
錠剤、その製造方法およびそれから得られる成形品
【課題】本発明は、ポリアリーレンサルファイド樹脂とフィラーからなる混合物に化学発泡剤を含有した錠剤を用いることで、化学発泡剤の加工時の熱分解を抑制でき、得られた成形品の発泡セル均一分散性が可能となり、かつ耐熱性、機械特性に優れた成形品、電気・電子部品を提供することを主な目的とする。
【解決手段】(a)ポリアリーレンサルファイド樹脂と(b)フィラーの組成比が(a)ポリアリーレンサルファイド樹脂5〜65容量%、(b)フィラー95〜35容量%からなる組成物の合計100質量部に対し、(c)化学発泡剤を0.1〜10質量部含有してなる錠剤。
【解決手段】(a)ポリアリーレンサルファイド樹脂と(b)フィラーの組成比が(a)ポリアリーレンサルファイド樹脂5〜65容量%、(b)フィラー95〜35容量%からなる組成物の合計100質量部に対し、(c)化学発泡剤を0.1〜10質量部含有してなる錠剤。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、組成物の加工時の熱分解を抑制することで発泡セルの均一分散を可能にした、機械強度および耐熱性に優れた成形品を与える錠剤、その製造方法およびそれからなる電気・電子部品の取得に関するものである。
【背景技術】
【0002】
近年、電子機器、自動車機器、科学機器などを構成する部品材料には機器の小型化や軽量化を目的として金属部材から、軽量性に優れる熱可塑性樹脂による部材の使用が拡大しているが、より軽量でかつ表面外観や強度等の特性に優れた材料が求められている。軽量化の技術として樹脂発泡体技術がある。樹脂発泡体を作製する方法には樹脂に化学発泡剤を混合する方法(化学発泡)、水や溶媒等の液状物を、あるいは窒素等の気体をそのままで、もしくは超臨界流体等の状態で加工時に直接混合する方法(物理発泡)がある。
【0003】
しかし、上記物理発泡法では、射出成形において均一に発泡させることが困難であり、また比較的均一発泡体が得られるとされている超臨界流体を用いる方法においても、樹脂への超臨界状流体の溶解・含浸が十分でない上に、射出圧力の分布により未発泡部位が生じやすいという問題から、容易に均一な発泡構造を得ることは困難であった。また、熱可塑性樹脂に超臨界流体を含浸させる機構が複雑で高価であることから、成形品コストが上昇する問題を抱えている。
【0004】
一方、安価かつ容易なことから、一般的に広く用いられている化学発泡による手法においては、一般的に使用されている化学発泡剤の分解温度が100℃〜250℃程度のものが主流であるため、とりわけ耐熱性に優れたポリアリーレンサルファイド樹脂に用い得る発泡剤は限定されているのが実状である。
【0005】
例えば、特許文献1には化学発泡剤を用いる技術としてポリアリーレンサルファイド樹脂と繊維状補強材に特定の化学発泡剤を添加することで溶融混練、射出成形が可能となり、反り変形量が改善された成形品が得られることが開示されている。
【0006】
しかしながら、特許文献1に記載の方法によると溶融混練してペレットを作成する時に発泡剤の一部が分解するため、射出成形時に加工性を損なったり、また得られた成形品は特性にバラツキを生じ、発泡効果が十分に発揮されないという問題があった。
【0007】
一方、ポリアリーレンサルファイド樹脂などの熱可塑性樹脂とフィラーの錠剤を取得する方法が特許文献2に開示されている。
【特許文献1】特開平7−216126号公報(第1頁、実施例)
【特許文献2】国際公開第02/94529号パンフレット(第3頁、実施例)
【発明の開示】
【発明が解決しようとする課題】
【0008】
そこで、本発明は上述の問題を鑑み、解消すること、即ち、課題であった組成物の加工時の熱分解を抑制し、かつ、機械強度、耐熱性に優れた成形品を与える錠剤、その製造方法、それからなる成形品および電気・電子部品を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記の目的を達成するために鋭意検討を重ねた結果、本発明に至った。
【0010】
すなわち本発明は、
(1)(a)ポリアリーレンサルファイド樹脂と(b)フィラーの組成比が(a)ポリアリーレンサルファイド樹脂5〜65容量%、(b)フィラー95〜35容量%である組成物の合計100質量部に対し、(c)化学発泡剤を0.1〜10質量部含有してなる錠剤、
(2)(c)化学発泡剤が有機系熱分解型発泡剤である上記(1)記載の錠剤、
(3)有機系熱分解型発泡剤の分解温度が150℃以上であることを特徴とする上記(2)記載の錠剤、
(4)(a)ポリアリーレンサルファイド樹脂5〜65容量%と(b)フィラー95〜35容量%および(a)と(b)の合計100質量部に対して、(c)化学発泡剤0.1〜10質量部となるように下記(イ)〜(ニ)から選択した原料を圧縮成形してなる上記(1)〜(3)いずれか記載の錠剤の製造方法。
(イ)(a)ポリアリーレンサルファイド樹脂
(ロ)(b)フィラー
(ハ)(c)化学発泡剤
(ニ)(a)、(b)成分を溶融混練してなる組成物の塊状物および粉体、
(5)上記(1)〜(4)のいずれか記載の錠剤を溶融成形してなる成形品、
(6)上記(1)〜(4)のいずれか記載の錠剤を射出成形、射出圧縮成形あるいはプレス成形してなる電気・電子部品である。
【発明の効果】
【0011】
本発明の錠剤およびそれから得られる成形品、電気・電子部品は、従来得られなかった耐熱性と機械強度が均衡して優れ、かつ、発泡セルの分散性が優れることから、耐熱性および機械強度を要する部位に用いることが可能となることから、極めて多くの用途に実用的に用いることができる。
【発明を実施するための最良の形態】
【0012】
本発明で用いられる(a)ポリアリーレンサルファイド樹脂としては、ポリフェニレンスルフィド(以下、PPSと略す場合もある)、ポリフェニレンスルフィドスルホン、ポリフェニレンスルフィドケトン、これらのランダム共重合体、ブロック共重合体およびそれらの混合物などが挙げられる。
【0013】
中でもポリフェニレンスルフィドが特に好ましく使用される。かかるポリフェニレンスルフィドは、下記構造式で示される繰り返し単位を好ましくは70モル%以上、より好ましくは90モル%以上含む重合体であり、上記繰り返し単位が70モル%以上の場合には、耐熱性が優れる点で好ましい。
【0014】
【化1】

【0015】
また、かかるポリフェニレンスルフィドは、その繰り返し単位の30モル%以下を、下記の構造式を有する繰り返し単位などで構成することが可能であり、ランダム共重合体、ブロック共重合体であってもよく、それらの混合物であってもよい。
【0016】
【化2】
【0017】
かかるポリアリーレンサルファイド樹脂は、通常公知の方法、つまり特公昭45−3368号公報に記載される比較的分子量の小さな重合体を得る方法あるいは特公昭52−12240号公報や特開昭61−7332号公報に記載される比較的分子量の大きな重合体を得る方法などによって製造することができる。
【0018】
本発明においては、上記のようにして得られたポリアリーレンサルファイド樹脂を、空気中加熱による架橋/高分子量化、窒素などの不活性ガス雰囲気下あるいは減圧下での熱処理、有機溶媒、熱水、酸水溶液などによる洗浄、酸無水物、アミン、イソシアネート、官能基含有ジスルフィド化合物などの官能基含有化合物による活性化などの種々の処理を施した上で使用することも、もちろん可能である。
【0019】
ポリアリーレンサルファイド樹脂を加熱により架橋/高分子量化する場合の具体的方法としては、空気、酸素などの酸化性ガス雰囲気下あるいは前記酸化性ガスと窒素、アルゴンなどの不活性ガスとの混合ガス雰囲気下で、加熱容器中で所定の温度において希望する溶融粘度が得られるまで加熱を行う方法を例示することができる。この場合の加熱処理温度としては、好ましくは150〜280℃、より好ましくは200〜270℃の範囲が選択して使用され、処理時間としては、好ましくは0.5〜100時間、より好ましくは2〜50時間の範囲が選択されるが、この両者をコントロールすることによって、目標とする粘度レベルを得ることができる。
【0020】
ポリアリーレンサルファイド樹脂を窒素などの不活性ガス雰囲気下あるいは減圧下で熱処理する場合の具体的方法としては、窒素などの不活性ガス雰囲気下あるいは減圧(好ましくは7,000Nm−2以下)下で、加熱処理温度150〜280℃、好ましくは200〜270℃、加熱時間0.5〜100時間、好ましくは2〜50時間の条件で加熱処理する方法を例示することができる。かかる加熱処理の装置は、通常の熱風乾燥機でもまた回転式あるいは撹拌翼付の加熱装置であってもよいが、効率よくしかもより均一に処理する場合は、回転式あるいは撹拌翼付の加熱装置を用いるのがより好ましい。
【0021】
ポリアリーレンサルファイド樹脂を有機溶媒で洗浄する場合に、洗浄に用いる有機溶媒としては、ポリアリーレンサルファイド樹脂を分解する作用などを有しないものであれば特に制限はなく使用することができる。例えばN−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミドなどの含窒素極性溶媒、ジメチルスルホキシド、ジメチルスルホンなどのスルホキシド・スルホン系溶媒、アセトン、メチルエチルケトン、ジエチルケトン、アセトフェノンなどのケトン系溶媒、ジメチルエーテル、ジプロピルエーテル、テトラヒドロフランなどのエーテル系溶媒、クロロホルム、塩化メチレン、トリクロロエチレン、2塩化エチレン、ジクロロエタン、テトラクロロエタン、クロロベンゼンなどのハロゲン系溶媒、メタノール、エタノール、プロパノール、ブタノール、ペンタノール、エチレングリコール、プロピレングリコール、フェノール、クレゾール、ポリエチレングリコールなどのアルコール・フェノール系溶媒、およびベンゼン、トルエン、キシレンなどの芳香族炭化水素系溶媒などが使用される。これらの有機溶媒のなかでも、特にN−メチルピロリドン、アセトン、ジメチルホルムアミドおよびクロロホルムなどが好ましく使用される。また、これらの有機溶媒は、1種類または2種類以上の混合で使用される。
【0022】
かかる有機溶媒による洗浄の具体的方法としては、有機溶媒中にポリアリーレンサルファイド樹脂を浸漬せしめるなどの方法があり、必要により適宜撹拌または加熱することも可能である。有機溶媒でポリアリーレンサルファイド樹脂を洗浄する際の洗浄温度については特に制限はなく、常温〜300℃程度の任意の温度が選択できる。洗浄温度が高くなるほど洗浄効率が高くなる傾向があるが、通常は常温〜150℃の洗浄温度で十分な効果が得られる。なお、有機溶媒洗浄を施されたポリアリーレンサルファイド樹脂は、残留している有機溶媒を除去するため、水で数回洗浄することが好ましい。上記水洗浄の温度は50〜90℃であることが好ましく、60〜80℃であることがより好ましい。
【0023】
ポリアリーレンサルファイド樹脂を熱水(好ましくは100〜220℃)で処理する場合の具体的方法としては、以下の方法を例示することができる。すなわち、熱水洗浄によるポリアリーレンサルファイド樹脂の好ましい化学的変性の効果を発現するために、使用する水は蒸留水あるいは脱イオン水であることが好ましい。熱水処理の操作は、通常、所定量の水に所定量のポリアリーレンサルファイド樹脂を投入し、常圧であるいは圧力容器内で加熱、撹拌することにより行われる。ポリアリーレンサルファイド樹脂と水との割合は、水の多い方がよく、好ましくは水1リットルに対し、ポリアリーレンサルファイド樹脂200g以下の浴比で使用される。
【0024】
ポリアリーレンサルファイド樹脂を酸処理する場合の具体的方法としては、以下の方法を例示することができる。すなわち、酸または酸の水溶液にポリアリーレンサルファイド樹脂を浸漬せしめるなどの方法があり、必要により適宜撹拌または加熱することも可能である。用いられる酸としては、ポリアリーレンサルファイド樹脂を分解する作用を有しないものであれば特に制限はなく、ギ酸、酢酸、プロピオン酸、酪酸などの脂肪族飽和モノカルボン酸、クロロ酢酸、ジクロロ酢酸などのハロ置換脂肪族飽和カルボン酸、アクリル酸、クロトン酸などの脂肪族不飽和モノカルボン酸、安息香酸、サリチル酸などの芳香族カルボン酸、シュウ酸、マロン酸、コハク酸、フタル酸、フマル酸などのジカルボン酸、および硫酸、リン酸、塩酸、炭酸、珪酸などの無機酸性化合物などが用いられる。これらの酸のなかでも、特に酢酸、塩酸がより好ましく用いられる。酸処理を施されたポリアリーレンサルファイド樹脂は、残留している酸または塩などを除去するため、水で数回洗浄することが好ましい。上記水洗浄の温度は50〜90℃であることが好ましく、60〜80℃であることが特に好ましい。また、洗浄に用いる水は、酸処理によるポリアリーレンサルファイド樹脂の好ましい化学的変性の効果を損なわない意味で、蒸留水または脱イオン水であることが好ましい。
本発明で用いられるポリアリーレンスルフィド樹脂の質量平均分子量は、フィラーを多く充填することを可能とするためにポリスチレン換算における質量平均分子量が50000以下であることが好ましく、40000以下がより好ましく、25000以下であることが特に好ましい。質量平均分子量の下限については特に制限はないが、滞留安定性等を考慮した場合、1500以上であることが好ましい。ここで質量平均分子量はGPCにより測定し、スチレン換算で求めた値である。また質量平均分子量の異なる2種以上のポリアリーレンサルファイド樹脂を併用して用いてもよい。
【0025】
本発明に用いる(b)フィラーとしては、繊維状もしくは、板状、鱗片状、粒状、不定形状、破砕品など非繊維状の充填剤が挙げられ、具体的には例えば、ガラス繊維、PAN系やピッチ系の炭素繊維、ステンレス繊維、アルミニウム繊維や黄銅繊維などの金属繊維、芳香族ポリアミド繊維などの有機繊維、石膏繊維、セラミック繊維、アスベスト繊維、ジルコニア繊維、アルミナ繊維、シリカ繊維、酸化チタン繊維、炭化ケイ素繊維、ロックウール、チタン酸カリウムウィスカー、チタン酸バリウムウィスカー、ほう酸アルミニウムウィスカー、窒化ケイ素ウィスカー、炭化ケイ素ウィスカー、マイカ、タルク、カオリン、シリカ、炭酸カルシウム、ガラスビーズ、ガラスフレーク、ガラスマイクロバルーン、クレー、二硫化モリブデン、ワラステナイト、ベリリア、アルミナ、窒化アルミニウム、窒化ホウ素、酸化マグネシウム、酸化チタン、酸化亜鉛、ポリリン酸カルシウム、グラファイト、金属粉、金属フレーク、金属リボン、金属酸化物、カーボン粉末、黒鉛、カーボンフレーク、鱗片状カーボン、カーボンナノチューブなどが挙げられる。金属粉、金属フレーク、金属リボンの金属種の具体例としては銀、ニッケル、銅、亜鉛、アルミニウム、ステンレス、鉄、黄銅、クロム、錫などが例示できる。ガラス繊維あるいは炭素繊維の種類は、一般に樹脂の強化用に用いるものなら特に限定はなく、例えば長繊維タイプや短繊維タイプのチョップドストランド、ミルドファイバーなどから選択して用いることができる。
【0026】
また、上記の充填剤は機械強度と成形品そりのバランスを得るために2種以上を併用して使用することもでき、例えば、ガラス繊維とアルミナあるいはマイカ、ガラス繊維とガラスビーズ、炭素繊維とアルミナあるいはマイカ、炭素繊維と黒鉛等が挙げられる。
【0027】
なお、本発明に使用する上記の充填剤はその表面を公知のカップリング剤(例えば、シラン系カップリング剤、チタネート系カップリング剤など)、その他の表面処理剤で処理して用いることもできる。また、上記の充填剤は、導電性物質で被覆して用いることもできる。
【0028】
また、ガラス繊維はエチレン/酢酸ビニル共重合体などの熱可塑性樹脂、エポキシ樹脂などの熱硬化性樹脂で被覆あるいは集束されていてもよい。
【0029】
本発明において(a)ポリアリーレンサルファイド樹脂と(b)フィラーの合計量100容量%に対して、(a)ポリアリーレンサルファイド樹脂5〜65容量%、(b)フィラー95〜35容量%であり、(a)ポリアリーレンサルファイド樹脂5〜50容量%、(b)フィラー95〜50容量%であることが好ましく、(a)ポリアリーレンサルファイド樹脂10〜45容量%、(b)フィラー90〜55容量%がより好ましく、(a)ポリアリーレンサルファイド樹脂15〜40容量%、(b)フィラー85〜60容量%であることがさらに好ましい。
【0030】
上記(b)フィラーの配合量が、35容量%未満であるとフィラーによる補強効果が不十分であり、得られた成形品の耐熱性、強度が低下する。95容量%を越えると、成形加工時の流動性が著しく低下し、成形品の取得が困難となる。
本発明に用いる(c)化学発泡剤は、溶融加工時等の熱によりそれ自身が分解して少なくとも一部が気体となり、樹脂組成物を発泡させるものである。この他の発泡剤としては、水や溶媒等の液状物(溶融加工時の熱により、気化して樹脂組成物等を発泡させるもの)および窒素等の気体等(加工時に直接混合して樹脂組成物を発泡させるもの)の物理発泡剤があるが、本発明においては化学発泡剤を用いることが必要である。このような化学発泡剤としては、有機系熱分解型発泡剤、無機系熱分解型発泡剤があり、有機系熱分解型発泡剤の具体例としては、アゾジカルボンアミド、アゾビスイソブチロニトリル、バリウムアゾジカルボキシレートなどのアゾ化合物、N,N−ジニトロソペンタメチレンテトラミンなどのニトロソ化合物、4,4−オキシビスベンゼンスルホニルヒドラジド、ヒドラジンカルボンアミドなどのヒドラジン誘導体、ビステトラゾール・ジアンモニウム、ビステトラゾール・ピペラジン、ビステトラゾール・ジグアニジン、5−フェニールテトラゾールなどのテトラゾール化合物、アジド化合物、セミカルバジド化合物などが挙げられる。また、無機系熱分解型発泡剤の具体例としては、炭酸水素ナトリウムなどの重炭酸塩、炭酸塩、亜硝酸塩、水素化物などが挙げられる。これらは、1種類あるいは2種類以上を混合して使用することができる。
【0031】
上述した、化学発泡剤のうち錠剤取得性、機械的性質の点から有機系熱分解型発泡剤が好ましく用いられる。
【0032】
さらに、有機系熱分解型発泡剤のうち成形性や、機械的性質の点から有機系熱分解型発泡剤として分解温度が150℃以上のものが好ましく用いられる。なかでも、180℃以上のものがより好ましく、200℃以上のものであることがさらに好ましい。分解温度の上限については特に制限はないが、溶融加工時の滞留安定性等を考慮した場合、380℃以下であることが好ましい。ここでいう分解温度は熱重量分析計により測定して求めた値である。
【0033】
さらに発泡剤の分解温度を調節するために公知の助剤が必要に応じて併用される。これらの助剤としてはサリチル酸、ステアリン酸、アジピン酸、尿素、ステアリン酸カルシウム、ステアリン酸カルシウム、ステアリン酸カドミウム、ステアリン酸鉛などが挙げられる。
【0034】
本発明において(c)化学発泡剤の配合量は、(a)ポリアリーレンサルファイド樹脂と(b)フィラーの合計100質量部に対し、0.1〜10質量部であり、0.5〜5質量部が好ましく、1〜3質量部であることがより好ましい。上記化学発泡剤の配合量は、0.1質量部未満であると混合物の溶融加工時に発泡が少なく、成形品全体に発泡セルが均一に分散せず、成形品強度にバラツキが生じる。10質量部を越えると成形加工時に著しく発泡が生じる。あるいは、得られた成形品の外観不良、さらには成形品強度が著しく低下する。
【0035】
本発明の錠剤には、本発明の効果を損なわない範囲で他の成分、例えば酸化防止剤や耐熱安定剤(ヒンダードフェノール系、ヒドロキノン系、ホスファイト系およびこれらの置換体等)、耐候剤(レゾルシノール系、サリシレート系、ベンゾトリアゾール系、ベンゾフェノン系、ヒンダードアミン系等)、離型剤及び滑剤(モンタン酸及びその金属塩、そのエステル、そのハーフエステル、ステアリルアルコール、ステアラミド、各種ビスアミド、ビス尿素及びポリエチレンワックス等)、顔料(硫化カドミウム、フタロシアニン、着色用カーボンブラック等)、染料(ニグロシン等)、結晶核剤(タルク、シリカ、カオリン、クレー等)、可塑剤(p−オキシ安息香酸オクチル、N−ブチルベンゼンスルホンアミド等)、帯電防止剤(アルキルサルフェート型アニオン系帯電防止剤、4級アンモニウム塩型カチオン系帯電防止剤、ポリオキシエチレンソルビタンモノステアレートのような非イオン系帯電防止剤、ベタイン系両性帯電防止剤等)、難燃剤(例えば、赤燐、燐酸エステル、メラミンシアヌレート、水酸化マグネシウム、水酸化アルミニウム等の水酸化物、ポリリン酸アンモニウム、臭素化ポリスチレン、臭素化ポリフェニレンエーテル、臭素化ポリカーボネート、臭素化エポキシ樹脂あるいはこれらの臭素系難燃剤と三酸化アンチモンとの組み合わせ等)、他の重合体を添加することができる。
【0036】
本発明において、錠剤とは、粉末状の原料を含む原料を固相状態で押し固めた粒状物をいうが、かかる錠剤は、粉末状の原料を含む原料を固相状態で圧縮成形することにより得ることができる。なお、上記において固相状態とは、原料に含まれる熱可塑性樹脂成分が溶融していない状態であることを意味する。圧縮成形には、打錠機(ロータリー、単発式、2連式、3連式)あるいはブリケットマシンなどの圧縮ロールを有する成形機を用いることが好ましい。上記粉末状の原料としては、錠剤中に含有せしめるべき、ポリアリーレンサルファイド樹脂の粉末、フィラー、化学発泡剤などが挙げられるが、予めポリアリーレンサルファイド樹脂とフィラーとを溶融混練して得られる組成物の塊状物、または粉末を用いることもでき、これらの一種以上を所望の組成となるよう適宜選択して用いることができる。
錠剤化の具体的な手法としては、たとえば(a)ポリアリーレンサルファイド樹脂の粉末および(b)フィラー、(c)化学発泡剤をバンバリーミキサー、ニーダー、ロール、単軸もしくは二軸の押出機などを用い、固相状態で均一ブレンドし、打錠機あるいは圧縮ロールを有する成形機により錠剤(タブレット)化することにより得ることができる。また、(a)ポリアリーレンサルファイド樹脂と、(b)フィラーとをバンバリーミキサー、ニーダー、ロールを用いて予めドライブレンド、もしくはドライブレンドしないで、単軸もしくは二軸の押出機などを用い、一度溶融混練し、冷却粉砕して粉末状としたのち、(c)化学発泡剤とドライブレンドし、打錠機あるいは圧縮ロールを有する成形機により錠剤(タブレット)化することも可能である。この場合、溶融混練に供する形状としては、溶融混練が可能であれば、粉末状でもペレット状でも特に制限はないが、(b)フィラーの分散不良による特性のバラツキを低減する点から粉末状あるいは粉砕品であることが好ましい。また、単軸もしくは2軸押出機を用いて、予め溶融混練した組成物を粉末状とする場合、(b)フィラーの使用量が多いと、流動性が悪化するため、ダイからの押出ができずペレット化が困難になる場合があるが、その場合には、特開平8−1663号公報に記載の如く、押出機のヘッド部を開放した状態で混練・押出すことも可能である。(b)フィラーが多量である場合、塊状の組成物が得られることもある。本発明においてはこれらの方法で予め溶融混練して得られたペレットもしくは塊状の組成物を必要により、冷却粉砕して粉末状とした後、(c)化学発泡剤とドライブレンドし錠剤化する。また、これらの方法を組み合わせて錠剤化することも可能である。すなわち、下記(イ)〜(ニ)から選択される原料を所望の含有量となるよう調整し、錠剤化することも可能である。
(イ)(a)ポリアリーレンサルファイド樹脂
(ロ)(b)フィラー
(ハ)(c)化学発泡剤
(ニ)(a)、(b)成分を溶融混練してなる組成物の塊状物および粉体(ただし、その他任意の添加剤成分を含んでいてもよい)
上記方法のうち、工程が簡素である点で、上記(イ)、(ロ)、(ハ)の原料および必要に応じて(ニ)の原料を固相状態で均一ブレンドした混合物を打錠機あるいは圧縮ロールを有する成形機により錠剤(タブレット)化する方法が好ましい。
【0037】
本発明においては、上記方法により錠剤を製造することにより、化学発泡剤に熱履歴を与えることなく、錠剤中に均一分散させ、成形に供することができる。そのため、成形時に加工性を損なうことなく、均質に発泡させることができ、均質な成形品特性を有する成形品が得られるのである。
【0038】
本発明の錠剤の錠剤形状としては、輸送時の形状保持性と成形時の易圧壊性を考慮した場合、例えば、円柱状、楕円柱状、円錐台形状、球状、楕円球状、鶏卵型形状、マセック型、円盤状、キュービック状、角柱状のものが挙げられる。なかでも加工時の計量安定性の点から円柱状、楕円柱状、円錐台形状、球状、楕円球状、鶏卵型形状、マセック型が好ましい。
【0039】
また、錠剤の錠剤サイズとしては、底面15mm直径以下×長さ20mm以下が好ましく、なかでも底面の直径または長さ(高さ)の最大値が15mm未満であることが好ましく、最小値が1mm以上であることが好ましい。なお、底面が円状でないものに関して、最大径、最小径の規定方法としては、外接円の最大直径で特定する場合、その最大直径が15mm未満、1mm以上であることが好ましく、更に好ましくは12mm以下、1.5mm以上であるのがよい。
【0040】
また、輸送時等の形状を安定に保つために、錠剤における打錠面の側面もしくは圧縮ロールでの圧縮面に対し、垂直に圧力をかけた時の圧縮破壊強度値(圧壊強度値)が、好ましくは5〜100N、より好ましくは15〜80Nである。好ましい圧壊強度値を得るための方法としては、例えば、本発明の効果を損なわない範囲で他の成分、脂肪酸金属塩、エステル系化合物、アミド基含有化合物、エポキシ系化合物、リン酸エステルの1種以上の添加剤を添加することにより、あるいは錠剤化工程において、原料供給ポケットに均一に原料を供給する方法、圧縮ロールの回転数を下げ圧縮ロール上での材料への加圧時間を延ばす方法、ホッパー内にフィードスクリューを用い、そのスクリューによりロール圧縮前において効果的な脱気と予備圧縮する方法などにより、高い錠剤密度が得られ、高い圧壊強度が得られる。なお、圧壊強度値の測定は、ロードセルなどの歪ゲージの上に錠剤を置き、その上から圧子を低速(好ましくは0.1〜2.0mm/sec)で降下させ、錠剤の圧縮破壊時に歪ゲージが示す圧力を測定する方法を用い行うことができる。かかる方法を用いることにより、錠剤を得ることが可能となる。
【0041】
本発明の錠剤を成形するにあたっての成形方法は、通常の成形方法(射出成形、射出圧縮成形、プレス成形、押出成形、トランスファー成形など)により、三次元成形品、シート、ケース(筐体)などに加工することができるが、生産性を考慮した場合、射出成形、射出圧縮成形あるいはプレス成形等が好ましく採用される。また、溶着部を有する場合は、熱板、振動、超音波、レーザーなどの一般的な溶着方法を用いることが可能である。かくして得られる成形品は、発泡セルの分散性が良好で、かつ機械特性、耐熱性に優れることを生かし、多くの用途に活用することができる。例えば、各種ケース、ギヤーケース、コネクター、リレーケース、スイッチ、バリコンケース、各種端子板、変成器、プリント配線板、パワーモジュールおよびそのハウジング、半導体、液晶ディスプレー部品、FDDキャリッジ、FDDシャーシ、アクチュエーター、シャーシ等のHDD部品、コンピューター関連部品などに代表される電気・電子部品、VTR部品、テレビ部品、アイロン、ヘアードライヤー、炊飯器部品、電子レンジ部品、音響部品、オーディオ・レーザーディスク(登録商標)・コンパクトディスク・デジタルビデオディスクなどの音声機器部品、照明部品、冷蔵庫部品、エアコン部品などに代表される家庭、事務電気製品部品、オフィスコンピューター関連部品、電話機関連部品、洗浄用治具、モーター部品、顕微鏡、双眼鏡、カメラ、時計などに代表される光学機器、精密機械関連部品、オルタネーターターミナル、オルタネーターコネクター、ICレギュレーター、ライトディマー用ポテンショメーターベース、モーターコア封止材、インシュレーター用部材、パワーシートギアハウジング、エアコン用サーモスタットベース、エアコンパネルスィッチ基板、ホーンターミナル、電装部品絶縁板、ランプハウジング、点火装置ケースなどの自動車・車両関連部品、パソコンハウジング、携帯電話ハウジング、電磁波などの遮蔽性を必要とする設置アンテナなどの部品などの筐体用途等幅広い分野、その他、気体・液体等のバリアー性を必要とする隔壁板、熱および電気絶縁性を必要とする用途、屋外設置用機器あるいは建築部材で有用に用いられ、特に耐熱性、形状の自由度が要求されている電気・電子部品のソケット、カバー、ハウジングなどの小型機構部品、ケース類などに有用である。
【実施例】
【0042】
以下、実施例を挙げて本発明を詳細に説明するが、本発明の骨子は以下の実施例にのみ限定されるものではない。
【0043】
参考例1 熱可塑性樹脂
(1)ポリアリーレンサルファイド樹脂
PPS―1の調製
撹拌機および底に弁の付いた20リットルオートクレーブに、47%水硫化ナトリウム(三協化成)2383g(20.0モル)、96%水酸化ナトリウム831g(19.9モル)、N−メチル−2−ピロリドン(NMP)3960g(40.0モル)、およびイオン交換水3000gを仕込み、常圧で窒素を通じながら225℃まで約3時間かけて徐々に加熱し、水4200gおよびNMP80gを留出した後、反応容器を160℃に冷却した。仕込みアルカリ金属硫化物1モル当たりの系内残存水分量は0.17モルであった。また、仕込みアルカリ金属硫化物1モル当たりの硫化水素の飛散量は0.021モルであった。
次に、p−ジクロロベンゼン(シグマアルドリッチ)2942g(20.0モル)、NMP1515g(15.3モル)を加え、反応容器を窒素ガス下に密封した。その後、400rpmで撹拌しながら、200℃から227℃まで0.8℃/分の速度で昇温し、次いで274℃まで0.6℃/分の速度で昇温し、274℃で50分保持した後、282℃まで昇温した。オートクレーブ底部の抜き出しバルブを開放し、窒素で加圧しながら、内容物を撹拌機付き容器に15分かけてフラッシュし、250℃でしばらく撹拌して大半のNMPを除去し、ポリアリーレンサルファイド(PPS)と塩類を含む固形物を回収した。
得られた固形物およびイオン交換水15120gを撹拌機付きオートクレーブに入れ、70℃で30分洗浄した後、ガラスフィルターで吸引濾過した。次いで70℃に加熱した17280gのイオン交換水をガラスフィルターに注ぎ込み、吸引濾過してケークを得た。
得られたケークおよびイオン交換水11880gを、撹拌機付きオートクレーブに仕込み、オートクレーブ内部を窒素で置換した後、192℃まで昇温し、30分保持した。その後オートクレーブを冷却して内容物を取り出した。
内容物をガラスフィルターで吸引濾過した後、これに70℃のイオン交換水17280gを注ぎ込み吸引濾過してケークを得た。得られたケークを80℃で熱風乾燥し、さらに120℃で24時間で真空乾燥することにより、乾燥PPSを得た。得られたPPS−1は、ポリスチレン換算の質量平均分子量が20000であった。
【0044】
PPS―2の調整
撹拌機付きの20リットルオートクレーブに、47%水硫化ナトリウム(三協化成)2383g(20.0モル)、96%水酸化ナトリウム848g(20.4モル)、N−メチル−2−ピロリドン(NMP)3267g(33モル)、酢酸ナトリウム531g(6.5モル)、及びイオン交換水3000gを仕込み、常圧で窒素を通じながら225℃まで約3時間かけて徐々に加熱し、水4200gおよびNMP80gを留出したのち、反応容器を160℃に冷却した。硫化水素の飛散量は、仕込みアルカリ金属硫化物1モル当たり0.018モルであった。次に、p−ジクロロベンゼン(シグマアルドリッチ)2974g(20.2モル)、NMP2594g(26.2モル)を加え、反応容器を窒素ガス下に密封し、400rpmで撹拌しながら、227℃まで0.8℃/分の速度で昇温し、その後270℃まで0.6℃/分の速度で昇温し270℃で140分保持した。その後250℃まで1.3℃/分の速度で冷却しながら684g(38モル)のイオン交換水をオートクレーブに圧入した。その後200℃まで0.4℃/分の速度で冷却した後、室温近傍まで急冷した。
内容物を取り出し、10リットルのNMPで希釈後、溶剤と固形物をふるい(80mesh)で濾別し、得られた粒子を20リットルの温水で数回洗浄、濾別した。次いで得られた粒子を9.8gの酢酸を含む20リットルの温水で洗浄、濾別した後、20リットルの温水で洗浄、濾別してポリアリーレンサルファイドポリマー粒子を得た。これを、80℃で熱風乾燥し、120℃で減圧乾燥した。得られたPPS−2は、ポリスチレン換算の質量平均分子量が52000であった。
なお、質量平均分子量は以下の方法で測定した。
ポリマー5mg、1−クロロナフタレン 5gをサンプル瓶に計り取り、210℃に設定した高温濾過装置(センシュー科学製SSC−9300)に入れ、5分間(1分間予備加熱、4分間攪拌)加熱した後、高温濾過装置から取り出し、室温になるまで放置し、サンプル調整を行った。ついで以下の測定条件で質量平均分子量を測定した。
・GPC測定条件
装置 : センシュー科学 SSC−7100
カラム名 : センシュー科学 GPC3506×1
溶離液 : 1−クロロナフタレン(1−CN)
検出器 : 示差屈折率検出器
検出器感度 : Range 8
検出器極性 : +
カラム温度 : 210℃
プレ恒温槽温度 : 250℃
ポンプ恒温槽温度 : 50℃
検出器温度 : 210℃
サンプル側流量 : 1.0mL/min
リファレンス側流量 : 1.0mL/min
試料注入量 : 300μL
検量線作成試料 : ポリスチレン。
【0045】
(2)ポリアミド樹脂
ナイロン6(PA6):CM1001(東レ社製)を液体窒素に浸し、サンプルミル(協立理工社製SK−M型)にて粉砕し、篩にて42メッシュパス、80メッシュオンで分級して数平均粒子径300μmのものを得た。
なお、上記において数平均粒子径は島津製作所社製レーザー回折式粒度分布測定装置を用いて測定した。
【0046】
参考例2 フィラー
アルミナ(AL):AL−33(破砕状フィラー、住友化学工業社製)
チタン酸バリウム(TB):BT−05(粒状フィラー、堺化学工業社製)
ガラス繊維(GF):EPDM70M10A(繊維状フィラー、日本電気硝子社製)
炭素繊維(CF):MLD30(繊維状フィラー、PAN系、東レ社製)
グラファイト(CFW):CFW−18A(鱗片状フィラー、中越黒鉛工業所社製)
後述の表中のフィラーサイズは、500gの試料をとり、そのサイズに相当する粗さの篩を用いて分級した時、篩上に残留しなかったことを表す。
【0047】
参考例3 化学発泡剤
アゾジカルボンアミド(ADCA):“ビニホール”AC#3(有機系熱分解型発泡剤、分解温度208℃、永和化成社製)。
炭酸水素ナトリウム(NAH):“セルボン”SC−K(無機系熱分解型発泡剤、分解温度150℃、永和化成社製)。
5−フェニルテトラゾール(PT):“セルテトラ”P5T(有機系熱分解型発泡剤、分解温度230℃、永和化成社製)。
なお、上記において分解温度は、パーキンエルマー社製熱重量測定装置Pyris1−TGAを用いて測定した。
参考例4 物理発泡剤
ヘキサン(HK):ヘキサン,脱水(有機系脂肪族炭化水素発泡剤、沸点68.7℃、和光純薬工業社製)
【0048】
実施例1〜10、比較例1〜4
参考例1の熱可塑性樹脂、参考例2に示したフィラー、および参考例3の化学発泡剤あるいは参考例4の物理発泡剤をヘンシェルミキサーで表1に示す量でブレンドし、自動原料供給フィーダーを備えた月島機械製ロータリー打錠機を用いて常温タブレット化により、7mm直径×3mm長の円柱状のタブレット(錠剤)(最大値7mm、最小値3mm)を得た。ついで、得られた各タブレットを110℃の熱風乾燥器で8時間乾燥した後に、下記の評価を行った。
【0049】
比較例5
参考例1のポリアリーレンサルファイド樹脂、参考例2に示したフィラー、および参考例3の化学発泡剤の所定量をヘンシェルミキサーで表1に示す量でブレンドし、PCM30(2軸押出機;池貝社製)にて表1示す樹脂温度で溶融混練を行い、ペレットを得た。ついで、得られたペレットを110℃の熱風乾燥器で8時間乾燥した後に、下記の評価を行った。
【0050】
実施例11
実施例4の錠剤を用いて、表1に示す樹脂温度、金型温度の温度条件で、成形下限圧+5MPaで、図1に示す箱形射出成形品(外形寸法が50mm×幅50mm×奥行き50mm×成形品厚み1.5mm)を成形し、その箱形射出成形品にパソコンのCPUプロセッサを設置し、パソコンを作動させ、10時間後の成形品の変形状態を観察した結果、形状変形が無く、良好に作動した。このことから、実際に、電気・電子部品として使用可能である。
【0051】
【表1】
【0052】
(1)圧壊強度(圧縮破壊強度)
ロードセルの上に錠剤を置き、その上から圧縮面が16mmφの平面である圧子を0.4mm/sec低速で降下させ、錠剤圧縮破壊時にロードセルが示す圧力を測定した。なお、使用した圧壊強度測定器について示す。
圧力印可部:リニアモーテーション(オリエンタルモーター社製)、6RK60RGK−AM、60W(モーター部)、6LF13−1A(リニアヘッド部)、MAX140kgf
表示器:ASG−156A−42−17−1(アサヒ計器社製)、0.1〜300kgf、分解能1/3000
【0053】
(2)曲げ強度および強度バラツキ(発泡均一性)
UH1000(80t)射出成形機(日精樹脂工業社製)を用い、表1に示す樹脂温度、金型温度の温度条件で、100mm×100mm×3mm厚(フィルムゲート)の角形成形品を成形下限圧+5MPaで25枚成形し、流れ方向に沿って成形品中心を基点として両側に12.7mm幅で各2枚、計4枚曲げ強度試験片をそれぞれ作成した。次いで得られた成形品をASTM D790に準拠し、曲げ強度の測定を行い、中心付近曲げ強度の平均値と両端部曲げ強度の平均値をそれぞれの角形成形品1枚ごとに下記式(a)により強度差を算出する。これを25枚について行い、その25枚分の強度差の最大と最小の差の絶対値を求めた(最大値と最小値の差が0に近いほど強度バラツキが少なく、発泡均一性に優れる)。
強度差(MPa)=中心付近試験片曲げ強度平均値−両端部試験片曲げ強度平均値・・・(a)
また、全ての曲げ強度の測定値を平均して曲げ強度とした。
【0054】
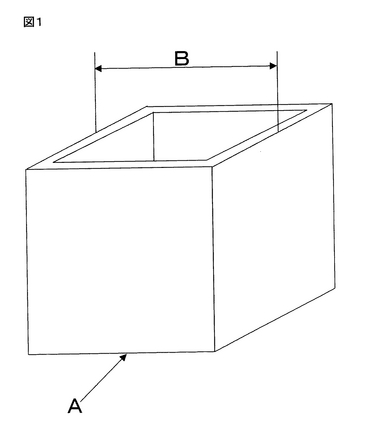
(3)耐熱性(成形品変形量)
UH1000(80t)射出成形機(日精樹脂工業社製)を用い、表1に示す樹脂温度、金型温度の温度条件で、成形下限圧+5MPaで、図1に示す箱形射出成形品(外形寸法が50mm×幅50mm×奥行き50mm×成形品厚み1.5mm)を50個成形し、この箱形成形品50個について底面Aを上向きに設置し、パーフェクトオーブン(エスペック社製PVH−331)を用いて200℃、3時間加熱処理を行った。その後、図1に示すBで示す長さを測定し、以下式から、成形品変形量を評価した(なお、評価は、変形量の平均値が1mm未満であれば◎、1mm以上3mm未満であれば○、3mm以上であれば×とした。変形量が少ないほど耐熱性に優れる)。
変形量の平均値=熱処理前寸法平均値(50個)―熱処理後寸法平均値(50個)
【0055】
(4)表面外観
UH1000(80t)射出成形機(日精樹脂工業社製)を用い、表1の樹脂温度、金型温度、成形下限圧+5MPaの条件で、50mm×50mm×厚さ3mmの角形成形品(フィルムゲート)を成形し、得られた成形品表面の外観観察を行った(評価は、◎:表面波打ちおよび表面荒れがなく良好な外観、○:表面波打ちはないが若干表面荒れ、×:表面が波打っている状態)。
【0056】
表1の結果から明らかなように本発明の錠剤によれば、従来困難とされていたポリアリーレンサルファイド樹脂における発泡体の発泡セルの均一分散性を大幅に改良され、また得られた成形品は、耐熱性と機械強度を高位で達成していることがわかる。また、射出成形が可能であることから、耐熱性や強度が必要とされる電気電子部品の機構部品やカバー、ケースなどへの展開を図ることが可能となる。
【図面の簡単な説明】
【0057】
【図1】図1は実施例において耐熱性評価に用いた、箱形射出成形品の斜視図である。
【符号の説明】
【0058】
A:底面
B:耐熱性評価測定部
【技術分野】
【0001】
本発明は、組成物の加工時の熱分解を抑制することで発泡セルの均一分散を可能にした、機械強度および耐熱性に優れた成形品を与える錠剤、その製造方法およびそれからなる電気・電子部品の取得に関するものである。
【背景技術】
【0002】
近年、電子機器、自動車機器、科学機器などを構成する部品材料には機器の小型化や軽量化を目的として金属部材から、軽量性に優れる熱可塑性樹脂による部材の使用が拡大しているが、より軽量でかつ表面外観や強度等の特性に優れた材料が求められている。軽量化の技術として樹脂発泡体技術がある。樹脂発泡体を作製する方法には樹脂に化学発泡剤を混合する方法(化学発泡)、水や溶媒等の液状物を、あるいは窒素等の気体をそのままで、もしくは超臨界流体等の状態で加工時に直接混合する方法(物理発泡)がある。
【0003】
しかし、上記物理発泡法では、射出成形において均一に発泡させることが困難であり、また比較的均一発泡体が得られるとされている超臨界流体を用いる方法においても、樹脂への超臨界状流体の溶解・含浸が十分でない上に、射出圧力の分布により未発泡部位が生じやすいという問題から、容易に均一な発泡構造を得ることは困難であった。また、熱可塑性樹脂に超臨界流体を含浸させる機構が複雑で高価であることから、成形品コストが上昇する問題を抱えている。
【0004】
一方、安価かつ容易なことから、一般的に広く用いられている化学発泡による手法においては、一般的に使用されている化学発泡剤の分解温度が100℃〜250℃程度のものが主流であるため、とりわけ耐熱性に優れたポリアリーレンサルファイド樹脂に用い得る発泡剤は限定されているのが実状である。
【0005】
例えば、特許文献1には化学発泡剤を用いる技術としてポリアリーレンサルファイド樹脂と繊維状補強材に特定の化学発泡剤を添加することで溶融混練、射出成形が可能となり、反り変形量が改善された成形品が得られることが開示されている。
【0006】
しかしながら、特許文献1に記載の方法によると溶融混練してペレットを作成する時に発泡剤の一部が分解するため、射出成形時に加工性を損なったり、また得られた成形品は特性にバラツキを生じ、発泡効果が十分に発揮されないという問題があった。
【0007】
一方、ポリアリーレンサルファイド樹脂などの熱可塑性樹脂とフィラーの錠剤を取得する方法が特許文献2に開示されている。
【特許文献1】特開平7−216126号公報(第1頁、実施例)
【特許文献2】国際公開第02/94529号パンフレット(第3頁、実施例)
【発明の開示】
【発明が解決しようとする課題】
【0008】
そこで、本発明は上述の問題を鑑み、解消すること、即ち、課題であった組成物の加工時の熱分解を抑制し、かつ、機械強度、耐熱性に優れた成形品を与える錠剤、その製造方法、それからなる成形品および電気・電子部品を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記の目的を達成するために鋭意検討を重ねた結果、本発明に至った。
【0010】
すなわち本発明は、
(1)(a)ポリアリーレンサルファイド樹脂と(b)フィラーの組成比が(a)ポリアリーレンサルファイド樹脂5〜65容量%、(b)フィラー95〜35容量%である組成物の合計100質量部に対し、(c)化学発泡剤を0.1〜10質量部含有してなる錠剤、
(2)(c)化学発泡剤が有機系熱分解型発泡剤である上記(1)記載の錠剤、
(3)有機系熱分解型発泡剤の分解温度が150℃以上であることを特徴とする上記(2)記載の錠剤、
(4)(a)ポリアリーレンサルファイド樹脂5〜65容量%と(b)フィラー95〜35容量%および(a)と(b)の合計100質量部に対して、(c)化学発泡剤0.1〜10質量部となるように下記(イ)〜(ニ)から選択した原料を圧縮成形してなる上記(1)〜(3)いずれか記載の錠剤の製造方法。
(イ)(a)ポリアリーレンサルファイド樹脂
(ロ)(b)フィラー
(ハ)(c)化学発泡剤
(ニ)(a)、(b)成分を溶融混練してなる組成物の塊状物および粉体、
(5)上記(1)〜(4)のいずれか記載の錠剤を溶融成形してなる成形品、
(6)上記(1)〜(4)のいずれか記載の錠剤を射出成形、射出圧縮成形あるいはプレス成形してなる電気・電子部品である。
【発明の効果】
【0011】
本発明の錠剤およびそれから得られる成形品、電気・電子部品は、従来得られなかった耐熱性と機械強度が均衡して優れ、かつ、発泡セルの分散性が優れることから、耐熱性および機械強度を要する部位に用いることが可能となることから、極めて多くの用途に実用的に用いることができる。
【発明を実施するための最良の形態】
【0012】
本発明で用いられる(a)ポリアリーレンサルファイド樹脂としては、ポリフェニレンスルフィド(以下、PPSと略す場合もある)、ポリフェニレンスルフィドスルホン、ポリフェニレンスルフィドケトン、これらのランダム共重合体、ブロック共重合体およびそれらの混合物などが挙げられる。
【0013】
中でもポリフェニレンスルフィドが特に好ましく使用される。かかるポリフェニレンスルフィドは、下記構造式で示される繰り返し単位を好ましくは70モル%以上、より好ましくは90モル%以上含む重合体であり、上記繰り返し単位が70モル%以上の場合には、耐熱性が優れる点で好ましい。
【0014】
【化1】
【0015】
また、かかるポリフェニレンスルフィドは、その繰り返し単位の30モル%以下を、下記の構造式を有する繰り返し単位などで構成することが可能であり、ランダム共重合体、ブロック共重合体であってもよく、それらの混合物であってもよい。
【0016】
【化2】
【0017】
かかるポリアリーレンサルファイド樹脂は、通常公知の方法、つまり特公昭45−3368号公報に記載される比較的分子量の小さな重合体を得る方法あるいは特公昭52−12240号公報や特開昭61−7332号公報に記載される比較的分子量の大きな重合体を得る方法などによって製造することができる。
【0018】
本発明においては、上記のようにして得られたポリアリーレンサルファイド樹脂を、空気中加熱による架橋/高分子量化、窒素などの不活性ガス雰囲気下あるいは減圧下での熱処理、有機溶媒、熱水、酸水溶液などによる洗浄、酸無水物、アミン、イソシアネート、官能基含有ジスルフィド化合物などの官能基含有化合物による活性化などの種々の処理を施した上で使用することも、もちろん可能である。
【0019】
ポリアリーレンサルファイド樹脂を加熱により架橋/高分子量化する場合の具体的方法としては、空気、酸素などの酸化性ガス雰囲気下あるいは前記酸化性ガスと窒素、アルゴンなどの不活性ガスとの混合ガス雰囲気下で、加熱容器中で所定の温度において希望する溶融粘度が得られるまで加熱を行う方法を例示することができる。この場合の加熱処理温度としては、好ましくは150〜280℃、より好ましくは200〜270℃の範囲が選択して使用され、処理時間としては、好ましくは0.5〜100時間、より好ましくは2〜50時間の範囲が選択されるが、この両者をコントロールすることによって、目標とする粘度レベルを得ることができる。
【0020】
ポリアリーレンサルファイド樹脂を窒素などの不活性ガス雰囲気下あるいは減圧下で熱処理する場合の具体的方法としては、窒素などの不活性ガス雰囲気下あるいは減圧(好ましくは7,000Nm−2以下)下で、加熱処理温度150〜280℃、好ましくは200〜270℃、加熱時間0.5〜100時間、好ましくは2〜50時間の条件で加熱処理する方法を例示することができる。かかる加熱処理の装置は、通常の熱風乾燥機でもまた回転式あるいは撹拌翼付の加熱装置であってもよいが、効率よくしかもより均一に処理する場合は、回転式あるいは撹拌翼付の加熱装置を用いるのがより好ましい。
【0021】
ポリアリーレンサルファイド樹脂を有機溶媒で洗浄する場合に、洗浄に用いる有機溶媒としては、ポリアリーレンサルファイド樹脂を分解する作用などを有しないものであれば特に制限はなく使用することができる。例えばN−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミドなどの含窒素極性溶媒、ジメチルスルホキシド、ジメチルスルホンなどのスルホキシド・スルホン系溶媒、アセトン、メチルエチルケトン、ジエチルケトン、アセトフェノンなどのケトン系溶媒、ジメチルエーテル、ジプロピルエーテル、テトラヒドロフランなどのエーテル系溶媒、クロロホルム、塩化メチレン、トリクロロエチレン、2塩化エチレン、ジクロロエタン、テトラクロロエタン、クロロベンゼンなどのハロゲン系溶媒、メタノール、エタノール、プロパノール、ブタノール、ペンタノール、エチレングリコール、プロピレングリコール、フェノール、クレゾール、ポリエチレングリコールなどのアルコール・フェノール系溶媒、およびベンゼン、トルエン、キシレンなどの芳香族炭化水素系溶媒などが使用される。これらの有機溶媒のなかでも、特にN−メチルピロリドン、アセトン、ジメチルホルムアミドおよびクロロホルムなどが好ましく使用される。また、これらの有機溶媒は、1種類または2種類以上の混合で使用される。
【0022】
かかる有機溶媒による洗浄の具体的方法としては、有機溶媒中にポリアリーレンサルファイド樹脂を浸漬せしめるなどの方法があり、必要により適宜撹拌または加熱することも可能である。有機溶媒でポリアリーレンサルファイド樹脂を洗浄する際の洗浄温度については特に制限はなく、常温〜300℃程度の任意の温度が選択できる。洗浄温度が高くなるほど洗浄効率が高くなる傾向があるが、通常は常温〜150℃の洗浄温度で十分な効果が得られる。なお、有機溶媒洗浄を施されたポリアリーレンサルファイド樹脂は、残留している有機溶媒を除去するため、水で数回洗浄することが好ましい。上記水洗浄の温度は50〜90℃であることが好ましく、60〜80℃であることがより好ましい。
【0023】
ポリアリーレンサルファイド樹脂を熱水(好ましくは100〜220℃)で処理する場合の具体的方法としては、以下の方法を例示することができる。すなわち、熱水洗浄によるポリアリーレンサルファイド樹脂の好ましい化学的変性の効果を発現するために、使用する水は蒸留水あるいは脱イオン水であることが好ましい。熱水処理の操作は、通常、所定量の水に所定量のポリアリーレンサルファイド樹脂を投入し、常圧であるいは圧力容器内で加熱、撹拌することにより行われる。ポリアリーレンサルファイド樹脂と水との割合は、水の多い方がよく、好ましくは水1リットルに対し、ポリアリーレンサルファイド樹脂200g以下の浴比で使用される。
【0024】
ポリアリーレンサルファイド樹脂を酸処理する場合の具体的方法としては、以下の方法を例示することができる。すなわち、酸または酸の水溶液にポリアリーレンサルファイド樹脂を浸漬せしめるなどの方法があり、必要により適宜撹拌または加熱することも可能である。用いられる酸としては、ポリアリーレンサルファイド樹脂を分解する作用を有しないものであれば特に制限はなく、ギ酸、酢酸、プロピオン酸、酪酸などの脂肪族飽和モノカルボン酸、クロロ酢酸、ジクロロ酢酸などのハロ置換脂肪族飽和カルボン酸、アクリル酸、クロトン酸などの脂肪族不飽和モノカルボン酸、安息香酸、サリチル酸などの芳香族カルボン酸、シュウ酸、マロン酸、コハク酸、フタル酸、フマル酸などのジカルボン酸、および硫酸、リン酸、塩酸、炭酸、珪酸などの無機酸性化合物などが用いられる。これらの酸のなかでも、特に酢酸、塩酸がより好ましく用いられる。酸処理を施されたポリアリーレンサルファイド樹脂は、残留している酸または塩などを除去するため、水で数回洗浄することが好ましい。上記水洗浄の温度は50〜90℃であることが好ましく、60〜80℃であることが特に好ましい。また、洗浄に用いる水は、酸処理によるポリアリーレンサルファイド樹脂の好ましい化学的変性の効果を損なわない意味で、蒸留水または脱イオン水であることが好ましい。
本発明で用いられるポリアリーレンスルフィド樹脂の質量平均分子量は、フィラーを多く充填することを可能とするためにポリスチレン換算における質量平均分子量が50000以下であることが好ましく、40000以下がより好ましく、25000以下であることが特に好ましい。質量平均分子量の下限については特に制限はないが、滞留安定性等を考慮した場合、1500以上であることが好ましい。ここで質量平均分子量はGPCにより測定し、スチレン換算で求めた値である。また質量平均分子量の異なる2種以上のポリアリーレンサルファイド樹脂を併用して用いてもよい。
【0025】
本発明に用いる(b)フィラーとしては、繊維状もしくは、板状、鱗片状、粒状、不定形状、破砕品など非繊維状の充填剤が挙げられ、具体的には例えば、ガラス繊維、PAN系やピッチ系の炭素繊維、ステンレス繊維、アルミニウム繊維や黄銅繊維などの金属繊維、芳香族ポリアミド繊維などの有機繊維、石膏繊維、セラミック繊維、アスベスト繊維、ジルコニア繊維、アルミナ繊維、シリカ繊維、酸化チタン繊維、炭化ケイ素繊維、ロックウール、チタン酸カリウムウィスカー、チタン酸バリウムウィスカー、ほう酸アルミニウムウィスカー、窒化ケイ素ウィスカー、炭化ケイ素ウィスカー、マイカ、タルク、カオリン、シリカ、炭酸カルシウム、ガラスビーズ、ガラスフレーク、ガラスマイクロバルーン、クレー、二硫化モリブデン、ワラステナイト、ベリリア、アルミナ、窒化アルミニウム、窒化ホウ素、酸化マグネシウム、酸化チタン、酸化亜鉛、ポリリン酸カルシウム、グラファイト、金属粉、金属フレーク、金属リボン、金属酸化物、カーボン粉末、黒鉛、カーボンフレーク、鱗片状カーボン、カーボンナノチューブなどが挙げられる。金属粉、金属フレーク、金属リボンの金属種の具体例としては銀、ニッケル、銅、亜鉛、アルミニウム、ステンレス、鉄、黄銅、クロム、錫などが例示できる。ガラス繊維あるいは炭素繊維の種類は、一般に樹脂の強化用に用いるものなら特に限定はなく、例えば長繊維タイプや短繊維タイプのチョップドストランド、ミルドファイバーなどから選択して用いることができる。
【0026】
また、上記の充填剤は機械強度と成形品そりのバランスを得るために2種以上を併用して使用することもでき、例えば、ガラス繊維とアルミナあるいはマイカ、ガラス繊維とガラスビーズ、炭素繊維とアルミナあるいはマイカ、炭素繊維と黒鉛等が挙げられる。
【0027】
なお、本発明に使用する上記の充填剤はその表面を公知のカップリング剤(例えば、シラン系カップリング剤、チタネート系カップリング剤など)、その他の表面処理剤で処理して用いることもできる。また、上記の充填剤は、導電性物質で被覆して用いることもできる。
【0028】
また、ガラス繊維はエチレン/酢酸ビニル共重合体などの熱可塑性樹脂、エポキシ樹脂などの熱硬化性樹脂で被覆あるいは集束されていてもよい。
【0029】
本発明において(a)ポリアリーレンサルファイド樹脂と(b)フィラーの合計量100容量%に対して、(a)ポリアリーレンサルファイド樹脂5〜65容量%、(b)フィラー95〜35容量%であり、(a)ポリアリーレンサルファイド樹脂5〜50容量%、(b)フィラー95〜50容量%であることが好ましく、(a)ポリアリーレンサルファイド樹脂10〜45容量%、(b)フィラー90〜55容量%がより好ましく、(a)ポリアリーレンサルファイド樹脂15〜40容量%、(b)フィラー85〜60容量%であることがさらに好ましい。
【0030】
上記(b)フィラーの配合量が、35容量%未満であるとフィラーによる補強効果が不十分であり、得られた成形品の耐熱性、強度が低下する。95容量%を越えると、成形加工時の流動性が著しく低下し、成形品の取得が困難となる。
本発明に用いる(c)化学発泡剤は、溶融加工時等の熱によりそれ自身が分解して少なくとも一部が気体となり、樹脂組成物を発泡させるものである。この他の発泡剤としては、水や溶媒等の液状物(溶融加工時の熱により、気化して樹脂組成物等を発泡させるもの)および窒素等の気体等(加工時に直接混合して樹脂組成物を発泡させるもの)の物理発泡剤があるが、本発明においては化学発泡剤を用いることが必要である。このような化学発泡剤としては、有機系熱分解型発泡剤、無機系熱分解型発泡剤があり、有機系熱分解型発泡剤の具体例としては、アゾジカルボンアミド、アゾビスイソブチロニトリル、バリウムアゾジカルボキシレートなどのアゾ化合物、N,N−ジニトロソペンタメチレンテトラミンなどのニトロソ化合物、4,4−オキシビスベンゼンスルホニルヒドラジド、ヒドラジンカルボンアミドなどのヒドラジン誘導体、ビステトラゾール・ジアンモニウム、ビステトラゾール・ピペラジン、ビステトラゾール・ジグアニジン、5−フェニールテトラゾールなどのテトラゾール化合物、アジド化合物、セミカルバジド化合物などが挙げられる。また、無機系熱分解型発泡剤の具体例としては、炭酸水素ナトリウムなどの重炭酸塩、炭酸塩、亜硝酸塩、水素化物などが挙げられる。これらは、1種類あるいは2種類以上を混合して使用することができる。
【0031】
上述した、化学発泡剤のうち錠剤取得性、機械的性質の点から有機系熱分解型発泡剤が好ましく用いられる。
【0032】
さらに、有機系熱分解型発泡剤のうち成形性や、機械的性質の点から有機系熱分解型発泡剤として分解温度が150℃以上のものが好ましく用いられる。なかでも、180℃以上のものがより好ましく、200℃以上のものであることがさらに好ましい。分解温度の上限については特に制限はないが、溶融加工時の滞留安定性等を考慮した場合、380℃以下であることが好ましい。ここでいう分解温度は熱重量分析計により測定して求めた値である。
【0033】
さらに発泡剤の分解温度を調節するために公知の助剤が必要に応じて併用される。これらの助剤としてはサリチル酸、ステアリン酸、アジピン酸、尿素、ステアリン酸カルシウム、ステアリン酸カルシウム、ステアリン酸カドミウム、ステアリン酸鉛などが挙げられる。
【0034】
本発明において(c)化学発泡剤の配合量は、(a)ポリアリーレンサルファイド樹脂と(b)フィラーの合計100質量部に対し、0.1〜10質量部であり、0.5〜5質量部が好ましく、1〜3質量部であることがより好ましい。上記化学発泡剤の配合量は、0.1質量部未満であると混合物の溶融加工時に発泡が少なく、成形品全体に発泡セルが均一に分散せず、成形品強度にバラツキが生じる。10質量部を越えると成形加工時に著しく発泡が生じる。あるいは、得られた成形品の外観不良、さらには成形品強度が著しく低下する。
【0035】
本発明の錠剤には、本発明の効果を損なわない範囲で他の成分、例えば酸化防止剤や耐熱安定剤(ヒンダードフェノール系、ヒドロキノン系、ホスファイト系およびこれらの置換体等)、耐候剤(レゾルシノール系、サリシレート系、ベンゾトリアゾール系、ベンゾフェノン系、ヒンダードアミン系等)、離型剤及び滑剤(モンタン酸及びその金属塩、そのエステル、そのハーフエステル、ステアリルアルコール、ステアラミド、各種ビスアミド、ビス尿素及びポリエチレンワックス等)、顔料(硫化カドミウム、フタロシアニン、着色用カーボンブラック等)、染料(ニグロシン等)、結晶核剤(タルク、シリカ、カオリン、クレー等)、可塑剤(p−オキシ安息香酸オクチル、N−ブチルベンゼンスルホンアミド等)、帯電防止剤(アルキルサルフェート型アニオン系帯電防止剤、4級アンモニウム塩型カチオン系帯電防止剤、ポリオキシエチレンソルビタンモノステアレートのような非イオン系帯電防止剤、ベタイン系両性帯電防止剤等)、難燃剤(例えば、赤燐、燐酸エステル、メラミンシアヌレート、水酸化マグネシウム、水酸化アルミニウム等の水酸化物、ポリリン酸アンモニウム、臭素化ポリスチレン、臭素化ポリフェニレンエーテル、臭素化ポリカーボネート、臭素化エポキシ樹脂あるいはこれらの臭素系難燃剤と三酸化アンチモンとの組み合わせ等)、他の重合体を添加することができる。
【0036】
本発明において、錠剤とは、粉末状の原料を含む原料を固相状態で押し固めた粒状物をいうが、かかる錠剤は、粉末状の原料を含む原料を固相状態で圧縮成形することにより得ることができる。なお、上記において固相状態とは、原料に含まれる熱可塑性樹脂成分が溶融していない状態であることを意味する。圧縮成形には、打錠機(ロータリー、単発式、2連式、3連式)あるいはブリケットマシンなどの圧縮ロールを有する成形機を用いることが好ましい。上記粉末状の原料としては、錠剤中に含有せしめるべき、ポリアリーレンサルファイド樹脂の粉末、フィラー、化学発泡剤などが挙げられるが、予めポリアリーレンサルファイド樹脂とフィラーとを溶融混練して得られる組成物の塊状物、または粉末を用いることもでき、これらの一種以上を所望の組成となるよう適宜選択して用いることができる。
錠剤化の具体的な手法としては、たとえば(a)ポリアリーレンサルファイド樹脂の粉末および(b)フィラー、(c)化学発泡剤をバンバリーミキサー、ニーダー、ロール、単軸もしくは二軸の押出機などを用い、固相状態で均一ブレンドし、打錠機あるいは圧縮ロールを有する成形機により錠剤(タブレット)化することにより得ることができる。また、(a)ポリアリーレンサルファイド樹脂と、(b)フィラーとをバンバリーミキサー、ニーダー、ロールを用いて予めドライブレンド、もしくはドライブレンドしないで、単軸もしくは二軸の押出機などを用い、一度溶融混練し、冷却粉砕して粉末状としたのち、(c)化学発泡剤とドライブレンドし、打錠機あるいは圧縮ロールを有する成形機により錠剤(タブレット)化することも可能である。この場合、溶融混練に供する形状としては、溶融混練が可能であれば、粉末状でもペレット状でも特に制限はないが、(b)フィラーの分散不良による特性のバラツキを低減する点から粉末状あるいは粉砕品であることが好ましい。また、単軸もしくは2軸押出機を用いて、予め溶融混練した組成物を粉末状とする場合、(b)フィラーの使用量が多いと、流動性が悪化するため、ダイからの押出ができずペレット化が困難になる場合があるが、その場合には、特開平8−1663号公報に記載の如く、押出機のヘッド部を開放した状態で混練・押出すことも可能である。(b)フィラーが多量である場合、塊状の組成物が得られることもある。本発明においてはこれらの方法で予め溶融混練して得られたペレットもしくは塊状の組成物を必要により、冷却粉砕して粉末状とした後、(c)化学発泡剤とドライブレンドし錠剤化する。また、これらの方法を組み合わせて錠剤化することも可能である。すなわち、下記(イ)〜(ニ)から選択される原料を所望の含有量となるよう調整し、錠剤化することも可能である。
(イ)(a)ポリアリーレンサルファイド樹脂
(ロ)(b)フィラー
(ハ)(c)化学発泡剤
(ニ)(a)、(b)成分を溶融混練してなる組成物の塊状物および粉体(ただし、その他任意の添加剤成分を含んでいてもよい)
上記方法のうち、工程が簡素である点で、上記(イ)、(ロ)、(ハ)の原料および必要に応じて(ニ)の原料を固相状態で均一ブレンドした混合物を打錠機あるいは圧縮ロールを有する成形機により錠剤(タブレット)化する方法が好ましい。
【0037】
本発明においては、上記方法により錠剤を製造することにより、化学発泡剤に熱履歴を与えることなく、錠剤中に均一分散させ、成形に供することができる。そのため、成形時に加工性を損なうことなく、均質に発泡させることができ、均質な成形品特性を有する成形品が得られるのである。
【0038】
本発明の錠剤の錠剤形状としては、輸送時の形状保持性と成形時の易圧壊性を考慮した場合、例えば、円柱状、楕円柱状、円錐台形状、球状、楕円球状、鶏卵型形状、マセック型、円盤状、キュービック状、角柱状のものが挙げられる。なかでも加工時の計量安定性の点から円柱状、楕円柱状、円錐台形状、球状、楕円球状、鶏卵型形状、マセック型が好ましい。
【0039】
また、錠剤の錠剤サイズとしては、底面15mm直径以下×長さ20mm以下が好ましく、なかでも底面の直径または長さ(高さ)の最大値が15mm未満であることが好ましく、最小値が1mm以上であることが好ましい。なお、底面が円状でないものに関して、最大径、最小径の規定方法としては、外接円の最大直径で特定する場合、その最大直径が15mm未満、1mm以上であることが好ましく、更に好ましくは12mm以下、1.5mm以上であるのがよい。
【0040】
また、輸送時等の形状を安定に保つために、錠剤における打錠面の側面もしくは圧縮ロールでの圧縮面に対し、垂直に圧力をかけた時の圧縮破壊強度値(圧壊強度値)が、好ましくは5〜100N、より好ましくは15〜80Nである。好ましい圧壊強度値を得るための方法としては、例えば、本発明の効果を損なわない範囲で他の成分、脂肪酸金属塩、エステル系化合物、アミド基含有化合物、エポキシ系化合物、リン酸エステルの1種以上の添加剤を添加することにより、あるいは錠剤化工程において、原料供給ポケットに均一に原料を供給する方法、圧縮ロールの回転数を下げ圧縮ロール上での材料への加圧時間を延ばす方法、ホッパー内にフィードスクリューを用い、そのスクリューによりロール圧縮前において効果的な脱気と予備圧縮する方法などにより、高い錠剤密度が得られ、高い圧壊強度が得られる。なお、圧壊強度値の測定は、ロードセルなどの歪ゲージの上に錠剤を置き、その上から圧子を低速(好ましくは0.1〜2.0mm/sec)で降下させ、錠剤の圧縮破壊時に歪ゲージが示す圧力を測定する方法を用い行うことができる。かかる方法を用いることにより、錠剤を得ることが可能となる。
【0041】
本発明の錠剤を成形するにあたっての成形方法は、通常の成形方法(射出成形、射出圧縮成形、プレス成形、押出成形、トランスファー成形など)により、三次元成形品、シート、ケース(筐体)などに加工することができるが、生産性を考慮した場合、射出成形、射出圧縮成形あるいはプレス成形等が好ましく採用される。また、溶着部を有する場合は、熱板、振動、超音波、レーザーなどの一般的な溶着方法を用いることが可能である。かくして得られる成形品は、発泡セルの分散性が良好で、かつ機械特性、耐熱性に優れることを生かし、多くの用途に活用することができる。例えば、各種ケース、ギヤーケース、コネクター、リレーケース、スイッチ、バリコンケース、各種端子板、変成器、プリント配線板、パワーモジュールおよびそのハウジング、半導体、液晶ディスプレー部品、FDDキャリッジ、FDDシャーシ、アクチュエーター、シャーシ等のHDD部品、コンピューター関連部品などに代表される電気・電子部品、VTR部品、テレビ部品、アイロン、ヘアードライヤー、炊飯器部品、電子レンジ部品、音響部品、オーディオ・レーザーディスク(登録商標)・コンパクトディスク・デジタルビデオディスクなどの音声機器部品、照明部品、冷蔵庫部品、エアコン部品などに代表される家庭、事務電気製品部品、オフィスコンピューター関連部品、電話機関連部品、洗浄用治具、モーター部品、顕微鏡、双眼鏡、カメラ、時計などに代表される光学機器、精密機械関連部品、オルタネーターターミナル、オルタネーターコネクター、ICレギュレーター、ライトディマー用ポテンショメーターベース、モーターコア封止材、インシュレーター用部材、パワーシートギアハウジング、エアコン用サーモスタットベース、エアコンパネルスィッチ基板、ホーンターミナル、電装部品絶縁板、ランプハウジング、点火装置ケースなどの自動車・車両関連部品、パソコンハウジング、携帯電話ハウジング、電磁波などの遮蔽性を必要とする設置アンテナなどの部品などの筐体用途等幅広い分野、その他、気体・液体等のバリアー性を必要とする隔壁板、熱および電気絶縁性を必要とする用途、屋外設置用機器あるいは建築部材で有用に用いられ、特に耐熱性、形状の自由度が要求されている電気・電子部品のソケット、カバー、ハウジングなどの小型機構部品、ケース類などに有用である。
【実施例】
【0042】
以下、実施例を挙げて本発明を詳細に説明するが、本発明の骨子は以下の実施例にのみ限定されるものではない。
【0043】
参考例1 熱可塑性樹脂
(1)ポリアリーレンサルファイド樹脂
PPS―1の調製
撹拌機および底に弁の付いた20リットルオートクレーブに、47%水硫化ナトリウム(三協化成)2383g(20.0モル)、96%水酸化ナトリウム831g(19.9モル)、N−メチル−2−ピロリドン(NMP)3960g(40.0モル)、およびイオン交換水3000gを仕込み、常圧で窒素を通じながら225℃まで約3時間かけて徐々に加熱し、水4200gおよびNMP80gを留出した後、反応容器を160℃に冷却した。仕込みアルカリ金属硫化物1モル当たりの系内残存水分量は0.17モルであった。また、仕込みアルカリ金属硫化物1モル当たりの硫化水素の飛散量は0.021モルであった。
次に、p−ジクロロベンゼン(シグマアルドリッチ)2942g(20.0モル)、NMP1515g(15.3モル)を加え、反応容器を窒素ガス下に密封した。その後、400rpmで撹拌しながら、200℃から227℃まで0.8℃/分の速度で昇温し、次いで274℃まで0.6℃/分の速度で昇温し、274℃で50分保持した後、282℃まで昇温した。オートクレーブ底部の抜き出しバルブを開放し、窒素で加圧しながら、内容物を撹拌機付き容器に15分かけてフラッシュし、250℃でしばらく撹拌して大半のNMPを除去し、ポリアリーレンサルファイド(PPS)と塩類を含む固形物を回収した。
得られた固形物およびイオン交換水15120gを撹拌機付きオートクレーブに入れ、70℃で30分洗浄した後、ガラスフィルターで吸引濾過した。次いで70℃に加熱した17280gのイオン交換水をガラスフィルターに注ぎ込み、吸引濾過してケークを得た。
得られたケークおよびイオン交換水11880gを、撹拌機付きオートクレーブに仕込み、オートクレーブ内部を窒素で置換した後、192℃まで昇温し、30分保持した。その後オートクレーブを冷却して内容物を取り出した。
内容物をガラスフィルターで吸引濾過した後、これに70℃のイオン交換水17280gを注ぎ込み吸引濾過してケークを得た。得られたケークを80℃で熱風乾燥し、さらに120℃で24時間で真空乾燥することにより、乾燥PPSを得た。得られたPPS−1は、ポリスチレン換算の質量平均分子量が20000であった。
【0044】
PPS―2の調整
撹拌機付きの20リットルオートクレーブに、47%水硫化ナトリウム(三協化成)2383g(20.0モル)、96%水酸化ナトリウム848g(20.4モル)、N−メチル−2−ピロリドン(NMP)3267g(33モル)、酢酸ナトリウム531g(6.5モル)、及びイオン交換水3000gを仕込み、常圧で窒素を通じながら225℃まで約3時間かけて徐々に加熱し、水4200gおよびNMP80gを留出したのち、反応容器を160℃に冷却した。硫化水素の飛散量は、仕込みアルカリ金属硫化物1モル当たり0.018モルであった。次に、p−ジクロロベンゼン(シグマアルドリッチ)2974g(20.2モル)、NMP2594g(26.2モル)を加え、反応容器を窒素ガス下に密封し、400rpmで撹拌しながら、227℃まで0.8℃/分の速度で昇温し、その後270℃まで0.6℃/分の速度で昇温し270℃で140分保持した。その後250℃まで1.3℃/分の速度で冷却しながら684g(38モル)のイオン交換水をオートクレーブに圧入した。その後200℃まで0.4℃/分の速度で冷却した後、室温近傍まで急冷した。
内容物を取り出し、10リットルのNMPで希釈後、溶剤と固形物をふるい(80mesh)で濾別し、得られた粒子を20リットルの温水で数回洗浄、濾別した。次いで得られた粒子を9.8gの酢酸を含む20リットルの温水で洗浄、濾別した後、20リットルの温水で洗浄、濾別してポリアリーレンサルファイドポリマー粒子を得た。これを、80℃で熱風乾燥し、120℃で減圧乾燥した。得られたPPS−2は、ポリスチレン換算の質量平均分子量が52000であった。
なお、質量平均分子量は以下の方法で測定した。
ポリマー5mg、1−クロロナフタレン 5gをサンプル瓶に計り取り、210℃に設定した高温濾過装置(センシュー科学製SSC−9300)に入れ、5分間(1分間予備加熱、4分間攪拌)加熱した後、高温濾過装置から取り出し、室温になるまで放置し、サンプル調整を行った。ついで以下の測定条件で質量平均分子量を測定した。
・GPC測定条件
装置 : センシュー科学 SSC−7100
カラム名 : センシュー科学 GPC3506×1
溶離液 : 1−クロロナフタレン(1−CN)
検出器 : 示差屈折率検出器
検出器感度 : Range 8
検出器極性 : +
カラム温度 : 210℃
プレ恒温槽温度 : 250℃
ポンプ恒温槽温度 : 50℃
検出器温度 : 210℃
サンプル側流量 : 1.0mL/min
リファレンス側流量 : 1.0mL/min
試料注入量 : 300μL
検量線作成試料 : ポリスチレン。
【0045】
(2)ポリアミド樹脂
ナイロン6(PA6):CM1001(東レ社製)を液体窒素に浸し、サンプルミル(協立理工社製SK−M型)にて粉砕し、篩にて42メッシュパス、80メッシュオンで分級して数平均粒子径300μmのものを得た。
なお、上記において数平均粒子径は島津製作所社製レーザー回折式粒度分布測定装置を用いて測定した。
【0046】
参考例2 フィラー
アルミナ(AL):AL−33(破砕状フィラー、住友化学工業社製)
チタン酸バリウム(TB):BT−05(粒状フィラー、堺化学工業社製)
ガラス繊維(GF):EPDM70M10A(繊維状フィラー、日本電気硝子社製)
炭素繊維(CF):MLD30(繊維状フィラー、PAN系、東レ社製)
グラファイト(CFW):CFW−18A(鱗片状フィラー、中越黒鉛工業所社製)
後述の表中のフィラーサイズは、500gの試料をとり、そのサイズに相当する粗さの篩を用いて分級した時、篩上に残留しなかったことを表す。
【0047】
参考例3 化学発泡剤
アゾジカルボンアミド(ADCA):“ビニホール”AC#3(有機系熱分解型発泡剤、分解温度208℃、永和化成社製)。
炭酸水素ナトリウム(NAH):“セルボン”SC−K(無機系熱分解型発泡剤、分解温度150℃、永和化成社製)。
5−フェニルテトラゾール(PT):“セルテトラ”P5T(有機系熱分解型発泡剤、分解温度230℃、永和化成社製)。
なお、上記において分解温度は、パーキンエルマー社製熱重量測定装置Pyris1−TGAを用いて測定した。
参考例4 物理発泡剤
ヘキサン(HK):ヘキサン,脱水(有機系脂肪族炭化水素発泡剤、沸点68.7℃、和光純薬工業社製)
【0048】
実施例1〜10、比較例1〜4
参考例1の熱可塑性樹脂、参考例2に示したフィラー、および参考例3の化学発泡剤あるいは参考例4の物理発泡剤をヘンシェルミキサーで表1に示す量でブレンドし、自動原料供給フィーダーを備えた月島機械製ロータリー打錠機を用いて常温タブレット化により、7mm直径×3mm長の円柱状のタブレット(錠剤)(最大値7mm、最小値3mm)を得た。ついで、得られた各タブレットを110℃の熱風乾燥器で8時間乾燥した後に、下記の評価を行った。
【0049】
比較例5
参考例1のポリアリーレンサルファイド樹脂、参考例2に示したフィラー、および参考例3の化学発泡剤の所定量をヘンシェルミキサーで表1に示す量でブレンドし、PCM30(2軸押出機;池貝社製)にて表1示す樹脂温度で溶融混練を行い、ペレットを得た。ついで、得られたペレットを110℃の熱風乾燥器で8時間乾燥した後に、下記の評価を行った。
【0050】
実施例11
実施例4の錠剤を用いて、表1に示す樹脂温度、金型温度の温度条件で、成形下限圧+5MPaで、図1に示す箱形射出成形品(外形寸法が50mm×幅50mm×奥行き50mm×成形品厚み1.5mm)を成形し、その箱形射出成形品にパソコンのCPUプロセッサを設置し、パソコンを作動させ、10時間後の成形品の変形状態を観察した結果、形状変形が無く、良好に作動した。このことから、実際に、電気・電子部品として使用可能である。
【0051】
【表1】
【0052】
(1)圧壊強度(圧縮破壊強度)
ロードセルの上に錠剤を置き、その上から圧縮面が16mmφの平面である圧子を0.4mm/sec低速で降下させ、錠剤圧縮破壊時にロードセルが示す圧力を測定した。なお、使用した圧壊強度測定器について示す。
圧力印可部:リニアモーテーション(オリエンタルモーター社製)、6RK60RGK−AM、60W(モーター部)、6LF13−1A(リニアヘッド部)、MAX140kgf
表示器:ASG−156A−42−17−1(アサヒ計器社製)、0.1〜300kgf、分解能1/3000
【0053】
(2)曲げ強度および強度バラツキ(発泡均一性)
UH1000(80t)射出成形機(日精樹脂工業社製)を用い、表1に示す樹脂温度、金型温度の温度条件で、100mm×100mm×3mm厚(フィルムゲート)の角形成形品を成形下限圧+5MPaで25枚成形し、流れ方向に沿って成形品中心を基点として両側に12.7mm幅で各2枚、計4枚曲げ強度試験片をそれぞれ作成した。次いで得られた成形品をASTM D790に準拠し、曲げ強度の測定を行い、中心付近曲げ強度の平均値と両端部曲げ強度の平均値をそれぞれの角形成形品1枚ごとに下記式(a)により強度差を算出する。これを25枚について行い、その25枚分の強度差の最大と最小の差の絶対値を求めた(最大値と最小値の差が0に近いほど強度バラツキが少なく、発泡均一性に優れる)。
強度差(MPa)=中心付近試験片曲げ強度平均値−両端部試験片曲げ強度平均値・・・(a)
また、全ての曲げ強度の測定値を平均して曲げ強度とした。
【0054】
(3)耐熱性(成形品変形量)
UH1000(80t)射出成形機(日精樹脂工業社製)を用い、表1に示す樹脂温度、金型温度の温度条件で、成形下限圧+5MPaで、図1に示す箱形射出成形品(外形寸法が50mm×幅50mm×奥行き50mm×成形品厚み1.5mm)を50個成形し、この箱形成形品50個について底面Aを上向きに設置し、パーフェクトオーブン(エスペック社製PVH−331)を用いて200℃、3時間加熱処理を行った。その後、図1に示すBで示す長さを測定し、以下式から、成形品変形量を評価した(なお、評価は、変形量の平均値が1mm未満であれば◎、1mm以上3mm未満であれば○、3mm以上であれば×とした。変形量が少ないほど耐熱性に優れる)。
変形量の平均値=熱処理前寸法平均値(50個)―熱処理後寸法平均値(50個)
【0055】
(4)表面外観
UH1000(80t)射出成形機(日精樹脂工業社製)を用い、表1の樹脂温度、金型温度、成形下限圧+5MPaの条件で、50mm×50mm×厚さ3mmの角形成形品(フィルムゲート)を成形し、得られた成形品表面の外観観察を行った(評価は、◎:表面波打ちおよび表面荒れがなく良好な外観、○:表面波打ちはないが若干表面荒れ、×:表面が波打っている状態)。
【0056】
表1の結果から明らかなように本発明の錠剤によれば、従来困難とされていたポリアリーレンサルファイド樹脂における発泡体の発泡セルの均一分散性を大幅に改良され、また得られた成形品は、耐熱性と機械強度を高位で達成していることがわかる。また、射出成形が可能であることから、耐熱性や強度が必要とされる電気電子部品の機構部品やカバー、ケースなどへの展開を図ることが可能となる。
【図面の簡単な説明】
【0057】
【図1】図1は実施例において耐熱性評価に用いた、箱形射出成形品の斜視図である。
【符号の説明】
【0058】
A:底面
B:耐熱性評価測定部
【特許請求の範囲】
【請求項1】
(a)ポリアリーレンサルファイド樹脂と(b)フィラーの組成比が(a)ポリアリーレンサルファイド樹脂5〜65容量%、(b)フィラー95〜35容量%である組成物の合計100質量部に対し、(c)化学発泡剤を0.1〜10質量部含有してなる錠剤。
【請求項2】
(c)化学発泡剤が有機系熱分解型発泡剤である請求項1記載の錠剤。
【請求項3】
有機系熱分解型発泡剤の分解温度が150℃以上であることを特徴とする請求項2記載の錠剤。
【請求項4】
(a)ポリアリーレンサルファイド樹脂5〜65容量%と(b)フィラー95〜35容量%および(a)と(b)の合計100質量部に対して、(c)化学発泡剤0.1〜10質量部となるように下記(イ)〜(ニ)から選択した原料を圧縮成形してなる、請求項1〜3のいずれか記載の錠剤の製造方法。
(イ)(a)ポリアリーレンサルファイド樹脂
(ロ)(b)フィラー
(ハ)(c)化学発泡剤、
(ニ)(a)、(b)成分を溶融混練してなる組成物の塊状物および粉体
【請求項5】
請求項1〜3のいずれか記載の錠剤を溶融成形してなる成形品。
【請求項6】
請求項1〜3のいずれか記載の錠剤を射出成形、射出圧縮成形あるいはプレス成形してなる電気・電子部品。
【請求項1】
(a)ポリアリーレンサルファイド樹脂と(b)フィラーの組成比が(a)ポリアリーレンサルファイド樹脂5〜65容量%、(b)フィラー95〜35容量%である組成物の合計100質量部に対し、(c)化学発泡剤を0.1〜10質量部含有してなる錠剤。
【請求項2】
(c)化学発泡剤が有機系熱分解型発泡剤である請求項1記載の錠剤。
【請求項3】
有機系熱分解型発泡剤の分解温度が150℃以上であることを特徴とする請求項2記載の錠剤。
【請求項4】
(a)ポリアリーレンサルファイド樹脂5〜65容量%と(b)フィラー95〜35容量%および(a)と(b)の合計100質量部に対して、(c)化学発泡剤0.1〜10質量部となるように下記(イ)〜(ニ)から選択した原料を圧縮成形してなる、請求項1〜3のいずれか記載の錠剤の製造方法。
(イ)(a)ポリアリーレンサルファイド樹脂
(ロ)(b)フィラー
(ハ)(c)化学発泡剤、
(ニ)(a)、(b)成分を溶融混練してなる組成物の塊状物および粉体
【請求項5】
請求項1〜3のいずれか記載の錠剤を溶融成形してなる成形品。
【請求項6】
請求項1〜3のいずれか記載の錠剤を射出成形、射出圧縮成形あるいはプレス成形してなる電気・電子部品。
【図1】

【公開番号】特開2006−328327(P2006−328327A)
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願番号】特願2005−158172(P2005−158172)
【出願日】平成17年5月30日(2005.5.30)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願日】平成17年5月30日(2005.5.30)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]