
長尺物の処理方法

【課題】繊維織物やフィルム、シート、金属箔、特に、ポリイミド系樹脂溶液を金属箔に直接塗布、初期乾燥した金属箔積層体を熱処理することで、カールがなく寸法精度等の特性に優れる金属箔積層体を歩留まり良く、効率的に製造する方法、又、寸法安定性、吸湿特性等の性能に優れる長尺物の処理方法を提供する。
【解決手段】金属箔にポリイミド系樹脂溶液を連続的に塗布、初期乾燥して得られた金属積層体を熱処理するに際し、長尺物の片面、及び/又は両面に、該長尺物とは別の長尺物を重ね合わせたまま連続搬送させ、熱処理することにより、カールがなく寸法安定性に優れる金属箔積層体を歩留まり良く製造できる。
【解決手段】金属箔にポリイミド系樹脂溶液を連続的に塗布、初期乾燥して得られた金属積層体を熱処理するに際し、長尺物の片面、及び/又は両面に、該長尺物とは別の長尺物を重ね合わせたまま連続搬送させ、熱処理することにより、カールがなく寸法安定性に優れる金属箔積層体を歩留まり良く製造できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は長尺物の処理方法に関し、更に詳しくは、フィルム、繊維織物、シート、及び金属箔等の長尺物を水や有機溶剤溶液で含浸またはコーティング加工した後の長尺物の乾燥及び/又は熱処理を歩留まり良く、効率的に行う方法に関する。又、寸法安定性、吸湿特性等の性能に優れる長尺物の処理方法に関する。
【背景技術】
【0002】
従来より、繊維織物やフィルム、シート、金属箔などの長尺物を水や有機溶剤溶液で含浸またはコーティング加工した後の乾燥や熱処理は、通常一定長さの加熱ゾーンを一定速度で連続的に通すことによって行われている。しかし、この方法では、溶剤の沸点が高かったりする場合、乾燥、あるいは熱処理時にカール(反り)が発生しやすく、又、更に、塗布厚が厚いと、歩留まり良く、効率的に乾燥することは困難であった。特に、長尺物として、金属箔にポリイミド系樹脂溶液、及び/又は、その前駆体を塗布・初期乾燥した金属箔積層体を熱処理する場合、カールが大きく、生産性良く製造することは困難であり、効率的な乾燥も困難であった。又、カールが大きく、外観や寸法安定性など、生産品そのものの特性も好ましくなく、単に乾燥しただけでは、吸湿特性、接着強度、及びその信頼性(加熱処理後の接着強度など)といった特性に劣るという欠点があった。
【0003】
これらの問題を解決する為に、これまで、円筒状ドラムに巻き付け熱処理するなどの方法が検討されているが、いずれの文献においても、実質的には、生産性の高い方式ではなく、又、必ずしもカールの抑制も十分ではなかった。
【0004】
【特許文献1】特開昭57−50670号公報
【特許文献2】特開昭60−15728号公報
【特許文献3】特開昭55−75289号公報
【特許文献4】特開昭61−307789号公報
【特許文献5】特開平5−50547号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
以上の様な背景技術より、本発明の目的は、繊維織物やフィルム、シート、金属箔、特に、ポリイミド系樹脂溶液を金属箔に直接塗布、初期乾燥した金属箔積層体を熱処理することで、カールがなく寸法精度等の特性に優れる金属箔積層体を歩留まり良く、効率的に製造しようとするものである。
【課題を解決するための手段】
【0006】
本発明者らは、上記目的を達成するべく鋭意研究した結果、金属箔にポリイミド系樹脂溶液を連続的に塗布、初期乾燥して得られた金属積層体を熱処理するに際し、長尺物の片面、又は両面に、構成物質として該長尺物とは異なる長尺物を重ね合わせたまま連続搬送させ、熱処理することにより、カールがなく寸法安定性に優れる金属箔積層体を歩留まり良く製造できることを見出し、本発明に到った。
即ち、本発明は以下の様な構成からなる。
(1) 長尺物の片面又は両面に、構成物質として該長尺物とは異なる長尺物を重ね合わせたまま連続搬送させ、熱処理することを特徴とする長尺物の処理方法。
(2)熱処理が、遠赤外加熱方式であることを特徴とする(1)記載の長尺物処理方法。
(3) 搬送が千鳥搬送方式であることを特徴とする(1)又は(2)記載の長尺物処理方法。
(4) 長尺物が金属箔にポリイミド系樹脂溶液又は/及びその前駆体を塗布・初期乾燥した金属箔積層体であることを特徴とする(1)〜(3)いずれか記載の長尺物処理方法。
(5)該長尺物とは異なる長尺物が、セルロース、ガラス、カーボン、アラミドから作られる織布若しくは不織布などのシート、又は/及びポリイミド、ポリアミドイミドのフィルム若しくは金属メッシュであることを特徴とする(1)〜(4)いずれか記載の長尺物処理方法。
(6)該長尺物とは異なる長尺物が、アラミド不織布又は/及びポリイミドフィルムであることを特徴とする(1)〜(5)いずれか記載の長尺物処理方法。
(7)(1)〜(6)いずれか記載の長尺物処理方法により得られた長尺物
【発明の効果】
【0007】
上述したように、本発明の長尺物は、長尺物の片面又は両面に、構成物質として該長尺物とは異なる長尺物を重ね合わせたまま連続搬送させ、熱処理することにより、カールがなく寸法安定性、吸湿特性等に優れる製品を歩留まり良く製造できるため、工業的に有用である。
【発明を実施するための最良の形態】
【0008】
本発明に適用される長尺物としては、例えば、各種高分子からなるフィルムやシート、各種金属からなる箔やロール状で加工できる薄い板等があげられ、前記長尺物の処理としては、乾燥、熟成、硬化等の熱処理や、放電処理、電磁波処理等、様々な処理に適用できる。特に好ましい適用例は、金属箔にポリイミド系樹脂溶液、及び/又はその前駆体を塗布・初期乾燥した金属箔積層体を熱処理、乾燥する場合である。
【0009】
前記金属箔積層体を製造する為に用いる金属箔としては、銅箔、アルミニウム箔、スチール箔、及びニッケル箔などを使用することができ、これらを複合した複合金属箔や亜鉛やクロム化合物など他の金属で処理した金属箔についても用いることができる。金属箔の厚みについては特に限定はないが、1から50μm、好ましくは3から35μm、より好ましくは、3から18μmの金属箔を好適に用いることができる。金属箔の厚みが1μm未満では、搬送時の歩留まりが低下し、又、50μmより厚い場合には、長尺物としての巻きだし、巻き取り性に劣り、歩留まりが低下する。
用いるポリイミド系樹脂としては、金属箔と同等の熱膨張係数を有し、耐熱性に優れるものであれば基本的にはどのような樹脂を用いてもよいが、好ましくは芳香族ポリイミドや芳香族ポリアミドイミドである。樹脂の厚みは、特に限定はないが、例えば、1から200μm、好ましくは、5から75μm、より好ましくは、8から35μmである。樹脂の厚みが、200μmより厚い場合には、銅箔同様、長尺物としての巻きだし、巻き取り性に劣り、歩留まりが低下する。1μm未満では、製造上、何ら支障はないが、実質的に、金属箔積層体の使用用途、例えば、プリント配線基板等としては使用が困難になる。
幅に限定はなく、市販銅箔をそのまま、例えば、250mm幅から1080mm幅のものが使用できる。
【0010】
芳香族ポリイミドや芳香族ポリアミドイミドの製造は通常の方法で合成することができ、たとえば、イソシアネート法、酸クロリド法、低温溶液重合法、室温溶液重合法などである。
【0011】
芳香族ポリイミドに用いる原料としては、以下に示す様なものがあげられる。酸成分としては、ピロメリット酸、ベンゾフェノン−3、3’、4、4’−テトラカルボン酸、ビフエニル−3,3’、4、’ーテトラカルボン酸、ジフェニルスルホン3、3’、4、4’−テトラカルボン酸、ジフェニルエーテル−3,3’、4、4’−テトラカルボン酸、ナフタレン−2、3、6、7ーテトラカルボン酸、,ナフタレン−1、2、4、5−テトラカルボン酸、ナフタレン−1、4、5、8−テトラカルボン酸などの一無水物、二無水物、エステル化物などが単独、或いは、2種以上の混合物として用いることができる。また、アミン成分としてはP−フェニレンジアミン、m−フェニレンジアミン、3、4’−ジアミノジフェニルエーテル、4、4’−ジアミノジフェニルエーテル、4、4’−ジアミノジフェニルスルホン、3、3’−ジアミノジフェニルスルホン、3、4’−ジアミノビフエニル、3、3’−ジアミノビフエニル、3,3’−ジアミノベンズアニリド、4,4’−ジアミノベンズアニリド、4、4’−ジアミノベンゾフエノン、3、3’−ジアミノベンゾフエノン、3、4’−ジアミノベンゾフエノン、2、6−トリレンジアミン、2、4−トリレンジアミン、4、4’−ジアミノジフェニルスルフィド、3、3’−ジアミノジフェニルスルフィド、4、4’−ジアミノジフェニルプロパン、3、3’−ジアミノジフェニルプロパン、4、4’−ジアミノジフェニルヘキサフルオロプロパン、3、3’−ジアミノジフェニルヘキサフルオロプロパン、3、3’−ジアミノジフェニルメタン、4、4’−ジアミノジフェニルメタン、4、4’−ジアミノジフェニルヘキサフルオロイソプロピリデン、P−キシレンジアミン、m−キシレンジアミン、1,4−ナフタレンジアミン、1,5−ナフタレンジアミン、2,6−ナフタレンジアミン、2,7−ナフタレンジアミン、O−トリジン、2、2’−ビス(4−アミノフェニル)プロパン、2、2’−ビス(4−アミノフェニル)ヘキサフルオロプロパン、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,4−ビス(4−アミノフェノキシ)ベンゼン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、ビス[4−(4−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]プロパン、ビス[4−(3−アミノフェノキシ)フェニル]ヘキサフルオロプロパン、4,4’−ビス(4−アミノフェノキシ)ビフェニル、4,4’−ビス(3−アミノフェノキシ)ビフェニル、2、2−ビス[4−(4−アミノフェノキシ)フエニル]ヘキサフルオロプロパン、或いはこれらに対応するジイソシアネートなどの単独或いは2種以上の混合物を用いることができる。また、これら酸成分、アミン成分の組み合わせで別途重合した樹脂を混合して使用することもできる。
【0012】
芳香族ポリアミドイミドに用いる原料としては、酸成分としてトリメリット酸無水物、ジフエニルエーテル−3、3’、4’−トリカルボン酸無水物、ジフエニルスルホン−3、3’、4’−トリカルボン酸無水物、ベンゾフェノン−3、3’、4’−トリカルボン酸無水物、ナフタレン、1,2、4−トリカルボン酸無水物などのトリカルボン酸無水物類が単独或いは混合物として、アミン成分としてはポリイミド同様のジアミン、或いはジイソシアネートの単独、或いは混合物があげられる。また、これら酸成分、アミン成分の組み合わせで別途重合した樹脂を混合して使用することもできる。また、上記酸成分の他に、芳香族ポリイミドに用いる原料として例示した酸成分を使用しても良い。
【0013】
特に好ましいポリイミド系樹脂は有機溶剤に可溶な芳香族ポリイミド、芳香族ポリアミドイミドで、より好ましくは下記一般式(1)又は(2)で示される構造単位を含有する芳香族ポリアミドイミドである。
構造単位中、一般式(1)の好ましい含有量は、5モル%から99モル%、より好ましくは、20モル%から90モル%、更に好ましくは、40モル%から70モル%である。一般式(1)の含有量が、5モル%未満では、金属積層体のカール(反り)や寸法精度に劣り、99モル%より多いと、有機溶剤の溶解性に乏しくなる為、溶液での加工性が悪くなる。
一つの好ましい構造単位は、酸成分として、無水トリメリット酸(TMA)、3、3、‘、4、4’―ベンゾフェノンテトラカルボン酸二無水物(BTDA)、3、3、‘、4、4’―ビフェニルテトラカルボン酸二無水物(BPDA)を、アミン成分として、O−トリジン(或いはジイソシアネート)を用い、酸成分の構成比が、TMA/BTDA/BPDA=80〜50モル/5〜20モル/20〜40モルのポリアミドイミド樹脂である。
又、一般式(2)の好ましい含有量は、1モル%から99モル%、より好ましくは、10モル%から90モル%、更に好ましくは、20モル%から80モル%である。一般式(2)の含有量が1モル%未満では、金属積層体のカール(反り)や寸法精度に劣り、99モル%より多いと、有機溶剤の溶解性に乏しくなる為、溶液での加工性に乏しくなる。一つの好ましい構造単位は、酸成分として、無水トリメリット酸(TMA)、3、3、‘、4、4’―ベンゾフェノンテトラカルボン酸二無水物(BTDA)、3、3、‘、4、4’―ビフェニルテトラカルボン酸二無水物(BPDA)、ピロメリット酸無水物(PMA)をアミン成分として、1、5―ナフタレンジアミン(或いはジイソシアネート)を用い、酸成分の構成比が、TMA/BTDA/BPDA/PMA=10〜40モル/20〜50モル/10〜30モル/5〜15モルのポリアミドイミド樹脂である。当然、これらは、混合して使用することもできる。
【0014】
【化1】

(式中、R5、R6は同じであっても異なっていてもよく、それぞれ、水素もしくは炭素数1〜4のアルキル基を示す。)
【0015】
【化2】
【0016】
前記ポリイミド系樹脂溶液の溶媒としては、N−メチル−2ーピロリドン、N、N’−ジメチルホルムアミド、N、N’−ジメチルアセトアミド、1、3−ジメチル−2−イミダゾリジノン、テトラメチルウレア、スルホラン、ジメチルスルホオキシド、γ−ブチロラクトン、シクロヘキサノン、シクロペンタノンなどで、好ましくはN−メチル−2−ピロリドンある。また、これらの一部をトルエン、キシレンなどの炭化水素系有機溶剤、ジグライム、トリグライム、テトラヒドロフラン、などのエーテル系有機溶剤、メチルエチルケトン、メチルイソブチルケトンなどのケトン系有機溶剤で置き換えることも可能である。
【0017】
前記ポリイミド系樹脂の分子量は、任意のものを使用することができる。例えば、N−メチル−2−ピロリドン中、ポリマー濃度0.5g/dl、30℃での対数粘度にして0.3から2.5dl/gであることが好ましく、より好ましくは1.0〜2.0dl/gである。対数粘度が0.3dl/g未満では折り曲げ性や基材の端裂抵抗などの機械的特性が不十分であり、また、2.5dl/gより大きいと接着強度が不足し、又、溶液粘度が高くなるため、成型加工が困難となる。数平均分子量では、通常5000から100000程度、分子量分布は2.0〜5.0程度であることが好ましい。
【0018】
また、本発明で用いる芳香族ポリイミド、芳香族ポリアミドイミドにおいて耐熱性や熱膨張係数を損なわない範囲で、酸成分としてアジピン酸、アゼライン酸、セバシン酸、シクロヘキサン−4,4,’−ジカルボン酸、ブタン−1,2,4−トリカルボン酸、ブタン−1,2,3,4−テトラカルボン酸、シクロペンタン−1,2、3,4−テトラカルボン酸などの脂肪族や脂環族のジカルボン酸、ポリカルボン酸、及びこれらの一無水物や二無水物、エステル化物などを、又、アミン成分として、テトラメチレンジアミン、ヘキサメチレンジアミン、イソホロンジアミン、4、4’−ジシクロヘキシルメタンジアミン、シクロヘキサン−1,4−ジアミン、ジアミノシロキサンなどの脂肪族や脂環族ジアミン或いはこれらに対応するジイソシアネートを単独あるいは2種以上の混合物として用いても良い。また、これら酸成分、アミン成分の組み合わせで別途重合した樹脂を混合して使用することもできる。
【0019】
また、本発明においては、金属箔積層体の諸特性、たとえば、機械的特性、電気的特性、滑り性、難燃性などを改良する目的で他の樹脂や有機化合物、及び無機化合物を混合させたり、あるいは反応させて併用してもよい。たとえば、滑剤(シリカ、タルク、シリコーン等)、接着促進剤、難燃剤(リン系やトリアジン系、水酸化アルミ等)、安定剤(酸化防止剤、紫外線吸収剤、重合禁止剤等)、メッキ活性化剤、有機や無機の充填剤(タルク、酸化チタン、フッ素系ポリマー微粒子、顔料、染料、炭化カルシウム等)、その他、シリコーン化合物、フッ素化合物、イソシアネート化合物、ブロックイソシアネート化合物、アクリル樹脂、ウレタン樹脂、ポリエステル樹脂、ポリアミド樹脂、エポキシ樹脂、フェノール樹脂のような樹脂や有機化合物、或いはこれらの硬化剤、酸化珪素、酸化チタン、炭酸カルシウム、酸化鉄などの無機化合物をこの発明の目的を阻害しない範囲で併用することができる。
【0020】
(初期乾燥工程)
本発明において、金属箔に耐熱性樹脂溶液を塗布、初期乾燥した後、更に、熱処理・乾燥(以下、熱処理・脱溶剤工程)して、金属箔積層体を製造することが好ましく、初期乾燥後の残存溶剤量に限定はないが、例えば1重量%〜50重量%、好ましくは、10重量%〜40重量%、更に好ましくは、15重量%〜30重量%の積層体を適用できる。初期乾燥後の残存溶剤率が1重量%未満では、後の熱処理・脱溶剤工程後でもカール(反り)が大きく、寸法精度が悪くなる。又、50重量%より多いと、樹脂塗工面がブロッキングする為、長尺物としての歩留まりが悪くなる。残存溶剤量とは塗布、初期乾燥後の溶剤を含んだ樹脂系中の溶剤量をさし、数式(2)で表されるものである。
【0021】
初期乾燥は、耐熱性樹脂溶液に使用する溶媒の沸点より70℃から130℃低い温度で行うことが好ましい。乾燥温度が(溶媒の沸点−70)℃より高いと、残存溶剤量が1重量%以上にしても、樹脂層の厚み方向での残溶剤のムラが大きくなり、特に樹脂表層の残溶剤量が少なくなるため、後の熱処理・脱溶剤工程で、基材にカールが発生しやすく生産性が低下する。又、(溶媒の沸点−130)℃より低いと乾燥時間が長くなり、生産性が低下する。
初期乾燥の好ましい時間は、設定する温度、樹脂厚により異なるが、例えば樹脂厚が25μm(熱処理・脱溶剤工程後の厚み)の場合で、温度が100℃であれば、1分から10分、好ましくは、3分から7分、更に好ましくは、4分から5分である。又、温度が70℃であれば、3分から15分、好ましくは、5分から10分、更に好ましくは、4分から8分である。各温度において、乾燥時間が下限未満の場合、乾燥性が不十分であり、ブロッキングなどにより歩留まりが低下する。又、上限より長い場合、後の熱処理・脱溶剤工程後でもカール(反り)が大きく、寸法精度が悪くなる。
【0022】
初期乾燥方式はロールサポート方式やフローティング方式など、従来公知の方法で行うことができる。また、塗工方法としては、特に限定されるものではなく、従来からよく知られている方法を適用させることができる。ロールコーター、ナイフコーター、ドクターブレードコーター、グラビアコーター、ダイコーター、多層ダイコーター、リバースコーター、リバースロールコーターなどにより、塗工液の粘度を調整後、金属箔に直接塗布することができる。適性な溶液粘度としては、25℃でのB型粘度で1から1000ポイズの範囲であることが好ましい。樹脂溶液の濃度は、樹脂の分子量にもよるが、通常、5〜30重量%が好ましく、より好ましくは、10〜20重量%である。
塗工幅に限定はなく、使用する銅箔の幅に合わせて設定できる。例えば、250mm〜1000mmである。
【0023】
(熱処理・脱溶剤工程)
本発明においては、長尺物の片面、又は両面に、構成物質として該長尺物とは異なる別の長尺物を重ね合わせたまま連続搬送させ、熱処理する際に、重ね合わせる長尺物の素材は熱処理・脱溶剤温度で収縮や軟化、溶融などによって変形しないものを選択すればよい。好ましくは、セルロース、ガラス、カーボン、アラミドなどから作られる織布若しくは不織布などのシート、ポリイミド、ポリアミドイミド等のエンプラフィルム若しくは金属メッシュ等である。また、ポリエーテルケトン、ポリパラフェニレンエーテル等のエンプラフィルムも好適に使用することができる。厚みは好ましくは、5μm以上であり、更に好ましくは10μm以上、より好ましくは20μm以上である。上限は、1000μm以下、好ましくは500μm以下、より好ましくは、100μm以下である。5μm未満では、特に残溶剤量が高いとカールの発生が大きく生産性が低下する傾向にあり、1000μmより厚い場合には、搬送性、長尺物の巻き出し、巻き取り性が悪く、生産性が低下する。なお、金属メッシュの場合、メッシュの大きさ等について特に限定はない。
本発明においては、構成物質として該長尺物とは異なる別の長尺物を重ね合わせる方法としては特に限定はないが、例えば、図―1に示す様に、送り出しのロールから該長尺物とは異なる別の長尺物を送り出し、ニップロールを経由して、長尺物に重ね合わせる方法が効率的であり、又、処理後、巻き取る場合も、図―1に示す様に、処理炉をでた後、別々の巻き取りロールで巻き取る方法が効率的である。図―1は片面に該長尺物とは異なる長尺物を重ね合わせるための図であるが、両面に重ね合わせる場合も同様にして重ね合わせることができる。
又、特に、熱処理する長尺物が金属箔にポリイミド系樹脂溶液及び/又はその前駆体を塗布・初期乾燥した金属箔積層体の場合には、塗布面に重ね合わせる長尺物の素材は、セルロース、ガラス、カーボン、アラミドなどから作られる織布や不織布などのシートが好ましく、反対の金属箔側には、ポリイミドフィルム等のエンプラフィルムや銅箔、ステンレス箔等の金属箔が好ましい。なお、長尺物の片面に、該長尺物と異なる長尺物を重ねあわせる場合は、少なくとも塗布面側に重ね合わせることが好ましい。
厚みは、前記と同様であるが、反対の金属箔側に配置する長尺物としては、下限が、好ましくは5μm以上、更に好ましくは20μm以上、より好ましくは30μm以上であり、上限は、500μm以下、好ましくは100μm以下、より好ましくは、100μm以下である。下限が5μm未満では、カールの発生が大きく生産性が低下する。又、上限が500μmより厚いと、搬送性、巻きだし、巻取り性が悪く生産性が低下する。
構成物質として該長尺物とは異なる長尺物は、金属箔にポリイミド系樹脂溶液及び/又はその前駆体を塗布・初期乾燥させた後に、重ね合わせることが好ましい。
【0024】
本発明において熱処理・脱溶剤時の雰囲気は減圧下及び/又は不活性ガス雰囲気中で行うことが好ましい。空気中で行うと樹脂層が劣化、或いは過度に架橋し、基材のカールが大きくなったり、樹脂層の機械的特性が損なわれる。また、N−メチル−2−ピロリドンなどの溶剤が所定量残っている状態で空気中や酸素が存在する雰囲気で熱処理すると、樹脂層の機械的特性のみではなく、樹脂層と金属箔との接着性が低下する。好ましくは10mmHg程度以下の減圧下、或いは、1000ppm以下の不活性ガス雰囲気中である。より好ましくは、5mmHg程度以下の減圧下、或いは、100ppm以下の不活性ガス雰囲気中である。更に好ましくは、2mmHg程度以下の減圧下、或いは、50ppm以下の不活性ガス雰囲気中である。10mmHgの減圧下、或いは、1000ppmの不活性雰囲気下より高い場合には、樹脂層が劣化し、カールが大きくなる。
【0025】
本発明において、熱処理・脱溶剤時の温度や時間の条件は、長尺物の種類により、任意に設定できる。温度は、金属積層体樹脂面の表面温度で50℃から450℃までの処理が適しており、搬送速度は、1m/分〜100m/分程度まで、処理時間に応じて、適時変更できる。好ましい適用範囲は、200℃〜400℃、より好ましくは、250℃〜350℃で、任意の速度に設定して処理することができる。温度が、450℃を超えると窒素雰囲気下でも樹脂が劣化する傾向にあり、例えば、金属箔にポリイミド系樹脂溶液及び/又はその前駆体を塗布・初期乾燥した金属箔積層体の場合、積層体の特性、特にカール、寸法精度等が悪くなる。50℃未満では、乾燥効率が悪く生産性が低下する。
好ましい処理時間は、厳密には、積層する樹脂厚み、及び、温度により異なるが、例えば、0.5分〜100分、より好ましくは3分〜40分、更に好ましくは、5分〜30分である。熱処理時間が0.5分未満では、乾燥性が悪く、又、カール(反り)、熱寸法精度、吸湿特性、及び、接着強度、及びその信頼性が低下する。熱処理時間が、100分より長い場合には、樹脂の熱分解等の影響で、基材フィルム層の機械的特性が低下する。
本発明で加熱の方式は、遠赤外線ヒーターを用いることが好ましい。遠赤外線ヒーターの種類としては、特に限定はなく、電気式や、蒸気、熱媒油を熱源とするスチーム式、オイル式、ガスの燃焼熱を熱源とするガス式などが使用できる。波長域は、特に限定はなく、遠赤外域(5μm〜1000μm)の範囲であるが、近赤外線及び/又は、赤外線との併用も好ましい。特に、乾燥効率、寸法精度等の観点から、近赤外線(例えば、2μmから20μm)との併用での処理も好ましい。又、乾燥炉としては、従来公知の熱風循環式の加熱路、電気炉、IRヒーター、真空路等を併用しても構わない。
ヒーターから加熱体(重ね合わせる長尺物)までの距離(照射距離)は、特に限定はなく、金属積層体の表面温度が前記の温度になれば良い。例えば、5mm〜1000mmである。ヒーター位置は金属積層体の上面及び/又は下面のいずれでも構わない。又、電力も特に限定はなく、通常は、1000〜10kwである。
なお、使用する樹脂がポリイミドの場合、イミド化処理が必要となる場合があるが、特に、加熱方法がかわる訳ではない。初期乾燥後、前述の内容で熱処理・脱溶剤することで、ポリイミド化できる。但し、ポリイミド前駆体の場合、閉環体(可溶性ポリイミドやポリアミドイミド)に比べ、熱分解し易く、熱寸法精度、耐熱性という観点から、遠赤外線での処理を行う前段階で、熱風循環式の加熱炉や、電気炉、IRヒーター等で加熱処理することが好ましい。
【0026】
本発明において、金属箔に積層する基材樹脂は、2層以上の積層構成とすることもできる。樹脂組成物としては、芳香族ポリイミド、芳香族ポリアミドイミド等が好ましく、より好ましくは、一般式(1)又は一般式(2)の繰り返し単位を含むポリアミドイミドであるが、例えば、金属箔に接する1層目を一般式(2)を含む組成物とし、更に、その上に積層する2層目を一般式(2)を含む組成物とすることもできる。
各一般式構造単位中、好ましい含有量は、一般式(1)の場合、5モル%から99モル%、より好ましくは、20モル%から90モル%、更に好ましくは、40モル%から70モル%である。一般式(1)の含有量が、5モル%未満では、金属積層体のカール(反り)や寸法精度に劣り、99モル%より多いと、有機溶剤の溶解性に乏しくなる為、溶液での加工性が悪くなる。一つの好ましい構造単位は、酸成分として、無水トリメリット酸(TMA)、3、3、‘、4、4’―ベンゾフェノンテトラカルボン酸二無水物(BTDA)、3、3、‘、4、4’―ビフェニルテトラカルボン酸二無水物(BPDA)を、アミン成分として、O−トリジン(或いはジイソシアネート)を用い、酸成分の構成比が、TMA/BTDA/BPDA=80〜50モル/5〜20モル/20〜40モルのポリアミドイミド樹脂である。
又、一般式(2)の好ましい含有量は、1モル%から99モル%、より好ましくは、10モル%から90モル%、更に好ましくは、20モル%から80モル%である。一般式(2)の含有量が1モル%未満では、金属積層体のカール(反り)や寸法精度に劣り、99モル%より多い場合では、有機溶剤の溶解性に乏しくなる為、溶液での加工性が悪くなる。一つの好ましい構造単位は、酸成分として、無水トリメリット酸(TMA)、3、3、‘、4、4’―ベンゾフェノンテトラカルボン酸二無水物(BTDA)、3、3、‘、4、4’―ビフェニルテトラカルボン酸二無水物(BPDA)、ピロメリット酸無水物(PMA)を、アミン成分として、1、5―ナフタレンジアミン(或いはジイソシアネート)を用い、酸成分の構成比が、TMA/BTDA/BPDA/PMA=10〜40モル/20〜50モル/10〜20モル/5〜15モルのポリアミドイミド樹脂である。
当然、これらは、混合して使用することもできる。
一般式(1)の繰り返し単位を含むポリアミドイミド樹脂層と一般式(2)の繰り返し単位を含むポリアミドイミド樹脂層の厚み比は、好ましくは、一般式(1)/一般式(2)=1〜100μm/1μm〜100μm、好ましくは、一般式(1)/一般式(2)=10〜50μm/5μm〜50μm、更に好ましくは、一般式(1)/一般式(2)=20〜30μm/10μm〜30μm、である。一般式(2)の厚みが1μm未満では、接着強度、及びその信頼性が低下し、100μmより厚い場合では、吸湿特性が悪くなる。又、一般式(1)の厚みが、1μm未満では、吸湿特性、寸法精度が低下し、100μmより厚い場合では、カール(反り)という面で不利になる。
また、例えば、金属箔に接する1層目を一般式(1)を含む組成物とし、更に、その上に積層する2層目を一般式(2)を含む組成物とすることもできる。
【0027】
2層以上を積層する方法としては、第1層目を塗工し、初期乾燥後、第2層目を塗工、初期乾燥、熱処理・脱溶剤して製造できる。又、第1層目を塗工し、初期乾燥、熱処理・脱溶剤した後に、第2層目を塗工し、初期乾燥、熱処理・脱溶剤して製造することもできる。更に、第1層目を塗工した後に、第2層目を塗工し、或いは、第1層目と第2層目を同時塗工し、初期乾燥、熱処理・脱溶剤して製造することもできる。
【0028】
本発明において、加熱方式として、遠赤外方式の加熱炉での熱処理、乾燥する方式の場合は、特に、乾燥効率が高く、又、乾燥速度や、厚み方向での乾燥効率も一定とすることができる。又、例えば、金属箔積層体の場合、残存溶剤率、カール、寸法変化率の他、接着強度、塗布した樹脂の機械的特性、吸湿特性などの物理的特性などに関して、均一で良好なものを得ることができる。特に、本願の長尺物が金属箔にポリイミド系樹脂溶液、及び/又はその前駆体を塗布・初期乾燥した金属箔積層体の場合、接着強度やその信頼性、吸湿特性などの特性が、通常の一般的な乾燥方式、乾燥条件で得られるものに比べ、大幅に改良される。
【0029】
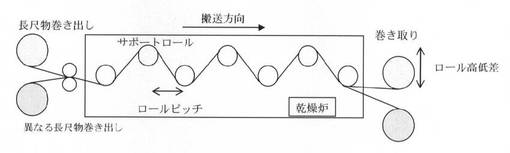
本発明において熱処理・脱溶剤時の長尺物の搬送方式は、ロールtoロール方式の連続搬送が好ましく、ロールサポート方式、フローティング方式等従来公知の方式を適用できるが、特に好ましい方式は、千鳥搬送方式である。なお、ロールサポート方式とは、長尺物の上面のみ又は下面のみに、ロールが接触させるような形で搬送させる方式のことである。千鳥搬送方式とは、図―1に示す様に、一定間隔に配置されたサポートロール間を、図―1のごとく、千鳥状に、長尺物の上面、下面が、互い違いにロールに接触させて搬送させる方式である。千鳥搬送方式により、TD方向(長手と垂直方向)に、より定長に長尺物を搬送することができ、TD方向のカール(反り)、寸法精度を低減することができる。
好ましいロールピッチは50mm以上、10000mm以下、より好ましくは、100mm以上5000mm以下、更に好ましくは、200mm以上1000mm以下で良好な傾向にあるが特に限定はない。ロールピッチが10000mmより大きい場合には、長尺物によっては、カールが大きくなり、50mm未満では搬送性に劣り、生産性が低下する傾向にある。又、カールも大きくなる。ロール間の高低差も特に限定はないが、0mm以上10000mm以下、好ましくは、10mm以上5000mm以下、より好ましくは、100mm以上1000mm以下で良好な傾向にあるが、特に限定はない。10000mm以上では、長尺物の種類によってはカールが大きくなり、生産性が低下する傾向にある。ロール直径の好ましい範囲は、厳密にはピッチにより異なるが、φ5mm〜φ500mm、より好ましくは、φ10mm〜φ100mm、更に好ましくは、φ20mm〜φ60mmである。φ5mm未満では、ロールピッチをかなり狭くしないとカール(反り)性に劣り、又、φ500mmより大きい場合では、設備が大きくなり、実質的に本発明の目的である生産性、効率性とは趣旨が異なってくる。又、ロールの材質も特に限定はないが、より熱膨張の少ないSUS等が使用できる。
【実施例】
【0030】
以下、実施例により、この発明をさらに詳しく説明する。なお、本発明は実施例により、特に制限されるものではない。各実施例における特性値の評価方法は以下の通りである。
【0031】
対数粘度
ポリマー濃度が0.5g/dlとなるようにN−メチル−2−ピロリドンに溶解し、その溶液の溶液粘度及び溶媒粘度を30℃で、ウベローゼ型の粘度管により測定して、下記の式で計算した。
【0032】
【数1】
【0033】
ガラス転移点、熱膨張係数
TMA(熱機械分析/理学(株)製)引張荷重法により本発明の金属積層体の金属箔をエッチング除去した樹脂フィルム層のガラス転移点を以下の条件で測定した。なおフィルムは、窒素中、昇温速度10℃/分で、一旦、250℃まで昇温し、その後室温まで冷却したフィルムについて測定を行った。熱膨張係数は100℃から200℃までの平均値とした。
荷重:1g
サンプルサイズ:4(幅)×20(長さ)mm
昇温速度:10℃/分
雰囲気:窒素
【0034】
残存溶剤率
JIS K5400により、250℃×1hrの乾燥条件で以下の式より計算した。
【0035】
【数2】
【0036】
基板のカール
25℃、65%RHにて24時間調湿したサンプル(サンプルサイズ100mm×100mm)について、金属張積層板のカールの反り率をJIS C6481より求めた。
【0037】
半田耐熱
金属張積層板の金属箔をエッチング加工し、幅1mmの回路パターン(回路間幅5mmで複数パターン)を作成したサンプルを40℃、85%(湿度)で5hr調湿しフラックス洗浄した後、280℃、30秒で半田付けを行い、顕微鏡で剥がれや膨れの有無を観察した。○は剥がれや膨れのないこと、×は剥がれや膨れが発生したことを示す。
【0038】
寸法変化率
IPC−FC241でB法(エッチング前後)、C法(150℃×30分熱処理前後)で、MD方向、TD方向について測定した。
【0039】
[吸湿率]
長さ及び幅が50±1mmの樹脂フィルムを以下の方法で測定した。(尚、サンプルの切断面が粗い場合は、JIS R 6252に規定のP240以上の研磨紙で平滑に仕上げた)。測定には5枚の試料を用いた。
(1)50±2℃に保った恒温槽中で試料を24時間放置する。
(2)試料が互いに接触しない様に、25℃、90%RHの条件で24時間静置する(試料表面の塵は羽毛又は毛筆で払う)。
(3)試料を秤量瓶に移し変え蓋で素早く密栓し、デシケータ中室温で1時間程度放置する。
(4)秤量瓶と試料の合計重量を測定し(W1とする)、次にそこから試料を素早く取り出して秤量瓶のみの重量(W0)を測定する。(もしくは、秤量瓶のみをデシケータ中に1時間以上放置しあらかじめその重量(W0)を測定しておく)
(5)秤量瓶の中の試料を、100±5℃に保った恒温機中で1時間乾燥する。
(6)試料を秤量瓶に移し変え蓋で素早く密栓し、デシケータ中室温で1時間程度放置する。
(7)秤量瓶と試料の合計重量を測定し(W3とする)、次にそこから素早く試料を取り出して秤量瓶のみの重量(W4)を測定する。(もしくは、秤量瓶のみをデシケータ中に1時間以上放置しあらかじめその重量(W4)を測定しておく)
(8)次の式によって吸湿率WA(%)を算出する。
WA=[{(W1−W0)−(W3−W4)}/(W1−W0)]×100
【0040】
合成例1 樹脂Aの合成
反応容器に無水トリメリット酸153.7g(80モル%)、3、3’、4、4’−ベンゾフェノンテトラカルボン酸二無水物40.3g(12.5モル%)、3、3’、4、4’−ビフェニルテトラカルボン酸二無水物22.1g(7.5モル%)、O−トリジンジイソシアネート264.3g(100モル%)、ジアザビシクロウンデセン1.0g、及びN−メチルー2―ピロリドン(純度99.9%)2500gを加え、窒素気流下、100℃まで昇温し、100℃で5時間反応させた。次いで、N−メチルー2―ピロリドン1031g(ポリマー濃度10重量%)を加え、室温まで冷却した。得られたポリマーの対数粘度は、1.4であり、25℃での溶液粘度(B型粘度計にて10回転で測定)は250ポイズであった。
【0041】
合成例2 樹脂Bの合成
反応容器に無水トリメリット酸38.4g(20モル%)、3、3’、4、4’−ベンゾフェノンテトラカルボン酸二無水物128.9g(40モル%)、3、3’、4、4’−ビフェニルテトラカルボン酸二無水物58.8g(20モル%)、ピロメリット酸二無水物21.8g(10モル%)、1,5−ナフタレンジイソシアネート210.2g(100モル%)、ジアザビシクロウンデセン1.5g、及び、N−メチル−2−ピロリドン2500gを加え、100℃まで1hrで昇温し、さらに100℃で5hr反応させた。次いで、NMP840g(ポリマー濃度10重量%)を加え、室温まで冷却した。得られたポリマーの対数粘度は、1.2であり、25℃での溶液粘度(B型粘度粘度計にて10回転で測定)は180ポイズであった。
【0042】
合成例3 樹脂Cの合成
反応容器に無水トリメリット酸115.3g(60モル%)、3、3’、4、4’−ベンゾフェノンテトラカルボン酸二無水物32.2g(10モル%)、3、3’、4、4’−ビフェニルテトラカルボン酸二無水物88.3g(30モル%)、O−トリジンジイソシアネート264.3g(100モル%)、ジアザビシクロウンデセン1.0g、及びN−メチルー2―ピロリドン(純度99.9%)2500gを加え、窒素気流下、100℃まで昇温し、100℃で5時間反応させた。次いで、N−メチルー2―ピロリドン1200g(ポリマー濃度10重量%)を加え、室温まで冷却した。得られたポリマーの対数粘度は、1.6であり、25℃での溶液粘度(B型粘度計にて10回転で測定)は330ポイズであった。
【0043】
合成例4 樹脂Dの合成
反応容器にp−フェニレンジアミン43g(50モル%)、N−メチル−2−ピロリドン3200g、4,4’−ジアミノジフェニルエーテル80g(50モル%)を加え、5℃まで冷却後、攪拌し溶解した。次いで、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物236g(三菱化学(株)製)を除々に加え、5℃で2時間反応させた(ポリマー濃度10%)。次いで、2−ヒドロキシピリジン1g(モノマーに対し2モル%;ナカライテスク(株)製)を加え1時間反応させた。得られた重合ドープは淡黄褐色透明でポリマーはNMPに溶解していた。対数粘度は1.9dl/gであった。
【0044】
実施例1
合成例1、2で得られた樹脂溶液をそれぞれ、厚み18μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが25μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図―1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。
遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mm、N2流量500L/分、酸素濃度100ppmとし、加熱炉内の温度は300℃(金属積層体表面温度)、搬送速度は乾燥時間が10分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0045】
実施例2
合成例1、2で得られた樹脂溶液を、それぞれ厚み18μm、巾540mmの電解銅箔(古河サーキットフォイル(株)製F2−WS)の処理面にダイコーターを用いて、脱溶剤後の厚みが25μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが130μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、5mil;カレンダー加工されたアラミドペーパー)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mm、N2流量500L/分、酸素濃度は100ppmとし、加熱炉内の温度は300℃(金属積層体表面温度)、搬送速度は乾燥時間が10分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0046】
実施例3
合成例1,2で得られた樹脂溶液を、それぞれ厚み18μm、巾540mmの電解銅箔(古河サーキットフォイル(株)製FT0−WS)の処理面にダイコーターを用いて、脱溶剤後の厚みが35μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、3m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は29重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが180μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、7mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ35μmのステンレス箔を重ね合わせ、熱風循環方式の加熱炉内に配置された、図1に示す様な、のロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。加熱炉内の温度は300℃(金属積層体表面温度)とし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0047】
実施例4
合成例2(樹脂B)で得られた樹脂溶液を厚み12μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
次いで、更に、合成例1(樹脂A)で得られた樹脂溶液を、上記積層体の塗工面に、ダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングし、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mm)、N2流量500L/分、酸素濃度は100ppmとし、加熱炉内の温度は300℃(金属積層体表面温度)、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0048】
実施例5
合成例1,2で得られた樹脂溶液を、それぞれ厚み18μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが25μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図―1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mmのロール上をロールサポート方式で搬送)を搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mmとし、加熱炉内の温度は300℃(金属積層体表面温度)、N2流量500L/分、酸素濃度100ppm、搬送速度は乾燥時間が10分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0049】
実施例6
合成例2(樹脂B)で得られた樹脂溶液を厚み12μm、巾540mmの電解銅箔(古河サーキットホイル(株)製U−WZ)の処理面にダイコーターを用いて、脱溶剤後の厚みが10μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ、巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
次いで、更に、合成例3(樹脂C)で得られた樹脂溶液を、上記積層体の塗工面に、ダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングし、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mmのロール上をロールサポート方式で搬送)を搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mmとし、加熱炉内の温度は300℃(金属積層体表面温度)、N2流量500L/分、酸素濃度は100ppmとし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0050】
実施例7
合成例2(樹脂B)で得られた樹脂溶液を厚み12μm、巾540mmの電解銅箔(古河サーキットホイル(株)製U−WZ)の処理面にダイコーターを用いて、脱溶剤後の厚みが10μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ、巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
次いで、更に、合成例3(樹脂C)で得られた樹脂溶液を、上記積層体の塗工面に、ダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングし、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mmとし、加熱炉内の温度は300℃(金属積層体表面温度)、N2流量500L/分、酸素濃度は100ppmとし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0051】
実施例8
合成例4で得られた樹脂溶液を厚み18μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが25μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図―1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mmのロール上をロールサポート方式で搬送)を搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mmとし、加熱炉内の温度は300℃(金属積層体表面温度)、及び350℃(金属積層体表面温度)で、搬送速度が乾燥時間で各15分になるようにした。N2流量500L/分、酸素濃度100ppmとした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0052】
比較例1
合成例1で得られた樹脂溶液を厚み18μm、巾540mmの電解銅箔(古河サーキットフォイル(株)製F0−WS)の処理面にダイコーターを用いて、脱溶剤後の厚みが30μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は32重量%であった。
このようにして得られた長尺物を、熱風循環方式の加熱炉内に配置された、図1に示す様な、のロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。加熱炉内の温度は300℃(金属積層体表面温度)とし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体はロール上でブロッキング現象(痕)がみられ、又、カールが激しく、両端が折れた状態になっており、著しく品位に欠けるものであった。
【0053】
比較例2
合成例1で得られた樹脂溶液を厚み18μm、巾540mmの電解銅箔(古河サーキットフォイル(株)製F0−WS)の処理面にダイコーターを用いて、脱溶剤後の厚みが30μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は32重量%であった。
このようにして得られた長尺物を、熱風循環方式の加熱炉内に配置された、図1に示す様な、のロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。ロールには予め実施例で用いたものと同じアラミド不織布を巻きつけておいた。加熱炉内の温度は300℃(金属積層体表面温度)とし、搬送速度は乾燥時間が15分になるようにしたが、得られた金属張積層体はロール上のアラミド不織布段差に由来する段痕がみられ、又、金属長積層体の両端も一部折れた状態になっており、品位に欠けるものであった。
【0054】
比較例3
合成例1で得られた樹脂溶液を厚み18μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は23重量%であった。
このようにして得られた長尺物を、熱風循環方式の加熱炉内に配置された、図1に示す様に、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mmのロール上をロールサポート方式で搬送)を搬送させた。加熱炉内の温度は300℃(金属積層体表面温度)とし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0055】
【表1】
【産業上の利用可能性】
【0056】
本発明は長尺物の処理方法に関し、更に詳しくは、フィルム、繊維織物、シート、及び金属箔等の長尺物を水や有機溶剤溶液で含浸またはコーティング加工した後の長尺物の乾燥及び/又は熱処理を歩留まり良く、効率的に行う方法に関する。又、寸法安定性、吸湿特性等の性能に優れる長尺物の処理方法に関する。特に、フレキシブルプリント配線板として有用な、金属箔にポリイミド系樹脂、または、その前駆体と塗布、乾燥して得られるフレキシブル金属張積層板の製造方法に関する。
【図面の簡単な説明】
【0057】
【図1】千鳥搬送方式
【技術分野】
【0001】
本発明は長尺物の処理方法に関し、更に詳しくは、フィルム、繊維織物、シート、及び金属箔等の長尺物を水や有機溶剤溶液で含浸またはコーティング加工した後の長尺物の乾燥及び/又は熱処理を歩留まり良く、効率的に行う方法に関する。又、寸法安定性、吸湿特性等の性能に優れる長尺物の処理方法に関する。
【背景技術】
【0002】
従来より、繊維織物やフィルム、シート、金属箔などの長尺物を水や有機溶剤溶液で含浸またはコーティング加工した後の乾燥や熱処理は、通常一定長さの加熱ゾーンを一定速度で連続的に通すことによって行われている。しかし、この方法では、溶剤の沸点が高かったりする場合、乾燥、あるいは熱処理時にカール(反り)が発生しやすく、又、更に、塗布厚が厚いと、歩留まり良く、効率的に乾燥することは困難であった。特に、長尺物として、金属箔にポリイミド系樹脂溶液、及び/又は、その前駆体を塗布・初期乾燥した金属箔積層体を熱処理する場合、カールが大きく、生産性良く製造することは困難であり、効率的な乾燥も困難であった。又、カールが大きく、外観や寸法安定性など、生産品そのものの特性も好ましくなく、単に乾燥しただけでは、吸湿特性、接着強度、及びその信頼性(加熱処理後の接着強度など)といった特性に劣るという欠点があった。
【0003】
これらの問題を解決する為に、これまで、円筒状ドラムに巻き付け熱処理するなどの方法が検討されているが、いずれの文献においても、実質的には、生産性の高い方式ではなく、又、必ずしもカールの抑制も十分ではなかった。
【0004】
【特許文献1】特開昭57−50670号公報
【特許文献2】特開昭60−15728号公報
【特許文献3】特開昭55−75289号公報
【特許文献4】特開昭61−307789号公報
【特許文献5】特開平5−50547号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
以上の様な背景技術より、本発明の目的は、繊維織物やフィルム、シート、金属箔、特に、ポリイミド系樹脂溶液を金属箔に直接塗布、初期乾燥した金属箔積層体を熱処理することで、カールがなく寸法精度等の特性に優れる金属箔積層体を歩留まり良く、効率的に製造しようとするものである。
【課題を解決するための手段】
【0006】
本発明者らは、上記目的を達成するべく鋭意研究した結果、金属箔にポリイミド系樹脂溶液を連続的に塗布、初期乾燥して得られた金属積層体を熱処理するに際し、長尺物の片面、又は両面に、構成物質として該長尺物とは異なる長尺物を重ね合わせたまま連続搬送させ、熱処理することにより、カールがなく寸法安定性に優れる金属箔積層体を歩留まり良く製造できることを見出し、本発明に到った。
即ち、本発明は以下の様な構成からなる。
(1) 長尺物の片面又は両面に、構成物質として該長尺物とは異なる長尺物を重ね合わせたまま連続搬送させ、熱処理することを特徴とする長尺物の処理方法。
(2)熱処理が、遠赤外加熱方式であることを特徴とする(1)記載の長尺物処理方法。
(3) 搬送が千鳥搬送方式であることを特徴とする(1)又は(2)記載の長尺物処理方法。
(4) 長尺物が金属箔にポリイミド系樹脂溶液又は/及びその前駆体を塗布・初期乾燥した金属箔積層体であることを特徴とする(1)〜(3)いずれか記載の長尺物処理方法。
(5)該長尺物とは異なる長尺物が、セルロース、ガラス、カーボン、アラミドから作られる織布若しくは不織布などのシート、又は/及びポリイミド、ポリアミドイミドのフィルム若しくは金属メッシュであることを特徴とする(1)〜(4)いずれか記載の長尺物処理方法。
(6)該長尺物とは異なる長尺物が、アラミド不織布又は/及びポリイミドフィルムであることを特徴とする(1)〜(5)いずれか記載の長尺物処理方法。
(7)(1)〜(6)いずれか記載の長尺物処理方法により得られた長尺物
【発明の効果】
【0007】
上述したように、本発明の長尺物は、長尺物の片面又は両面に、構成物質として該長尺物とは異なる長尺物を重ね合わせたまま連続搬送させ、熱処理することにより、カールがなく寸法安定性、吸湿特性等に優れる製品を歩留まり良く製造できるため、工業的に有用である。
【発明を実施するための最良の形態】
【0008】
本発明に適用される長尺物としては、例えば、各種高分子からなるフィルムやシート、各種金属からなる箔やロール状で加工できる薄い板等があげられ、前記長尺物の処理としては、乾燥、熟成、硬化等の熱処理や、放電処理、電磁波処理等、様々な処理に適用できる。特に好ましい適用例は、金属箔にポリイミド系樹脂溶液、及び/又はその前駆体を塗布・初期乾燥した金属箔積層体を熱処理、乾燥する場合である。
【0009】
前記金属箔積層体を製造する為に用いる金属箔としては、銅箔、アルミニウム箔、スチール箔、及びニッケル箔などを使用することができ、これらを複合した複合金属箔や亜鉛やクロム化合物など他の金属で処理した金属箔についても用いることができる。金属箔の厚みについては特に限定はないが、1から50μm、好ましくは3から35μm、より好ましくは、3から18μmの金属箔を好適に用いることができる。金属箔の厚みが1μm未満では、搬送時の歩留まりが低下し、又、50μmより厚い場合には、長尺物としての巻きだし、巻き取り性に劣り、歩留まりが低下する。
用いるポリイミド系樹脂としては、金属箔と同等の熱膨張係数を有し、耐熱性に優れるものであれば基本的にはどのような樹脂を用いてもよいが、好ましくは芳香族ポリイミドや芳香族ポリアミドイミドである。樹脂の厚みは、特に限定はないが、例えば、1から200μm、好ましくは、5から75μm、より好ましくは、8から35μmである。樹脂の厚みが、200μmより厚い場合には、銅箔同様、長尺物としての巻きだし、巻き取り性に劣り、歩留まりが低下する。1μm未満では、製造上、何ら支障はないが、実質的に、金属箔積層体の使用用途、例えば、プリント配線基板等としては使用が困難になる。
幅に限定はなく、市販銅箔をそのまま、例えば、250mm幅から1080mm幅のものが使用できる。
【0010】
芳香族ポリイミドや芳香族ポリアミドイミドの製造は通常の方法で合成することができ、たとえば、イソシアネート法、酸クロリド法、低温溶液重合法、室温溶液重合法などである。
【0011】
芳香族ポリイミドに用いる原料としては、以下に示す様なものがあげられる。酸成分としては、ピロメリット酸、ベンゾフェノン−3、3’、4、4’−テトラカルボン酸、ビフエニル−3,3’、4、’ーテトラカルボン酸、ジフェニルスルホン3、3’、4、4’−テトラカルボン酸、ジフェニルエーテル−3,3’、4、4’−テトラカルボン酸、ナフタレン−2、3、6、7ーテトラカルボン酸、,ナフタレン−1、2、4、5−テトラカルボン酸、ナフタレン−1、4、5、8−テトラカルボン酸などの一無水物、二無水物、エステル化物などが単独、或いは、2種以上の混合物として用いることができる。また、アミン成分としてはP−フェニレンジアミン、m−フェニレンジアミン、3、4’−ジアミノジフェニルエーテル、4、4’−ジアミノジフェニルエーテル、4、4’−ジアミノジフェニルスルホン、3、3’−ジアミノジフェニルスルホン、3、4’−ジアミノビフエニル、3、3’−ジアミノビフエニル、3,3’−ジアミノベンズアニリド、4,4’−ジアミノベンズアニリド、4、4’−ジアミノベンゾフエノン、3、3’−ジアミノベンゾフエノン、3、4’−ジアミノベンゾフエノン、2、6−トリレンジアミン、2、4−トリレンジアミン、4、4’−ジアミノジフェニルスルフィド、3、3’−ジアミノジフェニルスルフィド、4、4’−ジアミノジフェニルプロパン、3、3’−ジアミノジフェニルプロパン、4、4’−ジアミノジフェニルヘキサフルオロプロパン、3、3’−ジアミノジフェニルヘキサフルオロプロパン、3、3’−ジアミノジフェニルメタン、4、4’−ジアミノジフェニルメタン、4、4’−ジアミノジフェニルヘキサフルオロイソプロピリデン、P−キシレンジアミン、m−キシレンジアミン、1,4−ナフタレンジアミン、1,5−ナフタレンジアミン、2,6−ナフタレンジアミン、2,7−ナフタレンジアミン、O−トリジン、2、2’−ビス(4−アミノフェニル)プロパン、2、2’−ビス(4−アミノフェニル)ヘキサフルオロプロパン、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,4−ビス(4−アミノフェノキシ)ベンゼン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、ビス[4−(4−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]プロパン、ビス[4−(3−アミノフェノキシ)フェニル]ヘキサフルオロプロパン、4,4’−ビス(4−アミノフェノキシ)ビフェニル、4,4’−ビス(3−アミノフェノキシ)ビフェニル、2、2−ビス[4−(4−アミノフェノキシ)フエニル]ヘキサフルオロプロパン、或いはこれらに対応するジイソシアネートなどの単独或いは2種以上の混合物を用いることができる。また、これら酸成分、アミン成分の組み合わせで別途重合した樹脂を混合して使用することもできる。
【0012】
芳香族ポリアミドイミドに用いる原料としては、酸成分としてトリメリット酸無水物、ジフエニルエーテル−3、3’、4’−トリカルボン酸無水物、ジフエニルスルホン−3、3’、4’−トリカルボン酸無水物、ベンゾフェノン−3、3’、4’−トリカルボン酸無水物、ナフタレン、1,2、4−トリカルボン酸無水物などのトリカルボン酸無水物類が単独或いは混合物として、アミン成分としてはポリイミド同様のジアミン、或いはジイソシアネートの単独、或いは混合物があげられる。また、これら酸成分、アミン成分の組み合わせで別途重合した樹脂を混合して使用することもできる。また、上記酸成分の他に、芳香族ポリイミドに用いる原料として例示した酸成分を使用しても良い。
【0013】
特に好ましいポリイミド系樹脂は有機溶剤に可溶な芳香族ポリイミド、芳香族ポリアミドイミドで、より好ましくは下記一般式(1)又は(2)で示される構造単位を含有する芳香族ポリアミドイミドである。
構造単位中、一般式(1)の好ましい含有量は、5モル%から99モル%、より好ましくは、20モル%から90モル%、更に好ましくは、40モル%から70モル%である。一般式(1)の含有量が、5モル%未満では、金属積層体のカール(反り)や寸法精度に劣り、99モル%より多いと、有機溶剤の溶解性に乏しくなる為、溶液での加工性が悪くなる。
一つの好ましい構造単位は、酸成分として、無水トリメリット酸(TMA)、3、3、‘、4、4’―ベンゾフェノンテトラカルボン酸二無水物(BTDA)、3、3、‘、4、4’―ビフェニルテトラカルボン酸二無水物(BPDA)を、アミン成分として、O−トリジン(或いはジイソシアネート)を用い、酸成分の構成比が、TMA/BTDA/BPDA=80〜50モル/5〜20モル/20〜40モルのポリアミドイミド樹脂である。
又、一般式(2)の好ましい含有量は、1モル%から99モル%、より好ましくは、10モル%から90モル%、更に好ましくは、20モル%から80モル%である。一般式(2)の含有量が1モル%未満では、金属積層体のカール(反り)や寸法精度に劣り、99モル%より多いと、有機溶剤の溶解性に乏しくなる為、溶液での加工性に乏しくなる。一つの好ましい構造単位は、酸成分として、無水トリメリット酸(TMA)、3、3、‘、4、4’―ベンゾフェノンテトラカルボン酸二無水物(BTDA)、3、3、‘、4、4’―ビフェニルテトラカルボン酸二無水物(BPDA)、ピロメリット酸無水物(PMA)をアミン成分として、1、5―ナフタレンジアミン(或いはジイソシアネート)を用い、酸成分の構成比が、TMA/BTDA/BPDA/PMA=10〜40モル/20〜50モル/10〜30モル/5〜15モルのポリアミドイミド樹脂である。当然、これらは、混合して使用することもできる。
【0014】
【化1】
(式中、R5、R6は同じであっても異なっていてもよく、それぞれ、水素もしくは炭素数1〜4のアルキル基を示す。)
【0015】
【化2】
【0016】
前記ポリイミド系樹脂溶液の溶媒としては、N−メチル−2ーピロリドン、N、N’−ジメチルホルムアミド、N、N’−ジメチルアセトアミド、1、3−ジメチル−2−イミダゾリジノン、テトラメチルウレア、スルホラン、ジメチルスルホオキシド、γ−ブチロラクトン、シクロヘキサノン、シクロペンタノンなどで、好ましくはN−メチル−2−ピロリドンある。また、これらの一部をトルエン、キシレンなどの炭化水素系有機溶剤、ジグライム、トリグライム、テトラヒドロフラン、などのエーテル系有機溶剤、メチルエチルケトン、メチルイソブチルケトンなどのケトン系有機溶剤で置き換えることも可能である。
【0017】
前記ポリイミド系樹脂の分子量は、任意のものを使用することができる。例えば、N−メチル−2−ピロリドン中、ポリマー濃度0.5g/dl、30℃での対数粘度にして0.3から2.5dl/gであることが好ましく、より好ましくは1.0〜2.0dl/gである。対数粘度が0.3dl/g未満では折り曲げ性や基材の端裂抵抗などの機械的特性が不十分であり、また、2.5dl/gより大きいと接着強度が不足し、又、溶液粘度が高くなるため、成型加工が困難となる。数平均分子量では、通常5000から100000程度、分子量分布は2.0〜5.0程度であることが好ましい。
【0018】
また、本発明で用いる芳香族ポリイミド、芳香族ポリアミドイミドにおいて耐熱性や熱膨張係数を損なわない範囲で、酸成分としてアジピン酸、アゼライン酸、セバシン酸、シクロヘキサン−4,4,’−ジカルボン酸、ブタン−1,2,4−トリカルボン酸、ブタン−1,2,3,4−テトラカルボン酸、シクロペンタン−1,2、3,4−テトラカルボン酸などの脂肪族や脂環族のジカルボン酸、ポリカルボン酸、及びこれらの一無水物や二無水物、エステル化物などを、又、アミン成分として、テトラメチレンジアミン、ヘキサメチレンジアミン、イソホロンジアミン、4、4’−ジシクロヘキシルメタンジアミン、シクロヘキサン−1,4−ジアミン、ジアミノシロキサンなどの脂肪族や脂環族ジアミン或いはこれらに対応するジイソシアネートを単独あるいは2種以上の混合物として用いても良い。また、これら酸成分、アミン成分の組み合わせで別途重合した樹脂を混合して使用することもできる。
【0019】
また、本発明においては、金属箔積層体の諸特性、たとえば、機械的特性、電気的特性、滑り性、難燃性などを改良する目的で他の樹脂や有機化合物、及び無機化合物を混合させたり、あるいは反応させて併用してもよい。たとえば、滑剤(シリカ、タルク、シリコーン等)、接着促進剤、難燃剤(リン系やトリアジン系、水酸化アルミ等)、安定剤(酸化防止剤、紫外線吸収剤、重合禁止剤等)、メッキ活性化剤、有機や無機の充填剤(タルク、酸化チタン、フッ素系ポリマー微粒子、顔料、染料、炭化カルシウム等)、その他、シリコーン化合物、フッ素化合物、イソシアネート化合物、ブロックイソシアネート化合物、アクリル樹脂、ウレタン樹脂、ポリエステル樹脂、ポリアミド樹脂、エポキシ樹脂、フェノール樹脂のような樹脂や有機化合物、或いはこれらの硬化剤、酸化珪素、酸化チタン、炭酸カルシウム、酸化鉄などの無機化合物をこの発明の目的を阻害しない範囲で併用することができる。
【0020】
(初期乾燥工程)
本発明において、金属箔に耐熱性樹脂溶液を塗布、初期乾燥した後、更に、熱処理・乾燥(以下、熱処理・脱溶剤工程)して、金属箔積層体を製造することが好ましく、初期乾燥後の残存溶剤量に限定はないが、例えば1重量%〜50重量%、好ましくは、10重量%〜40重量%、更に好ましくは、15重量%〜30重量%の積層体を適用できる。初期乾燥後の残存溶剤率が1重量%未満では、後の熱処理・脱溶剤工程後でもカール(反り)が大きく、寸法精度が悪くなる。又、50重量%より多いと、樹脂塗工面がブロッキングする為、長尺物としての歩留まりが悪くなる。残存溶剤量とは塗布、初期乾燥後の溶剤を含んだ樹脂系中の溶剤量をさし、数式(2)で表されるものである。
【0021】
初期乾燥は、耐熱性樹脂溶液に使用する溶媒の沸点より70℃から130℃低い温度で行うことが好ましい。乾燥温度が(溶媒の沸点−70)℃より高いと、残存溶剤量が1重量%以上にしても、樹脂層の厚み方向での残溶剤のムラが大きくなり、特に樹脂表層の残溶剤量が少なくなるため、後の熱処理・脱溶剤工程で、基材にカールが発生しやすく生産性が低下する。又、(溶媒の沸点−130)℃より低いと乾燥時間が長くなり、生産性が低下する。
初期乾燥の好ましい時間は、設定する温度、樹脂厚により異なるが、例えば樹脂厚が25μm(熱処理・脱溶剤工程後の厚み)の場合で、温度が100℃であれば、1分から10分、好ましくは、3分から7分、更に好ましくは、4分から5分である。又、温度が70℃であれば、3分から15分、好ましくは、5分から10分、更に好ましくは、4分から8分である。各温度において、乾燥時間が下限未満の場合、乾燥性が不十分であり、ブロッキングなどにより歩留まりが低下する。又、上限より長い場合、後の熱処理・脱溶剤工程後でもカール(反り)が大きく、寸法精度が悪くなる。
【0022】
初期乾燥方式はロールサポート方式やフローティング方式など、従来公知の方法で行うことができる。また、塗工方法としては、特に限定されるものではなく、従来からよく知られている方法を適用させることができる。ロールコーター、ナイフコーター、ドクターブレードコーター、グラビアコーター、ダイコーター、多層ダイコーター、リバースコーター、リバースロールコーターなどにより、塗工液の粘度を調整後、金属箔に直接塗布することができる。適性な溶液粘度としては、25℃でのB型粘度で1から1000ポイズの範囲であることが好ましい。樹脂溶液の濃度は、樹脂の分子量にもよるが、通常、5〜30重量%が好ましく、より好ましくは、10〜20重量%である。
塗工幅に限定はなく、使用する銅箔の幅に合わせて設定できる。例えば、250mm〜1000mmである。
【0023】
(熱処理・脱溶剤工程)
本発明においては、長尺物の片面、又は両面に、構成物質として該長尺物とは異なる別の長尺物を重ね合わせたまま連続搬送させ、熱処理する際に、重ね合わせる長尺物の素材は熱処理・脱溶剤温度で収縮や軟化、溶融などによって変形しないものを選択すればよい。好ましくは、セルロース、ガラス、カーボン、アラミドなどから作られる織布若しくは不織布などのシート、ポリイミド、ポリアミドイミド等のエンプラフィルム若しくは金属メッシュ等である。また、ポリエーテルケトン、ポリパラフェニレンエーテル等のエンプラフィルムも好適に使用することができる。厚みは好ましくは、5μm以上であり、更に好ましくは10μm以上、より好ましくは20μm以上である。上限は、1000μm以下、好ましくは500μm以下、より好ましくは、100μm以下である。5μm未満では、特に残溶剤量が高いとカールの発生が大きく生産性が低下する傾向にあり、1000μmより厚い場合には、搬送性、長尺物の巻き出し、巻き取り性が悪く、生産性が低下する。なお、金属メッシュの場合、メッシュの大きさ等について特に限定はない。
本発明においては、構成物質として該長尺物とは異なる別の長尺物を重ね合わせる方法としては特に限定はないが、例えば、図―1に示す様に、送り出しのロールから該長尺物とは異なる別の長尺物を送り出し、ニップロールを経由して、長尺物に重ね合わせる方法が効率的であり、又、処理後、巻き取る場合も、図―1に示す様に、処理炉をでた後、別々の巻き取りロールで巻き取る方法が効率的である。図―1は片面に該長尺物とは異なる長尺物を重ね合わせるための図であるが、両面に重ね合わせる場合も同様にして重ね合わせることができる。
又、特に、熱処理する長尺物が金属箔にポリイミド系樹脂溶液及び/又はその前駆体を塗布・初期乾燥した金属箔積層体の場合には、塗布面に重ね合わせる長尺物の素材は、セルロース、ガラス、カーボン、アラミドなどから作られる織布や不織布などのシートが好ましく、反対の金属箔側には、ポリイミドフィルム等のエンプラフィルムや銅箔、ステンレス箔等の金属箔が好ましい。なお、長尺物の片面に、該長尺物と異なる長尺物を重ねあわせる場合は、少なくとも塗布面側に重ね合わせることが好ましい。
厚みは、前記と同様であるが、反対の金属箔側に配置する長尺物としては、下限が、好ましくは5μm以上、更に好ましくは20μm以上、より好ましくは30μm以上であり、上限は、500μm以下、好ましくは100μm以下、より好ましくは、100μm以下である。下限が5μm未満では、カールの発生が大きく生産性が低下する。又、上限が500μmより厚いと、搬送性、巻きだし、巻取り性が悪く生産性が低下する。
構成物質として該長尺物とは異なる長尺物は、金属箔にポリイミド系樹脂溶液及び/又はその前駆体を塗布・初期乾燥させた後に、重ね合わせることが好ましい。
【0024】
本発明において熱処理・脱溶剤時の雰囲気は減圧下及び/又は不活性ガス雰囲気中で行うことが好ましい。空気中で行うと樹脂層が劣化、或いは過度に架橋し、基材のカールが大きくなったり、樹脂層の機械的特性が損なわれる。また、N−メチル−2−ピロリドンなどの溶剤が所定量残っている状態で空気中や酸素が存在する雰囲気で熱処理すると、樹脂層の機械的特性のみではなく、樹脂層と金属箔との接着性が低下する。好ましくは10mmHg程度以下の減圧下、或いは、1000ppm以下の不活性ガス雰囲気中である。より好ましくは、5mmHg程度以下の減圧下、或いは、100ppm以下の不活性ガス雰囲気中である。更に好ましくは、2mmHg程度以下の減圧下、或いは、50ppm以下の不活性ガス雰囲気中である。10mmHgの減圧下、或いは、1000ppmの不活性雰囲気下より高い場合には、樹脂層が劣化し、カールが大きくなる。
【0025】
本発明において、熱処理・脱溶剤時の温度や時間の条件は、長尺物の種類により、任意に設定できる。温度は、金属積層体樹脂面の表面温度で50℃から450℃までの処理が適しており、搬送速度は、1m/分〜100m/分程度まで、処理時間に応じて、適時変更できる。好ましい適用範囲は、200℃〜400℃、より好ましくは、250℃〜350℃で、任意の速度に設定して処理することができる。温度が、450℃を超えると窒素雰囲気下でも樹脂が劣化する傾向にあり、例えば、金属箔にポリイミド系樹脂溶液及び/又はその前駆体を塗布・初期乾燥した金属箔積層体の場合、積層体の特性、特にカール、寸法精度等が悪くなる。50℃未満では、乾燥効率が悪く生産性が低下する。
好ましい処理時間は、厳密には、積層する樹脂厚み、及び、温度により異なるが、例えば、0.5分〜100分、より好ましくは3分〜40分、更に好ましくは、5分〜30分である。熱処理時間が0.5分未満では、乾燥性が悪く、又、カール(反り)、熱寸法精度、吸湿特性、及び、接着強度、及びその信頼性が低下する。熱処理時間が、100分より長い場合には、樹脂の熱分解等の影響で、基材フィルム層の機械的特性が低下する。
本発明で加熱の方式は、遠赤外線ヒーターを用いることが好ましい。遠赤外線ヒーターの種類としては、特に限定はなく、電気式や、蒸気、熱媒油を熱源とするスチーム式、オイル式、ガスの燃焼熱を熱源とするガス式などが使用できる。波長域は、特に限定はなく、遠赤外域(5μm〜1000μm)の範囲であるが、近赤外線及び/又は、赤外線との併用も好ましい。特に、乾燥効率、寸法精度等の観点から、近赤外線(例えば、2μmから20μm)との併用での処理も好ましい。又、乾燥炉としては、従来公知の熱風循環式の加熱路、電気炉、IRヒーター、真空路等を併用しても構わない。
ヒーターから加熱体(重ね合わせる長尺物)までの距離(照射距離)は、特に限定はなく、金属積層体の表面温度が前記の温度になれば良い。例えば、5mm〜1000mmである。ヒーター位置は金属積層体の上面及び/又は下面のいずれでも構わない。又、電力も特に限定はなく、通常は、1000〜10kwである。
なお、使用する樹脂がポリイミドの場合、イミド化処理が必要となる場合があるが、特に、加熱方法がかわる訳ではない。初期乾燥後、前述の内容で熱処理・脱溶剤することで、ポリイミド化できる。但し、ポリイミド前駆体の場合、閉環体(可溶性ポリイミドやポリアミドイミド)に比べ、熱分解し易く、熱寸法精度、耐熱性という観点から、遠赤外線での処理を行う前段階で、熱風循環式の加熱炉や、電気炉、IRヒーター等で加熱処理することが好ましい。
【0026】
本発明において、金属箔に積層する基材樹脂は、2層以上の積層構成とすることもできる。樹脂組成物としては、芳香族ポリイミド、芳香族ポリアミドイミド等が好ましく、より好ましくは、一般式(1)又は一般式(2)の繰り返し単位を含むポリアミドイミドであるが、例えば、金属箔に接する1層目を一般式(2)を含む組成物とし、更に、その上に積層する2層目を一般式(2)を含む組成物とすることもできる。
各一般式構造単位中、好ましい含有量は、一般式(1)の場合、5モル%から99モル%、より好ましくは、20モル%から90モル%、更に好ましくは、40モル%から70モル%である。一般式(1)の含有量が、5モル%未満では、金属積層体のカール(反り)や寸法精度に劣り、99モル%より多いと、有機溶剤の溶解性に乏しくなる為、溶液での加工性が悪くなる。一つの好ましい構造単位は、酸成分として、無水トリメリット酸(TMA)、3、3、‘、4、4’―ベンゾフェノンテトラカルボン酸二無水物(BTDA)、3、3、‘、4、4’―ビフェニルテトラカルボン酸二無水物(BPDA)を、アミン成分として、O−トリジン(或いはジイソシアネート)を用い、酸成分の構成比が、TMA/BTDA/BPDA=80〜50モル/5〜20モル/20〜40モルのポリアミドイミド樹脂である。
又、一般式(2)の好ましい含有量は、1モル%から99モル%、より好ましくは、10モル%から90モル%、更に好ましくは、20モル%から80モル%である。一般式(2)の含有量が1モル%未満では、金属積層体のカール(反り)や寸法精度に劣り、99モル%より多い場合では、有機溶剤の溶解性に乏しくなる為、溶液での加工性が悪くなる。一つの好ましい構造単位は、酸成分として、無水トリメリット酸(TMA)、3、3、‘、4、4’―ベンゾフェノンテトラカルボン酸二無水物(BTDA)、3、3、‘、4、4’―ビフェニルテトラカルボン酸二無水物(BPDA)、ピロメリット酸無水物(PMA)を、アミン成分として、1、5―ナフタレンジアミン(或いはジイソシアネート)を用い、酸成分の構成比が、TMA/BTDA/BPDA/PMA=10〜40モル/20〜50モル/10〜20モル/5〜15モルのポリアミドイミド樹脂である。
当然、これらは、混合して使用することもできる。
一般式(1)の繰り返し単位を含むポリアミドイミド樹脂層と一般式(2)の繰り返し単位を含むポリアミドイミド樹脂層の厚み比は、好ましくは、一般式(1)/一般式(2)=1〜100μm/1μm〜100μm、好ましくは、一般式(1)/一般式(2)=10〜50μm/5μm〜50μm、更に好ましくは、一般式(1)/一般式(2)=20〜30μm/10μm〜30μm、である。一般式(2)の厚みが1μm未満では、接着強度、及びその信頼性が低下し、100μmより厚い場合では、吸湿特性が悪くなる。又、一般式(1)の厚みが、1μm未満では、吸湿特性、寸法精度が低下し、100μmより厚い場合では、カール(反り)という面で不利になる。
また、例えば、金属箔に接する1層目を一般式(1)を含む組成物とし、更に、その上に積層する2層目を一般式(2)を含む組成物とすることもできる。
【0027】
2層以上を積層する方法としては、第1層目を塗工し、初期乾燥後、第2層目を塗工、初期乾燥、熱処理・脱溶剤して製造できる。又、第1層目を塗工し、初期乾燥、熱処理・脱溶剤した後に、第2層目を塗工し、初期乾燥、熱処理・脱溶剤して製造することもできる。更に、第1層目を塗工した後に、第2層目を塗工し、或いは、第1層目と第2層目を同時塗工し、初期乾燥、熱処理・脱溶剤して製造することもできる。
【0028】
本発明において、加熱方式として、遠赤外方式の加熱炉での熱処理、乾燥する方式の場合は、特に、乾燥効率が高く、又、乾燥速度や、厚み方向での乾燥効率も一定とすることができる。又、例えば、金属箔積層体の場合、残存溶剤率、カール、寸法変化率の他、接着強度、塗布した樹脂の機械的特性、吸湿特性などの物理的特性などに関して、均一で良好なものを得ることができる。特に、本願の長尺物が金属箔にポリイミド系樹脂溶液、及び/又はその前駆体を塗布・初期乾燥した金属箔積層体の場合、接着強度やその信頼性、吸湿特性などの特性が、通常の一般的な乾燥方式、乾燥条件で得られるものに比べ、大幅に改良される。
【0029】
本発明において熱処理・脱溶剤時の長尺物の搬送方式は、ロールtoロール方式の連続搬送が好ましく、ロールサポート方式、フローティング方式等従来公知の方式を適用できるが、特に好ましい方式は、千鳥搬送方式である。なお、ロールサポート方式とは、長尺物の上面のみ又は下面のみに、ロールが接触させるような形で搬送させる方式のことである。千鳥搬送方式とは、図―1に示す様に、一定間隔に配置されたサポートロール間を、図―1のごとく、千鳥状に、長尺物の上面、下面が、互い違いにロールに接触させて搬送させる方式である。千鳥搬送方式により、TD方向(長手と垂直方向)に、より定長に長尺物を搬送することができ、TD方向のカール(反り)、寸法精度を低減することができる。
好ましいロールピッチは50mm以上、10000mm以下、より好ましくは、100mm以上5000mm以下、更に好ましくは、200mm以上1000mm以下で良好な傾向にあるが特に限定はない。ロールピッチが10000mmより大きい場合には、長尺物によっては、カールが大きくなり、50mm未満では搬送性に劣り、生産性が低下する傾向にある。又、カールも大きくなる。ロール間の高低差も特に限定はないが、0mm以上10000mm以下、好ましくは、10mm以上5000mm以下、より好ましくは、100mm以上1000mm以下で良好な傾向にあるが、特に限定はない。10000mm以上では、長尺物の種類によってはカールが大きくなり、生産性が低下する傾向にある。ロール直径の好ましい範囲は、厳密にはピッチにより異なるが、φ5mm〜φ500mm、より好ましくは、φ10mm〜φ100mm、更に好ましくは、φ20mm〜φ60mmである。φ5mm未満では、ロールピッチをかなり狭くしないとカール(反り)性に劣り、又、φ500mmより大きい場合では、設備が大きくなり、実質的に本発明の目的である生産性、効率性とは趣旨が異なってくる。又、ロールの材質も特に限定はないが、より熱膨張の少ないSUS等が使用できる。
【実施例】
【0030】
以下、実施例により、この発明をさらに詳しく説明する。なお、本発明は実施例により、特に制限されるものではない。各実施例における特性値の評価方法は以下の通りである。
【0031】
対数粘度
ポリマー濃度が0.5g/dlとなるようにN−メチル−2−ピロリドンに溶解し、その溶液の溶液粘度及び溶媒粘度を30℃で、ウベローゼ型の粘度管により測定して、下記の式で計算した。
【0032】
【数1】
【0033】
ガラス転移点、熱膨張係数
TMA(熱機械分析/理学(株)製)引張荷重法により本発明の金属積層体の金属箔をエッチング除去した樹脂フィルム層のガラス転移点を以下の条件で測定した。なおフィルムは、窒素中、昇温速度10℃/分で、一旦、250℃まで昇温し、その後室温まで冷却したフィルムについて測定を行った。熱膨張係数は100℃から200℃までの平均値とした。
荷重:1g
サンプルサイズ:4(幅)×20(長さ)mm
昇温速度:10℃/分
雰囲気:窒素
【0034】
残存溶剤率
JIS K5400により、250℃×1hrの乾燥条件で以下の式より計算した。
【0035】
【数2】
【0036】
基板のカール
25℃、65%RHにて24時間調湿したサンプル(サンプルサイズ100mm×100mm)について、金属張積層板のカールの反り率をJIS C6481より求めた。
【0037】
半田耐熱
金属張積層板の金属箔をエッチング加工し、幅1mmの回路パターン(回路間幅5mmで複数パターン)を作成したサンプルを40℃、85%(湿度)で5hr調湿しフラックス洗浄した後、280℃、30秒で半田付けを行い、顕微鏡で剥がれや膨れの有無を観察した。○は剥がれや膨れのないこと、×は剥がれや膨れが発生したことを示す。
【0038】
寸法変化率
IPC−FC241でB法(エッチング前後)、C法(150℃×30分熱処理前後)で、MD方向、TD方向について測定した。
【0039】
[吸湿率]
長さ及び幅が50±1mmの樹脂フィルムを以下の方法で測定した。(尚、サンプルの切断面が粗い場合は、JIS R 6252に規定のP240以上の研磨紙で平滑に仕上げた)。測定には5枚の試料を用いた。
(1)50±2℃に保った恒温槽中で試料を24時間放置する。
(2)試料が互いに接触しない様に、25℃、90%RHの条件で24時間静置する(試料表面の塵は羽毛又は毛筆で払う)。
(3)試料を秤量瓶に移し変え蓋で素早く密栓し、デシケータ中室温で1時間程度放置する。
(4)秤量瓶と試料の合計重量を測定し(W1とする)、次にそこから試料を素早く取り出して秤量瓶のみの重量(W0)を測定する。(もしくは、秤量瓶のみをデシケータ中に1時間以上放置しあらかじめその重量(W0)を測定しておく)
(5)秤量瓶の中の試料を、100±5℃に保った恒温機中で1時間乾燥する。
(6)試料を秤量瓶に移し変え蓋で素早く密栓し、デシケータ中室温で1時間程度放置する。
(7)秤量瓶と試料の合計重量を測定し(W3とする)、次にそこから素早く試料を取り出して秤量瓶のみの重量(W4)を測定する。(もしくは、秤量瓶のみをデシケータ中に1時間以上放置しあらかじめその重量(W4)を測定しておく)
(8)次の式によって吸湿率WA(%)を算出する。
WA=[{(W1−W0)−(W3−W4)}/(W1−W0)]×100
【0040】
合成例1 樹脂Aの合成
反応容器に無水トリメリット酸153.7g(80モル%)、3、3’、4、4’−ベンゾフェノンテトラカルボン酸二無水物40.3g(12.5モル%)、3、3’、4、4’−ビフェニルテトラカルボン酸二無水物22.1g(7.5モル%)、O−トリジンジイソシアネート264.3g(100モル%)、ジアザビシクロウンデセン1.0g、及びN−メチルー2―ピロリドン(純度99.9%)2500gを加え、窒素気流下、100℃まで昇温し、100℃で5時間反応させた。次いで、N−メチルー2―ピロリドン1031g(ポリマー濃度10重量%)を加え、室温まで冷却した。得られたポリマーの対数粘度は、1.4であり、25℃での溶液粘度(B型粘度計にて10回転で測定)は250ポイズであった。
【0041】
合成例2 樹脂Bの合成
反応容器に無水トリメリット酸38.4g(20モル%)、3、3’、4、4’−ベンゾフェノンテトラカルボン酸二無水物128.9g(40モル%)、3、3’、4、4’−ビフェニルテトラカルボン酸二無水物58.8g(20モル%)、ピロメリット酸二無水物21.8g(10モル%)、1,5−ナフタレンジイソシアネート210.2g(100モル%)、ジアザビシクロウンデセン1.5g、及び、N−メチル−2−ピロリドン2500gを加え、100℃まで1hrで昇温し、さらに100℃で5hr反応させた。次いで、NMP840g(ポリマー濃度10重量%)を加え、室温まで冷却した。得られたポリマーの対数粘度は、1.2であり、25℃での溶液粘度(B型粘度粘度計にて10回転で測定)は180ポイズであった。
【0042】
合成例3 樹脂Cの合成
反応容器に無水トリメリット酸115.3g(60モル%)、3、3’、4、4’−ベンゾフェノンテトラカルボン酸二無水物32.2g(10モル%)、3、3’、4、4’−ビフェニルテトラカルボン酸二無水物88.3g(30モル%)、O−トリジンジイソシアネート264.3g(100モル%)、ジアザビシクロウンデセン1.0g、及びN−メチルー2―ピロリドン(純度99.9%)2500gを加え、窒素気流下、100℃まで昇温し、100℃で5時間反応させた。次いで、N−メチルー2―ピロリドン1200g(ポリマー濃度10重量%)を加え、室温まで冷却した。得られたポリマーの対数粘度は、1.6であり、25℃での溶液粘度(B型粘度計にて10回転で測定)は330ポイズであった。
【0043】
合成例4 樹脂Dの合成
反応容器にp−フェニレンジアミン43g(50モル%)、N−メチル−2−ピロリドン3200g、4,4’−ジアミノジフェニルエーテル80g(50モル%)を加え、5℃まで冷却後、攪拌し溶解した。次いで、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物236g(三菱化学(株)製)を除々に加え、5℃で2時間反応させた(ポリマー濃度10%)。次いで、2−ヒドロキシピリジン1g(モノマーに対し2モル%;ナカライテスク(株)製)を加え1時間反応させた。得られた重合ドープは淡黄褐色透明でポリマーはNMPに溶解していた。対数粘度は1.9dl/gであった。
【0044】
実施例1
合成例1、2で得られた樹脂溶液をそれぞれ、厚み18μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが25μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図―1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。
遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mm、N2流量500L/分、酸素濃度100ppmとし、加熱炉内の温度は300℃(金属積層体表面温度)、搬送速度は乾燥時間が10分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0045】
実施例2
合成例1、2で得られた樹脂溶液を、それぞれ厚み18μm、巾540mmの電解銅箔(古河サーキットフォイル(株)製F2−WS)の処理面にダイコーターを用いて、脱溶剤後の厚みが25μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが130μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、5mil;カレンダー加工されたアラミドペーパー)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mm、N2流量500L/分、酸素濃度は100ppmとし、加熱炉内の温度は300℃(金属積層体表面温度)、搬送速度は乾燥時間が10分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0046】
実施例3
合成例1,2で得られた樹脂溶液を、それぞれ厚み18μm、巾540mmの電解銅箔(古河サーキットフォイル(株)製FT0−WS)の処理面にダイコーターを用いて、脱溶剤後の厚みが35μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、3m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は29重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが180μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、7mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ35μmのステンレス箔を重ね合わせ、熱風循環方式の加熱炉内に配置された、図1に示す様な、のロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。加熱炉内の温度は300℃(金属積層体表面温度)とし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0047】
実施例4
合成例2(樹脂B)で得られた樹脂溶液を厚み12μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
次いで、更に、合成例1(樹脂A)で得られた樹脂溶液を、上記積層体の塗工面に、ダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングし、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mm)、N2流量500L/分、酸素濃度は100ppmとし、加熱炉内の温度は300℃(金属積層体表面温度)、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0048】
実施例5
合成例1,2で得られた樹脂溶液を、それぞれ厚み18μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが25μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図―1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mmのロール上をロールサポート方式で搬送)を搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mmとし、加熱炉内の温度は300℃(金属積層体表面温度)、N2流量500L/分、酸素濃度100ppm、搬送速度は乾燥時間が10分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0049】
実施例6
合成例2(樹脂B)で得られた樹脂溶液を厚み12μm、巾540mmの電解銅箔(古河サーキットホイル(株)製U−WZ)の処理面にダイコーターを用いて、脱溶剤後の厚みが10μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ、巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
次いで、更に、合成例3(樹脂C)で得られた樹脂溶液を、上記積層体の塗工面に、ダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングし、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mmのロール上をロールサポート方式で搬送)を搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mmとし、加熱炉内の温度は300℃(金属積層体表面温度)、N2流量500L/分、酸素濃度は100ppmとし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0050】
実施例7
合成例2(樹脂B)で得られた樹脂溶液を厚み12μm、巾540mmの電解銅箔(古河サーキットホイル(株)製U−WZ)の処理面にダイコーターを用いて、脱溶剤後の厚みが10μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ、巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
次いで、更に、合成例3(樹脂C)で得られた樹脂溶液を、上記積層体の塗工面に、ダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングし、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mmとし、加熱炉内の温度は300℃(金属積層体表面温度)、N2流量500L/分、酸素濃度は100ppmとし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0051】
実施例8
合成例4で得られた樹脂溶液を厚み18μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが25μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は25重量%であった。
このようにして得られた長尺物の塗布面に、幅が540mm、厚みが80μmの芳香族ポリアミド(アラミド)製の不織布(デュポン帝人(株)製ノーメックス T−410、3mil;カレンダー加工されたアラミドペーパー)を、又、反対面の銅箔側に幅540mm、厚さ50μmのポリイミドフィルム(ユーピレックスS)を重ね合わせ、波長5.6〜1000μの遠赤外方式の加熱炉内((株)ノリタケエンジニアリング製RtoR式熱処理装置熱)に配置された、図―1に示す様な、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mmのロール上をロールサポート方式で搬送)を搬送させた。遠赤外プレートヒーター上面、下面配置、照射距離100mm、容量225kW、ヒーター寸法150mm×700mmとし、加熱炉内の温度は300℃(金属積層体表面温度)、及び350℃(金属積層体表面温度)で、搬送速度が乾燥時間で各15分になるようにした。N2流量500L/分、酸素濃度100ppmとした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0052】
比較例1
合成例1で得られた樹脂溶液を厚み18μm、巾540mmの電解銅箔(古河サーキットフォイル(株)製F0−WS)の処理面にダイコーターを用いて、脱溶剤後の厚みが30μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は32重量%であった。
このようにして得られた長尺物を、熱風循環方式の加熱炉内に配置された、図1に示す様な、のロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。加熱炉内の温度は300℃(金属積層体表面温度)とし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体はロール上でブロッキング現象(痕)がみられ、又、カールが激しく、両端が折れた状態になっており、著しく品位に欠けるものであった。
【0053】
比較例2
合成例1で得られた樹脂溶液を厚み18μm、巾540mmの電解銅箔(古河サーキットフォイル(株)製F0−WS)の処理面にダイコーターを用いて、脱溶剤後の厚みが30μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は32重量%であった。
このようにして得られた長尺物を、熱風循環方式の加熱炉内に配置された、図1に示す様な、のロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mm)を千鳥状に搬送させた。ロールには予め実施例で用いたものと同じアラミド不織布を巻きつけておいた。加熱炉内の温度は300℃(金属積層体表面温度)とし、搬送速度は乾燥時間が15分になるようにしたが、得られた金属張積層体はロール上のアラミド不織布段差に由来する段痕がみられ、又、金属長積層体の両端も一部折れた状態になっており、品位に欠けるものであった。
【0054】
比較例3
合成例1で得られた樹脂溶液を厚み18μm、巾540mmの電解銅箔(日本電解(株)製USLP−SE−18)の処理面にダイコーターを用いて、脱溶剤後の厚みが20μmになるように連続的にコーテイングした。次いで、100℃に設定された長さ20mのフローテイング方式の乾燥炉に、5m/分の速度で連続的に通過させ巻き取った。得られた金属積層板の残存溶剤率は23重量%であった。
このようにして得られた長尺物を、熱風循環方式の加熱炉内に配置された、図1に示す様に、ロール間(ロールピッチ200mm、ロール系50mmΦ、ロール間高低差300mmのロール上をロールサポート方式で搬送)を搬送させた。加熱炉内の温度は300℃(金属積層体表面温度)とし、搬送速度は乾燥時間が15分になるようにした。得られた金属張積層体の塗膜中の溶剤は完全に除去されており、特性は表1に示すごときものであった。
【0055】
【表1】
【産業上の利用可能性】
【0056】
本発明は長尺物の処理方法に関し、更に詳しくは、フィルム、繊維織物、シート、及び金属箔等の長尺物を水や有機溶剤溶液で含浸またはコーティング加工した後の長尺物の乾燥及び/又は熱処理を歩留まり良く、効率的に行う方法に関する。又、寸法安定性、吸湿特性等の性能に優れる長尺物の処理方法に関する。特に、フレキシブルプリント配線板として有用な、金属箔にポリイミド系樹脂、または、その前駆体と塗布、乾燥して得られるフレキシブル金属張積層板の製造方法に関する。
【図面の簡単な説明】
【0057】
【図1】千鳥搬送方式
【特許請求の範囲】
【請求項1】
長尺物の片面又は両面に、該長尺物とは異なる長尺物を重ね合わせたまま連続搬送させ、熱処理することを特徴とする長尺物の処理方法。
【請求項2】
熱処理が、遠赤外加熱方式であることを特徴とする請求項1記載の長尺物処理方法。
【請求項3】
搬送が千鳥搬送方式であることを特徴とする請求項1又は2記載の長尺物処理方法。
【請求項4】
長尺物が金属箔にポリイミド系樹脂溶液又は/及びその前駆体を塗布・初期乾燥した金属箔積層体であることを特徴とする請求項1〜3いずれか記載の長尺物処理方法。
【請求項5】
該長尺物とは異なる長尺物が、セルロース、ガラス、カーボン、アラミドから作られる織布若しくは不織布などのシート、又は/及びポリイミド、ポリアミドイミドのフィルム若しくは金属メッシュであることを特徴とする請求項1〜4いずれか記載の長尺物処理方法。
【請求項6】
該長尺物とは異なる長尺物が、アラミド不織布又は/及びポリイミドフィルムであることを特徴とする請求項1〜5いずれか記載の長尺物処理方法。
【請求項7】
請求項1〜6いずれか記載の長尺物処理方法により得られた長尺物。
【請求項1】
長尺物の片面又は両面に、該長尺物とは異なる長尺物を重ね合わせたまま連続搬送させ、熱処理することを特徴とする長尺物の処理方法。
【請求項2】
熱処理が、遠赤外加熱方式であることを特徴とする請求項1記載の長尺物処理方法。
【請求項3】
搬送が千鳥搬送方式であることを特徴とする請求項1又は2記載の長尺物処理方法。
【請求項4】
長尺物が金属箔にポリイミド系樹脂溶液又は/及びその前駆体を塗布・初期乾燥した金属箔積層体であることを特徴とする請求項1〜3いずれか記載の長尺物処理方法。
【請求項5】
該長尺物とは異なる長尺物が、セルロース、ガラス、カーボン、アラミドから作られる織布若しくは不織布などのシート、又は/及びポリイミド、ポリアミドイミドのフィルム若しくは金属メッシュであることを特徴とする請求項1〜4いずれか記載の長尺物処理方法。
【請求項6】
該長尺物とは異なる長尺物が、アラミド不織布又は/及びポリイミドフィルムであることを特徴とする請求項1〜5いずれか記載の長尺物処理方法。
【請求項7】
請求項1〜6いずれか記載の長尺物処理方法により得られた長尺物。
【図1】

【公開番号】特開2009−61447(P2009−61447A)
【公開日】平成21年3月26日(2009.3.26)
【国際特許分類】
【出願番号】特願2008−204135(P2008−204135)
【出願日】平成20年8月7日(2008.8.7)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成21年3月26日(2009.3.26)
【国際特許分類】
【出願日】平成20年8月7日(2008.8.7)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]