
鏡面研磨コーチング方法および鏡面研磨コーチング装置
【課題】 金属部材の表面処理において、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える鏡面研磨コーチング方法を提供すること
【解決手段】 研磨対象(試料1)を一方の鉄芯4の先端部に支持して研磨パッド2を他方の鉄芯5の先端部に支持し、試料1と研磨パッド2とを対面させた間に磁気研磨液3を存在させる。鉄心4,5にはコイル8,9を設けて電磁石とし、外側の他端に駆動モータ6,7を連結して回転させる。磁気研磨液3には増粘剤,非磁性の砥粒を混合しておき、駆動モータ6,7により互いを逆回転させ、コイル8,9により磁気研磨液3に所定に磁場を加える。磁気研磨液中では強磁性粒子(鉄粒子)に砥粒,マグネタイト粒子が付着し、当該付着粒体が自転して動くので研削作用し、研磨面に酸素が直ちに結合し、コーチングされる。
【解決手段】 研磨対象(試料1)を一方の鉄芯4の先端部に支持して研磨パッド2を他方の鉄芯5の先端部に支持し、試料1と研磨パッド2とを対面させた間に磁気研磨液3を存在させる。鉄心4,5にはコイル8,9を設けて電磁石とし、外側の他端に駆動モータ6,7を連結して回転させる。磁気研磨液3には増粘剤,非磁性の砥粒を混合しておき、駆動モータ6,7により互いを逆回転させ、コイル8,9により磁気研磨液3に所定に磁場を加える。磁気研磨液中では強磁性粒子(鉄粒子)に砥粒,マグネタイト粒子が付着し、当該付着粒体が自転して動くので研削作用し、研磨面に酸素が直ちに結合し、コーチングされる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、精密機械部品や金型など金属部材の表面に対して鏡面研磨と酸化膜のコーチングを同時に行うような鏡面研磨コーチング方法および鏡面研磨コーチング装置に関するもので、より具体的には、研磨対象に対して研磨工具を対面し、これらの間に磁気研磨液を存在させて非磁性の砥粒により研磨を行うことの改良に関する。
【背景技術】
【0002】
研磨対象の表面を鏡面に仕上げる技術としては、一般に、遊離砥粒を分散させた研磨剤を研磨対象とラップ定盤との間に介在させた状態で両者を擦り合わせる動作を行うラッピングや、ラッピングよりも微細な砥粒を用い、ポリッシングパッドと呼ばれる柔らかい工具により研磨対象との擦り合わせ動作を行うポリシングなどが行われている。
【0003】
また、金属部材の表面に対して、研磨するとともに酸化膜のコーチングを形成し得るような技術に電解研磨がある。電解研磨は、研磨対象を陽極として電解液中に吊して電流を流し、研磨対象の表面を溶解させることで研磨を行う技術であるが、比較的に大きな凹凸を取ることが難しい欠点があり、一般的には鏡面仕上げのための最終処理には適用しない技術である。
【0004】
なお、磁気研磨液を用いる研磨の技術には、例えば特許文献1に見られるようなものが知られている。これには、磁気研磨液における分散粒子を調整することにより研磨液の性能を改善し、精密な研磨、仕上げ加工に適用し得るような技術の提案がある。
【特許文献1】特開2002−170791号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
金属部材の表面処理に関して、鏡面に研磨するとともに酸化膜のコーチング層を生成したいという要求がある。この2つの処理は同時同一の作業によって加工できればコストを減らすことができ、生産性が上がるメリットがあって好ましい。
【0006】
しかしながら、上記したように従来は対応し得るような技術の提案がなく、鏡面研磨と酸化膜のコーチングとはそれぞれ独立した別々の作業工程において行われる技術しかない。
【0007】
この発明は上記した課題を解決するもので、その目的は、金属部材の表面処理において、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える鏡面研磨コーチング方法および鏡面研磨コーチング装置を提供することにある。
【課題を解決するための手段】
【0008】
上記した目的を達成するために、本発明に係る鏡面研磨コーチング方法は、金属部材である研磨対象に対して鏡面研磨と酸化膜のコーチングとを同時に行うような鏡面研磨コーチング方法であって、研磨対象に対して研磨工具を対面させてそれぞれに支持し、それら両支持部あるいは少なくとも一方の支持部に回転手段および磁場を発生する磁場発生源を設け、前記研磨対象と前記研磨工具との間に磁気研磨液を存在させて当該磁気研磨液には増粘剤および非磁性の砥粒を混合しておき、前記回転手段により互いに逆回転あるいは少なくとも一方を回転するとともに、前記磁場発生源により前記磁気研磨液に時間的に定常的あるいは変動的な磁場を加えるようにした。
【0009】
また、本発明に係る鏡面研磨コーチング装置は、金属部材である研磨対象に対して鏡面研磨と酸化膜のコーチングとを同時に行うための鏡面研磨コーチング装置であって、研磨対象を支持する第1支持部と、研磨工具を支持する第2支持部とを備えて両支持部が対向する配置として前記研磨対象に対して前記研磨工具を対面させ、それら両支持部あるいは少なくとも一方の支持部に回転手段および磁場を発生する磁場発生源を設け、前記研磨対象と前記研磨工具との間に磁気研磨液を存在させて当該磁気研磨液には増粘剤および非磁性の砥粒を混合しておき、前記回転手段により互いに逆回転あるいは少なくとも一方を回転するとともに、前記磁場発生源により前記磁気研磨液に時間的に定常的あるいは変動的な磁場を加える構成にした。
【0010】
また、上記の各発明に用いられる磁気研磨液は、動粘度0.01〜100mm2/s程度の水やケロシン等の分散媒中に、粒子径1〜80μmの強磁性粒子を好ましくは10〜95wt%分散させた流体に対して、粒子径10〜50nmの球形マグネタイト粒子が電気絶縁性を有する水やケロシン等の分散媒に一様に分散した流体を好ましくは5〜90wt%混合した複合流体に、粒子径0.01〜100μmの非磁性の砥粒を混合し、さらに増粘剤としてαセルロースなどの繊維状物質あるいはポリビニルアルコール等の樹脂を混合する構成とするよい。
【0011】
したがって本発明では、研磨対象と研磨パッドとは相対的に互いに逆方向へ回転し、このとき両者間には磁場発生源により磁場が作用する。磁気研磨液は、研磨対象と研磨パッドの間で両者の回転動作に伴い流動し、これに伴い強磁性粒子として例えば鉄粒子を分散している。
【0012】
ここで、研磨対象に対して研磨パッドを押さえ付けて押さえ力を作用させることで、分散媒においては硬くて鋭利なエッジを持つ砥粒が柔らかい鉄粒子(強磁性粒子)の外面に付着する。また、磁場発生源の磁場が作用するので磁気吸引力が働き、マグネタイト粒子が鉄粒子(強磁性粒子)の外面に多数付着する。
【0013】
こうした状態で研磨パッドと研磨対象とが相対運動することから、この鉄粒子は自転しながら流動方向へ動き、研磨対象の表面を接触しつつ運動する。このため、鉄粒子に付着した砥粒が研磨対象の表面の凸部を研削し、より平滑な表面が得られる。このとき、研削によって新たに露出した表面では直ちに酸化が進み、当該表面の鉄元素が、液中の鉄粒子に付着したマグネタイト粒子の酸素と結合して酸化膜が生成する。これにより、当該表面に酸化膜のコーチング層を形成することになる。
【0014】
一方、研磨対象に対して研磨パッドを押さえ付けずに非接触に対面させて研磨を行ってもよい。この場合は、磁気研磨液において生成した磁気クラスタが押さえ力を発現し、砥粒に研削を行わせることになる。具体的には、上述した磁気研磨液において、強磁性粒子(例えば鉄粒子),マグネタイト粒子が磁気吸引力により多数が凝集して磁気クラスタとなる。磁気クラスタは、磁束に沿うので研磨対象に対立して針状に多数が立ち並び、これにより磁気研磨液の中に存在する砥粒が研磨対象の表面に押さえつけられる。また、磁気クラスタに絡み込まれた砥粒もあるので、それらも研磨対象の表面に押えつけられる。
【0015】
こうした状態で研磨パッドと研磨対象とが相対運動することから、砥粒は研磨対象の表面を接触しつつ運動する。このため、砥粒が研磨対象の表面の凸部を研削し、より平滑な表面が得られる。そして、研削によって新たに露出した表面では直ちに酸化が進み、当該表面の鉄元素が、磁気クラスタにおけるマグネタイト粒子の酸素と結合して酸化膜が生成し、すなわち酸化膜のコーチング層を形成することになる。
【0016】
また、上述した組成の磁気研磨液によれば、αセルロース等の増粘剤を含むので、添加した増粘剤は、鉄粒子への砥粒,マグネタイト粒子の付着あるいは磁気クラスタを保持するように作用し、その結果、多数の砥粒が研磨対象の表面に接触する状況を促進でき、研磨およびコーチングを高効率に行えるようになる。
【発明の効果】
【0017】
本発明に係る鏡面研磨コーチングでは、磁気研磨液において強磁性粒子(鉄粒子)への砥粒,マグネタイト粒子の付着があり、当該付着粒体が自転しながら動くことから、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える。また、磁気研磨液において生成した磁気クラスタが押さえ力を発現し、砥粒に研削を行わせることになり、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える。したがって、金属部材の表面処理において加工コストを低減でき、生産性を格段に向上することができる。
【発明を実施するための最良の形態】
【0018】
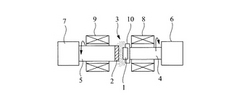
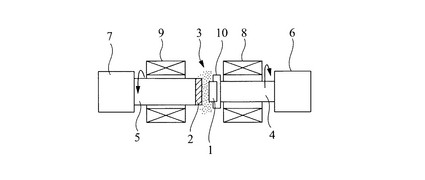
図1は、本発明の第1の実施の形態を示している。本実施の形態において、鏡面研磨コーチング装置は、金属部剤である研磨対象(試料1)を一方の鉄芯4の先端部に支持するとともに、研磨パッド2を他方の鉄芯5の先端部に支持し、試料1と研磨パッド2とを対面させた間に磁気研磨液3を存在させ、当該磁気研磨液3には増粘剤および非磁性の砥粒を混合しておき、駆動モータ6,7により互いに逆回転あるいは少なくとも一方を回転するとともに、コイル8,9により磁気研磨液3に時間的に定常的あるいは変動的に磁場を加えることにより、鏡面研磨および酸化膜のコーチングを行う構成になっている。
【0019】
磁気研磨液3は、増粘剤および非磁性の砥粒を混合してあり、具体的には、動粘度0.01〜100mm2/s程度の水やケロシン等の分散媒中に、粒子径1〜80μmの強磁性粒子を10〜95wt%分散させた流体に対して、粒子径10〜50nmの球形マグネタイト粒子が電気絶縁性を有する水やケロシン等の分散媒に一様に分散した流体を5〜90wt%混合した複合流体に、粒子径0.01〜100μmの非磁性の砥粒を混合し、さらに増粘剤としてαセルロースなどの繊維状物質あるいはポリビニルアルコール等の樹脂を混合している。
【0020】
鉄芯4,5は円柱形状に形成してあり、同一線上に対向させて配置している。鉄芯4の先端部にはホルダ10を設けて当該ホルダ10に試料1を着脱可能に装着し、鉄芯5の先端部に研磨パッド2を着脱可能に装着する。そして、これら鉄芯4,5は、外周を囲む状態にそれぞれコイル8,9を設けていて、いわゆる電磁石になっており、外側の他端にそれぞれ駆動モータ6,7を連結し、適宜に回転させる構成になっている。駆動モータ6,7には、例えばボール盤,旋盤,NC旋盤,フライス盤などの回転駆動機構を用いることができる。
【0021】
また、鉄心4,5は、少なくとも一方あるいは両方を、図示しない位置調整手段と連係してあり、両者の対向位置を適宜に調整できるようになっている。つまり、研磨コーチングに際しては両者の対向位置を適宜に調整する初期設定を行うが、本実施の形態では試料1に対して研磨パッド2を接触し、適宜な押さえ力を加えることにしている。このような構成によれば、試料1と研磨パッド2とは相対的に互いに逆方向へ回転し、このとき両者間にはコイル8,9により磁場が作用する。
磁気研磨液3は、試料1と研磨パッド2の間で両者の回転動作に伴い流動し、これには強磁性粒子として例えば鉄粒子を分散している。
【0022】
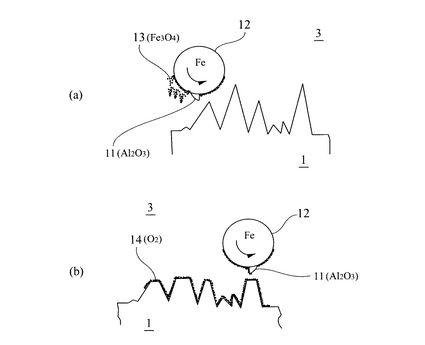
ここで、試料1に対して研磨パッド2を押さえ付けて押さえ力を作用させることでは、図2(a)に示すように、分散媒においては硬くて鋭利なエッジを持つ砥粒11(例えばアルミナ:Al2O3)が柔らかい鉄粒子12(Fe)の外面に付着する。また、コイル8,9による磁場が作用するので磁気吸引力が働き、マグネタイト粒子13(Fe3O4)が鉄粒子12の外面に多数付着する。
【0023】
こうした状態で研磨パッド2と試料1とが相対運動することから、この鉄粒子12は自転しながら流動方向へ動き、試料1の表面を接触しつつ運動する。このため、鉄粒子12に付着した砥粒11が試料1の表面の凸部を研削し、より平滑な表面が得られる。つまり、鏡面研磨が行える。このとき、研削によって新たに露出した表面では直ちに酸化が進み、当該表面の鉄元素が、液中の鉄粒子12に付着したマグネタイト粒子13の酸素と結合して酸化膜(O2)が生成し、すなわち酸化膜のコーチング層14を形成することになる。
【0024】
また、磁気研磨液3には増粘剤としてαセルロースを含むので、添加した増粘剤は鉄粒子12への砥粒11,マグネタイト粒子13の付着を保持するように作用し、その結果、多数の砥粒11が試料3の表面に接触する状況を促進でき、研磨およびコーチングを高効率に行えるようになる。
【0025】
したがって、本発明に係る研磨コーチングによれば、磁気研磨液3において鉄粒子12への砥粒11,マグネタイト粒子13の付着があり、当該付着粒体が自転しながら動くことから、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える。
【0026】
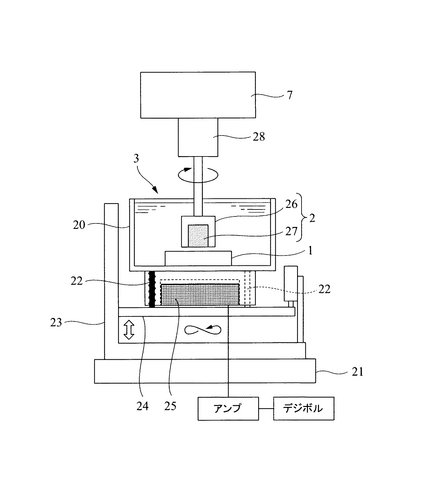
図3は、本発明の第2の実施の形態を示している。本実施の形態において、鏡面研磨コーチング装置は、磁気研磨液3を満たした流動槽20を有し、その流動槽20の底部に固定した研磨対象(試料1)に対して研磨バイト2を非接触に対面させ、研磨バイト2は例えば永久磁石など磁場を発生する磁場発生源を有していて駆動モータ7により回転させるとともに、流動槽20にはこれと連係した振動台21により適宜な動作の振動を行わせ、磁気研磨液3に生成した磁気クラスタの作用により流体研磨を行う構成になっている。
【0027】
流動槽20は、底面に試料1を固定し、スプリングネジ22によりトラバース装置23の基台24に取り付けるとともに、そのトラバース装置23を振動台21に取り付ける構成であり、スプリングネジ22の部位には接触式のロードセル25を配置している。つまり、トラバース装置23の基台24を動かすことで流動槽20の上下位置を初期設定し、振動台21により適宜な振動動作、例えば研磨バイト2の回転軸との対立面において8の字を描くといった回動動作を与えるとともに、その動作状況をロードセル25により検出するようになっている。
【0028】
研磨バイト2は、非磁性体からなる円柱体26に同心に永久磁石27を埋め込んだ構成を採り、円柱体26,永久磁石27の両者の直径を所定の関係に設定している。駆動モータ7には、例えばボール盤,旋盤,NC旋盤,フライス盤などの回転駆動機構を用いることができ、出力軸に連結したチャック部28に研磨バイト2の軸を取り付けし、着脱が行える構成になっている。
【0029】
振動台21は、図示しない駆動源を有し、研磨バイト2の回転軸と対立する平面について流動槽20を動かす構成であり、振動動作には複数のモードを設定してあって適宜に選択あるいは組み合わせるようになっている。つまり、振動台21の振動動作は、研磨バイト2の回転軸との対立面において、定点を中心とする単純な回転動作、あるいは8の字を描く回動動作、または当該平面における定方向で往復する振動動作など、複数の振動モードがあり、研磨作業の際はこれらを適宜に選択あるいは組み合わせることになる。
【0030】
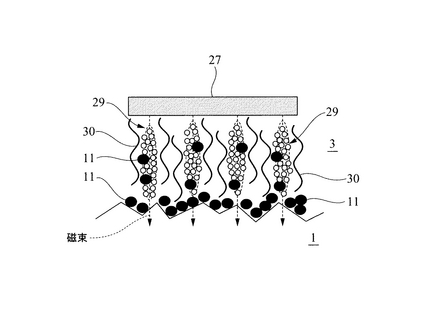
このような構成によれば、研磨バイト2と試料1との間では、図4に示すように、磁束が生じて磁気研磨液3において磁気クラスタ29が生成する。つまり、研磨バイト2には永久磁石27を埋め込んであるので磁場が作用し、永久磁石27と試料1との間で磁束が生じ、強磁性粒子(例えば鉄粒子),マグネタイト粒子が磁気吸引力により多数が凝集して磁気クラスタ29となる。磁気クラスタ29は、磁束に沿うので試料1に対立して針状に多数が立ち並ぶことになる。
【0031】
このとき、磁気研磨液3においては、増粘剤として加えたαセルロース30が磁気クラスタ29の相互間に織り込み状態に位置を占め、さらに非磁性の砥粒11を加えてあるので、これは磁気クラスタ29に絡み込まれるものもあるが、多くは試料1の表面に存在することになる。したがって、針状に立ち並ぶ磁気クラスタ29および織り込み状態のαセルロース30とによって、磁気研磨液3の中に存在する砥粒11が試料1の表面に押さえつけられる。また、磁気クラスタ29およびαセルロース30に絡み込まれた砥粒11もあるので、それらも試料1の表面に押えつけられる。
【0032】
こうした状態で研磨バイト2と試料1とが相対運動することから、砥粒11は試料1の表面を接触しつつ運動する。このため、試料1の表面の凸部を砥粒11が研削し、より平滑な表面が得られる。つまり、鏡面研磨が行える。そして、研削によって新たに露出した表面では直ちに酸化が進み、当該表面の鉄元素が、磁気クラスタ29におけるマグネタイト粒子の酸素と結合して酸化膜が生成し、すなわち酸化膜のコーチング層を形成することになる。
【0033】
磁場が定常的では、磁気クラスタ29は磁束に沿って整列して立ち並び、磁力により整列状態が保持されるので砥粒11が試料1の表面(研磨面)に適度に当たって研磨が行える。また、磁場が変動的では、磁気クラスタ29は動揺し、このときも砥粒11が研磨面に適度に当たり研磨が行える。このように、試料1に対して研磨バイト2を接触させずに所定に隔てた非接触の状態であっても、磁気クラスタ29およびαセルロース30の押さえ作用により研磨することができ、流体研磨が行える。また、流動槽20を動かすことで磁気研磨液3をかき混ぜることから、磁気研磨液3の中で砥粒11が動き回るため研削の作用をし、研磨が進むことになる。
【0034】
また、磁気研磨液3には増粘剤としてαセルロース30を含むので、添加した増粘剤は磁気クラスタ29を保持するように作用し、その結果、多数の砥粒が研磨対象の表面に接触する状況を促進でき、研磨およびコーチングを高効率に行えるようになる。
【0035】
したがって、試料1(研磨対象)に対して研磨バイト2(研磨工具)を押さえ付けずに非接触に対面させて研磨を行うこともよく、この場合は磁気研磨液3において生成した磁気クラスタ29が押さえ力を発現し、砥粒11に研削を行わせることになり、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える。
【実施例】
【0036】
(実施例1)
図1に示す鏡面研磨コーチング装置を用いて試料の研磨およびコーチングを行った。つまり、本発明の効果を実証するため、加工の条件を替えて複数の試料を研磨し、それら各試料について表面粗さRa(算術平均粗さ),Ry(最大粗さ)およびコーチング層を評価した。
【0037】
磁気研磨液としては表1に示すように、2つの組成(a),(b)とし、同表には比較例の組成も示している。そして、ここでは表2に示す条件により評価試験を行っており、その結果、表3に示すような表面粗さRa,Ryおよびコーチング層が得られた。
【表1】

【表2】
【表3】
【0038】
つまり、磁気研磨液はその組成に、非磁性の砥粒として粒子径0.05μmのアルミナを含むものとする。そして、評価試験の条件としては表2に示すように、試料は外径10mmの平板形状のものとし、磁場は1600ガウスの定常磁場と、周波数1Hzで1600ガウスをオン・オフさせる変動磁場との2つとし、回転数,加工圧力など他の諸条件も同表に示す値として研磨を行っている。
【0039】
その結果、表3に示すように、砥粒の配合比など組成を調整することで表面粗さが変化し、0.05μm程度の表面粗さRaが得られること、およびコーチング層も適正に形成できることを確認した。また、定常磁場でも変動磁場でも、同様な結果が得られることを確認できた。
【0040】
すなわち、本発明に係る研磨コーチングによれば、金属部材について表面の鏡面研磨が行えるとともに、酸化膜のコーチング層を生成することができ、本発明の有用性が確認できた。
【0041】
(実施例2)
また、図3に示す鏡面研磨コーチング装置を用いて試料の研磨およびコーチングを行った。この場合、磁気研磨液としては表4に示す組成(c)とし、表5に示す条件により評価試験を行っており、その結果、同表に合わせて示すような表面粗さRaおよびコーチング層が得られた。
【表4】
【表5】
【0042】
ここでは、磁気研磨液はその組成に、非磁性の砥粒として粒子径0.05μmのアルミナを含み、さらに増粘剤としてαセルロースを含むものとする。試料は真鍮であり、研磨バイトは回転数を515〜2580rpm、試料との間隔は1mmあるいは2mm、研磨時間は1時間、振動台は研磨バイトの回転軸との対立面において8の字を描く回動動作を行い、その振幅は10mmで毎分20回の振動とした。
【0043】
その結果、研磨バイトと試料との間隔を1mmとした条件において、酸化膜が適正に生成でき、回転数が高いほどコーチング層の面積が大きくなることを確認しており、このとき表面粗さRaは18〜30nm程度が得られた。
【0044】
したがって、この場合も金属部材について表面の鏡面研磨が行えるとともに、酸化膜のコーチング層を生成することができ、本発明の有用性が確認できた。
【図面の簡単な説明】
【0045】
【図1】本発明に係る鏡面研磨コーチング装置の好適な第1の実施の形態を示す構成図である。
【図2】鏡面研磨の動作とコーチング層の生成を(a),(b)順に示す説明図である。
【図3】本発明に係る鏡面研磨コーチング装置の第2の実施の形態を示す構成図である。
【図4】磁気クラスタによる鏡面研磨およびコーチングを示す説明図である。
【符号の説明】
【0046】
1 試料(研磨対象)
2 研磨パッド
3 磁気研磨液
4,5 鉄心
6,7 駆動モータ
8,9 コイル
10 ホルダ
11 砥粒
12 鉄粒子
13 マグネタイト粒子
14 コーチング層
20 流動槽
21 振動台
22 スプリングネジ
23 トラバース装置
24 基台
25 ロードセル
26 円柱体
27 永久磁石
28 チャック部
29 磁気クラスタ
30 αセルロース
【技術分野】
【0001】
本発明は、精密機械部品や金型など金属部材の表面に対して鏡面研磨と酸化膜のコーチングを同時に行うような鏡面研磨コーチング方法および鏡面研磨コーチング装置に関するもので、より具体的には、研磨対象に対して研磨工具を対面し、これらの間に磁気研磨液を存在させて非磁性の砥粒により研磨を行うことの改良に関する。
【背景技術】
【0002】
研磨対象の表面を鏡面に仕上げる技術としては、一般に、遊離砥粒を分散させた研磨剤を研磨対象とラップ定盤との間に介在させた状態で両者を擦り合わせる動作を行うラッピングや、ラッピングよりも微細な砥粒を用い、ポリッシングパッドと呼ばれる柔らかい工具により研磨対象との擦り合わせ動作を行うポリシングなどが行われている。
【0003】
また、金属部材の表面に対して、研磨するとともに酸化膜のコーチングを形成し得るような技術に電解研磨がある。電解研磨は、研磨対象を陽極として電解液中に吊して電流を流し、研磨対象の表面を溶解させることで研磨を行う技術であるが、比較的に大きな凹凸を取ることが難しい欠点があり、一般的には鏡面仕上げのための最終処理には適用しない技術である。
【0004】
なお、磁気研磨液を用いる研磨の技術には、例えば特許文献1に見られるようなものが知られている。これには、磁気研磨液における分散粒子を調整することにより研磨液の性能を改善し、精密な研磨、仕上げ加工に適用し得るような技術の提案がある。
【特許文献1】特開2002−170791号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
金属部材の表面処理に関して、鏡面に研磨するとともに酸化膜のコーチング層を生成したいという要求がある。この2つの処理は同時同一の作業によって加工できればコストを減らすことができ、生産性が上がるメリットがあって好ましい。
【0006】
しかしながら、上記したように従来は対応し得るような技術の提案がなく、鏡面研磨と酸化膜のコーチングとはそれぞれ独立した別々の作業工程において行われる技術しかない。
【0007】
この発明は上記した課題を解決するもので、その目的は、金属部材の表面処理において、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える鏡面研磨コーチング方法および鏡面研磨コーチング装置を提供することにある。
【課題を解決するための手段】
【0008】
上記した目的を達成するために、本発明に係る鏡面研磨コーチング方法は、金属部材である研磨対象に対して鏡面研磨と酸化膜のコーチングとを同時に行うような鏡面研磨コーチング方法であって、研磨対象に対して研磨工具を対面させてそれぞれに支持し、それら両支持部あるいは少なくとも一方の支持部に回転手段および磁場を発生する磁場発生源を設け、前記研磨対象と前記研磨工具との間に磁気研磨液を存在させて当該磁気研磨液には増粘剤および非磁性の砥粒を混合しておき、前記回転手段により互いに逆回転あるいは少なくとも一方を回転するとともに、前記磁場発生源により前記磁気研磨液に時間的に定常的あるいは変動的な磁場を加えるようにした。
【0009】
また、本発明に係る鏡面研磨コーチング装置は、金属部材である研磨対象に対して鏡面研磨と酸化膜のコーチングとを同時に行うための鏡面研磨コーチング装置であって、研磨対象を支持する第1支持部と、研磨工具を支持する第2支持部とを備えて両支持部が対向する配置として前記研磨対象に対して前記研磨工具を対面させ、それら両支持部あるいは少なくとも一方の支持部に回転手段および磁場を発生する磁場発生源を設け、前記研磨対象と前記研磨工具との間に磁気研磨液を存在させて当該磁気研磨液には増粘剤および非磁性の砥粒を混合しておき、前記回転手段により互いに逆回転あるいは少なくとも一方を回転するとともに、前記磁場発生源により前記磁気研磨液に時間的に定常的あるいは変動的な磁場を加える構成にした。
【0010】
また、上記の各発明に用いられる磁気研磨液は、動粘度0.01〜100mm2/s程度の水やケロシン等の分散媒中に、粒子径1〜80μmの強磁性粒子を好ましくは10〜95wt%分散させた流体に対して、粒子径10〜50nmの球形マグネタイト粒子が電気絶縁性を有する水やケロシン等の分散媒に一様に分散した流体を好ましくは5〜90wt%混合した複合流体に、粒子径0.01〜100μmの非磁性の砥粒を混合し、さらに増粘剤としてαセルロースなどの繊維状物質あるいはポリビニルアルコール等の樹脂を混合する構成とするよい。
【0011】
したがって本発明では、研磨対象と研磨パッドとは相対的に互いに逆方向へ回転し、このとき両者間には磁場発生源により磁場が作用する。磁気研磨液は、研磨対象と研磨パッドの間で両者の回転動作に伴い流動し、これに伴い強磁性粒子として例えば鉄粒子を分散している。
【0012】
ここで、研磨対象に対して研磨パッドを押さえ付けて押さえ力を作用させることで、分散媒においては硬くて鋭利なエッジを持つ砥粒が柔らかい鉄粒子(強磁性粒子)の外面に付着する。また、磁場発生源の磁場が作用するので磁気吸引力が働き、マグネタイト粒子が鉄粒子(強磁性粒子)の外面に多数付着する。
【0013】
こうした状態で研磨パッドと研磨対象とが相対運動することから、この鉄粒子は自転しながら流動方向へ動き、研磨対象の表面を接触しつつ運動する。このため、鉄粒子に付着した砥粒が研磨対象の表面の凸部を研削し、より平滑な表面が得られる。このとき、研削によって新たに露出した表面では直ちに酸化が進み、当該表面の鉄元素が、液中の鉄粒子に付着したマグネタイト粒子の酸素と結合して酸化膜が生成する。これにより、当該表面に酸化膜のコーチング層を形成することになる。
【0014】
一方、研磨対象に対して研磨パッドを押さえ付けずに非接触に対面させて研磨を行ってもよい。この場合は、磁気研磨液において生成した磁気クラスタが押さえ力を発現し、砥粒に研削を行わせることになる。具体的には、上述した磁気研磨液において、強磁性粒子(例えば鉄粒子),マグネタイト粒子が磁気吸引力により多数が凝集して磁気クラスタとなる。磁気クラスタは、磁束に沿うので研磨対象に対立して針状に多数が立ち並び、これにより磁気研磨液の中に存在する砥粒が研磨対象の表面に押さえつけられる。また、磁気クラスタに絡み込まれた砥粒もあるので、それらも研磨対象の表面に押えつけられる。
【0015】
こうした状態で研磨パッドと研磨対象とが相対運動することから、砥粒は研磨対象の表面を接触しつつ運動する。このため、砥粒が研磨対象の表面の凸部を研削し、より平滑な表面が得られる。そして、研削によって新たに露出した表面では直ちに酸化が進み、当該表面の鉄元素が、磁気クラスタにおけるマグネタイト粒子の酸素と結合して酸化膜が生成し、すなわち酸化膜のコーチング層を形成することになる。
【0016】
また、上述した組成の磁気研磨液によれば、αセルロース等の増粘剤を含むので、添加した増粘剤は、鉄粒子への砥粒,マグネタイト粒子の付着あるいは磁気クラスタを保持するように作用し、その結果、多数の砥粒が研磨対象の表面に接触する状況を促進でき、研磨およびコーチングを高効率に行えるようになる。
【発明の効果】
【0017】
本発明に係る鏡面研磨コーチングでは、磁気研磨液において強磁性粒子(鉄粒子)への砥粒,マグネタイト粒子の付着があり、当該付着粒体が自転しながら動くことから、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える。また、磁気研磨液において生成した磁気クラスタが押さえ力を発現し、砥粒に研削を行わせることになり、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える。したがって、金属部材の表面処理において加工コストを低減でき、生産性を格段に向上することができる。
【発明を実施するための最良の形態】
【0018】
図1は、本発明の第1の実施の形態を示している。本実施の形態において、鏡面研磨コーチング装置は、金属部剤である研磨対象(試料1)を一方の鉄芯4の先端部に支持するとともに、研磨パッド2を他方の鉄芯5の先端部に支持し、試料1と研磨パッド2とを対面させた間に磁気研磨液3を存在させ、当該磁気研磨液3には増粘剤および非磁性の砥粒を混合しておき、駆動モータ6,7により互いに逆回転あるいは少なくとも一方を回転するとともに、コイル8,9により磁気研磨液3に時間的に定常的あるいは変動的に磁場を加えることにより、鏡面研磨および酸化膜のコーチングを行う構成になっている。
【0019】
磁気研磨液3は、増粘剤および非磁性の砥粒を混合してあり、具体的には、動粘度0.01〜100mm2/s程度の水やケロシン等の分散媒中に、粒子径1〜80μmの強磁性粒子を10〜95wt%分散させた流体に対して、粒子径10〜50nmの球形マグネタイト粒子が電気絶縁性を有する水やケロシン等の分散媒に一様に分散した流体を5〜90wt%混合した複合流体に、粒子径0.01〜100μmの非磁性の砥粒を混合し、さらに増粘剤としてαセルロースなどの繊維状物質あるいはポリビニルアルコール等の樹脂を混合している。
【0020】
鉄芯4,5は円柱形状に形成してあり、同一線上に対向させて配置している。鉄芯4の先端部にはホルダ10を設けて当該ホルダ10に試料1を着脱可能に装着し、鉄芯5の先端部に研磨パッド2を着脱可能に装着する。そして、これら鉄芯4,5は、外周を囲む状態にそれぞれコイル8,9を設けていて、いわゆる電磁石になっており、外側の他端にそれぞれ駆動モータ6,7を連結し、適宜に回転させる構成になっている。駆動モータ6,7には、例えばボール盤,旋盤,NC旋盤,フライス盤などの回転駆動機構を用いることができる。
【0021】
また、鉄心4,5は、少なくとも一方あるいは両方を、図示しない位置調整手段と連係してあり、両者の対向位置を適宜に調整できるようになっている。つまり、研磨コーチングに際しては両者の対向位置を適宜に調整する初期設定を行うが、本実施の形態では試料1に対して研磨パッド2を接触し、適宜な押さえ力を加えることにしている。このような構成によれば、試料1と研磨パッド2とは相対的に互いに逆方向へ回転し、このとき両者間にはコイル8,9により磁場が作用する。
磁気研磨液3は、試料1と研磨パッド2の間で両者の回転動作に伴い流動し、これには強磁性粒子として例えば鉄粒子を分散している。
【0022】
ここで、試料1に対して研磨パッド2を押さえ付けて押さえ力を作用させることでは、図2(a)に示すように、分散媒においては硬くて鋭利なエッジを持つ砥粒11(例えばアルミナ:Al2O3)が柔らかい鉄粒子12(Fe)の外面に付着する。また、コイル8,9による磁場が作用するので磁気吸引力が働き、マグネタイト粒子13(Fe3O4)が鉄粒子12の外面に多数付着する。
【0023】
こうした状態で研磨パッド2と試料1とが相対運動することから、この鉄粒子12は自転しながら流動方向へ動き、試料1の表面を接触しつつ運動する。このため、鉄粒子12に付着した砥粒11が試料1の表面の凸部を研削し、より平滑な表面が得られる。つまり、鏡面研磨が行える。このとき、研削によって新たに露出した表面では直ちに酸化が進み、当該表面の鉄元素が、液中の鉄粒子12に付着したマグネタイト粒子13の酸素と結合して酸化膜(O2)が生成し、すなわち酸化膜のコーチング層14を形成することになる。
【0024】
また、磁気研磨液3には増粘剤としてαセルロースを含むので、添加した増粘剤は鉄粒子12への砥粒11,マグネタイト粒子13の付着を保持するように作用し、その結果、多数の砥粒11が試料3の表面に接触する状況を促進でき、研磨およびコーチングを高効率に行えるようになる。
【0025】
したがって、本発明に係る研磨コーチングによれば、磁気研磨液3において鉄粒子12への砥粒11,マグネタイト粒子13の付着があり、当該付着粒体が自転しながら動くことから、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える。
【0026】
図3は、本発明の第2の実施の形態を示している。本実施の形態において、鏡面研磨コーチング装置は、磁気研磨液3を満たした流動槽20を有し、その流動槽20の底部に固定した研磨対象(試料1)に対して研磨バイト2を非接触に対面させ、研磨バイト2は例えば永久磁石など磁場を発生する磁場発生源を有していて駆動モータ7により回転させるとともに、流動槽20にはこれと連係した振動台21により適宜な動作の振動を行わせ、磁気研磨液3に生成した磁気クラスタの作用により流体研磨を行う構成になっている。
【0027】
流動槽20は、底面に試料1を固定し、スプリングネジ22によりトラバース装置23の基台24に取り付けるとともに、そのトラバース装置23を振動台21に取り付ける構成であり、スプリングネジ22の部位には接触式のロードセル25を配置している。つまり、トラバース装置23の基台24を動かすことで流動槽20の上下位置を初期設定し、振動台21により適宜な振動動作、例えば研磨バイト2の回転軸との対立面において8の字を描くといった回動動作を与えるとともに、その動作状況をロードセル25により検出するようになっている。
【0028】
研磨バイト2は、非磁性体からなる円柱体26に同心に永久磁石27を埋め込んだ構成を採り、円柱体26,永久磁石27の両者の直径を所定の関係に設定している。駆動モータ7には、例えばボール盤,旋盤,NC旋盤,フライス盤などの回転駆動機構を用いることができ、出力軸に連結したチャック部28に研磨バイト2の軸を取り付けし、着脱が行える構成になっている。
【0029】
振動台21は、図示しない駆動源を有し、研磨バイト2の回転軸と対立する平面について流動槽20を動かす構成であり、振動動作には複数のモードを設定してあって適宜に選択あるいは組み合わせるようになっている。つまり、振動台21の振動動作は、研磨バイト2の回転軸との対立面において、定点を中心とする単純な回転動作、あるいは8の字を描く回動動作、または当該平面における定方向で往復する振動動作など、複数の振動モードがあり、研磨作業の際はこれらを適宜に選択あるいは組み合わせることになる。
【0030】
このような構成によれば、研磨バイト2と試料1との間では、図4に示すように、磁束が生じて磁気研磨液3において磁気クラスタ29が生成する。つまり、研磨バイト2には永久磁石27を埋め込んであるので磁場が作用し、永久磁石27と試料1との間で磁束が生じ、強磁性粒子(例えば鉄粒子),マグネタイト粒子が磁気吸引力により多数が凝集して磁気クラスタ29となる。磁気クラスタ29は、磁束に沿うので試料1に対立して針状に多数が立ち並ぶことになる。
【0031】
このとき、磁気研磨液3においては、増粘剤として加えたαセルロース30が磁気クラスタ29の相互間に織り込み状態に位置を占め、さらに非磁性の砥粒11を加えてあるので、これは磁気クラスタ29に絡み込まれるものもあるが、多くは試料1の表面に存在することになる。したがって、針状に立ち並ぶ磁気クラスタ29および織り込み状態のαセルロース30とによって、磁気研磨液3の中に存在する砥粒11が試料1の表面に押さえつけられる。また、磁気クラスタ29およびαセルロース30に絡み込まれた砥粒11もあるので、それらも試料1の表面に押えつけられる。
【0032】
こうした状態で研磨バイト2と試料1とが相対運動することから、砥粒11は試料1の表面を接触しつつ運動する。このため、試料1の表面の凸部を砥粒11が研削し、より平滑な表面が得られる。つまり、鏡面研磨が行える。そして、研削によって新たに露出した表面では直ちに酸化が進み、当該表面の鉄元素が、磁気クラスタ29におけるマグネタイト粒子の酸素と結合して酸化膜が生成し、すなわち酸化膜のコーチング層を形成することになる。
【0033】
磁場が定常的では、磁気クラスタ29は磁束に沿って整列して立ち並び、磁力により整列状態が保持されるので砥粒11が試料1の表面(研磨面)に適度に当たって研磨が行える。また、磁場が変動的では、磁気クラスタ29は動揺し、このときも砥粒11が研磨面に適度に当たり研磨が行える。このように、試料1に対して研磨バイト2を接触させずに所定に隔てた非接触の状態であっても、磁気クラスタ29およびαセルロース30の押さえ作用により研磨することができ、流体研磨が行える。また、流動槽20を動かすことで磁気研磨液3をかき混ぜることから、磁気研磨液3の中で砥粒11が動き回るため研削の作用をし、研磨が進むことになる。
【0034】
また、磁気研磨液3には増粘剤としてαセルロース30を含むので、添加した増粘剤は磁気クラスタ29を保持するように作用し、その結果、多数の砥粒が研磨対象の表面に接触する状況を促進でき、研磨およびコーチングを高効率に行えるようになる。
【0035】
したがって、試料1(研磨対象)に対して研磨バイト2(研磨工具)を押さえ付けずに非接触に対面させて研磨を行うこともよく、この場合は磁気研磨液3において生成した磁気クラスタ29が押さえ力を発現し、砥粒11に研削を行わせることになり、鏡面研磨が行えるとともに酸化膜のコーチングも同一作業により行える。
【実施例】
【0036】
(実施例1)
図1に示す鏡面研磨コーチング装置を用いて試料の研磨およびコーチングを行った。つまり、本発明の効果を実証するため、加工の条件を替えて複数の試料を研磨し、それら各試料について表面粗さRa(算術平均粗さ),Ry(最大粗さ)およびコーチング層を評価した。
【0037】
磁気研磨液としては表1に示すように、2つの組成(a),(b)とし、同表には比較例の組成も示している。そして、ここでは表2に示す条件により評価試験を行っており、その結果、表3に示すような表面粗さRa,Ryおよびコーチング層が得られた。
【表1】
【表2】
【表3】
【0038】
つまり、磁気研磨液はその組成に、非磁性の砥粒として粒子径0.05μmのアルミナを含むものとする。そして、評価試験の条件としては表2に示すように、試料は外径10mmの平板形状のものとし、磁場は1600ガウスの定常磁場と、周波数1Hzで1600ガウスをオン・オフさせる変動磁場との2つとし、回転数,加工圧力など他の諸条件も同表に示す値として研磨を行っている。
【0039】
その結果、表3に示すように、砥粒の配合比など組成を調整することで表面粗さが変化し、0.05μm程度の表面粗さRaが得られること、およびコーチング層も適正に形成できることを確認した。また、定常磁場でも変動磁場でも、同様な結果が得られることを確認できた。
【0040】
すなわち、本発明に係る研磨コーチングによれば、金属部材について表面の鏡面研磨が行えるとともに、酸化膜のコーチング層を生成することができ、本発明の有用性が確認できた。
【0041】
(実施例2)
また、図3に示す鏡面研磨コーチング装置を用いて試料の研磨およびコーチングを行った。この場合、磁気研磨液としては表4に示す組成(c)とし、表5に示す条件により評価試験を行っており、その結果、同表に合わせて示すような表面粗さRaおよびコーチング層が得られた。
【表4】
【表5】
【0042】
ここでは、磁気研磨液はその組成に、非磁性の砥粒として粒子径0.05μmのアルミナを含み、さらに増粘剤としてαセルロースを含むものとする。試料は真鍮であり、研磨バイトは回転数を515〜2580rpm、試料との間隔は1mmあるいは2mm、研磨時間は1時間、振動台は研磨バイトの回転軸との対立面において8の字を描く回動動作を行い、その振幅は10mmで毎分20回の振動とした。
【0043】
その結果、研磨バイトと試料との間隔を1mmとした条件において、酸化膜が適正に生成でき、回転数が高いほどコーチング層の面積が大きくなることを確認しており、このとき表面粗さRaは18〜30nm程度が得られた。
【0044】
したがって、この場合も金属部材について表面の鏡面研磨が行えるとともに、酸化膜のコーチング層を生成することができ、本発明の有用性が確認できた。
【図面の簡単な説明】
【0045】
【図1】本発明に係る鏡面研磨コーチング装置の好適な第1の実施の形態を示す構成図である。
【図2】鏡面研磨の動作とコーチング層の生成を(a),(b)順に示す説明図である。
【図3】本発明に係る鏡面研磨コーチング装置の第2の実施の形態を示す構成図である。
【図4】磁気クラスタによる鏡面研磨およびコーチングを示す説明図である。
【符号の説明】
【0046】
1 試料(研磨対象)
2 研磨パッド
3 磁気研磨液
4,5 鉄心
6,7 駆動モータ
8,9 コイル
10 ホルダ
11 砥粒
12 鉄粒子
13 マグネタイト粒子
14 コーチング層
20 流動槽
21 振動台
22 スプリングネジ
23 トラバース装置
24 基台
25 ロードセル
26 円柱体
27 永久磁石
28 チャック部
29 磁気クラスタ
30 αセルロース
【特許請求の範囲】
【請求項1】
金属部材である研磨対象に対して鏡面研磨と酸化膜のコーチングとを同時に行うような鏡面研磨コーチング方法であって、
研磨対象に対して研磨工具を対面させてそれぞれに支持し、それら両支持部あるいは少なくとも一方の支持部に回転手段および磁場を発生する磁場発生源を設け、
前記研磨対象と前記研磨工具との間に磁気研磨液を存在させて当該磁気研磨液には増粘剤および非磁性の砥粒を混合しておき、
前記回転手段により互いに逆回転あるいは少なくとも一方を回転するとともに、前記磁場発生源により前記磁気研磨液に時間的に定常的あるいは変動的な磁場を加えることを特徴とする鏡面研磨コーチング方法。
【請求項2】
前記磁気研磨液は、
動粘度0.01〜100mm2/s程度の水やケロシン等の分散媒中に、粒子径1〜80μmの強磁性粒子を分散させた流体に対して、粒子径10〜50nmの球形マグネタイト粒子が電気絶縁性を有する水やケロシン等の分散媒に一様に分散した流体を混合した複合流体に、粒子径0.01〜100μmの非磁性の砥粒を混合し、さらに増粘剤としてαセルロースなどの繊維状物質あるいはポリビニルアルコール等の樹脂を混合することを特徴とする請求項1に記載の鏡面研磨コーチング方法。
【請求項3】
金属部材である研磨対象に対して鏡面研磨と酸化膜のコーチングとを同時に行うための鏡面研磨コーチング装置であって、
研磨対象を支持する第1支持部と、研磨工具を支持する第2支持部とを備えて両支持部が対向する配置として前記研磨対象に対して前記研磨工具を対面させ、
それら両支持部あるいは少なくとも一方の支持部に回転手段および磁場を発生する磁場発生源を設け、
前記研磨対象と前記研磨工具との間に磁気研磨液を存在させ、
当該磁気研磨液には増粘剤および非磁性の砥粒を混合しておき、前記回転手段により互いに逆回転あるいは少なくとも一方を回転するとともに、前記磁場発生源により前記磁気研磨液に時間的に定常的あるいは変動的な磁場を加えることを特徴とする鏡面研磨コーチング装置。
【請求項4】
前記磁気研磨液は、
動粘度0.01〜100mm2/s程度の水やケロシン等の分散媒中に、粒子径1〜80μmの強磁性粒子を分散させた流体に対して、粒子径10〜50nmの球形マグネタイト粒子が電気絶縁性を有する水やケロシン等の分散媒に一様に分散した流体を混合した複合流体に、粒子径0.01〜100μmの非磁性の砥粒を混合し、さらに増粘剤としてαセルロースなどの繊維状物質あるいはポリビニルアルコール等の樹脂を混合することを特徴とする請求項3に記載の鏡面研磨コーチング装置。
【請求項1】
金属部材である研磨対象に対して鏡面研磨と酸化膜のコーチングとを同時に行うような鏡面研磨コーチング方法であって、
研磨対象に対して研磨工具を対面させてそれぞれに支持し、それら両支持部あるいは少なくとも一方の支持部に回転手段および磁場を発生する磁場発生源を設け、
前記研磨対象と前記研磨工具との間に磁気研磨液を存在させて当該磁気研磨液には増粘剤および非磁性の砥粒を混合しておき、
前記回転手段により互いに逆回転あるいは少なくとも一方を回転するとともに、前記磁場発生源により前記磁気研磨液に時間的に定常的あるいは変動的な磁場を加えることを特徴とする鏡面研磨コーチング方法。
【請求項2】
前記磁気研磨液は、
動粘度0.01〜100mm2/s程度の水やケロシン等の分散媒中に、粒子径1〜80μmの強磁性粒子を分散させた流体に対して、粒子径10〜50nmの球形マグネタイト粒子が電気絶縁性を有する水やケロシン等の分散媒に一様に分散した流体を混合した複合流体に、粒子径0.01〜100μmの非磁性の砥粒を混合し、さらに増粘剤としてαセルロースなどの繊維状物質あるいはポリビニルアルコール等の樹脂を混合することを特徴とする請求項1に記載の鏡面研磨コーチング方法。
【請求項3】
金属部材である研磨対象に対して鏡面研磨と酸化膜のコーチングとを同時に行うための鏡面研磨コーチング装置であって、
研磨対象を支持する第1支持部と、研磨工具を支持する第2支持部とを備えて両支持部が対向する配置として前記研磨対象に対して前記研磨工具を対面させ、
それら両支持部あるいは少なくとも一方の支持部に回転手段および磁場を発生する磁場発生源を設け、
前記研磨対象と前記研磨工具との間に磁気研磨液を存在させ、
当該磁気研磨液には増粘剤および非磁性の砥粒を混合しておき、前記回転手段により互いに逆回転あるいは少なくとも一方を回転するとともに、前記磁場発生源により前記磁気研磨液に時間的に定常的あるいは変動的な磁場を加えることを特徴とする鏡面研磨コーチング装置。
【請求項4】
前記磁気研磨液は、
動粘度0.01〜100mm2/s程度の水やケロシン等の分散媒中に、粒子径1〜80μmの強磁性粒子を分散させた流体に対して、粒子径10〜50nmの球形マグネタイト粒子が電気絶縁性を有する水やケロシン等の分散媒に一様に分散した流体を混合した複合流体に、粒子径0.01〜100μmの非磁性の砥粒を混合し、さらに増粘剤としてαセルロースなどの繊維状物質あるいはポリビニルアルコール等の樹脂を混合することを特徴とする請求項3に記載の鏡面研磨コーチング装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−88283(P2006−88283A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−278556(P2004−278556)
【出願日】平成16年9月24日(2004.9.24)
【出願人】(000237721)FDK株式会社 (449)
【出願人】(504300077)
【出願人】(504032802)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月24日(2004.9.24)
【出願人】(000237721)FDK株式会社 (449)
【出願人】(504300077)
【出願人】(504032802)
【Fターム(参考)】
[ Back to top ]