
長尺物の内面めっき用の補助電極
【課題】屈曲したフィラーパイプにも挿入が容易で、フィラーパイプの内面のめっきを良好に行うことのできる、安価な長尺物の内面めっき用補助電極を提供する。
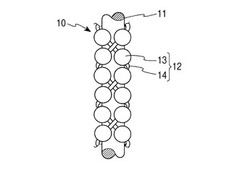
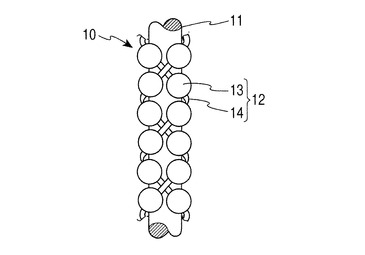
【解決手段】フィラーパイプ20に電気めっきを行うときに、フィラーパイプ20の内部に挿入されて使用される補助電極10において、補助電極10は、線状の可撓性を有する導電体で形成される補助陽極11と補助電極スペーサ12から構成される。補助電極スペーサ12は、非導電性で球状又は楕円球状のスペーサ球状部13と、複数のスペーサ球状部13を、紐状に連結する可撓性のスペーサ連結部14から長尺状に形成される。複数の補助電極スペーサ12が補助陽極11の周囲に巻き付けられるとともに、補助陽極11がフィラーパイプ20の内面に接触しないで、且つ、スペーサ球状部13同士が重なり合わない密度で巻き付けられる。
【解決手段】フィラーパイプ20に電気めっきを行うときに、フィラーパイプ20の内部に挿入されて使用される補助電極10において、補助電極10は、線状の可撓性を有する導電体で形成される補助陽極11と補助電極スペーサ12から構成される。補助電極スペーサ12は、非導電性で球状又は楕円球状のスペーサ球状部13と、複数のスペーサ球状部13を、紐状に連結する可撓性のスペーサ連結部14から長尺状に形成される。複数の補助電極スペーサ12が補助陽極11の周囲に巻き付けられるとともに、補助陽極11がフィラーパイプ20の内面に接触しないで、且つ、スペーサ球状部13同士が重なり合わない密度で巻き付けられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、管状物品の内面に電気めっきを施すために使用される内面めっき用の補助電極に関するものである。特に、屈曲した管状物、例えば自動車のフィラーパイプ等の内面に電気めっきを施すために管状物品の内部に挿入されて使用される内面めっき用の補助電極に関するものである。
【背景技術】
【0002】
従来、金属製の物品に電気めっきを施すには、めっき槽内のめっき液に電極と被めっき物を浸漬して、電極を陽極、被めっき物を陰極にしてその間に通電して、めっき液中のイオン化した金属を被めっき物に析出させめっきを行っていた。
しかしながら、長尺の管状物品の内面側では、電気の流れが悪く、管状物品の内面へのめっき金属の析出状態はよくなかった。
【0003】
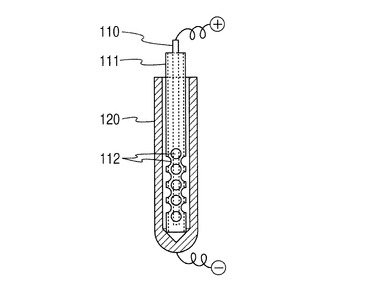
そのため、図8に示すように、中空状の被めっき物120の内部に補助陽極110を挿入し、補助陽極110をスペーサ111でカバーして補助陽極110が被めっき物120に接触しないようにするものがある。スペーサ111は、めっき液が補助陽極110と被めっき物120の内面との間で流通し、電流が流れるように孔112が多数設けられている(例えば、特許文献1参照。)。
【0004】
しかしながら、この場合には、被めっき物120は直線状に形成されたものを対象としており、複雑に屈曲し、内面に突起等を有する被めっき物120は、スペーサ111の孔112やその周囲の突起に引っかかり、補助陽極110とスペーサ111の挿入と、取出しがスムースにできなかった。
【0005】
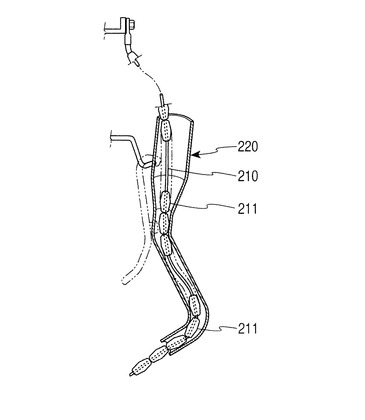
また、図9と図10に示すように、中空状の被めっき物220の内部に補助陽極210を挿入し、補助陽極210を複数個の筒体211でカバーして補助陽極210が被めっき物220に接触しないようにするものがある(例えば、特許文献2参照。)。この補助陽極210は柔軟性を有し、多数の筒体211を隙間なく補助陽極210に被せて、多数の筒体211が相互に曲がることにより、補助陽極210が屈曲可能に形成されている。
【0006】
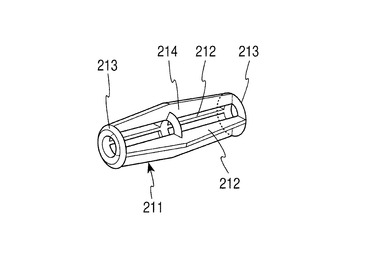
この筒体211は、図9に示すように、4枚の枠板214と、枠板214の間の開口212が周面に形成され、筒体211の両端は板状の端部213が形成され、枠板214を保持している。開口212によりめっき液が補助陽極210に接するように出入することができ、端部213の中心には孔が形成され、孔に補助陽極210が挿入されている。枠板214の先端が中空状の被めっき物220の内面と接触し、補助陽極210を被めっき物220の内部の中心位置に保持している。端部213は、隣接する筒体211の端部213と当接し、筒体211は互いに屈曲可能に補助陽極210に取付けられているため、補助陽極210は、被めっき物220の屈曲に対応して屈曲することができる。
【0007】
しかしながら、この場合には、中空状の被めっき物220の内面との接触面積を減らすためと、補助陽極210付近のめっき液の循環を良くする為に、枠板214の肉厚を薄く形成しているため、枠板214が変形し易い。枠板214が変形すると、筒体211の内部で補助陽極210の位置が所定位置からずれて、被めっき物220の内面のめっきの付き具合いがばらつくことになる。
【0008】
また、枠板214の先端部分は、薄肉で形成されているため、図10に示すように、屈曲した被めっき物220であるフィラーパイプに挿入された場合には、枠板214の先端部分が磨耗しやすく、磨耗した枠板214の粉末がめっき液中に浮遊して、被めっき物220のめっき表面に付着したり、めっき膜に巻き込まれたりして、表面状態に問題が生じることがある。
【0009】
さらに、屈曲した被めっき物220の内面に突起を有する場合には、屈曲部分に位置する筒体211と筒体211の間に隙間が生じて、突起がその隙間に引っかかる場合があり、補助陽極210を被めっき物220の内部に挿入あるいは取り出す作業に手間がかかることとなる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2007−39779号公報
【特許文献2】特許第3081558号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
そのため、本発明は、屈曲した管状物品にも挿入が容易で、管状物品の内面のめっきを良好に行うことのできる、安価な長尺物の内面めっき用の補助電極を提供することを課題とする。
【課題を解決するための手段】
【0012】
上記課題を解決するための請求項1の本発明は、管状物品に電気めっきを行うときに、管状物品の内面に電気めっきを施すために管状物品の内部に挿入されて使用される補助電極において、
補助電極は、線状の可撓性を有する導電体で形成される補助陽極と、補助陽極に巻き付けられる補助電極スペーサから構成され、
補助電極スペーサは、非導電性で球状又は楕円球状のスペーサ球状部と、複数のスペーサ球状部を、間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部から長尺状に形成され
補助電極は、複数の補助電極スペーサが、補助陽極の周囲にスペーサ連結部同士が重なるように巻き付けられるとともに、管状物品の内部に補助電極が挿入されたときに、補助陽極が管状物品の内面に接触しないで、且つスペーサ球状部同士が重なり合わない密度で巻き付けられることを特徴とする長尺物の内面めっき用の補助電極である。
【0013】
請求項1の本発明では、補助電極は、線状の可撓性を有する導電体で形成される補助陽極と、補助陽極に巻き付けられる補助電極スペーサから構成されるため、屈曲部を有する管状物品の内部に挿入して、管状物品の形状に応じて補助電極を沿わせることができ、補助電極スペーサは補助陽極が管状物品の内面に接触することを防止して、管状物品の内面に確実にめっきを施すことができる。
【0014】
補助電極スペーサは、非導電性で球状又は楕円球状のスペーサ球状部を有するため、補助電極が管状物品の内部に挿入されたときに、非導電性で球状又は楕円球状のスペーサ球状部が管状物品の内面に当接して、補助陽極が管状物品の内面に接触することを防止するとともに、球状又は楕円球状の表面が管状物品の内面に対して摺動しやすく、補助電極を管状物品に挿入と引き抜きをする作業が容易である。
【0015】
また、スペーサ球状部は、球状又は楕円球状であるため、エッジ部分がなく、補助電極を管状物品の内部に挿入するときに、スペーサ球状部が管状物品の内面と接触して磨耗することがなく、スペーサ球状部のめっき表面に磨耗したものが付着することがなく、めっき表面を良好にすることができる。スペーサ球状部は、球状又は楕円球状であるため、スペーサ球状部が管状物品の内面と接触する面積が少なく、管状物品の内面のめっき状態を均一にすることができる。スペーサ球状部は、球体であるため、管状物品の内面と接触しても変形しにくく、管状物品の内面に対する補助陽極の位置が変化しないため、管状物品の内面のめっきの付き具合を均一にすることができる。
【0016】
補助電極スペーサは、複数のスペーサ球状部を、間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部から長尺状に形成される。このため、スペーサ球状部が可撓性でなくとも、補助電極スペーサ全体を可撓性にして、補助陽極の外周に長尺状の補助電極スペーサを巻きつけることができ、スペーサ球状部を補助陽極の所定の位置に保持することができる。
【0017】
補助電極は、複数の補助電極スペーサが、補助陽極の周囲にスペーサ連結部同士が重なるように巻き付けられるため、スペーサ連結部同士が網目状に重なり合って、スペーサ球状部がその重なりを乗り越えて移動することがなく、補助電極の挿入時に大きくずれないようにすることができ、スペーサ球状部を所定の間隔で保持して、補助陽極が管状物品の内面に接触しないようにすることができる。
【0018】
管状物品の内部に補助電極が挿入されたときに、補助陽極が管状物品の内面に接触しないで、且つスペーサ球状部同士が重なり合わない密度で巻き付けられる。このため、スペーサ球状部が外方に突出して、補助電極の外形の一部が突出することがなく、補助電極の可撓性を維持して、補助電極を管状物品の内部に挿入しやすくし、補助陽極が管状物品の内面に接触しないようにすることができる。
【0019】
請求項2の本発明は、スペーサ球状部の直径は、スペーサ連結部の直径の2倍よりも大きい長尺物の内面めっき用の補助電極である。
【0020】
請求項2の本発明では、スペーサ球状部の直径は、スペーサ連結部の直径の2倍よりも大きいため、補助電極スペーサを補助陽極に巻きつけたときに、スペーサ連結部同士が重なるが、重なった部分のスペーサ連結部の高さは、スペーサ球状部の高さよりも低くなり、スペーサ連結部が管状物品の内面に接触したり、磨耗したりすることがなく、めっき状態も優れて、スペーサ連結部の耐久性を低下させることがなく、補助電極の挿入性を損なうことがない。
【0021】
請求項3の本発明は、スペーサ球状部は、非導電性の合成樹脂又はセラミックで形成され、スペーサ連結部は非導電性の合成繊維又は合成樹脂で形成され、スペーサ球状部の中心部に形成されたスペーサ球状部孔にスペーサ連結部が嵌挿された長尺物の内面めっき用の補助電極である。
【0022】
請求項3の本発明では、スペーサ球状部は、非導電性の合成樹脂又はセラミックで形成されるため、管状物品の内面に接触しても摩擦が少なく挿入性に優れるとともに、めっき液に浸漬しても腐食することが少なく、耐久性に優れている。
スペーサ連結部は非導電性の合成繊維又は合成樹脂で形成されているため、可撓性に優れ、補助陽極に巻き付けることが容易であり、めっき液に浸漬しても強度が低下することが少なく、耐久性に優れている。
【0023】
スペーサ球状部の中心部に形成されたスペーサ球状部孔にスペーサ連結部が嵌挿されているため、補助電極スペーサを補助陽極に巻き付けたときに、スペーサ連結部同士が重なり網目状に編みこまれるが、スペーサ球状部はこの網目状の範囲でスペーサ連結部に沿って移動することができ、屈曲部を有する管状物品の内部に補助電極を挿入するときや、引き抜くときに、スペーサ球状部の移動によりスペーサ球状部に無理な力が係ることがなく、挿入作業が容易となる。
【0024】
請求項4の本発明は、スペーサ球状部とスペーサ連結部は非導電性の合成樹脂で一体的に形成された長尺物の内面めっき用の補助電極である。
【0025】
請求項4の本発明では、スペーサ球状部とスペーサ連結部は非導電性の合成樹脂で一体的に形成されたため、1回の成形工程で製造でき、製造が容易であり、コストも低下させることができる。
【0026】
請求項5の本発明は、補助陽極は、金属製の多数のワイヤーを編んで形成された長尺物の内面めっき用の補助電極である。
【0027】
請求項5の本発明では、補助陽極は、金属製の多数のワイヤーを編んで形成されたため、可撓性と強度に優れ、管状物品の内部に補助電極を挿入するときに一方の端から挿入して他方の端まで押し込むことが容易である。
【0028】
請求項6の本発明は、楕円球状のスペーサ球状部は、長手方向の断面形状が楕円形又は先端部分が円弧状の山形の形状である長尺物の内面めっき用の補助電極である。
【0029】
請求項6の本発明では、楕円球状のスペーサ球状部は、長手方向の断面形状が楕円形又は先端部分が円弧状の山形の形状であるため、径方向に最も張り出した部分はスムースな円弧形であり、球状又は楕円球状の表面が管状物品の内面に対して摺動しやすく、補助電極を管状物品に挿入と引き抜きをする作業が容易である。また、スペーサ球状部とスペーサ連結部は非導電性の合成樹脂で一体的に形成された場合には、スペーサ球状部とスペーサ連結部の連結部分に角部がなく、屈曲させても応力集中することがないため、耐久性に優れている。
【発明の効果】
【0030】
補助電極スペーサは、非導電性で球状又は楕円球状のスペーサ球状部を有するため、スペーサ球状部が管状物品の内面に当接して、補助陽極が管状物品の内面に接触することを防止するとともに、球状又は楕円球状の表面が管状物品の内面に対して摺動しやすく、補助電極を管状物品に挿入する作業が容易である。
【0031】
補助電極スペーサは、複数のスペーサ球状部を、間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部から長尺状に形成されるため、補助電極スペーサ全体を可撓性にして、スペーサ球状部を所定の位置に保持することができる。
補助電極の外周には、複数の補助電極スペーサが補助陽極の周囲にスペーサ連結部同士が重なるように巻き付けられるため、スペーサ連結部同士が網目状に重なり合って、スペーサ球状部が大きくずれないようにすることができる。
【図面の簡単な説明】
【0032】
【図1】本発明の実施の形態で使用するめっき装置の概念図である。
【図2】本発明の実施の形態で使用するめっきハンガーの側面図である。
【図3】本発明の実施の形態である補助電極を管状物品の内部に使用した状態の断面図である。
【図4】本発明の実施の形態である補助電極の一部拡大平面図である。
【図5】本発明の実施の第1の形態である補助電極の補助電極スペーサの一部拡大平面図である。
【図6】本発明の実施の第2の形態である補助電極の補助電極スペーサの一部拡大平面図である。
【図7】本発明の実施の第3の形態である補助電極の補助電極スペーサの一部拡大平面図である。
【図8】従来の補助電極の使用状態を示す断面図である。
【図9】従来の他の補助電極に使用される筒体の斜視図である。
【図10】従来の他の補助電極の使用状態を示す断面図である。
【発明を実施するための形態】
【0033】
本発明の実施の形態について、管状物品である自動車用のフィラーパイプ20の内面に亜鉛めっきをする場合を例に取り、そのめっきに使用する補助電極10とめっきについて、図1〜図7に基づき説明する。
なお、本発明の補助電極10は、管状物品の内面にめっきをする場合に広く使用することができる。また、亜鉛めっき以外の他のめっきにも使用することができる。
【0034】
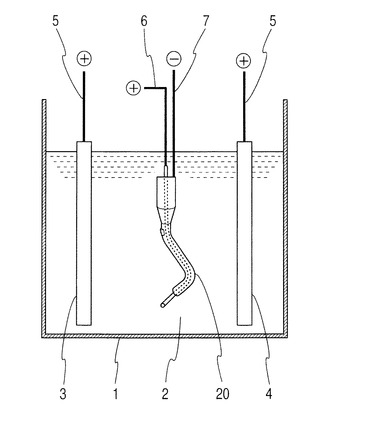
フィラーパイプ20等の管状物品は、図1に示すように行われる。
めっき槽1内にめっき液2が入れられて、めっき液2内には水酸化ナトリウム及びシアン化ナトリウムと亜鉛イオンが含まれている。さらに、めっき槽1内には亜鉛板で形成される陽電極3、4が挿入され、被めっき物であるフィラーパイプ20の内部には補助電極10が挿入されている。補助電極10については後述する。
なお、フィラーパイプ20は、めっき工程の前に、脱脂工程、洗浄工程により表面を清浄にされる。
【0035】
陽電極3、4には、陽極リード線5が取り付けられ、補助電極10には補助陽極リード線6が取り付けられている。フィラーパイプ20には陰極リード線7が取り付けられている。陽極リード線5と補助陽極リード線6はめっき電流の供給装置(図示せず)の陽極に、陰極リード線7はめっき電流の供給装置の陰極に接続されて、供給装置から電流が供給されてめっきが行われる。
【0036】
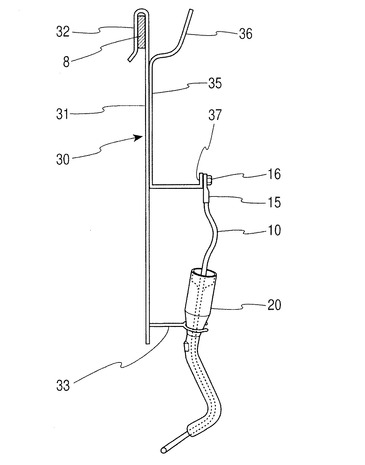
このとき、フィラーパイプ20はめっき槽1内に並んで多数浸漬されて、めっきが行われるが、めっき槽1内のフィラーパイプ20の保持は図2に示すように行われる。
フィラーパイプ20は、めっきハンガー30に取り付けられてめっき槽1内に浸漬される。めっきハンガー30は、陰極板31と陽極板35から構成され、陰極板31と陽極板35は中央付近で相互に絶縁されて接合されている。
【0037】
陰極板31の上方の先端は、断面略U字形に曲げられて陰極板係合部32を形成している。陰極板係合部32は、めっき槽1に設けられた陰極バー8に係合され、めっきハンガー30とフィラーパイプ20は、めっき槽1内に保持される。陰極バー8には供給装置から陰極電流が供給され、めっきハンガー30の陰極板31と電気的に接続される。
【0038】
陰極板31の下方の先端には陰極板保持部33が形成され、管状物品であるフィラーパイプ20が保持される。陰極板保持部33は、フィラーパイプ20を保持するとともに、フィラーパイプ20に陰極電流を供給し、フィラーパイプ20の外周面部と内面(フィラーパイプ内面21)を電気めっきすることができる。
フィラーパイプ20の保持は、開口部を有するリング状に形成された陰極板保持部33に嵌め込んで保持したり、フィラーパイプ20の外面に形成されたブリーザーパイプ等に引っ掛けてもよい。
【0039】
陽極板35の上方の先端は、陽極板接続部36を形成し、陽極板接続部36を介して供給装置から陽極電流が供給される。陽極板35の下方の先端は、陽極板端部37が形成され、陽極板端部37には、後述する補助電極10の先端に形成される補助電極端部15が補助電極止め具16に取りつけられる。これにより、陽極板35から陽電流が補助電極10に供給される。
【0040】
次に、第1の実施の形態の補助電極10とフィラーパイプ20について、図3と図4に基づき説明する。
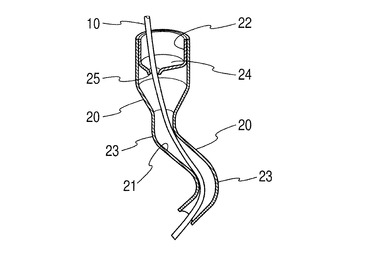
フィラーパイプ20は、図3に示すように、フィラーパイプ内面21の上部に燃料を注入する注入部22が設けられ、下方には自動車の車体の形状に沿って、屈曲部23が2箇所形成されている。屈曲部23の数は、自動車の車体に形状に応じて変化する。注入部22は燃料注入ガン(図示せず)を保持するために内部に張出した注入張出部24が形成され、注入張出部24の中央には注入口25が形成されている。
【0041】
補助電極10は、図4に示すように、線状の可撓性を有する導電体で形成される補助陽極11と、補助陽極11に巻き付けられる補助電極スペーサ12から構成される。
補助陽極11は、ステンレススチール等の金属製の多数のワイヤーを編んで形成される。このため、可撓性と強度に優れ、管状物品であるフィラーパイプ20の内部に補助電極10を挿入するときに注入部22から挿入して、屈曲部23が複数個存在しても、フィラーパイプ20の形状に応じて、フィラーパイプ内面21に沿って、他方の出口端まで押し込むことが容易である。また、めっき液2のアルカリ性にも耐久性を有することができる。
【0042】
補助陽極11は、金属製の多数のワイヤー以外でも、可撓性と導電性を有するものであれば使用することができる。
なお、補助陽極11の上側の先端には、上述したように補助陽極端部15が形成され、補助陽極端部15には、貫通孔が形成され、この貫通孔に補助陽極止め具16が挿入され、陽極板端部37の孔にネジ、クリップ等で取り付けられる。
【0043】
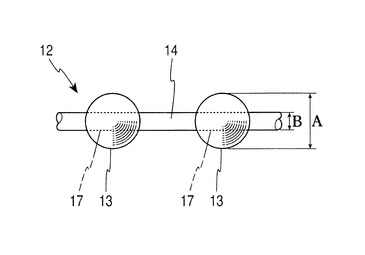
補助電極スペーサ12は、非導電性で球状又は楕円球状のスペーサ球状部13と複数のスペーサ球状部13を、間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部14から長尺状に形成される
このため、スペーサ球状部13が可撓性を有しなくても、補助電極スペーサ12全体を可撓性にすることができ、補助陽極11の外周に長尺状の補助電極スペーサ12を巻きつけることができる。そして、補助電極スペーサ12は、補助陽極11がフィラーパイプ20の内面に接触することを防止して、フィラーパイプ20の内面に確実にめっきを施すことができる。
【0044】
補助電極スペーサ12のスペーサ球状部13は、非導電性で球状又は楕円球状を有する。第1の実施の形態では、図5に示すように、球状のスペーサ球状部13である。スペーサ球状部13は、補助電極10がフィラーパイプ20の内部に挿入されたときに、屈曲部があっても非導電性で球状のスペーサ球状部13がフィラーパイプ内面21に当接して、補助陽極11がフィラーパイプ内面21に接触することを防止することができる。このため、補助電極10により確実にフィラーパイプ内面21の電気めっきをすることができる。
【0045】
また、スペーサ球状部13は、球状又は楕円球状であるため、その表面がスムースであり、補助電極10をフィラーパイプ20の内部に挿入するときに、フィラーパイプ内面21に対して摩擦が少なく、摺動しやすく、補助電極10をフィラーパイプ20に挿入する作業が容易である。
【0046】
また、フィラーパイプ20の内部に注入張出部24があっても、補助電極10を挿入したり、引き抜いたりするときに、スペーサ球状部13が注入張出部24に引っ掛かることがなく、補助電極10の挿入、引き抜きの作業性がよい。
さらに、スペーサ球状部13は、球状又は楕円球状であるため、エッジ部分がなく、フィラーパイプ内面21と接触しても磨耗して削れることがなく、磨耗したものがめっき表面に付着することもない。
【0047】
スペーサ球状部13は、球状又は楕円球状であるため、スペーサ球状部13がフィラーパイプ内面21と接触する面積が少なく、フィラーパイプ内面21のめっき状態を均一にすることができる。さらに、スペーサ球状部13を剛性が高く変形しないものを使用した場合は、フィラーパイプ内面21に対する補助陽極11の位置が変化しないため、フィラーパイプ内面21のめっきの付き具合を均一にすることができる。
【0048】
スペーサ球状部13は、非導電性の合成樹脂又はセラミックで形成されることが好ましい。例えば、合成樹脂では、ポリアセタール、ポリエチレン、ポリプロピレン、ナイロン等を使用することができる。合成樹脂又はセラミックを使用することができるためフィラーパイプ内面21に接触しても摩擦が少なく挿入性に優れるとともに、めっき液2に浸漬しても腐食することが少なく、耐久性に優れている。
【0049】
補助電極スペーサ12のスペーサ球状部13は、図5に示すように、スペーサ球状部13の中心にスペーサ球状部孔17が形成される。スペーサ球状部孔17に紐状のスペーサ連結部14を挿入し、スペーサ球状部13をそれぞれ間隔を置いて長手方向に連続してスペーサ連結部14により紐状に連結する。
【0050】
このため、スペーサ球状部13が可撓性を有しなくても、補助電極スペーサ12全体を可撓性にして、補助陽極11の外周に長尺状の補助電極スペーサ12を巻きつけることができ、スペーサ球状部13を補助陽極11の所定の位置に保持することができる。また、後述するように、スペーサ球状部13が所定の範囲内でスペーサ連結部14に沿ってずれることができる。
【0051】
スペーサ連結部14は、非導電性の合成繊維又は合成樹脂で形成されている。例えば、合成繊維ではナイロン、ポリエステル等を使用することができ、合成樹脂ではポリエチレン、ポリプロピレン等を使用することができる。このため、可撓性に優れ、補助電極スペーサ12を補助陽極11に容易に巻き付けることができ、引張強度が強く、めっき液に浸漬しても強度が低下することが少なく、耐久性に優れている。
上記のように、スペーサ球状部13とスペーサ連結部14を異なる材質のもので製造することができるため、スペーサ球状部13は硬度が大きく、フィラーパイプ内面21をスムースに摺動する材料を、スペーサ連結部14は可撓性に優れた材料を、それぞれに選択することができる。そのため、摺動性と可撓性に優れた補助陽極11を得ることができる。
【0052】
図4に示すように、補助陽極11の外周には、複数の補助電極スペーサ12が、スペーサ連結部14同士が重なるように巻き付けられる第1の実施の形態では、2本の補助電極10が網目状に重なるように巻き付けられて、スペーサ連結部14同士が網目状に重なり合っている。
【0053】
補助電極スペーサ12を補助陽極11に巻き付けた時に、スペーサ連結部14同士が網目状に重なり合っており、スペーサ球状部13がその重なりを乗り越えて移動することがなく、スペーサ球状部13が大きくずれないようにすることができる。そのため、スペーサ球状部13を所定の間隔で保持して、補助陽極11が管状物品の内面に接触しないようにすることができる。
そして、補助電極10をフィラーパイプ20に挿入するときに、スペーサ球状部13がフィラーパイプ内面21と接触しても、スペーサ球状部13を補助陽極11の表面に所定の間隔で保持して、補助陽極11がフィラーパイプ内面21に接触しないようにすることができる。
【0054】
なお、補助陽極11に補助電極スペーサ12を巻き付けるには、フィラーパイプ20の内部に補助電極10が挿入されたときに、補助陽極11がフィラーパイプ内面21に接触しないで、且つスペーサ球状部13同士が重なり合わない密度で巻き付けられる。これによって、スペーサ球状部13同士が重なって、スペーサ球状部13が補助電極10の径方向に突出して、補助電極10の全体の外径を大きくすることがなく、補助電極10の可撓性を維持して、補助電極10をフィラーパイプ内面21の内部に挿入しやすくし、補助陽極11がフィラーパイプ内面21に接触しないようにすることができる。
【0055】
スペーサ球状部13の直径は、スペーサ連結部14の直径の2倍よりも大きくすることが好ましい。この場合は、補助電極スペーサ12を補助陽極11に巻きつけたときに、スペーサ連結部14同士が重なるが、重なった部分のスペーサ連結部14の高さは、スペーサ球状部13の高さよりも低くなり、スペーサ連結部14がフィラーパイプ20の内面に接触して磨耗することがなく、スペーサ連結部14の耐久性を低下させることがなく、補助電極スペーサ12の挿入性を損なうことがない。
【0056】
その大きさは、例えば、スペーサ球状部13はその直径(図5におけるA)が6〜7mm程度であり、スペーサ連結部14の太さ(図5におけるB)は、その直径が2〜3mm程度である。なお、補助陽極11の太さは、その直径が5mm程度である。これにより、補助陽極11に補助電極スペーサ12を巻き付けた補助電極10をフィラーパイプ20に挿入したときに、補助陽極11がフィラーパイプ内面21に接触せず、スペーサ球状部13が接触することができる。さらに、補助陽極11をフィラーパイプ20に挿入したときに、フィラーパイプ内面21と補助電極10との間に充分な隙間を有することができる。
【0057】
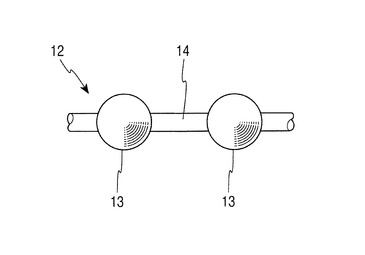
また、図6に示すように、本実施の第2の形態では、補助電極スペーサ12であるスペーサ球状部13とスペーサ連結部14は非導電性の合成樹脂で一体的に形成することができる。この非導電性の合成樹脂は、補助電極スペーサ12を補助陽極11にまきつけることが可能な可撓性を有するとともに、補助電極スペーサ12をフィラーパイプ20に挿入したときに、スペーサ球状部13がフィラーパイプ内面21を容易に摺動可能な強度を有している。この場合は、1回の型成形又は押出成形で形成することができ、製造が容易であり、コストも低下させることができる。
なお、補助電極スペーサ12であるスペーサ球状部13の大きさは、図5に示した実施の形態と同様である。
【0058】
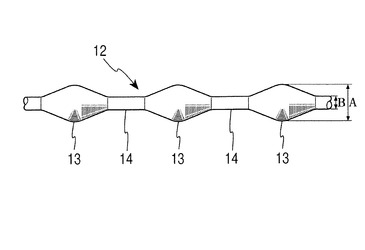
また、図7に示すように、本実施の第3の形態では、補助電極スペーサ12であるスペーサ球状部13の長手方向の断面形状は、楕円形である。この楕円形は、楕円形及び楕円形に近似した、最も径方向に張り出した先端部分が円弧状で裾野部分が略直線状で且つ、スペーサ連結部14との連続部分は滑らかに連続する形状を含むものである。さらに第2の実施の形態と同様に、補助電極スペーサ12であるスペーサ球状部13とスペーサ連結部14は非導電性の合成樹脂で一体的に形成することができる。
【0059】
楕円球状のスペーサ球状部13は、長手方向の断面形状が楕円形、又は先端部分が円弧状の山形の形状である場合には、もっとも張り出した部分はスムースな円弧形であり、引っ掛かるようなエッジがなく、楕円球状の表面が管状物品20の内面に対して摺動しやすく、補助電極10を管状物品20に挿入と、引き抜きをする作業が容易である。
また、スペーサ球状部13とスペーサ連結部14は非導電性の合成樹脂で一体的に形成された場合には、スペーサ球状部13とスペーサ連結部114の連結部分に角部がなく、スムースな連続面を形成することができ、屈曲させても応力集中することがないため、耐久性に優れている。
【0060】
さらに、第2の実施の形態と同様に、非導電性の合成樹脂で形成した場合には、補助電極スペーサ12を補助陽極11に巻き付けることが可能な可撓性を有するとともに、スペーサ球状部13がフィラーパイプ内面21を容易に摺動可能な強度を有している。この場合は、1回の型成形又は押出成形で形成することができ、製造が容易であり、コストも低下させることができる。
なお、補助電極スペーサ12であるスペーサ球状部13の大きさ(図7のA)及びスペーサ連結部14の太さ(図7のB)は、図5に示した第1の実施の形態と同様である。
【符号の説明】
【0061】
1 めっき槽
2 めっき液
10 補助電極
11 補助陽極
12 補助電極スペーサ
13 スペーサ球状部
14 スペーサ連結部
20 フィラーパイプ(管状物品)
21 フィラーパイプ内面
【技術分野】
【0001】
本発明は、管状物品の内面に電気めっきを施すために使用される内面めっき用の補助電極に関するものである。特に、屈曲した管状物、例えば自動車のフィラーパイプ等の内面に電気めっきを施すために管状物品の内部に挿入されて使用される内面めっき用の補助電極に関するものである。
【背景技術】
【0002】
従来、金属製の物品に電気めっきを施すには、めっき槽内のめっき液に電極と被めっき物を浸漬して、電極を陽極、被めっき物を陰極にしてその間に通電して、めっき液中のイオン化した金属を被めっき物に析出させめっきを行っていた。
しかしながら、長尺の管状物品の内面側では、電気の流れが悪く、管状物品の内面へのめっき金属の析出状態はよくなかった。
【0003】
そのため、図8に示すように、中空状の被めっき物120の内部に補助陽極110を挿入し、補助陽極110をスペーサ111でカバーして補助陽極110が被めっき物120に接触しないようにするものがある。スペーサ111は、めっき液が補助陽極110と被めっき物120の内面との間で流通し、電流が流れるように孔112が多数設けられている(例えば、特許文献1参照。)。
【0004】
しかしながら、この場合には、被めっき物120は直線状に形成されたものを対象としており、複雑に屈曲し、内面に突起等を有する被めっき物120は、スペーサ111の孔112やその周囲の突起に引っかかり、補助陽極110とスペーサ111の挿入と、取出しがスムースにできなかった。
【0005】
また、図9と図10に示すように、中空状の被めっき物220の内部に補助陽極210を挿入し、補助陽極210を複数個の筒体211でカバーして補助陽極210が被めっき物220に接触しないようにするものがある(例えば、特許文献2参照。)。この補助陽極210は柔軟性を有し、多数の筒体211を隙間なく補助陽極210に被せて、多数の筒体211が相互に曲がることにより、補助陽極210が屈曲可能に形成されている。
【0006】
この筒体211は、図9に示すように、4枚の枠板214と、枠板214の間の開口212が周面に形成され、筒体211の両端は板状の端部213が形成され、枠板214を保持している。開口212によりめっき液が補助陽極210に接するように出入することができ、端部213の中心には孔が形成され、孔に補助陽極210が挿入されている。枠板214の先端が中空状の被めっき物220の内面と接触し、補助陽極210を被めっき物220の内部の中心位置に保持している。端部213は、隣接する筒体211の端部213と当接し、筒体211は互いに屈曲可能に補助陽極210に取付けられているため、補助陽極210は、被めっき物220の屈曲に対応して屈曲することができる。
【0007】
しかしながら、この場合には、中空状の被めっき物220の内面との接触面積を減らすためと、補助陽極210付近のめっき液の循環を良くする為に、枠板214の肉厚を薄く形成しているため、枠板214が変形し易い。枠板214が変形すると、筒体211の内部で補助陽極210の位置が所定位置からずれて、被めっき物220の内面のめっきの付き具合いがばらつくことになる。
【0008】
また、枠板214の先端部分は、薄肉で形成されているため、図10に示すように、屈曲した被めっき物220であるフィラーパイプに挿入された場合には、枠板214の先端部分が磨耗しやすく、磨耗した枠板214の粉末がめっき液中に浮遊して、被めっき物220のめっき表面に付着したり、めっき膜に巻き込まれたりして、表面状態に問題が生じることがある。
【0009】
さらに、屈曲した被めっき物220の内面に突起を有する場合には、屈曲部分に位置する筒体211と筒体211の間に隙間が生じて、突起がその隙間に引っかかる場合があり、補助陽極210を被めっき物220の内部に挿入あるいは取り出す作業に手間がかかることとなる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2007−39779号公報
【特許文献2】特許第3081558号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
そのため、本発明は、屈曲した管状物品にも挿入が容易で、管状物品の内面のめっきを良好に行うことのできる、安価な長尺物の内面めっき用の補助電極を提供することを課題とする。
【課題を解決するための手段】
【0012】
上記課題を解決するための請求項1の本発明は、管状物品に電気めっきを行うときに、管状物品の内面に電気めっきを施すために管状物品の内部に挿入されて使用される補助電極において、
補助電極は、線状の可撓性を有する導電体で形成される補助陽極と、補助陽極に巻き付けられる補助電極スペーサから構成され、
補助電極スペーサは、非導電性で球状又は楕円球状のスペーサ球状部と、複数のスペーサ球状部を、間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部から長尺状に形成され
補助電極は、複数の補助電極スペーサが、補助陽極の周囲にスペーサ連結部同士が重なるように巻き付けられるとともに、管状物品の内部に補助電極が挿入されたときに、補助陽極が管状物品の内面に接触しないで、且つスペーサ球状部同士が重なり合わない密度で巻き付けられることを特徴とする長尺物の内面めっき用の補助電極である。
【0013】
請求項1の本発明では、補助電極は、線状の可撓性を有する導電体で形成される補助陽極と、補助陽極に巻き付けられる補助電極スペーサから構成されるため、屈曲部を有する管状物品の内部に挿入して、管状物品の形状に応じて補助電極を沿わせることができ、補助電極スペーサは補助陽極が管状物品の内面に接触することを防止して、管状物品の内面に確実にめっきを施すことができる。
【0014】
補助電極スペーサは、非導電性で球状又は楕円球状のスペーサ球状部を有するため、補助電極が管状物品の内部に挿入されたときに、非導電性で球状又は楕円球状のスペーサ球状部が管状物品の内面に当接して、補助陽極が管状物品の内面に接触することを防止するとともに、球状又は楕円球状の表面が管状物品の内面に対して摺動しやすく、補助電極を管状物品に挿入と引き抜きをする作業が容易である。
【0015】
また、スペーサ球状部は、球状又は楕円球状であるため、エッジ部分がなく、補助電極を管状物品の内部に挿入するときに、スペーサ球状部が管状物品の内面と接触して磨耗することがなく、スペーサ球状部のめっき表面に磨耗したものが付着することがなく、めっき表面を良好にすることができる。スペーサ球状部は、球状又は楕円球状であるため、スペーサ球状部が管状物品の内面と接触する面積が少なく、管状物品の内面のめっき状態を均一にすることができる。スペーサ球状部は、球体であるため、管状物品の内面と接触しても変形しにくく、管状物品の内面に対する補助陽極の位置が変化しないため、管状物品の内面のめっきの付き具合を均一にすることができる。
【0016】
補助電極スペーサは、複数のスペーサ球状部を、間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部から長尺状に形成される。このため、スペーサ球状部が可撓性でなくとも、補助電極スペーサ全体を可撓性にして、補助陽極の外周に長尺状の補助電極スペーサを巻きつけることができ、スペーサ球状部を補助陽極の所定の位置に保持することができる。
【0017】
補助電極は、複数の補助電極スペーサが、補助陽極の周囲にスペーサ連結部同士が重なるように巻き付けられるため、スペーサ連結部同士が網目状に重なり合って、スペーサ球状部がその重なりを乗り越えて移動することがなく、補助電極の挿入時に大きくずれないようにすることができ、スペーサ球状部を所定の間隔で保持して、補助陽極が管状物品の内面に接触しないようにすることができる。
【0018】
管状物品の内部に補助電極が挿入されたときに、補助陽極が管状物品の内面に接触しないで、且つスペーサ球状部同士が重なり合わない密度で巻き付けられる。このため、スペーサ球状部が外方に突出して、補助電極の外形の一部が突出することがなく、補助電極の可撓性を維持して、補助電極を管状物品の内部に挿入しやすくし、補助陽極が管状物品の内面に接触しないようにすることができる。
【0019】
請求項2の本発明は、スペーサ球状部の直径は、スペーサ連結部の直径の2倍よりも大きい長尺物の内面めっき用の補助電極である。
【0020】
請求項2の本発明では、スペーサ球状部の直径は、スペーサ連結部の直径の2倍よりも大きいため、補助電極スペーサを補助陽極に巻きつけたときに、スペーサ連結部同士が重なるが、重なった部分のスペーサ連結部の高さは、スペーサ球状部の高さよりも低くなり、スペーサ連結部が管状物品の内面に接触したり、磨耗したりすることがなく、めっき状態も優れて、スペーサ連結部の耐久性を低下させることがなく、補助電極の挿入性を損なうことがない。
【0021】
請求項3の本発明は、スペーサ球状部は、非導電性の合成樹脂又はセラミックで形成され、スペーサ連結部は非導電性の合成繊維又は合成樹脂で形成され、スペーサ球状部の中心部に形成されたスペーサ球状部孔にスペーサ連結部が嵌挿された長尺物の内面めっき用の補助電極である。
【0022】
請求項3の本発明では、スペーサ球状部は、非導電性の合成樹脂又はセラミックで形成されるため、管状物品の内面に接触しても摩擦が少なく挿入性に優れるとともに、めっき液に浸漬しても腐食することが少なく、耐久性に優れている。
スペーサ連結部は非導電性の合成繊維又は合成樹脂で形成されているため、可撓性に優れ、補助陽極に巻き付けることが容易であり、めっき液に浸漬しても強度が低下することが少なく、耐久性に優れている。
【0023】
スペーサ球状部の中心部に形成されたスペーサ球状部孔にスペーサ連結部が嵌挿されているため、補助電極スペーサを補助陽極に巻き付けたときに、スペーサ連結部同士が重なり網目状に編みこまれるが、スペーサ球状部はこの網目状の範囲でスペーサ連結部に沿って移動することができ、屈曲部を有する管状物品の内部に補助電極を挿入するときや、引き抜くときに、スペーサ球状部の移動によりスペーサ球状部に無理な力が係ることがなく、挿入作業が容易となる。
【0024】
請求項4の本発明は、スペーサ球状部とスペーサ連結部は非導電性の合成樹脂で一体的に形成された長尺物の内面めっき用の補助電極である。
【0025】
請求項4の本発明では、スペーサ球状部とスペーサ連結部は非導電性の合成樹脂で一体的に形成されたため、1回の成形工程で製造でき、製造が容易であり、コストも低下させることができる。
【0026】
請求項5の本発明は、補助陽極は、金属製の多数のワイヤーを編んで形成された長尺物の内面めっき用の補助電極である。
【0027】
請求項5の本発明では、補助陽極は、金属製の多数のワイヤーを編んで形成されたため、可撓性と強度に優れ、管状物品の内部に補助電極を挿入するときに一方の端から挿入して他方の端まで押し込むことが容易である。
【0028】
請求項6の本発明は、楕円球状のスペーサ球状部は、長手方向の断面形状が楕円形又は先端部分が円弧状の山形の形状である長尺物の内面めっき用の補助電極である。
【0029】
請求項6の本発明では、楕円球状のスペーサ球状部は、長手方向の断面形状が楕円形又は先端部分が円弧状の山形の形状であるため、径方向に最も張り出した部分はスムースな円弧形であり、球状又は楕円球状の表面が管状物品の内面に対して摺動しやすく、補助電極を管状物品に挿入と引き抜きをする作業が容易である。また、スペーサ球状部とスペーサ連結部は非導電性の合成樹脂で一体的に形成された場合には、スペーサ球状部とスペーサ連結部の連結部分に角部がなく、屈曲させても応力集中することがないため、耐久性に優れている。
【発明の効果】
【0030】
補助電極スペーサは、非導電性で球状又は楕円球状のスペーサ球状部を有するため、スペーサ球状部が管状物品の内面に当接して、補助陽極が管状物品の内面に接触することを防止するとともに、球状又は楕円球状の表面が管状物品の内面に対して摺動しやすく、補助電極を管状物品に挿入する作業が容易である。
【0031】
補助電極スペーサは、複数のスペーサ球状部を、間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部から長尺状に形成されるため、補助電極スペーサ全体を可撓性にして、スペーサ球状部を所定の位置に保持することができる。
補助電極の外周には、複数の補助電極スペーサが補助陽極の周囲にスペーサ連結部同士が重なるように巻き付けられるため、スペーサ連結部同士が網目状に重なり合って、スペーサ球状部が大きくずれないようにすることができる。
【図面の簡単な説明】
【0032】
【図1】本発明の実施の形態で使用するめっき装置の概念図である。
【図2】本発明の実施の形態で使用するめっきハンガーの側面図である。
【図3】本発明の実施の形態である補助電極を管状物品の内部に使用した状態の断面図である。
【図4】本発明の実施の形態である補助電極の一部拡大平面図である。
【図5】本発明の実施の第1の形態である補助電極の補助電極スペーサの一部拡大平面図である。
【図6】本発明の実施の第2の形態である補助電極の補助電極スペーサの一部拡大平面図である。
【図7】本発明の実施の第3の形態である補助電極の補助電極スペーサの一部拡大平面図である。
【図8】従来の補助電極の使用状態を示す断面図である。
【図9】従来の他の補助電極に使用される筒体の斜視図である。
【図10】従来の他の補助電極の使用状態を示す断面図である。
【発明を実施するための形態】
【0033】
本発明の実施の形態について、管状物品である自動車用のフィラーパイプ20の内面に亜鉛めっきをする場合を例に取り、そのめっきに使用する補助電極10とめっきについて、図1〜図7に基づき説明する。
なお、本発明の補助電極10は、管状物品の内面にめっきをする場合に広く使用することができる。また、亜鉛めっき以外の他のめっきにも使用することができる。
【0034】
フィラーパイプ20等の管状物品は、図1に示すように行われる。
めっき槽1内にめっき液2が入れられて、めっき液2内には水酸化ナトリウム及びシアン化ナトリウムと亜鉛イオンが含まれている。さらに、めっき槽1内には亜鉛板で形成される陽電極3、4が挿入され、被めっき物であるフィラーパイプ20の内部には補助電極10が挿入されている。補助電極10については後述する。
なお、フィラーパイプ20は、めっき工程の前に、脱脂工程、洗浄工程により表面を清浄にされる。
【0035】
陽電極3、4には、陽極リード線5が取り付けられ、補助電極10には補助陽極リード線6が取り付けられている。フィラーパイプ20には陰極リード線7が取り付けられている。陽極リード線5と補助陽極リード線6はめっき電流の供給装置(図示せず)の陽極に、陰極リード線7はめっき電流の供給装置の陰極に接続されて、供給装置から電流が供給されてめっきが行われる。
【0036】
このとき、フィラーパイプ20はめっき槽1内に並んで多数浸漬されて、めっきが行われるが、めっき槽1内のフィラーパイプ20の保持は図2に示すように行われる。
フィラーパイプ20は、めっきハンガー30に取り付けられてめっき槽1内に浸漬される。めっきハンガー30は、陰極板31と陽極板35から構成され、陰極板31と陽極板35は中央付近で相互に絶縁されて接合されている。
【0037】
陰極板31の上方の先端は、断面略U字形に曲げられて陰極板係合部32を形成している。陰極板係合部32は、めっき槽1に設けられた陰極バー8に係合され、めっきハンガー30とフィラーパイプ20は、めっき槽1内に保持される。陰極バー8には供給装置から陰極電流が供給され、めっきハンガー30の陰極板31と電気的に接続される。
【0038】
陰極板31の下方の先端には陰極板保持部33が形成され、管状物品であるフィラーパイプ20が保持される。陰極板保持部33は、フィラーパイプ20を保持するとともに、フィラーパイプ20に陰極電流を供給し、フィラーパイプ20の外周面部と内面(フィラーパイプ内面21)を電気めっきすることができる。
フィラーパイプ20の保持は、開口部を有するリング状に形成された陰極板保持部33に嵌め込んで保持したり、フィラーパイプ20の外面に形成されたブリーザーパイプ等に引っ掛けてもよい。
【0039】
陽極板35の上方の先端は、陽極板接続部36を形成し、陽極板接続部36を介して供給装置から陽極電流が供給される。陽極板35の下方の先端は、陽極板端部37が形成され、陽極板端部37には、後述する補助電極10の先端に形成される補助電極端部15が補助電極止め具16に取りつけられる。これにより、陽極板35から陽電流が補助電極10に供給される。
【0040】
次に、第1の実施の形態の補助電極10とフィラーパイプ20について、図3と図4に基づき説明する。
フィラーパイプ20は、図3に示すように、フィラーパイプ内面21の上部に燃料を注入する注入部22が設けられ、下方には自動車の車体の形状に沿って、屈曲部23が2箇所形成されている。屈曲部23の数は、自動車の車体に形状に応じて変化する。注入部22は燃料注入ガン(図示せず)を保持するために内部に張出した注入張出部24が形成され、注入張出部24の中央には注入口25が形成されている。
【0041】
補助電極10は、図4に示すように、線状の可撓性を有する導電体で形成される補助陽極11と、補助陽極11に巻き付けられる補助電極スペーサ12から構成される。
補助陽極11は、ステンレススチール等の金属製の多数のワイヤーを編んで形成される。このため、可撓性と強度に優れ、管状物品であるフィラーパイプ20の内部に補助電極10を挿入するときに注入部22から挿入して、屈曲部23が複数個存在しても、フィラーパイプ20の形状に応じて、フィラーパイプ内面21に沿って、他方の出口端まで押し込むことが容易である。また、めっき液2のアルカリ性にも耐久性を有することができる。
【0042】
補助陽極11は、金属製の多数のワイヤー以外でも、可撓性と導電性を有するものであれば使用することができる。
なお、補助陽極11の上側の先端には、上述したように補助陽極端部15が形成され、補助陽極端部15には、貫通孔が形成され、この貫通孔に補助陽極止め具16が挿入され、陽極板端部37の孔にネジ、クリップ等で取り付けられる。
【0043】
補助電極スペーサ12は、非導電性で球状又は楕円球状のスペーサ球状部13と複数のスペーサ球状部13を、間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部14から長尺状に形成される
このため、スペーサ球状部13が可撓性を有しなくても、補助電極スペーサ12全体を可撓性にすることができ、補助陽極11の外周に長尺状の補助電極スペーサ12を巻きつけることができる。そして、補助電極スペーサ12は、補助陽極11がフィラーパイプ20の内面に接触することを防止して、フィラーパイプ20の内面に確実にめっきを施すことができる。
【0044】
補助電極スペーサ12のスペーサ球状部13は、非導電性で球状又は楕円球状を有する。第1の実施の形態では、図5に示すように、球状のスペーサ球状部13である。スペーサ球状部13は、補助電極10がフィラーパイプ20の内部に挿入されたときに、屈曲部があっても非導電性で球状のスペーサ球状部13がフィラーパイプ内面21に当接して、補助陽極11がフィラーパイプ内面21に接触することを防止することができる。このため、補助電極10により確実にフィラーパイプ内面21の電気めっきをすることができる。
【0045】
また、スペーサ球状部13は、球状又は楕円球状であるため、その表面がスムースであり、補助電極10をフィラーパイプ20の内部に挿入するときに、フィラーパイプ内面21に対して摩擦が少なく、摺動しやすく、補助電極10をフィラーパイプ20に挿入する作業が容易である。
【0046】
また、フィラーパイプ20の内部に注入張出部24があっても、補助電極10を挿入したり、引き抜いたりするときに、スペーサ球状部13が注入張出部24に引っ掛かることがなく、補助電極10の挿入、引き抜きの作業性がよい。
さらに、スペーサ球状部13は、球状又は楕円球状であるため、エッジ部分がなく、フィラーパイプ内面21と接触しても磨耗して削れることがなく、磨耗したものがめっき表面に付着することもない。
【0047】
スペーサ球状部13は、球状又は楕円球状であるため、スペーサ球状部13がフィラーパイプ内面21と接触する面積が少なく、フィラーパイプ内面21のめっき状態を均一にすることができる。さらに、スペーサ球状部13を剛性が高く変形しないものを使用した場合は、フィラーパイプ内面21に対する補助陽極11の位置が変化しないため、フィラーパイプ内面21のめっきの付き具合を均一にすることができる。
【0048】
スペーサ球状部13は、非導電性の合成樹脂又はセラミックで形成されることが好ましい。例えば、合成樹脂では、ポリアセタール、ポリエチレン、ポリプロピレン、ナイロン等を使用することができる。合成樹脂又はセラミックを使用することができるためフィラーパイプ内面21に接触しても摩擦が少なく挿入性に優れるとともに、めっき液2に浸漬しても腐食することが少なく、耐久性に優れている。
【0049】
補助電極スペーサ12のスペーサ球状部13は、図5に示すように、スペーサ球状部13の中心にスペーサ球状部孔17が形成される。スペーサ球状部孔17に紐状のスペーサ連結部14を挿入し、スペーサ球状部13をそれぞれ間隔を置いて長手方向に連続してスペーサ連結部14により紐状に連結する。
【0050】
このため、スペーサ球状部13が可撓性を有しなくても、補助電極スペーサ12全体を可撓性にして、補助陽極11の外周に長尺状の補助電極スペーサ12を巻きつけることができ、スペーサ球状部13を補助陽極11の所定の位置に保持することができる。また、後述するように、スペーサ球状部13が所定の範囲内でスペーサ連結部14に沿ってずれることができる。
【0051】
スペーサ連結部14は、非導電性の合成繊維又は合成樹脂で形成されている。例えば、合成繊維ではナイロン、ポリエステル等を使用することができ、合成樹脂ではポリエチレン、ポリプロピレン等を使用することができる。このため、可撓性に優れ、補助電極スペーサ12を補助陽極11に容易に巻き付けることができ、引張強度が強く、めっき液に浸漬しても強度が低下することが少なく、耐久性に優れている。
上記のように、スペーサ球状部13とスペーサ連結部14を異なる材質のもので製造することができるため、スペーサ球状部13は硬度が大きく、フィラーパイプ内面21をスムースに摺動する材料を、スペーサ連結部14は可撓性に優れた材料を、それぞれに選択することができる。そのため、摺動性と可撓性に優れた補助陽極11を得ることができる。
【0052】
図4に示すように、補助陽極11の外周には、複数の補助電極スペーサ12が、スペーサ連結部14同士が重なるように巻き付けられる第1の実施の形態では、2本の補助電極10が網目状に重なるように巻き付けられて、スペーサ連結部14同士が網目状に重なり合っている。
【0053】
補助電極スペーサ12を補助陽極11に巻き付けた時に、スペーサ連結部14同士が網目状に重なり合っており、スペーサ球状部13がその重なりを乗り越えて移動することがなく、スペーサ球状部13が大きくずれないようにすることができる。そのため、スペーサ球状部13を所定の間隔で保持して、補助陽極11が管状物品の内面に接触しないようにすることができる。
そして、補助電極10をフィラーパイプ20に挿入するときに、スペーサ球状部13がフィラーパイプ内面21と接触しても、スペーサ球状部13を補助陽極11の表面に所定の間隔で保持して、補助陽極11がフィラーパイプ内面21に接触しないようにすることができる。
【0054】
なお、補助陽極11に補助電極スペーサ12を巻き付けるには、フィラーパイプ20の内部に補助電極10が挿入されたときに、補助陽極11がフィラーパイプ内面21に接触しないで、且つスペーサ球状部13同士が重なり合わない密度で巻き付けられる。これによって、スペーサ球状部13同士が重なって、スペーサ球状部13が補助電極10の径方向に突出して、補助電極10の全体の外径を大きくすることがなく、補助電極10の可撓性を維持して、補助電極10をフィラーパイプ内面21の内部に挿入しやすくし、補助陽極11がフィラーパイプ内面21に接触しないようにすることができる。
【0055】
スペーサ球状部13の直径は、スペーサ連結部14の直径の2倍よりも大きくすることが好ましい。この場合は、補助電極スペーサ12を補助陽極11に巻きつけたときに、スペーサ連結部14同士が重なるが、重なった部分のスペーサ連結部14の高さは、スペーサ球状部13の高さよりも低くなり、スペーサ連結部14がフィラーパイプ20の内面に接触して磨耗することがなく、スペーサ連結部14の耐久性を低下させることがなく、補助電極スペーサ12の挿入性を損なうことがない。
【0056】
その大きさは、例えば、スペーサ球状部13はその直径(図5におけるA)が6〜7mm程度であり、スペーサ連結部14の太さ(図5におけるB)は、その直径が2〜3mm程度である。なお、補助陽極11の太さは、その直径が5mm程度である。これにより、補助陽極11に補助電極スペーサ12を巻き付けた補助電極10をフィラーパイプ20に挿入したときに、補助陽極11がフィラーパイプ内面21に接触せず、スペーサ球状部13が接触することができる。さらに、補助陽極11をフィラーパイプ20に挿入したときに、フィラーパイプ内面21と補助電極10との間に充分な隙間を有することができる。
【0057】
また、図6に示すように、本実施の第2の形態では、補助電極スペーサ12であるスペーサ球状部13とスペーサ連結部14は非導電性の合成樹脂で一体的に形成することができる。この非導電性の合成樹脂は、補助電極スペーサ12を補助陽極11にまきつけることが可能な可撓性を有するとともに、補助電極スペーサ12をフィラーパイプ20に挿入したときに、スペーサ球状部13がフィラーパイプ内面21を容易に摺動可能な強度を有している。この場合は、1回の型成形又は押出成形で形成することができ、製造が容易であり、コストも低下させることができる。
なお、補助電極スペーサ12であるスペーサ球状部13の大きさは、図5に示した実施の形態と同様である。
【0058】
また、図7に示すように、本実施の第3の形態では、補助電極スペーサ12であるスペーサ球状部13の長手方向の断面形状は、楕円形である。この楕円形は、楕円形及び楕円形に近似した、最も径方向に張り出した先端部分が円弧状で裾野部分が略直線状で且つ、スペーサ連結部14との連続部分は滑らかに連続する形状を含むものである。さらに第2の実施の形態と同様に、補助電極スペーサ12であるスペーサ球状部13とスペーサ連結部14は非導電性の合成樹脂で一体的に形成することができる。
【0059】
楕円球状のスペーサ球状部13は、長手方向の断面形状が楕円形、又は先端部分が円弧状の山形の形状である場合には、もっとも張り出した部分はスムースな円弧形であり、引っ掛かるようなエッジがなく、楕円球状の表面が管状物品20の内面に対して摺動しやすく、補助電極10を管状物品20に挿入と、引き抜きをする作業が容易である。
また、スペーサ球状部13とスペーサ連結部14は非導電性の合成樹脂で一体的に形成された場合には、スペーサ球状部13とスペーサ連結部114の連結部分に角部がなく、スムースな連続面を形成することができ、屈曲させても応力集中することがないため、耐久性に優れている。
【0060】
さらに、第2の実施の形態と同様に、非導電性の合成樹脂で形成した場合には、補助電極スペーサ12を補助陽極11に巻き付けることが可能な可撓性を有するとともに、スペーサ球状部13がフィラーパイプ内面21を容易に摺動可能な強度を有している。この場合は、1回の型成形又は押出成形で形成することができ、製造が容易であり、コストも低下させることができる。
なお、補助電極スペーサ12であるスペーサ球状部13の大きさ(図7のA)及びスペーサ連結部14の太さ(図7のB)は、図5に示した第1の実施の形態と同様である。
【符号の説明】
【0061】
1 めっき槽
2 めっき液
10 補助電極
11 補助陽極
12 補助電極スペーサ
13 スペーサ球状部
14 スペーサ連結部
20 フィラーパイプ(管状物品)
21 フィラーパイプ内面
【特許請求の範囲】
【請求項1】
管状物品に電気めっきを行うときに、該管状物品の内面に電気めっきを施すために上記管状物品の内部に挿入されて使用される補助電極において、
該補助電極は、線状の可撓性を有する導電体で形成される補助陽極と、該補助陽極に巻き付けられる補助電極スペーサから構成され、
該補助電極スペーサは、非導電性で球状又は楕円球状のスペーサ球状部と、複数の該スペーサ球状部を間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部から長尺状に形成され、
上記補助電極は、複数の上記補助電極スペーサが、上記補助陽極の周囲に上記スペーサ連結部同士が重なるように巻き付けられるとともに、上記管状物品の内部に上記補助電極が挿入されたときに、上記補助陽極が上記管状物品の内面に接触しないで、且つ上記スペーサ球状部同士が重なり合わない密度で巻き付けられることを特徴とする長尺物の内面めっき用の補助電極。
【請求項2】
上記スペーサ球状部の直径は、上記スペーサ連結部の直径の2倍よりも大きい請求項1に記載の長尺物の内面めっき用の補助電極。
【請求項3】
上記スペーサ球状部は、非導電性の合成樹脂又はセラミックで形成され、上記スペーサ連結部は非導電性の合成繊維又は合成樹脂で形成され、上記スペーサ球状部の中心部に形成されたスペーサ球状部孔に上記スペーサ連結部が嵌挿され、上記スペーサ球状部を間隔を置いて連結した請求項1又は請求項2に記載の長尺物の内面めっき用の補助電極。
【請求項4】
上記スペーサ球状部と上記スペーサ連結部は非導電性の合成樹脂で一体的に形成された請求項1又は請求項2に記載の長尺物の内面めっき用の補助電極。
【請求項5】
上記補助陽極は、金属製の多数のワイヤーを編んで形成された請求項1乃至請求項4のいずれか1項に記載の長尺物の内面めっき用の補助電極。
【請求項6】
上記楕円球状のスペーサ球状部は、長手方向の断面形状が楕円形、又は先端部分が円弧状の山形の形状である請求項1乃至請求項4のいずれか1項に記載の長尺物の内面めっき用の補助電極。
【請求項1】
管状物品に電気めっきを行うときに、該管状物品の内面に電気めっきを施すために上記管状物品の内部に挿入されて使用される補助電極において、
該補助電極は、線状の可撓性を有する導電体で形成される補助陽極と、該補助陽極に巻き付けられる補助電極スペーサから構成され、
該補助電極スペーサは、非導電性で球状又は楕円球状のスペーサ球状部と、複数の該スペーサ球状部を間隔を置いて長手方向に連続して紐状に連結する可撓性のスペーサ連結部から長尺状に形成され、
上記補助電極は、複数の上記補助電極スペーサが、上記補助陽極の周囲に上記スペーサ連結部同士が重なるように巻き付けられるとともに、上記管状物品の内部に上記補助電極が挿入されたときに、上記補助陽極が上記管状物品の内面に接触しないで、且つ上記スペーサ球状部同士が重なり合わない密度で巻き付けられることを特徴とする長尺物の内面めっき用の補助電極。
【請求項2】
上記スペーサ球状部の直径は、上記スペーサ連結部の直径の2倍よりも大きい請求項1に記載の長尺物の内面めっき用の補助電極。
【請求項3】
上記スペーサ球状部は、非導電性の合成樹脂又はセラミックで形成され、上記スペーサ連結部は非導電性の合成繊維又は合成樹脂で形成され、上記スペーサ球状部の中心部に形成されたスペーサ球状部孔に上記スペーサ連結部が嵌挿され、上記スペーサ球状部を間隔を置いて連結した請求項1又は請求項2に記載の長尺物の内面めっき用の補助電極。
【請求項4】
上記スペーサ球状部と上記スペーサ連結部は非導電性の合成樹脂で一体的に形成された請求項1又は請求項2に記載の長尺物の内面めっき用の補助電極。
【請求項5】
上記補助陽極は、金属製の多数のワイヤーを編んで形成された請求項1乃至請求項4のいずれか1項に記載の長尺物の内面めっき用の補助電極。
【請求項6】
上記楕円球状のスペーサ球状部は、長手方向の断面形状が楕円形、又は先端部分が円弧状の山形の形状である請求項1乃至請求項4のいずれか1項に記載の長尺物の内面めっき用の補助電極。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−236500(P2011−236500A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2011−86289(P2011−86289)
【出願日】平成23年4月8日(2011.4.8)
【出願人】(308039414)株式会社FTS (60)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成23年4月8日(2011.4.8)
【出願人】(308039414)株式会社FTS (60)
【Fターム(参考)】
[ Back to top ]