
長尺キャビティを封止および音響減衰する方法、並びにそのために使用するインサート
キャビティ軸に平行なラインに沿って交差している少なくとも2つのキャリヤープレートを含んでなる封止および音響減衰のためのインサートを含んでなるキャビティを有する部材、並びにそのようなインサート。各キャリヤープレートは、2つのプレート表面を有し、長縁は、キャビティ長軸と本質的に平行に通り、前縁および後縁は、キャビティ長軸と本質的に垂直に通り、キャリヤープレートの垂直プレート軸がキャビティ長軸に垂直になるようキャリヤープレートは長尺キャビティ内に設置されている。挿入されたインサートは、キャビティ長軸に平行である少なくとも3つの小区域に長尺キャビティを分割している。130〜220℃の範囲の温度で加熱したときに熱膨張性材料が少なくとも1000%膨張することによって、熱膨張性材料の膨張後に、キャビティの小区域の全てが膨張材料で完全に満たされるよう、キャリヤープレートは、1つ以上のプレート表面上を、熱膨張性材料層で覆われている。これらのインサートの製造方法、およびこれらのインサートを用いたキャビティの封止方法もまた、特許請求されている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長尺キャビティを封止および音響減衰する方法、並びにそのために使用するインサートに関する。例えば、本発明の方法によって、車両の構造用部品における長尺キャビティを封止および/または減衰することができる。
【背景技術】
【0002】
現代の車両コンセプトおよび車両構造設計は、複数のキャビティを有する。湿気および汚染物質が、対応する車体部品を内部から腐蝕し得るので、湿気および汚染物質の侵入を防ぐためにキャビティは封止しなければならない。このことは特に、重いフレーム構造がいわゆる「スペースフレーム」に置き換わった、現代の自立車体構造に当てはまる。スペースフレームでは、既製中空形材から製造された軽量の構造的に強いシャシを使用する。そのような構造物は、特定のシステムに依存して、湿気および汚染物質の侵入に備えて封止しなければならない多数のキャビティを有する。これらのキャビティは、ルーフ構造(ルーフレール、フェンダーの一部、または窓台)を支持する、上方へ伸びるAピラー、BピラーおよびCピラーを包含する。
【0003】
加えて、これらのキャビティは、望ましくない車両走行騒音および風切音として空気伝送音を伝える。従って、そのような封止手段はまた、騒音を低減し、車両での移動の快適さを向上する。
【0004】
車の組立てにおいて、キャビティを有するこれらのフレーム部品および車体部品は、閉じた中空部分を形成するように溶接および/または接着によって後に結合される半殻形部品から予め製造される。そのようなタイプの構造なら、車体が未塗装状態(「自動車車体工場」にある状態)にある初期の車体におけるキャビティに接近しやすいので、(しばしば「ピラー充填材」または「キャビティ充填材インサート」とも称される)封止および音響減衰するバフル部品を、機械的吊下げによって、適当な保持デバイス、内孔への挿入によって、或いはキャビティ壁への接着または溶接によって、この初期段階の車体構造に固定することができる。
【0005】
最新のバフルは、支持部材またはキャリヤーの上に配置された封止材料を含むように設計されている。キャリヤーは一般に、硬質プラスチックのような硬質材料から製造されるので、その形状は、封止されるキャビティの形状に近い。キャリヤーをキャビティに挿入できるように、キャリヤー/封止材料の組み合わせの形状を作る。封止材料は、キャリヤーとキャビティ壁との間に気密シールを形成する。典型的には、封止材料がキャビティ壁と一緒にシールを形成できるように、キャビティへの挿入後、封止材料を(熱的または化学的に)活性化する。
【0006】
WO 00/03894 A1は、キャビティの所定の断面で車体のキャビティを封止するための軽量膨張性バフルを開示している。このバフルは、キャビティの断面形状にほぼ対応しているがより小さい形状の外周を有する硬質支持プレートを含んでなる。該バフルは、材料が膨張する活性化温度範囲を有する、硬質支持プレートの外周に取り付けられた熱膨張性封止材料を含んでなる。該支持プレートは、封止材料の活性化温度範囲より高い融点を有する材料で形成されている。活性化すると、封止材料は硬質支持プレートから放射状に膨張し、硬質支持プレートとキャビティ壁との間の断面キャビティを充填する。
【0007】
従来技術に従ったバフルでは、熱膨張性封止材料のためのキャリヤーは通常、プレート様で平坦である。キャリヤー平面がキャビティ長軸に垂直になるようバフルを長尺キャビティに挿入するので、キャビティはバフルによって二分される。
【0008】
WO 2007/039308は、内面および外面を有するキャリヤーを含んでなる散逸振動波バリアを開示している。キャリヤーは、多角形断面、特に長方形、場合によりU字形を有しており、その外面または内面の少なくとも一方に、膨張後に、−10〜+40℃の温度で、0〜500Hzの周波数範囲において、0.1MPa〜1000MPaのヤング貯蔵弾性率E’、好ましくは0.5〜1の損失弾性率E’’、0.3超(好適には1超)の損失率、および好ましくは0.1MPa〜500MPaの剪断貯蔵弾性率G’を有する熱膨張性材料から選択された熱膨張性材料を含んでなる被膜を有している。
【0009】
そのような散逸振動波バリアは通常、三次元形状を有している。WO 2007/039308は、このことを、下記のように記載している:
「本発明における使用のために選択されるキャリヤーは、内面および外面を有する。キャリヤーの断面は、多角形形状でなければならない。好ましくは、キャリヤーの断面形状は、直線および/または弧である少なくとも3つの辺を有する。1つの態様では、キャリヤーは、1つの辺で開いているかまたは部分的に開いているが、別の態様では、キャリヤーの断面形状は閉じている。例えば、キャリヤー断面は、長方形、正方形、五角形、六角形、U字形およびD字形からなる群から選択される形状を有し得る。キャリヤーの辺は、同じ長さであってもよいし、または異なる長さであってもよい。辺の長さは一般に、散逸振動波バリアが挿入される構造要素の内寸、または散逸振動波バリアが設置される構造要素の外寸に従って選択する。キャリヤーは、完全に中空であってもよいが、ある態様では、1つ以上の内部要素(例えば、ブレース、リブ、横断壁など)を有することもできる。」
【0010】
WO 2005/051748は、金属フォームキャリヤー部材を形成する工程、膨張性の補強またはバッフリング材料をキャリヤー部材外部上に配置して強化またはバッフリング部材を形成する工程、強化またはバッフリング部材を自動車構造物のキャビティ内に設置する工程、およびキャビティを少なくとも部分的に規定している構造物壁まで膨張性材料を膨張および接着させる工程を含む、自動車構造物を強化またはバッフリングする方法を開示している。
【0011】
この特許文献の図11によれば、金属フォームキャリヤーは、長手方向に平坦であり得るので、その長軸をキャビティ長軸に平行にして、長尺キャビティに挿入することができる。このキャリヤー部材の2つの平坦な表面の少なくとも1つには、発泡性材料を配置することができ、この材料は加熱時に発泡する。このように、キャリヤー部材と一緒に、発泡材料は、図11によればキャビティの直径より長く見える区域に完全に沿ってキャビティを封止する。平坦なキャビティ部材は、平坦なキャビティ部材の両側の2つの区域にキャビティを分割する。この特許文献は、キャビティ長軸に平行なラインに沿って互いに交差している(従って、キャビティ長軸に平行な少なくとも3つの小区域にキャビティを分割している)少なくとも2つのキャリヤープレートからなるキャリヤー部材を開示していない。
【0012】
WO 01/42076は、取り外し可能なモジュール部品を有する管状強化材を開示している。この集成体は、ピラー長軸に平行な中空内部チャンネルを有する複数の取り外し可能な中空ピラーを含む。ピラー外面は、構造フォーム被膜で覆われている。モジュールピラーは、管状構造物への挿入の際の弾性変形のための弾性保持装置の少なくとも1つにより束ねられる。この配置は、構造強化が意図されており、音響減衰は意図されていない。ピラーの中空内部チャンネルの故に、ピラーの中空チャンネルを伝搬する空気伝送音をほとんど減衰することはない。
【0013】
US 5,766,719は、互いに分離しているが複数の開口部を有する手段によって結合されていて2つのプレートの間の空間または溝を規定している2つのプレートからなる第一片;互いに分離しているが複数の開口部を有する手段によって結合されていて2つのプレートの間の空間または溝を規定している2つのプレートからなる第二片;および第一片の空間または溝に部分的に位置しており、第二片の空間に部分的に位置している複合材料:を含んでなる封止可能な要素を開示している。複合材料は、互いに平行に間隔を開けて配置された第一プレートおよび第二プレートを含む支持体、これらのプレートを結合して支持体の2つのプレートの間に空間または溝を形成する手段、並びに前記した支持体の空間または溝の中に配置された熱発泡性材料を含んでなる。前記支持体は、発泡性材料の発泡に必要な温度より高い融点を有する耐熱性材料で製造されている。従って、前記発泡性材料は、熱を適用すると、発泡状態に膨張して支持体の空間または溝の外に拡がり、支持体の開口部、或いは発泡圧力の故に支持体において第一片および第二片の空間または溝の方へ形成された開口部の少なくとも1つは、第一片および第二片が互いに離れるようにそれらの片のプレートを結合している手段に達する。
【0014】
この特許文献の図19は、そのような部品が、押出軸に平行なラインに沿って互いに交差している2つのプレートから本質的になる連続形材としてキャリヤー形材を押し出す工程である混合技術で製造できることを示している。次いで、押し出したキャリヤー形材を、射出成形法において、射出成形型の中で熱膨張性材料と結合させる。図20によれば、交差しているキャリヤープレートの間の空間は、発泡性材料で完全に満たされている。従って、この特許文献の図23に示されているように、この構造物をキャビティに挿入すると、キャビティは、キャリヤーおよび発泡性材料でほぼ完全に満たされる。よって、発泡性材料の膨張速度はキャビティを完全に満たすために低くなければならない。更に、この特許文献の図24および図27は、発泡性材料を覆う押し出したキャリヤー構造物を、キャビティの断面を超える長さで長尺キャビティに挿入することが意図されていないことを示している。それよりむしろ、押し出したストランドを、キャビティの断面よりずっと小さい厚さを有するプレートに切断することが示唆されている。この構造物は、音響減衰のために使用されるのではなく、キャビティ壁を一緒に固定するために使用される。従って、この特許文献は、固定要素を記載しているが、効果的な音響減衰のための要素を記載していない。
【0015】
車両キャビティ封止剤の供給者は現在、高膨張性フォームを使用する傾向にある。そのようなフォームは、加熱時に少なくとも1000%、好ましくは少なくとも2000%の膨張率を有する。高膨張性フォームは、部品の設計を単純化でき、例えば、キャリヤーを必要としない設計をもたらすことができる。このことは、工具費を削減する。膨張率が大きいので、キャビティを満たすために、より少ない材料しか必要とされない。従って、封止および音響減衰のためのコストが、標準的なピラー充填材の設計と比べて削減される。
【0016】
それにもかかわらず、そのような高膨張性材料が、(例えば乗用車の「Aピラー」のような)断面の小さいキャビティに適しているとすると、(例えば乗用車の「Cピラー」またはロッカーのような)より大きい断面の場合に問題が生じ得る。これは、a)硬化時の生成物の流動性(「垂れ下がり」)、b)吹き込み法の乏しい再現性、c)気泡寸法または孔径が大きいので小さいまたは狭いギャップが満たされないことに起因する。
【0017】
加えて、予想される1つの欠陥は、そのような材料の音響性能である。高膨張性フォームの欠点は、低い音響性能をもたらし得る低いE−弾性率と関連した低い比重である。
【0018】
ヤング貯蔵弾性率(E’)は、材料の比例限度内における引張応力と引張歪との比として定義されている。剪断貯蔵弾性率G’は、比例限度内における剪断応力と剪断歪との比として定義されており、材料に弾性的に貯蔵された等価エネルギーの尺度と見なされる。(しばしば、構造固有減衰またはtanδとも称される)損失率は、引張圧縮における減衰についてのヤング貯蔵弾性率E’を越えるヤング損失弾性率E’’の割合である。剪断減衰については、損失率は、剪断貯蔵弾性率G’を超える剪断損失弾性率G’’の割合である。これらの値は、本発明では、膨張後の熱膨張性材料である材料の動的機械分析(DMA)によって容易に測定することができる。この技術分野でよく知られているように、動的機械分析は、材料をキャリヤー上で特徴付ける間接法(Oberstのビーム試験)またはテストする試料が特徴付けられる材料のみから作られている直接法(粘弾性測定装置)のいずれかによって実施することができる。
【0019】
建築構造産業における床、壁、戸、窓としての大パネル、または自動車産業におけるドア、ルーフ、ボンネットは、それらの密度によって主に制御される空気伝送音防音性を有する。これは、「質量則」として音響業界ではよく知られている。防音性(音響透過損失またはSTL)は、その領域の重量に比例する(領域の重量=パネルの密度×厚さ)。この「質量則」は、モード密度(パネルの振動モード数)が高いという前提の下で有効である。換言すると、「質量則」は、分離できない程度に振動モード数が十分大きいときに当てはまる。これは、パネル寸法が大きい(>1m)ときに起こる。
【0020】
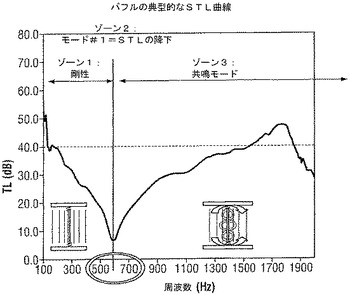
逆に、車体のキャビティ部分は小さい寸法(<0.2m)を有する。これらのキャビティを封止するために使用するバフル(またはフォームブロック)もまた、小さい寸法を有する。従って、それらは低いモード密度を有する。これにより、「質量則」は無効になる。特定のバフルの場合、STLは、系の振動共鳴モードと密接にかかわる。最も気掛かりな周波数は、第一共鳴モードで起こるバフルの第一共鳴周波数である。図1に示したように、典型的なバフルのSTL曲線は、3つのゾーンを描く。第一ゾーンは、STL性能が良好な低周波数範囲における、剛性が制御されているゾーンである。第二ゾーンは、第一共鳴周波数に近接した周波数範囲である。ここでは、STLの大幅な降下が見られる。第一共鳴周波数を超えた第三ゾーンでは、STLはより高いモード(第二モード、第三モードなど)によって制御される。これらのモードのSTL降下は通常、問題ではない。
【先行技術文献】
【特許文献】
【0021】
【特許文献1】WO 00/03894 A1
【特許文献2】WO 2007/039308
【特許文献3】WO 2005/051748
【特許文献4】WO 01/42076
【特許文献5】US 5,766,719
【発明の概要】
【発明が解決しようとする課題】
【0022】
本発明の目的は、(特に高膨張材料に基づく)バフルのSTLを改善することである。
【課題を解決するための手段】
【0023】
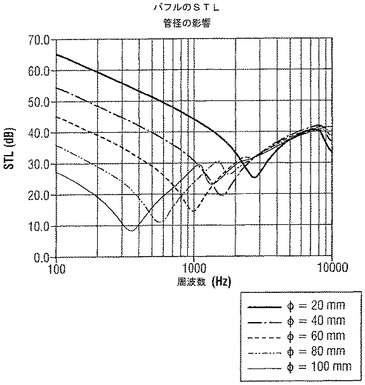
この目的は、材料が膨張する区域の寸法を変えることによって達成できることが見出された。基本的に、同じ充填長さについて、膨張性フォームは、小さい断面でより良好なSTLを有する。小さい断面について、バフルはより堅く、その第一共鳴モードは、より高い周波数で現れる。従って、振動振幅はより小さく、STLの最小値はより高くなる。図2は、キャビティの寸法を小さくした同じバフル設計のSTL性能を示している。
【0024】
これらの観察に基づいて、本発明の要旨は、熱膨張性材料についてキャリヤーの特定の設計を用いて、大きいキャビティを、少なくとも3つのより小さいキャビティに分割することである。プレート様キャリヤーは、ピラー充填材のように、その区域の軸に垂直に(即ち断面の平面内に)設置されるのではなく、その区域の軸に平行に設置される。例えば十字の設計は、その区域を4つの小区域に分割する。本発明の無数の態様(キャリヤープレート設計)が存在する。
【0025】
従って、本発明は、キャビティ壁を相互に連結させることによって形成され、キャビティ長軸を有する長尺キャビティを含んでなる部材であって、部材が、
a)
a1)キャビティ長軸の方向にチャンネルを有さず、
a2)220℃以下の温度に加熱したときに不活性である材料から製造されている(従って、キャリヤーはその形状を不可逆的に変えない)
2つ以上のキャリヤープレート
を含んでなる音響減衰用インサートを含んでなり、
a3)各キャリヤープレートが2つのプレート表面を有し、長縁がキャビティ長軸と本質的に平行に通り、前縁および後縁がキャビティ長軸と本質的に垂直に通っており、
a4)2つ以上のキャリヤープレートが、キャビティ長軸に平行な1つ以上のラインに沿って結合または交差し、キャビティ長軸に平行な少なくとも3つの小区域にキャビティを分割しており、キャリヤープレートの長縁が、キャビティ長軸に垂直な小区域の最長対角線より長く(従って、小区域の長さはその対角線より大きい)、
a4)2つ以上のキャリヤープレートの長縁がキャビティ長軸に本質的に平行になるよう、キャリヤープレートが長尺キャビティ内に固定されており、
a5)各小区域内において、小区域を画しているキャリヤープレート表面の少なくとも1つが、熱膨張性材料層で覆われており、
a6)キャビティ長軸に垂直な、キャリヤープレートおよび膨張性材料の合計断面積が、キャビティの対応する断面積の最大20%、好ましくは最大10%であり(従って、熱膨張性材料の発泡前、キャビティの大部分は空である)、
b)130〜220℃の範囲の温度で加熱したときに熱膨張性材料が少なくとも1000%膨張するよう、熱膨張性材料が選択されており、
c)熱膨張性材料の膨張後に、長尺キャビティの断面が、キャリヤープレート、およびキャビティ長軸に垂直な小区域の最長対角線と少なくとも同じ長さであるキャビティ長軸に平行な長さに沿った膨張材料で完全に満たされるよう(発泡材料の孔は認められるが、キャビティ軸方向のチャンネルは認められない)、キャリヤープレート上の熱膨張性材料の厚さ、および熱膨張性材料が各キャリヤープレート上を覆う面積が選択されている、
部材を提供する。
【図面の簡単な説明】
【0026】
【図1】周波数の関数としてのバフル(またはピラー充填材)の音響透過損失(STL)曲線を示す。
【図2】同じ設計であるが、封止する管の種々の直径に適合させた種々の断面を有するバフル(またはピラー充填材)の音響透過損失(STL)曲線を示す。
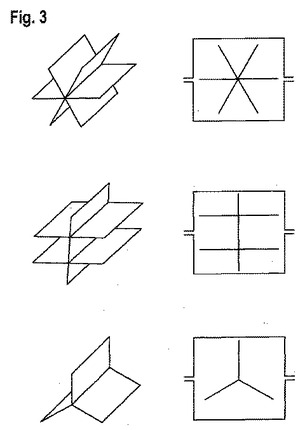
【図3】左側に、キャリヤープレートの3つの異なった設計の斜視図を示し、右側に、左側の図に示したインサートのキャリヤー構造物がキャビティに挿入されている、キャビティを有する中空構造物の端面図を示す。この図は、キャリヤーの「平面」プレートを有する態様を示す。
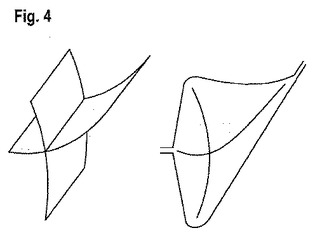
【図4】図3に対応し、湾曲プレートからなるキャリヤー構造物の例を示す。
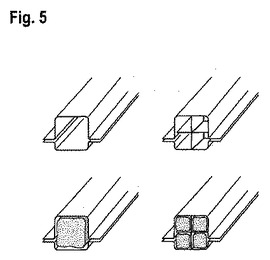
【図5】左上図は、空のピラーの斜視図を示し、左下図は、膨張フォームで満たされたピラーの斜視図を示す。右上図は、直交している2つのプレートからなるキャリヤー構造物がピラー内部に挿入されている、左上図と同じピラーを示す。右下図は、熱膨張性材料膨張後の右上図のインサートを有するピラーを示す。
【図6】図5の左下図(比較例、下側の曲線)および右下図(本発明、上側の曲線)の構造についての音響透過損失(STL)の測定結果を示す。
【発明を実施するための形態】
【0027】
長尺キャビティは、相互に連結した壁(例えば、結合した2つの既製半殻)によって形成され、通常は真っ直ぐまたは曲がったチャンネルの形状で、三次元に拡張している。そのようなキャビティの例は、車両のピラーまたは他の支持フレームの中の空洞である。熱膨張性材料の膨張前にインサートを固定するためにキャビティ壁を貫通していることもある留め具を場合により除くと、インサートは、本質的に完全にキャビティ内に位置する。
【0028】
「キャビティ長軸」は、このキャビティ長軸に垂直な最長伸展部の少なくとも2倍の長さである(真っ直ぐであるかまたは曲がっていてよい)軸を意味する。換言すると、キャビティは、長手方向に垂直な最長キャビティ径の少なくとも2倍の大きさである長手方向の長さを有する。キャビティは曲がっていてもよいので、その「キャビティ長軸」も同様に曲がっている。この場合、「キャビティ長軸に平行な」は、「キャビティ長軸の湾曲に従って」を意味する。車両において、(真っ直ぐのまたは曲がった)長尺キャビティを有する部品の典型例は、ルーフ構造、ルーフレール、フェンダーの一部、または窓台を支持する、上方へ伸びるAピラー、BピラーおよびCピラーを包含する。
【0029】
本発明の意味におけるキャリヤー「プレート」は、平坦であるかまたは曲がっていてよい。プレートは、(「プレート軸」と称される)最小延伸方向に厚さを有する構造物として定義される。この厚さは、構造物の最大長さ方向における構造物長さの最大20%であり、かつ「プレート軸」に垂直な方向における構造物最小幅の最大25%である。理想的には、プレートは、プレートから突出していることもある固定用要素を場合により除くと、平坦である。しかしながら、プレートは曲がっていてもよいし、波状であってもよい。「プレート軸」は、プレート表面に垂直に立っている軸である。曲がっているプレートでは、プレートの最長寸法に完全に垂直な「プレート軸」の範囲が存在する。
【0030】
キャリヤープレートは、従来技術において常套のバフルに使用されている材料から製造することができる。熱膨張性材料の膨張および硬化温度に加熱した際、キャリヤープレートは変形してはならない。この温度は、高ければ220℃であり得る。
【0031】
キャリヤーは金属から作られていてよい。好ましい金属は、鋼、特に亜鉛メッキ鋼、およびアルミニウムである。キャリヤーは、合成材料から作られていてもよく、合成材料は、場合により、(例えばガラス繊維を用いて)繊維強化されていてもよいし、および/または他のタイプの充填剤で強化されていてもよい。好ましい合成材料は、吸水率が低く、少なくとも180℃までは寸法安定な熱可塑性合成材料である。適当な熱可塑性合成材料は、例えば、ポリアミド(PA)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、ポリフェニレンスルホン(PPSU)、ポリエーテルイミド(PEI)、およびポリフェニレンイミド(PPI)からなる群から選択することができる。成形材料、硬質ポリウレタンなどのような熱可塑性合成材料を、キャリヤーを構成するために使用することもできる。キャリヤーは、例えば(射出成形を含む)成形、型打ち、曲げ、押出などのような適当な方法によって、所望の形状に形成することができる。
【0032】
好ましくは、キャリヤーは比較的堅い。1つの態様では、キャリヤーは、室温で、インサートを挿入する構造要素と少なくとも同じ堅さを有する。
【0033】
キャリヤープレートは、好ましくは、通常の使用の際の割れおよび破損に対して十分に耐性を示す成形用材料からなり、膨張性組成物活性化温度およびキャビティ充填材インサートを含む構造部材を暴露する焼付け温度のいずれよりも高い融点または軟化点を有する。好ましくは、成形用材料は、割れまたは破損に耐える程度に周囲温度で十分に弾性(非脆弱)かつ強固であり、有意なそり、垂れ下がりまたは歪みを伴わず構造部材のキャビティ内の所望の位置に膨張性材料を保持できる程度に十分な耐熱性を高温(例えば、膨張性材料を発泡させる温度)で有する。例えば、組み立てたキャビティ充填材インサートを、割れまたは永久変形を伴わずに室温で曲げることができるよう、キャリヤープレートは、幾分柔軟で破損に対する耐性を示す成形用材料から作ることができる。好ましくは、キャリヤー材料は、少なくとも220℃、より好ましくは少なくとも225℃、最も好ましくは少なくとも250℃の融点または軟化点(ASTM D789)を有し、および/または少なくとも180℃、より好ましくは少なくとも200℃、最も好ましくは少なくとも220℃の18.6kgでの加熱撓み温度(ASTM D648)を有し、および/または少なくとも1000kg/cm2、より好ましくは少なくとも1200kg/cm2、最も好ましくは少なくとも1400kg/cm2の引張強さ(ASTM D638;50%R.H.)、および/または少なくとも50,000kg/cm2、より好ましくは少なくとも60,000kg/cm2、最も好ましくは少なくとも70,000kg/cm2の曲げ弾性率(ASTM D790;50%R.H.)を有する。好適には、インサートは、前記中空構造物内の所定の位置に前記キャビティ充填材インサートを保持することができる少なくとも1つの取り付け部材を有する。キャビティ壁のボアホールに挿入される種々のタイプのクリップような、従来技術のバフルで知られている留め具設計を使用してよい。或いは、インサートは、キャビティ壁の内面に、リベット締め、溶接または接着することもできる。
【0034】
例えば、好ましい態様では、インサートは、キャビティ内にインサートを固定するための取り付け部材または留め具を少なくとも1つ含んでなる。構造部材キャビティの内壁に、膨張性材料を有するキャリヤーを固定できるようにするための、この技術分野で知られているデバイスを、本発明のキャビティ充填材インサートにおいて、取り付け部材として使用してよい。特定の設計の選択が特に重要であるとは考えられない。例えば、取り付け部材は、構造部材開口部における確実な受け入れのために形成された、弾性的に撓むことができる返しを2つ以上含んでいてよい。各々の返しは、フックを形成するようにシャンクに対してある角度をなして突出する保持部を有するシャンクを含んでなり得る。僅かな力を加えて、そのような取り付け部材をキャビティ壁開口部に挿入する。それによって、返しが一緒に、互いに向かって可逆的に曲げられる。返しは開口部を通過した後、互いに離れて正位置に戻る。これによって、保持部を開口部周囲付近で構造部材外面にぴったりとはめることが可能になり、それによって、取り付け部材が開口部を通して容易に引き出されることを防ぎ、キャビティ内にキャビティ充填材インサートが固定される。容易な取り外しを防ぐためにこのようにインサートを取り付けることは、非常に望ましい。なぜなら、そうでなければ、熱膨張性材料を加熱および活性化する前、車両の組立てにおいて構造部材が通常受ける取扱いによって、インサートはもはやキャビティ内の所望の位置に適切に配置されなくなると考えられるからである。
【0035】
別のタイプの取り付け部材を、この目的のために使用してもよく、その例は、角度が付いた多数のフランジを伴った細長い部分を有する(典型的には弾性プラスチックで製造された)「クリスマスツリー」形留め具を包含する。キャビティ充填材インサートは、1つの取り付け部材、或いは同じタイプまたは異なったタイプの複数の取り付け部材を有してよい。
【0036】
典型的には、取り付け部材は、インサートの1つのプレートから放射状に突出し、一般的にインサートの1つのプレートに平行であってよい。成形によってインサートを製造するならば、取り付け部材(留め具)は、好ましくはキャリヤープレートと同じ材料から製造し、同じ射出成形工程でキャリヤープレートと一緒に一体に成形する。
【0037】
キャビティに挿入する際、キャリヤープレートの長縁は、約10mm以下の、最も近いキャビティ壁からの距離を有する。この距離は、好ましくは約8mm以下、特に約6mm以下である。約1mm〜約4mmの距離が、許容できるだけでなく、キャビティをふさぐよう熱膨張性材料を発泡させる前に、処理液(例えば、洗浄剤、表面処理剤および被覆剤)がキャビティを通って自由に流動でき、キャビティ内壁に接触できるといった利点を有する。これは、キャリヤープレートから突出しているスペーサーを場合により付加的に用いて、適当な寸法の留め具によって達成することができる。別の態様として、キャリヤープレートの長縁は、キャビティ内壁に接触してもよく、キャリヤープレートの弾性変形によってキャビティ内壁に押し付けられていてもよい。この場合、キャビティ内の所定の位置にインサートを保持するための留め具は不要である。
【0038】
1つの態様では、共通の縁で結合している3つのキャリヤープレートからなるインサート(図3の最下図を参照)は、キャビティ長軸に平行な3つの小区域にキャビティを分割しており、3つの小区域のそれぞれが加熱後に発泡した熱膨張性材料で満たされるよう、キャリヤープレート表面は前記熱膨張性材料で覆われており、キャリヤープレートの長縁はキャビティ長軸に垂直な3つの小区域の最長対角線より長い。別の態様では、キャビティ長軸に平行な1つ以上のラインに沿って交差している少なくとも2つのキャリヤープレート(これは、4つのキャリヤープレートが結合している状態に相当する)からなるインサートは、キャビティ長軸に平行な少なくとも4つの小区域にキャビティを分割しており(図5参照)、キャリヤープレートの長縁は、キャビティ長軸に垂直な小区域全ての最長対角線より長い。いずれの態様においても、キャリヤープレートの長縁がキャビティ長軸に垂直な小区域全ての最長対角線より長いといった要求は、充填長さがキャビティの最大小区域の断面より長いことを意味する。このことは、通常本質的に「平坦」である従来技術の標準的なバフルとは対照的である。即ち、封止されるキャビティの長軸方向におけるそれらの長さは、キャビティ長軸に垂直なそれらの長さより小さい。
【0039】
本発明のキャビティ充填材インサートの複数の可能な設計、およびそれらキャビティ充填材インサートを含む長尺キャビティの断面図を、図3および図4に示す。これらの図では、左側に、キャリヤープレートの設計の斜視図を示す。熱膨張性材料層は、明確にするために示していない。右側の図は、左側の図に示したインサートのキャリヤー構造物がキャビティに挿入されている、キャビティを有する中空構造物の端面図を示している。図3は、キャリヤーの「平面」プレートを有する態様を示し、図4は、湾曲プレートからなるキャリヤー構造物の例を示している。
【0040】
図5は、本発明の実際の試験に使用した設計を示している。左上図は、空のピラーの斜視図であり、左下図は、膨張フォームで満たされたピラーの斜視図である。右上図は、直交している2つのプレートからなるキャリヤー構造物がピラー内部に挿入されている、左上図と同じピラーである。プレート上の熱膨張性材料層は、明確にするために省略している。右下図は、熱膨張性材料膨張後の右上図のインサートを有するピラーを示している。フォームで満たされた1つの大きな空隙(左下図)に代えて、フォームで満たされた4つのより小さい空隙が形成されている。
【0041】
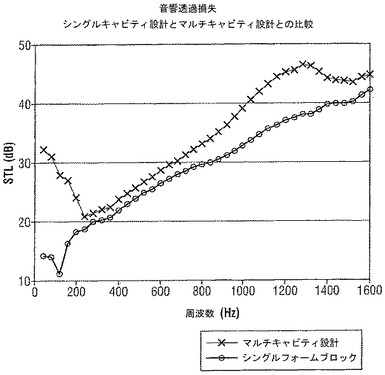
図6は、図5の左下図(比較例)および右下図(本発明)の構造物についての音響透過損失(STL)の測定結果を示している。いずれの場合においても、同じ量の同じ発泡性材料を使用し、同じ発泡条件を用いた。本発明の構造物について、STLが向上したことが明らかに分かる。
【0042】
もちろん、本発明の範囲がこれらの図に限定されることはなく、当業者は、特定の要求に適合させるために本発明のキャビティ充填材インサートの設計を容易に採用するであろう。
【0043】
本発明のキャビティ充填材インサートの寸法および形状は、キャビティの寸法および形状に適合させることができる。例えば、キャリヤープレートの長縁は、20〜200mmの範囲の長さを有することができる。極端に長いキャビティについては、キャリヤープレートは200mmより長くてもよい。
【0044】
膨張性材料層厚さは、選択した膨張率、および発泡材料によって満たされるべき中空部分寸法に依存する。従って、膨張性材料層厚さは、実際の要求に適合させなければならない。好ましくは、熱膨張性材料の膨張後、キャビティ長軸に垂直な、膨張した材料の合計面積とキャリヤープレートの合計断面積とが、少なくとも10:1、好ましくは少なくとも50:1の比を有するよう、(プレート表面に垂直な)キャリヤープレートの厚さおよびインサートの熱膨張性材料の厚さを選択する。このことは、キャビティ断面が、発泡前には、多くても20%しか満たされていないが(即ち、発泡前には、キャビティ断面積の少なくとも80%は空であるが)、発泡後には、発泡した熱膨張性材料でほとんど満たされることを意味する。
【0045】
一般に、熱膨張性材料層は、全プレート表面を本質的に完全に覆う。好ましくは、プレート表面を覆う膨張性材料層は、前縁から5mm以下の距離から始まっており、キャリヤープレートの後縁から5mm以下の距離で終わっている。もちろん、これらの距離は、より長くてもよいが、より長いと性能が低下する。
【0046】
熱膨張性材料は、130〜220℃の範囲の温度に加熱したとき、少なくとも1000%、好ましくは少なくとも1500%、特に少なくとも2000%膨張するよう選択される。一般に、熱膨張性材料は、少なくとも1種のベースポリマー;所要の膨張率が達成される量で、所要の膨張率が達成される性質を有する潜発泡剤を少なくとも1種含んでなる。所要の膨張率を達成するには、組成物の総重量に基づいて、通常6〜20%、特に8〜17%の範囲の潜発泡剤量が必要とされる。
ベースポリマーの反応性に依存して、熱膨張性材料は、少なくとも1種の潜硬化剤を付加的に含んでなることができる。
【0047】
一般的に言えば、発泡剤の活性化が開始する温度より低い、好ましくは、膨張性材料を膨張させるときに膨張性材料を暴露する温度より少なくとも約30℃低い、軟化点を有する熱可塑性エラストマーを使用することが望ましい。熱可塑性エラストマーは、好ましくは、熱可塑性ポリウレタン(TPU)、およびA−B、A−B−A、A−(B−A)n−2−B、A−(B−A)n−1および(A−B)n−Y型[ここで、Aは芳香族ポリビニル(「硬質」)ブロックであり、Bブロックはポリブタジエン、ポリイソプレンなどのゴム様(「軟質」)ブロックを表し、Bブロックは部分的にまたは完全に水素化されていてよく、Yは多官能性化合物であり、nは少なくとも3の整数である。]の(直鎖状ブロックコポリマーおよび放射状ブロックコポリマーを含む)ブロックコポリマーからなる群から選択する。ブロックは、その性質が漸減しているか傾斜していてもよく、或いは1種の重合モノマーから完全になっていてもよい。
【0048】
Bブロックの水素化は、元から存在している二重結合を消失させ、ブロックコポリマーの熱安定性を高める。そのようなコポリマーが、本発明の特定の態様において好ましい。
【0049】
適当なブロックコポリマーは、SBS(スチレン/ブタジエン/スチレン)コポリマー、SIS(スチレン/イソプレン/スチレン)コポリマー、SEPS(スチレン/エチレン/プロピレン/スチレン)コポリマー、SEEPS(スチレン/エチレン/エチレン/プロピレン/スチレン)またはSEBS(スチレン/エチレン/ブタジエン/スチレン)コポリマーを包含するが、これらに限定されない。
【0050】
特に適当なブロックコポリマーは、スチレン/イソプレン/スチレントリブロックポリマー、およびその完全または部分的水素化誘導体を包含する。ここで、ポリイソプレンブロックは、1,2および/または3,4配置を有するイソプレンに由来するモノマー部分を比較的高い割合で含有する。好ましくは、少なくとも約50%の重合イソプレンモノマー部分が1,2および/または3,4配置を有し、イソプレン部分の残余が1,4配置を有する。そのようなブロックコポリマーは、HYBRARの商標でKuraray Co., Ltd.から入手することができる。
【0051】
十分な発泡能および膨張性を達成する目的で、これらのポリマー組成物は、発泡剤も含有する。基本的に、発泡剤としてそれ自体知られている発泡剤の全てが適しており、その例は、分解の結果として気体を放出する「化学発泡剤」、または「物理発泡剤」、即ち膨張する中空ビーズである。化学発泡剤の例は、アゾビスイソブチロニトリル、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、4,4’−オキシビス(ベンゼンスルホン酸ヒドラジド)、ジフェニルスルホン−3,3’−ジスルホヒドラジド、ベンゼン−1,3−ジスルホヒドラジド、p−トルエンスルホニルセミカルバジドである。物理発泡剤の例は、ポリ塩化ビニリデンコポリマーまたはアクリロニトリル/(メタ)アクリレートコポリマーに基づく膨張性プラスチック中空マイクロビーズであり、例えば、Pierce & StevensからDualite(登録商標)の名称で、またCasco NobelからExpancel(登録商標)の名称で市販されている。好ましくは、これらの熱膨張性材料は、120℃超〜200℃未満の活性化温度を有する。
【0052】
膨張および硬化後に吸音フォームを形成する別の熱膨張性材料は、従来技術で知られている。その例は、冒頭で引用した文献に見ることができる。そのような材料は、例えば、本出願人から、TerophonTMの商標で入手可能である。
【0053】
例えば、別の適当な材料は、組成物の総重量に基づいて、
8〜15重量%のブチルゴム、
20〜40重量%の、好ましくはポリイソブチレン、ポリブテンまたはそれらの混合物から選択される、ポリオレフィン、
10〜15重量%の脂肪族炭化水素樹脂、
2〜10重量%のホルムアルデヒド樹脂、
6〜20重量%、特に8〜17重量%の発泡剤
を含んでなり、100%までの残余は、例えば硫酸バリウム、酸化カルシウム、炭酸カルシウム、白雲母、石英およびカーボンブラックから選択される、充填剤である。
【0054】
別の態様では、音響減衰材料は、組成物の総重量に基づいて、
40〜70重量%の、好ましくはポリイソブチレン、ポリブテンまたはそれらの混合物から選択される、ポリオレフィン、
6〜20重量%、特に8〜17重量%の発泡剤
を含んでなり、100%までの残余は、例えば硫酸バリウム、酸化カルシウム、炭酸カルシウム、白雲母、石英およびカーボンブラックから選択される、充填剤である。
【0055】
更に、EP 697277またはEP 617098の実施例に記載されている音響減衰材料を、本発明のために使用することができる。発泡剤の量は、組成物の総重量に基づいて6〜20重量%、特に8〜17重量%の範囲になるよう適合させなければならない場合もある。
【0056】
本発明のための発泡性材料として使用できる材料の別の例は、スチレンブタジエンゴム(20〜25%のスチレン)、脂肪族炭化水素樹脂、充填剤、発泡剤、および好ましくは発泡剤用活性剤(例えばウレア)を含んでなる。充填剤は、含水ケイ酸マグネシウム、酸化亜鉛、クレー、石灰岩、カーボンブラックの1種以上から選択することができる。ワックス、脂肪酸、例えばステアリン酸、溶媒、置換チウラムジスルフィドのような補助剤が存在してもよい。溶媒は、例えば、脂肪族油、ナフテン油、水素化処理されたナフテン系留出物を包含し得る。
【0057】
それら主な成分は、未発泡組成物全体に基づいて、以下の範囲で存在し得る:
15〜30重量%のスチレンブタジエンゴム(20〜25重量%のスチレン)、
25〜40重量%の脂肪族炭化水素樹脂(粘着付与剤)、
6〜20重量%の発泡剤、
2〜6重量%のクレー処理ワックス。100%までの残余は、充填剤、発泡剤用活性剤、溶媒および他の補助剤から選択される。好ましくは、組成物は20〜40重量%の充填剤を含有する。脂肪族油、ナフテン油、水素化処理されたナフテン系留出物のような溶媒は、5〜15重量%の範囲で存在してよい。
【0058】
別の態様では、熱膨張性材料は、
・25〜70重量%、好ましくは35〜55重量%の少なくとも1種の熱可塑性エラストマー(好ましくはスチレン/ブタジエンコポリマーまたはスチレン/イソプレンブロックコポリマー或いはそれらの少なくとも部分的に水素化された誘導体);
・15〜40重量%、好ましくは20〜35重量%の少なくとも1種の非弾性熱可塑性樹脂(好ましくはエチレン/酢酸ビニルコポリマーまたはエチレン/メチルアクリレートコポリマー);
・0.01〜2重量%、好ましくは0.05〜1重量%の少なくとも1種の安定剤または酸化防止剤;
・6〜20重量%、好ましくは150℃の温度で加熱した際に膨張性材料を少なくとも100体積%膨張させるのに有効な量の少なくとも1種の発泡剤、
・0.5〜2重量%の少なくとも1種のオレフィン性不飽和モノマーまたはオリゴマーを任意に含有してよい、0.5〜4重量%の1種以上の硬化剤、および任意に;
・10重量%までの(例えば0.1〜10重量%の)少なくとも1種の粘着付与樹脂;
・5重量%までの(例えば0.1〜5重量%の)少なくとも1種の可塑剤;
・10重量%までの(例えば0.1〜10重量%)の少なくとも1種のワックス;
・3重量%までの(例えば0.05〜3重量%の)少なくとも1種の発泡剤用活性剤;
並びに任意に少なくとも1種の充填剤(充填剤の量は好ましくは10重量%未満、より好ましくは5重量%未満である。)を含んでなり、これらの重量パーセントは、熱膨張性材料の総重量の重量パーセントとして表されている。
【0059】
別の態様では、本発明において使用できる熱膨張性材料は、
a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択され、−25〜0.0℃の範囲のガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択され、0.1〜30℃の範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1種の熱可塑性ポリマー、
d)2〜10重量%の少なくとも1種の粘着付与樹脂、
e)150℃の温度で少なくとも20分間加熱した際に膨張性材料を少なくとも1000体積%膨張させるのに有効な量の、少なくとも1種の潜化学発泡剤、
f)0.5〜4重量%の少なくとも1種の(例えば、過酸化物に基づくか、或いはイオウおよび/またはイオウ化合物に基づく)硬化剤
を含んでなる。ここで、成分a)〜f)の和は100重量%未満であり、100重量%までの残余は別の成分または補助剤からなる。
【0060】
この態様では、熱可塑性エラストマーa)およびb)は共に、好ましくは、スチレン/イソプレン/スチレントリブロックコポリマー(SIS)および水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択する。非水素化トリブロックコポリマーが特に好ましい。スチレン含量は、好ましくは15〜25%、より好ましくは19〜21%の範囲である。適当な材料は、熱可塑性エラストマーa)についてはHybrar(登録商標) 5127、熱可塑性エラストマーb)についてはHybrar(登録商標) 5125であり、いずれもKuraray社から入手可能である。
【0061】
熱可塑性ポリマーc)は、好ましくはエチレン/酢酸ビニルコポリマーである。その酢酸ビニル含量は、好ましくは24〜32%の範囲、より好ましくは27〜29%の範囲である。
【0062】
粘着付与樹脂d)は、ロジン樹脂、テルペン樹脂、テルペンフェノール樹脂、分解油蒸留物由来炭化水素樹脂、芳香族粘着付与樹脂、トールオイル樹脂、ケトン樹脂およびアルデヒド樹脂からなる群から選択することができる。適当なロジン樹脂は、アビエチン酸、レボピマール酸、ネオアビエチン酸、デキストロピマール酸、パルストリン酸、前記ロジン酸のアルキルエステル、およびロジン酸誘導体の水素化生成物である。脂肪族炭化水素樹脂から選択することが好ましい。その(数平均)分子量は、1000〜2000の範囲であり得る。その(ASTM D−6090−97に従って測定される)軟化点は、95〜105℃の範囲であり得る。適当な材料は、ExxonMobile社製のEscorez(登録商標) 1102である。
【0063】
既知の発泡剤の全てが本発明における発泡剤e)として適しており、その例は、分解によって気体を放出する「化学発泡剤」、または「物理発泡剤」、即ち(しばしば膨張性微小球と称されることもある)膨張する中空ビーズである。異なった発泡剤の混合物を有利に使用することもできる。例えば、比較的低い活性化温度を有する発泡剤を、比較的高い活性化温度を有する発泡剤と組み合わせて使用することができる。
【0064】
「化学発泡剤」の例は、アゾビスイソブチロニトリル、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、4,4’−オキシビス(ベンゼンスルホン酸ヒドラジド)、ジフェニルスルホン−3,3’−ジスルホヒドラジド、ベンゼン−1,3−ジスルホヒドラジドおよびp−トルエンスルホニルセミカルバジドのような、アゾ化合物、ヒドラジド化合物、ニトロソ化合物およびカルバジド化合物を包含する。特に好ましい発泡剤は、アゾジカルボンアミドである。
【0065】
「化学発泡剤」は、亜鉛化合物(例えば酸化亜鉛)、(変性)ウレアなどのような、付加的な触媒または活性剤の存在により、恩恵を受ける場合がある。
【0066】
しかしながら、「物理発泡剤」、特に(しばしば膨張性中空微小球とも称される)膨張性中空マイクロビーズを使用することもできる。有利には、中空マイクロビーズは、ポリ塩化ビニリデンコポリマーまたはアクリロニトリル/(メタ)アクリレートコポリマーに基づき、カプセル化された揮発性物質(例えば軽質炭化水素またはハロゲン化炭化水素)を含有する。
【0067】
適当な膨張性中空マイクロビーズは、例えば、Pierce & Stevens(現在はHenkel Corporationの一部)社から「Dualite」の商標で、またはAkzo Nobel社から「Expancel」の商標で市販されている。
【0068】
発泡剤は、組成物の総重量に基づいて6〜20重量%、特に8〜17重量%の範囲で存在する。
【0069】
硬化剤f)は、好ましくは、過酸化物、或いは元素イオウと少なくとも1種の有機二硫化物または有機多硫化物との混合物である。好ましい有機硫化物は、テトラメチルチウラムジスルフィドである。
【0070】
好ましくは、1種以上の成分a)〜f)は、下記量で存在する:
a):8〜16重量%、
b):20〜35重量%、
c):12〜20重量%、
d):3〜8重量%、
e):6〜20重量%、
f):0.7〜2重量%。
【0071】
本発明のこの態様で使用する組成物は、1種以上の別の成分または補助剤も含んでなり、それらは好ましくは、
g)10〜30重量%の充填剤、
h)2〜10重量%の可塑剤、
i)1〜5重量%の硬化触媒、
k)0.05〜3重量%の酸化防止剤および/または安定剤、
l)0.05〜3重量%の促進剤、
m)1〜5重量%のウレア
の1種以上から選択される。
【0072】
適当な充填剤g)の例は、粉砕および沈降させた、チョーク、タルク、炭酸カルシウム、カーボンブラック、炭酸カルシウムマグネシウム、バライト、クレー、雲母、およびアルミニウム−マグネシウム−カルシウム型のケイ酸塩充填剤、例えば珪灰石および緑泥石を包含する。充填剤粒子は、25〜250μmの範囲の粒度を有し得る。充填剤の総量は15〜25重量%の範囲であり得る。しかしながら、充填剤の総量は、10重量%未満、5%未満に限定される場合もある。1つの態様では、膨張性材料は、(前記した材料の粒子のような、実質的に無機粒子として本発明において定義されている)充填剤を含有しない。
【0073】
適当な可塑剤h)の例は、二塩基酸のC1〜10アルキルエステル(例えばフタル酸エステル)、ジアリールエーテル、ポリアルキレングリコールのベンゾエート、有機ホスフェート、並びにフェノールまたはクレゾールのアルキルスルホン酸エステルを包含する。例えば、ジイソノニルフタレートを可塑剤として使用することができる。
【0074】
場合により活性化された状態の酸化亜鉛を、硬化触媒i)として使用することが好ましい。
【0075】
適当な酸化防止剤および安定剤k)は、立体障害フェノールおよび/またはチオエーテル、立体障害芳香族アミンなどを包含する。フェノール系酸化防止剤が好ましい。
【0076】
適当な促進剤l)は、チアゾールおよびスルフェンアミドから選択することができる。2−メルカプトベンゾチアゾールと組み合わせたN−N’−ジシクロヘキシル−2−ベンゾチアゾールスルフェンアミドを使用することが特に好ましい。
【0077】
本発明は、先に記載したようなインサートも含む。本発明のインサートで満たされた長尺キャビティを有する部材をもたらすために、インサートを部材の長尺キャビティに挿入することができるよう、インサートを構造化および形成する。
【0078】
更に、本発明は、相互に連結させたキャビティ壁によって形成され、キャビティ長軸を有する長尺キャビティを含んでなる部材を含む。前記部材は、130〜220℃の範囲の温度で請求項1〜6のいずれかに記載の部材を加熱することによって得られる音響減衰用インサートを含む。インサートの熱膨張性材料は膨張状態に変形し、車両はそのような部材を含んでなる。
【0079】
更に、本発明は、
・2つ以上の交差しているキャリヤープレートのストランドを、キャリヤープレートの長縁に平行な方向に押し出す工程、
・キャリヤープレートの長縁の所望の長さで、押し出したストランドを切断する工程、
・熱膨張性材料の平ストランドを、熱膨張性材料によって覆われるべき選択したキャリヤープレート表面の寸法に相当する幅で、キャリヤープレートの長縁に平行な方向に押し出す工程、
・選択したキャリヤープレート表面を覆うために、所望の長さで、熱膨張性材料のストランドを切断する工程、および
・選択したキャリヤープレート表面に、熱膨張性材料の切断ストランドを固定する工程
を含む、先に記載したようなインサートの製造方法を含む。場合により温かい状態で、熱膨張性材料が粘着性を有するならば、固定は、例えば接着または粘着によって実施することができる。
【0080】
別の態様として、本発明は、
・熱膨張性材料のストランドがキャリヤープレートの対応表面と結合するようキャリヤープレートの長縁に平行な方向に、キャリヤープレートの長縁に平行な方向に交差している2つ以上のキャリヤープレートのストランド、および適当な数の熱膨張性材料平ストランドを、一段階または二段階で共押出しする工程、並びに
・共押出しストランドを、キャリヤープレートの長縁の所望の長さで切断する工程
を含む、先に記載したようなインサートの製造方法を含む。
【0081】
更に別の態様として、本発明は、
a)請求項1〜6のいずれかに記載の部材が得られるよう、長尺キャビティ内の所定の位置に、請求項7に記載のインサートを設置する工程、および
b)熱膨張性材料が膨張してキャビティの内面と接触し、それによってキャビティを封止するのに有効な温度まで、熱膨張性材料を加熱する工程
を含む、相互に連結したキャビティ壁によって形成された長尺キャビティにおける空気伝送振動および構造由来の振動を減衰する方法を含む。
【0082】
図の解説
図1:周波数の関数としてのバフル(またはピラー充填材)の音響透過損失(STL)曲線
図2:同じ設計であるが、封止する管の種々の直径に適合させた種々の断面を有するバフル(またはピラー充填材)の音響透過損失(STL)曲線
図3:この図は、左側に、キャリヤープレートの3つの異なった設計の斜視図を示す。熱膨張性材料層は、明確にするために示していない。右側は、左側の図に示したインサートのキャリヤー構造物がキャビティに挿入されている、キャビティを有する中空構造物の端面図を示している。図3は、キャリヤーの「平面」プレートを有する態様を示している。
図4:この図は、図3に対応し、湾曲プレートからなるキャリヤー構造物の例を示している。
図5:左上図は、空のピラーの斜視図であり、左下図は、膨張フォームで満たされたピラーの斜視図である。右上図は、直交している2つのプレートからなるキャリヤー構造物がピラー内部に挿入されている、左上図と同じピラーである。プレート上の熱膨張性材料層は、明確にするために省略している。右下図は、熱膨張性材料膨張後の右上図のインサートを有するピラーを示している。
図6:図6は、図5の左下図(比較例、下側の曲線)および右下図(本発明、上側の曲線)の構造物についての音響透過損失(STL)の測定結果を示している。
【技術分野】
【0001】
本発明は、長尺キャビティを封止および音響減衰する方法、並びにそのために使用するインサートに関する。例えば、本発明の方法によって、車両の構造用部品における長尺キャビティを封止および/または減衰することができる。
【背景技術】
【0002】
現代の車両コンセプトおよび車両構造設計は、複数のキャビティを有する。湿気および汚染物質が、対応する車体部品を内部から腐蝕し得るので、湿気および汚染物質の侵入を防ぐためにキャビティは封止しなければならない。このことは特に、重いフレーム構造がいわゆる「スペースフレーム」に置き換わった、現代の自立車体構造に当てはまる。スペースフレームでは、既製中空形材から製造された軽量の構造的に強いシャシを使用する。そのような構造物は、特定のシステムに依存して、湿気および汚染物質の侵入に備えて封止しなければならない多数のキャビティを有する。これらのキャビティは、ルーフ構造(ルーフレール、フェンダーの一部、または窓台)を支持する、上方へ伸びるAピラー、BピラーおよびCピラーを包含する。
【0003】
加えて、これらのキャビティは、望ましくない車両走行騒音および風切音として空気伝送音を伝える。従って、そのような封止手段はまた、騒音を低減し、車両での移動の快適さを向上する。
【0004】
車の組立てにおいて、キャビティを有するこれらのフレーム部品および車体部品は、閉じた中空部分を形成するように溶接および/または接着によって後に結合される半殻形部品から予め製造される。そのようなタイプの構造なら、車体が未塗装状態(「自動車車体工場」にある状態)にある初期の車体におけるキャビティに接近しやすいので、(しばしば「ピラー充填材」または「キャビティ充填材インサート」とも称される)封止および音響減衰するバフル部品を、機械的吊下げによって、適当な保持デバイス、内孔への挿入によって、或いはキャビティ壁への接着または溶接によって、この初期段階の車体構造に固定することができる。
【0005】
最新のバフルは、支持部材またはキャリヤーの上に配置された封止材料を含むように設計されている。キャリヤーは一般に、硬質プラスチックのような硬質材料から製造されるので、その形状は、封止されるキャビティの形状に近い。キャリヤーをキャビティに挿入できるように、キャリヤー/封止材料の組み合わせの形状を作る。封止材料は、キャリヤーとキャビティ壁との間に気密シールを形成する。典型的には、封止材料がキャビティ壁と一緒にシールを形成できるように、キャビティへの挿入後、封止材料を(熱的または化学的に)活性化する。
【0006】
WO 00/03894 A1は、キャビティの所定の断面で車体のキャビティを封止するための軽量膨張性バフルを開示している。このバフルは、キャビティの断面形状にほぼ対応しているがより小さい形状の外周を有する硬質支持プレートを含んでなる。該バフルは、材料が膨張する活性化温度範囲を有する、硬質支持プレートの外周に取り付けられた熱膨張性封止材料を含んでなる。該支持プレートは、封止材料の活性化温度範囲より高い融点を有する材料で形成されている。活性化すると、封止材料は硬質支持プレートから放射状に膨張し、硬質支持プレートとキャビティ壁との間の断面キャビティを充填する。
【0007】
従来技術に従ったバフルでは、熱膨張性封止材料のためのキャリヤーは通常、プレート様で平坦である。キャリヤー平面がキャビティ長軸に垂直になるようバフルを長尺キャビティに挿入するので、キャビティはバフルによって二分される。
【0008】
WO 2007/039308は、内面および外面を有するキャリヤーを含んでなる散逸振動波バリアを開示している。キャリヤーは、多角形断面、特に長方形、場合によりU字形を有しており、その外面または内面の少なくとも一方に、膨張後に、−10〜+40℃の温度で、0〜500Hzの周波数範囲において、0.1MPa〜1000MPaのヤング貯蔵弾性率E’、好ましくは0.5〜1の損失弾性率E’’、0.3超(好適には1超)の損失率、および好ましくは0.1MPa〜500MPaの剪断貯蔵弾性率G’を有する熱膨張性材料から選択された熱膨張性材料を含んでなる被膜を有している。
【0009】
そのような散逸振動波バリアは通常、三次元形状を有している。WO 2007/039308は、このことを、下記のように記載している:
「本発明における使用のために選択されるキャリヤーは、内面および外面を有する。キャリヤーの断面は、多角形形状でなければならない。好ましくは、キャリヤーの断面形状は、直線および/または弧である少なくとも3つの辺を有する。1つの態様では、キャリヤーは、1つの辺で開いているかまたは部分的に開いているが、別の態様では、キャリヤーの断面形状は閉じている。例えば、キャリヤー断面は、長方形、正方形、五角形、六角形、U字形およびD字形からなる群から選択される形状を有し得る。キャリヤーの辺は、同じ長さであってもよいし、または異なる長さであってもよい。辺の長さは一般に、散逸振動波バリアが挿入される構造要素の内寸、または散逸振動波バリアが設置される構造要素の外寸に従って選択する。キャリヤーは、完全に中空であってもよいが、ある態様では、1つ以上の内部要素(例えば、ブレース、リブ、横断壁など)を有することもできる。」
【0010】
WO 2005/051748は、金属フォームキャリヤー部材を形成する工程、膨張性の補強またはバッフリング材料をキャリヤー部材外部上に配置して強化またはバッフリング部材を形成する工程、強化またはバッフリング部材を自動車構造物のキャビティ内に設置する工程、およびキャビティを少なくとも部分的に規定している構造物壁まで膨張性材料を膨張および接着させる工程を含む、自動車構造物を強化またはバッフリングする方法を開示している。
【0011】
この特許文献の図11によれば、金属フォームキャリヤーは、長手方向に平坦であり得るので、その長軸をキャビティ長軸に平行にして、長尺キャビティに挿入することができる。このキャリヤー部材の2つの平坦な表面の少なくとも1つには、発泡性材料を配置することができ、この材料は加熱時に発泡する。このように、キャリヤー部材と一緒に、発泡材料は、図11によればキャビティの直径より長く見える区域に完全に沿ってキャビティを封止する。平坦なキャビティ部材は、平坦なキャビティ部材の両側の2つの区域にキャビティを分割する。この特許文献は、キャビティ長軸に平行なラインに沿って互いに交差している(従って、キャビティ長軸に平行な少なくとも3つの小区域にキャビティを分割している)少なくとも2つのキャリヤープレートからなるキャリヤー部材を開示していない。
【0012】
WO 01/42076は、取り外し可能なモジュール部品を有する管状強化材を開示している。この集成体は、ピラー長軸に平行な中空内部チャンネルを有する複数の取り外し可能な中空ピラーを含む。ピラー外面は、構造フォーム被膜で覆われている。モジュールピラーは、管状構造物への挿入の際の弾性変形のための弾性保持装置の少なくとも1つにより束ねられる。この配置は、構造強化が意図されており、音響減衰は意図されていない。ピラーの中空内部チャンネルの故に、ピラーの中空チャンネルを伝搬する空気伝送音をほとんど減衰することはない。
【0013】
US 5,766,719は、互いに分離しているが複数の開口部を有する手段によって結合されていて2つのプレートの間の空間または溝を規定している2つのプレートからなる第一片;互いに分離しているが複数の開口部を有する手段によって結合されていて2つのプレートの間の空間または溝を規定している2つのプレートからなる第二片;および第一片の空間または溝に部分的に位置しており、第二片の空間に部分的に位置している複合材料:を含んでなる封止可能な要素を開示している。複合材料は、互いに平行に間隔を開けて配置された第一プレートおよび第二プレートを含む支持体、これらのプレートを結合して支持体の2つのプレートの間に空間または溝を形成する手段、並びに前記した支持体の空間または溝の中に配置された熱発泡性材料を含んでなる。前記支持体は、発泡性材料の発泡に必要な温度より高い融点を有する耐熱性材料で製造されている。従って、前記発泡性材料は、熱を適用すると、発泡状態に膨張して支持体の空間または溝の外に拡がり、支持体の開口部、或いは発泡圧力の故に支持体において第一片および第二片の空間または溝の方へ形成された開口部の少なくとも1つは、第一片および第二片が互いに離れるようにそれらの片のプレートを結合している手段に達する。
【0014】
この特許文献の図19は、そのような部品が、押出軸に平行なラインに沿って互いに交差している2つのプレートから本質的になる連続形材としてキャリヤー形材を押し出す工程である混合技術で製造できることを示している。次いで、押し出したキャリヤー形材を、射出成形法において、射出成形型の中で熱膨張性材料と結合させる。図20によれば、交差しているキャリヤープレートの間の空間は、発泡性材料で完全に満たされている。従って、この特許文献の図23に示されているように、この構造物をキャビティに挿入すると、キャビティは、キャリヤーおよび発泡性材料でほぼ完全に満たされる。よって、発泡性材料の膨張速度はキャビティを完全に満たすために低くなければならない。更に、この特許文献の図24および図27は、発泡性材料を覆う押し出したキャリヤー構造物を、キャビティの断面を超える長さで長尺キャビティに挿入することが意図されていないことを示している。それよりむしろ、押し出したストランドを、キャビティの断面よりずっと小さい厚さを有するプレートに切断することが示唆されている。この構造物は、音響減衰のために使用されるのではなく、キャビティ壁を一緒に固定するために使用される。従って、この特許文献は、固定要素を記載しているが、効果的な音響減衰のための要素を記載していない。
【0015】
車両キャビティ封止剤の供給者は現在、高膨張性フォームを使用する傾向にある。そのようなフォームは、加熱時に少なくとも1000%、好ましくは少なくとも2000%の膨張率を有する。高膨張性フォームは、部品の設計を単純化でき、例えば、キャリヤーを必要としない設計をもたらすことができる。このことは、工具費を削減する。膨張率が大きいので、キャビティを満たすために、より少ない材料しか必要とされない。従って、封止および音響減衰のためのコストが、標準的なピラー充填材の設計と比べて削減される。
【0016】
それにもかかわらず、そのような高膨張性材料が、(例えば乗用車の「Aピラー」のような)断面の小さいキャビティに適しているとすると、(例えば乗用車の「Cピラー」またはロッカーのような)より大きい断面の場合に問題が生じ得る。これは、a)硬化時の生成物の流動性(「垂れ下がり」)、b)吹き込み法の乏しい再現性、c)気泡寸法または孔径が大きいので小さいまたは狭いギャップが満たされないことに起因する。
【0017】
加えて、予想される1つの欠陥は、そのような材料の音響性能である。高膨張性フォームの欠点は、低い音響性能をもたらし得る低いE−弾性率と関連した低い比重である。
【0018】
ヤング貯蔵弾性率(E’)は、材料の比例限度内における引張応力と引張歪との比として定義されている。剪断貯蔵弾性率G’は、比例限度内における剪断応力と剪断歪との比として定義されており、材料に弾性的に貯蔵された等価エネルギーの尺度と見なされる。(しばしば、構造固有減衰またはtanδとも称される)損失率は、引張圧縮における減衰についてのヤング貯蔵弾性率E’を越えるヤング損失弾性率E’’の割合である。剪断減衰については、損失率は、剪断貯蔵弾性率G’を超える剪断損失弾性率G’’の割合である。これらの値は、本発明では、膨張後の熱膨張性材料である材料の動的機械分析(DMA)によって容易に測定することができる。この技術分野でよく知られているように、動的機械分析は、材料をキャリヤー上で特徴付ける間接法(Oberstのビーム試験)またはテストする試料が特徴付けられる材料のみから作られている直接法(粘弾性測定装置)のいずれかによって実施することができる。
【0019】
建築構造産業における床、壁、戸、窓としての大パネル、または自動車産業におけるドア、ルーフ、ボンネットは、それらの密度によって主に制御される空気伝送音防音性を有する。これは、「質量則」として音響業界ではよく知られている。防音性(音響透過損失またはSTL)は、その領域の重量に比例する(領域の重量=パネルの密度×厚さ)。この「質量則」は、モード密度(パネルの振動モード数)が高いという前提の下で有効である。換言すると、「質量則」は、分離できない程度に振動モード数が十分大きいときに当てはまる。これは、パネル寸法が大きい(>1m)ときに起こる。
【0020】
逆に、車体のキャビティ部分は小さい寸法(<0.2m)を有する。これらのキャビティを封止するために使用するバフル(またはフォームブロック)もまた、小さい寸法を有する。従って、それらは低いモード密度を有する。これにより、「質量則」は無効になる。特定のバフルの場合、STLは、系の振動共鳴モードと密接にかかわる。最も気掛かりな周波数は、第一共鳴モードで起こるバフルの第一共鳴周波数である。図1に示したように、典型的なバフルのSTL曲線は、3つのゾーンを描く。第一ゾーンは、STL性能が良好な低周波数範囲における、剛性が制御されているゾーンである。第二ゾーンは、第一共鳴周波数に近接した周波数範囲である。ここでは、STLの大幅な降下が見られる。第一共鳴周波数を超えた第三ゾーンでは、STLはより高いモード(第二モード、第三モードなど)によって制御される。これらのモードのSTL降下は通常、問題ではない。
【先行技術文献】
【特許文献】
【0021】
【特許文献1】WO 00/03894 A1
【特許文献2】WO 2007/039308
【特許文献3】WO 2005/051748
【特許文献4】WO 01/42076
【特許文献5】US 5,766,719
【発明の概要】
【発明が解決しようとする課題】
【0022】
本発明の目的は、(特に高膨張材料に基づく)バフルのSTLを改善することである。
【課題を解決するための手段】
【0023】
この目的は、材料が膨張する区域の寸法を変えることによって達成できることが見出された。基本的に、同じ充填長さについて、膨張性フォームは、小さい断面でより良好なSTLを有する。小さい断面について、バフルはより堅く、その第一共鳴モードは、より高い周波数で現れる。従って、振動振幅はより小さく、STLの最小値はより高くなる。図2は、キャビティの寸法を小さくした同じバフル設計のSTL性能を示している。
【0024】
これらの観察に基づいて、本発明の要旨は、熱膨張性材料についてキャリヤーの特定の設計を用いて、大きいキャビティを、少なくとも3つのより小さいキャビティに分割することである。プレート様キャリヤーは、ピラー充填材のように、その区域の軸に垂直に(即ち断面の平面内に)設置されるのではなく、その区域の軸に平行に設置される。例えば十字の設計は、その区域を4つの小区域に分割する。本発明の無数の態様(キャリヤープレート設計)が存在する。
【0025】
従って、本発明は、キャビティ壁を相互に連結させることによって形成され、キャビティ長軸を有する長尺キャビティを含んでなる部材であって、部材が、
a)
a1)キャビティ長軸の方向にチャンネルを有さず、
a2)220℃以下の温度に加熱したときに不活性である材料から製造されている(従って、キャリヤーはその形状を不可逆的に変えない)
2つ以上のキャリヤープレート
を含んでなる音響減衰用インサートを含んでなり、
a3)各キャリヤープレートが2つのプレート表面を有し、長縁がキャビティ長軸と本質的に平行に通り、前縁および後縁がキャビティ長軸と本質的に垂直に通っており、
a4)2つ以上のキャリヤープレートが、キャビティ長軸に平行な1つ以上のラインに沿って結合または交差し、キャビティ長軸に平行な少なくとも3つの小区域にキャビティを分割しており、キャリヤープレートの長縁が、キャビティ長軸に垂直な小区域の最長対角線より長く(従って、小区域の長さはその対角線より大きい)、
a4)2つ以上のキャリヤープレートの長縁がキャビティ長軸に本質的に平行になるよう、キャリヤープレートが長尺キャビティ内に固定されており、
a5)各小区域内において、小区域を画しているキャリヤープレート表面の少なくとも1つが、熱膨張性材料層で覆われており、
a6)キャビティ長軸に垂直な、キャリヤープレートおよび膨張性材料の合計断面積が、キャビティの対応する断面積の最大20%、好ましくは最大10%であり(従って、熱膨張性材料の発泡前、キャビティの大部分は空である)、
b)130〜220℃の範囲の温度で加熱したときに熱膨張性材料が少なくとも1000%膨張するよう、熱膨張性材料が選択されており、
c)熱膨張性材料の膨張後に、長尺キャビティの断面が、キャリヤープレート、およびキャビティ長軸に垂直な小区域の最長対角線と少なくとも同じ長さであるキャビティ長軸に平行な長さに沿った膨張材料で完全に満たされるよう(発泡材料の孔は認められるが、キャビティ軸方向のチャンネルは認められない)、キャリヤープレート上の熱膨張性材料の厚さ、および熱膨張性材料が各キャリヤープレート上を覆う面積が選択されている、
部材を提供する。
【図面の簡単な説明】
【0026】
【図1】周波数の関数としてのバフル(またはピラー充填材)の音響透過損失(STL)曲線を示す。
【図2】同じ設計であるが、封止する管の種々の直径に適合させた種々の断面を有するバフル(またはピラー充填材)の音響透過損失(STL)曲線を示す。
【図3】左側に、キャリヤープレートの3つの異なった設計の斜視図を示し、右側に、左側の図に示したインサートのキャリヤー構造物がキャビティに挿入されている、キャビティを有する中空構造物の端面図を示す。この図は、キャリヤーの「平面」プレートを有する態様を示す。
【図4】図3に対応し、湾曲プレートからなるキャリヤー構造物の例を示す。
【図5】左上図は、空のピラーの斜視図を示し、左下図は、膨張フォームで満たされたピラーの斜視図を示す。右上図は、直交している2つのプレートからなるキャリヤー構造物がピラー内部に挿入されている、左上図と同じピラーを示す。右下図は、熱膨張性材料膨張後の右上図のインサートを有するピラーを示す。
【図6】図5の左下図(比較例、下側の曲線)および右下図(本発明、上側の曲線)の構造についての音響透過損失(STL)の測定結果を示す。
【発明を実施するための形態】
【0027】
長尺キャビティは、相互に連結した壁(例えば、結合した2つの既製半殻)によって形成され、通常は真っ直ぐまたは曲がったチャンネルの形状で、三次元に拡張している。そのようなキャビティの例は、車両のピラーまたは他の支持フレームの中の空洞である。熱膨張性材料の膨張前にインサートを固定するためにキャビティ壁を貫通していることもある留め具を場合により除くと、インサートは、本質的に完全にキャビティ内に位置する。
【0028】
「キャビティ長軸」は、このキャビティ長軸に垂直な最長伸展部の少なくとも2倍の長さである(真っ直ぐであるかまたは曲がっていてよい)軸を意味する。換言すると、キャビティは、長手方向に垂直な最長キャビティ径の少なくとも2倍の大きさである長手方向の長さを有する。キャビティは曲がっていてもよいので、その「キャビティ長軸」も同様に曲がっている。この場合、「キャビティ長軸に平行な」は、「キャビティ長軸の湾曲に従って」を意味する。車両において、(真っ直ぐのまたは曲がった)長尺キャビティを有する部品の典型例は、ルーフ構造、ルーフレール、フェンダーの一部、または窓台を支持する、上方へ伸びるAピラー、BピラーおよびCピラーを包含する。
【0029】
本発明の意味におけるキャリヤー「プレート」は、平坦であるかまたは曲がっていてよい。プレートは、(「プレート軸」と称される)最小延伸方向に厚さを有する構造物として定義される。この厚さは、構造物の最大長さ方向における構造物長さの最大20%であり、かつ「プレート軸」に垂直な方向における構造物最小幅の最大25%である。理想的には、プレートは、プレートから突出していることもある固定用要素を場合により除くと、平坦である。しかしながら、プレートは曲がっていてもよいし、波状であってもよい。「プレート軸」は、プレート表面に垂直に立っている軸である。曲がっているプレートでは、プレートの最長寸法に完全に垂直な「プレート軸」の範囲が存在する。
【0030】
キャリヤープレートは、従来技術において常套のバフルに使用されている材料から製造することができる。熱膨張性材料の膨張および硬化温度に加熱した際、キャリヤープレートは変形してはならない。この温度は、高ければ220℃であり得る。
【0031】
キャリヤーは金属から作られていてよい。好ましい金属は、鋼、特に亜鉛メッキ鋼、およびアルミニウムである。キャリヤーは、合成材料から作られていてもよく、合成材料は、場合により、(例えばガラス繊維を用いて)繊維強化されていてもよいし、および/または他のタイプの充填剤で強化されていてもよい。好ましい合成材料は、吸水率が低く、少なくとも180℃までは寸法安定な熱可塑性合成材料である。適当な熱可塑性合成材料は、例えば、ポリアミド(PA)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、ポリフェニレンスルホン(PPSU)、ポリエーテルイミド(PEI)、およびポリフェニレンイミド(PPI)からなる群から選択することができる。成形材料、硬質ポリウレタンなどのような熱可塑性合成材料を、キャリヤーを構成するために使用することもできる。キャリヤーは、例えば(射出成形を含む)成形、型打ち、曲げ、押出などのような適当な方法によって、所望の形状に形成することができる。
【0032】
好ましくは、キャリヤーは比較的堅い。1つの態様では、キャリヤーは、室温で、インサートを挿入する構造要素と少なくとも同じ堅さを有する。
【0033】
キャリヤープレートは、好ましくは、通常の使用の際の割れおよび破損に対して十分に耐性を示す成形用材料からなり、膨張性組成物活性化温度およびキャビティ充填材インサートを含む構造部材を暴露する焼付け温度のいずれよりも高い融点または軟化点を有する。好ましくは、成形用材料は、割れまたは破損に耐える程度に周囲温度で十分に弾性(非脆弱)かつ強固であり、有意なそり、垂れ下がりまたは歪みを伴わず構造部材のキャビティ内の所望の位置に膨張性材料を保持できる程度に十分な耐熱性を高温(例えば、膨張性材料を発泡させる温度)で有する。例えば、組み立てたキャビティ充填材インサートを、割れまたは永久変形を伴わずに室温で曲げることができるよう、キャリヤープレートは、幾分柔軟で破損に対する耐性を示す成形用材料から作ることができる。好ましくは、キャリヤー材料は、少なくとも220℃、より好ましくは少なくとも225℃、最も好ましくは少なくとも250℃の融点または軟化点(ASTM D789)を有し、および/または少なくとも180℃、より好ましくは少なくとも200℃、最も好ましくは少なくとも220℃の18.6kgでの加熱撓み温度(ASTM D648)を有し、および/または少なくとも1000kg/cm2、より好ましくは少なくとも1200kg/cm2、最も好ましくは少なくとも1400kg/cm2の引張強さ(ASTM D638;50%R.H.)、および/または少なくとも50,000kg/cm2、より好ましくは少なくとも60,000kg/cm2、最も好ましくは少なくとも70,000kg/cm2の曲げ弾性率(ASTM D790;50%R.H.)を有する。好適には、インサートは、前記中空構造物内の所定の位置に前記キャビティ充填材インサートを保持することができる少なくとも1つの取り付け部材を有する。キャビティ壁のボアホールに挿入される種々のタイプのクリップような、従来技術のバフルで知られている留め具設計を使用してよい。或いは、インサートは、キャビティ壁の内面に、リベット締め、溶接または接着することもできる。
【0034】
例えば、好ましい態様では、インサートは、キャビティ内にインサートを固定するための取り付け部材または留め具を少なくとも1つ含んでなる。構造部材キャビティの内壁に、膨張性材料を有するキャリヤーを固定できるようにするための、この技術分野で知られているデバイスを、本発明のキャビティ充填材インサートにおいて、取り付け部材として使用してよい。特定の設計の選択が特に重要であるとは考えられない。例えば、取り付け部材は、構造部材開口部における確実な受け入れのために形成された、弾性的に撓むことができる返しを2つ以上含んでいてよい。各々の返しは、フックを形成するようにシャンクに対してある角度をなして突出する保持部を有するシャンクを含んでなり得る。僅かな力を加えて、そのような取り付け部材をキャビティ壁開口部に挿入する。それによって、返しが一緒に、互いに向かって可逆的に曲げられる。返しは開口部を通過した後、互いに離れて正位置に戻る。これによって、保持部を開口部周囲付近で構造部材外面にぴったりとはめることが可能になり、それによって、取り付け部材が開口部を通して容易に引き出されることを防ぎ、キャビティ内にキャビティ充填材インサートが固定される。容易な取り外しを防ぐためにこのようにインサートを取り付けることは、非常に望ましい。なぜなら、そうでなければ、熱膨張性材料を加熱および活性化する前、車両の組立てにおいて構造部材が通常受ける取扱いによって、インサートはもはやキャビティ内の所望の位置に適切に配置されなくなると考えられるからである。
【0035】
別のタイプの取り付け部材を、この目的のために使用してもよく、その例は、角度が付いた多数のフランジを伴った細長い部分を有する(典型的には弾性プラスチックで製造された)「クリスマスツリー」形留め具を包含する。キャビティ充填材インサートは、1つの取り付け部材、或いは同じタイプまたは異なったタイプの複数の取り付け部材を有してよい。
【0036】
典型的には、取り付け部材は、インサートの1つのプレートから放射状に突出し、一般的にインサートの1つのプレートに平行であってよい。成形によってインサートを製造するならば、取り付け部材(留め具)は、好ましくはキャリヤープレートと同じ材料から製造し、同じ射出成形工程でキャリヤープレートと一緒に一体に成形する。
【0037】
キャビティに挿入する際、キャリヤープレートの長縁は、約10mm以下の、最も近いキャビティ壁からの距離を有する。この距離は、好ましくは約8mm以下、特に約6mm以下である。約1mm〜約4mmの距離が、許容できるだけでなく、キャビティをふさぐよう熱膨張性材料を発泡させる前に、処理液(例えば、洗浄剤、表面処理剤および被覆剤)がキャビティを通って自由に流動でき、キャビティ内壁に接触できるといった利点を有する。これは、キャリヤープレートから突出しているスペーサーを場合により付加的に用いて、適当な寸法の留め具によって達成することができる。別の態様として、キャリヤープレートの長縁は、キャビティ内壁に接触してもよく、キャリヤープレートの弾性変形によってキャビティ内壁に押し付けられていてもよい。この場合、キャビティ内の所定の位置にインサートを保持するための留め具は不要である。
【0038】
1つの態様では、共通の縁で結合している3つのキャリヤープレートからなるインサート(図3の最下図を参照)は、キャビティ長軸に平行な3つの小区域にキャビティを分割しており、3つの小区域のそれぞれが加熱後に発泡した熱膨張性材料で満たされるよう、キャリヤープレート表面は前記熱膨張性材料で覆われており、キャリヤープレートの長縁はキャビティ長軸に垂直な3つの小区域の最長対角線より長い。別の態様では、キャビティ長軸に平行な1つ以上のラインに沿って交差している少なくとも2つのキャリヤープレート(これは、4つのキャリヤープレートが結合している状態に相当する)からなるインサートは、キャビティ長軸に平行な少なくとも4つの小区域にキャビティを分割しており(図5参照)、キャリヤープレートの長縁は、キャビティ長軸に垂直な小区域全ての最長対角線より長い。いずれの態様においても、キャリヤープレートの長縁がキャビティ長軸に垂直な小区域全ての最長対角線より長いといった要求は、充填長さがキャビティの最大小区域の断面より長いことを意味する。このことは、通常本質的に「平坦」である従来技術の標準的なバフルとは対照的である。即ち、封止されるキャビティの長軸方向におけるそれらの長さは、キャビティ長軸に垂直なそれらの長さより小さい。
【0039】
本発明のキャビティ充填材インサートの複数の可能な設計、およびそれらキャビティ充填材インサートを含む長尺キャビティの断面図を、図3および図4に示す。これらの図では、左側に、キャリヤープレートの設計の斜視図を示す。熱膨張性材料層は、明確にするために示していない。右側の図は、左側の図に示したインサートのキャリヤー構造物がキャビティに挿入されている、キャビティを有する中空構造物の端面図を示している。図3は、キャリヤーの「平面」プレートを有する態様を示し、図4は、湾曲プレートからなるキャリヤー構造物の例を示している。
【0040】
図5は、本発明の実際の試験に使用した設計を示している。左上図は、空のピラーの斜視図であり、左下図は、膨張フォームで満たされたピラーの斜視図である。右上図は、直交している2つのプレートからなるキャリヤー構造物がピラー内部に挿入されている、左上図と同じピラーである。プレート上の熱膨張性材料層は、明確にするために省略している。右下図は、熱膨張性材料膨張後の右上図のインサートを有するピラーを示している。フォームで満たされた1つの大きな空隙(左下図)に代えて、フォームで満たされた4つのより小さい空隙が形成されている。
【0041】
図6は、図5の左下図(比較例)および右下図(本発明)の構造物についての音響透過損失(STL)の測定結果を示している。いずれの場合においても、同じ量の同じ発泡性材料を使用し、同じ発泡条件を用いた。本発明の構造物について、STLが向上したことが明らかに分かる。
【0042】
もちろん、本発明の範囲がこれらの図に限定されることはなく、当業者は、特定の要求に適合させるために本発明のキャビティ充填材インサートの設計を容易に採用するであろう。
【0043】
本発明のキャビティ充填材インサートの寸法および形状は、キャビティの寸法および形状に適合させることができる。例えば、キャリヤープレートの長縁は、20〜200mmの範囲の長さを有することができる。極端に長いキャビティについては、キャリヤープレートは200mmより長くてもよい。
【0044】
膨張性材料層厚さは、選択した膨張率、および発泡材料によって満たされるべき中空部分寸法に依存する。従って、膨張性材料層厚さは、実際の要求に適合させなければならない。好ましくは、熱膨張性材料の膨張後、キャビティ長軸に垂直な、膨張した材料の合計面積とキャリヤープレートの合計断面積とが、少なくとも10:1、好ましくは少なくとも50:1の比を有するよう、(プレート表面に垂直な)キャリヤープレートの厚さおよびインサートの熱膨張性材料の厚さを選択する。このことは、キャビティ断面が、発泡前には、多くても20%しか満たされていないが(即ち、発泡前には、キャビティ断面積の少なくとも80%は空であるが)、発泡後には、発泡した熱膨張性材料でほとんど満たされることを意味する。
【0045】
一般に、熱膨張性材料層は、全プレート表面を本質的に完全に覆う。好ましくは、プレート表面を覆う膨張性材料層は、前縁から5mm以下の距離から始まっており、キャリヤープレートの後縁から5mm以下の距離で終わっている。もちろん、これらの距離は、より長くてもよいが、より長いと性能が低下する。
【0046】
熱膨張性材料は、130〜220℃の範囲の温度に加熱したとき、少なくとも1000%、好ましくは少なくとも1500%、特に少なくとも2000%膨張するよう選択される。一般に、熱膨張性材料は、少なくとも1種のベースポリマー;所要の膨張率が達成される量で、所要の膨張率が達成される性質を有する潜発泡剤を少なくとも1種含んでなる。所要の膨張率を達成するには、組成物の総重量に基づいて、通常6〜20%、特に8〜17%の範囲の潜発泡剤量が必要とされる。
ベースポリマーの反応性に依存して、熱膨張性材料は、少なくとも1種の潜硬化剤を付加的に含んでなることができる。
【0047】
一般的に言えば、発泡剤の活性化が開始する温度より低い、好ましくは、膨張性材料を膨張させるときに膨張性材料を暴露する温度より少なくとも約30℃低い、軟化点を有する熱可塑性エラストマーを使用することが望ましい。熱可塑性エラストマーは、好ましくは、熱可塑性ポリウレタン(TPU)、およびA−B、A−B−A、A−(B−A)n−2−B、A−(B−A)n−1および(A−B)n−Y型[ここで、Aは芳香族ポリビニル(「硬質」)ブロックであり、Bブロックはポリブタジエン、ポリイソプレンなどのゴム様(「軟質」)ブロックを表し、Bブロックは部分的にまたは完全に水素化されていてよく、Yは多官能性化合物であり、nは少なくとも3の整数である。]の(直鎖状ブロックコポリマーおよび放射状ブロックコポリマーを含む)ブロックコポリマーからなる群から選択する。ブロックは、その性質が漸減しているか傾斜していてもよく、或いは1種の重合モノマーから完全になっていてもよい。
【0048】
Bブロックの水素化は、元から存在している二重結合を消失させ、ブロックコポリマーの熱安定性を高める。そのようなコポリマーが、本発明の特定の態様において好ましい。
【0049】
適当なブロックコポリマーは、SBS(スチレン/ブタジエン/スチレン)コポリマー、SIS(スチレン/イソプレン/スチレン)コポリマー、SEPS(スチレン/エチレン/プロピレン/スチレン)コポリマー、SEEPS(スチレン/エチレン/エチレン/プロピレン/スチレン)またはSEBS(スチレン/エチレン/ブタジエン/スチレン)コポリマーを包含するが、これらに限定されない。
【0050】
特に適当なブロックコポリマーは、スチレン/イソプレン/スチレントリブロックポリマー、およびその完全または部分的水素化誘導体を包含する。ここで、ポリイソプレンブロックは、1,2および/または3,4配置を有するイソプレンに由来するモノマー部分を比較的高い割合で含有する。好ましくは、少なくとも約50%の重合イソプレンモノマー部分が1,2および/または3,4配置を有し、イソプレン部分の残余が1,4配置を有する。そのようなブロックコポリマーは、HYBRARの商標でKuraray Co., Ltd.から入手することができる。
【0051】
十分な発泡能および膨張性を達成する目的で、これらのポリマー組成物は、発泡剤も含有する。基本的に、発泡剤としてそれ自体知られている発泡剤の全てが適しており、その例は、分解の結果として気体を放出する「化学発泡剤」、または「物理発泡剤」、即ち膨張する中空ビーズである。化学発泡剤の例は、アゾビスイソブチロニトリル、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、4,4’−オキシビス(ベンゼンスルホン酸ヒドラジド)、ジフェニルスルホン−3,3’−ジスルホヒドラジド、ベンゼン−1,3−ジスルホヒドラジド、p−トルエンスルホニルセミカルバジドである。物理発泡剤の例は、ポリ塩化ビニリデンコポリマーまたはアクリロニトリル/(メタ)アクリレートコポリマーに基づく膨張性プラスチック中空マイクロビーズであり、例えば、Pierce & StevensからDualite(登録商標)の名称で、またCasco NobelからExpancel(登録商標)の名称で市販されている。好ましくは、これらの熱膨張性材料は、120℃超〜200℃未満の活性化温度を有する。
【0052】
膨張および硬化後に吸音フォームを形成する別の熱膨張性材料は、従来技術で知られている。その例は、冒頭で引用した文献に見ることができる。そのような材料は、例えば、本出願人から、TerophonTMの商標で入手可能である。
【0053】
例えば、別の適当な材料は、組成物の総重量に基づいて、
8〜15重量%のブチルゴム、
20〜40重量%の、好ましくはポリイソブチレン、ポリブテンまたはそれらの混合物から選択される、ポリオレフィン、
10〜15重量%の脂肪族炭化水素樹脂、
2〜10重量%のホルムアルデヒド樹脂、
6〜20重量%、特に8〜17重量%の発泡剤
を含んでなり、100%までの残余は、例えば硫酸バリウム、酸化カルシウム、炭酸カルシウム、白雲母、石英およびカーボンブラックから選択される、充填剤である。
【0054】
別の態様では、音響減衰材料は、組成物の総重量に基づいて、
40〜70重量%の、好ましくはポリイソブチレン、ポリブテンまたはそれらの混合物から選択される、ポリオレフィン、
6〜20重量%、特に8〜17重量%の発泡剤
を含んでなり、100%までの残余は、例えば硫酸バリウム、酸化カルシウム、炭酸カルシウム、白雲母、石英およびカーボンブラックから選択される、充填剤である。
【0055】
更に、EP 697277またはEP 617098の実施例に記載されている音響減衰材料を、本発明のために使用することができる。発泡剤の量は、組成物の総重量に基づいて6〜20重量%、特に8〜17重量%の範囲になるよう適合させなければならない場合もある。
【0056】
本発明のための発泡性材料として使用できる材料の別の例は、スチレンブタジエンゴム(20〜25%のスチレン)、脂肪族炭化水素樹脂、充填剤、発泡剤、および好ましくは発泡剤用活性剤(例えばウレア)を含んでなる。充填剤は、含水ケイ酸マグネシウム、酸化亜鉛、クレー、石灰岩、カーボンブラックの1種以上から選択することができる。ワックス、脂肪酸、例えばステアリン酸、溶媒、置換チウラムジスルフィドのような補助剤が存在してもよい。溶媒は、例えば、脂肪族油、ナフテン油、水素化処理されたナフテン系留出物を包含し得る。
【0057】
それら主な成分は、未発泡組成物全体に基づいて、以下の範囲で存在し得る:
15〜30重量%のスチレンブタジエンゴム(20〜25重量%のスチレン)、
25〜40重量%の脂肪族炭化水素樹脂(粘着付与剤)、
6〜20重量%の発泡剤、
2〜6重量%のクレー処理ワックス。100%までの残余は、充填剤、発泡剤用活性剤、溶媒および他の補助剤から選択される。好ましくは、組成物は20〜40重量%の充填剤を含有する。脂肪族油、ナフテン油、水素化処理されたナフテン系留出物のような溶媒は、5〜15重量%の範囲で存在してよい。
【0058】
別の態様では、熱膨張性材料は、
・25〜70重量%、好ましくは35〜55重量%の少なくとも1種の熱可塑性エラストマー(好ましくはスチレン/ブタジエンコポリマーまたはスチレン/イソプレンブロックコポリマー或いはそれらの少なくとも部分的に水素化された誘導体);
・15〜40重量%、好ましくは20〜35重量%の少なくとも1種の非弾性熱可塑性樹脂(好ましくはエチレン/酢酸ビニルコポリマーまたはエチレン/メチルアクリレートコポリマー);
・0.01〜2重量%、好ましくは0.05〜1重量%の少なくとも1種の安定剤または酸化防止剤;
・6〜20重量%、好ましくは150℃の温度で加熱した際に膨張性材料を少なくとも100体積%膨張させるのに有効な量の少なくとも1種の発泡剤、
・0.5〜2重量%の少なくとも1種のオレフィン性不飽和モノマーまたはオリゴマーを任意に含有してよい、0.5〜4重量%の1種以上の硬化剤、および任意に;
・10重量%までの(例えば0.1〜10重量%の)少なくとも1種の粘着付与樹脂;
・5重量%までの(例えば0.1〜5重量%の)少なくとも1種の可塑剤;
・10重量%までの(例えば0.1〜10重量%)の少なくとも1種のワックス;
・3重量%までの(例えば0.05〜3重量%の)少なくとも1種の発泡剤用活性剤;
並びに任意に少なくとも1種の充填剤(充填剤の量は好ましくは10重量%未満、より好ましくは5重量%未満である。)を含んでなり、これらの重量パーセントは、熱膨張性材料の総重量の重量パーセントとして表されている。
【0059】
別の態様では、本発明において使用できる熱膨張性材料は、
a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択され、−25〜0.0℃の範囲のガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択され、0.1〜30℃の範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1種の熱可塑性ポリマー、
d)2〜10重量%の少なくとも1種の粘着付与樹脂、
e)150℃の温度で少なくとも20分間加熱した際に膨張性材料を少なくとも1000体積%膨張させるのに有効な量の、少なくとも1種の潜化学発泡剤、
f)0.5〜4重量%の少なくとも1種の(例えば、過酸化物に基づくか、或いはイオウおよび/またはイオウ化合物に基づく)硬化剤
を含んでなる。ここで、成分a)〜f)の和は100重量%未満であり、100重量%までの残余は別の成分または補助剤からなる。
【0060】
この態様では、熱可塑性エラストマーa)およびb)は共に、好ましくは、スチレン/イソプレン/スチレントリブロックコポリマー(SIS)および水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択する。非水素化トリブロックコポリマーが特に好ましい。スチレン含量は、好ましくは15〜25%、より好ましくは19〜21%の範囲である。適当な材料は、熱可塑性エラストマーa)についてはHybrar(登録商標) 5127、熱可塑性エラストマーb)についてはHybrar(登録商標) 5125であり、いずれもKuraray社から入手可能である。
【0061】
熱可塑性ポリマーc)は、好ましくはエチレン/酢酸ビニルコポリマーである。その酢酸ビニル含量は、好ましくは24〜32%の範囲、より好ましくは27〜29%の範囲である。
【0062】
粘着付与樹脂d)は、ロジン樹脂、テルペン樹脂、テルペンフェノール樹脂、分解油蒸留物由来炭化水素樹脂、芳香族粘着付与樹脂、トールオイル樹脂、ケトン樹脂およびアルデヒド樹脂からなる群から選択することができる。適当なロジン樹脂は、アビエチン酸、レボピマール酸、ネオアビエチン酸、デキストロピマール酸、パルストリン酸、前記ロジン酸のアルキルエステル、およびロジン酸誘導体の水素化生成物である。脂肪族炭化水素樹脂から選択することが好ましい。その(数平均)分子量は、1000〜2000の範囲であり得る。その(ASTM D−6090−97に従って測定される)軟化点は、95〜105℃の範囲であり得る。適当な材料は、ExxonMobile社製のEscorez(登録商標) 1102である。
【0063】
既知の発泡剤の全てが本発明における発泡剤e)として適しており、その例は、分解によって気体を放出する「化学発泡剤」、または「物理発泡剤」、即ち(しばしば膨張性微小球と称されることもある)膨張する中空ビーズである。異なった発泡剤の混合物を有利に使用することもできる。例えば、比較的低い活性化温度を有する発泡剤を、比較的高い活性化温度を有する発泡剤と組み合わせて使用することができる。
【0064】
「化学発泡剤」の例は、アゾビスイソブチロニトリル、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、4,4’−オキシビス(ベンゼンスルホン酸ヒドラジド)、ジフェニルスルホン−3,3’−ジスルホヒドラジド、ベンゼン−1,3−ジスルホヒドラジドおよびp−トルエンスルホニルセミカルバジドのような、アゾ化合物、ヒドラジド化合物、ニトロソ化合物およびカルバジド化合物を包含する。特に好ましい発泡剤は、アゾジカルボンアミドである。
【0065】
「化学発泡剤」は、亜鉛化合物(例えば酸化亜鉛)、(変性)ウレアなどのような、付加的な触媒または活性剤の存在により、恩恵を受ける場合がある。
【0066】
しかしながら、「物理発泡剤」、特に(しばしば膨張性中空微小球とも称される)膨張性中空マイクロビーズを使用することもできる。有利には、中空マイクロビーズは、ポリ塩化ビニリデンコポリマーまたはアクリロニトリル/(メタ)アクリレートコポリマーに基づき、カプセル化された揮発性物質(例えば軽質炭化水素またはハロゲン化炭化水素)を含有する。
【0067】
適当な膨張性中空マイクロビーズは、例えば、Pierce & Stevens(現在はHenkel Corporationの一部)社から「Dualite」の商標で、またはAkzo Nobel社から「Expancel」の商標で市販されている。
【0068】
発泡剤は、組成物の総重量に基づいて6〜20重量%、特に8〜17重量%の範囲で存在する。
【0069】
硬化剤f)は、好ましくは、過酸化物、或いは元素イオウと少なくとも1種の有機二硫化物または有機多硫化物との混合物である。好ましい有機硫化物は、テトラメチルチウラムジスルフィドである。
【0070】
好ましくは、1種以上の成分a)〜f)は、下記量で存在する:
a):8〜16重量%、
b):20〜35重量%、
c):12〜20重量%、
d):3〜8重量%、
e):6〜20重量%、
f):0.7〜2重量%。
【0071】
本発明のこの態様で使用する組成物は、1種以上の別の成分または補助剤も含んでなり、それらは好ましくは、
g)10〜30重量%の充填剤、
h)2〜10重量%の可塑剤、
i)1〜5重量%の硬化触媒、
k)0.05〜3重量%の酸化防止剤および/または安定剤、
l)0.05〜3重量%の促進剤、
m)1〜5重量%のウレア
の1種以上から選択される。
【0072】
適当な充填剤g)の例は、粉砕および沈降させた、チョーク、タルク、炭酸カルシウム、カーボンブラック、炭酸カルシウムマグネシウム、バライト、クレー、雲母、およびアルミニウム−マグネシウム−カルシウム型のケイ酸塩充填剤、例えば珪灰石および緑泥石を包含する。充填剤粒子は、25〜250μmの範囲の粒度を有し得る。充填剤の総量は15〜25重量%の範囲であり得る。しかしながら、充填剤の総量は、10重量%未満、5%未満に限定される場合もある。1つの態様では、膨張性材料は、(前記した材料の粒子のような、実質的に無機粒子として本発明において定義されている)充填剤を含有しない。
【0073】
適当な可塑剤h)の例は、二塩基酸のC1〜10アルキルエステル(例えばフタル酸エステル)、ジアリールエーテル、ポリアルキレングリコールのベンゾエート、有機ホスフェート、並びにフェノールまたはクレゾールのアルキルスルホン酸エステルを包含する。例えば、ジイソノニルフタレートを可塑剤として使用することができる。
【0074】
場合により活性化された状態の酸化亜鉛を、硬化触媒i)として使用することが好ましい。
【0075】
適当な酸化防止剤および安定剤k)は、立体障害フェノールおよび/またはチオエーテル、立体障害芳香族アミンなどを包含する。フェノール系酸化防止剤が好ましい。
【0076】
適当な促進剤l)は、チアゾールおよびスルフェンアミドから選択することができる。2−メルカプトベンゾチアゾールと組み合わせたN−N’−ジシクロヘキシル−2−ベンゾチアゾールスルフェンアミドを使用することが特に好ましい。
【0077】
本発明は、先に記載したようなインサートも含む。本発明のインサートで満たされた長尺キャビティを有する部材をもたらすために、インサートを部材の長尺キャビティに挿入することができるよう、インサートを構造化および形成する。
【0078】
更に、本発明は、相互に連結させたキャビティ壁によって形成され、キャビティ長軸を有する長尺キャビティを含んでなる部材を含む。前記部材は、130〜220℃の範囲の温度で請求項1〜6のいずれかに記載の部材を加熱することによって得られる音響減衰用インサートを含む。インサートの熱膨張性材料は膨張状態に変形し、車両はそのような部材を含んでなる。
【0079】
更に、本発明は、
・2つ以上の交差しているキャリヤープレートのストランドを、キャリヤープレートの長縁に平行な方向に押し出す工程、
・キャリヤープレートの長縁の所望の長さで、押し出したストランドを切断する工程、
・熱膨張性材料の平ストランドを、熱膨張性材料によって覆われるべき選択したキャリヤープレート表面の寸法に相当する幅で、キャリヤープレートの長縁に平行な方向に押し出す工程、
・選択したキャリヤープレート表面を覆うために、所望の長さで、熱膨張性材料のストランドを切断する工程、および
・選択したキャリヤープレート表面に、熱膨張性材料の切断ストランドを固定する工程
を含む、先に記載したようなインサートの製造方法を含む。場合により温かい状態で、熱膨張性材料が粘着性を有するならば、固定は、例えば接着または粘着によって実施することができる。
【0080】
別の態様として、本発明は、
・熱膨張性材料のストランドがキャリヤープレートの対応表面と結合するようキャリヤープレートの長縁に平行な方向に、キャリヤープレートの長縁に平行な方向に交差している2つ以上のキャリヤープレートのストランド、および適当な数の熱膨張性材料平ストランドを、一段階または二段階で共押出しする工程、並びに
・共押出しストランドを、キャリヤープレートの長縁の所望の長さで切断する工程
を含む、先に記載したようなインサートの製造方法を含む。
【0081】
更に別の態様として、本発明は、
a)請求項1〜6のいずれかに記載の部材が得られるよう、長尺キャビティ内の所定の位置に、請求項7に記載のインサートを設置する工程、および
b)熱膨張性材料が膨張してキャビティの内面と接触し、それによってキャビティを封止するのに有効な温度まで、熱膨張性材料を加熱する工程
を含む、相互に連結したキャビティ壁によって形成された長尺キャビティにおける空気伝送振動および構造由来の振動を減衰する方法を含む。
【0082】
図の解説
図1:周波数の関数としてのバフル(またはピラー充填材)の音響透過損失(STL)曲線
図2:同じ設計であるが、封止する管の種々の直径に適合させた種々の断面を有するバフル(またはピラー充填材)の音響透過損失(STL)曲線
図3:この図は、左側に、キャリヤープレートの3つの異なった設計の斜視図を示す。熱膨張性材料層は、明確にするために示していない。右側は、左側の図に示したインサートのキャリヤー構造物がキャビティに挿入されている、キャビティを有する中空構造物の端面図を示している。図3は、キャリヤーの「平面」プレートを有する態様を示している。
図4:この図は、図3に対応し、湾曲プレートからなるキャリヤー構造物の例を示している。
図5:左上図は、空のピラーの斜視図であり、左下図は、膨張フォームで満たされたピラーの斜視図である。右上図は、直交している2つのプレートからなるキャリヤー構造物がピラー内部に挿入されている、左上図と同じピラーである。プレート上の熱膨張性材料層は、明確にするために省略している。右下図は、熱膨張性材料膨張後の右上図のインサートを有するピラーを示している。
図6:図6は、図5の左下図(比較例、下側の曲線)および右下図(本発明、上側の曲線)の構造物についての音響透過損失(STL)の測定結果を示している。
【特許請求の範囲】
【請求項1】
キャビティ壁を相互に連結させることによって形成され、キャビティ長軸を有する長尺キャビティを含んでなる部材であって、部材が、
a)
a1)キャビティ長軸の方向にチャンネルを有さず、
a2)220℃以下の温度に加熱したときに不活性である材料から製造されている
2つ以上のキャリヤープレート
を含んでなる音響減衰用インサートを含んでなり、
a3)各キャリヤープレートが2つのプレート表面を有し、長縁がキャビティ長軸と本質的に平行に通り、前縁および後縁がキャビティ長軸と本質的に垂直に通っており、
a4)2つ以上のキャリヤープレートが、キャビティ長軸に平行な1つ以上のラインに沿って結合または交差し、キャビティ長軸に平行な少なくとも3つの小区域にキャビティを分割しており、キャリヤープレートの長縁が、キャビティ長軸に垂直な小区域の最長対角線より長く、
a4)2つ以上のキャリヤープレートの長縁がキャビティ長軸に平行になるよう、キャリヤープレートが長尺キャビティ内に固定されており、
a5)各小区域内において、小区域を画しているキャリヤープレート表面の少なくとも1つが、熱膨張性材料層で覆われており、
a6)キャビティ長軸に垂直な、キャリヤープレートおよび膨張性材料の合計断面積が、キャビティの対応する断面積の最大20%であり、
b)130〜220℃の範囲の温度で加熱したときに熱膨張性材料が少なくとも1000%膨張するよう、熱膨張性材料が選択されており、
c)熱膨張性材料の膨張後に、長尺キャビティの断面が、キャリヤープレート、およびキャビティ長軸に垂直な小区域の最長対角線と少なくとも同じ長さであるキャビティ長軸に平行な長さに沿った膨張材料で完全に満たされるよう、キャリヤープレート上の熱膨張性材料の厚さ、および熱膨張性材料が各キャリヤープレート上を覆う面積が選択されている、
部材。
【請求項2】
インサートのキャリヤープレートの長縁が20〜200mmの範囲の長さを有する、請求項1に記載の部材。
【請求項3】
2つ以上のキャリヤープレートの長縁が、最も近いキャビティ壁から10mm以下の距離を有するよう、インサートの2つ以上のキャリヤープレートの寸法が選択されている、請求項1または2に記載の部材。
【請求項4】
熱膨張性材料の膨張後、キャビティ長軸に垂直な、膨張した材料の合計面積とキャリヤープレートの合計断面積とが、少なくとも10:1、好ましくは少なくとも50:1の比を有するよう、キャリヤープレートの厚さおよびインサートの熱膨張性材料の厚さが選択されている、請求項1〜3のいずれかに記載の部材。
【請求項5】
インサートのプレート表面を覆う膨張性材料層が、前縁から5mm以下の距離から始まっており、キャリヤープレートの後縁から5mm以下の距離で終わっている、請求項1〜4のいずれかに記載の部材。
【請求項6】
130〜220℃の範囲の温度に加熱したとき、インサートの熱膨張性材料が少なくとも1500%膨張する、請求項1〜5のいずれかに記載の部材。
【請求項7】
請求項1〜6のいずれかに記載の部材のインサートとして使用することができる構造および形状を有する、音響減衰用インサート。
【請求項8】
キャビティ壁を相互に連結させることによって形成され、キャビティ長軸を有する長尺キャビティを含んでなる部材であって、インサートの熱膨張性材料が膨張状態に変形するよう、請求項1〜6のいずれかに記載の部材を130〜220℃の範囲の温度で加熱することによって得られた音響減衰用インサートを含んでなる部材。
【請求項9】
請求項9に記載の部材を含んでなる車両。
【請求項10】
・2つ以上の交差しているキャリヤープレートのストランドを、キャリヤープレートの長縁に平行な方向に押し出す工程、
・キャリヤープレートの長縁の所望の長さで、押し出したストランドを切断する工程、
・熱膨張性材料の平ストランドを、熱膨張性材料によって覆われるべき選択したキャリヤープレート表面の寸法に相当する幅で、キャリヤープレートの長縁に平行な方向に押し出す工程、
・選択したキャリヤープレート表面を覆うために、所望の長さで、熱膨張性材料のストランドを切断する工程、および
・選択したキャリヤープレート表面に、熱膨張性材料の切断ストランドを固定する工程
を含む、請求項7に記載のインサートの製造方法。
【請求項11】
・熱膨張性材料のストランドがキャリヤープレートの対応表面と結合するようキャリヤープレートの長縁に平行な方向に、キャリヤープレートの長縁に平行な方向に交差している2つ以上のキャリヤープレートのストランド、および適当な数の熱膨張性材料平ストランドを、一段階または二段階で共押出しする工程、並びに
・共押出しストランドを、キャリヤープレートの長縁の所望の長さで切断する工程
を含む、請求項7に記載のインサートの製造方法。
【請求項12】
a)請求項1〜6のいずれかに記載の部材が得られるよう、長尺キャビティ内の所定の位置に、請求項7に記載のインサートを設置する工程、および
b)熱膨張性材料が膨張してキャビティの内面と接触し、それによってキャビティを封止するのに有効な温度まで、熱膨張性材料を加熱する工程
を含む、相互に連結したキャビティ壁によって形成された長尺キャビティを含んでなる部材における空気伝送振動および構造由来の振動を減衰する方法。
【請求項1】
キャビティ壁を相互に連結させることによって形成され、キャビティ長軸を有する長尺キャビティを含んでなる部材であって、部材が、
a)
a1)キャビティ長軸の方向にチャンネルを有さず、
a2)220℃以下の温度に加熱したときに不活性である材料から製造されている
2つ以上のキャリヤープレート
を含んでなる音響減衰用インサートを含んでなり、
a3)各キャリヤープレートが2つのプレート表面を有し、長縁がキャビティ長軸と本質的に平行に通り、前縁および後縁がキャビティ長軸と本質的に垂直に通っており、
a4)2つ以上のキャリヤープレートが、キャビティ長軸に平行な1つ以上のラインに沿って結合または交差し、キャビティ長軸に平行な少なくとも3つの小区域にキャビティを分割しており、キャリヤープレートの長縁が、キャビティ長軸に垂直な小区域の最長対角線より長く、
a4)2つ以上のキャリヤープレートの長縁がキャビティ長軸に平行になるよう、キャリヤープレートが長尺キャビティ内に固定されており、
a5)各小区域内において、小区域を画しているキャリヤープレート表面の少なくとも1つが、熱膨張性材料層で覆われており、
a6)キャビティ長軸に垂直な、キャリヤープレートおよび膨張性材料の合計断面積が、キャビティの対応する断面積の最大20%であり、
b)130〜220℃の範囲の温度で加熱したときに熱膨張性材料が少なくとも1000%膨張するよう、熱膨張性材料が選択されており、
c)熱膨張性材料の膨張後に、長尺キャビティの断面が、キャリヤープレート、およびキャビティ長軸に垂直な小区域の最長対角線と少なくとも同じ長さであるキャビティ長軸に平行な長さに沿った膨張材料で完全に満たされるよう、キャリヤープレート上の熱膨張性材料の厚さ、および熱膨張性材料が各キャリヤープレート上を覆う面積が選択されている、
部材。
【請求項2】
インサートのキャリヤープレートの長縁が20〜200mmの範囲の長さを有する、請求項1に記載の部材。
【請求項3】
2つ以上のキャリヤープレートの長縁が、最も近いキャビティ壁から10mm以下の距離を有するよう、インサートの2つ以上のキャリヤープレートの寸法が選択されている、請求項1または2に記載の部材。
【請求項4】
熱膨張性材料の膨張後、キャビティ長軸に垂直な、膨張した材料の合計面積とキャリヤープレートの合計断面積とが、少なくとも10:1、好ましくは少なくとも50:1の比を有するよう、キャリヤープレートの厚さおよびインサートの熱膨張性材料の厚さが選択されている、請求項1〜3のいずれかに記載の部材。
【請求項5】
インサートのプレート表面を覆う膨張性材料層が、前縁から5mm以下の距離から始まっており、キャリヤープレートの後縁から5mm以下の距離で終わっている、請求項1〜4のいずれかに記載の部材。
【請求項6】
130〜220℃の範囲の温度に加熱したとき、インサートの熱膨張性材料が少なくとも1500%膨張する、請求項1〜5のいずれかに記載の部材。
【請求項7】
請求項1〜6のいずれかに記載の部材のインサートとして使用することができる構造および形状を有する、音響減衰用インサート。
【請求項8】
キャビティ壁を相互に連結させることによって形成され、キャビティ長軸を有する長尺キャビティを含んでなる部材であって、インサートの熱膨張性材料が膨張状態に変形するよう、請求項1〜6のいずれかに記載の部材を130〜220℃の範囲の温度で加熱することによって得られた音響減衰用インサートを含んでなる部材。
【請求項9】
請求項9に記載の部材を含んでなる車両。
【請求項10】
・2つ以上の交差しているキャリヤープレートのストランドを、キャリヤープレートの長縁に平行な方向に押し出す工程、
・キャリヤープレートの長縁の所望の長さで、押し出したストランドを切断する工程、
・熱膨張性材料の平ストランドを、熱膨張性材料によって覆われるべき選択したキャリヤープレート表面の寸法に相当する幅で、キャリヤープレートの長縁に平行な方向に押し出す工程、
・選択したキャリヤープレート表面を覆うために、所望の長さで、熱膨張性材料のストランドを切断する工程、および
・選択したキャリヤープレート表面に、熱膨張性材料の切断ストランドを固定する工程
を含む、請求項7に記載のインサートの製造方法。
【請求項11】
・熱膨張性材料のストランドがキャリヤープレートの対応表面と結合するようキャリヤープレートの長縁に平行な方向に、キャリヤープレートの長縁に平行な方向に交差している2つ以上のキャリヤープレートのストランド、および適当な数の熱膨張性材料平ストランドを、一段階または二段階で共押出しする工程、並びに
・共押出しストランドを、キャリヤープレートの長縁の所望の長さで切断する工程
を含む、請求項7に記載のインサートの製造方法。
【請求項12】
a)請求項1〜6のいずれかに記載の部材が得られるよう、長尺キャビティ内の所定の位置に、請求項7に記載のインサートを設置する工程、および
b)熱膨張性材料が膨張してキャビティの内面と接触し、それによってキャビティを封止するのに有効な温度まで、熱膨張性材料を加熱する工程
を含む、相互に連結したキャビティ壁によって形成された長尺キャビティを含んでなる部材における空気伝送振動および構造由来の振動を減衰する方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2012−519108(P2012−519108A)
【公表日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−552330(P2011−552330)
【出願日】平成21年3月5日(2009.3.5)
【国際出願番号】PCT/EP2009/052602
【国際公開番号】WO2010/099825
【国際公開日】平成22年9月10日(2010.9.10)
【出願人】(391008825)ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン (309)
【氏名又は名称原語表記】Henkel AG & Co. KGaA
【住所又は居所原語表記】Henkelstrasse 67,D−40589 Duesseldorf,Germany
【Fターム(参考)】
【公表日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成21年3月5日(2009.3.5)
【国際出願番号】PCT/EP2009/052602
【国際公開番号】WO2010/099825
【国際公開日】平成22年9月10日(2010.9.10)
【出願人】(391008825)ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン (309)
【氏名又は名称原語表記】Henkel AG & Co. KGaA
【住所又は居所原語表記】Henkelstrasse 67,D−40589 Duesseldorf,Germany
【Fターム(参考)】
[ Back to top ]