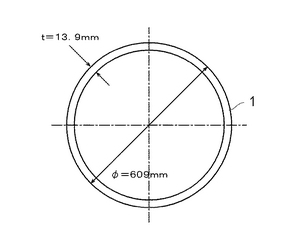
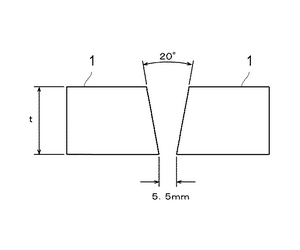
図1は、実験1〜実験3において使用した鋼管断面の寸法図である。図2は、鋼管と鋼管の継ぎ目部分の開先形状を示す拡大断面図である。図3は、鋼管周継手の5層/5パス下進振り分け溶接法による溶接方向を示す鋼管断面概略図である。
【0040】
図1に示すように、鋼管板厚13.9mm、鋼管外径609mm、管長さ200mm材の2本のAPI 5L X80相当の強度レベルを有する鋼管1の管端に、図2に示すように開先部の開先角度が20°となるように切欠きを設けた。次に、図2に示すように、2本の鋼管1と鋼管1の管端同士をV型突合せ開先となるように開先幅が5.5mmとして配置した、V型突合せ開先の試験体を用いて、表1に示す成分組成を有する溶接ワイヤにて溶接継手作製試験を実施した。
【0041】
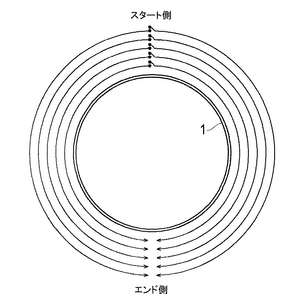
溶接は、表2に記載の溶接条件にて溶接を行なった。なお、5層/5パスの下進振り分け溶接法による溶接方向は、図3中に矢印で模式的に表した通りである。即ち、5層/5パスの各層乃至パスごとの溶接方向の軌道がわかるように、各層乃至パスごとの軌道を誇張してずらして表記している。
【0042】
溶接中は、表3に記載の溶接作業条件評価として目視によるスパッタ発生量確認、スラグ量確認、再アーク性良否、溶接ビード表面の割れ発生有無の確認、ビード形状評価として目視によるビード形状の凹凸状有無、X線撮影による融合不良有無、溶け込み不良有無について確認を行なった。これらの評価結果を下記表1に示す。
【0043】
なお、下記表1の評価基準は下記の通りである。
【0044】
(i)溶接作業性の評価基準
◎:スパッタ発生量無し乃至微量、スラグ量無し乃至微量、再アーク性良好、溶接ビード表面の割れ発生無しで全て極めて良好なもの。
【0045】
○:スパッタ発生量少量、スラグ量少量、再アーク性良好、溶接ビード表面の割れ発生無しで、全て良好なもの。
【0046】
×:スパッタ発生量多い、スラグ量多い、再アーク性不良、溶接ビード表面の割れ発生有の不良のいずれか1つ以上該当するもの。
【0047】
(ii)ビード形状の評価基準
◎:ビード表面の凹凸状がほぼなく、平面に近い形状であり、X線撮影による融合不良はなく、溶け込み良好である。
【0048】
○:ビード表面の凹凸状は若干あるが、X線撮影による融合不良はなく、溶け込み良好である。
【0049】
×:ビード表面の凹凸があり、X線撮影による融合不良もしくは溶け込み不良欠陥がある。
【0050】
溶接試験後、表4及び図4〜6に記載の機械試験片を採取し、溶接金属引張試験、シャルピー衝撃試験、ビッカース硬さ試験を実施して、溶接結果を評価した。なお、試験片採取位置は、鋼管継手の下向、立向、上向の各姿勢より表4及び図4〜6に記載の個数を採取し、試験を実施した。詳しくは、下記の通りである。
【0051】
(iii)溶接金属引張試験
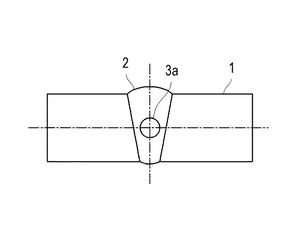
図4は、溶接金属の引張試験片採取位置を表す鋼管の溶接部の断面概略図である。図4に示すように、鋼管1の溶接ビード部2の板厚中央部よりJIS Z 3111準拠のA2号引張試験片3aを採取して、0.2%耐力および引張強さを求めた。これらの評価結果を下記表1に示す。
【0052】
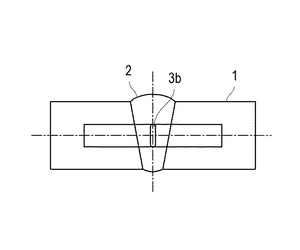
(iv)シャルピー衝撃試験
図5は、シャルピー衝撃試験片採取位置を表す鋼管の溶接部の断面概略図である。図5に示すように、溶接金属の耐衝撃性(靱性)については、得られた鋼管1の溶接ビード部2の板厚中央部より、JIS Z 3111準拠の4号衝撃試験片3bを採取し、(試験温度0℃)での吸収エネルギー(vE0)を測定することにより評価した。ノッチ位置は、溶接金属中央部とした。各実施例及び比較例ごとに、繰り返し数を3本とし、その最小値(vE0)を求めた。これらの評価結果を下記表1に示す。
【0053】
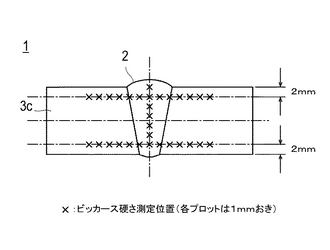
(v)ビッカース硬度試験
図6は、ビッカース硬さ測定位置を表す鋼管の溶接部の断面概略図である。図6に示すように、得られた鋼管1の溶接ビード部2を含むマクロ試験片3cを採取し、JIS Z 2244に準拠して、図中の×印(ビッカース硬さ測定位置;各プロットは1mmおき)ごとにビッカース硬さ(荷重10kg)を測定し、その最高値を求めた。これらの評価結果を下記表1に示す。
【0054】
なお、表1中の機械試験結果の溶接金属引張試験、シャルピー衝撃試験は得られた数値の最低値を表し、ビッカース硬さ試験は得られた数値の最高値を示す。
【0055】
【表1】

【0056】
【表2】
【0057】
【表3】
【0058】
【表4】
【0059】
実施例1〜6は、上記表1に示すように、各ワイヤの全ての化学組成が本発明の範囲内であり、表2に示すように適切な溶接条件で溶接している。そのため、溶接中の溶接作業性及びビード形状がいずれも良好で耐割れ性やビード形状などに優れ、融合不良やアーク不良も発生しなかった。また、溶接後の溶接金属引張強度、耐衝撃性(靱性)及びビッカース硬さのバランスがよく、高い信頼性、確実性、安全性が求められる高強度鋼管の溶接に適していることがわかった。
【0060】
一方、比較例1は、ワイヤ中のC含有量が本発明の範囲の下限未満であるため、必要とする強度が得られなかった。また、ビードが膨らむなど良好な作業性までは得られなかった。
【0061】
比較例2は、ワイヤ中のC含有量が本発明の範囲の上限を超えているため、耐割れ性が低下し、ビード表面に割れが発生した。また、強度が高くなりすぎて、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0062】
比較例3は、ワイヤ中のSi含有量が本発明の範囲の下限未満であるため、脱酸不足によりブローホールが発生し、ビード形状が劣化して融合不良が発生した。さらに靭性も劣化し、必要とする吸収エネルギーが得られなかった。
【0063】
比較例4は、ワイヤ中のSi含有量が本発明の範囲の下限未満であるため、脱酸不足によりブローホールが発生し、ビード形状が劣化して融合不良が発生した。また、ワイヤ中のC含有量およびMn含有量も本発明の範囲の下限に近いため、必要とする強度が得られず、さらに靭性も劣化し、必要とする吸収エネルギーも得られなかった。
【0064】
比較例5は、ワイヤ中のMo含有量が本発明の範囲の下限未満であるため、必要とする強度が得られなかった。
【0065】
比較例6は、ワイヤ中のMo含有量が本発明の範囲の上限を超えているため、強度が高くなり、ビッカース硬さが300を超えており、母材に対し脆くなりやすいことが分かった。さらに、ワイヤ中のTi含有量が本発明の範囲の下限未満であるため、焼入れ性が低下して靭性が劣化し、必要とする吸収エネルギーが得られなかった。
【0066】
比較例7は、ワイヤ中のP含有量が本発明の範囲の上限を超えているため、耐高温割れ性が低下し、ビード表面に割れが発生した。
【0067】
比較例8は、ワイヤ中のS含有量が本発明の範囲の上限を超えているため、耐高温割れ性が低下し、ビード表面に割れが発生した。また、靭性も劣化し、必要とする吸収エネルギーが得られなかった。
【0068】
比較例9は、ワイヤ中のTi含有量が本発明の範囲の上限を超えているため、ビード表面に発生するスラグ量が増加し、再アーク性が劣化し、スパッタ発生量が増加した。さらに焼入れ性が過剰となったため、靭性が劣化し必要とする吸収エネルギーが得られなかった。
【0069】
比較例10は、ワイヤ中のMn含有量が本発明の範囲の下限未満であるため、脱酸不足によりブローホールが発生し、ビード形状が劣化し融合不良が発生した。また、必要とする強度が得られず、さらに焼入れ性が低下したため、靭性が劣化し必要とする吸収エネルギーも得られなかった。
【0070】
比較例11は、ワイヤ中のMn含有量が本発明の範囲の上限を超えているため、焼入れ性が過剰となり、ビッカース硬さが300を超え、さらに靭性が劣化し必要とする吸収エネルギーが得られなかった。
【0071】
比較例12は、ワイヤ中のSi含有量が本発明の範囲の上限を超えているため、溶接金属のフェライト組成が粗粒となり、靭性が劣化し必要とする吸収エネルギーが得られなかった。さらに、ビード表面に発生するスラグ量が増加し、再アーク性が劣化し、スパッタ発生量が増加した。
【0072】
<実験2(実施例7〜9及び比較例13〜15);シールドガスの範囲規定>
図1に示すように、鋼管板厚13.9mm、鋼管外径609mm、管長さ200mm材の2本のAPI 5L X80相当の強度レベルを有する鋼管1の管端に、図2に示すように開先部の開先角度が20°となるように切欠きを設けた。次に、図2に示すように、2本の鋼管1と鋼管1の管端同士をV型開先となるように開先幅が5.5mmとして配置した、V型突合せ開先の試験体を用いて、表5に示す成分組成を有する溶接ワイヤにて溶接継手作製試験を実施した。溶接に使用したシールドガスは、表6に記載のAr−CO2混合ガスをそれぞれ使用した。溶接は、表7に記載の溶接条件にて溶接を行なった。なお、5層/5パスの下進振り分け溶接法による溶接方向は、図3中に矢印で模式的に表した通りである。
【0073】
溶接中は、表3に記載の溶接作業条件評価として目視によるスパッタ発生量確認、スラグ量確認、再アーク性良否、溶接ビード表面の割れ発生有無の確認、ビード形状評価として目視によるビード形状の凹凸状有無、X線撮影による融合不良有無、溶け込み不良有無について確認を行なった。これらの評価結果を下記表6に示す。なお、表6の評価基準は、実験1の(i)溶接作業性の評価基準及び(ii)ビード形状の評価基準と同じである。
【0074】
溶接試験後、表4及び図4〜6に記載の機械試験片を採取し、溶接金属引張試験、シャルピー衝撃試験、ビッカース硬さ試験を実施して、溶接結果を評価した。なお、試験片採取位置は、鋼管継手の下向、立向、上向の各姿勢より表4及び図4〜6に記載の個数を採取し、試験を実施した。詳しくは、実験1で説明したのと同様である。なお、表6中の機械試験結果の溶接金属引張試験、シャルピー衝撃試験は得られた数値の最低値を表し、ビッカース硬さ試験は得られた数値の最高値を示す。
【0075】
【表5】
【0076】
【表6】
【0077】
【表7】
【0078】
実施例7〜9は、上記表6に示すように、各シールドガス成分が本発明の範囲内であり、他の要件も上記表5に示すように、各ワイヤの全ての化学成分組成が本発明の範囲内であり、表7に示すように適切な溶接条件で溶接している。そのため、溶接中の溶接作業性及びビード形状がいずれも良好で耐割れ性やビード形状などに優れ、融合不良やアーク不良も発生しなかった。また、溶接後の溶接金属引張強度、耐衝撃性(靱性)及びビッカース硬さのバランスがよく、高い信頼性、確実性、安全性が求められる高強度鋼管の溶接に適していることがわかった。
【0079】
一方、比較例13は、シールドガス中のCO2比率が本発明の範囲の下限未満であるため、最終層の溶接において母材の溶け込みが浅く、融合不良が発生した。また、溶接金属成分の歩留まりが高く、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0080】
比較例14は、シールドガス中のCO2比率が本発明の範囲の上限を超えているため、溶接中のスパッタ発生量が増加し、溶接作業性が劣化した。さらに溶接作業性の劣化が原因となり、溶接金属中に窒素を巻き込み靭性が劣化し、必要とする吸収エネルギーが得られなかった。
【0081】
比較例15は、シールドガス中のCO2比率が本発明の範囲の上限を超えているため、溶接中のスパッタ発生量が増加し、溶接作業性が劣化した。また、溶接作業性の劣化が原因となり、融合不良が発生した。さらに溶接金属成分の歩留まりが低く、必要とする強度が得られず、靭性も劣化し、必要とする吸収エネルギーも得られなかった。
【0082】
<実験3(実施例10〜17及び比較例16〜27);開先角度、入熱の範囲規定>
図1に示すように、鋼管板厚13.9mm、鋼管外径609mm、管長さ200mm材の2本のAPI 5L X80相当の強度レベルを有する鋼管1の管端に、表9及び図7に示すように開先部の開先角度を10〜50°のV型突合せまたはU型突合せ開先となるように切欠きを設けた。次に、表9及び図7に示すように、2本の鋼管1と鋼管1の管端同士を開先幅が3〜7mmのV型開先または開先幅が0mmのU型開先となるように配置した、V型突合せまたはU型突合せ開先の試験体を用いて、実験2と同様に表5に示す成分組成を有する溶接ワイヤにて溶接継手作製試験を実施した。溶接は、表8に記載の溶接条件にて溶接を行なった。なお、下進振り分け溶接法による溶接方向は、図8A中に矢印で模式的に表した通りである。一方向溶接法による溶接方向は、図8B中に矢印で模式的に表した通りである。
【0083】
溶接中は、表3に記載の溶接作業条件評価として目視によるスパッタ発生量確認、スラグ量確認、再アーク性良否、溶接ビード表面の割れ発生有無の確認、ビード形状評価として目視によるビード形状の凹凸状有無、X線撮影による融合不良有無、溶け込み不良有無について確認を行なった。これらの評価結果を下記表9に示す。なお、表9の評価基準は、実験1の(i)溶接作業性の評価基準及び(ii)ビード形状の評価基準と同じである。
【0084】
溶接試験後、表4及び図4〜6に記載の機械試験片を採取し、溶接金属引張試験、シャルピー衝撃試験、ビッカース硬さ試験を実施して、溶接結果を評価した。なお、試験片採取位置は、鋼管継手の下向、立向、上向の各姿勢より表4及び図4〜6に記載の個数を採取し、試験を実施した。詳しくは、実験1で説明したのと同様である。なお、表9中の機械試験結果の溶接金属引張試験、シャルピー衝撃試験は得られた数値の最低値を表し、ビッカース硬さ試験は得られた数値の最高値を示す。
【0085】
【表8】
【0086】
【表9】
【0087】
実施例10〜17は、上記表9に示すように、開先角度および入熱量が本発明の範囲内であり、他の要件も上記表5に示すように、各ワイヤの全ての化学成分組成が本発明の範囲内であり、表8に示すように適切な溶接条件で溶接している。そのため、溶接中の溶接作業性及びビード形状がいずれも良好で耐割れ性やビード形状などに優れ、融合不良やアーク不良も発生しなかった。また、溶接後の溶接金属引張強度、耐衝撃性(靱性)及びビッカース硬さのバランスがよく、高い信頼性、確実性、安全性が求められる高強度鋼管の溶接に適していることがわかった。
【0088】
一方、比較例16は、開先角度および入熱量が本発明の範囲の下限未満であるため、開先壁面に融合不良が発生した。また、強度が高くなりすぎ、靭性が劣化し、必要とする吸収エネルギーが得られず、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0089】
比較例17は、開先角度および入熱量が本発明の範囲の上限を超えているため、立向上進溶接中にメタル垂れを起こし、融合不良欠陥が発生した。また、必要とする強度が得られなかった。
【0090】
比較例18は、開先角度および入熱量が本発明の範囲の下限未満であるため、開先壁面に融合不良が発生した。また、強度が高くなりすぎ、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0091】
比較例19は、開先角度および入熱量が本発明の範囲の上限を超えているため、立向上進溶接中にメタル垂れを起こし、融合不良欠陥が発生した。また、必要とする強度が得られなかった。
【0092】
比較例20は、入熱量が本発明の範囲の上限を超えているため、必要とする強度が得られなかった。
【0093】
比較例21は、入熱量が本発明の範囲の下限未満であるため、強度が高くなりすぎ、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。溶接ビード形状が凸型となり融合不良欠陥が発生した。
【0094】
比較例22は、開先角度が本発明の範囲の上限を超えているため、上向姿勢でビード形状が凸形状となり、融合不良が発生した。
【0095】
比較例23は、開先角度が本発明の範囲の下限未満であるため、開先壁面を十分に溶かせず融合不良が発生した。
【0096】
比較例24は、開先角度が本発明の範囲の上限を超えているため、上向姿勢でビード形状が凸形状となり、融合不良欠陥が発生した。また入熱量が本発明の範囲の上限ぎりぎりのため、必要な強度が得られなかった。
【0097】
比較例25は、入熱量が本発明の範囲の下限未満であるため、強度が高くなりすぎ、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0098】
比較例26は、入熱量が本発明の範囲の上限を超えているため、上向姿勢でビード形状が凸形状となり、融合不良が発生した。また、必要とする強度が得られなかった。
【0099】
比較例27は、開先角度が本発明の範囲の上限を超えているため、上向姿勢でビード形状が凸形状となり、融合不良が発生した。
【図面の簡単な説明】
【0100】
【図1】実験1〜実験3において使用した鋼管断面の寸法図である。
【図2】鋼管と鋼管の継ぎ目部分の開先形状を示す拡大断面図である。
【図3】鋼管周継手の5層/5パス下進振り分け溶接法による溶接方向を図中に矢印で模式的に表した鋼管断面概略図である。
【図4】溶接金属の引張試験片採取位置を表す鋼管の溶接部の断面概略図である。
【図5】シャルピー衝撃試験片採取位置を表す鋼管の溶接部の断面概略図である。
【図6】ビッカース硬さ測定位置を表す鋼管の溶接部の断面概略図である。
【図7】図7Aは、鋼管と鋼管の継ぎ目部分をV型突合せ開先とした開先形状を示す拡大断面図である。図7Bは、鋼管と鋼管の継ぎ目部分をU型突合せ開先とした開先形状を示す拡大断面図である。
【図8】図8Aは、鋼管周継手の下進振り分け溶接法による溶接方向を図中に矢印で表した鋼管断面概略図である。図8Bは、鋼管周継手の一方向溶接法による溶接方向を図中に矢印で表した鋼管断面概略図である。
【図9】図9Aは、本発明のガスシールドアーク溶接方法における、鋼管と鋼管の溶接継手部分への溶接金属の積層方法の1つである、1層当たり1パスの積層方法による鋼管溶接継手部の溶接金属の積層状態を表す断面図である。図9Bは、本発明のガスシールドアーク溶接方法における、鋼管と鋼管の溶接継手部分への溶接金属の積層方法の1つである、1層当たり多パスの積層方法による鋼管溶接継手部の溶接金属の積層状態を表す断面図である。図中の溶接ビード内の数字は、丸数字はパス数を、三角数字積層数を表す。
【符号の説明】
【0101】
1 鋼管、
2 溶接ビード部、
3a、3b、3c 試験片。
【技術分野】
【0001】
本発明は、ラインパイプ、特に鋼管周溶接継手のガスシールドアーク溶接用ソリッドワイヤ、該ワイヤを用いたガスシールドアーク溶接方法に関するものである。
【背景技術】
【0002】
近年、世界のラインパイプによる流体輸送は海上、陸上を問わず急速な発展を遂げ、現在では石油・天然ガス等液体や気体の長距離大量輸送配管、都市ガス配管、水輸送用配管、地域冷暖房配管などの輸送に利用され、今後益々増大する傾向にある。
【0003】
一方、ラインパイプの品質およびコストを左右する重要な技術の一つである円周溶接については、全姿勢溶接であるため、溶接姿勢にかかわらず安定した溶接作業性および品質が確保できること、現地溶接作業であるため開先形状や開先のセットなどのバラツキに対して溶接部の強度、靭性が十分余裕を持って対応可能な溶接金属が得られる溶接材料が要求されている。
【0004】
従来、国内の高圧ガス配管は主にAPI 5L X65以下のグレードの鋼管が主として使用されてきた。しかしながら、近年、API 5L X80クラスの鋼管を高圧ガス配管に適用する動きが出ている。鋼管のグレードを上げるメリットとして鋼管中を流れるガスの設計圧力が同じ場合、API 5L X65と比較してAPI 5L X80を使用すると鋼管の板厚を薄くすることが可能であり、これは配管に必要な鋼管重量減、輸送費低減、溶接時間の短縮が図れ、トータルとして非常にコスト低減に寄与する。
【0005】
一般に、パイプラインの溶接継手部には母材部より高強度であること(オーバーマッチング)、硬度が所定値以下であること、靭性が所定値以上であることなどが求められる。国内に高圧ガス導管を建設する場合、事業者はガス事業法や電気事業法などに則り事前に溶接施工法確認試験を行う必要がある。例えば、ガス事業法では、溶接部の強度に関してJIS Z3121記載の突合せ溶接継手の引張試験を実施し、試験片の引張強さ(TS)が母材の規格最小引張強さ(SMTS)以上の場合を合格としている。しかしながら、近年、これに加えて引っ張り強度に関する要求特性として、溶接金属引張試験を行って得られるTSと降伏応力(YS)がそれぞれ鋼管のSMTSおよび規格最小降伏応力(SMYS)に鋼管の強度のばらつきを考慮した一定の余裕しろを加えた値を上回ることが要求される場合がでてきた。この余裕しろは、例えば、SMTSおよびSMYSの15〜20%程度とされる。X80鋼管にも同様の基準を当てはめると、例えば、余裕しろを18%として、溶接金属部は鋼管のSMTSを1.18倍した732MPaのTSと、同様にSMYSを1.18倍した650MPa以上のYSを持つ必要がある。一方、溶接継手部の硬さとして通常はビッカース硬さ試験等により求められる最高硬さの上限値が規定される。一般に溶接金属は強度が増加すれば硬さも増加する傾向があり、強度が高すぎると最高硬さが上限値を越えてしまう恐れがある。したがって、強度と硬さを両立させることが肝要であるが、鋼管の強度がAPI 5L X80グレード以上のレベルになると、これら強度と硬さの要求値の両方を満足させるのが難しくなる。このような背景から、X80鋼管を高圧パイプラインに採用する場合、十分に高強度でかつ著しく硬化していない溶接継手部が得られる溶接材料およびそれを用いた溶接施工法が求められる。
【0006】
そこで、特許文献1には、強度確保のために、Niを添加した溶接材料が提案されている。また、特許文献2には、API 5L X80向けの溶接材料が提案されている。
【特許文献1】特開平10−211597号公報
【特許文献2】特開2004−148389号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載の溶接材料は、全姿勢溶接ではビード形状の劣化などによる影響で溶接欠陥のない健全な溶接金属が得られにくい問題があった。また、特許文献2に記載の溶接材料では(1)Cの下限値が低く、オーバーマッチングは得られない、(2)Sの上限値が高いため、ビード形状の不良が起こる可能性大である、(3)Tiの上限値が高いため、スラグ量が多く、再アーク性が悪くなる可能性大である、(4)溶接入熱量、開先角度の規定がないので、溶接品質・溶接金属性能が得られない可能性大であるという問題があった。
【0008】
そこで、溶接金属部に求められる強度として、本発明では降伏応力650MPa、引張強さ750MPa以上を目標とした。また、溶接金属部の最高硬さはビッカース硬さで300以下を目標とした。
【課題を解決するための手段】
【0009】
以下、本発明の実施形態を説明する。
【0010】
本発明の鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法は、高張力鋼からなる鋼管周溶接継手を作製するための手段であり、ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、Ti含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなることを特徴とする。
【0011】
この場合、シールドガスとしてCO2混合比率が20〜50体積%、残部がArおよび不可避的不純物からなるAr−CO2混合ガスを使用することが望ましい。
【0012】
さらに、開先形状として開先角度を10〜50°、溶接入熱量を8000〜14000J/cmとすることが望ましい。
【0013】
また、1層当たり1パスの積層方法を用いることが望ましい。
【発明の効果】
【0014】
本発明によれば、機械的性能としてAPI 5L X80および同等の強度を有する高引張鋼からなる鋼管周溶接において降伏応力、引張強さは母材と比較して常にオーバーマッチングしており、さらに靭性、硬度等を向上させる効果が得られる。また、溶接作業性として鋼管周溶接のように溶接姿勢が下向、立向、上向と全姿勢である場合でも、安定したビード形状、耐割れ性向上、スパッタ発生量の低減が図れる。
【発明を実施するための最良の形態】
【0015】
本発明者らは、溶接金属の強度を確保する手段としてCおよびMo添加を行なったことによる衝撃靭性値および溶接作業性の劣化への影響を改善する手段として、Si、Mn、P、S、Tiを適量添加することによって前記に列挙した問題点が解決されることを見出した。
【0016】
本発明は、X80クラスの鋼管溶接を想定し、降伏応力を650MPa、引張強さを750MPa以上確保することを目標とした。また、溶接金属の最高硬さはビッカース硬さ(Hv)で300以下を目標とした。さらに、衝撃靭性値として吸収エネルギーが0℃で80J以上を目標とした。
【0017】
以下に、本発明の鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法について説明する。
【0018】
I.鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤ
C:0.07〜0.12質量%
Cは溶接金属の強度を確保するために必要な元素であり、パイプラインのような全姿勢溶接では安定した溶滴移行性を確保するために特定量以上のCが必要となる。C含有量が0.07質量%未満の場合、溶接金属の強度確保および溶滴移行性の安定化が得られない。また、C含有量が0.12質量%を超えると、溶接金属の焼入れ性が過大となり強度が高くなり過ぎ、靭性が劣化する。したがって、ワイヤ中のC含有量は、0.07〜0.12質量%とする。
【0019】
Si:0.50〜0.80質量%
Siは溶接金属中の酸素を低減するために必要な脱酸元素である。また、開先と溶接ビードのなじみ性を良好にするための効果を併せ持つ。Si含有量が0.50質量%未満の場合、脱酸不足となり、ブローホール欠陥が多発する。一方でSi含有量が0.80質量%を超えると溶接金属の粘性が高くなり過ぎ、上向き姿勢での溶接では溶接ビードが凸形状となり、融合不良欠陥が発生しやすい。さらに、Si含有量が高い場合、脱酸したスラグ量が増加するために再アーク性が劣化し、アーク不良の原因となる。従って、ワイヤ中のSi含有量は0.50〜0.80質量%とする。
【0020】
Mn:1.50〜2.20質量%
MnはSiと同様に溶接金属中の酸素を低減するために必要な脱酸元素である。また、Mnは焼入れ性を向上し、溶接金属中の強度及び靭性を向上させる効果も併せ持つ。Mn含有量が1.50質量%未満の場合、脱酸不足となり、ブローホール欠陥が多発する。さらに必要な強度と焼入れ性が得られず靭性も劣化する。一方でMn含有量が2.20質量%を超えると、焼入れ性が過大となり、強度が高くなりすぎて靭性が劣化する。さらに、Mn含有量が高い場合、脱酸したスラグ量が増加するために再アーク性が劣化し、アーク不良の原因となる。従って、Mn含有量は1.50〜2.20質量%とする。
【0021】
P:0.020質量%以下
Pは溶接金属の融点を下げる働きがあり、低融点介在物の形成によって溶接金属の凝固割れを誘発する元素であるため、ワイヤ中のPは可能な限り低減することが望ましい。P含有量が0.020質量%を超えると耐高温割れ性が低下し、ビード表面に割れなどの溶接欠陥が発生しやすい。また、溶接金属の融点が下がるため、上向き溶接姿勢では溶接ビードが凸形状となり、融合不良欠陥が発生しやすい。従って、P含有量は0.020質量%以下とする。
【0022】
S:0.020質量%以下
SはPと同様に溶接金属の融点を下げる働きがあり、低融点介在物の形成によって溶接金属の凝固割れを誘発する元素であるため、ワイヤ中のSは可能な限り低減することが望ましい。S含有量が0.020質量%を超えると耐高温割れ性が低下し、ビード表面に割れなどの溶接欠陥が発生しやすい。また、溶接金属の融点が下がるため、上向き溶接姿勢では溶接ビードが凸形状となり、融合不良欠陥が発生しやすい。従って、S含有量は0.020質量%以下とする。
【0023】
Mo:0.40〜0.70質量%
Moは溶接金属の強度を確保するために必要な元素である。Mo含有量が0.40質量%未満の場合、必要とする強度が得られない。また、Mo含有量が0.70質量%を超えると、焼入れ性が過大となり、強度が高くなりすぎて靭性が劣化する。従って、Mo含有量は0.40〜0.70質量%とする。
【0024】
Ti:0.01〜0.03質量%
Tiは、Si、Mnと同様に、脱酸元素であると共に、固溶強化、変態強化及び結晶粒微細化強化の作用によって、鋼の強度と靱性の双方を向上させる効果を有する。また、Tiは凝固割れを防止する効果を有する元素である。一方で、Tiは、酸化することにより強固なスラグを形成することから、含有量を制限する必要もある。Ti含有量が0.01質量%未満の場合、焼入れ性が低下し、靭性が劣化する。また脱酸不足によりブローホールが発生する。Ti含有量が0.03質量%を超えると、ビード表面に発生するスラグ量が増加し、再アーク性が劣化し、スパッタ発生量が増加する。さらに、焼入れ性が過剰となり、強度が高くなりすぎ、靭性が劣化する。従って、Ti含有量は0.01〜0.03質量%とする。
【0025】
上記成分及びFe以外の不可避的不純物
本発明におけるワイヤ中の上記成分及びFe以外の不可避的不純物としては、例えば、Nb、V、B、Zr、Sb、Bi、Co、Pb及びランタノイドの各元素等があるが、これらは本発明の目的である溶接作業性、ビード形状及び溶接金属性能の向上に寄与することはない。そのため、これら不可避的不純物の元素の含有量は、夫々、0.0010質量%以下に規制することが好ましい。
【0026】
Nも不可避的不純物である。Nは鋼の製造段階において比較的取り除きにくい成分であり、N含有量に特段の注意を払わなければ、通常0.010質量%程度含まれている。かかるN含有量を規制して意図的に取り除く処理を行なうことで、安定的に0.005質量%以下のレベルを達成することができる。すなわち、本発明のような極めて厳しい要求基準が課せられる用途においては、通常問題とならないN含有量であっても、性能に関与することから、かかる含有量をより厳しく制限することで、溶接後の鋼の靭性を向上する特徴があり、性能向上に有効に寄与することを見出したものである。
【0027】
以上のことから、ワイヤ中のN含有量は0.005質量%以下であることが望ましい。かかる範囲内であれば、溶接後の鋼の性能、特に強度をより一層向上させることができる点で有利である。但し、N含有量が0.005質量%を超える場合でも、本発明の作用効果を十分に発揮できる場合もある。
【0028】
また、本発明のワイヤでは、必要に応じて、アーク安定性の向上等の目的によって、上述の如く組成成分が規定された鋼線の表面にCuメッキを施したものでもよく、ワイヤの表面処理についても、特に規定しないものとする。よって、これら表面処理した成分に関しては、上記に規定するワイヤの組成には含めないものとする。
【0029】
II.ガスシールドアーク溶接方法
本発明に係るガスシールドアーク溶接方法は、上記に記載した本発明の鋼管周溶接継手のガスシールドアーク溶接用ソリッドワイヤを用いる鋼管の周溶接、特に円周自動溶接において、シールドガスとして、CO2の混合比率が20〜50体積%、好ましくは20〜40体積%、残部がArおよび不可避的不純物からなるAr−CO2混合ガスを用いることを特徴とするものである。CO2の混合比率が20体積%未満の場合、溶接金属の最終層(例えば、1層当たり1パスの積層方法を用いて、下進振り分け溶接法ないし一方向溶接法にて、積層/パス数が5層/5パスとなるように溶接する場合には、5層目;図9A参照)の溶接において母材の溶け込みが浅く、融合不良が発生する。また、溶接金属成分の歩留まりが高く、溶接部が母材に対して硬くなりすぎて脆くなり、外部からの振動・衝撃が加わった場合、当該鋼管周継手の溶接部から割れるおそれがある。一方、CO2の混合比率が50体積%を超える場合、溶接中のスパッタ発生量が増加し、溶接作業性が劣化する。さらに溶接作業性の劣化が原因となり、融合不良が発生する。また、溶接金属成分の歩留まりが低く、必要とする強度が得られない。
【0030】
また、本発明に係るガスシールドアーク溶接方法は、鋼管周溶接継手の開先角度を10〜50°、溶接入熱量を8000〜14000J/cmとすることを特徴とするものである。さらに、鋼管周溶接継手の開先幅を3〜7mmとすることが望ましい。以下、鋼管周溶接継手の開先形状、開先角度、開先幅、溶接入熱量の順で説明する。
【0031】
開先形状
開先形状は、特に制限されるものではなく、V型開先(図7A参照)、U型開先(図7B参照)のいずれも適用可能である。開先の現場加工がU型では難しいのに比してV型では容易に仕上げることができることから、好ましくはV型開先である。
【0032】
開先角度
開先角度は、図7A、Bに示すように、開先形状(V型開先またはU型開先)によらず、10°〜50°、望ましくは15〜30°の範囲である。開先角度が10°未満の場合、開先壁面が直角に近いために開先壁面を十分にアークが溶かすことができず、融合不良が発生するおそれがある。また、溶接入熱量によっては開先壁面に融合不良が発生するおそれがある。一方、開先角度が50°を超える場合には上向溶接姿勢にてビード形状が凸型となり、融合不良が発生する可能性が高くなる。また、開先断面が大きくなることから溶接入熱量も高くなり、必要とする強度が確保できないおそれもある。
【0033】
なお、既存の溶接ワイヤを用いたガスシールドアーク溶接方法では、開先角度を60°程度と比較的広い開先を取る場合が見られるが、本発明の溶接方法では、上記したように狭開先化できるため、溶接時間の効率化が図れる。
【0034】
開先幅
開先幅(ルートギャップ)は開先形状によって異なるが、少なくとも0〜7mm程度必要である。詳しくはU型開先の場合、図7Bのようにルートギャップは0mmとする。一方、V型開先では図7Aに示すように開先幅を3〜7mm、望ましくは4.5〜6.5mmの範囲である。ただし、本発明では、上記のように当該範囲に限定されるものではない。開先幅が3mm未満の場合、初層の溶接時に裏波がでない。更に、溶接入熱量が低くなり過ぎて溶接金属の強度が高くなり、靭性が劣化する可能性がある。また、開先幅が7mmを超える場合、開先断面積が広くなり、積層に必要な溶着金属量が多くなるため、溶接効率が低下する。
【0035】
溶接入熱量
溶接入熱量(平均入熱量を表す。後述する実施例の溶接条件も同様である。)は8000〜14000J/cm、望ましくは8500〜10500J/cmの範囲である。溶接入熱量が8000J/cm未満の場合、溶接金属の強度が高くなり過ぎ、靭性が劣化する。また、開先角度によっては開先壁面を十分に溶かすことができず、融合不良欠陥が発生するおそれがある。一方、溶接入熱量が14000J/cmを超える場合、溶接金属に必要とされる強度が得られないおそれがある。また、上向溶接姿勢では溶接ビードが凸型となり、融合不良欠陥が発生するおそれがある。さらに開先角度によっては溶接中にメタル垂れを起こし、融合不良欠陥が発生する可能性が高くなる。
【0036】
溶接方向
全姿勢で溶接する鋼管周溶接継手の場合、下進振り分け溶接法(図8A参照)、一方向溶接法(図8B参照)が望ましい。ただし、溶接効率の観点から一方向溶接の場合、上進溶接では下進溶接と比較して溶接速度が遅くなるため、下進溶接振り分け方法が望ましい。ただし、本発明ではこれらに制限されるものではない。
【0037】
溶接金属の積層方法
本発明の溶接の積層方法として1層当たり1パスの積層方法(図9A参照)、1層当たり多パスの積層方法(図9B参照)のいずれを用いてもよいが、1層当たり1パスの積層方法を用いるのが望ましい。これは、1層当たり2パス以上で積層した場合、溶接時間が増えるため効率が落ちるためである。
【実施例】
【0038】
以下、本発明の実施例によりさらに説明する。
【0039】
<実験1(実施例1〜6及び比較例1〜12);ワイヤ成分の範囲規定>
図1は、実験1〜実験3において使用した鋼管断面の寸法図である。図2は、鋼管と鋼管の継ぎ目部分の開先形状を示す拡大断面図である。図3は、鋼管周継手の5層/5パス下進振り分け溶接法による溶接方向を示す鋼管断面概略図である。
【0040】
図1に示すように、鋼管板厚13.9mm、鋼管外径609mm、管長さ200mm材の2本のAPI 5L X80相当の強度レベルを有する鋼管1の管端に、図2に示すように開先部の開先角度が20°となるように切欠きを設けた。次に、図2に示すように、2本の鋼管1と鋼管1の管端同士をV型突合せ開先となるように開先幅が5.5mmとして配置した、V型突合せ開先の試験体を用いて、表1に示す成分組成を有する溶接ワイヤにて溶接継手作製試験を実施した。
【0041】
溶接は、表2に記載の溶接条件にて溶接を行なった。なお、5層/5パスの下進振り分け溶接法による溶接方向は、図3中に矢印で模式的に表した通りである。即ち、5層/5パスの各層乃至パスごとの溶接方向の軌道がわかるように、各層乃至パスごとの軌道を誇張してずらして表記している。
【0042】
溶接中は、表3に記載の溶接作業条件評価として目視によるスパッタ発生量確認、スラグ量確認、再アーク性良否、溶接ビード表面の割れ発生有無の確認、ビード形状評価として目視によるビード形状の凹凸状有無、X線撮影による融合不良有無、溶け込み不良有無について確認を行なった。これらの評価結果を下記表1に示す。
【0043】
なお、下記表1の評価基準は下記の通りである。
【0044】
(i)溶接作業性の評価基準
◎:スパッタ発生量無し乃至微量、スラグ量無し乃至微量、再アーク性良好、溶接ビード表面の割れ発生無しで全て極めて良好なもの。
【0045】
○:スパッタ発生量少量、スラグ量少量、再アーク性良好、溶接ビード表面の割れ発生無しで、全て良好なもの。
【0046】
×:スパッタ発生量多い、スラグ量多い、再アーク性不良、溶接ビード表面の割れ発生有の不良のいずれか1つ以上該当するもの。
【0047】
(ii)ビード形状の評価基準
◎:ビード表面の凹凸状がほぼなく、平面に近い形状であり、X線撮影による融合不良はなく、溶け込み良好である。
【0048】
○:ビード表面の凹凸状は若干あるが、X線撮影による融合不良はなく、溶け込み良好である。
【0049】
×:ビード表面の凹凸があり、X線撮影による融合不良もしくは溶け込み不良欠陥がある。
【0050】
溶接試験後、表4及び図4〜6に記載の機械試験片を採取し、溶接金属引張試験、シャルピー衝撃試験、ビッカース硬さ試験を実施して、溶接結果を評価した。なお、試験片採取位置は、鋼管継手の下向、立向、上向の各姿勢より表4及び図4〜6に記載の個数を採取し、試験を実施した。詳しくは、下記の通りである。
【0051】
(iii)溶接金属引張試験
図4は、溶接金属の引張試験片採取位置を表す鋼管の溶接部の断面概略図である。図4に示すように、鋼管1の溶接ビード部2の板厚中央部よりJIS Z 3111準拠のA2号引張試験片3aを採取して、0.2%耐力および引張強さを求めた。これらの評価結果を下記表1に示す。
【0052】
(iv)シャルピー衝撃試験
図5は、シャルピー衝撃試験片採取位置を表す鋼管の溶接部の断面概略図である。図5に示すように、溶接金属の耐衝撃性(靱性)については、得られた鋼管1の溶接ビード部2の板厚中央部より、JIS Z 3111準拠の4号衝撃試験片3bを採取し、(試験温度0℃)での吸収エネルギー(vE0)を測定することにより評価した。ノッチ位置は、溶接金属中央部とした。各実施例及び比較例ごとに、繰り返し数を3本とし、その最小値(vE0)を求めた。これらの評価結果を下記表1に示す。
【0053】
(v)ビッカース硬度試験
図6は、ビッカース硬さ測定位置を表す鋼管の溶接部の断面概略図である。図6に示すように、得られた鋼管1の溶接ビード部2を含むマクロ試験片3cを採取し、JIS Z 2244に準拠して、図中の×印(ビッカース硬さ測定位置;各プロットは1mmおき)ごとにビッカース硬さ(荷重10kg)を測定し、その最高値を求めた。これらの評価結果を下記表1に示す。
【0054】
なお、表1中の機械試験結果の溶接金属引張試験、シャルピー衝撃試験は得られた数値の最低値を表し、ビッカース硬さ試験は得られた数値の最高値を示す。
【0055】
【表1】
【0056】
【表2】
【0057】
【表3】
【0058】
【表4】
【0059】
実施例1〜6は、上記表1に示すように、各ワイヤの全ての化学組成が本発明の範囲内であり、表2に示すように適切な溶接条件で溶接している。そのため、溶接中の溶接作業性及びビード形状がいずれも良好で耐割れ性やビード形状などに優れ、融合不良やアーク不良も発生しなかった。また、溶接後の溶接金属引張強度、耐衝撃性(靱性)及びビッカース硬さのバランスがよく、高い信頼性、確実性、安全性が求められる高強度鋼管の溶接に適していることがわかった。
【0060】
一方、比較例1は、ワイヤ中のC含有量が本発明の範囲の下限未満であるため、必要とする強度が得られなかった。また、ビードが膨らむなど良好な作業性までは得られなかった。
【0061】
比較例2は、ワイヤ中のC含有量が本発明の範囲の上限を超えているため、耐割れ性が低下し、ビード表面に割れが発生した。また、強度が高くなりすぎて、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0062】
比較例3は、ワイヤ中のSi含有量が本発明の範囲の下限未満であるため、脱酸不足によりブローホールが発生し、ビード形状が劣化して融合不良が発生した。さらに靭性も劣化し、必要とする吸収エネルギーが得られなかった。
【0063】
比較例4は、ワイヤ中のSi含有量が本発明の範囲の下限未満であるため、脱酸不足によりブローホールが発生し、ビード形状が劣化して融合不良が発生した。また、ワイヤ中のC含有量およびMn含有量も本発明の範囲の下限に近いため、必要とする強度が得られず、さらに靭性も劣化し、必要とする吸収エネルギーも得られなかった。
【0064】
比較例5は、ワイヤ中のMo含有量が本発明の範囲の下限未満であるため、必要とする強度が得られなかった。
【0065】
比較例6は、ワイヤ中のMo含有量が本発明の範囲の上限を超えているため、強度が高くなり、ビッカース硬さが300を超えており、母材に対し脆くなりやすいことが分かった。さらに、ワイヤ中のTi含有量が本発明の範囲の下限未満であるため、焼入れ性が低下して靭性が劣化し、必要とする吸収エネルギーが得られなかった。
【0066】
比較例7は、ワイヤ中のP含有量が本発明の範囲の上限を超えているため、耐高温割れ性が低下し、ビード表面に割れが発生した。
【0067】
比較例8は、ワイヤ中のS含有量が本発明の範囲の上限を超えているため、耐高温割れ性が低下し、ビード表面に割れが発生した。また、靭性も劣化し、必要とする吸収エネルギーが得られなかった。
【0068】
比較例9は、ワイヤ中のTi含有量が本発明の範囲の上限を超えているため、ビード表面に発生するスラグ量が増加し、再アーク性が劣化し、スパッタ発生量が増加した。さらに焼入れ性が過剰となったため、靭性が劣化し必要とする吸収エネルギーが得られなかった。
【0069】
比較例10は、ワイヤ中のMn含有量が本発明の範囲の下限未満であるため、脱酸不足によりブローホールが発生し、ビード形状が劣化し融合不良が発生した。また、必要とする強度が得られず、さらに焼入れ性が低下したため、靭性が劣化し必要とする吸収エネルギーも得られなかった。
【0070】
比較例11は、ワイヤ中のMn含有量が本発明の範囲の上限を超えているため、焼入れ性が過剰となり、ビッカース硬さが300を超え、さらに靭性が劣化し必要とする吸収エネルギーが得られなかった。
【0071】
比較例12は、ワイヤ中のSi含有量が本発明の範囲の上限を超えているため、溶接金属のフェライト組成が粗粒となり、靭性が劣化し必要とする吸収エネルギーが得られなかった。さらに、ビード表面に発生するスラグ量が増加し、再アーク性が劣化し、スパッタ発生量が増加した。
【0072】
<実験2(実施例7〜9及び比較例13〜15);シールドガスの範囲規定>
図1に示すように、鋼管板厚13.9mm、鋼管外径609mm、管長さ200mm材の2本のAPI 5L X80相当の強度レベルを有する鋼管1の管端に、図2に示すように開先部の開先角度が20°となるように切欠きを設けた。次に、図2に示すように、2本の鋼管1と鋼管1の管端同士をV型開先となるように開先幅が5.5mmとして配置した、V型突合せ開先の試験体を用いて、表5に示す成分組成を有する溶接ワイヤにて溶接継手作製試験を実施した。溶接に使用したシールドガスは、表6に記載のAr−CO2混合ガスをそれぞれ使用した。溶接は、表7に記載の溶接条件にて溶接を行なった。なお、5層/5パスの下進振り分け溶接法による溶接方向は、図3中に矢印で模式的に表した通りである。
【0073】
溶接中は、表3に記載の溶接作業条件評価として目視によるスパッタ発生量確認、スラグ量確認、再アーク性良否、溶接ビード表面の割れ発生有無の確認、ビード形状評価として目視によるビード形状の凹凸状有無、X線撮影による融合不良有無、溶け込み不良有無について確認を行なった。これらの評価結果を下記表6に示す。なお、表6の評価基準は、実験1の(i)溶接作業性の評価基準及び(ii)ビード形状の評価基準と同じである。
【0074】
溶接試験後、表4及び図4〜6に記載の機械試験片を採取し、溶接金属引張試験、シャルピー衝撃試験、ビッカース硬さ試験を実施して、溶接結果を評価した。なお、試験片採取位置は、鋼管継手の下向、立向、上向の各姿勢より表4及び図4〜6に記載の個数を採取し、試験を実施した。詳しくは、実験1で説明したのと同様である。なお、表6中の機械試験結果の溶接金属引張試験、シャルピー衝撃試験は得られた数値の最低値を表し、ビッカース硬さ試験は得られた数値の最高値を示す。
【0075】
【表5】
【0076】
【表6】
【0077】
【表7】
【0078】
実施例7〜9は、上記表6に示すように、各シールドガス成分が本発明の範囲内であり、他の要件も上記表5に示すように、各ワイヤの全ての化学成分組成が本発明の範囲内であり、表7に示すように適切な溶接条件で溶接している。そのため、溶接中の溶接作業性及びビード形状がいずれも良好で耐割れ性やビード形状などに優れ、融合不良やアーク不良も発生しなかった。また、溶接後の溶接金属引張強度、耐衝撃性(靱性)及びビッカース硬さのバランスがよく、高い信頼性、確実性、安全性が求められる高強度鋼管の溶接に適していることがわかった。
【0079】
一方、比較例13は、シールドガス中のCO2比率が本発明の範囲の下限未満であるため、最終層の溶接において母材の溶け込みが浅く、融合不良が発生した。また、溶接金属成分の歩留まりが高く、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0080】
比較例14は、シールドガス中のCO2比率が本発明の範囲の上限を超えているため、溶接中のスパッタ発生量が増加し、溶接作業性が劣化した。さらに溶接作業性の劣化が原因となり、溶接金属中に窒素を巻き込み靭性が劣化し、必要とする吸収エネルギーが得られなかった。
【0081】
比較例15は、シールドガス中のCO2比率が本発明の範囲の上限を超えているため、溶接中のスパッタ発生量が増加し、溶接作業性が劣化した。また、溶接作業性の劣化が原因となり、融合不良が発生した。さらに溶接金属成分の歩留まりが低く、必要とする強度が得られず、靭性も劣化し、必要とする吸収エネルギーも得られなかった。
【0082】
<実験3(実施例10〜17及び比較例16〜27);開先角度、入熱の範囲規定>
図1に示すように、鋼管板厚13.9mm、鋼管外径609mm、管長さ200mm材の2本のAPI 5L X80相当の強度レベルを有する鋼管1の管端に、表9及び図7に示すように開先部の開先角度を10〜50°のV型突合せまたはU型突合せ開先となるように切欠きを設けた。次に、表9及び図7に示すように、2本の鋼管1と鋼管1の管端同士を開先幅が3〜7mmのV型開先または開先幅が0mmのU型開先となるように配置した、V型突合せまたはU型突合せ開先の試験体を用いて、実験2と同様に表5に示す成分組成を有する溶接ワイヤにて溶接継手作製試験を実施した。溶接は、表8に記載の溶接条件にて溶接を行なった。なお、下進振り分け溶接法による溶接方向は、図8A中に矢印で模式的に表した通りである。一方向溶接法による溶接方向は、図8B中に矢印で模式的に表した通りである。
【0083】
溶接中は、表3に記載の溶接作業条件評価として目視によるスパッタ発生量確認、スラグ量確認、再アーク性良否、溶接ビード表面の割れ発生有無の確認、ビード形状評価として目視によるビード形状の凹凸状有無、X線撮影による融合不良有無、溶け込み不良有無について確認を行なった。これらの評価結果を下記表9に示す。なお、表9の評価基準は、実験1の(i)溶接作業性の評価基準及び(ii)ビード形状の評価基準と同じである。
【0084】
溶接試験後、表4及び図4〜6に記載の機械試験片を採取し、溶接金属引張試験、シャルピー衝撃試験、ビッカース硬さ試験を実施して、溶接結果を評価した。なお、試験片採取位置は、鋼管継手の下向、立向、上向の各姿勢より表4及び図4〜6に記載の個数を採取し、試験を実施した。詳しくは、実験1で説明したのと同様である。なお、表9中の機械試験結果の溶接金属引張試験、シャルピー衝撃試験は得られた数値の最低値を表し、ビッカース硬さ試験は得られた数値の最高値を示す。
【0085】
【表8】
【0086】
【表9】
【0087】
実施例10〜17は、上記表9に示すように、開先角度および入熱量が本発明の範囲内であり、他の要件も上記表5に示すように、各ワイヤの全ての化学成分組成が本発明の範囲内であり、表8に示すように適切な溶接条件で溶接している。そのため、溶接中の溶接作業性及びビード形状がいずれも良好で耐割れ性やビード形状などに優れ、融合不良やアーク不良も発生しなかった。また、溶接後の溶接金属引張強度、耐衝撃性(靱性)及びビッカース硬さのバランスがよく、高い信頼性、確実性、安全性が求められる高強度鋼管の溶接に適していることがわかった。
【0088】
一方、比較例16は、開先角度および入熱量が本発明の範囲の下限未満であるため、開先壁面に融合不良が発生した。また、強度が高くなりすぎ、靭性が劣化し、必要とする吸収エネルギーが得られず、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0089】
比較例17は、開先角度および入熱量が本発明の範囲の上限を超えているため、立向上進溶接中にメタル垂れを起こし、融合不良欠陥が発生した。また、必要とする強度が得られなかった。
【0090】
比較例18は、開先角度および入熱量が本発明の範囲の下限未満であるため、開先壁面に融合不良が発生した。また、強度が高くなりすぎ、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0091】
比較例19は、開先角度および入熱量が本発明の範囲の上限を超えているため、立向上進溶接中にメタル垂れを起こし、融合不良欠陥が発生した。また、必要とする強度が得られなかった。
【0092】
比較例20は、入熱量が本発明の範囲の上限を超えているため、必要とする強度が得られなかった。
【0093】
比較例21は、入熱量が本発明の範囲の下限未満であるため、強度が高くなりすぎ、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。溶接ビード形状が凸型となり融合不良欠陥が発生した。
【0094】
比較例22は、開先角度が本発明の範囲の上限を超えているため、上向姿勢でビード形状が凸形状となり、融合不良が発生した。
【0095】
比較例23は、開先角度が本発明の範囲の下限未満であるため、開先壁面を十分に溶かせず融合不良が発生した。
【0096】
比較例24は、開先角度が本発明の範囲の上限を超えているため、上向姿勢でビード形状が凸形状となり、融合不良欠陥が発生した。また入熱量が本発明の範囲の上限ぎりぎりのため、必要な強度が得られなかった。
【0097】
比較例25は、入熱量が本発明の範囲の下限未満であるため、強度が高くなりすぎ、ビッカース硬さが300を超えて大きくなり、母材に対し脆くなっていることが分かった。
【0098】
比較例26は、入熱量が本発明の範囲の上限を超えているため、上向姿勢でビード形状が凸形状となり、融合不良が発生した。また、必要とする強度が得られなかった。
【0099】
比較例27は、開先角度が本発明の範囲の上限を超えているため、上向姿勢でビード形状が凸形状となり、融合不良が発生した。
【図面の簡単な説明】
【0100】
【図1】実験1〜実験3において使用した鋼管断面の寸法図である。
【図2】鋼管と鋼管の継ぎ目部分の開先形状を示す拡大断面図である。
【図3】鋼管周継手の5層/5パス下進振り分け溶接法による溶接方向を図中に矢印で模式的に表した鋼管断面概略図である。
【図4】溶接金属の引張試験片採取位置を表す鋼管の溶接部の断面概略図である。
【図5】シャルピー衝撃試験片採取位置を表す鋼管の溶接部の断面概略図である。
【図6】ビッカース硬さ測定位置を表す鋼管の溶接部の断面概略図である。
【図7】図7Aは、鋼管と鋼管の継ぎ目部分をV型突合せ開先とした開先形状を示す拡大断面図である。図7Bは、鋼管と鋼管の継ぎ目部分をU型突合せ開先とした開先形状を示す拡大断面図である。
【図8】図8Aは、鋼管周継手の下進振り分け溶接法による溶接方向を図中に矢印で表した鋼管断面概略図である。図8Bは、鋼管周継手の一方向溶接法による溶接方向を図中に矢印で表した鋼管断面概略図である。
【図9】図9Aは、本発明のガスシールドアーク溶接方法における、鋼管と鋼管の溶接継手部分への溶接金属の積層方法の1つである、1層当たり1パスの積層方法による鋼管溶接継手部の溶接金属の積層状態を表す断面図である。図9Bは、本発明のガスシールドアーク溶接方法における、鋼管と鋼管の溶接継手部分への溶接金属の積層方法の1つである、1層当たり多パスの積層方法による鋼管溶接継手部の溶接金属の積層状態を表す断面図である。図中の溶接ビード内の数字は、丸数字はパス数を、三角数字積層数を表す。
【符号の説明】
【0101】
1 鋼管、
2 溶接ビード部、
3a、3b、3c 試験片。
【特許請求の範囲】
【請求項1】
ワイヤ中のC含有量が0.07〜0.12質量%、
Si含有量が0.50〜0.80質量%、
Mn含有量が1.50〜2.20質量%、
P含有量が0.020質量%以下、
S含有量が0.020質量%以下、
Mo含有量が0.40〜0.70質量%、および
Ti含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ソリッドワイヤ。
【請求項2】
請求項1に記載のラインパイプのガスシールドアーク溶接用ソリッドワイヤを用いる溶接において、
シールドガスとして、CO2の混合比率が20〜50体積%、残部がArおよび不可避的不純物からなるAr−CO2混合ガスを用いることを特徴とするガスシールドアーク溶接方法。
【請求項3】
請求項1に記載のラインパイプのガスシールドアーク溶接用ソリッドワイヤを用いる溶接において、
ラインパイプの溶接継手の開先角度を10〜50°、溶接入熱量を8000〜14000J/cmとすることを特徴とするガスシールドアーク溶接方法。
【請求項4】
請求項2及び3の要件を満足することを特徴とするガスシールドアーク溶接方法。
【請求項5】
1層当たり1パスの積層方法を用いることを特徴とする請求項2〜4のいずれか1項に記載のガスシールドアーク溶接方法。
【請求項1】
ワイヤ中のC含有量が0.07〜0.12質量%、
Si含有量が0.50〜0.80質量%、
Mn含有量が1.50〜2.20質量%、
P含有量が0.020質量%以下、
S含有量が0.020質量%以下、
Mo含有量が0.40〜0.70質量%、および
Ti含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ソリッドワイヤ。
【請求項2】
請求項1に記載のラインパイプのガスシールドアーク溶接用ソリッドワイヤを用いる溶接において、
シールドガスとして、CO2の混合比率が20〜50体積%、残部がArおよび不可避的不純物からなるAr−CO2混合ガスを用いることを特徴とするガスシールドアーク溶接方法。
【請求項3】
請求項1に記載のラインパイプのガスシールドアーク溶接用ソリッドワイヤを用いる溶接において、
ラインパイプの溶接継手の開先角度を10〜50°、溶接入熱量を8000〜14000J/cmとすることを特徴とするガスシールドアーク溶接方法。
【請求項4】
請求項2及び3の要件を満足することを特徴とするガスシールドアーク溶接方法。
【請求項5】
1層当たり1パスの積層方法を用いることを特徴とする請求項2〜4のいずれか1項に記載のガスシールドアーク溶接方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−224181(P2006−224181A)
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願番号】特願2005−44261(P2005−44261)
【出願日】平成17年2月21日(2005.2.21)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願日】平成17年2月21日(2005.2.21)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]