
鋼管連結部の形成方法
【課題】鋼管本体部の一端を縮径加工することによって、連結用差込部が溶接を要せずに、かつ高精度に一体に形成される鋼管連結部の形成方法の提供。
【解決手段】鋼管本体部22の端部に、これより小径の連結用差込部24を一体に形成する方法であって、鋼管本体部22と同径の素材鋼管31を、その外周より加圧して部分的に縮径加工することにより素材鋼管円周方向に向けた凹溝33を形成し、しかる後、凹溝33内位置にて素材鋼管31を切断することにより、縮径加工された部分を連結用差込部24とする。
【解決手段】鋼管本体部22の端部に、これより小径の連結用差込部24を一体に形成する方法であって、鋼管本体部22と同径の素材鋼管31を、その外周より加圧して部分的に縮径加工することにより素材鋼管円周方向に向けた凹溝33を形成し、しかる後、凹溝33内位置にて素材鋼管31を切断することにより、縮径加工された部分を連結用差込部24とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として外殻鋼管の内面にコンクリート層を一体に備えた鋼コンクリート複合管の外殻鋼管として使用する鋼管の端部に、連結用差込部を形成する鋼管連結部の形成方法に関する。
【背景技術】
【0002】
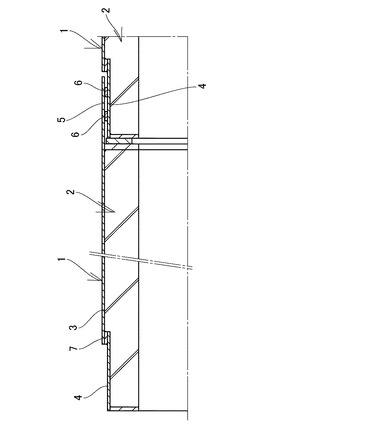
従来、推進工法に使用する鋼コンクリート複合管としては、図8に示すように外殻鋼管1の内面にコンクリート層2をライニングしたものが知られている。コンクリート層2に膨張コンクリートを使用し、外周面の外殻鋼管1によって膨張コンクリートの膨張を拘束させることにより、複合管全体にプレストレスを付与したものが知られている(例えば、特許文献1)。
【0003】
この種の従来の複合管に使用している外殻鋼管1は、鋼管本体部3の先端部分に、該本体部3より小径の筒状をした連結用差込部4を設けるとともに、後端部分に鋼管本体部3の先端をコンクリート層2の端部より延長させた連結用カラー部5を設けている。そして、一方の複合管のカラー部5内に他方の複合管の連結用差込部4を挿入することによって互いに連結するとともに、連結用差込部4の外周面とカラー部5の内周面との間に止水用パッキン6を介在させ、連結部分の止水性を維持させている。
【0004】
このように構成される鋼コンクリート複合管における外殻鋼管1は、その連結用カラー部5の外形を鋼管本体部3と同径に形成し、連結用カラー部5内に挿入される連結用差込部4は、連結用カラー部5の内径よりも止水用パッキン6を介在させる分だけ小径に形成されている。
【0005】
この連結用差込部4の形成は図8に示すように、連結用差込部4を鋼管本体部3とは別に形成しておき、これを段差確保用の中間リング7を介して外殻鋼管本体1の端部内周面に溶接していた。
【0006】
このような従来の外殻鋼管1は、連結用差込部4を一体化させるために鋼管本体部3の全週にわたって複数回の溶接作業が必要であり、しかもその溶接は止水性をも確保した状態でなされる必要があるため、コスト高となるという問題がある。
【0007】
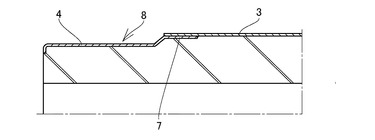
この問題を解決するため、図9に示すように、プレス加工によって溶接部7を連結用差込部4より拡径させた差込部用短管8を使用し、これを鋼管本体部3に溶接する方法が提案されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−175336号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかし、上述したプレス加工を施した差込部用短管を使用する場合であっても、拡径加工と溶接が必要となり、十分なコスト減とはならないという問題がある。
【0010】
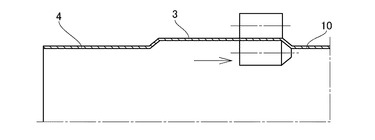
また、図10に示すように連結用差込部4と同径の素材鋼管10を使用し、連結用差込部4部分の長さを残して鋼管本体部3の部分を拡径することも考えられるが、直径が1m以上にもなる素材鋼管を数mに亘って圧延による拡径加工しなければならず、そのためには高圧力のロール転圧機が必要となり、コスト高となるという問題がある。
【0011】
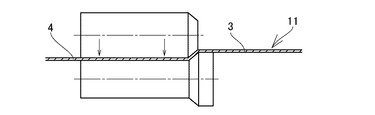
また、図11に示すように鋼管本体部3と同径の素材鋼管11を使用し、その端部を縮径する加工によって連結用差込部4を形成する方法も考えられるが、本発明者らの実験によれば、縮径された際に管厚が厚くならずに押し曲げられることとなり、縮径された部分が、円周方向に波打った形状となり好ましくなかった。
【0012】
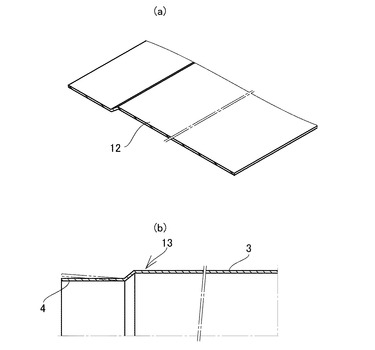
更に、図12(a)に示すように素材鋼板12を段状に形成し、これを図12(b)に示すように筒状に曲げて両端を溶接することにより一端側に連結用差込部4を備えた鋼管本体部3を形成する方法も考えられるが、本発明者らの実験によれば、この場合に出来上る差込部用筒13は、図12(b)中仮線で示すようにその端側が広がった形状となり好ましくなかった。その原因は、段状に形成した素材鋼板12を筒状に曲げた時、連結用差込部4と鋼管本体部3では筒径が鋼管本体部3に比べて連結用差込部4が小さいにもかかわらず、縮径されないために連結用差込部4の端側が広がった形状になるものである。
【0013】
本発明はこのような従来の問題に鑑み、鋼管本体部の一端を縮径加工することによって、連結用差込部が溶接を要せずに、かつ高精度に一体に形成される鋼管連結部の形成方法の提供を目的としてなされたものである。
【課題を解決するための手段】
【0014】
上述の如き従来の問題を解決し、初期の目的を達成するための請求項1に記載の発明の特徴は、鋼管本体部の端部に、該鋼管本体部より小径の連結用差込部を一体に形成する方法であって、前記鋼管本体部と同径の素材鋼管を、その外周より加圧して部分的に縮径加工することにより素材鋼管円周方向に向けた凹溝を形成し、しかる後、該凹溝内位置にて前記素材鋼管を切断することにより、前記縮径加工された部分を連結用差込部とする鋼管連結部の形成方法にある。
【0015】
請求項2に記載の発明の特徴は、請求項1の構成に加え、前記凹溝の形成は、前記素材鋼管を回転させつつその外周に加圧成形ローラを押し当てることにより形成することにある。
【0016】
請求項3に記載の発明の特徴は、請求項2の構成に加え、前記凹溝の形成は、前記素材鋼管の内周面に転接する受けローラと、該素材鋼管の外周面に添接する加圧成形ローラを使用し、該加圧成形ローラには前記縮径加工により形成される凹溝の断面形状に対応した形状の凸条部を備えるとともに、前記受けローラに前記凸条部に対応する形状の受け用凹部を一体に備え、前記該両ローラ間に前記素材鋼管の板厚部分を挟みつつ回転させることにより前記凹溝を形成することにある。
【0017】
請求項4に記載の発明の特徴は、請求項1〜3の何れか1の請求項の構成に加え、前記凹溝を、前記素材鋼管の一端部分の、該素材鋼管の先端部を残した位置に形成し、該凹溝の前記素材鋼管の先端部に近い側の凹溝内にて該素材鋼管を切断することにある。
【0018】
請求項5に記載の発明の特徴は、1〜3の何れか1の請求項の構成に加え、前記凹溝を、その両側に前記鋼管本体部となる部分を残して形成し、該凹溝の中央部分を切断することにある。
【発明の効果】
【0019】
本発明においては、鋼管本体部の端部に、該鋼管本体部より小径の連結用差込部を一体に形成する際に、前記鋼管本体部と同径の素材鋼管を、その外周より加圧して部分的に縮径加工することにより素材鋼管円周方向に向けた凹溝を形成する。これにより、縮径した際に管厚が厚くならなくとも、凹溝として長さが長くなる分だけ厚みが相殺され、円周方向に波打つ事がなくなる。しかる後、該凹溝内位置にて前記素材鋼管を切断することにより、前記縮径加工された部分を連結用差込部とするようにしたことにより、凹溝底面を連結用差込部の外周面形状とする加工が、容易で高精度に形成され、前記切断後に端面の処理加工を施すのみで、所望の形状及び精度の連結用差込部が低コストで容易に形成できる。
【0020】
本発明においては、前記凹溝の形成は、前記素材鋼管を回転させつつその外周に加圧成形ローラを押し当てることにより形成することにより、より簡単な装置で、例えば直径が数mもの太径外殻鋼管における連結用差込部の形成ができる。
【0021】
本発明においては、前記凹溝の形成は、前記素材鋼管の内周面に転接する受けローラと、該素材鋼管の外周面に添接する加圧成形ローラを使用し、該加圧成形ローラには前記縮径加工により形成される凹溝の断面形状に対応した形状の凸条部を備えるとともに、前記受けローラに前記凸条部に対応する形状の受け用凹部を一体に備え、前記該両ローラ間に前記素材鋼管の板厚部分を挟みつつ回転させることにより前記凹溝を形成することにより簡単な装置で、例えば直径が数mもの太径外殻鋼管における連結用差込部の形成ができる。
【0022】
本発明においては、前記凹溝を、前記素材鋼管の一端部分の、該素材鋼管の先端部を残した位置に形成し、該凹溝の前記素材鋼管の先端部に近い側の凹溝内にて該素材鋼管を切断することにより、素材鋼管の長さが製造する外殻鋼管に近い長さでよく、小型の装置によって形成が可能となる。
【0023】
本発明においては、前記凹溝を、その両側に前記鋼管本体部となる部分を残して形成し、該凹溝の中央部分を切断することにより、複数の外殻鋼管の連結用差込部の形成が、共通の工程にて可能となり、製造工程が簡略化されるとともに、材料の無駄がなくなり低コストとなる。
【図面の簡単な説明】
【0024】
【図1】本発明方法により形成した連結用差込部を有する外殻鋼管を使用した鋼コンクリート複合管の一例を示す部分縦断面図である。
【図2】図1に示す外殻鋼管の連結用差込部の形成工程を示す断面図である。
【図3】本発明方法における鋼管素材に対する凹溝形成のための装置を示す側面図である。
【図4】図1に示す外殻鋼管の端面処理部の加工工程を示す説明図である。
【図5】本願発明方法の他の実施例の工程の一部を示す説明図である。
【図6】本願発明方法の更に他の実施例の工程の一部を示す説明図である。
【図7】本発明方法を差込部用短管の形成に実施した例を示す縦断面図である。
【図8】従来の連結用差込部を有する外殻鋼管を使用した鋼コンクリート複合管の一例を示す部分縦断面図である。
【図9】従来の鋼コンクリート複合管の連結用差込部の他の例を示す半断面図である。
【図10】本発明方法に対する比較例を示す説明図である。
【図11】本発明方法に対する他の比較例を示す説明図である。
【図12】本発明方法に対する更に他の比較例を示す説明図である。
【発明を実施するための最良の形態】
【0025】
次に本発明の実施の形態を、図面に示した鋼コンクリート複合管に用いる外殻鋼管の連結用差込部の形成に実施した例に基づいて説明する。
【0026】
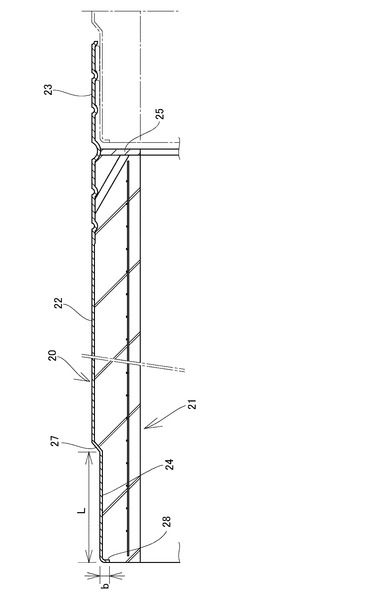
図1は、鋼コンクリート複合管を示しており、本発明方法により形成した連結用差込部を有する円筒形の外殻鋼管を使用しているものである。図中符号20は、本発明方法によって製造される外殻鋼管であり、21は外殻鋼管20の内面に打設した膨張コンクリートからなるコンクリート層である。
【0027】
外殻鋼管20は、全長にわたってほぼ等径の円筒状をした鋼管本体部22と、その後端側に形成されたカラー部23と、先端側に一体に形成された該鋼管本体部22の内径より小径の連結用差込部24とから構成されている。
【0028】
カラー部23の根元部分内にはドーナツ板状のカラー側端面補強プレート25が溶接されている。コンクリート層21は、このカラー側端面補強プレート25の内面まで打設されており、これより後端側がカラー部23となっている。
【0029】
連結用差込部24は、テーパ部27を介して鋼管本体部の先端側に一体に備えられており、この連結用差込部の先端は、内向きのフランジ状に形成された端面処理部28が一体に備えられている。
【0030】
次に、この鋼コンクリート複合管に使用されている外殻鋼管21における連結用差込部形成方法の一例について説明する。
【0031】
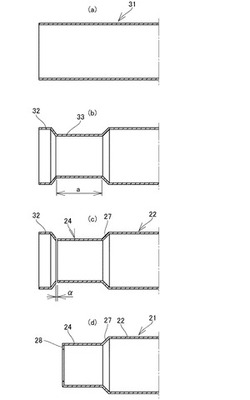
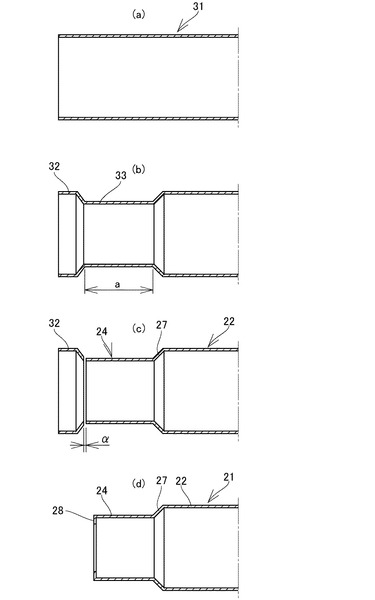
図2(a)に示すように、鋼管本体部22と同径に形成した等径筒状の素材鋼管31を使用する。この素材鋼管31の先端部に、図2(b)に示すように一端側先端部に切取代32を残し、外面側から内面側に加圧する縮径加工によってして凹溝33を形成する。この凹溝33は、その溝底面の幅aが、前述した連結用差込部24の長さLより、前記端面処理部28のフランジ状の幅b及び後述する切断代α分だけ長く形成する。
【0032】
次いで、図2(c)に示すように、凹溝33の素材鋼管先端部側溝底部分より切断する。これによって鋼管本体部22の端部にテーパ部27を介して連続した配置に連結用差込部24を形成される。
【0033】
しかる後、連結用差込部24の先端を内向きに曲げ加工してすることにより図2(d)に示すように端面処理部28を形成する。
【0034】
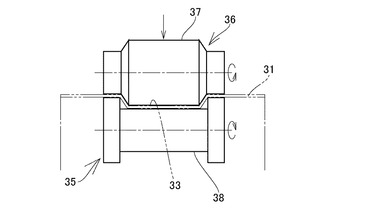
上述した図2(b)の凹溝33の形成工程は、例えばローラによる圧延加工機が使用でき、図3に示すように、素材鋼管31の内周面に転接する受けローラ35と、該素材鋼管31の外周面に添接する加圧成形ローラ36を使用する。
【0035】
加圧成形ローラ36には前記縮径加工により形成される凹溝33の断面形状に対応した形状の凸型部37を有するものを使用するとともに、前記受けローラ35には、前記凸型部37に対応する形状の受け用凹部38を有するものを使用する。
【0036】
この両ローラ35、34の間に素材鋼管の肉厚部分を挟み、受けローラ35にて支持させながら加圧成形ローラ36を受けローラ35側に接近させて冷間圧延により凹溝33を形成する。
【0037】
この凹溝33内における素材鋼管の切断は、通常の回転カッターによる切断機を使用することができる。
【0038】
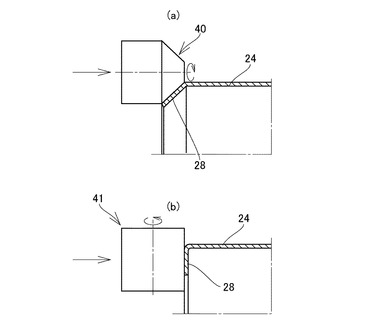
図2(d)に示す端面処理部28の形成は、例えば図4(a)(b)に示すように連結用差込部24の先端部外周を斜め内側に曲げ加工する斜め加圧ローラ40と、テーパ状に過去された先端部を軸方向に加圧する直角加圧ローラ41とを有する内向きフランジ形成機が使用できる。
【0039】
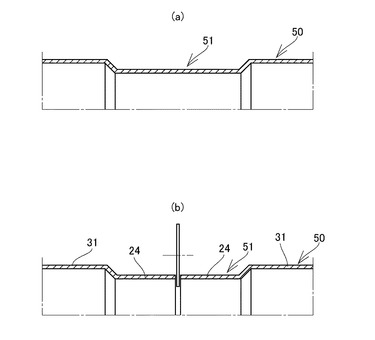
上述した実施例では、素材鋼管31の端部に凹溝33を形成することによって連結用差込部24を形成する場合を示しているが、この他、図5(a)に示すように、外殻鋼管21の2本分の長さの素材鋼管50を使用し、その中央部分に前述と同様に連結用差込部を形成するための凹溝51を素材鋼管31の表面から加圧することによる縮径加工によって形成し、図5(b)に示すように、凹溝51の中央部分を切断することによって、素材鋼管50の両端側を鋼管本体部22とし、その一端に連結用差込部24を一体に形成し、前述と同様、図4に示すように内向きフランジ状の端面処理部28を形成するようにしてもよい。
【0040】
この場合凹溝51の幅を、2つ連結用差込部24及び端面処理部28の長さより長く形成する。
【0041】
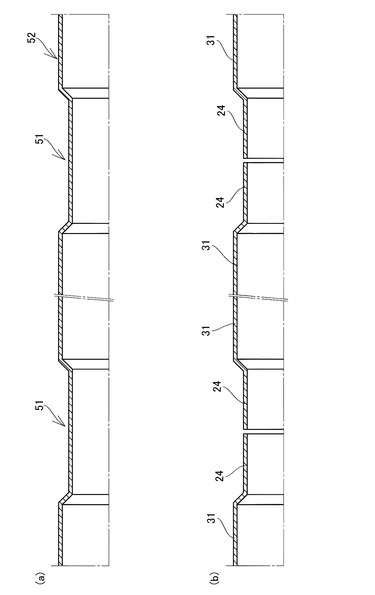
更に、図6に示すように、外殻鋼管21の3本分以上の長さの素材鋼管52を使用し、所望の位置に、素材鋼管31の表面から加圧することによる縮径加工によって凹溝51を形成し、その凹溝51の中央部分及び凹溝51,51間の中央部分にて素材鋼管51を切断することによって各鋼管本体部22の一端に連結用差込部24をそれぞれ一体に形成するようにしてもよい。
【0042】
この場合の凹溝51を形成する縮径加工は、上述の他図には示してないが、素材鋼管を回転させ、その外周面に縮径用加圧ローラを押し当てつつ、両者を素材鋼管軸方向に相対移動させることによっても形成することができる。
【0043】
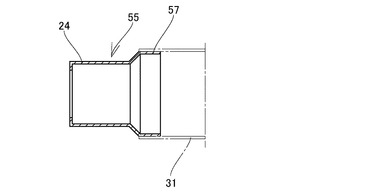
また、上述の実施例では、鋼管本体部を一体に構成する素材鋼管を使用しているが、図7に示すように鋼管本体部を構成する素材鋼管に対して溶接する差込部用短管55の連結用差込部24の形成にも適用することができ、この場合には鋼管本体部用の素材鋼管56に溶接して鋼管本体部の端部を構成する溶接用筒部57と同径の素材鋼管を使用し、これに前述した凹溝33又は51を形成することによって連結用差込部24を一体に形成することができる。
【符号の説明】
【0044】
20 外殻鋼管
21 コンクリート層
22 鋼管本体部
23 カラー部23
24 連結用差込部
25 カラー側端面補強プレート
26 パッキンずれ止め用凸条
27 テーパ部
28 端面処理部
31 素材鋼管
32 切取代
33 凹溝
35 受けローラ
36 加圧成形ローラ
37 凸型部
38 受け用凹部
40 斜め加圧ローラ
41 直角加圧ローラ
50 素材鋼管
51 凹溝
55 差込部用短管
56 素材鋼管
57 溶接用筒部
【技術分野】
【0001】
本発明は、主として外殻鋼管の内面にコンクリート層を一体に備えた鋼コンクリート複合管の外殻鋼管として使用する鋼管の端部に、連結用差込部を形成する鋼管連結部の形成方法に関する。
【背景技術】
【0002】
従来、推進工法に使用する鋼コンクリート複合管としては、図8に示すように外殻鋼管1の内面にコンクリート層2をライニングしたものが知られている。コンクリート層2に膨張コンクリートを使用し、外周面の外殻鋼管1によって膨張コンクリートの膨張を拘束させることにより、複合管全体にプレストレスを付与したものが知られている(例えば、特許文献1)。
【0003】
この種の従来の複合管に使用している外殻鋼管1は、鋼管本体部3の先端部分に、該本体部3より小径の筒状をした連結用差込部4を設けるとともに、後端部分に鋼管本体部3の先端をコンクリート層2の端部より延長させた連結用カラー部5を設けている。そして、一方の複合管のカラー部5内に他方の複合管の連結用差込部4を挿入することによって互いに連結するとともに、連結用差込部4の外周面とカラー部5の内周面との間に止水用パッキン6を介在させ、連結部分の止水性を維持させている。
【0004】
このように構成される鋼コンクリート複合管における外殻鋼管1は、その連結用カラー部5の外形を鋼管本体部3と同径に形成し、連結用カラー部5内に挿入される連結用差込部4は、連結用カラー部5の内径よりも止水用パッキン6を介在させる分だけ小径に形成されている。
【0005】
この連結用差込部4の形成は図8に示すように、連結用差込部4を鋼管本体部3とは別に形成しておき、これを段差確保用の中間リング7を介して外殻鋼管本体1の端部内周面に溶接していた。
【0006】
このような従来の外殻鋼管1は、連結用差込部4を一体化させるために鋼管本体部3の全週にわたって複数回の溶接作業が必要であり、しかもその溶接は止水性をも確保した状態でなされる必要があるため、コスト高となるという問題がある。
【0007】
この問題を解決するため、図9に示すように、プレス加工によって溶接部7を連結用差込部4より拡径させた差込部用短管8を使用し、これを鋼管本体部3に溶接する方法が提案されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−175336号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかし、上述したプレス加工を施した差込部用短管を使用する場合であっても、拡径加工と溶接が必要となり、十分なコスト減とはならないという問題がある。
【0010】
また、図10に示すように連結用差込部4と同径の素材鋼管10を使用し、連結用差込部4部分の長さを残して鋼管本体部3の部分を拡径することも考えられるが、直径が1m以上にもなる素材鋼管を数mに亘って圧延による拡径加工しなければならず、そのためには高圧力のロール転圧機が必要となり、コスト高となるという問題がある。
【0011】
また、図11に示すように鋼管本体部3と同径の素材鋼管11を使用し、その端部を縮径する加工によって連結用差込部4を形成する方法も考えられるが、本発明者らの実験によれば、縮径された際に管厚が厚くならずに押し曲げられることとなり、縮径された部分が、円周方向に波打った形状となり好ましくなかった。
【0012】
更に、図12(a)に示すように素材鋼板12を段状に形成し、これを図12(b)に示すように筒状に曲げて両端を溶接することにより一端側に連結用差込部4を備えた鋼管本体部3を形成する方法も考えられるが、本発明者らの実験によれば、この場合に出来上る差込部用筒13は、図12(b)中仮線で示すようにその端側が広がった形状となり好ましくなかった。その原因は、段状に形成した素材鋼板12を筒状に曲げた時、連結用差込部4と鋼管本体部3では筒径が鋼管本体部3に比べて連結用差込部4が小さいにもかかわらず、縮径されないために連結用差込部4の端側が広がった形状になるものである。
【0013】
本発明はこのような従来の問題に鑑み、鋼管本体部の一端を縮径加工することによって、連結用差込部が溶接を要せずに、かつ高精度に一体に形成される鋼管連結部の形成方法の提供を目的としてなされたものである。
【課題を解決するための手段】
【0014】
上述の如き従来の問題を解決し、初期の目的を達成するための請求項1に記載の発明の特徴は、鋼管本体部の端部に、該鋼管本体部より小径の連結用差込部を一体に形成する方法であって、前記鋼管本体部と同径の素材鋼管を、その外周より加圧して部分的に縮径加工することにより素材鋼管円周方向に向けた凹溝を形成し、しかる後、該凹溝内位置にて前記素材鋼管を切断することにより、前記縮径加工された部分を連結用差込部とする鋼管連結部の形成方法にある。
【0015】
請求項2に記載の発明の特徴は、請求項1の構成に加え、前記凹溝の形成は、前記素材鋼管を回転させつつその外周に加圧成形ローラを押し当てることにより形成することにある。
【0016】
請求項3に記載の発明の特徴は、請求項2の構成に加え、前記凹溝の形成は、前記素材鋼管の内周面に転接する受けローラと、該素材鋼管の外周面に添接する加圧成形ローラを使用し、該加圧成形ローラには前記縮径加工により形成される凹溝の断面形状に対応した形状の凸条部を備えるとともに、前記受けローラに前記凸条部に対応する形状の受け用凹部を一体に備え、前記該両ローラ間に前記素材鋼管の板厚部分を挟みつつ回転させることにより前記凹溝を形成することにある。
【0017】
請求項4に記載の発明の特徴は、請求項1〜3の何れか1の請求項の構成に加え、前記凹溝を、前記素材鋼管の一端部分の、該素材鋼管の先端部を残した位置に形成し、該凹溝の前記素材鋼管の先端部に近い側の凹溝内にて該素材鋼管を切断することにある。
【0018】
請求項5に記載の発明の特徴は、1〜3の何れか1の請求項の構成に加え、前記凹溝を、その両側に前記鋼管本体部となる部分を残して形成し、該凹溝の中央部分を切断することにある。
【発明の効果】
【0019】
本発明においては、鋼管本体部の端部に、該鋼管本体部より小径の連結用差込部を一体に形成する際に、前記鋼管本体部と同径の素材鋼管を、その外周より加圧して部分的に縮径加工することにより素材鋼管円周方向に向けた凹溝を形成する。これにより、縮径した際に管厚が厚くならなくとも、凹溝として長さが長くなる分だけ厚みが相殺され、円周方向に波打つ事がなくなる。しかる後、該凹溝内位置にて前記素材鋼管を切断することにより、前記縮径加工された部分を連結用差込部とするようにしたことにより、凹溝底面を連結用差込部の外周面形状とする加工が、容易で高精度に形成され、前記切断後に端面の処理加工を施すのみで、所望の形状及び精度の連結用差込部が低コストで容易に形成できる。
【0020】
本発明においては、前記凹溝の形成は、前記素材鋼管を回転させつつその外周に加圧成形ローラを押し当てることにより形成することにより、より簡単な装置で、例えば直径が数mもの太径外殻鋼管における連結用差込部の形成ができる。
【0021】
本発明においては、前記凹溝の形成は、前記素材鋼管の内周面に転接する受けローラと、該素材鋼管の外周面に添接する加圧成形ローラを使用し、該加圧成形ローラには前記縮径加工により形成される凹溝の断面形状に対応した形状の凸条部を備えるとともに、前記受けローラに前記凸条部に対応する形状の受け用凹部を一体に備え、前記該両ローラ間に前記素材鋼管の板厚部分を挟みつつ回転させることにより前記凹溝を形成することにより簡単な装置で、例えば直径が数mもの太径外殻鋼管における連結用差込部の形成ができる。
【0022】
本発明においては、前記凹溝を、前記素材鋼管の一端部分の、該素材鋼管の先端部を残した位置に形成し、該凹溝の前記素材鋼管の先端部に近い側の凹溝内にて該素材鋼管を切断することにより、素材鋼管の長さが製造する外殻鋼管に近い長さでよく、小型の装置によって形成が可能となる。
【0023】
本発明においては、前記凹溝を、その両側に前記鋼管本体部となる部分を残して形成し、該凹溝の中央部分を切断することにより、複数の外殻鋼管の連結用差込部の形成が、共通の工程にて可能となり、製造工程が簡略化されるとともに、材料の無駄がなくなり低コストとなる。
【図面の簡単な説明】
【0024】
【図1】本発明方法により形成した連結用差込部を有する外殻鋼管を使用した鋼コンクリート複合管の一例を示す部分縦断面図である。
【図2】図1に示す外殻鋼管の連結用差込部の形成工程を示す断面図である。
【図3】本発明方法における鋼管素材に対する凹溝形成のための装置を示す側面図である。
【図4】図1に示す外殻鋼管の端面処理部の加工工程を示す説明図である。
【図5】本願発明方法の他の実施例の工程の一部を示す説明図である。
【図6】本願発明方法の更に他の実施例の工程の一部を示す説明図である。
【図7】本発明方法を差込部用短管の形成に実施した例を示す縦断面図である。
【図8】従来の連結用差込部を有する外殻鋼管を使用した鋼コンクリート複合管の一例を示す部分縦断面図である。
【図9】従来の鋼コンクリート複合管の連結用差込部の他の例を示す半断面図である。
【図10】本発明方法に対する比較例を示す説明図である。
【図11】本発明方法に対する他の比較例を示す説明図である。
【図12】本発明方法に対する更に他の比較例を示す説明図である。
【発明を実施するための最良の形態】
【0025】
次に本発明の実施の形態を、図面に示した鋼コンクリート複合管に用いる外殻鋼管の連結用差込部の形成に実施した例に基づいて説明する。
【0026】
図1は、鋼コンクリート複合管を示しており、本発明方法により形成した連結用差込部を有する円筒形の外殻鋼管を使用しているものである。図中符号20は、本発明方法によって製造される外殻鋼管であり、21は外殻鋼管20の内面に打設した膨張コンクリートからなるコンクリート層である。
【0027】
外殻鋼管20は、全長にわたってほぼ等径の円筒状をした鋼管本体部22と、その後端側に形成されたカラー部23と、先端側に一体に形成された該鋼管本体部22の内径より小径の連結用差込部24とから構成されている。
【0028】
カラー部23の根元部分内にはドーナツ板状のカラー側端面補強プレート25が溶接されている。コンクリート層21は、このカラー側端面補強プレート25の内面まで打設されており、これより後端側がカラー部23となっている。
【0029】
連結用差込部24は、テーパ部27を介して鋼管本体部の先端側に一体に備えられており、この連結用差込部の先端は、内向きのフランジ状に形成された端面処理部28が一体に備えられている。
【0030】
次に、この鋼コンクリート複合管に使用されている外殻鋼管21における連結用差込部形成方法の一例について説明する。
【0031】
図2(a)に示すように、鋼管本体部22と同径に形成した等径筒状の素材鋼管31を使用する。この素材鋼管31の先端部に、図2(b)に示すように一端側先端部に切取代32を残し、外面側から内面側に加圧する縮径加工によってして凹溝33を形成する。この凹溝33は、その溝底面の幅aが、前述した連結用差込部24の長さLより、前記端面処理部28のフランジ状の幅b及び後述する切断代α分だけ長く形成する。
【0032】
次いで、図2(c)に示すように、凹溝33の素材鋼管先端部側溝底部分より切断する。これによって鋼管本体部22の端部にテーパ部27を介して連続した配置に連結用差込部24を形成される。
【0033】
しかる後、連結用差込部24の先端を内向きに曲げ加工してすることにより図2(d)に示すように端面処理部28を形成する。
【0034】
上述した図2(b)の凹溝33の形成工程は、例えばローラによる圧延加工機が使用でき、図3に示すように、素材鋼管31の内周面に転接する受けローラ35と、該素材鋼管31の外周面に添接する加圧成形ローラ36を使用する。
【0035】
加圧成形ローラ36には前記縮径加工により形成される凹溝33の断面形状に対応した形状の凸型部37を有するものを使用するとともに、前記受けローラ35には、前記凸型部37に対応する形状の受け用凹部38を有するものを使用する。
【0036】
この両ローラ35、34の間に素材鋼管の肉厚部分を挟み、受けローラ35にて支持させながら加圧成形ローラ36を受けローラ35側に接近させて冷間圧延により凹溝33を形成する。
【0037】
この凹溝33内における素材鋼管の切断は、通常の回転カッターによる切断機を使用することができる。
【0038】
図2(d)に示す端面処理部28の形成は、例えば図4(a)(b)に示すように連結用差込部24の先端部外周を斜め内側に曲げ加工する斜め加圧ローラ40と、テーパ状に過去された先端部を軸方向に加圧する直角加圧ローラ41とを有する内向きフランジ形成機が使用できる。
【0039】
上述した実施例では、素材鋼管31の端部に凹溝33を形成することによって連結用差込部24を形成する場合を示しているが、この他、図5(a)に示すように、外殻鋼管21の2本分の長さの素材鋼管50を使用し、その中央部分に前述と同様に連結用差込部を形成するための凹溝51を素材鋼管31の表面から加圧することによる縮径加工によって形成し、図5(b)に示すように、凹溝51の中央部分を切断することによって、素材鋼管50の両端側を鋼管本体部22とし、その一端に連結用差込部24を一体に形成し、前述と同様、図4に示すように内向きフランジ状の端面処理部28を形成するようにしてもよい。
【0040】
この場合凹溝51の幅を、2つ連結用差込部24及び端面処理部28の長さより長く形成する。
【0041】
更に、図6に示すように、外殻鋼管21の3本分以上の長さの素材鋼管52を使用し、所望の位置に、素材鋼管31の表面から加圧することによる縮径加工によって凹溝51を形成し、その凹溝51の中央部分及び凹溝51,51間の中央部分にて素材鋼管51を切断することによって各鋼管本体部22の一端に連結用差込部24をそれぞれ一体に形成するようにしてもよい。
【0042】
この場合の凹溝51を形成する縮径加工は、上述の他図には示してないが、素材鋼管を回転させ、その外周面に縮径用加圧ローラを押し当てつつ、両者を素材鋼管軸方向に相対移動させることによっても形成することができる。
【0043】
また、上述の実施例では、鋼管本体部を一体に構成する素材鋼管を使用しているが、図7に示すように鋼管本体部を構成する素材鋼管に対して溶接する差込部用短管55の連結用差込部24の形成にも適用することができ、この場合には鋼管本体部用の素材鋼管56に溶接して鋼管本体部の端部を構成する溶接用筒部57と同径の素材鋼管を使用し、これに前述した凹溝33又は51を形成することによって連結用差込部24を一体に形成することができる。
【符号の説明】
【0044】
20 外殻鋼管
21 コンクリート層
22 鋼管本体部
23 カラー部23
24 連結用差込部
25 カラー側端面補強プレート
26 パッキンずれ止め用凸条
27 テーパ部
28 端面処理部
31 素材鋼管
32 切取代
33 凹溝
35 受けローラ
36 加圧成形ローラ
37 凸型部
38 受け用凹部
40 斜め加圧ローラ
41 直角加圧ローラ
50 素材鋼管
51 凹溝
55 差込部用短管
56 素材鋼管
57 溶接用筒部
【特許請求の範囲】
【請求項1】
鋼管本体部の端部に、該鋼管本体部より小径の連結用差込部を一体に形成する鋼管連結部の形成方法であって、
前記鋼管本体部と同径の素材鋼管を、その外周より加圧して部分的に縮径加工することにより素材鋼管円周方向に向けた凹溝を形成し、
しかる後、該凹溝内位置にて前記素材鋼管を切断することにより、前記縮径加工された部分を連結用差込部とすることを特徴としてなる鋼管連結部の形成方法。
【請求項2】
前記凹溝の形成は、前記素材鋼管を回転させつつその外周に加圧成形ローラを押し当てることにより形成する請求項1に記載の鋼管連結部の形成方法。
【請求項3】
前記凹溝の形成は、前記素材鋼管の内周面に転接する受けローラと、該素材鋼管の外周面に添接する加圧成形ローラを使用し、該加圧成形ローラには前記縮径加工により形成される凹溝の断面形状に対応した形状の凸条部を備えるとともに、前記受けローラに前記凸条部に対応する形状の受け用凹部を一体に備え、
前記該両ローラ間に前記素材鋼管の板厚部分を挟みつつ回転させることにより前記凹溝を形成する請求項2に記載の鋼管連結部の形成方法。
【請求項4】
前記凹溝を、前記素材鋼管の一端部分の、該素材鋼管の先端部を残した位置に形成し、該凹溝の前記素材鋼管の先端部に近い側の凹溝内にて該素材鋼管を切断する請求項1〜3の何れか1に記載の鋼管連結部の形成方法。
【請求項5】
前記凹溝を、その両側に前記鋼管本体部となる部分を残して形成し、該凹溝の中央部分を切断する請求項1〜3に記載の鋼管連結部の形成方法。
【請求項1】
鋼管本体部の端部に、該鋼管本体部より小径の連結用差込部を一体に形成する鋼管連結部の形成方法であって、
前記鋼管本体部と同径の素材鋼管を、その外周より加圧して部分的に縮径加工することにより素材鋼管円周方向に向けた凹溝を形成し、
しかる後、該凹溝内位置にて前記素材鋼管を切断することにより、前記縮径加工された部分を連結用差込部とすることを特徴としてなる鋼管連結部の形成方法。
【請求項2】
前記凹溝の形成は、前記素材鋼管を回転させつつその外周に加圧成形ローラを押し当てることにより形成する請求項1に記載の鋼管連結部の形成方法。
【請求項3】
前記凹溝の形成は、前記素材鋼管の内周面に転接する受けローラと、該素材鋼管の外周面に添接する加圧成形ローラを使用し、該加圧成形ローラには前記縮径加工により形成される凹溝の断面形状に対応した形状の凸条部を備えるとともに、前記受けローラに前記凸条部に対応する形状の受け用凹部を一体に備え、
前記該両ローラ間に前記素材鋼管の板厚部分を挟みつつ回転させることにより前記凹溝を形成する請求項2に記載の鋼管連結部の形成方法。
【請求項4】
前記凹溝を、前記素材鋼管の一端部分の、該素材鋼管の先端部を残した位置に形成し、該凹溝の前記素材鋼管の先端部に近い側の凹溝内にて該素材鋼管を切断する請求項1〜3の何れか1に記載の鋼管連結部の形成方法。
【請求項5】
前記凹溝を、その両側に前記鋼管本体部となる部分を残して形成し、該凹溝の中央部分を切断する請求項1〜3に記載の鋼管連結部の形成方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−132527(P2012−132527A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−286222(P2010−286222)
【出願日】平成22年12月22日(2010.12.22)
【出願人】(000229667)日本ヒューム株式会社 (70)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月22日(2010.12.22)
【出願人】(000229667)日本ヒューム株式会社 (70)
【Fターム(参考)】
[ Back to top ]