
鋼管用棒状材の仮固定装置及び仮固定方法
【課題】鋼管用棒状材の仮固定位置がずれないようにして作業性の低下を防止することが可能な鋼管用棒状材の仮固定装置及び仮固定方法を提供する。
【解決手段】加工後の開ループの外径が鋼管11の内径より大きくなるように鋼管用棒状材29を開ループ状に加工した後、開ループ状に加工された鋼管用棒状材29を鋼管11の内面に嵌め込む。次いで、保持装置12を鋼管11の材軸方向に移動させ、昇降部13に設けられたアーム18及び複数の鍔付きローラー30が装着されたシャフト19を鋼管11内に挿入した後、各鍔付きローラー30の凹部に鋼管用棒状材29を嵌入させ、各鍔付きローラー30の鍔部先端を鋼管11の内面に当接させる。そして、支持装置25の支持ロール26により鋼管11を間欠的に回転させながら、鋼管用棒状材29を鍔付きローラー30により正規の位置にガイドしつつ、鋼管用棒状材29を鋼管11の内面に仮付け溶接していく。
【解決手段】加工後の開ループの外径が鋼管11の内径より大きくなるように鋼管用棒状材29を開ループ状に加工した後、開ループ状に加工された鋼管用棒状材29を鋼管11の内面に嵌め込む。次いで、保持装置12を鋼管11の材軸方向に移動させ、昇降部13に設けられたアーム18及び複数の鍔付きローラー30が装着されたシャフト19を鋼管11内に挿入した後、各鍔付きローラー30の凹部に鋼管用棒状材29を嵌入させ、各鍔付きローラー30の鍔部先端を鋼管11の内面に当接させる。そして、支持装置25の支持ロール26により鋼管11を間欠的に回転させながら、鋼管用棒状材29を鍔付きローラー30により正規の位置にガイドしつつ、鋼管用棒状材29を鋼管11の内面に仮付け溶接していく。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼管補強且つソイルセメントとの密着性強化のために鋼管の周面に固着される鋼管用棒状材を仮付けする際に使用される鋼管用棒状材の仮固定装置及び仮固定方法に関する。
【背景技術】
【0002】
構造物の基礎に用いられる鋼管杭は、高い支持力が要求される。このため、例えば、鋼管杭の先端部に拡大根固め部を築造して鋼管杭と一体化させることにより、高い支持力を発揮できるようにした工法が開発されている。この工法では、拡縮機能を備えた掘削装置を使用して地盤を掘削し、掘削穴内にセメントミルクを注入して掘削土砂と攪拌混合し、鋼管の先端部にソイルセメントからなる拡大根固め部を築造する。その際、鋼管を補強すると共にソイルセメントとの密着性強化のため、リング状の鉄筋が鋼管の内面及び/又は外面に予め溶接又は溶着されている。
【0003】
一方、リング状の鉄筋を鋼管に仮付けする方法については機械化が殆ど進んでおらず、大半が人力に頼っている。そのため、多くの作業時間を要するだけでなく、作業員が鋼管内に入り込んで作業しなければならず重労働であるうえ、コストが嵩むという問題がある。
【0004】
そこで、特許文献1では、軸体に固定可能な遊動式の溝付きローラーと、溝付きローラーをセットする位置決め装置と、補強鉄筋を鋼管内面に密着させる加圧装置と、鋼管外周面を保持する支持装置と、溝付きローラーを鋼管端から一定の位置に保持するストッパとを具備する鋼管用補強鉄筋の仮固定装置及びその装置を用いた鋼管用補強鉄筋の仮固定方法の発明が開示されている。そして、当該発明によれば、移送されてくる鋼管に応じて、同時に複数の鋼管用補強鉄筋の密着を行うことができるので、従来の密着取付作業に比べて作業時間を大幅に短縮できるとされている。
【0005】
【特許文献1】特開2004−358727号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
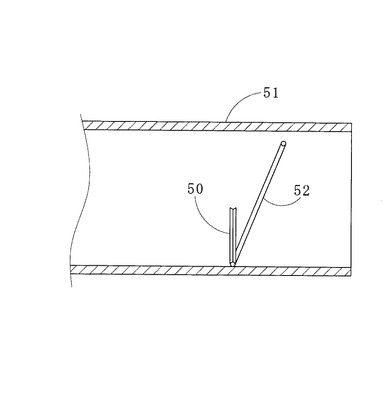
特許文献1に記載されている発明では、補強鉄筋52の仮固定方法として、補強鉄筋52を溝付きローラー50により加圧して鋼管51に密着させる方法を採っているが、図5に示すように、補強鉄筋52は、溝付きローラー50のみで保持されるため、鋼管51の材軸方向に必ず傾いた状態となる。そのため、鋼管51の内径や曲率等のバラツキによって加圧バランスが変動した際に、溝付きローラー50が補強鉄筋52に乗り上げて脱輪し、補強鉄筋52の仮固定位置がずれるという問題が発生する。
【0007】
本発明はかかる事情に鑑みてなされたもので、鋼管用棒状材(補強鉄筋)の仮固定位置がずれないようにして作業性の低下を防止することが可能な鋼管用棒状材の仮固定装置及び仮固定方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明は、開ループ状に加工された鋼管用棒状材を鋼管の周面に仮付けする際に使用される仮固定装置であって、前記鋼管を支持し、該鋼管を材軸回りに回転させる支持手段と、前記鋼管用棒状材を正規の位置にガイドする鍔付きローラーと、前記鋼管の材軸と直交する方向に前記鍔付きローラーを移動させる移動手段とを備え、前記鍔付きローラーは、半径方向に張り出した鍔部が両端面に形成され、対向する前記鍔部間が前記鋼管用棒状材が嵌入する凹部とされ、前記鍔部の張り出し長さが前記鋼管用棒状材の厚さより長く形成されていることを特徴としている。
【0009】
ここで、「鋼管用棒状材」は、丸鋼、異形棒鋼、及び平鋼の総称として用いている。鋼管用棒状材が平鋼ではなく丸鋼もしくは異形棒鋼の場合、「鋼管用棒状材の厚さ」は材径に相当する。また、「正規の位置」とは、鋼管杭の設計又は施工規準等で規定されている鋼管材軸方向に関する鋼管用棒状材の設置位置のことをいう。
【0010】
本発明では、鋼管材軸方向に傾いた鋼管用棒状材が、鍔付きローラーによって正規の位置にガイドされる。鍔付きローラーは、鍔部間に鋼管用棒状材が嵌入する凹部を有し、鍔部の張り出し長さは鋼管用棒状材の厚さ(材径)より長くなっており、鋼管用棒状材は、凹部内において鍔付きローラー半径方向に自由に動くことができる。このため、鍔付きローラーによりガイドされる鋼管用棒状材には加圧力が作用せず、鍔付きローラーが鋼管用棒状材に乗り上げて脱輪するということがない。
【0011】
また、本発明に係る鋼管用棒状材の仮固定装置では、前記鍔部の張り出し長さは前記鋼管用棒状材の厚さより5mm以上長いことが好ましい。
鋼帯を引き出しながら螺旋状に整形し、接合部をアーク溶接したスパイラル鋼管では、鋼管の表面に螺旋状のビードが形成されている。鍔部の張り出し長さから鋼管用棒状材の厚さ(材径)を引いた値が+5mm未満であると、鋼管用棒状材がビード上に配置された際、鋼管用棒状材が鍔部間に設けられた凹部底面に常時接触し、鋼管用棒状材が鍔付きローラーによって加圧されるおそれがある。このため、鍔部の張り出し長さは鋼管用棒状材の厚さより5mm以上長くする必要がある。なお、前記長さが10mmを超えると本発明の効果が飽和するので、前記長さは10mm以下でよい。
【0012】
また、本発明に係る鋼管用棒状材の仮固定装置では、対向する前記鍔部の先端部の対向面側が面取り加工されていてもよい。
当該構成では、鍔部の先端部の対向面側を面取り加工して鍔部間に設けられた凹部の入口をテーパ状に拡幅しているので、万一、鍔付きローラーが鋼管用棒状材に乗り上げた場合でも、鋼管用棒状材は凹部内に容易に復帰する。
【0013】
また、本発明に係る鋼管用棒状材の仮固定装置では、前記鍔付きローラーは複数設けられていてもよい。これにより、複数の鋼管用棒状材を鍔付きローラーで同時にガイドすることができ、複数の鋼管用棒状材を短時間で鋼管に仮付けすることが可能となる。
【0014】
また、本発明に係る鋼管用棒状材の仮固定装置では、前記鋼管の端面に当接する当接手段を備えることを好適とする。これにより、鋼管が材軸方向に移動せず、鋼管と鍔付きローラーとの相対位置を保持することができる。
【0015】
一方、上記鋼管用棒状材の仮固定装置を用いた本発明に係る鋼管用棒状材の仮固定方法は、開ループ状に加工された前記鋼管用棒状材を前記鋼管の内面又は外面に嵌め込む工程と、前記鍔付きローラーの鍔部間に設けられた凹部内において前記鋼管用棒状材が該鍔付きローラー半径方向の自由度を有する状態とされ、前記鋼管の回転に伴って、前記鋼管用棒状材が前記鍔付きローラーにより正規の位置にガイドされる工程とを備えることを特徴としている。
【0016】
本発明では、鍔付きローラーの鍔部間に設けられた凹部内において、鋼管と共に回転する鋼管用棒状材が鍔付きローラー半径方向に自由に動くことができるので、鍔付きローラーによりガイドされる鋼管用棒状材には加圧力が作用せず、鍔付きローラーが鋼管用棒状材に乗り上げて脱輪するということがない。
【0017】
また、本発明に係る鋼管用棒状材の仮固定方法では、開ループ状に加工された前記鋼管用棒状材を前記鋼管の内面に仮固定する場合、前記鋼管用棒状材は、加工後の開ループの外径が前記鋼管の内径より大きくなるように加工することが好ましく、開ループ状に加工された前記鋼管用棒状材を前記鋼管の外面に仮固定する場合、前記鋼管用棒状材は、加工後の開ループの内径が前記鋼管の外径より小さくなるように加工することが好ましい。
【0018】
当該構成では、鋼管用棒状材を鋼管の内面に仮固定する際に、加工後の開ループの外径が鋼管の内径より大きくなるように鋼管用棒状材を開ループ状に加工し、開ループ状に加工された鋼管用棒状材を鋼管の内面に嵌め込むことにより、鋼管用棒状材が外方に拡張しようとする弾発力を利用して鋼管用棒状材を鋼管の内面に密着するようにしている。また、鋼管用棒状材を鋼管の外面に仮固定する際に、加工後の開ループの内径が鋼管の外径より小さくなるように鋼管用棒状材を開ループ状に加工し、開ループ状に加工された鋼管用棒状材を鋼管の外面に嵌め込むことにより、鋼管用棒状材が内方に収縮しようとする弾発力を利用して鋼管用棒状材を鋼管の外面に密着するようにしている。
【発明の効果】
【0019】
本発明によれば、鍔付きローラーの鍔部間に設けられた凹部内において、鋼管と共に回転する鋼管用棒状材が鍔付きローラー半径方向に自由に動くことができるので、鍔付きローラーによりガイドされる鋼管用棒状材には加圧力が作用せず、鍔付きローラーが鋼管用棒状材に乗り上げて脱輪するということがない。その結果、鋼管用棒状材の仮固定位置がずれることがなく、作業性の低下を防止することができる。
【発明を実施するための最良の形態】
【0020】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
[第1の実施の形態]
先ず、鋼管11の内面に鋼管用棒状材29を仮固定する際に使用する仮固定装置10について説明する。
【0021】
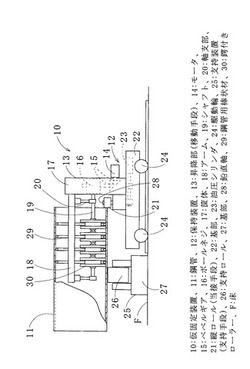
図1に示すように、仮固定装置10は、水平方向に延在する鋼管11の外面を支持し、鋼管11を材軸回りに回転させる支持装置25(支持手段)と、鋼管11の内面に嵌め込まれた開ループ状に加工された鋼管用棒状材29を正規の位置にガイドする鍔付きローラー30を有する保持装置12とを備えている。
【0022】
支持装置25は、床Fに固定された基部27と、基部27に軸支されて回転する支持ロール26とから概略構成されている。水平方向に延在する鋼管11は、支持ロール26上に載置され、支持ロール26の回転に伴って材軸回りに回転する。
【0023】
保持装置12は、鍔付きローラー30を昇降させる昇降部13(移動手段)と、水平に配置された鋼管11の一方の端面に当接する縦ロール21(当接手段)と、昇降部13及び縦ロール21が上面に設置され、床F上を移動するための駆動輪24が設けられた基部22とを有している。
【0024】
縦ロール21は、基部22に内蔵された油圧シリンダ23によって基部22上を水平方向に移動可能な鉛直軸28を回転軸として水平面内で回転する。
【0025】
昇降部13は、基部22上に立設された筐体17と、筐体17から水平方向に延出するアーム18と、アーム18の下部両端に固定された軸支部20を介してアーム18と平行に配置されたシャフト19と、シャフト19を回転軸として回転する複数の鍔付きローラー30とを備えている。なお、鍔付きローラー30間の間隔は、鋼管杭の設計又は施工規準等に応じて調整できるようになっている。
また、筐体17にはモータ14が設置されており、モータ14を駆動することにより、筐体17に内蔵されたベベルギア15及びボールネジ16を介してシャフト19を昇降させることができる。
【0026】
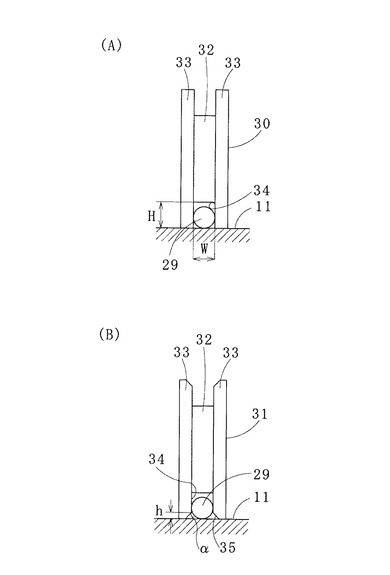
図2(A)に示すように、鍔付きローラー30は、円柱状のローラー本体32と、ローラー本体32の両端面に設けられ、ローラー本体32から半径方向に張り出した円盤状の鍔部33とから構成されている。対向する鍔部33間に設けられた凹部34に、開ループ状に加工された鋼管用棒状材29が嵌入し、鍔部33によって鋼管用棒状材29が正規の位置にガイドされる。
鍔部33の張り出し長さHは鋼管用棒状材29の厚さ(材径)より5mm〜10mm長く、且つ対向する鍔部33の内法幅Wは鋼管用棒状材29の幅(材径)より1mm〜5mm、より好ましくは1mm〜3mm長くなるように形成されている。
【0027】
前述したように、鍔部33の張り出し長さHから鋼管用棒状材29の厚さを引いた値が+5mm未満であると、鋼管用棒状材29が鋼管11に形成されたビード上に配置された場合、鋼管用棒状材29がローラー本体32に常時接触し、鋼管用棒状材29がローラー本体32によって加圧されるおそれがある。一方、前記長さが10mmを超えると本発明の効果が飽和する。
また、鍔部33の内法幅Wから鋼管用棒状材29の幅を引いた値が+1mm未満であると、鋼管用棒状材29の加工精度が悪い場合、鍔部33間に鋼管用棒状材29が嵌入できなくなるし、+5mmを超えると、クリアランスが大きすぎて鋼管用棒状材29の位置決め精度が低下する。
【0028】
図2(B)に示すように、鍔付きローラー31は、対向する鍔部33の先端部の対向面側に面取り部35を形成してもよい。面取り部35を形成することにより、凹部34の入口がテーパ状に拡幅されるため、万一、鍔付きローラー31が鋼管用棒状材29に乗り上げた場合でも、鋼管用棒状材29は凹部34内に容易に復帰する。
なお、鋼管用棒状材29を鍔部33でガイドできるように、面取り部35の高さhは鋼管用棒状材29の厚さ(材径)の1/2以下とすると共に、鋼管用棒状材29が凹部34に容易に復帰できるように、面取り部35の角度αは30°〜60°とすることが好ましい。
【0029】
次に、上記構成を有する仮固定装置10を用いて鋼管11の内面に鋼管用棒状材29を仮固定する方法について説明する。
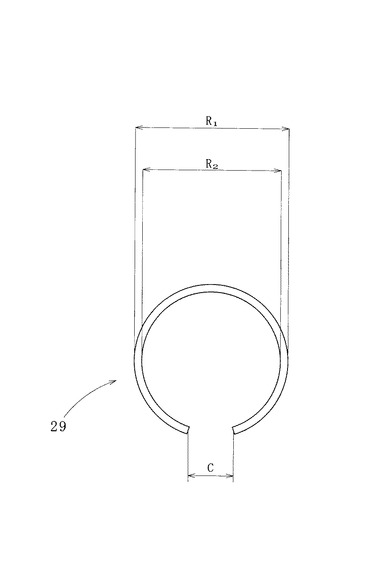
(1)鋼管用棒状材29を鋼管11の内面の形状に合わせて円形に加工し、図3に示すような開ループ状の鋼管用棒状材29とする。その際、開ループ状に加工された鋼管用棒状材29の外径R1が鋼管11の内径より5mm〜10mm大きくなるように加工する。また、開ループ状に加工された鋼管用棒状材29の両端のクリアランスCは35mm±10mm以内となるようにする。
【0030】
開ループ状に加工された鋼管用棒状材29の外径R1から鋼管11の内径を引いた値を+5mm未満とすると、拡張しようとする鋼管用棒状材29の弾発力が小さすぎるし、+10mmを超えると、鋼管用棒状材29を鋼管11の内面に嵌め込む際に大きな労力を必要とする。
なお、使用する鋼管用棒状材29は、丸鋼又は異形棒鋼の場合Φ6mm〜Φ22mm、平鋼の場合22mm×22mm以下が一般的である。また、鋼管11は、外径:400mm〜3000mm、板厚:6mm〜30mmが一般的である。
【0031】
(2)支持装置25上に載置され、水平方向に延在する鋼管11の内面に、開ループ状に加工された鋼管用棒状材29を嵌め込む。その際、鍔付きローラー30によって最初にガイドされる部位が正規の位置となるように鋼管用棒状材29を配置する。即ち、鋼管用棒状材29が鋼管材軸方向に傾くことを前提とし、少なくとも鍔付きローラー30によって最初にガイドされる部位を正規の位置にセットしておく。
(3)鋼管用棒状材29のサイズに対応する張り出し長さH及び鍔部33の内法幅Wを有する鍔付きローラー30をシャフト19に装着し、鋼管杭の設計又は施工規準等で規定されている所定ピッチに合わせて鍔付きローラー30の間隔を調整する。
【0032】
(4)保持装置12を鋼管11の材軸方向に移動させ、昇降部13に設けられたアーム18及び複数の鍔付きローラー30が装着されたシャフト19を鋼管11内に挿入する。
(5)昇降部13に設置されたモータ14を駆動してシャフト19を下降させる。そして、各鍔付きローラー30の凹部34に鋼管用棒状材29を嵌入させ、各鍔付きローラー30の鍔部33先端を鋼管11の内面に当接させる。
(6)保持装置12に内蔵された油圧シリンダ23を駆動させ、縦ロール21を鋼管11の端面に当接させる。これにより、鋼管11に対する鍔付きローラー30の相対位置が正規の位置に保持される。
【0033】
(7)開ループ状に加工された鋼管用棒状材29の一端を鋼管11に仮付け溶接する。その後、支持装置25の支持ロール26により鋼管11を間欠的に回転させながら、鍔付きローラー30によって正規の位置にガイドされた鋼管用棒状材29を、所定のピッチ(例えば300mmピッチ)で鋼管11の内面に仮付け溶接していく。
(8)鋼管11が一回転して鋼管用棒状材29の仮付け溶接が完了すると、昇降部13に設置されたモータ14を駆動してシャフト19を上昇させて各鍔付きローラー30によるガイドを解除する。そして、保持装置12を後退させて、アーム18及び複数の鍔付きローラー30が装着されたシャフト19を鋼管11外へ移動させる。
【0034】
[第2の実施の形態]
続いて、鋼管11の外面に鋼管用棒状材29を仮固定する際に使用する仮固定装置40について説明する。なお、第1の実施の形態と同一の構成要素には同一の符号を付して説明を省略する。
【0035】
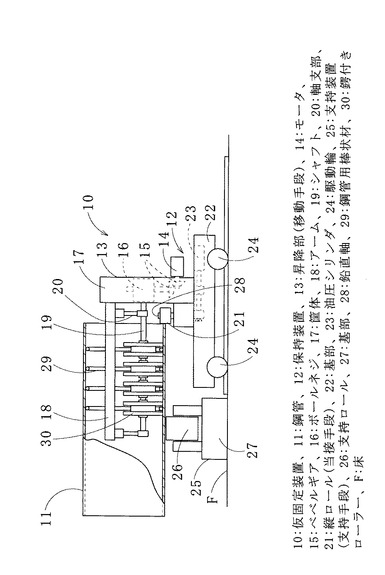
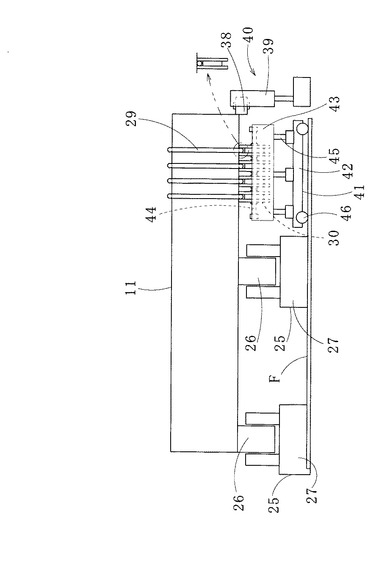
図4に示すように、仮固定装置40は、水平方向に延在する鋼管11の外面を支持し、鋼管11を材軸回りに回転させる支持装置25(支持手段)と、鋼管11の外面に嵌め込まれた開ループ状に加工された鋼管用棒状材29を正規の位置にガイドする鍔付きローラー30を有する保持装置41と、水平に配置された鋼管11の一方の端面に当接する当接装置39(当接手段)を備えている。
【0036】
保持装置41は、駆動輪46を有し、床F上を移動可能な基部42と、鉛直方向に伸縮する油圧シリンダ45を介して基部42上に設けられた昇降部43(移動手段)とを有している。昇降部43の長手方向には、水平方向に延在するシャフト44が設置されており、シャフト44上には複数の鍔付きローラー30が装着されている。
【0037】
当接装置39は、鉛直軸周りに回転する縦ロール38を有し、鉛直方向に昇降可能とされている。
【0038】
次に、上記構成を有する仮固定装置40を用いて鋼管11の外面に鋼管用棒状材29を仮固定する方法について説明する。
(1)鋼管用棒状材29を鋼管11の外面の形状に合わせて円形に加工し、図3に示すような開ループ状の鋼管用棒状材29とする。その際、開ループ状に加工された鋼管用棒状材29の内径R2が鋼管11の外径より5mm〜10mm小さくなるように加工する。また、開ループ状に加工された鋼管用棒状材29の両端のクリアランスCは35mm±10mm以内となるようにする。
【0039】
鋼管11の外径から開ループ状に加工された鋼管用棒状材29の内径R2を引いた値を+5mm未満とすると、収縮しようとする鋼管用棒状材29の弾発力が小さすぎるし、+10mmを超えると、鋼管用棒状材29を鋼管11の外面に嵌め込む際に大きな労力を必要とする。
【0040】
(2)支持装置25上に載置され、水平方向に延在する鋼管11の外面に、開ループ状に加工された鋼管用棒状材29を嵌め込む。その際、鍔付きローラー30によって最初にガイドされる部位が正規の位置となるように鋼管用棒状材29を配置する。
(3)鋼管用棒状材29のサイズに対応する張り出し長さH及び鍔部33の内法幅Wを有する鍔付きローラー30をシャフト44に装着し、鋼管杭の設計又は施工規準等で規定されている所定ピッチに合わせて鍔付きローラー30の間隔を調整する。
【0041】
(4)配置された鋼管用棒状材29の下方に保持装置41を移動させる。
(5)基部42上に設置された油圧シリンダ45を駆動して昇降部43を上昇させる。そして、各鍔付きローラー30の凹部34に鋼管用棒状材29を嵌入させ、各鍔付きローラー30の鍔部33先端を鋼管11の外面に当接させる。
(6)当接装置39に設けられた縦ロール38を鋼管11の端面に当接させる。
【0042】
(7)開ループ状に加工された鋼管用棒状材29の一端を鋼管11に仮付け溶接する。その後、支持装置25の支持ロール26により鋼管11を間欠的に回転させながら、鍔付きローラー30によって正規の位置にガイドされた鋼管用棒状材29を、所定のピッチ(例えば300mmピッチ)で鋼管11の外面に仮付け溶接していく。
(8)鋼管11が一回転して鋼管用棒状材29の仮付け溶接が完了すると、基部42上に設置された油圧シリンダ45を駆動して昇降部43を下降させて各鍔付きローラー30によるガイドを解除すると共に、当接装置39を退避させる。
【0043】
以上、本発明の実施の形態について説明してきたが、本発明は何ら上記した実施の形態に記載の構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。例えば、上記実施の形態では、保持装置は駆動輪を有し、鋼管の材軸方向に移動可能としているが、レールを敷設しレールに沿って保持装置がスライドするようにしてもよい。
【図面の簡単な説明】
【0044】
【図1】本発明の第1の実施の形態に係る鋼管用棒状材の仮固定装置を用いて鋼管の内面に鋼管用棒状材を仮固定する方法を示した模式図である。
【図2】同仮固定装置に使用される鍔付きローラの詳細図であり、(A)は標準タイプ、(B)は面取りタイプである。
【図3】開ループ状に加工された鋼管用棒状材の平面図である。
【図4】本発明の第2の実施の形態に係る鋼管用棒状材の仮固定装置を用いて鋼管の外面に鋼管用棒状材を仮固定する方法を示した模式図である。
【図5】特許文献1に記載された仮固定装置による鋼管用補強鉄筋の仮固定方法を説明するための模式図である。
【符号の説明】
【0045】
10:仮固定装置、11:鋼管、12:保持装置、13:昇降部(移動手段)、14:モータ、15:ベベルギア、16:ボールネジ、17:筐体、18:アーム、19:シャフト、20:軸支部、21:縦ロール(当接手段)、22:基部、23:油圧シリンダ、24:駆動輪、25:支持装置(支持手段)、26:支持ロール、27:基部、28:鉛直軸、29:鋼管用棒状材、30、31:鍔付きローラー、32:ローラー本体、33:鍔部、34:凹部、35:面取り部、38:縦ロール、39:当接装置(当接手段)、40:仮固定装置、41:保持装置、42:基部、43:昇降部(移動手段)、44:シャフト、45:油圧シリンダ、46:駆動輪、50:溝付きローラー、51:鋼管、52:補強鉄筋、F:床
【技術分野】
【0001】
本発明は、鋼管補強且つソイルセメントとの密着性強化のために鋼管の周面に固着される鋼管用棒状材を仮付けする際に使用される鋼管用棒状材の仮固定装置及び仮固定方法に関する。
【背景技術】
【0002】
構造物の基礎に用いられる鋼管杭は、高い支持力が要求される。このため、例えば、鋼管杭の先端部に拡大根固め部を築造して鋼管杭と一体化させることにより、高い支持力を発揮できるようにした工法が開発されている。この工法では、拡縮機能を備えた掘削装置を使用して地盤を掘削し、掘削穴内にセメントミルクを注入して掘削土砂と攪拌混合し、鋼管の先端部にソイルセメントからなる拡大根固め部を築造する。その際、鋼管を補強すると共にソイルセメントとの密着性強化のため、リング状の鉄筋が鋼管の内面及び/又は外面に予め溶接又は溶着されている。
【0003】
一方、リング状の鉄筋を鋼管に仮付けする方法については機械化が殆ど進んでおらず、大半が人力に頼っている。そのため、多くの作業時間を要するだけでなく、作業員が鋼管内に入り込んで作業しなければならず重労働であるうえ、コストが嵩むという問題がある。
【0004】
そこで、特許文献1では、軸体に固定可能な遊動式の溝付きローラーと、溝付きローラーをセットする位置決め装置と、補強鉄筋を鋼管内面に密着させる加圧装置と、鋼管外周面を保持する支持装置と、溝付きローラーを鋼管端から一定の位置に保持するストッパとを具備する鋼管用補強鉄筋の仮固定装置及びその装置を用いた鋼管用補強鉄筋の仮固定方法の発明が開示されている。そして、当該発明によれば、移送されてくる鋼管に応じて、同時に複数の鋼管用補強鉄筋の密着を行うことができるので、従来の密着取付作業に比べて作業時間を大幅に短縮できるとされている。
【0005】
【特許文献1】特開2004−358727号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に記載されている発明では、補強鉄筋52の仮固定方法として、補強鉄筋52を溝付きローラー50により加圧して鋼管51に密着させる方法を採っているが、図5に示すように、補強鉄筋52は、溝付きローラー50のみで保持されるため、鋼管51の材軸方向に必ず傾いた状態となる。そのため、鋼管51の内径や曲率等のバラツキによって加圧バランスが変動した際に、溝付きローラー50が補強鉄筋52に乗り上げて脱輪し、補強鉄筋52の仮固定位置がずれるという問題が発生する。
【0007】
本発明はかかる事情に鑑みてなされたもので、鋼管用棒状材(補強鉄筋)の仮固定位置がずれないようにして作業性の低下を防止することが可能な鋼管用棒状材の仮固定装置及び仮固定方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明は、開ループ状に加工された鋼管用棒状材を鋼管の周面に仮付けする際に使用される仮固定装置であって、前記鋼管を支持し、該鋼管を材軸回りに回転させる支持手段と、前記鋼管用棒状材を正規の位置にガイドする鍔付きローラーと、前記鋼管の材軸と直交する方向に前記鍔付きローラーを移動させる移動手段とを備え、前記鍔付きローラーは、半径方向に張り出した鍔部が両端面に形成され、対向する前記鍔部間が前記鋼管用棒状材が嵌入する凹部とされ、前記鍔部の張り出し長さが前記鋼管用棒状材の厚さより長く形成されていることを特徴としている。
【0009】
ここで、「鋼管用棒状材」は、丸鋼、異形棒鋼、及び平鋼の総称として用いている。鋼管用棒状材が平鋼ではなく丸鋼もしくは異形棒鋼の場合、「鋼管用棒状材の厚さ」は材径に相当する。また、「正規の位置」とは、鋼管杭の設計又は施工規準等で規定されている鋼管材軸方向に関する鋼管用棒状材の設置位置のことをいう。
【0010】
本発明では、鋼管材軸方向に傾いた鋼管用棒状材が、鍔付きローラーによって正規の位置にガイドされる。鍔付きローラーは、鍔部間に鋼管用棒状材が嵌入する凹部を有し、鍔部の張り出し長さは鋼管用棒状材の厚さ(材径)より長くなっており、鋼管用棒状材は、凹部内において鍔付きローラー半径方向に自由に動くことができる。このため、鍔付きローラーによりガイドされる鋼管用棒状材には加圧力が作用せず、鍔付きローラーが鋼管用棒状材に乗り上げて脱輪するということがない。
【0011】
また、本発明に係る鋼管用棒状材の仮固定装置では、前記鍔部の張り出し長さは前記鋼管用棒状材の厚さより5mm以上長いことが好ましい。
鋼帯を引き出しながら螺旋状に整形し、接合部をアーク溶接したスパイラル鋼管では、鋼管の表面に螺旋状のビードが形成されている。鍔部の張り出し長さから鋼管用棒状材の厚さ(材径)を引いた値が+5mm未満であると、鋼管用棒状材がビード上に配置された際、鋼管用棒状材が鍔部間に設けられた凹部底面に常時接触し、鋼管用棒状材が鍔付きローラーによって加圧されるおそれがある。このため、鍔部の張り出し長さは鋼管用棒状材の厚さより5mm以上長くする必要がある。なお、前記長さが10mmを超えると本発明の効果が飽和するので、前記長さは10mm以下でよい。
【0012】
また、本発明に係る鋼管用棒状材の仮固定装置では、対向する前記鍔部の先端部の対向面側が面取り加工されていてもよい。
当該構成では、鍔部の先端部の対向面側を面取り加工して鍔部間に設けられた凹部の入口をテーパ状に拡幅しているので、万一、鍔付きローラーが鋼管用棒状材に乗り上げた場合でも、鋼管用棒状材は凹部内に容易に復帰する。
【0013】
また、本発明に係る鋼管用棒状材の仮固定装置では、前記鍔付きローラーは複数設けられていてもよい。これにより、複数の鋼管用棒状材を鍔付きローラーで同時にガイドすることができ、複数の鋼管用棒状材を短時間で鋼管に仮付けすることが可能となる。
【0014】
また、本発明に係る鋼管用棒状材の仮固定装置では、前記鋼管の端面に当接する当接手段を備えることを好適とする。これにより、鋼管が材軸方向に移動せず、鋼管と鍔付きローラーとの相対位置を保持することができる。
【0015】
一方、上記鋼管用棒状材の仮固定装置を用いた本発明に係る鋼管用棒状材の仮固定方法は、開ループ状に加工された前記鋼管用棒状材を前記鋼管の内面又は外面に嵌め込む工程と、前記鍔付きローラーの鍔部間に設けられた凹部内において前記鋼管用棒状材が該鍔付きローラー半径方向の自由度を有する状態とされ、前記鋼管の回転に伴って、前記鋼管用棒状材が前記鍔付きローラーにより正規の位置にガイドされる工程とを備えることを特徴としている。
【0016】
本発明では、鍔付きローラーの鍔部間に設けられた凹部内において、鋼管と共に回転する鋼管用棒状材が鍔付きローラー半径方向に自由に動くことができるので、鍔付きローラーによりガイドされる鋼管用棒状材には加圧力が作用せず、鍔付きローラーが鋼管用棒状材に乗り上げて脱輪するということがない。
【0017】
また、本発明に係る鋼管用棒状材の仮固定方法では、開ループ状に加工された前記鋼管用棒状材を前記鋼管の内面に仮固定する場合、前記鋼管用棒状材は、加工後の開ループの外径が前記鋼管の内径より大きくなるように加工することが好ましく、開ループ状に加工された前記鋼管用棒状材を前記鋼管の外面に仮固定する場合、前記鋼管用棒状材は、加工後の開ループの内径が前記鋼管の外径より小さくなるように加工することが好ましい。
【0018】
当該構成では、鋼管用棒状材を鋼管の内面に仮固定する際に、加工後の開ループの外径が鋼管の内径より大きくなるように鋼管用棒状材を開ループ状に加工し、開ループ状に加工された鋼管用棒状材を鋼管の内面に嵌め込むことにより、鋼管用棒状材が外方に拡張しようとする弾発力を利用して鋼管用棒状材を鋼管の内面に密着するようにしている。また、鋼管用棒状材を鋼管の外面に仮固定する際に、加工後の開ループの内径が鋼管の外径より小さくなるように鋼管用棒状材を開ループ状に加工し、開ループ状に加工された鋼管用棒状材を鋼管の外面に嵌め込むことにより、鋼管用棒状材が内方に収縮しようとする弾発力を利用して鋼管用棒状材を鋼管の外面に密着するようにしている。
【発明の効果】
【0019】
本発明によれば、鍔付きローラーの鍔部間に設けられた凹部内において、鋼管と共に回転する鋼管用棒状材が鍔付きローラー半径方向に自由に動くことができるので、鍔付きローラーによりガイドされる鋼管用棒状材には加圧力が作用せず、鍔付きローラーが鋼管用棒状材に乗り上げて脱輪するということがない。その結果、鋼管用棒状材の仮固定位置がずれることがなく、作業性の低下を防止することができる。
【発明を実施するための最良の形態】
【0020】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
[第1の実施の形態]
先ず、鋼管11の内面に鋼管用棒状材29を仮固定する際に使用する仮固定装置10について説明する。
【0021】
図1に示すように、仮固定装置10は、水平方向に延在する鋼管11の外面を支持し、鋼管11を材軸回りに回転させる支持装置25(支持手段)と、鋼管11の内面に嵌め込まれた開ループ状に加工された鋼管用棒状材29を正規の位置にガイドする鍔付きローラー30を有する保持装置12とを備えている。
【0022】
支持装置25は、床Fに固定された基部27と、基部27に軸支されて回転する支持ロール26とから概略構成されている。水平方向に延在する鋼管11は、支持ロール26上に載置され、支持ロール26の回転に伴って材軸回りに回転する。
【0023】
保持装置12は、鍔付きローラー30を昇降させる昇降部13(移動手段)と、水平に配置された鋼管11の一方の端面に当接する縦ロール21(当接手段)と、昇降部13及び縦ロール21が上面に設置され、床F上を移動するための駆動輪24が設けられた基部22とを有している。
【0024】
縦ロール21は、基部22に内蔵された油圧シリンダ23によって基部22上を水平方向に移動可能な鉛直軸28を回転軸として水平面内で回転する。
【0025】
昇降部13は、基部22上に立設された筐体17と、筐体17から水平方向に延出するアーム18と、アーム18の下部両端に固定された軸支部20を介してアーム18と平行に配置されたシャフト19と、シャフト19を回転軸として回転する複数の鍔付きローラー30とを備えている。なお、鍔付きローラー30間の間隔は、鋼管杭の設計又は施工規準等に応じて調整できるようになっている。
また、筐体17にはモータ14が設置されており、モータ14を駆動することにより、筐体17に内蔵されたベベルギア15及びボールネジ16を介してシャフト19を昇降させることができる。
【0026】
図2(A)に示すように、鍔付きローラー30は、円柱状のローラー本体32と、ローラー本体32の両端面に設けられ、ローラー本体32から半径方向に張り出した円盤状の鍔部33とから構成されている。対向する鍔部33間に設けられた凹部34に、開ループ状に加工された鋼管用棒状材29が嵌入し、鍔部33によって鋼管用棒状材29が正規の位置にガイドされる。
鍔部33の張り出し長さHは鋼管用棒状材29の厚さ(材径)より5mm〜10mm長く、且つ対向する鍔部33の内法幅Wは鋼管用棒状材29の幅(材径)より1mm〜5mm、より好ましくは1mm〜3mm長くなるように形成されている。
【0027】
前述したように、鍔部33の張り出し長さHから鋼管用棒状材29の厚さを引いた値が+5mm未満であると、鋼管用棒状材29が鋼管11に形成されたビード上に配置された場合、鋼管用棒状材29がローラー本体32に常時接触し、鋼管用棒状材29がローラー本体32によって加圧されるおそれがある。一方、前記長さが10mmを超えると本発明の効果が飽和する。
また、鍔部33の内法幅Wから鋼管用棒状材29の幅を引いた値が+1mm未満であると、鋼管用棒状材29の加工精度が悪い場合、鍔部33間に鋼管用棒状材29が嵌入できなくなるし、+5mmを超えると、クリアランスが大きすぎて鋼管用棒状材29の位置決め精度が低下する。
【0028】
図2(B)に示すように、鍔付きローラー31は、対向する鍔部33の先端部の対向面側に面取り部35を形成してもよい。面取り部35を形成することにより、凹部34の入口がテーパ状に拡幅されるため、万一、鍔付きローラー31が鋼管用棒状材29に乗り上げた場合でも、鋼管用棒状材29は凹部34内に容易に復帰する。
なお、鋼管用棒状材29を鍔部33でガイドできるように、面取り部35の高さhは鋼管用棒状材29の厚さ(材径)の1/2以下とすると共に、鋼管用棒状材29が凹部34に容易に復帰できるように、面取り部35の角度αは30°〜60°とすることが好ましい。
【0029】
次に、上記構成を有する仮固定装置10を用いて鋼管11の内面に鋼管用棒状材29を仮固定する方法について説明する。
(1)鋼管用棒状材29を鋼管11の内面の形状に合わせて円形に加工し、図3に示すような開ループ状の鋼管用棒状材29とする。その際、開ループ状に加工された鋼管用棒状材29の外径R1が鋼管11の内径より5mm〜10mm大きくなるように加工する。また、開ループ状に加工された鋼管用棒状材29の両端のクリアランスCは35mm±10mm以内となるようにする。
【0030】
開ループ状に加工された鋼管用棒状材29の外径R1から鋼管11の内径を引いた値を+5mm未満とすると、拡張しようとする鋼管用棒状材29の弾発力が小さすぎるし、+10mmを超えると、鋼管用棒状材29を鋼管11の内面に嵌め込む際に大きな労力を必要とする。
なお、使用する鋼管用棒状材29は、丸鋼又は異形棒鋼の場合Φ6mm〜Φ22mm、平鋼の場合22mm×22mm以下が一般的である。また、鋼管11は、外径:400mm〜3000mm、板厚:6mm〜30mmが一般的である。
【0031】
(2)支持装置25上に載置され、水平方向に延在する鋼管11の内面に、開ループ状に加工された鋼管用棒状材29を嵌め込む。その際、鍔付きローラー30によって最初にガイドされる部位が正規の位置となるように鋼管用棒状材29を配置する。即ち、鋼管用棒状材29が鋼管材軸方向に傾くことを前提とし、少なくとも鍔付きローラー30によって最初にガイドされる部位を正規の位置にセットしておく。
(3)鋼管用棒状材29のサイズに対応する張り出し長さH及び鍔部33の内法幅Wを有する鍔付きローラー30をシャフト19に装着し、鋼管杭の設計又は施工規準等で規定されている所定ピッチに合わせて鍔付きローラー30の間隔を調整する。
【0032】
(4)保持装置12を鋼管11の材軸方向に移動させ、昇降部13に設けられたアーム18及び複数の鍔付きローラー30が装着されたシャフト19を鋼管11内に挿入する。
(5)昇降部13に設置されたモータ14を駆動してシャフト19を下降させる。そして、各鍔付きローラー30の凹部34に鋼管用棒状材29を嵌入させ、各鍔付きローラー30の鍔部33先端を鋼管11の内面に当接させる。
(6)保持装置12に内蔵された油圧シリンダ23を駆動させ、縦ロール21を鋼管11の端面に当接させる。これにより、鋼管11に対する鍔付きローラー30の相対位置が正規の位置に保持される。
【0033】
(7)開ループ状に加工された鋼管用棒状材29の一端を鋼管11に仮付け溶接する。その後、支持装置25の支持ロール26により鋼管11を間欠的に回転させながら、鍔付きローラー30によって正規の位置にガイドされた鋼管用棒状材29を、所定のピッチ(例えば300mmピッチ)で鋼管11の内面に仮付け溶接していく。
(8)鋼管11が一回転して鋼管用棒状材29の仮付け溶接が完了すると、昇降部13に設置されたモータ14を駆動してシャフト19を上昇させて各鍔付きローラー30によるガイドを解除する。そして、保持装置12を後退させて、アーム18及び複数の鍔付きローラー30が装着されたシャフト19を鋼管11外へ移動させる。
【0034】
[第2の実施の形態]
続いて、鋼管11の外面に鋼管用棒状材29を仮固定する際に使用する仮固定装置40について説明する。なお、第1の実施の形態と同一の構成要素には同一の符号を付して説明を省略する。
【0035】
図4に示すように、仮固定装置40は、水平方向に延在する鋼管11の外面を支持し、鋼管11を材軸回りに回転させる支持装置25(支持手段)と、鋼管11の外面に嵌め込まれた開ループ状に加工された鋼管用棒状材29を正規の位置にガイドする鍔付きローラー30を有する保持装置41と、水平に配置された鋼管11の一方の端面に当接する当接装置39(当接手段)を備えている。
【0036】
保持装置41は、駆動輪46を有し、床F上を移動可能な基部42と、鉛直方向に伸縮する油圧シリンダ45を介して基部42上に設けられた昇降部43(移動手段)とを有している。昇降部43の長手方向には、水平方向に延在するシャフト44が設置されており、シャフト44上には複数の鍔付きローラー30が装着されている。
【0037】
当接装置39は、鉛直軸周りに回転する縦ロール38を有し、鉛直方向に昇降可能とされている。
【0038】
次に、上記構成を有する仮固定装置40を用いて鋼管11の外面に鋼管用棒状材29を仮固定する方法について説明する。
(1)鋼管用棒状材29を鋼管11の外面の形状に合わせて円形に加工し、図3に示すような開ループ状の鋼管用棒状材29とする。その際、開ループ状に加工された鋼管用棒状材29の内径R2が鋼管11の外径より5mm〜10mm小さくなるように加工する。また、開ループ状に加工された鋼管用棒状材29の両端のクリアランスCは35mm±10mm以内となるようにする。
【0039】
鋼管11の外径から開ループ状に加工された鋼管用棒状材29の内径R2を引いた値を+5mm未満とすると、収縮しようとする鋼管用棒状材29の弾発力が小さすぎるし、+10mmを超えると、鋼管用棒状材29を鋼管11の外面に嵌め込む際に大きな労力を必要とする。
【0040】
(2)支持装置25上に載置され、水平方向に延在する鋼管11の外面に、開ループ状に加工された鋼管用棒状材29を嵌め込む。その際、鍔付きローラー30によって最初にガイドされる部位が正規の位置となるように鋼管用棒状材29を配置する。
(3)鋼管用棒状材29のサイズに対応する張り出し長さH及び鍔部33の内法幅Wを有する鍔付きローラー30をシャフト44に装着し、鋼管杭の設計又は施工規準等で規定されている所定ピッチに合わせて鍔付きローラー30の間隔を調整する。
【0041】
(4)配置された鋼管用棒状材29の下方に保持装置41を移動させる。
(5)基部42上に設置された油圧シリンダ45を駆動して昇降部43を上昇させる。そして、各鍔付きローラー30の凹部34に鋼管用棒状材29を嵌入させ、各鍔付きローラー30の鍔部33先端を鋼管11の外面に当接させる。
(6)当接装置39に設けられた縦ロール38を鋼管11の端面に当接させる。
【0042】
(7)開ループ状に加工された鋼管用棒状材29の一端を鋼管11に仮付け溶接する。その後、支持装置25の支持ロール26により鋼管11を間欠的に回転させながら、鍔付きローラー30によって正規の位置にガイドされた鋼管用棒状材29を、所定のピッチ(例えば300mmピッチ)で鋼管11の外面に仮付け溶接していく。
(8)鋼管11が一回転して鋼管用棒状材29の仮付け溶接が完了すると、基部42上に設置された油圧シリンダ45を駆動して昇降部43を下降させて各鍔付きローラー30によるガイドを解除すると共に、当接装置39を退避させる。
【0043】
以上、本発明の実施の形態について説明してきたが、本発明は何ら上記した実施の形態に記載の構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。例えば、上記実施の形態では、保持装置は駆動輪を有し、鋼管の材軸方向に移動可能としているが、レールを敷設しレールに沿って保持装置がスライドするようにしてもよい。
【図面の簡単な説明】
【0044】
【図1】本発明の第1の実施の形態に係る鋼管用棒状材の仮固定装置を用いて鋼管の内面に鋼管用棒状材を仮固定する方法を示した模式図である。
【図2】同仮固定装置に使用される鍔付きローラの詳細図であり、(A)は標準タイプ、(B)は面取りタイプである。
【図3】開ループ状に加工された鋼管用棒状材の平面図である。
【図4】本発明の第2の実施の形態に係る鋼管用棒状材の仮固定装置を用いて鋼管の外面に鋼管用棒状材を仮固定する方法を示した模式図である。
【図5】特許文献1に記載された仮固定装置による鋼管用補強鉄筋の仮固定方法を説明するための模式図である。
【符号の説明】
【0045】
10:仮固定装置、11:鋼管、12:保持装置、13:昇降部(移動手段)、14:モータ、15:ベベルギア、16:ボールネジ、17:筐体、18:アーム、19:シャフト、20:軸支部、21:縦ロール(当接手段)、22:基部、23:油圧シリンダ、24:駆動輪、25:支持装置(支持手段)、26:支持ロール、27:基部、28:鉛直軸、29:鋼管用棒状材、30、31:鍔付きローラー、32:ローラー本体、33:鍔部、34:凹部、35:面取り部、38:縦ロール、39:当接装置(当接手段)、40:仮固定装置、41:保持装置、42:基部、43:昇降部(移動手段)、44:シャフト、45:油圧シリンダ、46:駆動輪、50:溝付きローラー、51:鋼管、52:補強鉄筋、F:床
【特許請求の範囲】
【請求項1】
開ループ状に加工された鋼管用棒状材を鋼管の周面に仮付けする際に使用される仮固定装置であって、
前記鋼管を支持し、該鋼管を材軸回りに回転させる支持手段と、前記鋼管用棒状材を正規の位置にガイドする鍔付きローラーと、前記鋼管の材軸と直交する方向に前記鍔付きローラーを移動させる移動手段とを備え、
前記鍔付きローラーは、半径方向に張り出した鍔部が両端面に形成され、対向する前記鍔部間が前記鋼管用棒状材が嵌入する凹部とされ、前記鍔部の張り出し長さが前記鋼管用棒状材の厚さより長く形成されていることを特徴とする鋼管用棒状材の仮固定装置。
【請求項2】
請求項1記載の鋼管用棒状材の仮固定装置において、前記鍔部の張り出し長さは前記鋼管用棒状材の厚さより5mm以上長くなるように形成されていることを特徴とする鋼管用棒状材の仮固定装置。
【請求項3】
請求項1及び2のいずれか1項に記載の鋼管用棒状材の仮固定装置において、対向する前記鍔部の先端部の対向面側が面取り加工されていることを特徴とする鋼管用棒状材の仮固定装置。
【請求項4】
請求項1〜3のいずれか1項に記載の鋼管用棒状材の仮固定装置において、前記鍔付きローラーは複数設けられていることを特徴とする鋼管用棒状材の仮固定装置。
【請求項5】
請求項1〜4のいずれか1項に記載の鋼管用棒状材の仮固定装置において、前記鋼管の端面に当接する当接手段を備えることを特徴とする鋼管用棒状材の仮固定装置。
【請求項6】
請求項1〜5のいずれか1項に記載の鋼管用棒状材の仮固定装置を用いた鋼管用棒状材の仮固定方法であって、
開ループ状に加工された前記鋼管用棒状材を前記鋼管の内面に嵌め込む工程と、前記鍔付きローラーの鍔部間に設けられた凹部内において前記鋼管用棒状材が該鍔付きローラー半径方向の自由度を有する状態とされ、前記鋼管の回転に伴って、前記鋼管用棒状材が前記鍔付きローラーにより正規の位置にガイドされる工程とを備えることを特徴とする鋼管用棒状材の仮固定方法。
【請求項7】
請求項6記載の鋼管用棒状材の仮固定方法において、開ループ状に加工された前記鋼管用棒状材は、加工後の開ループの外径が前記鋼管の内径より大きくなるように加工されることを特徴とする鋼管用棒状材の仮固定方法。
【請求項8】
請求項1〜5のいずれか1項に記載の鋼管用棒状材の仮固定装置を用いた鋼管用棒状材の仮固定方法であって、
開ループ状に加工された前記鋼管用棒状材を前記鋼管の外面に嵌め込む工程と、前記鍔付きローラーの鍔部間に設けられた凹部内において前記鋼管用棒状材が該鍔付きローラー半径方向の自由度を有する状態とされ、前記鋼管の回転に伴って、前記鋼管用棒状材が前記鍔付きローラーにより正規の位置にガイドされる工程とを備えることを特徴とする鋼管用棒状材の仮固定方法。
【請求項9】
請求項8記載の鋼管用棒状材の仮固定方法において、開ループ状に加工された前記鋼管用棒状材は、加工後の開ループの内径が前記鋼管の外径より小さくなるように加工されることを特徴とする鋼管用棒状材の仮固定方法。
【請求項1】
開ループ状に加工された鋼管用棒状材を鋼管の周面に仮付けする際に使用される仮固定装置であって、
前記鋼管を支持し、該鋼管を材軸回りに回転させる支持手段と、前記鋼管用棒状材を正規の位置にガイドする鍔付きローラーと、前記鋼管の材軸と直交する方向に前記鍔付きローラーを移動させる移動手段とを備え、
前記鍔付きローラーは、半径方向に張り出した鍔部が両端面に形成され、対向する前記鍔部間が前記鋼管用棒状材が嵌入する凹部とされ、前記鍔部の張り出し長さが前記鋼管用棒状材の厚さより長く形成されていることを特徴とする鋼管用棒状材の仮固定装置。
【請求項2】
請求項1記載の鋼管用棒状材の仮固定装置において、前記鍔部の張り出し長さは前記鋼管用棒状材の厚さより5mm以上長くなるように形成されていることを特徴とする鋼管用棒状材の仮固定装置。
【請求項3】
請求項1及び2のいずれか1項に記載の鋼管用棒状材の仮固定装置において、対向する前記鍔部の先端部の対向面側が面取り加工されていることを特徴とする鋼管用棒状材の仮固定装置。
【請求項4】
請求項1〜3のいずれか1項に記載の鋼管用棒状材の仮固定装置において、前記鍔付きローラーは複数設けられていることを特徴とする鋼管用棒状材の仮固定装置。
【請求項5】
請求項1〜4のいずれか1項に記載の鋼管用棒状材の仮固定装置において、前記鋼管の端面に当接する当接手段を備えることを特徴とする鋼管用棒状材の仮固定装置。
【請求項6】
請求項1〜5のいずれか1項に記載の鋼管用棒状材の仮固定装置を用いた鋼管用棒状材の仮固定方法であって、
開ループ状に加工された前記鋼管用棒状材を前記鋼管の内面に嵌め込む工程と、前記鍔付きローラーの鍔部間に設けられた凹部内において前記鋼管用棒状材が該鍔付きローラー半径方向の自由度を有する状態とされ、前記鋼管の回転に伴って、前記鋼管用棒状材が前記鍔付きローラーにより正規の位置にガイドされる工程とを備えることを特徴とする鋼管用棒状材の仮固定方法。
【請求項7】
請求項6記載の鋼管用棒状材の仮固定方法において、開ループ状に加工された前記鋼管用棒状材は、加工後の開ループの外径が前記鋼管の内径より大きくなるように加工されることを特徴とする鋼管用棒状材の仮固定方法。
【請求項8】
請求項1〜5のいずれか1項に記載の鋼管用棒状材の仮固定装置を用いた鋼管用棒状材の仮固定方法であって、
開ループ状に加工された前記鋼管用棒状材を前記鋼管の外面に嵌め込む工程と、前記鍔付きローラーの鍔部間に設けられた凹部内において前記鋼管用棒状材が該鍔付きローラー半径方向の自由度を有する状態とされ、前記鋼管の回転に伴って、前記鋼管用棒状材が前記鍔付きローラーにより正規の位置にガイドされる工程とを備えることを特徴とする鋼管用棒状材の仮固定方法。
【請求項9】
請求項8記載の鋼管用棒状材の仮固定方法において、開ループ状に加工された前記鋼管用棒状材は、加工後の開ループの内径が前記鋼管の外径より小さくなるように加工されることを特徴とする鋼管用棒状材の仮固定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−131944(P2010−131944A)
【公開日】平成22年6月17日(2010.6.17)
【国際特許分類】
【出願番号】特願2008−312401(P2008−312401)
【出願日】平成20年12月8日(2008.12.8)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成22年6月17日(2010.6.17)
【国際特許分類】
【出願日】平成20年12月8日(2008.12.8)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]