
長尺体の表面形状測定方法および表面形状測定装置
【課題】オートコリメータでは高精度測定ができない長さが1m以上の長尺状物の表面形状(真直度)を複数の変位センサを用いて測定する。
【解決手段】3本の変位センサA,B,Cをピッチ間隔p毎に直列にアーム311に固定し、テーブル上に固定された被測定物の真直度を、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における真直度の測定においては第三の変位センサCより検出される真直度値で測定基準を作り、この測定基準の測定点の値を基準にして変位センサA,Bによる2点法の出力からピッチングを検出し、それを使用してピッチング補正しながら次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力する。
【解決手段】3本の変位センサA,B,Cをピッチ間隔p毎に直列にアーム311に固定し、テーブル上に固定された被測定物の真直度を、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における真直度の測定においては第三の変位センサCより検出される真直度値で測定基準を作り、この測定基準の測定点の値を基準にして変位センサA,Bによる2点法の出力からピッチングを検出し、それを使用してピッチング補正しながら次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長尺体の表面形状測定方法および表面形状測定装置に関する。本発明は、工作機械のテーブル上にある機械加工された長尺体直線方向の表面形状(真直度)を測定するのに適している。
【背景技術】
【0002】
フォトマスク石英ガラス基板、ステンレス製樹脂押出T−ダイ、ジルコニア製流延塗布T−ダイ等、ナノレベルの精密加工が要求される数値制御加工機械において、ワークテーブルやツールテーブル等の長尺体の表面真直度が1.0μm/m以下であること、および機械加工されたワ−ク表面真直度が0.5μm/m以下であることが要求されている。よって、これらテーブル表面の真直度や機械加工されたワーク表面の縦方向または横方向の真直度をオートコリメータや複数の変位計センサを用いて長尺体の表面形状(真直度形状9を測定することが行われている。
【0003】
例えば、被測定物に変位検出用コーナーキューブと角度検出用反射鏡を設け、またレーザ発生器と固体撮像素子カメラおよび受光ガラスからなる位置センサーを搭載した変位.角度測定装置を設け、さらにその変位・角度測定装置の姿勢を検出するための位置センサーを設けると共に、被測定物と一体になって動く基準定規とその目盛りを読むための固体撮像素子カメラを設置し、前記変位検出用コーナーキューブおよび角度検出用反射鏡によってそれぞれ計測される被測定物体の直線運動に伴う変位および角度を、前記位置センサーによって検出される変位・角度測定装置の姿勢に基づいて補正するようにしたことを特徴とする真直度の計測装置が提案されている(例えば、特許文献1参照。)。
【0004】
また、測定すべき入力量をx、出力をv、平均感度をSm、線形誤差をg(x)として、校正曲線が、f(x)=v=Sm・x+g(x)で表される変位センサの自律校正方法であって、前記変位センサにより所定の校正範囲を測定して得られる複数のサンプリング点での各出力をviとして、各サンプリング点での入力値の第0次近似値x0i≒vi/Smを求めるステップと、各サンプリング点に対して微小変化Δxを与えたサンプリング点での出力をvi+として、それぞれ2点の出力の差分Δvi=vi+−viを用いて、前記線形誤差g(x)の導関数の第0次近似値g’0(x0i)≒Δvi/Δx−Smを求めるステップと、このステップで求められた前記導関数の第0次近似値g’0(x0i)を数値積分して前記線形誤差g(x)の第0次近似値g0(x)=Σg’0(x0i)Δxを求めるステップと、このステップで求められた前記線形誤差g(x)の第0次近似値g0(x0i)を用いて、前記各サンプリング点での入力値の近似値を修正し、その修正値を用いて前記導関数のサンプリングク点を修正し、更にその修正結果を数値積分して前記線形誤差の近似値を修正する処理を必要回数繰り返すステップと、を有することを特徴とする変位センサの自律校正方法が提案されている(例えば、特許文献2参照。)。
【0005】
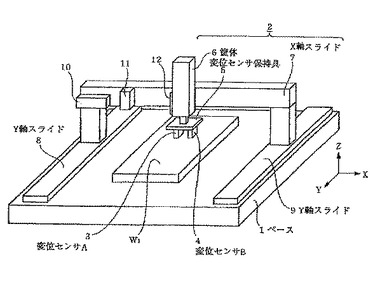
また、2個の変位センサを用いる2点法において、走査中の変位センサプローブと被測定物の相対的傾斜(ピッチング)の影響を取り除くために、相対運動におけるピッチチングをオートコリメータで計測し補正する方法、具体的には、図6に示すように、変位センサA3および変位センサB4を保持するセンサユニットをX軸スライド7に沿って走査させ、走査中のセンサユニットの傾斜角度をX軸スライド7の一端に配設されたレーザ測長器用光源10、レーザ測長器用干渉計11およびセンサユニット側のターゲットミラー12からなるレーザ測長器によって計測するとともに、変位センサA3および変位センサB4によって各センサ間隔ごとに得られるZ軸方向の離間距離のデータに基づいて、測定対象W1 の表面起伏の傾斜角度を求める。センサ間隔毎の各測定地点において、レーザ測長器による角度データを両変位センサ3、4の出力の差に基づく角度データに加算し、その累積から測定対象W1 の表面形状を表わす形状データを演算する方法が提案されている(例えば、特許文献3および特許文献4参照。)。
【0006】
具体的には、図6において、変位センサAと変位センサB間のセンサ間隔pだけX軸方向に移動したXn点の変位センサAによる測定対象W1 の表面の高さ位置データをmA(Xn)、Xn点の変位センサBによる測定対象W1 の表面の高さ位置データをmB(Xn)、Xn点のレーザ測長器用干渉計11からの角度データをLp(Xn)とする。
【0007】
このとき、Xm点での測定対象W1 の形状データをf(Xm)、Xn点でのX軸ステージのZ軸方向移動誤差をE(Xn)、Xn点でのX軸ステージのピッチングによるZ軸方向成分誤差をS(Xn)とし、Xm点における変位センサA、変位センサBの測定値を基準とすると、 mA(Xm)=f(Xm) ・・・(1)mB(Xm)=f(Xm+p) ・・・(2)mA(Xn)=f(Xm+p)+E(Xn) ・・・(3)mB(Xn)=f(Xm+2p)+E(Xn)+S(Xn) ・・・(4)E(Xn)=mB(Xm)−mA(Xn) ・・・(5){mA(Xn)とmB(Xm)は同一点のデータ}(4)式に(5)式を代入するとmB(Xn)=f(Xm+2p)+mB(Xm)−mA(Xn)+S(Xn) ・・・(6)f(Xm+2p)=mB(Xn)+mA(Xn)−mB(Xm)−S(Xn) ・・・(7)となって、ピッチング誤差S(Xn)が残る。
【0008】
そして、Xm点での角度データLp(Xm)
を基準としてXn点での角度データLp(Xn)からS(Xn)=p×sin(Lp(Xn)−Lp(Xm)) ・・・(8)と求められるので(7)式は、f(Xm+2p)=mB(Xn)+mA(Xn)−mB(Xm)−p×sin(Lp(Xn)−Lp(Xm))) ・・・(9)となり、X軸ステージの移動による平行移動誤差E(Xn)とピッチング誤差S(Xn)を共に除去した真直度形状データが得られる。
【0009】
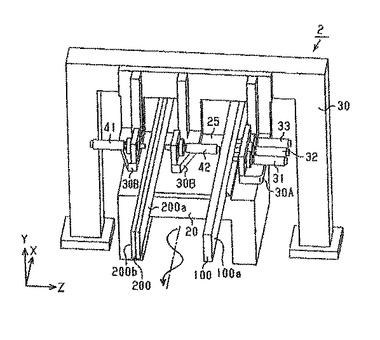
さらに、図7に示すように、3個の変位センサ31〜33を用いる逐次3点法により、被測定物100、変位センサ31〜33を相対移動させて、変位センサ31〜33の検出出力に基づき、逐次3点法による被測定物100の表面形状を演算する。被測定物(基準定規)200を反転する前及び反転した後のそれぞれにおいて、被測定物100,200と、変位センサ41,42,32を相対移動させて、該変位センサの検出出力に基づいて、反転法による被測定物100の表面形状を演算する。逐次3点法と反転法による被測定物100の表面形状の演算結果に基づいて零点誤差補償量を算出し、該零点誤差補償量により、逐次3点法による零点誤差補正を行う方法も提案されている(例えば、特許文献5参照。)。
【0010】
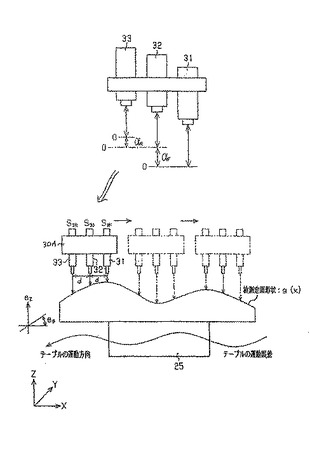
逐次3点法は、特許文献5に開示されるように、被測定物面形状と走査の際の運動誤差を、3個の変位センサ31〜33を用いて同時に、一定間隔(変位センサの間隔分)で検出し、各変位センサの変位出力を処理することにより、被測定物の真直度形状情報と、運動誤差を分離させる方法である。
【0011】
図8において、被測定物100の被測定面に関するz方向の変位を測定する3個の変位センサ31〜33は、センサヘッド(アーム)30Aにそれぞれ間隔dで固定されている。センサヘッド30Aの基準点は、中央の変位センサ32とする。被測定物はg(x)なるz方向の被測定面形状を有するものとし、該被測定物を載せたテーブル25をz方向と直交するx方向に移動させて、センサヘッド30Aをdだけ送る毎に、各変位センサからの変位出力を取り込むようにする。
【0012】
なお、この場合、センサヘッド30Aと被測定物を載せたテーブル25は、どちらを移動させても良いが、被測定物を載せたテーブル25を移動させた場合は、変位センサは移動方向と逆向きに変位出力を取り込んでいくことになる。
【0013】
このとき、被測定面の情報を先に読み取る前方の変位センサ31からの出力をS3Fとし、中央の変位センサ32からの出力をS30とし、後方の変位センサ33からの出力をS3Rとする。テーブル25の運動は、通常、運動誤差を持っている。この運動誤差のうち、z方向の並進運動誤差成分をez、y軸まわりの回転運動誤差成分(ピッチング誤差)をeθとする。
【0014】
被測定物を載せたテーブル25を移動させ、基準とする中央の変位センサ32がある点xiの位置に来たときの各変位センサの出力は、下記の式の通りとなる。S30(xi)=g(xi)+ez(xi) ・・・(10)S3F(xi)=g(xi+1)+ez(xi)+deθ(xi) ・・・(11)S3R(xi)=g(xi−1)+ez(xi)−deθ(xi) ・・・(12)中央の変位センサ32と、後方の変位センサ33との出力差をΔS3R(xi)とすると、式(10)−式(12)より、下記式となる。
【0015】
ΔS3R(xi)=S30(xi)−S3R(xi)=g(xi)−g(xi−1)+deθ(xi) ・・・(13)g(xi)−g(xi−1)はxiとxi−1の間の真の形状差であるため、これをΔg(xi−1)とすると、式(13)は下記式(14)となる。
【0016】
ΔS3R(xi)=Δg(xi−1)+deθ(xi) ・・・(14)一方、中央の変位センサ32と前方の変位センサ31との出力差をΔS3F(xi)とすると、式(11)−式(10)より、下記式(15)となる。
【0017】
ΔS3F(xi)=S3F(xi)−S30(xi)=g(xi+1)−g(xi)+deθ(xi) ・・・(15)g(xi+1)−g(xi)はxiとxi+1の間の真の形状差であるため、これをΔg(xi)とすると、式(15)は下記式(16)となる。
【0018】
ΔS3F(xi)=Δg(xi)+deθ(xi) ・・・(16)ここで、式(14)を移項すると、y軸まわりの回転運動誤差微分値は、下記式(17)で表される。deθ(xi)=ΔS3R(xi)−Δg(xi−1) ・・・(17)
【0019】
この式(17)を式(16)に代入して、xiとxi+1の間の真の形状差Δg(xi)は、下記式(18)で表される。Δg(xi)=ΔS3F(xi)−ΔΔS3R(xi)+Δg(xi−1) ・・・(18)
【0020】
又、図4に示すように、ある点xiの位置での表面形状g(xi)は、1つ前の点xi−1の位置(ステップ)での表面形状g(xi−1)と、中央の変位センサ32が、点xi−1の位置に来たときの各変位センサの出力から求めたΔg(xi−1)を足したものである。g(xi)=g(xi−1)+Δg(xi−1) ・・・(19)
【0021】
そして、1つ先の点xi+1の位置(ステップ)での表面形状は、式(18)+式(19)より、下記式(20)で表すことができる。g(xi+1)=g(xi)+Δg(xi) ・・・(20)従って、現在得られた情報である式(18)と、既に分かっている情報である式(19)を足していくことにより、1つ先の位置での情報を求めて行くことができる。
【0022】
次に、ある点xiの位置のi=1,2,3,…,nというように各位置(ステップ)での表面形状を測定していくとき、測定開始点から、点xnまでの表面形状g3(xn)が逐次3点法でどのように算出されるかについて説明する。
【0023】
(i=1の場合)i=1の場合は、式(19)、式(18)より、下記の通りとなる。 g(x1)=g(x0)+Δg(x0) ・・・(21) Δg(x1)=ΔS3F(x1)−ΔS3R(x1)+Δg(x0) ・・・(22) ここで、g(x0)は、被測定面の基準高さである直流成分であるため、G0とおき、又、Δg(x0)は測定開始時のx1とx0の間の真の形状差であり、これをΔG0とおくと、式(21)と式(22)は下式となる。 g(x1)=G0+ΔG0 ・・・(23) Δg(x1)=ΔS3F(x1)−ΔS3R(x1)+ΔG0 ・・・(24)
【0024】
(i=2の場合)i=2の場合は、式(19)、式(18)より、下記の通りとなる。 g(x2)=g(x1)+Δg(x1) ・・・(25) Δg(x2)=ΔS3F(x2)−ΔS3R(x2)+Δg(x1) ・・・(26) 式(24)を式(25)に代入すると、下式(27)になる。 g(x2)=G0+2ΔG0+{ΔS3F(x1)−ΔS3R(x1)} ・・・(27)
【0025】
又、式(24)を式(26)に代入すると、下式(28)になる。Δg(x2)={ΔS3F(x2)−ΔS3R(x2)}+{ΔS3F(x1)−ΔS3R(x1)}+ΔG0 ・・・(28)
【0026】
(i=3の場合)i=3の場合においても、i=2の場合と同様に、式(19)および式(18)を使用して、g(x3),Δg(x3)に関する式を得て、該式に対して、式(17)、式(18)を代入することにより、下式(29)、(30)が得られる。g(x3)=G0+3ΔG0+2{ΔS3F(x1)−ΔS3R(x1)}+{ΔS3F(x2)−ΔS3R(x2) ・・・(29)Δg(x3)={ΔS3F(x3)−ΔS3R(x3)}+{ΔS3F(x2)−ΔS3R(x2)}+{ΔS3F(x1)−ΔS3R(x1)}+ΔG0 ・・・(30)
【0027】
(i=nの場合)i=nの場合は、上述したことと同様にして、g(xn),Δg(xn)に関して、下記式(1−22)、式(1−23)を得ることができる。
【0028】
【数1】

【0029】
【数2】
従って、式(1−22)、式(1−23)からも分かるように、g3(xn),Δg(xn)は、並運動誤差成分や、y軸まわりの回転運動誤差成分を含む運動誤差を含まず、被測定物の表面形状情報を、変位センサ31,32,33の出力に基づいて逐次求めることができる。
【0030】
特許文献6の発明は、上記の逐次3点法において複数の変位センサを使用することから、各変位センサ間に生じる測定誤差要因の各変位センサ下部の電極の位置高さが異なる場合の零点誤差の補正を、基準定規200を用いて行う方法を開示したものである。
【0031】
基準定規および2点法を利用し、測定範囲、感度、分解能も同種の2つの静電容量型変位センサA,Bを基準側変位計が被校正側変位センサのn倍の変位を検出するように配置し、基準側変位センサAの支持台を可動とし、レバーの傾きを増しながら校正測定を行う自立校正2点法も提案されている(非特許文献1参照。)
【0032】
具体的には、基準側の変位センサAの出力が測定範囲の端まで達したとき、被校正側変位センサBは未だ測定範囲の1/nしか検査が済んでいないので、基準側変位センサの出力が最小値に戻るように支持台を移動した後に次ぎの1/nの範囲を検査し、これを繰り返して被校正側変位センサの全測定範囲を検査する。次ぎに、変位センサAと変位センサBの配置を交換し、変位センサBを基準にして変位センサAを校正し、最初の校正曲線に含まれた平均感度直線からの誤差を1/n2倍に減衰させる。この変位センサAと変位センサBの配置を交換し、校正する手順をk(kは1〜30の整数)回繰り返して行うことにより、誤差は1/nk倍と限りなく0に近接することを利用する測定方法である。
【0033】
【特許文献1】特許第2650830号明細書
【特許文献2】特開平10−332420号公報
【特許文献3】特開2005−114549号公報
【特許文献4】特開2005−121370号公報
【特許文献5】特開2006−337112号公報
【非特許文献1】清野 慧、杉淵 亨、森島 健著、「変位計の線形誤差の自律的校正」、精密工学会誌 第59巻,第12号,p.131−136、平成5年12月5日発行
【発明の開示】
【発明が解決しようとする課題】
【0034】
従来は、加工された
長尺体を恒温室に据え付けられた表面形状測定器のテーブル上において表面形状を測定していたが、現在は、工場内に設置された工作機械のワークテーブル上に表面形状測定器を備えさせ、ワークテーブル上に固定された機械加工長尺体(被測定物)の真直度等の表面形状を直接現場で測定することが望まれている。すなわち、被測定物の真直度がユーザーの基準値を満たさないとき、その現場でユーザーの基準値を満たす精密加工を続けることができる。従来の一々被測定物をワークテーブルから取り外し、恒温室へ移送し、そこで被測定物の真直度を測定し、真直度がユーザーの基準値を満たさないとき、再び、被測定物を工作機械のワークテーブル上に固定させてユーザーの基準値を満たす精密加工を続ける方法と比較すると、測定の手間および再度、精密加工を続けるための段取り作業が省ける利点を有する。
【0035】
前記特許文献3および特許文献4記載の2点法における走査中のセンサプローブと被測定物の相対的傾斜(ピッチング)の影響を取り除くために、相対運動におけるピッチチングをオートコリメータで計測し補正する方法は、被測定物の長さが1m以内なら10nm程度の真直形状の確かさを保証できるが、被測定物の長さが1mを超えるとレーザ測長による高精度測定は困難が伴う。それゆえ、被測定物の長さが2〜10mの長さのような長尺体の測定に用いることができない。
【0036】
前記特許文献5記載の5個の変位センサを用いる逐次3点法で工作機械のワークテーブル上の被測定物の真直度の測定に用いるには、5個の変位センサ31,32,33,41,42を同時に被測定物100および標準定規200の一方の端側まで直線移動させた後、基準定規200の左側面200aと右側面200bを反転させる必要があり、ワークテーブルと標準定規200の位置座標合わせが困難であり、測定誤差の原因となる。
【0037】
本発明の第一の目的は、前記特許文献3および特許文献4記載の逐次2点法とオートコリメータを併用する方法における長さ1mを超える被測定物の真直度形状を高精度に測定できない欠点を、逐次3点法とオートコリメータを併用し、オートコリメータが高精度に測定できる作動範囲(例えば1m以内)ではオートコリメータにより測定される値を用いてピッチングの補正を行い、被測定物のそれより長い部分の真直度の測定には2本の第一および第二変位センサが並ぶ直線延長上先に更にもう一本の第三の変位センサを追加し、オートコリメータによるピッチング測定の精度に不安のある1mを超える範囲にこの先行する第三の変位センサで測定基準を作り、次々に測定範囲を広げ、この3本の変位センサの測定値より真直度を補正し、両者真直度曲線を合体して高精度の真直度曲線を得る方法を提供することにある。
【0038】
本発明の第二の目的は、前記3本の変位センサの各変位センサのピッチ距離pが5000mmや1,000mmと大きいと、加工された被測定物の購買者から「測定点密度が低い。」と指摘されることがある。そこで、第一と第二の変位センサのピッチp間に第四変位センサを第一と第四の変位センサのピッチ距離がp/n(但し、p/nの値は2〜30の整数である。)となる位置に内挿させ、第四の変位センサが測定した真直度の値を合成して測定点密度を高めた真直度曲線を導く方法を提供することにある。
【0039】
本発明の第三の目的は、前記オートコリメータによるピッチング補正を使用する代わりに、予め真直度形状が既知の基準直定規と前記3本の変位センサを用い、被測定物の真直度形状が既知の範囲の真直度の値を用いて走査運動におけるピッチングと並進を第一と第二の変位センサで分離測定し、先行する第三変位センサの出力に含まれるピッチングと並進誤差成分の影響を補正して真直度曲線を導く方法を提供することにある。
【0040】
本発明の第四の目的は、工作機械の直線方向に移動可能なワークテーブル上に固定されている被測定物の真直度曲線を、前記3本の変位センサ、真直度形状が既知の基準直定規、リニアスケール、入出力手段、測定制御手段、真直度計算手段、記憶手段、記録手段を備える表面形状測定装置を提供することにある。
【0041】
本発明の第五の目的は、真直度形状が既知の基準直定規が長期に利用されることにより磨耗し、表面の真直度形状が微量に変化した基準定規の真直度形状値を測定し、新たな基準直定規の真直度形状値に補正する方法を提供することにある。
【課題を解決するための手段】
【0042】
請求項1の発明は、3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、テーブル上に固定された被測定物の真直度を前記アームまたはテーブル直線方向の移動により被測定物の真直度を測定する方法において、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力することを特徴とする、長尺体の表面形状測定方法を提供するものである。
【0043】
請求項1の発明によれば、オートコリメータが高精度に測定できない作動範囲における真直度の測定においては第三の変位センサCより検出される真直度値で測定基準を作り、この測定基準の測定点の値を基準にして変位センサA,Bによる2点法の出力からピッチングを検出し、それを使用してピッチング補正しながら次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力するので、被測定物が1mを超える長尺体であっても高精度に真直度曲線を導くことができる。
【0044】
請求項2の発明は、3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、この第一と第二の変位センサの間に第四変位センサを第一変位センサと第四の変位センサのピッチ距離がp/n(但し、p/nの値は2〜30の整数である。)となる位置に内挿させ、この4本の変位第四の変位センサセンサA,B,C,Dを直列に固定するアーム、または被測定物を固定するテーブルを移動させてテーブル上に固定された被測定物の真直度を測定する方法において、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、3)真直度曲線のピッチ間隔p間のp/n毎の真直度値データは、前記第一変位センサAと前記第四変位センサDによるピッチ間隔p/nの2点法で検出された真直度出力を前記オートコリメータで得られた前記初期真直度値データ列または前記延長真直度値データ列に内挿して測定密度を高めた真直度値データ列とし、4)これら真直度値データ列を真直度曲線として出力することを特徴とする、長尺体の表面形状測定方法を提供するものである。
【0045】
請求項2の発明によれば、3本の変位センサA,B,Cにより検出された長さLの被測定物の座標位置2p,3p,4p,・・・,(L−3p),(L−2p)の補正された真直度値を基準に第四変位センサDで検出された前記座標位置での真直度値の誤差を補正値として差し引いてpから(L−2p)座標間位置(p+p/n)から(L−2p−p/n)での真直度補正値として内挿していくので、測定点密度を高めた真直度曲線を導くことができる。
【0046】
請求項3の発明は、予め真直度形状が既知の基準直定規を用い、3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、テーブル上に固定された被測定物の真直度を前記アームまたはテーブルの直線方向の移動により被測定物の真直度を測定する方法において、被測定物の真直度形状が既知の範囲の真直度の値を用いて走査運動におけるピッチングと並進を第一と第二の変位センサA,Bで分離測定し、先行する第三変位センサCの出力に含まれるピッチングと並進誤差成分の影響を補正して真直度曲線を出力する方法を提供するものである。
【0047】
請求項3の発明によれば、高精度の基準直定規をテーブルに固定し、この基準定規の真直度を3本の変位センサプローブA,B,Cで検出し、既知の基準定規の真直度値と比較し、その誤差から走査運動におけるピッチングと並進を第一と第二の変位センサA,Bで分離し、先行する第三変位センサCの出力に含まれるピッチングと並進誤差成分の影響を補正する。オートコリメータを用いなくても、工作機械のワークテーブル上で被測定物の真直度形状を測定することが可能である。
【0048】
請求項4の発明は、被測定物を載置可能な直線方向に移動可能なワークテーブル、3本の変位センサA,B,Cをピッチ間隔p毎に直列にツール頭またはアームを介してツール頭に固定した3本の変位センサA,B,C、真直度形状が既知の基準直定規、リニアスケール、入出力手段、測定制御手段、真直度計算手段、記憶手段、および、記録手段を備えることを特徴とする、ワークテーブル上に固定されている被測定物の表面形状測定装置を提供するものである。
【0049】
請求項4の発明によれば、研削装置やラップ装置、研磨装置等のワークテーブル上に固定された被測定物の真直度形状を請求項1記載の測定方法を実施することにより出力することができる。
【0050】
請求項5の発明は、真直度形状が既知の基準直定規の真直度値を複数の変位センサで検出し、検出された真直度真直度値データ列と、前記既知の基準直定規の真直度値データ列を比較し、両者の差が10nmを超えるときは、検出された真直度値データ列を基準直定規の新たな真直度形状値として記録することを特徴とする、請求項1または請求項2に記載の基準直定規の表面形状測定方法を提供するものである。
【0051】
請求項5の発明によれば、真直度形状が既知の基準直定規の表面の磨耗程度を測定でき、記憶させた基準直定規の真直度形状値の補正時期を判断できる。また、基準直定規の真直度形状値を補正することにより、新たに測定される被測定物の真直度形状の測定誤差が小さくなる。
【発明を実施するための最良の形態】
【0052】
以下、図を用いて本発明をさらに詳細に説明する。 図1はオートコリメータ基準の変位2点法とステッチングを説明するために用いる斜視図、図2は逐次3点法ステップを説明するために用いる図、図3
はオートコリメータ基準の変位2点法と内挿ステッチングを示す図、図4はステッチングにおける各位置座標における真直度形状を示す図、および、図5は被加工物の表面形状測定装置を備える平面研削機械の要部を示す平面図である。
【0053】
図5に示す数値制御(NC)平面研削機械300は、特開2006−102867号公報の図1として開示されている可変油静圧軸受直動キャッリジ(ワークテーブルおよびツールテーブル)を備える数値制御平面研削機械である。図中、wはワーク、303は砥石車、304はワークテーブルで左右方向に往復移動可能である。305はベッド、306は前後方向に往復移動可能なサドル、307はコラム、308は操作盤、309は砥石頭、310は電磁チャックである。
【0054】
この数値制御平面研削機械300の砥石頭(ツール頭)309に、3本の非接触静電容量型変位計(変位センサープローブ)A,B,Cを左右一直線方向に等間隔に固定するアーム311と、3本の非接触静電容量型変位計A,B,Cを前後一直線方向に等間隔に固定するアーム312を取り付ける。これら非接触静電容量型変位計A,B,Cは、アーム311により砥石車保護カバー320の側壁に取り付けられ、他方の非接触静電容量型変位計A,B,Cを固定するアーム312は砥石車保護カバー320の他方の側壁に取り付けられている。また、ワークテーブル304上または側面に基準直定規200Xおよび200Yを固定し、ワークテーブル304上または側面にリニアスケール330Xおよび330Yを固定する。
【0055】
表面形状測定装置2は、前記ワークテーブル304、3本の変位センサプローブA,B,Cをピッチ間隔p毎に直列に固定したアーム311、312、真直度形状が既知の基準直定規200X、200Y、リニアスケール330X,330Y、入出力手段313、記憶手段314、測定制御手段315、真直度計算手段316、および、記録手段317を備える。前記非接触静電容量型変位計A,B,Cは、10nmより高い分解能を有するもので、測定範囲、感度、分解能も同種のものが好ましい。
【0056】
非接触型静電容量型変位計としては、日本エ−・ディ・イ−株式会社のマイクロセンス5000シリーズ(商品名)、小野測販株式会社の静電容量型変位計VE−521(商品名)、株式会社光洋製作所のアキュメジャー(商品名)、岩通計測株式会社のST−3571A(商品名)、テクノシステム株式会社のATSシリーズ、ATMシリーズ(商品名)等が利用できる。非接触型静電容量型変位計に代えて、非接触型レーザ光変位計を用いてもよい。
【0057】
基準直定規の材質としては、単結晶石英が一般である。最近は、ジルコニア製基準直定規のようなものも市場に出回っている。よって、加工されるワークと同種の材質のものを用いてもよい。直定規200の素材はワ−クの素材の熱線膨張率に近いものを選択することは勿論のことである。但し、変位センサの分解能が10nm以下であり、ユ−ザ−が求める真直度が1.0μm/1mまたは0.5μm/1mであることから基準直定規の真直度も10nm以下であるものを選択する。
【0058】
変位センサプローブの下部ヘッド部分のワークテ−ブル304上に固定された標準直定規200X上方への移動は、アーム311,312を取り付けた砥石軸を搭載するサドル306を前後に移動させる駆動手段により駆動させて位置合わせする。変位センサプローブの下部ヘッド部分のワークテ−ブル304上に固定された基準直定規200Y上方への移動は、ワークテーブル304を左右に移動させる駆動手段により駆動させて位置合わせする。
【0059】
ワークテーブル304上に電磁チャック310を介して固定されたワークwの加工は、ワークテーブル304の左右方向の移動と、回転する砥石車303を備える砥石頭309を支持するコラム307を起立して固定するサドル(ツールテーブル)306の前後方向移動、および砥石頭309の上下方向移動の相対的な組み合わせにより実施される。
【0060】
非接触型静電容量変位計は、変位センサプローブに有する面積Sのセンサ電極と被測定物の間(距離d)に静電容量(C)を形成させ、センサから被測定物までの距離の変化に応じて静電容量が変化(C=e・S/d)することで被測定物面の変位を測定する器具である。なお、式におけるeは誘電率を示す。
【0061】
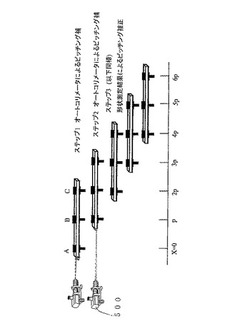
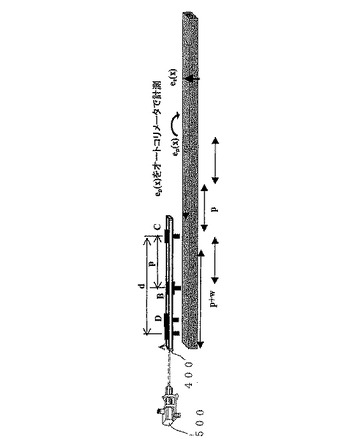
次に、図1、図2および図3を用いて本発明の請求項1の被測定物の真直度形状を測定する方法を説明する。図1乃至図3は、オートコリメータ基準の変位2点法におけるステッチングを説明する図である。3本の変位センサプローブA,B,Cをピッチ間隔p毎に直列に固定したアーム311の左端には反射鏡(ターゲットミラー)400が取り付けられ、更にその左後方にはオートコリメータ500が設置されている。プローブA,B間のピッチ距離はp、プローブA,C間のピッチ距離dは2pである。
【0062】
オートコリメータが高精度に測定できる作動範囲では、図1に示すようにオートコリメータ500により測定される値を用い、図2で示す2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得る。
【0063】
図1において、変位センサプローブAの測定開始点をX=0、変位センサAのプローブ下部と被測定物w表面間の距離をf(X0)=z0、変位センサAプローブの測定点をXi、測定点Xiにおけるプローブ下部と被測定物w表面間の距離をf(Xi)=ziとすると、変位センサBの測定開始点はX=p、変位センサCの測定開始点はX=d=2pとなる。
【0064】
変位センサAのez(X)を並進誤差、ep(X)をピッチング誤差、SBが変位センサAを基準にした変位センサBの零点オフセット(オートコリメータの光軸に対する零点の傾斜)、SCが変位センサAを基準にした変位センサCの零点オフセットとする。各変位センサA,B,Cの出力mA(x)、mB(x)、mC(x)、は次式で示される。
【0065】
mA(X)=f(X)+ez(X) ・・・(31) mB(X)=f(X+p)+ez(X)+ep(X)・p+SB ・・・(32) mC(X)=f(X+2p)+ez(X)+ep(X)・2p+SC ・・・(33)
【0066】
変位センサA,Bの差動出力は、次式(34)で、変位センサA,Cの差動出力は、次式(35)で、変位センサB,Cの差動出力は、次式(36)で示される。 mB(X)−mA(X)=f(X+p)−f(X)+ep(X)・p+SB ・・・(34) mC(X)−mA(X)=f(X+2p)−f(X)+ep(X)・2p+SC ・・・(35) mC(X)−mB(X)=f(X+2p)−f(X+p)+ep(X)・2p+SC−SB ・・・(36)
【0067】
被測定物wの左端から1m以内の距離(d+w)における被測定物wの真直度形状はオートコリメータ500と変位センサA,Bで計測、ピッチング誤差ep(X)が補正されているとして、式(33)より逐次真直度形状 f(X+p)+SB および f(X+2p) +SB を求める。 f(X+p)=mB(Xp)+mA(Xp)−mB(X0)−psin(SB(Xp−SB(X0)) ・・・(37) f(X+2p)=mB(X2p)+mA(X2p)−mB(Xp)−psin(SB(X2p−SB(Xp)) ・・・(38)
【0068】
上記値は零点オフセットSBを含む。すなわち、SBの影響でオートコリメータの光軸と変位センサA,Bの零点ラインの傾斜が真直度形状に含まれている。
【0069】
よって、図2に示す3本の変位センサA,B,Cを用いる3点逐次法の工程ステップ(ki)のステップ1(k1)とステップ2(k2)で相対移動のピッチングをオートコリメータで計測、補正することができるので、偶然誤差の影響を無視し、X座標2pで各変位センサA,B,Cが最初に重複して利用されていることに注目し、変位センサA,変位センサBのピッチングの影響を補正すると、次式(39)を得る。 mB(2p)−mA(0)=f(X2p)−f(X0)+2p・SB ・・・(39)
【0070】
一方、変位センサA,変位センサCを使用した差動出力より次式(40)を得る。 mC(0)−mA(0)=f(X2p)−f(X0)+SC ・・・(40)
【0071】
式(39)と式(40)より次式(41)が導かれ、各変位センサA,B,Cの零点が一直線に並ぶのと等価であることが理解される。 mC(0)−mB(2p)=SC−2p・SB ・・・(41)
【0072】
そこで、変位センサA、変位センサBによる逐次2点法で得た形状の傾斜 {mB(2p)−mA(0)}/2p={f(X2p)−f(X0)+2p・SB}/2p ・・・(42)を変位センサAと変位センサCのゼロラインの傾斜 {mC(0)−mA(0)}/2p={f(X2p)−f(X0)+SC}/2p ・・・(43)に一致するように補正する。
【0073】
式(42)と式(43)より式(44)が導かれる。{f(X2p)−f(X0)+2p・SB}/2p={f(X2p)−f(X0)+SC}/2p ・・・(44) よって、オートコリメータ、変位センサA,変位センサBの出力(測定)・補正によりSBが既知となれば、SCはステップ3以下の形状測定結果によるピッチング補正が可能であり、変位センサCの出力、補正によりSCは算出される。
【0074】
オートコリメータ500が高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力する。
【0075】
図2に示す真直度形状測定の結果によるピッチング補正のステップ3以降において、変位センサAの測定点(3p,4p,5p・・・)では変位センサB,Cでも真直度形状が測定されている。ステップkがステップ3以降は、既知となったf(X0)、f(Xp)、f(X2p)、・・・、f(X(k−1)p)を2本の変位センサA,Bで測定し、ピッチングを計算し、補正し、その補正されたピッチングを既知として各変位センサB,Cの作動出力から順次、f(X2p)、f(X3p)、f(X4p)、・・・を求めることにより、ステップ3(距離2p以上)以上の測定ステップに
おいては、オートコリメータを使用しなくても真直度形状が測定できることとなる。よって、被測定物の長さが1mを越える、例えば10mの研削加工物であっても10nm以下の誤差の精度で真直度形状を測定できる。
【0076】
よって、各変位センサA,B,C、オートコリメータにより出力および補正された前述の式群により導かれた結果より、変位センサBを基準センサとしてΔf(X)={f(Xkp)−f(X(k−1)p)} ・・・(45)の値を積分出力することにより、被測定物の左端pの距離から(k−1)・pの距離間の真直度形状をp間隔で記録紙に打ち出す、またはパソコンの表示画面に映し出すことができる。
【0077】
次に図1におけるオートコリメータ基準の変位2点法におけるステッチングにおける偶然誤差σの累積について以下に検討する。
【0078】
ステップ1(オートコリメータでピッチングを補正した2点法) 位置座標pでのf(XP)の偶然誤差 σ112=σ102+(2σs2+p2σA2)=(2σs2+p2σA2) Δf(0)=f(Xp)−f(X0) の偶然誤差 σΔ02=(2σs2+p2σA2) 位置座標2pでのf(X2p)の偶然誤差 σ122=σ112+(2σs2+p2σA2)
【0079】
ステップ2(ピッチングを補正した2点法でステップ1段目形状を転写する。) Δf(p)=f(X2p)−f(Xp) の偶然誤差は次式で示される。 σΔ12=2σs2+p2σA2 位置座標2pでのf(X2p)の偶然誤差は次式で示される。 σ212=σ112+(2σs2+σΔ12) Δf(2p)=f(X2p)−f(Xp) の偶然誤差は次式で示される。 σΔ22=σΔ12+2σs2 位置座標3pでのf(X3p)の偶然誤差は次式で示される。 σ222=σ212+(2σs2+σΔ22)
【0080】
ステップ3以降(ステップkからその1段目前の既知の形状を使用して2点法でピッチングを計測する。) Δf(kp)=f(Xkp)−f(Xkp−1) の偶然誤差は次式で示される。 σΔk2=2σs2+σΔ(k−1)2 位置座標kpでのf(Xkp)の偶然誤差は次式で示される。 σk12=σ(k−1)22+σΔk2 Δf(kp+p)=f(X(k+1)p)−f(Xkp) の偶然誤差は次式で示される。 σΔ(k+1)2=σΔk2+2σs2 位置座標(k+1)pでのf(X(k+1)p)の偶然誤差は次式で示される。 σk22=σk12+σΔ(k+1)2)
【0081】
オートコリメータと変位センサ(変位計)の偶然誤差の組み合わせとして、σAd2=2σs2=p2σA2とすると、σ112=2σAd2、σ122=4σAd2、σΔk2=σΔ(k-1)2+kσAd2、σΔ02=σAd2である。
【0082】
k>1として、(ただし、kの始まり値は2) σk22=σ(k-1)22+2σΔk2+σAd2=σ(k-1)22+2(k+1)σAd2+σAd2=σ122+ Σ(2k−1)σAd2
【0083】
よって、σ222=7σAd2、σ322=12σAd2、σ422=19σAd2となる。
【0084】
オートコリメータの10nm精度の作動距離が1mであるものを用いて3m、4m、5m長の被測定物を逐次2点法で測定すると不確かさは、それぞれ26nm、35nm、45nm程度となる。10mでは100nm未満の不確かさとなる。100nm=0.1μm未満の不確かさであるなら、真直度形状測定誤差0.5μm未満を要求するユーザーの希望を十分に満足させるものであり、これらの偶然誤差を無視(σ=0として扱う)してもかまわないことが理解される。
【0085】
なお、零点の差(SC-SB)の評価誤差は放物線誤差となる。式(36)、式(37)より、SC,SBの差動出力に含まれる偶然誤差は、ステップ1でオートコリメータの読みの誤差が共通であるとして省略すれば、それぞれ、SC=(p2σA2+4σs2)およびSB=2σs2と評価してよいので、放物線誤差に起因する零点誤差は、次のようになる。(p2σA2+6σs2)=4σAd2
【0086】
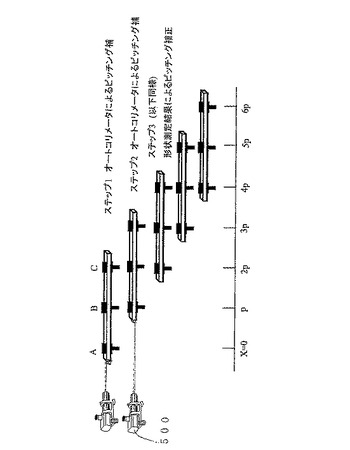
被測定物の長さが10mであり、各変位センサA,B,C間のピッチ間隔pが1mのとき、たった9点の真直度形状では全体的な真直度は判っても測定点密度が低すぎて不安であるというユーザが存在するかもしれない。その場合には、図3に示すように変位センサDを追加し、内挿点基準合成法を実施し、測定点の密度を高める。
【0087】
内挿点基準合成法は、3本の変位センサA,B,Cのプローブをピッチ間隔p毎に直列にアームに固定し、この第一変位センサAと第二変位センサBのプローブの間に第四変位センサDのプローブを第一変位センサAと第四変位センサDのピッチ距離がp/n(但し、p/nの値は2〜30の整数である。)となる位置に内挿させ、この4本の変位センサプローブA,D,B,Cを直列に固定するアーム、または被測定物を固定するテーブルを移動させてテーブル上に固定された被測定物の真直度を測定する方法である。
【0088】
オートコリメータが10nmと高精度に測定できる作動範囲ではオートコリメータ500により測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得る。
【0089】
オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては、既述したように、1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得る。
【0090】
そして、更に、3)真直度曲線のピッチ間隔p間のp/n毎の真直度値データは、前記第一変位センサAと前記第四変位センサDによるピッチ間隔p/nの2点法で検出された真直度出力を前記オートコリメータで得られた前記初期真直度値データ列または前記延長真直度値データ列に内挿して測定密度を高めた真直度値データ列とし、4)これら真直度値データ列を真直度曲線として出力する。
【0091】
例えば、変位センサプローブAプローブ,変位センサBプローブ間のピッチ間隔p、変位センサAプローブ、変位センサDプローブのピッチ間隔0.1p、変位センサBプローブ,変位センサDプローブ間のピッチ間隔0.9pとし、センサプローブのピッチ間隔を変えて前述の2点法をピッチ間隔0.1p毎にテーブルまたはアームを移動させて各変位センサA,D,Bにより出力された信号を補正した値にする2点法を行うことにより測定密度を高めた真直度曲線を出力する。
【0092】
図5に示す表面形状測定装置を搭載したNC平面研削機械300のワークテーブル304上の被測定物wを測定するには、砥石頭309に3本の非接触静電容量型変位計(変位センサA,B,Cのプローブを左右一直線方向に等間隔のピッチpで固定するアーム311と、3本の非接触静電容量型変位計A,B,Cを前後一直線方向に等間隔に固定するアーム312を取り付ける。これら非接触静電容量型変位計A,B,Cは、アーム311により砥石車保護カバー320の側壁に取り付けられ、他方の非接触静電容量型変位計A,B,Cを固定するアーム312は砥石車保護カバー320の他方の側壁に取り付けられている。また、ワークテーブル304上または側面に基準直定規200Xおよび200Yを固定し、ワークテーブル304上または側面にリニアスケール330Xおよび330Yを固定する。
【0093】
被加工物の幅方向(前後方向:Y軸方向)の真直度形状f(X)の検出は、自律校正された非接触型静電容量型変位計A,B,Cを砥石車保護カバー320の側壁に変位計A,B,Cが前後方向に一列となるようにアーム312に支持し、これら変位センサA,B,Cを用い、前述の被加工物の左右方向変位高さを検出する工程と同様、ワークテーブル304または砥石頭309を搭載するツールテーブル306の相対的な移動を行うことにより検出を行う。被加工物(基準直定規であるケースもある。)の前後方向(Y軸方向)の高さ変位の測定は、ワークテーブル304上にY軸方向に載せられた基準直定規200Yを用いる。記述したように、被加工物の長さ方向1m以内の測定または最初(X=1)と第二(X=2p)の測定点は、オートコリメータ500、変位センサA,変位センサBを用いる2点法で行い、オートコリメータ500の高精度測定できない被加工物の長さ方向1mを越える部分、あるいは第三測定点(X=3p)以降の測定は変位センサA,B,Cを用いる逐次2点法もしくは、変位センサA,D,Bを用いる内挿法で測定値を補正する方法を行う。
【0094】
新しいワークの研削加工は、前記変位センサA,B,Cおよび基準直定規をワークテーブルより取り外した後、新しいワークをワークテーブル上に載置し、数値制御平面研削機械の砥石車303の回転によりワークを研削加工する。研削加工後、前記変位センサA,B,Cを砥石車保護カバー320に、および基準直定規をワークテーブル304に取り付け、既述した被研削加工物(被測定物)の変位高さの測定方法を着手し、真直度形状変位函数f(X)をパソコン画面に真直度形状を映し出す、あるいは、記録紙に真直度形状を打ち出す。研削機械300上では、変位センサA,B,Cやオートコリメータ500を移動させないで、ワ
ークテーブル304やツールテーブル306を移動させるのがよい。
【0095】
被加工物の素材としては、ステンレスの他に真鍮、ハステロイ等の金属類、ジルコニア、アルミナ、窒化珪素等のセラミック類、ガラス、石英、螢石、サファイア基板等が挙げられる。
【0096】
基準直定規200X、200Yの真直度形状f'(X)を前記変位センサA,B,Cまたは変位センサA,D,B,Cを用いて前以って測定すれば、この真直度形状f'(X)値を基準直定規の基準真直度形状値として採用し、変位センサA,B,Cまたは変位センサA,D,B,Cを用いて測定した被測定物の真直度形状f(X)値より差し引くことにより、変位センサA,B、または、被測定物の走査運動におけるピッチングと並進を分離測定したこととなり、および、先行する第三変位センサCの出力に含まれるピッチングと並進誤差成分の影響をも補正して真直度形状グラフを出力したこととなる。よって、オートコリメータ500を利用しなくても被測定物の真直度形状{f(X)−f'(X)}をパソコン画面に映し出す、あるいは、記録紙に出力させることができる。
【0097】
前記基準直定規200X、200Yは、真直度形状測定に長期間使用しているうちに定規表面が10nmを超えて磨耗することが何時かはある。よって、時々、この基準直定規の基準真直度形状f'(X)を測定した前記変位センサA,B,Cまたは変位センサA,D,B,Cを用いて基準直定規の真直度形状f“(X)を測定し、前回測定した基準真直度形状f'(X)と今回測定した基準直定規の真直度形状f“(X)の値の差が10nmを超える部分があるときは、磨耗が進み、基準直定規として採用できないと判断し、新しい基準直定規と交換するか、この磨耗した基準直定規の表面を研削、または研磨して10nm未満の真直度形状を示す基準直定規に再生させる。
【0098】
再生した基準直定規、あるいは交換した基準直定規の真直度形状を、前記変位センサA,B,Cまたは変位センサA,D,B,Cを用いて測定し、基準直定規の新たな基準真直度形状f'(X)値としてパソコンの記録部に保存しておけば、前述のワークテーブル上の被測定物の真直度形状の測定をオートコリメータなしで実施することができる。また、後日の基準直定規の磨耗程度を測定する比較データとして利用できる。
【産業上の利用可能性】
【0099】
オートコリメータの精度10nmを超える作動範囲の1mを超える長尺体の真直度形状を測定することが可能となった。また、基準直定規の磨耗程度を測定し、交換時期を判断することができる。
【図面の簡単な説明】
【0100】
【図1】オートコリメータ基準の変位2点法とステッチングを説明するために用いる斜視図である。
【図2】逐次3点法ステップを説明するために用いる図である。
【図3】オートコリメータ基準の変位2点法と内挿ステッチングを示す図である。
【図4】ステッチングにおけるX座標の各位置における被測定物の真直度形状を示す図である。(公知)
【図5】被加工物の表面形状測定装置を備える平面研削機械の要部を示す平面図である。
【図6】オートコリメータを利用する逐次2点法による被測定物の表面形状測定装置を示す斜視図である。(公知)
【図7】基準定規と逐次3点法による被測定物の表面形状測定装置を示す斜視図である。(公知)
【図8】逐次3点法による被測定物の表面形状測定法を説明する図である。(公知)
【符号の説明】
【0101】
w 被測定物 A 静電容量型変位計のセンサプローブ B 静電容量型変位計のセンサプローブ C 静電容量型変位計のセンサプローブ D 静電容量型変位計のセンサプローブ 200X 基準直定規 200Y 基準直定規 300 数値制御平面研削機械 304 ワークテーブル 306 ツールテーブル 311 アーム 312 アーム 330X リニアスケール 330Y リニアスケール 400 ターゲットミラー500 オートコリメータ
【技術分野】
【0001】
本発明は、長尺体の表面形状測定方法および表面形状測定装置に関する。本発明は、工作機械のテーブル上にある機械加工された長尺体直線方向の表面形状(真直度)を測定するのに適している。
【背景技術】
【0002】
フォトマスク石英ガラス基板、ステンレス製樹脂押出T−ダイ、ジルコニア製流延塗布T−ダイ等、ナノレベルの精密加工が要求される数値制御加工機械において、ワークテーブルやツールテーブル等の長尺体の表面真直度が1.0μm/m以下であること、および機械加工されたワ−ク表面真直度が0.5μm/m以下であることが要求されている。よって、これらテーブル表面の真直度や機械加工されたワーク表面の縦方向または横方向の真直度をオートコリメータや複数の変位計センサを用いて長尺体の表面形状(真直度形状9を測定することが行われている。
【0003】
例えば、被測定物に変位検出用コーナーキューブと角度検出用反射鏡を設け、またレーザ発生器と固体撮像素子カメラおよび受光ガラスからなる位置センサーを搭載した変位.角度測定装置を設け、さらにその変位・角度測定装置の姿勢を検出するための位置センサーを設けると共に、被測定物と一体になって動く基準定規とその目盛りを読むための固体撮像素子カメラを設置し、前記変位検出用コーナーキューブおよび角度検出用反射鏡によってそれぞれ計測される被測定物体の直線運動に伴う変位および角度を、前記位置センサーによって検出される変位・角度測定装置の姿勢に基づいて補正するようにしたことを特徴とする真直度の計測装置が提案されている(例えば、特許文献1参照。)。
【0004】
また、測定すべき入力量をx、出力をv、平均感度をSm、線形誤差をg(x)として、校正曲線が、f(x)=v=Sm・x+g(x)で表される変位センサの自律校正方法であって、前記変位センサにより所定の校正範囲を測定して得られる複数のサンプリング点での各出力をviとして、各サンプリング点での入力値の第0次近似値x0i≒vi/Smを求めるステップと、各サンプリング点に対して微小変化Δxを与えたサンプリング点での出力をvi+として、それぞれ2点の出力の差分Δvi=vi+−viを用いて、前記線形誤差g(x)の導関数の第0次近似値g’0(x0i)≒Δvi/Δx−Smを求めるステップと、このステップで求められた前記導関数の第0次近似値g’0(x0i)を数値積分して前記線形誤差g(x)の第0次近似値g0(x)=Σg’0(x0i)Δxを求めるステップと、このステップで求められた前記線形誤差g(x)の第0次近似値g0(x0i)を用いて、前記各サンプリング点での入力値の近似値を修正し、その修正値を用いて前記導関数のサンプリングク点を修正し、更にその修正結果を数値積分して前記線形誤差の近似値を修正する処理を必要回数繰り返すステップと、を有することを特徴とする変位センサの自律校正方法が提案されている(例えば、特許文献2参照。)。
【0005】
また、2個の変位センサを用いる2点法において、走査中の変位センサプローブと被測定物の相対的傾斜(ピッチング)の影響を取り除くために、相対運動におけるピッチチングをオートコリメータで計測し補正する方法、具体的には、図6に示すように、変位センサA3および変位センサB4を保持するセンサユニットをX軸スライド7に沿って走査させ、走査中のセンサユニットの傾斜角度をX軸スライド7の一端に配設されたレーザ測長器用光源10、レーザ測長器用干渉計11およびセンサユニット側のターゲットミラー12からなるレーザ測長器によって計測するとともに、変位センサA3および変位センサB4によって各センサ間隔ごとに得られるZ軸方向の離間距離のデータに基づいて、測定対象W1 の表面起伏の傾斜角度を求める。センサ間隔毎の各測定地点において、レーザ測長器による角度データを両変位センサ3、4の出力の差に基づく角度データに加算し、その累積から測定対象W1 の表面形状を表わす形状データを演算する方法が提案されている(例えば、特許文献3および特許文献4参照。)。
【0006】
具体的には、図6において、変位センサAと変位センサB間のセンサ間隔pだけX軸方向に移動したXn点の変位センサAによる測定対象W1 の表面の高さ位置データをmA(Xn)、Xn点の変位センサBによる測定対象W1 の表面の高さ位置データをmB(Xn)、Xn点のレーザ測長器用干渉計11からの角度データをLp(Xn)とする。
【0007】
このとき、Xm点での測定対象W1 の形状データをf(Xm)、Xn点でのX軸ステージのZ軸方向移動誤差をE(Xn)、Xn点でのX軸ステージのピッチングによるZ軸方向成分誤差をS(Xn)とし、Xm点における変位センサA、変位センサBの測定値を基準とすると、 mA(Xm)=f(Xm) ・・・(1)mB(Xm)=f(Xm+p) ・・・(2)mA(Xn)=f(Xm+p)+E(Xn) ・・・(3)mB(Xn)=f(Xm+2p)+E(Xn)+S(Xn) ・・・(4)E(Xn)=mB(Xm)−mA(Xn) ・・・(5){mA(Xn)とmB(Xm)は同一点のデータ}(4)式に(5)式を代入するとmB(Xn)=f(Xm+2p)+mB(Xm)−mA(Xn)+S(Xn) ・・・(6)f(Xm+2p)=mB(Xn)+mA(Xn)−mB(Xm)−S(Xn) ・・・(7)となって、ピッチング誤差S(Xn)が残る。
【0008】
そして、Xm点での角度データLp(Xm)
を基準としてXn点での角度データLp(Xn)からS(Xn)=p×sin(Lp(Xn)−Lp(Xm)) ・・・(8)と求められるので(7)式は、f(Xm+2p)=mB(Xn)+mA(Xn)−mB(Xm)−p×sin(Lp(Xn)−Lp(Xm))) ・・・(9)となり、X軸ステージの移動による平行移動誤差E(Xn)とピッチング誤差S(Xn)を共に除去した真直度形状データが得られる。
【0009】
さらに、図7に示すように、3個の変位センサ31〜33を用いる逐次3点法により、被測定物100、変位センサ31〜33を相対移動させて、変位センサ31〜33の検出出力に基づき、逐次3点法による被測定物100の表面形状を演算する。被測定物(基準定規)200を反転する前及び反転した後のそれぞれにおいて、被測定物100,200と、変位センサ41,42,32を相対移動させて、該変位センサの検出出力に基づいて、反転法による被測定物100の表面形状を演算する。逐次3点法と反転法による被測定物100の表面形状の演算結果に基づいて零点誤差補償量を算出し、該零点誤差補償量により、逐次3点法による零点誤差補正を行う方法も提案されている(例えば、特許文献5参照。)。
【0010】
逐次3点法は、特許文献5に開示されるように、被測定物面形状と走査の際の運動誤差を、3個の変位センサ31〜33を用いて同時に、一定間隔(変位センサの間隔分)で検出し、各変位センサの変位出力を処理することにより、被測定物の真直度形状情報と、運動誤差を分離させる方法である。
【0011】
図8において、被測定物100の被測定面に関するz方向の変位を測定する3個の変位センサ31〜33は、センサヘッド(アーム)30Aにそれぞれ間隔dで固定されている。センサヘッド30Aの基準点は、中央の変位センサ32とする。被測定物はg(x)なるz方向の被測定面形状を有するものとし、該被測定物を載せたテーブル25をz方向と直交するx方向に移動させて、センサヘッド30Aをdだけ送る毎に、各変位センサからの変位出力を取り込むようにする。
【0012】
なお、この場合、センサヘッド30Aと被測定物を載せたテーブル25は、どちらを移動させても良いが、被測定物を載せたテーブル25を移動させた場合は、変位センサは移動方向と逆向きに変位出力を取り込んでいくことになる。
【0013】
このとき、被測定面の情報を先に読み取る前方の変位センサ31からの出力をS3Fとし、中央の変位センサ32からの出力をS30とし、後方の変位センサ33からの出力をS3Rとする。テーブル25の運動は、通常、運動誤差を持っている。この運動誤差のうち、z方向の並進運動誤差成分をez、y軸まわりの回転運動誤差成分(ピッチング誤差)をeθとする。
【0014】
被測定物を載せたテーブル25を移動させ、基準とする中央の変位センサ32がある点xiの位置に来たときの各変位センサの出力は、下記の式の通りとなる。S30(xi)=g(xi)+ez(xi) ・・・(10)S3F(xi)=g(xi+1)+ez(xi)+deθ(xi) ・・・(11)S3R(xi)=g(xi−1)+ez(xi)−deθ(xi) ・・・(12)中央の変位センサ32と、後方の変位センサ33との出力差をΔS3R(xi)とすると、式(10)−式(12)より、下記式となる。
【0015】
ΔS3R(xi)=S30(xi)−S3R(xi)=g(xi)−g(xi−1)+deθ(xi) ・・・(13)g(xi)−g(xi−1)はxiとxi−1の間の真の形状差であるため、これをΔg(xi−1)とすると、式(13)は下記式(14)となる。
【0016】
ΔS3R(xi)=Δg(xi−1)+deθ(xi) ・・・(14)一方、中央の変位センサ32と前方の変位センサ31との出力差をΔS3F(xi)とすると、式(11)−式(10)より、下記式(15)となる。
【0017】
ΔS3F(xi)=S3F(xi)−S30(xi)=g(xi+1)−g(xi)+deθ(xi) ・・・(15)g(xi+1)−g(xi)はxiとxi+1の間の真の形状差であるため、これをΔg(xi)とすると、式(15)は下記式(16)となる。
【0018】
ΔS3F(xi)=Δg(xi)+deθ(xi) ・・・(16)ここで、式(14)を移項すると、y軸まわりの回転運動誤差微分値は、下記式(17)で表される。deθ(xi)=ΔS3R(xi)−Δg(xi−1) ・・・(17)
【0019】
この式(17)を式(16)に代入して、xiとxi+1の間の真の形状差Δg(xi)は、下記式(18)で表される。Δg(xi)=ΔS3F(xi)−ΔΔS3R(xi)+Δg(xi−1) ・・・(18)
【0020】
又、図4に示すように、ある点xiの位置での表面形状g(xi)は、1つ前の点xi−1の位置(ステップ)での表面形状g(xi−1)と、中央の変位センサ32が、点xi−1の位置に来たときの各変位センサの出力から求めたΔg(xi−1)を足したものである。g(xi)=g(xi−1)+Δg(xi−1) ・・・(19)
【0021】
そして、1つ先の点xi+1の位置(ステップ)での表面形状は、式(18)+式(19)より、下記式(20)で表すことができる。g(xi+1)=g(xi)+Δg(xi) ・・・(20)従って、現在得られた情報である式(18)と、既に分かっている情報である式(19)を足していくことにより、1つ先の位置での情報を求めて行くことができる。
【0022】
次に、ある点xiの位置のi=1,2,3,…,nというように各位置(ステップ)での表面形状を測定していくとき、測定開始点から、点xnまでの表面形状g3(xn)が逐次3点法でどのように算出されるかについて説明する。
【0023】
(i=1の場合)i=1の場合は、式(19)、式(18)より、下記の通りとなる。 g(x1)=g(x0)+Δg(x0) ・・・(21) Δg(x1)=ΔS3F(x1)−ΔS3R(x1)+Δg(x0) ・・・(22) ここで、g(x0)は、被測定面の基準高さである直流成分であるため、G0とおき、又、Δg(x0)は測定開始時のx1とx0の間の真の形状差であり、これをΔG0とおくと、式(21)と式(22)は下式となる。 g(x1)=G0+ΔG0 ・・・(23) Δg(x1)=ΔS3F(x1)−ΔS3R(x1)+ΔG0 ・・・(24)
【0024】
(i=2の場合)i=2の場合は、式(19)、式(18)より、下記の通りとなる。 g(x2)=g(x1)+Δg(x1) ・・・(25) Δg(x2)=ΔS3F(x2)−ΔS3R(x2)+Δg(x1) ・・・(26) 式(24)を式(25)に代入すると、下式(27)になる。 g(x2)=G0+2ΔG0+{ΔS3F(x1)−ΔS3R(x1)} ・・・(27)
【0025】
又、式(24)を式(26)に代入すると、下式(28)になる。Δg(x2)={ΔS3F(x2)−ΔS3R(x2)}+{ΔS3F(x1)−ΔS3R(x1)}+ΔG0 ・・・(28)
【0026】
(i=3の場合)i=3の場合においても、i=2の場合と同様に、式(19)および式(18)を使用して、g(x3),Δg(x3)に関する式を得て、該式に対して、式(17)、式(18)を代入することにより、下式(29)、(30)が得られる。g(x3)=G0+3ΔG0+2{ΔS3F(x1)−ΔS3R(x1)}+{ΔS3F(x2)−ΔS3R(x2) ・・・(29)Δg(x3)={ΔS3F(x3)−ΔS3R(x3)}+{ΔS3F(x2)−ΔS3R(x2)}+{ΔS3F(x1)−ΔS3R(x1)}+ΔG0 ・・・(30)
【0027】
(i=nの場合)i=nの場合は、上述したことと同様にして、g(xn),Δg(xn)に関して、下記式(1−22)、式(1−23)を得ることができる。
【0028】
【数1】
【0029】
【数2】
従って、式(1−22)、式(1−23)からも分かるように、g3(xn),Δg(xn)は、並運動誤差成分や、y軸まわりの回転運動誤差成分を含む運動誤差を含まず、被測定物の表面形状情報を、変位センサ31,32,33の出力に基づいて逐次求めることができる。
【0030】
特許文献6の発明は、上記の逐次3点法において複数の変位センサを使用することから、各変位センサ間に生じる測定誤差要因の各変位センサ下部の電極の位置高さが異なる場合の零点誤差の補正を、基準定規200を用いて行う方法を開示したものである。
【0031】
基準定規および2点法を利用し、測定範囲、感度、分解能も同種の2つの静電容量型変位センサA,Bを基準側変位計が被校正側変位センサのn倍の変位を検出するように配置し、基準側変位センサAの支持台を可動とし、レバーの傾きを増しながら校正測定を行う自立校正2点法も提案されている(非特許文献1参照。)
【0032】
具体的には、基準側の変位センサAの出力が測定範囲の端まで達したとき、被校正側変位センサBは未だ測定範囲の1/nしか検査が済んでいないので、基準側変位センサの出力が最小値に戻るように支持台を移動した後に次ぎの1/nの範囲を検査し、これを繰り返して被校正側変位センサの全測定範囲を検査する。次ぎに、変位センサAと変位センサBの配置を交換し、変位センサBを基準にして変位センサAを校正し、最初の校正曲線に含まれた平均感度直線からの誤差を1/n2倍に減衰させる。この変位センサAと変位センサBの配置を交換し、校正する手順をk(kは1〜30の整数)回繰り返して行うことにより、誤差は1/nk倍と限りなく0に近接することを利用する測定方法である。
【0033】
【特許文献1】特許第2650830号明細書
【特許文献2】特開平10−332420号公報
【特許文献3】特開2005−114549号公報
【特許文献4】特開2005−121370号公報
【特許文献5】特開2006−337112号公報
【非特許文献1】清野 慧、杉淵 亨、森島 健著、「変位計の線形誤差の自律的校正」、精密工学会誌 第59巻,第12号,p.131−136、平成5年12月5日発行
【発明の開示】
【発明が解決しようとする課題】
【0034】
従来は、加工された
長尺体を恒温室に据え付けられた表面形状測定器のテーブル上において表面形状を測定していたが、現在は、工場内に設置された工作機械のワークテーブル上に表面形状測定器を備えさせ、ワークテーブル上に固定された機械加工長尺体(被測定物)の真直度等の表面形状を直接現場で測定することが望まれている。すなわち、被測定物の真直度がユーザーの基準値を満たさないとき、その現場でユーザーの基準値を満たす精密加工を続けることができる。従来の一々被測定物をワークテーブルから取り外し、恒温室へ移送し、そこで被測定物の真直度を測定し、真直度がユーザーの基準値を満たさないとき、再び、被測定物を工作機械のワークテーブル上に固定させてユーザーの基準値を満たす精密加工を続ける方法と比較すると、測定の手間および再度、精密加工を続けるための段取り作業が省ける利点を有する。
【0035】
前記特許文献3および特許文献4記載の2点法における走査中のセンサプローブと被測定物の相対的傾斜(ピッチング)の影響を取り除くために、相対運動におけるピッチチングをオートコリメータで計測し補正する方法は、被測定物の長さが1m以内なら10nm程度の真直形状の確かさを保証できるが、被測定物の長さが1mを超えるとレーザ測長による高精度測定は困難が伴う。それゆえ、被測定物の長さが2〜10mの長さのような長尺体の測定に用いることができない。
【0036】
前記特許文献5記載の5個の変位センサを用いる逐次3点法で工作機械のワークテーブル上の被測定物の真直度の測定に用いるには、5個の変位センサ31,32,33,41,42を同時に被測定物100および標準定規200の一方の端側まで直線移動させた後、基準定規200の左側面200aと右側面200bを反転させる必要があり、ワークテーブルと標準定規200の位置座標合わせが困難であり、測定誤差の原因となる。
【0037】
本発明の第一の目的は、前記特許文献3および特許文献4記載の逐次2点法とオートコリメータを併用する方法における長さ1mを超える被測定物の真直度形状を高精度に測定できない欠点を、逐次3点法とオートコリメータを併用し、オートコリメータが高精度に測定できる作動範囲(例えば1m以内)ではオートコリメータにより測定される値を用いてピッチングの補正を行い、被測定物のそれより長い部分の真直度の測定には2本の第一および第二変位センサが並ぶ直線延長上先に更にもう一本の第三の変位センサを追加し、オートコリメータによるピッチング測定の精度に不安のある1mを超える範囲にこの先行する第三の変位センサで測定基準を作り、次々に測定範囲を広げ、この3本の変位センサの測定値より真直度を補正し、両者真直度曲線を合体して高精度の真直度曲線を得る方法を提供することにある。
【0038】
本発明の第二の目的は、前記3本の変位センサの各変位センサのピッチ距離pが5000mmや1,000mmと大きいと、加工された被測定物の購買者から「測定点密度が低い。」と指摘されることがある。そこで、第一と第二の変位センサのピッチp間に第四変位センサを第一と第四の変位センサのピッチ距離がp/n(但し、p/nの値は2〜30の整数である。)となる位置に内挿させ、第四の変位センサが測定した真直度の値を合成して測定点密度を高めた真直度曲線を導く方法を提供することにある。
【0039】
本発明の第三の目的は、前記オートコリメータによるピッチング補正を使用する代わりに、予め真直度形状が既知の基準直定規と前記3本の変位センサを用い、被測定物の真直度形状が既知の範囲の真直度の値を用いて走査運動におけるピッチングと並進を第一と第二の変位センサで分離測定し、先行する第三変位センサの出力に含まれるピッチングと並進誤差成分の影響を補正して真直度曲線を導く方法を提供することにある。
【0040】
本発明の第四の目的は、工作機械の直線方向に移動可能なワークテーブル上に固定されている被測定物の真直度曲線を、前記3本の変位センサ、真直度形状が既知の基準直定規、リニアスケール、入出力手段、測定制御手段、真直度計算手段、記憶手段、記録手段を備える表面形状測定装置を提供することにある。
【0041】
本発明の第五の目的は、真直度形状が既知の基準直定規が長期に利用されることにより磨耗し、表面の真直度形状が微量に変化した基準定規の真直度形状値を測定し、新たな基準直定規の真直度形状値に補正する方法を提供することにある。
【課題を解決するための手段】
【0042】
請求項1の発明は、3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、テーブル上に固定された被測定物の真直度を前記アームまたはテーブル直線方向の移動により被測定物の真直度を測定する方法において、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力することを特徴とする、長尺体の表面形状測定方法を提供するものである。
【0043】
請求項1の発明によれば、オートコリメータが高精度に測定できない作動範囲における真直度の測定においては第三の変位センサCより検出される真直度値で測定基準を作り、この測定基準の測定点の値を基準にして変位センサA,Bによる2点法の出力からピッチングを検出し、それを使用してピッチング補正しながら次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力するので、被測定物が1mを超える長尺体であっても高精度に真直度曲線を導くことができる。
【0044】
請求項2の発明は、3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、この第一と第二の変位センサの間に第四変位センサを第一変位センサと第四の変位センサのピッチ距離がp/n(但し、p/nの値は2〜30の整数である。)となる位置に内挿させ、この4本の変位第四の変位センサセンサA,B,C,Dを直列に固定するアーム、または被測定物を固定するテーブルを移動させてテーブル上に固定された被測定物の真直度を測定する方法において、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、3)真直度曲線のピッチ間隔p間のp/n毎の真直度値データは、前記第一変位センサAと前記第四変位センサDによるピッチ間隔p/nの2点法で検出された真直度出力を前記オートコリメータで得られた前記初期真直度値データ列または前記延長真直度値データ列に内挿して測定密度を高めた真直度値データ列とし、4)これら真直度値データ列を真直度曲線として出力することを特徴とする、長尺体の表面形状測定方法を提供するものである。
【0045】
請求項2の発明によれば、3本の変位センサA,B,Cにより検出された長さLの被測定物の座標位置2p,3p,4p,・・・,(L−3p),(L−2p)の補正された真直度値を基準に第四変位センサDで検出された前記座標位置での真直度値の誤差を補正値として差し引いてpから(L−2p)座標間位置(p+p/n)から(L−2p−p/n)での真直度補正値として内挿していくので、測定点密度を高めた真直度曲線を導くことができる。
【0046】
請求項3の発明は、予め真直度形状が既知の基準直定規を用い、3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、テーブル上に固定された被測定物の真直度を前記アームまたはテーブルの直線方向の移動により被測定物の真直度を測定する方法において、被測定物の真直度形状が既知の範囲の真直度の値を用いて走査運動におけるピッチングと並進を第一と第二の変位センサA,Bで分離測定し、先行する第三変位センサCの出力に含まれるピッチングと並進誤差成分の影響を補正して真直度曲線を出力する方法を提供するものである。
【0047】
請求項3の発明によれば、高精度の基準直定規をテーブルに固定し、この基準定規の真直度を3本の変位センサプローブA,B,Cで検出し、既知の基準定規の真直度値と比較し、その誤差から走査運動におけるピッチングと並進を第一と第二の変位センサA,Bで分離し、先行する第三変位センサCの出力に含まれるピッチングと並進誤差成分の影響を補正する。オートコリメータを用いなくても、工作機械のワークテーブル上で被測定物の真直度形状を測定することが可能である。
【0048】
請求項4の発明は、被測定物を載置可能な直線方向に移動可能なワークテーブル、3本の変位センサA,B,Cをピッチ間隔p毎に直列にツール頭またはアームを介してツール頭に固定した3本の変位センサA,B,C、真直度形状が既知の基準直定規、リニアスケール、入出力手段、測定制御手段、真直度計算手段、記憶手段、および、記録手段を備えることを特徴とする、ワークテーブル上に固定されている被測定物の表面形状測定装置を提供するものである。
【0049】
請求項4の発明によれば、研削装置やラップ装置、研磨装置等のワークテーブル上に固定された被測定物の真直度形状を請求項1記載の測定方法を実施することにより出力することができる。
【0050】
請求項5の発明は、真直度形状が既知の基準直定規の真直度値を複数の変位センサで検出し、検出された真直度真直度値データ列と、前記既知の基準直定規の真直度値データ列を比較し、両者の差が10nmを超えるときは、検出された真直度値データ列を基準直定規の新たな真直度形状値として記録することを特徴とする、請求項1または請求項2に記載の基準直定規の表面形状測定方法を提供するものである。
【0051】
請求項5の発明によれば、真直度形状が既知の基準直定規の表面の磨耗程度を測定でき、記憶させた基準直定規の真直度形状値の補正時期を判断できる。また、基準直定規の真直度形状値を補正することにより、新たに測定される被測定物の真直度形状の測定誤差が小さくなる。
【発明を実施するための最良の形態】
【0052】
以下、図を用いて本発明をさらに詳細に説明する。 図1はオートコリメータ基準の変位2点法とステッチングを説明するために用いる斜視図、図2は逐次3点法ステップを説明するために用いる図、図3
はオートコリメータ基準の変位2点法と内挿ステッチングを示す図、図4はステッチングにおける各位置座標における真直度形状を示す図、および、図5は被加工物の表面形状測定装置を備える平面研削機械の要部を示す平面図である。
【0053】
図5に示す数値制御(NC)平面研削機械300は、特開2006−102867号公報の図1として開示されている可変油静圧軸受直動キャッリジ(ワークテーブルおよびツールテーブル)を備える数値制御平面研削機械である。図中、wはワーク、303は砥石車、304はワークテーブルで左右方向に往復移動可能である。305はベッド、306は前後方向に往復移動可能なサドル、307はコラム、308は操作盤、309は砥石頭、310は電磁チャックである。
【0054】
この数値制御平面研削機械300の砥石頭(ツール頭)309に、3本の非接触静電容量型変位計(変位センサープローブ)A,B,Cを左右一直線方向に等間隔に固定するアーム311と、3本の非接触静電容量型変位計A,B,Cを前後一直線方向に等間隔に固定するアーム312を取り付ける。これら非接触静電容量型変位計A,B,Cは、アーム311により砥石車保護カバー320の側壁に取り付けられ、他方の非接触静電容量型変位計A,B,Cを固定するアーム312は砥石車保護カバー320の他方の側壁に取り付けられている。また、ワークテーブル304上または側面に基準直定規200Xおよび200Yを固定し、ワークテーブル304上または側面にリニアスケール330Xおよび330Yを固定する。
【0055】
表面形状測定装置2は、前記ワークテーブル304、3本の変位センサプローブA,B,Cをピッチ間隔p毎に直列に固定したアーム311、312、真直度形状が既知の基準直定規200X、200Y、リニアスケール330X,330Y、入出力手段313、記憶手段314、測定制御手段315、真直度計算手段316、および、記録手段317を備える。前記非接触静電容量型変位計A,B,Cは、10nmより高い分解能を有するもので、測定範囲、感度、分解能も同種のものが好ましい。
【0056】
非接触型静電容量型変位計としては、日本エ−・ディ・イ−株式会社のマイクロセンス5000シリーズ(商品名)、小野測販株式会社の静電容量型変位計VE−521(商品名)、株式会社光洋製作所のアキュメジャー(商品名)、岩通計測株式会社のST−3571A(商品名)、テクノシステム株式会社のATSシリーズ、ATMシリーズ(商品名)等が利用できる。非接触型静電容量型変位計に代えて、非接触型レーザ光変位計を用いてもよい。
【0057】
基準直定規の材質としては、単結晶石英が一般である。最近は、ジルコニア製基準直定規のようなものも市場に出回っている。よって、加工されるワークと同種の材質のものを用いてもよい。直定規200の素材はワ−クの素材の熱線膨張率に近いものを選択することは勿論のことである。但し、変位センサの分解能が10nm以下であり、ユ−ザ−が求める真直度が1.0μm/1mまたは0.5μm/1mであることから基準直定規の真直度も10nm以下であるものを選択する。
【0058】
変位センサプローブの下部ヘッド部分のワークテ−ブル304上に固定された標準直定規200X上方への移動は、アーム311,312を取り付けた砥石軸を搭載するサドル306を前後に移動させる駆動手段により駆動させて位置合わせする。変位センサプローブの下部ヘッド部分のワークテ−ブル304上に固定された基準直定規200Y上方への移動は、ワークテーブル304を左右に移動させる駆動手段により駆動させて位置合わせする。
【0059】
ワークテーブル304上に電磁チャック310を介して固定されたワークwの加工は、ワークテーブル304の左右方向の移動と、回転する砥石車303を備える砥石頭309を支持するコラム307を起立して固定するサドル(ツールテーブル)306の前後方向移動、および砥石頭309の上下方向移動の相対的な組み合わせにより実施される。
【0060】
非接触型静電容量変位計は、変位センサプローブに有する面積Sのセンサ電極と被測定物の間(距離d)に静電容量(C)を形成させ、センサから被測定物までの距離の変化に応じて静電容量が変化(C=e・S/d)することで被測定物面の変位を測定する器具である。なお、式におけるeは誘電率を示す。
【0061】
次に、図1、図2および図3を用いて本発明の請求項1の被測定物の真直度形状を測定する方法を説明する。図1乃至図3は、オートコリメータ基準の変位2点法におけるステッチングを説明する図である。3本の変位センサプローブA,B,Cをピッチ間隔p毎に直列に固定したアーム311の左端には反射鏡(ターゲットミラー)400が取り付けられ、更にその左後方にはオートコリメータ500が設置されている。プローブA,B間のピッチ距離はp、プローブA,C間のピッチ距離dは2pである。
【0062】
オートコリメータが高精度に測定できる作動範囲では、図1に示すようにオートコリメータ500により測定される値を用い、図2で示す2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得る。
【0063】
図1において、変位センサプローブAの測定開始点をX=0、変位センサAのプローブ下部と被測定物w表面間の距離をf(X0)=z0、変位センサAプローブの測定点をXi、測定点Xiにおけるプローブ下部と被測定物w表面間の距離をf(Xi)=ziとすると、変位センサBの測定開始点はX=p、変位センサCの測定開始点はX=d=2pとなる。
【0064】
変位センサAのez(X)を並進誤差、ep(X)をピッチング誤差、SBが変位センサAを基準にした変位センサBの零点オフセット(オートコリメータの光軸に対する零点の傾斜)、SCが変位センサAを基準にした変位センサCの零点オフセットとする。各変位センサA,B,Cの出力mA(x)、mB(x)、mC(x)、は次式で示される。
【0065】
mA(X)=f(X)+ez(X) ・・・(31) mB(X)=f(X+p)+ez(X)+ep(X)・p+SB ・・・(32) mC(X)=f(X+2p)+ez(X)+ep(X)・2p+SC ・・・(33)
【0066】
変位センサA,Bの差動出力は、次式(34)で、変位センサA,Cの差動出力は、次式(35)で、変位センサB,Cの差動出力は、次式(36)で示される。 mB(X)−mA(X)=f(X+p)−f(X)+ep(X)・p+SB ・・・(34) mC(X)−mA(X)=f(X+2p)−f(X)+ep(X)・2p+SC ・・・(35) mC(X)−mB(X)=f(X+2p)−f(X+p)+ep(X)・2p+SC−SB ・・・(36)
【0067】
被測定物wの左端から1m以内の距離(d+w)における被測定物wの真直度形状はオートコリメータ500と変位センサA,Bで計測、ピッチング誤差ep(X)が補正されているとして、式(33)より逐次真直度形状 f(X+p)+SB および f(X+2p) +SB を求める。 f(X+p)=mB(Xp)+mA(Xp)−mB(X0)−psin(SB(Xp−SB(X0)) ・・・(37) f(X+2p)=mB(X2p)+mA(X2p)−mB(Xp)−psin(SB(X2p−SB(Xp)) ・・・(38)
【0068】
上記値は零点オフセットSBを含む。すなわち、SBの影響でオートコリメータの光軸と変位センサA,Bの零点ラインの傾斜が真直度形状に含まれている。
【0069】
よって、図2に示す3本の変位センサA,B,Cを用いる3点逐次法の工程ステップ(ki)のステップ1(k1)とステップ2(k2)で相対移動のピッチングをオートコリメータで計測、補正することができるので、偶然誤差の影響を無視し、X座標2pで各変位センサA,B,Cが最初に重複して利用されていることに注目し、変位センサA,変位センサBのピッチングの影響を補正すると、次式(39)を得る。 mB(2p)−mA(0)=f(X2p)−f(X0)+2p・SB ・・・(39)
【0070】
一方、変位センサA,変位センサCを使用した差動出力より次式(40)を得る。 mC(0)−mA(0)=f(X2p)−f(X0)+SC ・・・(40)
【0071】
式(39)と式(40)より次式(41)が導かれ、各変位センサA,B,Cの零点が一直線に並ぶのと等価であることが理解される。 mC(0)−mB(2p)=SC−2p・SB ・・・(41)
【0072】
そこで、変位センサA、変位センサBによる逐次2点法で得た形状の傾斜 {mB(2p)−mA(0)}/2p={f(X2p)−f(X0)+2p・SB}/2p ・・・(42)を変位センサAと変位センサCのゼロラインの傾斜 {mC(0)−mA(0)}/2p={f(X2p)−f(X0)+SC}/2p ・・・(43)に一致するように補正する。
【0073】
式(42)と式(43)より式(44)が導かれる。{f(X2p)−f(X0)+2p・SB}/2p={f(X2p)−f(X0)+SC}/2p ・・・(44) よって、オートコリメータ、変位センサA,変位センサBの出力(測定)・補正によりSBが既知となれば、SCはステップ3以下の形状測定結果によるピッチング補正が可能であり、変位センサCの出力、補正によりSCは算出される。
【0074】
オートコリメータ500が高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力する。
【0075】
図2に示す真直度形状測定の結果によるピッチング補正のステップ3以降において、変位センサAの測定点(3p,4p,5p・・・)では変位センサB,Cでも真直度形状が測定されている。ステップkがステップ3以降は、既知となったf(X0)、f(Xp)、f(X2p)、・・・、f(X(k−1)p)を2本の変位センサA,Bで測定し、ピッチングを計算し、補正し、その補正されたピッチングを既知として各変位センサB,Cの作動出力から順次、f(X2p)、f(X3p)、f(X4p)、・・・を求めることにより、ステップ3(距離2p以上)以上の測定ステップに
おいては、オートコリメータを使用しなくても真直度形状が測定できることとなる。よって、被測定物の長さが1mを越える、例えば10mの研削加工物であっても10nm以下の誤差の精度で真直度形状を測定できる。
【0076】
よって、各変位センサA,B,C、オートコリメータにより出力および補正された前述の式群により導かれた結果より、変位センサBを基準センサとしてΔf(X)={f(Xkp)−f(X(k−1)p)} ・・・(45)の値を積分出力することにより、被測定物の左端pの距離から(k−1)・pの距離間の真直度形状をp間隔で記録紙に打ち出す、またはパソコンの表示画面に映し出すことができる。
【0077】
次に図1におけるオートコリメータ基準の変位2点法におけるステッチングにおける偶然誤差σの累積について以下に検討する。
【0078】
ステップ1(オートコリメータでピッチングを補正した2点法) 位置座標pでのf(XP)の偶然誤差 σ112=σ102+(2σs2+p2σA2)=(2σs2+p2σA2) Δf(0)=f(Xp)−f(X0) の偶然誤差 σΔ02=(2σs2+p2σA2) 位置座標2pでのf(X2p)の偶然誤差 σ122=σ112+(2σs2+p2σA2)
【0079】
ステップ2(ピッチングを補正した2点法でステップ1段目形状を転写する。) Δf(p)=f(X2p)−f(Xp) の偶然誤差は次式で示される。 σΔ12=2σs2+p2σA2 位置座標2pでのf(X2p)の偶然誤差は次式で示される。 σ212=σ112+(2σs2+σΔ12) Δf(2p)=f(X2p)−f(Xp) の偶然誤差は次式で示される。 σΔ22=σΔ12+2σs2 位置座標3pでのf(X3p)の偶然誤差は次式で示される。 σ222=σ212+(2σs2+σΔ22)
【0080】
ステップ3以降(ステップkからその1段目前の既知の形状を使用して2点法でピッチングを計測する。) Δf(kp)=f(Xkp)−f(Xkp−1) の偶然誤差は次式で示される。 σΔk2=2σs2+σΔ(k−1)2 位置座標kpでのf(Xkp)の偶然誤差は次式で示される。 σk12=σ(k−1)22+σΔk2 Δf(kp+p)=f(X(k+1)p)−f(Xkp) の偶然誤差は次式で示される。 σΔ(k+1)2=σΔk2+2σs2 位置座標(k+1)pでのf(X(k+1)p)の偶然誤差は次式で示される。 σk22=σk12+σΔ(k+1)2)
【0081】
オートコリメータと変位センサ(変位計)の偶然誤差の組み合わせとして、σAd2=2σs2=p2σA2とすると、σ112=2σAd2、σ122=4σAd2、σΔk2=σΔ(k-1)2+kσAd2、σΔ02=σAd2である。
【0082】
k>1として、(ただし、kの始まり値は2) σk22=σ(k-1)22+2σΔk2+σAd2=σ(k-1)22+2(k+1)σAd2+σAd2=σ122+ Σ(2k−1)σAd2
【0083】
よって、σ222=7σAd2、σ322=12σAd2、σ422=19σAd2となる。
【0084】
オートコリメータの10nm精度の作動距離が1mであるものを用いて3m、4m、5m長の被測定物を逐次2点法で測定すると不確かさは、それぞれ26nm、35nm、45nm程度となる。10mでは100nm未満の不確かさとなる。100nm=0.1μm未満の不確かさであるなら、真直度形状測定誤差0.5μm未満を要求するユーザーの希望を十分に満足させるものであり、これらの偶然誤差を無視(σ=0として扱う)してもかまわないことが理解される。
【0085】
なお、零点の差(SC-SB)の評価誤差は放物線誤差となる。式(36)、式(37)より、SC,SBの差動出力に含まれる偶然誤差は、ステップ1でオートコリメータの読みの誤差が共通であるとして省略すれば、それぞれ、SC=(p2σA2+4σs2)およびSB=2σs2と評価してよいので、放物線誤差に起因する零点誤差は、次のようになる。(p2σA2+6σs2)=4σAd2
【0086】
被測定物の長さが10mであり、各変位センサA,B,C間のピッチ間隔pが1mのとき、たった9点の真直度形状では全体的な真直度は判っても測定点密度が低すぎて不安であるというユーザが存在するかもしれない。その場合には、図3に示すように変位センサDを追加し、内挿点基準合成法を実施し、測定点の密度を高める。
【0087】
内挿点基準合成法は、3本の変位センサA,B,Cのプローブをピッチ間隔p毎に直列にアームに固定し、この第一変位センサAと第二変位センサBのプローブの間に第四変位センサDのプローブを第一変位センサAと第四変位センサDのピッチ距離がp/n(但し、p/nの値は2〜30の整数である。)となる位置に内挿させ、この4本の変位センサプローブA,D,B,Cを直列に固定するアーム、または被測定物を固定するテーブルを移動させてテーブル上に固定された被測定物の真直度を測定する方法である。
【0088】
オートコリメータが10nmと高精度に測定できる作動範囲ではオートコリメータ500により測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得る。
【0089】
オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては、既述したように、1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得る。
【0090】
そして、更に、3)真直度曲線のピッチ間隔p間のp/n毎の真直度値データは、前記第一変位センサAと前記第四変位センサDによるピッチ間隔p/nの2点法で検出された真直度出力を前記オートコリメータで得られた前記初期真直度値データ列または前記延長真直度値データ列に内挿して測定密度を高めた真直度値データ列とし、4)これら真直度値データ列を真直度曲線として出力する。
【0091】
例えば、変位センサプローブAプローブ,変位センサBプローブ間のピッチ間隔p、変位センサAプローブ、変位センサDプローブのピッチ間隔0.1p、変位センサBプローブ,変位センサDプローブ間のピッチ間隔0.9pとし、センサプローブのピッチ間隔を変えて前述の2点法をピッチ間隔0.1p毎にテーブルまたはアームを移動させて各変位センサA,D,Bにより出力された信号を補正した値にする2点法を行うことにより測定密度を高めた真直度曲線を出力する。
【0092】
図5に示す表面形状測定装置を搭載したNC平面研削機械300のワークテーブル304上の被測定物wを測定するには、砥石頭309に3本の非接触静電容量型変位計(変位センサA,B,Cのプローブを左右一直線方向に等間隔のピッチpで固定するアーム311と、3本の非接触静電容量型変位計A,B,Cを前後一直線方向に等間隔に固定するアーム312を取り付ける。これら非接触静電容量型変位計A,B,Cは、アーム311により砥石車保護カバー320の側壁に取り付けられ、他方の非接触静電容量型変位計A,B,Cを固定するアーム312は砥石車保護カバー320の他方の側壁に取り付けられている。また、ワークテーブル304上または側面に基準直定規200Xおよび200Yを固定し、ワークテーブル304上または側面にリニアスケール330Xおよび330Yを固定する。
【0093】
被加工物の幅方向(前後方向:Y軸方向)の真直度形状f(X)の検出は、自律校正された非接触型静電容量型変位計A,B,Cを砥石車保護カバー320の側壁に変位計A,B,Cが前後方向に一列となるようにアーム312に支持し、これら変位センサA,B,Cを用い、前述の被加工物の左右方向変位高さを検出する工程と同様、ワークテーブル304または砥石頭309を搭載するツールテーブル306の相対的な移動を行うことにより検出を行う。被加工物(基準直定規であるケースもある。)の前後方向(Y軸方向)の高さ変位の測定は、ワークテーブル304上にY軸方向に載せられた基準直定規200Yを用いる。記述したように、被加工物の長さ方向1m以内の測定または最初(X=1)と第二(X=2p)の測定点は、オートコリメータ500、変位センサA,変位センサBを用いる2点法で行い、オートコリメータ500の高精度測定できない被加工物の長さ方向1mを越える部分、あるいは第三測定点(X=3p)以降の測定は変位センサA,B,Cを用いる逐次2点法もしくは、変位センサA,D,Bを用いる内挿法で測定値を補正する方法を行う。
【0094】
新しいワークの研削加工は、前記変位センサA,B,Cおよび基準直定規をワークテーブルより取り外した後、新しいワークをワークテーブル上に載置し、数値制御平面研削機械の砥石車303の回転によりワークを研削加工する。研削加工後、前記変位センサA,B,Cを砥石車保護カバー320に、および基準直定規をワークテーブル304に取り付け、既述した被研削加工物(被測定物)の変位高さの測定方法を着手し、真直度形状変位函数f(X)をパソコン画面に真直度形状を映し出す、あるいは、記録紙に真直度形状を打ち出す。研削機械300上では、変位センサA,B,Cやオートコリメータ500を移動させないで、ワ
ークテーブル304やツールテーブル306を移動させるのがよい。
【0095】
被加工物の素材としては、ステンレスの他に真鍮、ハステロイ等の金属類、ジルコニア、アルミナ、窒化珪素等のセラミック類、ガラス、石英、螢石、サファイア基板等が挙げられる。
【0096】
基準直定規200X、200Yの真直度形状f'(X)を前記変位センサA,B,Cまたは変位センサA,D,B,Cを用いて前以って測定すれば、この真直度形状f'(X)値を基準直定規の基準真直度形状値として採用し、変位センサA,B,Cまたは変位センサA,D,B,Cを用いて測定した被測定物の真直度形状f(X)値より差し引くことにより、変位センサA,B、または、被測定物の走査運動におけるピッチングと並進を分離測定したこととなり、および、先行する第三変位センサCの出力に含まれるピッチングと並進誤差成分の影響をも補正して真直度形状グラフを出力したこととなる。よって、オートコリメータ500を利用しなくても被測定物の真直度形状{f(X)−f'(X)}をパソコン画面に映し出す、あるいは、記録紙に出力させることができる。
【0097】
前記基準直定規200X、200Yは、真直度形状測定に長期間使用しているうちに定規表面が10nmを超えて磨耗することが何時かはある。よって、時々、この基準直定規の基準真直度形状f'(X)を測定した前記変位センサA,B,Cまたは変位センサA,D,B,Cを用いて基準直定規の真直度形状f“(X)を測定し、前回測定した基準真直度形状f'(X)と今回測定した基準直定規の真直度形状f“(X)の値の差が10nmを超える部分があるときは、磨耗が進み、基準直定規として採用できないと判断し、新しい基準直定規と交換するか、この磨耗した基準直定規の表面を研削、または研磨して10nm未満の真直度形状を示す基準直定規に再生させる。
【0098】
再生した基準直定規、あるいは交換した基準直定規の真直度形状を、前記変位センサA,B,Cまたは変位センサA,D,B,Cを用いて測定し、基準直定規の新たな基準真直度形状f'(X)値としてパソコンの記録部に保存しておけば、前述のワークテーブル上の被測定物の真直度形状の測定をオートコリメータなしで実施することができる。また、後日の基準直定規の磨耗程度を測定する比較データとして利用できる。
【産業上の利用可能性】
【0099】
オートコリメータの精度10nmを超える作動範囲の1mを超える長尺体の真直度形状を測定することが可能となった。また、基準直定規の磨耗程度を測定し、交換時期を判断することができる。
【図面の簡単な説明】
【0100】
【図1】オートコリメータ基準の変位2点法とステッチングを説明するために用いる斜視図である。
【図2】逐次3点法ステップを説明するために用いる図である。
【図3】オートコリメータ基準の変位2点法と内挿ステッチングを示す図である。
【図4】ステッチングにおけるX座標の各位置における被測定物の真直度形状を示す図である。(公知)
【図5】被加工物の表面形状測定装置を備える平面研削機械の要部を示す平面図である。
【図6】オートコリメータを利用する逐次2点法による被測定物の表面形状測定装置を示す斜視図である。(公知)
【図7】基準定規と逐次3点法による被測定物の表面形状測定装置を示す斜視図である。(公知)
【図8】逐次3点法による被測定物の表面形状測定法を説明する図である。(公知)
【符号の説明】
【0101】
w 被測定物 A 静電容量型変位計のセンサプローブ B 静電容量型変位計のセンサプローブ C 静電容量型変位計のセンサプローブ D 静電容量型変位計のセンサプローブ 200X 基準直定規 200Y 基準直定規 300 数値制御平面研削機械 304 ワークテーブル 306 ツールテーブル 311 アーム 312 アーム 330X リニアスケール 330Y リニアスケール 400 ターゲットミラー500 オートコリメータ
【特許請求の範囲】
【請求項1】
3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、テーブル上に固定された被測定物の真直度を前記アームまたはテーブル直線方向の移動により被測定物の真直度を測定する方法において、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力することを特徴とする、長尺体の表面形状測定方法。
【請求項2】
3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、この第一と第二の変位センサの間に第四変位センサを第一変位センサと第四の変位センサのピッチ距離がp/n(但し、p/nの値は2〜30の整数である。)となる位置に内挿させ、この4本の変位第四の変位センサセンサA,B,C,Dを直列に固定するアーム、または被測定物を固定するテーブルを移動させてテーブル上に固定された被測定物の真直度を測定する方法において、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、3)真直度曲線のピッチ間隔p間のp/n毎の真直度値データは、前記第一変位センサAと前記第四変位センサDによるピッチ間隔p/nの2点法で検出された真直度出力を前記オートコリメータで得られた前記初期真直度値データ列または前記延長真直度値データ列に内挿して測定密度を高めた真直度値データ列とし、4)これら真直度値データ列を真直度曲線として出力することを特徴とする、長尺体の表面形状測定方法。
【請求項3】
予め真直度形状が既知の基準直定規を用い、3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、テーブル上に固定された被測定物の真直度を前記アームまたはテーブルの直線方向の移動により被測定物の真直度を測定する方法において、被測定物の真直度形状が既知の範囲の真直度の値を用いて走査運動におけるピッチングと並進を第一と第二の変位センサA,Bで分離測定し、先行する第三変位センサCの出力に含まれるピッチングと並進誤差成分の影響を補正して真直度曲線を出力する方法。
【請求項4】
被測定物を載置可能な直線方向に移動可能なワークテーブル、3本の変位センサA,B,Cをピッチ間隔p毎に直列にツール頭またはアームを介してツール頭に固定した3本の変位センサA,B,C、真直度形状が既知の基準直定規、リニアスケール、入出力手段、測定制御手段、真直度計算手段、記憶手段、および、記録手段を備えることを特徴とする、ワークテーブル上に固定されている被測定物の表面形状測定装置。
【請求項5】
真直度形状が既知の基準直定規の真直度値を複数の変位センサで検出し、検出された真直度真直度値データ列と、前記既知の基準直定規の真直度値データ列を比較し、両者の差が10nmを超えるときは、検出された真直度値データ列を基準直定規の新たな真直度形状値として記録することを特徴とする、請求項1または請求項2に記載の基準直定規の表面形状測定方法。
【請求項1】
3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、テーブル上に固定された被測定物の真直度を前記アームまたはテーブル直線方向の移動により被測定物の真直度を測定する方法において、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力することを特徴とする、長尺体の表面形状測定方法。
【請求項2】
3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、この第一と第二の変位センサの間に第四変位センサを第一変位センサと第四の変位センサのピッチ距離がp/n(但し、p/nの値は2〜30の整数である。)となる位置に内挿させ、この4本の変位第四の変位センサセンサA,B,C,Dを直列に固定するアーム、または被測定物を固定するテーブルを移動させてテーブル上に固定された被測定物の真直度を測定する方法において、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における被測定物の真直度の測定においては1)前記2本の第一変位センサAおよび第二変位センサBが並ぶ直線延長上先に第二変位センサBとはピッチ間隔pで設けられた第三の変位センサCより検出される出力と前記第一変位センサAの出力と、前記第二変位センサBの出力とを関連づけ、既に得られている前記初期真直度値データ列を測定基準と見做し、その真直度値データ列中の最後に得られた2点の出力値と合成することで前記初期真直度値データ列の延長上かつピッチpだけ離れた点の直度値出力を得、2)この新しく得られた直度値出力をも前記初期真直度値データ列に加えた延長真直度値データ列を新たな測定基準として更に次ぎのピッチpだけ離れた点の直度値出力を前記延長真直度値データ列に加えるピッチング補正を次々に繰り返して測定範囲を広げて延長真直度値データ列を得、3)真直度曲線のピッチ間隔p間のp/n毎の真直度値データは、前記第一変位センサAと前記第四変位センサDによるピッチ間隔p/nの2点法で検出された真直度出力を前記オートコリメータで得られた前記初期真直度値データ列または前記延長真直度値データ列に内挿して測定密度を高めた真直度値データ列とし、4)これら真直度値データ列を真直度曲線として出力することを特徴とする、長尺体の表面形状測定方法。
【請求項3】
予め真直度形状が既知の基準直定規を用い、3本の変位センサA,B,Cをピッチ間隔p毎に直列にアームに固定し、テーブル上に固定された被測定物の真直度を前記アームまたはテーブルの直線方向の移動により被測定物の真直度を測定する方法において、被測定物の真直度形状が既知の範囲の真直度の値を用いて走査運動におけるピッチングと並進を第一と第二の変位センサA,Bで分離測定し、先行する第三変位センサCの出力に含まれるピッチングと並進誤差成分の影響を補正して真直度曲線を出力する方法。
【請求項4】
被測定物を載置可能な直線方向に移動可能なワークテーブル、3本の変位センサA,B,Cをピッチ間隔p毎に直列にツール頭またはアームを介してツール頭に固定した3本の変位センサA,B,C、真直度形状が既知の基準直定規、リニアスケール、入出力手段、測定制御手段、真直度計算手段、記憶手段、および、記録手段を備えることを特徴とする、ワークテーブル上に固定されている被測定物の表面形状測定装置。
【請求項5】
真直度形状が既知の基準直定規の真直度値を複数の変位センサで検出し、検出された真直度真直度値データ列と、前記既知の基準直定規の真直度値データ列を比較し、両者の差が10nmを超えるときは、検出された真直度値データ列を基準直定規の新たな真直度形状値として記録することを特徴とする、請求項1または請求項2に記載の基準直定規の表面形状測定方法。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−224578(P2008−224578A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−66375(P2007−66375)
【出願日】平成19年3月15日(2007.3.15)
【出願人】(391011102)株式会社岡本工作機械製作所 (161)
【出願人】(591238981)
【出願人】(507084062)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月15日(2007.3.15)
【出願人】(391011102)株式会社岡本工作機械製作所 (161)
【出願人】(591238981)
【出願人】(507084062)
【Fターム(参考)】
[ Back to top ]