
錠剤検査装置及びPTP包装機
【課題】錠剤の変更にも柔軟かつ円滑に対応することができ、しかも検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、画像データに基づき錠剤の輪郭を抽出し、輪郭上における第1の所定点及び第2の所定点の接線の向き情報を演算するとともに、第1及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求め、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、画像データに基づき錠剤の輪郭を抽出し、輪郭上における第1の所定点及び第2の所定点の接線の向き情報を演算するとともに、第1及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求め、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、PTPシートの製造に際し用いられる錠剤検査装置、及び、該錠剤検査装置を備えるPTP包装機を含む技術分野に属するものである。
【背景技術】
【0002】
一般に、PTPシートは、錠剤等が充填されるポケット部を有する樹脂製の包装用フィルムと、その包装用フィルムにポケット部の開口側を密封するように取着されるアルミニウム製のカバーフィルムとから構成されている。
【0003】
PTPシートの製造に際しては、ポケット部に錠剤等が充填された後、錠剤の欠けや割れ等に関する外観異常が検査される。当該検査においては、例えば照射手段から光が照射され、その透過光或いは反射光がカメラにて撮像され、当該撮像された画像データを基に錠剤の欠け等が検査される。
【0004】
上記検査の手法としては、例えば予め基準(目標)となる錠剤の輪郭を設定しておく。一方で、実際に検査対象となる錠剤の画像データから当該錠剤の輪郭を抽出し、当該輪郭の外周をベクトル軌跡(接線)で追い、ベクトルの回転角度を計測する。そして、計測されるベクトルの回転角度が、基準錠剤の輪郭の各座標毎に予め設定されている設定角と比較され、実測角度が設定角よりも大きい箇所が見出された場合に、割れや欠けがあるものと判定される(例えば、特許文献1等参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−172608号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記公報に記載された技術というのは、実際に計測される各点のベクトルの回転角度が、都度、基準錠剤の輪郭の各点毎に予め設定されている設定角と比較されるものである。このため、検査対象となる錠剤の種類、つまり形状や、サイズ等が変わる毎に、基準錠剤の輪郭及び各点毎の設定角のデータを用意しておく必要があった。
【0007】
また、ポケット部内に充填されている錠剤が、常に同じ姿勢をとっているとは限らない。例えば、錠剤が、ポケット部内において若干傾いた状態で収容されているとすると、画像データから抽出される錠剤の輪郭というのは、必ずしも基準錠剤の輪郭と一致するとは限らない。このため、正確な角度比較に支障が生じてしまうことが懸念され、結果として、正確な検査を行うことができなかったり、誤判定の原因となったりする等の不具合が起こるおそれがある。
【0008】
本発明は、上記事情等に鑑みてなされたものであり、PTPシートの製造過程における錠剤の欠け等の検査に際し、錠剤の変更にも柔軟かつ円滑に対応することができ、しかも検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供することを主たる目的の一つとしている。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0010】
手段1.PTPシートの製造過程において、搬送される帯状の包装用フィルムに形成されたポケット部に収容された錠剤を検査する錠剤検査装置であって、
前記ポケット部に収容された錠剤に対し光を照射可能な照明手段と、
前記照明手段により照明された範囲内の錠剤を撮像可能な撮像手段と、
前記撮像手段から出力される画像信号を処理する画像処理装置とを備え、
前記画像処理装置は、
前記画像信号から得た画像データに基づき、前記錠剤の輪郭を抽出する輪郭抽出手段と、
前記錠剤の輪郭上における第1の所定点の接線の向き情報を求めるとともに、前記錠剤の輪郭上における第2の所定点の接線の向き情報を演算する第1及び第2演算手段と、
前記錠剤の輪郭上において、前記第1の所定点及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求める第3演算手段と、
前記第3の所定点の接線の向き情報と、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報とを比較し、前記第3の所定点の接線の向き情報が、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する判定手段と、を備え、
前記第1及び第2演算手段は、前記錠剤の輪郭上の複数通りの第1の所定点及び第2の所定点につき接線の向き情報を演算するものであるとともに、前記第3演算手段も、前記錠剤の輪郭上の複数通りの第3の所定点につき接線の向き情報を演算するものであり、前記判定手段は、前記複数通りの第3の所定点に関し、接線の向き情報の比較判定を行うものであることを特徴とする錠剤検査装置。
【0011】
ここで、「第1の所定点」、「第2の所定点」は、両点の中心角が鋭角をなすよう設定され、「第3の所定点」は、その中心角の範囲内の輪郭上に位置するように設定される。
【0012】
また、「向き情報」は、勾配、傾き、角度、ベクトル等の概念で表すことができる。また、「向き情報」として、接線に直交する概念(例えば、明るさ変化のベクトル)等で表現することもできる。
【0013】
さらに、「前記第3の所定点の接線の向き情報と、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報とを比較」は、いわば相対的な比較を意味するものであり、「第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲」内にある場合としては、例えば、第3の所定点の接線のベクトル角度が、第1の所定点の接線のベクトル角度と第2の所定点の接線のベクトル角度との間にある場合等を挙げることができる。
【0014】
手段1によれば、第1及び第2演算手段により、錠剤の輪郭上における第1の所定点及び第2の所定点の接線の向き情報が求められる。また、第3演算手段により、第1の所定点及び第2の所定点で挟まれた第3の所定点の接線の向き情報が求められる。そして、第3の所定点の接線の向き情報と、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報とが比較され、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、判定手段によって当該第3の所定点に関し不良候補として判定される。第1〜第3の所定点の接線の向き情報については複数通り演算され、判定手段による比較判定は、複数通りの第3の所定点に関し行われる。ここで、錠剤に欠け等が無い場合には、錠剤の輪郭は連続したものとなるため、第3の所定点の接線の向き情報というのは、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲内にある筈であり、当該許容範囲を逸脱している場合には、第1及び第2の所定点間において錠剤の輪郭が連続していないといえる。
【0015】
このように、手段1では、画像信号から得た画像データに基づき、錠剤の輪郭を抽出し、当該抽出された実際の錠剤の輪郭に基づいて判定を行うことができ、従来技術で説明したような基準錠剤の輪郭や、各点毎の設定角のデータを別途用意しておく必要がない。このため、錠剤の変更にも柔軟かつ円滑に対応することができる一方で、正確な検査を行うことができる。また、錠剤が、ポケット部内において若干傾いた状態で収容されていたとしても、本手段では、錠剤の輪郭の連続性という見地から判定を行うこととしているため、錠剤の姿勢が都度異なっていたとしても、それによって誤判定を起こすことはない。この点においても、不良候補の判定がより正確なものとなり、ひいては検査精度の飛躍的な向上を図ることができる。
【0016】
手段2.前記第1の所定点及び第3の所定点と、前記第3の所定点及び第2の所定点とが、等間隔又は等角度間隔となるよう設定されることを特徴とする手段1に記載の錠剤検査装置。
【0017】
ここで、「等間隔」とあるのは、所定点間の輪郭長さが等しいことを意味し、「等角度間隔」とあるのは、各所定点から重心又は中心までの線分を引いたときの各線分間のなす角度同士が等しいことを意味する。
【0018】
手段2によれば、第3の所定点が、第1の所定点側或いは第2の所定点側に偏って設定される場合に比べ、より一層精度の高い検査を行うことができる。
【0019】
手段3.前記第1及び第2演算手段にて演算された第1の所定点若しくは第2の所定点の接線の向き情報を、別の比較判定に際し前記第3演算手段にて演算されるべき第3の所定点の接線の向き情報として利用可能、又は、
前記第3演算手段にて演算された第3の所定点の接線の向き情報を、別の比較判定に際し前記第1及び第2演算手段にて演算されるべき第1の所定点若しくは第2の所定点の接線の向き情報として利用可能、又は、
前記第1及び第2演算手段にて演算された第1の所定点及び第2の所定点のうち一方の接線の向き情報を、別の比較判定に際し前記第1及び第2演算手段にて演算されるべき第1の所定点及び第2の所定点のうち他方の接線の向き情報として利用可能となっていることを特徴とする手段1又は2に記載の錠剤検査装置。
【0020】
手段3によれば、ある比較判定では第1の所定点、第2の所定点、或いは、第3の所定点の接線の向き情報であったものが、別の判定に際してはそれとは異なる所定点の接線の向き情報として利用することができる。このため、逐一接線の向き情報を演算する手間を省略することができ、結果として、検査速度の向上を図ることができる。
【0021】
手段4.前記第3の所定点として、等間隔毎又は等角度間隔毎に少なくとも12通り設定されており、前記判定手段は、少なくとも12通りの第3の所定点に関し、接線の向き情報の比較判定を行うものであることを特徴とする手段1乃至3のいずれかに記載の錠剤検査装置。
【0022】
手段4によれば、輪郭上の全範囲にわたってより均等な検査を行うことができ、偏った特定の部位のみが検査されることによる不具合を防止することができる。尚、第3の所定点は、少なくとも24通り設定されているのがより望ましく、少なくとも72通り設定されているのがさらに望ましく、少なくとも360通り設定されているのがより一層望ましい。また、検査精度の一層の向上を図るという趣旨からは、輪郭上の全ての点(画素点)につき、比較判定されることとするのが望ましい。
【0023】
手段5.不良候補として判定された前記第3の所定点に基づき、欠けの領域の面積又は長さを求め、当該面積又は長さが予め定められた規定値を超えた場合に、不良品判定することを特徴とする手段1乃至4のいずれかに記載の錠剤検査装置。
【0024】
手段5によれば、誤差程度、或いは、許容できる程度の極めて微細な欠け等を不良と判定してしまうことがなく、結果として良品錯誤率の悪化を抑制することができる。
【0025】
手段6.手段1乃至5のいずれかに記載の錠剤検査装置を備えることを特徴とするPTP包装機。
【0026】
手段6のように、錠剤検査装置をPTP包装機に備えることで、PTPシートの製造過程において不良品を効率的に除外できる等のメリットが生じる。
【図面の簡単な説明】
【0027】
【図1】一実施形態におけるPTP包装機等の概略構成を示す模式図である。
【図2】(a)はPTPシートを示す斜視図であり、(b)はPTPシートを示す部分拡大断面図である。
【図3】錠剤検査装置の電気的構成を示すブロック図である。
【図4】「検査ルーチン」の一例を示すフローチャートである。
【図5】検査対象となる錠剤の輪郭を示す模式図であり比較の概念を説明する図である。
【図6】(a)は錠剤の欠け等を示す錠剤の輪郭の模式図であり、(b)は拡大模式図である。
【図7】別の実施形態を説明するための模式図である。
【図8】(a),(b)ともに、別の実施形態を説明するための模式図である。
【発明を実施するための形態】
【0028】
以下、一実施形態について、図面を参照しつつ説明する。本実施形態では、錠剤検査装置をPTP包装機に装備することによって、PTP包装機においてPTPシートの不良が検査される。
【0029】
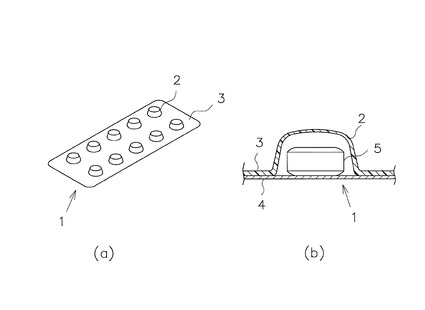
図2(a),(b)に示すように、PTPシート1は、複数のポケット部2を備えた包装用フィルムとしての容器フィルム3と、ポケット部2を塞ぐようにして容器フィルム3に取着されたカバーフィルムとしての密封用フィルム4とを有している。
【0030】
容器フィルム3は、例えば、PP(ポリプロピレン)やPVC(ポリ塩化ビニル)等の比較的硬質で所定の剛性を有する熱可塑性樹脂材料によって構成され、光透過性を有している(ここでは、透明を呈している)。密封用フィルム4は、アルミニウムによって構成されている。
【0031】
また、各ポケット部2には、例えば円板形状(平面視円形状)をなす錠剤5が1つずつ収容されている。本実施形態の錠剤5は白色に近い色をしているが、色はこれに限定されるものではない。
【0032】
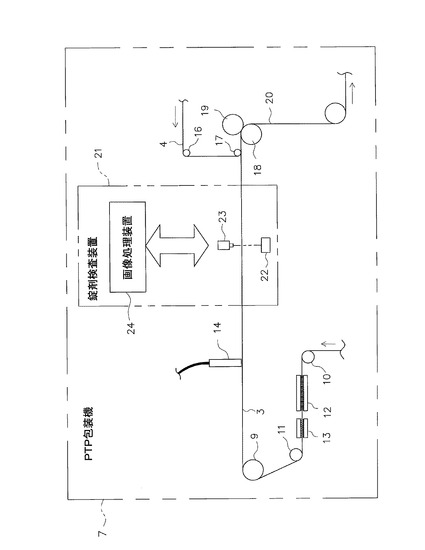
図1に示すように、PTP包装機7は、錠剤5を容器フィルム3に自動的に包装するものである。具体的には、PP、PVCなどの帯状の樹脂フィルムをフィルム送りロール9とテンションロール10,11とで、加熱装置12及び成形装置13に送り込み、錠剤5充填用のポケット部2を樹脂フィルムに成形する。そして、樹脂フィルムにポケット部2の成形された容器フィルム3が、充填装置14の下まで送られてくると、充填装置14が各ポケット部2に錠剤5を自動的に充填する。
【0033】
一方、帯状に形成された密封用フィルム4は、テンションロール16,17を介してフィルム受けロール18の方へと案内されている。フィルム受けロール18には、加熱ロール19が圧接可能となっており、該加熱ロール19の外周面には、僅かに凸状に形成された格子状の線(図示略)が設けられている。そして、両ロール18,19間に、容器フィルム3及び密封用フィルム4が送り込まれるようになっている。両フィルム3,4が、両ロール18,19間を加熱圧接状態で通過することで、容器フィルム3に密封用フィルム4が取着される。これによって、錠剤5が各ポケット部2に充填された長尺状のPTPフィルム20が製造される。
【0034】
さて、前記充填装置14の下流側、かつ、前記フィルム受けロール18及び加熱ロール19の上流側には、容器フィルム3の移送経路に沿って、錠剤5の不良を検査するための錠剤検査装置21が配設されている。当該錠剤検査装置21は、錠剤5の周縁部の割れ、欠けの検出を主目的とする検査を行うものである。
【0035】
上記検査を経て、容器フィルム3に密封用フィルム4が取着された後、PTPフィルム20は、図示しない打抜装置によってPTPシート1単位に裁断される。なお、錠剤検査装置21によって不良品判定された場合、その不良品判定となったPTPシートは、図示しない不良シート排出機構によって別途排出される。
【0036】
さて、PTP包装機7の概略は以上のとおりであるが、以下においては図3等に基づき、錠剤検査装置21についてより具体的に説明する。
【0037】
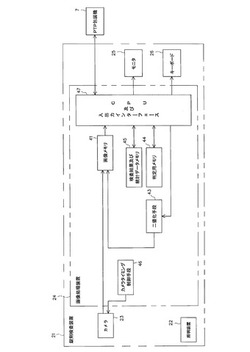
錠剤検査装置21は、照明手段としての照明装置22、撮像手段としてのカメラ23、画像処理装置24、モニタ25、及びキーボード26等を備えている。
【0038】
照明装置22は、容器フィルム3のポケット部2側に設けられており(図1参照)、面発光が可能となっている。
【0039】
また、カメラ23は、容器フィルム3を介して照明装置22とは反対側(図1では上側)に設けられており、照明装置22から照射される光のうち、容器フィルム3を透過した光を撮像可能となっている。本実施形態では、カメラ23として、CCDカメラが採用されている。
【0040】
このように、本実施形態では、照明装置22から照射される光が、容器フィルム3及び錠剤5を照らし、そこを透過した光が、カメラ23によって二次元撮像されるように構成されている。そして、カメラ23によって撮像された画像データは、カメラ23内部においてデジタル信号に変換された上で、デジタル信号の形で画像処理装置24に入力されるようになっている。
【0041】
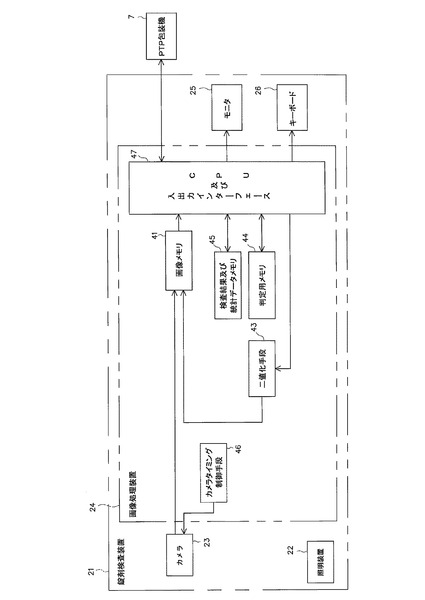
画像処理装置24は、図3に示すように、カメラ23に対応する画像メモリ41、二値化手段43、判定用メモリ44、検査結果及び統計データメモリ45、カメラタイミング制御手段46、並びに、CPU及び入出力インターフェース47などから構成され、後述するような画像データの処理や、不良判定(検査)等を実施可能となっている。
【0042】
カメラ23で撮像された二次元画像データは、デジタル信号に変換された後、対応する画像メモリ41に記憶される。また、画像データは、検査時において、二値化手段43により二値化された後、再度画像メモリ41に記憶される。
【0043】
CPU及び入出力インターフェース47は、各種処理プログラムを、後述する判定用メモリ44の記憶内容などを使用しつつ実行するとともに、PTP包装機7に制御信号を送出し又はPTP包装機7から動作信号などの各種信号を送受信するためのものである。これによって、例えば、PTP包装機7の不良シート排出機構などを制御することができるようになっている。また、CPU及び入出力インターフェース47は、モニタ25に表示データを送出する機能をも有する。かかる機能により、二値あるいは濃淡の画像データや不良検査結果などを、モニタ25に表示させることができるようになっている。さらに、CPU及び入出力インターフェース47は、キーボード26からのデータを入力する機能をも有する。
【0044】
判定用メモリ44は、後述する比較、判定に際し用いられる接線の向き情報の許容範囲に関するデータが記憶されているとともに、不良品判定に際し用いられる欠け領域の判定規定値Soに関するデータも記憶されている。
【0045】
また、検査結果及び統計データメモリ45は、画像データに関する座標等のデータ、検査結果データ、及び、該検査結果データを確率統計的に処理した統計データなどを記憶するものである。これらの検査結果データや統計データは、CPU及び入出力インターフェース47の制御に基づき、前記判定用メモリ44に記憶されている各データと併せて、適宜モニタ25に表示させることができる。また、これらの検査結果データや統計データに基づいてCPU及び入出力インターフェース47がPTP包装機7に制御信号を送出することもできる。
【0046】
さらに、カメラタイミング制御手段46は、カメラ23が撮像する画像データを、画像メモリ41に取り込むタイミングを制御するものである。かかるタイミングはPTP包装機7に設けられた図示しないエンコーダからの信号に基づいて制御され、容器フィルム3を所定量送るごとにカメラ23によるシート単位(例えば打ち抜かれるPTPシート単位)で撮像が行われる。
【0047】
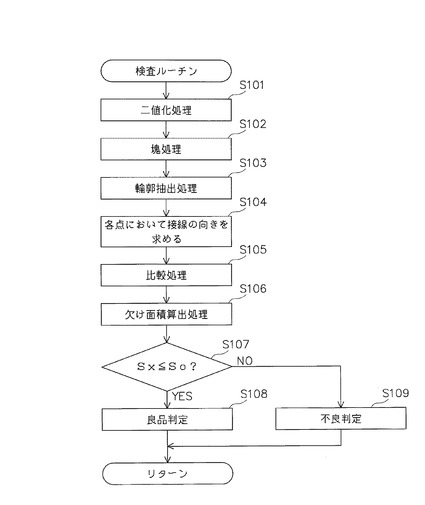
次に、主として画像処理装置24において実行される不良検査(錠剤5の周縁部の欠けの検査)の手順について図4のフローチャート等に従って説明する。
【0048】
同図に示すように、「検査ルーチン」において、まずステップS101では、二値化処理を実行する。具体的には、画像メモリ41に記憶された画像データに対し、二値化手段43にて二値化処理が行われる。
【0049】
ステップS102では、塊処理を実行する。具体的には、ステップS101において得られた二値化データに基づき、錠剤5に相当する錠剤領域の認識を行う。
【0050】
ステップS103では、ステップS102で得られた錠剤領域の輪郭形状を抽出する輪郭抽出処理を実行する。具体的には、錠剤領域の輪郭R1を構成する画素点の相対的な座標データが求められる。尚、ステップS103の処理ないし当該処理を行う主体(CPU)が「輪郭抽出処理手段」に相当する。
【0051】
ステップS104では、前記抽出された輪郭R1のデータに基づき、各点における接線の向き情報を求める。
【0052】
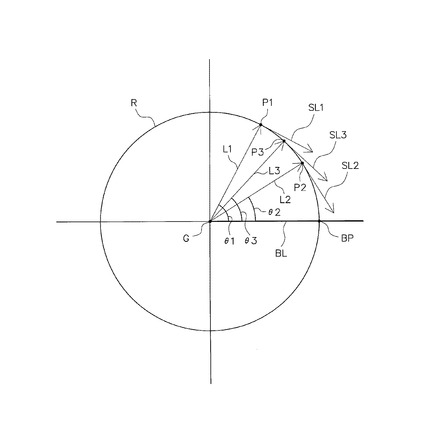
より詳しくは、例えば、先ず図5に示すように、錠剤5の輪郭Rの重心Gを特定する。また、当該重心Gから、前記輪郭R上の所定点BPにかけて基準直線BLを設定する。本例では、錠剤5が平面視において円形状をなしていることから、前記所定点BP、及び、基準直線BLは任意に設定され得る。その上で、今回判定の対象となる輪郭R上の所定点(第3の所定点P3)についての接線SL3の向き情報を求める。また、当該第3の所定点P3及び前記重心G間を結ぶ直線L3と、前記基準直線BLとのなす角度θ3に対し、微小角度(δ:例えばδ=5°)を増減した角度θ1(θ1=θ3+δ),θ2(θ2=θ3−δ)を求め、当該角度θ1,θ2毎に、それぞれ重心Gを通る直線L1,L2を引き、当該直線L1,L2と前記抽出された輪郭Rとの各交点を第1、第2の所定点P1,P2として設定する。そして、当該第1、第2の所定点P1,P2について、接線SL1,SL2の向き情報を求める。尚、各点P1,P2,P3の接線SL1,SL2,SL3の向き情報については、本例ではベクトル角度で表される。
【0053】
また、当該ステップS104では、輪郭R1上の全ての点(画素点)が、第3の所定点P3として設定され、輪郭R1上の全ての点(画素点)につき、接線SL3の向き情報が演算される。また、当該第3の所定点P3に対応して、第1、第2の所定点P1,P2についても接線SL1,SL2の向き情報が演算される。但し、輪郭R1上の全ての点(画素点)につき、接線SL1,SL2,SL3の向き情報が求められる都合上、あるときにおいて第3の所定点P3であったものが、別の時点では、第1或いは第2の所定点P1,P2に相当するということも起こり得るし、あるときにおいて第1又は第2の所定点P1,P2であったものが、別の時点では、第3の所定点P3に相当するということも起こり得るし、あるときにおいて第1及び第2の所定点P1,P2のうちいずれか一方であったものが、別の時点では、第1及び第2の所定点P1,P2のうちいずれか他方に相当するということも起こり得る。このため、本実施形態では、あるときには第1の所定点P1、第2の所定点P2、或いは、第3の所定点P3の接線SL1,SL2,SL3の向き情報であったものが、別の判定に際してはそれとは異なる所定点P1,P2,P3の接線SL1,SL2,SL3の向き情報として利用することができるようになっている。
【0054】
次に、ステップS105では、ステップS104で求めた複数通りの第3の所定点P3の接線SL3の向き情報につき、比較処理を実行する。すなわち、第3の所定点P3の接線SL3の向き情報と、第1の所定点P1の接線SL1の向き情報及び第2の所定点P2の接線SL2の向き情報とを比較し、第3の所定点P3の接線SL3の向き情報が、第1の所定点P1の接線SL1の向き情報及び第2の所定点P2の接線SL2の向き情報に基づく許容範囲を逸脱しているか否かを判定する(例えば、第3の所定点P3の接線SL3のベクトル角度が、第1の所定点P1の接線SL1のベクトル角度と第2の所定点P2の接線SL2のベクトル角度との間にあるか否かを判定する)。そして、許容範囲を逸脱している場合には、当該第3の所定点P3に関し不良候補として判定する。一方、第3の所定点P3の接線SL3の向き情報が、許容範囲を逸脱していない場合には、当該第3の所定点P3に関し不良候補として判定されることはない。
【0055】
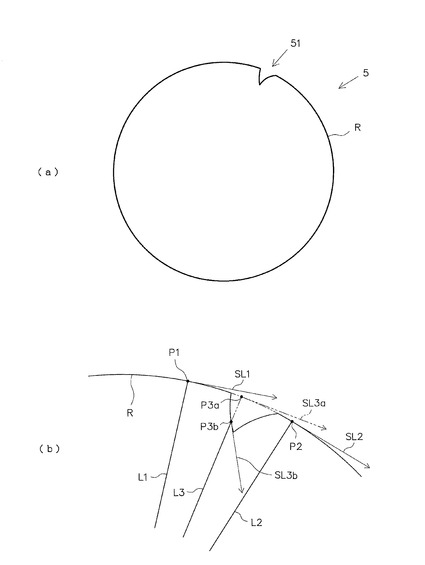
例えば、図6(a),(b)に示すように、欠け51が生じていないとすると(図6(b)の2点鎖線参照)、第3の所定点P3aの接線SL3aの向き情報(ベクトル角度)は、第1の所定点P1の接線SL1の向き情報(ベクトル角度)と第2の所定点P2の接線SL2の向き(ベクトル角度)との間にある筈であり、許容範囲を逸脱しない筈である。これに対し、同図実線で示すように、欠け51が生じている領域においては(図6(b)の実線参照)、第3の所定点P3bの接線SL3bの向き情報(ベクトル角度)は、第1の所定点P1の接線SL1の向き情報(ベクトル角度)と第2の所定点P2の接線SL2の向き(ベクトル角度)との間にない、つまり、許容範囲を逸脱する筈である。ステップS105では、このような比較、判定処理を、ステップS104で求めた複数通りの第3の所定点P3の接線SL3の向き情報につき実行する。
【0056】
次に、ステップS106では、ステップS105の比較処理において、連続して不良候補として判定された第3の所定点P3に基づいて、欠け面積を算出する処理を実行する。上述のとおり、欠け51が生じている領域においては、第3の所定点P3の接線SL3の向き情報は、許容範囲を逸脱する筈である。このため、連続して不良候補として判定される第3の所定点P3の数が規定値を超えるような場合には、所定以上の大きさの欠け51が生じていると言える。
【0057】
続くステップS107では、ステップS106において算出した欠け領域の面積Sxが、予め定められた判定規定値So以下か否かを判定する。そして、欠け領域の面積Sxが判定規定値So以下の場合には、ステップS108において良品判定を行い、本処理を終了する。一方、欠け領域の面積Sxが判定規定値Soよりも大きいものが1つでもある場合には、ステップS109において不良判定を行い、本処理を一旦終了する。これらの検査結果は、モニタ25やPTP包装機7(不良シート排出機構を含む)に出力される。
【0058】
なお、上記ステップS101からステップS109の処理は、PTPフィルム20上の各錠剤5について実行され、後にPTPシート1となって裁断されたときに同一シート上に一つでも不良判定された錠剤5が含まれているときは、そのシートは不良と判断され排出される。
【0059】
以上詳述したように、本実施形態によれば、第3の所定点P3の接線SL3の向き情報が、第1の所定点P1の接線SL1の向き情報及び第2の所定点P2の接線SL2の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点P3に関し不良候補として判定される。また、第1〜第3の所定点P1〜P3の接線SL1〜SL3の向き情報については錠剤5の輪郭Rに沿って複数通り演算され、前記比較判定は、複数通り(全ての点の)の第3の所定点P3に関し行われる。このように、本実施形態では、画像データに基づき抽出された実際の錠剤5の輪郭Rに基づいて判定を行うことができ、従来技術で説明したような基準錠剤の輪郭や、各点毎の設定角のデータを別途用意しておく必要がない。このため、検査対象となる錠剤5が変更された場合であっても柔軟かつ円滑に対応することができる一方で、正確な検査を行うことができる。
【0060】
また、錠剤5が、ポケット部2内において若干傾いた状態で収容されていたとしても、本実施形態では、錠剤5の輪郭Rの連続性という見地から判定を行うこととしている。そのため、錠剤5の姿勢が都度異なっていたとしても、それによって誤判定を起こすことはない。この点においても、不良候補の判定がより正確なものとなり、ひいては検査精度の飛躍的な向上を図ることができる。
【0061】
また、本実施形態では、第3の所定点P3が、第1の所定点P1と第2の所定点P2の丁度中間位置に設定される。つまり、第1の所定点P1及び第3の所定点P3と、第3の所定点P3及び第2の所定点P2とが、等間隔又は等角度間隔となるよう設定される。従って、第3の所定点が、第1の所定点側或いは第2の所定点側に偏って設定される場合に比べ、より一層精度の高い検査を行うことができる。
【0062】
さらに、本実施形態では、輪郭R1上の全ての点(画素点)が、第3の所定点P3として設定され、輪郭R1上の全ての点(画素点)につき、接線SL3の向き情報が演算される。また、当該第3の所定点P3に対応して、第1、第2の所定点P1,P2についても接線SL1,SL2の向き情報が演算され、比較、判定に供される。このような細やかな設定を行うことで、あるときにおいて第1及び第2の所定点P1,P2のうちいずれか一方であったものが、別の時点では、第1及び第2の所定点P1,P2のうちいずれか他方に相当するということも起こり得る。このため、あるときには第1の所定点P1、第2の所定点P2、或いは、第3の所定点P3の接線SL1,SL2,SL3の向き情報であったものが、別の判定に際してはそれとは異なる所定点P1,P2,P3の接線SL1,SL2,SL3の向き情報として利用することができる。このため、逐一接線の向き情報を演算する手間を省略することができ、結果として、検査速度の向上を図ることができる。また、輪郭R1上の全範囲にわたってより均等な検査を行うことができ、偏った特定の部位のみが検査されることによる不具合を防止することができる。
【0063】
以上説明した実施形態において、例えば、次のように構成の一部を適宜変更して実施することも可能である。勿論、以下において例示しない他の変更例も当然可能である。
【0064】
(a)上記実施形態では、説明の便宜上、錠剤5の輪郭Rの重心Gや、基準直線BLを設定することとしている。しかしながら、各所定点P1〜P3毎の接線SL1〜SL3の向き情報の相対的な比較を行うように構成するのであれば、わざわざ重心Gや、基準直線BL等を設定しなくてもよい。
【0065】
(b)上記実施形態では、平板円板状の錠剤5を検査する場合に具体化することとしている。これに対し、例えば中央部と周縁部とで厚みが異なる錠剤、いわゆるレンズ錠等であっても検査を行うことができる。
【0066】
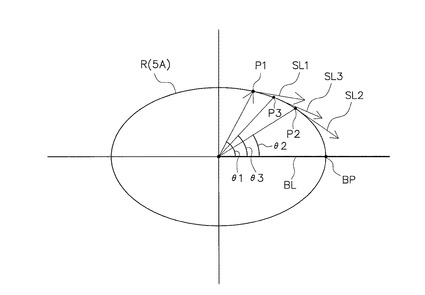
(c)また、平面視非円形状の錠剤であっても、検査することができる。例えば、図7に示すように、平面視楕円形状の錠剤5Aや、平面視長円形状の錠剤であっても検査可能である。例えば、同図に示すような平面視楕円形状をなす錠剤5Aの場合において基準直線BLが設定される場合には、重心又は中心から最も距離のある点BPを通る直線[或いは逆に、最も近い点を通る直線(短径)]が基準直線BLとして好適に設定される。
【0067】
(d)さらに、図8(a)に示す平面視略三角形状等の錠剤5Bや、図8(b)に示すトローチ錠等に代表される円環状の錠剤5Cであっても検査可能である。後者の場合、外周縁の輪郭のみならず、内周縁の輪郭についても検査することができる。
【0068】
(e)上記実施形態では、照明装置22から照射され、容器フィルム3を透過した透過光をカメラ23により撮像し、錠剤5の検査を行う構成となっている。これに限らず、錠剤5から反射した反射光を撮像し、検査を行う構成としてもよい。反射光を利用した検査によれば、容器フィルム3に密封用フィルム4が取着された後段階においても、錠剤5の検査を行うことが可能となる。
【0069】
(f)上記実施形態では、ステップS101で二値化処理を実行し、ステップS102で塊処理を実行した上で、ステップS103において、輪郭抽出処理を実行することとしているが、これとは別の手法で輪郭抽出処理を実行してもよい。例えば、上記二値化処理に代えて、いわゆる微分処理を実行することで輪郭抽出処理を実行することもできる。
【0070】
(g)上記実施形態では、欠け領域の面積Sxが判定規定値Soよりも大きい場合に、不良品判定を行うこととしているが、欠け領域の長さ(周囲長)が規定値よりも大きい場合に、不良品判定を行うこととしてもよい。
【0071】
(h)上記実施形態では、輪郭R1上の全ての点(画素点)が、第3の所定点P3として設定され、比較、判定が行われることとなっているが、必ずしも全ての点(画素点)につき比較が行われなくてもよい。但し、検査精度の観点からは、第3の所定点は、少なくとも24通り(輪郭Rが円形状の場合には15°間隔で)設定されているのがより望ましく、少なくとも72通り(輪郭Rが円形状の場合には5°間隔で)設定されているのがさらに望ましく、少なくとも360通り(輪郭Rが円形状の場合には1°間隔で)設定されているのがより一層望ましい。
【符号の説明】
【0072】
1…PTPシート、2…ポケット部、3…容器フィルム、4…密封用フィルム、5…錠剤、7…PTP包装機、21…錠剤検査装置、22…照明装置、23…カメラ、24…画像処理装置、44…判定用メモリ。
【技術分野】
【0001】
本発明は、PTPシートの製造に際し用いられる錠剤検査装置、及び、該錠剤検査装置を備えるPTP包装機を含む技術分野に属するものである。
【背景技術】
【0002】
一般に、PTPシートは、錠剤等が充填されるポケット部を有する樹脂製の包装用フィルムと、その包装用フィルムにポケット部の開口側を密封するように取着されるアルミニウム製のカバーフィルムとから構成されている。
【0003】
PTPシートの製造に際しては、ポケット部に錠剤等が充填された後、錠剤の欠けや割れ等に関する外観異常が検査される。当該検査においては、例えば照射手段から光が照射され、その透過光或いは反射光がカメラにて撮像され、当該撮像された画像データを基に錠剤の欠け等が検査される。
【0004】
上記検査の手法としては、例えば予め基準(目標)となる錠剤の輪郭を設定しておく。一方で、実際に検査対象となる錠剤の画像データから当該錠剤の輪郭を抽出し、当該輪郭の外周をベクトル軌跡(接線)で追い、ベクトルの回転角度を計測する。そして、計測されるベクトルの回転角度が、基準錠剤の輪郭の各座標毎に予め設定されている設定角と比較され、実測角度が設定角よりも大きい箇所が見出された場合に、割れや欠けがあるものと判定される(例えば、特許文献1等参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−172608号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記公報に記載された技術というのは、実際に計測される各点のベクトルの回転角度が、都度、基準錠剤の輪郭の各点毎に予め設定されている設定角と比較されるものである。このため、検査対象となる錠剤の種類、つまり形状や、サイズ等が変わる毎に、基準錠剤の輪郭及び各点毎の設定角のデータを用意しておく必要があった。
【0007】
また、ポケット部内に充填されている錠剤が、常に同じ姿勢をとっているとは限らない。例えば、錠剤が、ポケット部内において若干傾いた状態で収容されているとすると、画像データから抽出される錠剤の輪郭というのは、必ずしも基準錠剤の輪郭と一致するとは限らない。このため、正確な角度比較に支障が生じてしまうことが懸念され、結果として、正確な検査を行うことができなかったり、誤判定の原因となったりする等の不具合が起こるおそれがある。
【0008】
本発明は、上記事情等に鑑みてなされたものであり、PTPシートの製造過程における錠剤の欠け等の検査に際し、錠剤の変更にも柔軟かつ円滑に対応することができ、しかも検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供することを主たる目的の一つとしている。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0010】
手段1.PTPシートの製造過程において、搬送される帯状の包装用フィルムに形成されたポケット部に収容された錠剤を検査する錠剤検査装置であって、
前記ポケット部に収容された錠剤に対し光を照射可能な照明手段と、
前記照明手段により照明された範囲内の錠剤を撮像可能な撮像手段と、
前記撮像手段から出力される画像信号を処理する画像処理装置とを備え、
前記画像処理装置は、
前記画像信号から得た画像データに基づき、前記錠剤の輪郭を抽出する輪郭抽出手段と、
前記錠剤の輪郭上における第1の所定点の接線の向き情報を求めるとともに、前記錠剤の輪郭上における第2の所定点の接線の向き情報を演算する第1及び第2演算手段と、
前記錠剤の輪郭上において、前記第1の所定点及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求める第3演算手段と、
前記第3の所定点の接線の向き情報と、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報とを比較し、前記第3の所定点の接線の向き情報が、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する判定手段と、を備え、
前記第1及び第2演算手段は、前記錠剤の輪郭上の複数通りの第1の所定点及び第2の所定点につき接線の向き情報を演算するものであるとともに、前記第3演算手段も、前記錠剤の輪郭上の複数通りの第3の所定点につき接線の向き情報を演算するものであり、前記判定手段は、前記複数通りの第3の所定点に関し、接線の向き情報の比較判定を行うものであることを特徴とする錠剤検査装置。
【0011】
ここで、「第1の所定点」、「第2の所定点」は、両点の中心角が鋭角をなすよう設定され、「第3の所定点」は、その中心角の範囲内の輪郭上に位置するように設定される。
【0012】
また、「向き情報」は、勾配、傾き、角度、ベクトル等の概念で表すことができる。また、「向き情報」として、接線に直交する概念(例えば、明るさ変化のベクトル)等で表現することもできる。
【0013】
さらに、「前記第3の所定点の接線の向き情報と、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報とを比較」は、いわば相対的な比較を意味するものであり、「第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲」内にある場合としては、例えば、第3の所定点の接線のベクトル角度が、第1の所定点の接線のベクトル角度と第2の所定点の接線のベクトル角度との間にある場合等を挙げることができる。
【0014】
手段1によれば、第1及び第2演算手段により、錠剤の輪郭上における第1の所定点及び第2の所定点の接線の向き情報が求められる。また、第3演算手段により、第1の所定点及び第2の所定点で挟まれた第3の所定点の接線の向き情報が求められる。そして、第3の所定点の接線の向き情報と、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報とが比較され、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、判定手段によって当該第3の所定点に関し不良候補として判定される。第1〜第3の所定点の接線の向き情報については複数通り演算され、判定手段による比較判定は、複数通りの第3の所定点に関し行われる。ここで、錠剤に欠け等が無い場合には、錠剤の輪郭は連続したものとなるため、第3の所定点の接線の向き情報というのは、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲内にある筈であり、当該許容範囲を逸脱している場合には、第1及び第2の所定点間において錠剤の輪郭が連続していないといえる。
【0015】
このように、手段1では、画像信号から得た画像データに基づき、錠剤の輪郭を抽出し、当該抽出された実際の錠剤の輪郭に基づいて判定を行うことができ、従来技術で説明したような基準錠剤の輪郭や、各点毎の設定角のデータを別途用意しておく必要がない。このため、錠剤の変更にも柔軟かつ円滑に対応することができる一方で、正確な検査を行うことができる。また、錠剤が、ポケット部内において若干傾いた状態で収容されていたとしても、本手段では、錠剤の輪郭の連続性という見地から判定を行うこととしているため、錠剤の姿勢が都度異なっていたとしても、それによって誤判定を起こすことはない。この点においても、不良候補の判定がより正確なものとなり、ひいては検査精度の飛躍的な向上を図ることができる。
【0016】
手段2.前記第1の所定点及び第3の所定点と、前記第3の所定点及び第2の所定点とが、等間隔又は等角度間隔となるよう設定されることを特徴とする手段1に記載の錠剤検査装置。
【0017】
ここで、「等間隔」とあるのは、所定点間の輪郭長さが等しいことを意味し、「等角度間隔」とあるのは、各所定点から重心又は中心までの線分を引いたときの各線分間のなす角度同士が等しいことを意味する。
【0018】
手段2によれば、第3の所定点が、第1の所定点側或いは第2の所定点側に偏って設定される場合に比べ、より一層精度の高い検査を行うことができる。
【0019】
手段3.前記第1及び第2演算手段にて演算された第1の所定点若しくは第2の所定点の接線の向き情報を、別の比較判定に際し前記第3演算手段にて演算されるべき第3の所定点の接線の向き情報として利用可能、又は、
前記第3演算手段にて演算された第3の所定点の接線の向き情報を、別の比較判定に際し前記第1及び第2演算手段にて演算されるべき第1の所定点若しくは第2の所定点の接線の向き情報として利用可能、又は、
前記第1及び第2演算手段にて演算された第1の所定点及び第2の所定点のうち一方の接線の向き情報を、別の比較判定に際し前記第1及び第2演算手段にて演算されるべき第1の所定点及び第2の所定点のうち他方の接線の向き情報として利用可能となっていることを特徴とする手段1又は2に記載の錠剤検査装置。
【0020】
手段3によれば、ある比較判定では第1の所定点、第2の所定点、或いは、第3の所定点の接線の向き情報であったものが、別の判定に際してはそれとは異なる所定点の接線の向き情報として利用することができる。このため、逐一接線の向き情報を演算する手間を省略することができ、結果として、検査速度の向上を図ることができる。
【0021】
手段4.前記第3の所定点として、等間隔毎又は等角度間隔毎に少なくとも12通り設定されており、前記判定手段は、少なくとも12通りの第3の所定点に関し、接線の向き情報の比較判定を行うものであることを特徴とする手段1乃至3のいずれかに記載の錠剤検査装置。
【0022】
手段4によれば、輪郭上の全範囲にわたってより均等な検査を行うことができ、偏った特定の部位のみが検査されることによる不具合を防止することができる。尚、第3の所定点は、少なくとも24通り設定されているのがより望ましく、少なくとも72通り設定されているのがさらに望ましく、少なくとも360通り設定されているのがより一層望ましい。また、検査精度の一層の向上を図るという趣旨からは、輪郭上の全ての点(画素点)につき、比較判定されることとするのが望ましい。
【0023】
手段5.不良候補として判定された前記第3の所定点に基づき、欠けの領域の面積又は長さを求め、当該面積又は長さが予め定められた規定値を超えた場合に、不良品判定することを特徴とする手段1乃至4のいずれかに記載の錠剤検査装置。
【0024】
手段5によれば、誤差程度、或いは、許容できる程度の極めて微細な欠け等を不良と判定してしまうことがなく、結果として良品錯誤率の悪化を抑制することができる。
【0025】
手段6.手段1乃至5のいずれかに記載の錠剤検査装置を備えることを特徴とするPTP包装機。
【0026】
手段6のように、錠剤検査装置をPTP包装機に備えることで、PTPシートの製造過程において不良品を効率的に除外できる等のメリットが生じる。
【図面の簡単な説明】
【0027】
【図1】一実施形態におけるPTP包装機等の概略構成を示す模式図である。
【図2】(a)はPTPシートを示す斜視図であり、(b)はPTPシートを示す部分拡大断面図である。
【図3】錠剤検査装置の電気的構成を示すブロック図である。
【図4】「検査ルーチン」の一例を示すフローチャートである。
【図5】検査対象となる錠剤の輪郭を示す模式図であり比較の概念を説明する図である。
【図6】(a)は錠剤の欠け等を示す錠剤の輪郭の模式図であり、(b)は拡大模式図である。
【図7】別の実施形態を説明するための模式図である。
【図8】(a),(b)ともに、別の実施形態を説明するための模式図である。
【発明を実施するための形態】
【0028】
以下、一実施形態について、図面を参照しつつ説明する。本実施形態では、錠剤検査装置をPTP包装機に装備することによって、PTP包装機においてPTPシートの不良が検査される。
【0029】
図2(a),(b)に示すように、PTPシート1は、複数のポケット部2を備えた包装用フィルムとしての容器フィルム3と、ポケット部2を塞ぐようにして容器フィルム3に取着されたカバーフィルムとしての密封用フィルム4とを有している。
【0030】
容器フィルム3は、例えば、PP(ポリプロピレン)やPVC(ポリ塩化ビニル)等の比較的硬質で所定の剛性を有する熱可塑性樹脂材料によって構成され、光透過性を有している(ここでは、透明を呈している)。密封用フィルム4は、アルミニウムによって構成されている。
【0031】
また、各ポケット部2には、例えば円板形状(平面視円形状)をなす錠剤5が1つずつ収容されている。本実施形態の錠剤5は白色に近い色をしているが、色はこれに限定されるものではない。
【0032】
図1に示すように、PTP包装機7は、錠剤5を容器フィルム3に自動的に包装するものである。具体的には、PP、PVCなどの帯状の樹脂フィルムをフィルム送りロール9とテンションロール10,11とで、加熱装置12及び成形装置13に送り込み、錠剤5充填用のポケット部2を樹脂フィルムに成形する。そして、樹脂フィルムにポケット部2の成形された容器フィルム3が、充填装置14の下まで送られてくると、充填装置14が各ポケット部2に錠剤5を自動的に充填する。
【0033】
一方、帯状に形成された密封用フィルム4は、テンションロール16,17を介してフィルム受けロール18の方へと案内されている。フィルム受けロール18には、加熱ロール19が圧接可能となっており、該加熱ロール19の外周面には、僅かに凸状に形成された格子状の線(図示略)が設けられている。そして、両ロール18,19間に、容器フィルム3及び密封用フィルム4が送り込まれるようになっている。両フィルム3,4が、両ロール18,19間を加熱圧接状態で通過することで、容器フィルム3に密封用フィルム4が取着される。これによって、錠剤5が各ポケット部2に充填された長尺状のPTPフィルム20が製造される。
【0034】
さて、前記充填装置14の下流側、かつ、前記フィルム受けロール18及び加熱ロール19の上流側には、容器フィルム3の移送経路に沿って、錠剤5の不良を検査するための錠剤検査装置21が配設されている。当該錠剤検査装置21は、錠剤5の周縁部の割れ、欠けの検出を主目的とする検査を行うものである。
【0035】
上記検査を経て、容器フィルム3に密封用フィルム4が取着された後、PTPフィルム20は、図示しない打抜装置によってPTPシート1単位に裁断される。なお、錠剤検査装置21によって不良品判定された場合、その不良品判定となったPTPシートは、図示しない不良シート排出機構によって別途排出される。
【0036】
さて、PTP包装機7の概略は以上のとおりであるが、以下においては図3等に基づき、錠剤検査装置21についてより具体的に説明する。
【0037】
錠剤検査装置21は、照明手段としての照明装置22、撮像手段としてのカメラ23、画像処理装置24、モニタ25、及びキーボード26等を備えている。
【0038】
照明装置22は、容器フィルム3のポケット部2側に設けられており(図1参照)、面発光が可能となっている。
【0039】
また、カメラ23は、容器フィルム3を介して照明装置22とは反対側(図1では上側)に設けられており、照明装置22から照射される光のうち、容器フィルム3を透過した光を撮像可能となっている。本実施形態では、カメラ23として、CCDカメラが採用されている。
【0040】
このように、本実施形態では、照明装置22から照射される光が、容器フィルム3及び錠剤5を照らし、そこを透過した光が、カメラ23によって二次元撮像されるように構成されている。そして、カメラ23によって撮像された画像データは、カメラ23内部においてデジタル信号に変換された上で、デジタル信号の形で画像処理装置24に入力されるようになっている。
【0041】
画像処理装置24は、図3に示すように、カメラ23に対応する画像メモリ41、二値化手段43、判定用メモリ44、検査結果及び統計データメモリ45、カメラタイミング制御手段46、並びに、CPU及び入出力インターフェース47などから構成され、後述するような画像データの処理や、不良判定(検査)等を実施可能となっている。
【0042】
カメラ23で撮像された二次元画像データは、デジタル信号に変換された後、対応する画像メモリ41に記憶される。また、画像データは、検査時において、二値化手段43により二値化された後、再度画像メモリ41に記憶される。
【0043】
CPU及び入出力インターフェース47は、各種処理プログラムを、後述する判定用メモリ44の記憶内容などを使用しつつ実行するとともに、PTP包装機7に制御信号を送出し又はPTP包装機7から動作信号などの各種信号を送受信するためのものである。これによって、例えば、PTP包装機7の不良シート排出機構などを制御することができるようになっている。また、CPU及び入出力インターフェース47は、モニタ25に表示データを送出する機能をも有する。かかる機能により、二値あるいは濃淡の画像データや不良検査結果などを、モニタ25に表示させることができるようになっている。さらに、CPU及び入出力インターフェース47は、キーボード26からのデータを入力する機能をも有する。
【0044】
判定用メモリ44は、後述する比較、判定に際し用いられる接線の向き情報の許容範囲に関するデータが記憶されているとともに、不良品判定に際し用いられる欠け領域の判定規定値Soに関するデータも記憶されている。
【0045】
また、検査結果及び統計データメモリ45は、画像データに関する座標等のデータ、検査結果データ、及び、該検査結果データを確率統計的に処理した統計データなどを記憶するものである。これらの検査結果データや統計データは、CPU及び入出力インターフェース47の制御に基づき、前記判定用メモリ44に記憶されている各データと併せて、適宜モニタ25に表示させることができる。また、これらの検査結果データや統計データに基づいてCPU及び入出力インターフェース47がPTP包装機7に制御信号を送出することもできる。
【0046】
さらに、カメラタイミング制御手段46は、カメラ23が撮像する画像データを、画像メモリ41に取り込むタイミングを制御するものである。かかるタイミングはPTP包装機7に設けられた図示しないエンコーダからの信号に基づいて制御され、容器フィルム3を所定量送るごとにカメラ23によるシート単位(例えば打ち抜かれるPTPシート単位)で撮像が行われる。
【0047】
次に、主として画像処理装置24において実行される不良検査(錠剤5の周縁部の欠けの検査)の手順について図4のフローチャート等に従って説明する。
【0048】
同図に示すように、「検査ルーチン」において、まずステップS101では、二値化処理を実行する。具体的には、画像メモリ41に記憶された画像データに対し、二値化手段43にて二値化処理が行われる。
【0049】
ステップS102では、塊処理を実行する。具体的には、ステップS101において得られた二値化データに基づき、錠剤5に相当する錠剤領域の認識を行う。
【0050】
ステップS103では、ステップS102で得られた錠剤領域の輪郭形状を抽出する輪郭抽出処理を実行する。具体的には、錠剤領域の輪郭R1を構成する画素点の相対的な座標データが求められる。尚、ステップS103の処理ないし当該処理を行う主体(CPU)が「輪郭抽出処理手段」に相当する。
【0051】
ステップS104では、前記抽出された輪郭R1のデータに基づき、各点における接線の向き情報を求める。
【0052】
より詳しくは、例えば、先ず図5に示すように、錠剤5の輪郭Rの重心Gを特定する。また、当該重心Gから、前記輪郭R上の所定点BPにかけて基準直線BLを設定する。本例では、錠剤5が平面視において円形状をなしていることから、前記所定点BP、及び、基準直線BLは任意に設定され得る。その上で、今回判定の対象となる輪郭R上の所定点(第3の所定点P3)についての接線SL3の向き情報を求める。また、当該第3の所定点P3及び前記重心G間を結ぶ直線L3と、前記基準直線BLとのなす角度θ3に対し、微小角度(δ:例えばδ=5°)を増減した角度θ1(θ1=θ3+δ),θ2(θ2=θ3−δ)を求め、当該角度θ1,θ2毎に、それぞれ重心Gを通る直線L1,L2を引き、当該直線L1,L2と前記抽出された輪郭Rとの各交点を第1、第2の所定点P1,P2として設定する。そして、当該第1、第2の所定点P1,P2について、接線SL1,SL2の向き情報を求める。尚、各点P1,P2,P3の接線SL1,SL2,SL3の向き情報については、本例ではベクトル角度で表される。
【0053】
また、当該ステップS104では、輪郭R1上の全ての点(画素点)が、第3の所定点P3として設定され、輪郭R1上の全ての点(画素点)につき、接線SL3の向き情報が演算される。また、当該第3の所定点P3に対応して、第1、第2の所定点P1,P2についても接線SL1,SL2の向き情報が演算される。但し、輪郭R1上の全ての点(画素点)につき、接線SL1,SL2,SL3の向き情報が求められる都合上、あるときにおいて第3の所定点P3であったものが、別の時点では、第1或いは第2の所定点P1,P2に相当するということも起こり得るし、あるときにおいて第1又は第2の所定点P1,P2であったものが、別の時点では、第3の所定点P3に相当するということも起こり得るし、あるときにおいて第1及び第2の所定点P1,P2のうちいずれか一方であったものが、別の時点では、第1及び第2の所定点P1,P2のうちいずれか他方に相当するということも起こり得る。このため、本実施形態では、あるときには第1の所定点P1、第2の所定点P2、或いは、第3の所定点P3の接線SL1,SL2,SL3の向き情報であったものが、別の判定に際してはそれとは異なる所定点P1,P2,P3の接線SL1,SL2,SL3の向き情報として利用することができるようになっている。
【0054】
次に、ステップS105では、ステップS104で求めた複数通りの第3の所定点P3の接線SL3の向き情報につき、比較処理を実行する。すなわち、第3の所定点P3の接線SL3の向き情報と、第1の所定点P1の接線SL1の向き情報及び第2の所定点P2の接線SL2の向き情報とを比較し、第3の所定点P3の接線SL3の向き情報が、第1の所定点P1の接線SL1の向き情報及び第2の所定点P2の接線SL2の向き情報に基づく許容範囲を逸脱しているか否かを判定する(例えば、第3の所定点P3の接線SL3のベクトル角度が、第1の所定点P1の接線SL1のベクトル角度と第2の所定点P2の接線SL2のベクトル角度との間にあるか否かを判定する)。そして、許容範囲を逸脱している場合には、当該第3の所定点P3に関し不良候補として判定する。一方、第3の所定点P3の接線SL3の向き情報が、許容範囲を逸脱していない場合には、当該第3の所定点P3に関し不良候補として判定されることはない。
【0055】
例えば、図6(a),(b)に示すように、欠け51が生じていないとすると(図6(b)の2点鎖線参照)、第3の所定点P3aの接線SL3aの向き情報(ベクトル角度)は、第1の所定点P1の接線SL1の向き情報(ベクトル角度)と第2の所定点P2の接線SL2の向き(ベクトル角度)との間にある筈であり、許容範囲を逸脱しない筈である。これに対し、同図実線で示すように、欠け51が生じている領域においては(図6(b)の実線参照)、第3の所定点P3bの接線SL3bの向き情報(ベクトル角度)は、第1の所定点P1の接線SL1の向き情報(ベクトル角度)と第2の所定点P2の接線SL2の向き(ベクトル角度)との間にない、つまり、許容範囲を逸脱する筈である。ステップS105では、このような比較、判定処理を、ステップS104で求めた複数通りの第3の所定点P3の接線SL3の向き情報につき実行する。
【0056】
次に、ステップS106では、ステップS105の比較処理において、連続して不良候補として判定された第3の所定点P3に基づいて、欠け面積を算出する処理を実行する。上述のとおり、欠け51が生じている領域においては、第3の所定点P3の接線SL3の向き情報は、許容範囲を逸脱する筈である。このため、連続して不良候補として判定される第3の所定点P3の数が規定値を超えるような場合には、所定以上の大きさの欠け51が生じていると言える。
【0057】
続くステップS107では、ステップS106において算出した欠け領域の面積Sxが、予め定められた判定規定値So以下か否かを判定する。そして、欠け領域の面積Sxが判定規定値So以下の場合には、ステップS108において良品判定を行い、本処理を終了する。一方、欠け領域の面積Sxが判定規定値Soよりも大きいものが1つでもある場合には、ステップS109において不良判定を行い、本処理を一旦終了する。これらの検査結果は、モニタ25やPTP包装機7(不良シート排出機構を含む)に出力される。
【0058】
なお、上記ステップS101からステップS109の処理は、PTPフィルム20上の各錠剤5について実行され、後にPTPシート1となって裁断されたときに同一シート上に一つでも不良判定された錠剤5が含まれているときは、そのシートは不良と判断され排出される。
【0059】
以上詳述したように、本実施形態によれば、第3の所定点P3の接線SL3の向き情報が、第1の所定点P1の接線SL1の向き情報及び第2の所定点P2の接線SL2の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点P3に関し不良候補として判定される。また、第1〜第3の所定点P1〜P3の接線SL1〜SL3の向き情報については錠剤5の輪郭Rに沿って複数通り演算され、前記比較判定は、複数通り(全ての点の)の第3の所定点P3に関し行われる。このように、本実施形態では、画像データに基づき抽出された実際の錠剤5の輪郭Rに基づいて判定を行うことができ、従来技術で説明したような基準錠剤の輪郭や、各点毎の設定角のデータを別途用意しておく必要がない。このため、検査対象となる錠剤5が変更された場合であっても柔軟かつ円滑に対応することができる一方で、正確な検査を行うことができる。
【0060】
また、錠剤5が、ポケット部2内において若干傾いた状態で収容されていたとしても、本実施形態では、錠剤5の輪郭Rの連続性という見地から判定を行うこととしている。そのため、錠剤5の姿勢が都度異なっていたとしても、それによって誤判定を起こすことはない。この点においても、不良候補の判定がより正確なものとなり、ひいては検査精度の飛躍的な向上を図ることができる。
【0061】
また、本実施形態では、第3の所定点P3が、第1の所定点P1と第2の所定点P2の丁度中間位置に設定される。つまり、第1の所定点P1及び第3の所定点P3と、第3の所定点P3及び第2の所定点P2とが、等間隔又は等角度間隔となるよう設定される。従って、第3の所定点が、第1の所定点側或いは第2の所定点側に偏って設定される場合に比べ、より一層精度の高い検査を行うことができる。
【0062】
さらに、本実施形態では、輪郭R1上の全ての点(画素点)が、第3の所定点P3として設定され、輪郭R1上の全ての点(画素点)につき、接線SL3の向き情報が演算される。また、当該第3の所定点P3に対応して、第1、第2の所定点P1,P2についても接線SL1,SL2の向き情報が演算され、比較、判定に供される。このような細やかな設定を行うことで、あるときにおいて第1及び第2の所定点P1,P2のうちいずれか一方であったものが、別の時点では、第1及び第2の所定点P1,P2のうちいずれか他方に相当するということも起こり得る。このため、あるときには第1の所定点P1、第2の所定点P2、或いは、第3の所定点P3の接線SL1,SL2,SL3の向き情報であったものが、別の判定に際してはそれとは異なる所定点P1,P2,P3の接線SL1,SL2,SL3の向き情報として利用することができる。このため、逐一接線の向き情報を演算する手間を省略することができ、結果として、検査速度の向上を図ることができる。また、輪郭R1上の全範囲にわたってより均等な検査を行うことができ、偏った特定の部位のみが検査されることによる不具合を防止することができる。
【0063】
以上説明した実施形態において、例えば、次のように構成の一部を適宜変更して実施することも可能である。勿論、以下において例示しない他の変更例も当然可能である。
【0064】
(a)上記実施形態では、説明の便宜上、錠剤5の輪郭Rの重心Gや、基準直線BLを設定することとしている。しかしながら、各所定点P1〜P3毎の接線SL1〜SL3の向き情報の相対的な比較を行うように構成するのであれば、わざわざ重心Gや、基準直線BL等を設定しなくてもよい。
【0065】
(b)上記実施形態では、平板円板状の錠剤5を検査する場合に具体化することとしている。これに対し、例えば中央部と周縁部とで厚みが異なる錠剤、いわゆるレンズ錠等であっても検査を行うことができる。
【0066】
(c)また、平面視非円形状の錠剤であっても、検査することができる。例えば、図7に示すように、平面視楕円形状の錠剤5Aや、平面視長円形状の錠剤であっても検査可能である。例えば、同図に示すような平面視楕円形状をなす錠剤5Aの場合において基準直線BLが設定される場合には、重心又は中心から最も距離のある点BPを通る直線[或いは逆に、最も近い点を通る直線(短径)]が基準直線BLとして好適に設定される。
【0067】
(d)さらに、図8(a)に示す平面視略三角形状等の錠剤5Bや、図8(b)に示すトローチ錠等に代表される円環状の錠剤5Cであっても検査可能である。後者の場合、外周縁の輪郭のみならず、内周縁の輪郭についても検査することができる。
【0068】
(e)上記実施形態では、照明装置22から照射され、容器フィルム3を透過した透過光をカメラ23により撮像し、錠剤5の検査を行う構成となっている。これに限らず、錠剤5から反射した反射光を撮像し、検査を行う構成としてもよい。反射光を利用した検査によれば、容器フィルム3に密封用フィルム4が取着された後段階においても、錠剤5の検査を行うことが可能となる。
【0069】
(f)上記実施形態では、ステップS101で二値化処理を実行し、ステップS102で塊処理を実行した上で、ステップS103において、輪郭抽出処理を実行することとしているが、これとは別の手法で輪郭抽出処理を実行してもよい。例えば、上記二値化処理に代えて、いわゆる微分処理を実行することで輪郭抽出処理を実行することもできる。
【0070】
(g)上記実施形態では、欠け領域の面積Sxが判定規定値Soよりも大きい場合に、不良品判定を行うこととしているが、欠け領域の長さ(周囲長)が規定値よりも大きい場合に、不良品判定を行うこととしてもよい。
【0071】
(h)上記実施形態では、輪郭R1上の全ての点(画素点)が、第3の所定点P3として設定され、比較、判定が行われることとなっているが、必ずしも全ての点(画素点)につき比較が行われなくてもよい。但し、検査精度の観点からは、第3の所定点は、少なくとも24通り(輪郭Rが円形状の場合には15°間隔で)設定されているのがより望ましく、少なくとも72通り(輪郭Rが円形状の場合には5°間隔で)設定されているのがさらに望ましく、少なくとも360通り(輪郭Rが円形状の場合には1°間隔で)設定されているのがより一層望ましい。
【符号の説明】
【0072】
1…PTPシート、2…ポケット部、3…容器フィルム、4…密封用フィルム、5…錠剤、7…PTP包装機、21…錠剤検査装置、22…照明装置、23…カメラ、24…画像処理装置、44…判定用メモリ。
【特許請求の範囲】
【請求項1】
PTPシートの製造過程において、搬送される帯状の包装用フィルムに形成されたポケット部に収容された錠剤を検査する錠剤検査装置であって、
前記ポケット部に収容された錠剤に対し光を照射可能な照明手段と、
前記照明手段により照明された範囲内の錠剤を撮像可能な撮像手段と、
前記撮像手段から出力される画像信号を処理する画像処理装置とを備え、
前記画像処理装置は、
前記画像信号から得た画像データに基づき、前記錠剤の輪郭を抽出する輪郭抽出手段と、
前記錠剤の輪郭上における第1の所定点の接線の向き情報を求めるとともに、前記錠剤の輪郭上における第2の所定点の接線の向き情報を演算する第1及び第2演算手段と、
前記錠剤の輪郭上において、前記第1の所定点及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求める第3演算手段と、
前記第3の所定点の接線の向き情報と、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報とを比較し、前記第3の所定点の接線の向き情報が、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する判定手段と、を備え、
前記第1及び第2演算手段は、前記錠剤の輪郭上の複数通りの第1の所定点及び第2の所定点につき接線の向き情報を演算するものであるとともに、前記第3演算手段も、前記錠剤の輪郭上の複数通りの第3の所定点につき接線の向き情報を演算するものであり、前記判定手段は、前記複数通りの第3の所定点に関し、接線の向き情報の比較判定を行うものであることを特徴とする錠剤検査装置。
【請求項2】
前記第1の所定点及び第3の所定点と、前記第3の所定点及び第2の所定点とが、等間隔又は等角度間隔となるよう設定されることを特徴とする請求項1に記載の錠剤検査装置。
【請求項3】
前記第1及び第2演算手段にて演算された第1の所定点若しくは第2の所定点の接線の向き情報を、別の比較判定に際し前記第3演算手段にて演算されるべき第3の所定点の接線の向き情報として利用可能、又は、
前記第3演算手段にて演算された第3の所定点の接線の向き情報を、別の比較判定に際し前記第1及び第2演算手段にて演算されるべき第1の所定点若しくは第2の所定点の接線の向き情報として利用可能、又は、
前記第1及び第2演算手段にて演算された第1の所定点及び第2の所定点のうち一方の接線の向き情報を、別の比較判定に際し前記第1及び第2演算手段にて演算されるべき第1の所定点及び第2の所定点のうち他方の接線の向き情報として利用可能となっていることを特徴とする請求項1又は2に記載の錠剤検査装置。
【請求項4】
前記第3の所定点として、等間隔毎又は等角度間隔毎に少なくとも12通り設定されており、前記判定手段は、少なくとも12通りの第3の所定点に関し、接線の向き情報の比較判定を行うものであることを特徴とする請求項1乃至3のいずれかに記載の錠剤検査装置。
【請求項5】
不良候補として判定された前記第3の所定点に基づき、欠けの領域の面積又は長さを求め、当該面積又は長さが予め定められた規定値を超えた場合に、不良品判定することを特徴とする請求項1乃至4のいずれかに記載の錠剤検査装置。
【請求項6】
請求項1乃至5のいずれかに記載の錠剤検査装置を備えることを特徴とするPTP包装機。
【請求項1】
PTPシートの製造過程において、搬送される帯状の包装用フィルムに形成されたポケット部に収容された錠剤を検査する錠剤検査装置であって、
前記ポケット部に収容された錠剤に対し光を照射可能な照明手段と、
前記照明手段により照明された範囲内の錠剤を撮像可能な撮像手段と、
前記撮像手段から出力される画像信号を処理する画像処理装置とを備え、
前記画像処理装置は、
前記画像信号から得た画像データに基づき、前記錠剤の輪郭を抽出する輪郭抽出手段と、
前記錠剤の輪郭上における第1の所定点の接線の向き情報を求めるとともに、前記錠剤の輪郭上における第2の所定点の接線の向き情報を演算する第1及び第2演算手段と、
前記錠剤の輪郭上において、前記第1の所定点及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求める第3演算手段と、
前記第3の所定点の接線の向き情報と、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報とを比較し、前記第3の所定点の接線の向き情報が、前記第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する判定手段と、を備え、
前記第1及び第2演算手段は、前記錠剤の輪郭上の複数通りの第1の所定点及び第2の所定点につき接線の向き情報を演算するものであるとともに、前記第3演算手段も、前記錠剤の輪郭上の複数通りの第3の所定点につき接線の向き情報を演算するものであり、前記判定手段は、前記複数通りの第3の所定点に関し、接線の向き情報の比較判定を行うものであることを特徴とする錠剤検査装置。
【請求項2】
前記第1の所定点及び第3の所定点と、前記第3の所定点及び第2の所定点とが、等間隔又は等角度間隔となるよう設定されることを特徴とする請求項1に記載の錠剤検査装置。
【請求項3】
前記第1及び第2演算手段にて演算された第1の所定点若しくは第2の所定点の接線の向き情報を、別の比較判定に際し前記第3演算手段にて演算されるべき第3の所定点の接線の向き情報として利用可能、又は、
前記第3演算手段にて演算された第3の所定点の接線の向き情報を、別の比較判定に際し前記第1及び第2演算手段にて演算されるべき第1の所定点若しくは第2の所定点の接線の向き情報として利用可能、又は、
前記第1及び第2演算手段にて演算された第1の所定点及び第2の所定点のうち一方の接線の向き情報を、別の比較判定に際し前記第1及び第2演算手段にて演算されるべき第1の所定点及び第2の所定点のうち他方の接線の向き情報として利用可能となっていることを特徴とする請求項1又は2に記載の錠剤検査装置。
【請求項4】
前記第3の所定点として、等間隔毎又は等角度間隔毎に少なくとも12通り設定されており、前記判定手段は、少なくとも12通りの第3の所定点に関し、接線の向き情報の比較判定を行うものであることを特徴とする請求項1乃至3のいずれかに記載の錠剤検査装置。
【請求項5】
不良候補として判定された前記第3の所定点に基づき、欠けの領域の面積又は長さを求め、当該面積又は長さが予め定められた規定値を超えた場合に、不良品判定することを特徴とする請求項1乃至4のいずれかに記載の錠剤検査装置。
【請求項6】
請求項1乃至5のいずれかに記載の錠剤検査装置を備えることを特徴とするPTP包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−247376(P2012−247376A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−121197(P2011−121197)
【出願日】平成23年5月31日(2011.5.31)
【出願人】(000106760)CKD株式会社 (627)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【出願人】(000106760)CKD株式会社 (627)
【Fターム(参考)】
[ Back to top ]