
長尺物の移載装置および移載方法
【課題】 パイプ等の長尺物の移載を簡単な操作あるいは自動的に行うことができ、また、移載したパイプが交差や斜行を生じることも防止できる移載装置と移載方法を提供する。
【解決手段】 パイプPを積載した台車が導入される台車導入部110の一側に受入台100を、他側に台車上のパイプPをフォーク132により持ち上げるフォークリフト装置130を配置するとともに、受入台100の台車導入部110側にアクチュエータ184により駆動された受入台100上に出没する6本のくさびロッド182を一直線状に配列して設け、フォーク132から受入台100へのパイプPの移動を制御し、パイプPの受入台100への移動を停止させる際には中央の2本のくさびロッド182aを突出させた後、隣接するくさびロッド182bを突出させ、最後に端のくさびロッド182cを突出させるように構成した。
【解決手段】 パイプPを積載した台車が導入される台車導入部110の一側に受入台100を、他側に台車上のパイプPをフォーク132により持ち上げるフォークリフト装置130を配置するとともに、受入台100の台車導入部110側にアクチュエータ184により駆動された受入台100上に出没する6本のくさびロッド182を一直線状に配列して設け、フォーク132から受入台100へのパイプPの移動を制御し、パイプPの受入台100への移動を停止させる際には中央の2本のくさびロッド182aを突出させた後、隣接するくさびロッド182bを突出させ、最後に端のくさびロッド182cを突出させるように構成した。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】この発明は、パイプや材木、また、各種の棒状部材の結束等に際して結束ライン等に長尺物を供給するための移載方法と移載装置に関し、特に、細い長尺物にあっても交差や斜行を有効に防止して移載できるようにした移載方法と移載装置に関する。
【0002】
【従来の技術】パイプ等の長尺物(以下、パイプで代表する)にあっては、製造後においてビニール紐、紙バンド、ナイロンバンド、金属バンドあるいはPPバンド等を用いて複数本の束に結束され、結束体として工場から出荷され、ユーザに向けて輸送される。このようなパイプの結束に際しては、通常、成形されたパイプを台車等に積載して移送し、台車から移載装置を用いて結束ラインに搬入し、結束ラインの結束機により結束している。
【0003】そして、上述した移載装置としては、従来、特開平7−291221号公報に記載されるようなものが知られる。この特開平7−291221号公報には、台車に予め複数の紐状体を装着して紐状体上にパイプを積載し、結束ラインへのパイプの移載に際しては、紐状体を吊下手段に掛止させて紐状体を介してパイプを持ち上げ、パイプを搬送台上に移載する装置が記載される。
【0004】
【発明が解決しようとする課題】しかしながら、上述した特開平7−291221号公報に記載の移載装置にあっては、紐状体の吊上高さと搬送台上に移載されるパイプの本数とが密接に関連し、紐状体を高く吊り上げると多数のパイプが搬送台上に流れ、逆に、吊上高さが低ければパイプを移載できず、紐状体の吊上高さの調節が煩雑であるという問題があった。
【0005】また、この従来の移載装置にあっては、紐状体上のパイプが搬送台上に移動する際にパイプが斜めに斜行、また、重なって交差することがあり、パイプの計数等に支障が生じるという問題もあった。特に、後者の問題は細いパイプに顕著であり、その解決が強く要望されていた。この発明は、上記問題に鑑みてなされたもので、パイプ等の長尺物の移載を簡単な操作あるいは自動的に行うことができ、また、移載したパイプが交差や斜行を生じることも防止できる移載装置と移載方法を提供することを目的とする。
【0006】
【課題を解決するための手段】上記目的を達成するため、この発明にかかる長尺物の移載装置は、長尺物を積載した台車が導入される台車導入部に、搬送機構が上部に設けられた受入台と該受入台に前記台車上の長尺物を一括的に持ち上げて移載するリフト装置とを隣設した長尺物の移載装置であって、前記受入台の台車導入部側の縁部に一直線状に配置して少なくとも3本のくさびロッドを前記受入台上に出没可能に支持し、これらくさびロッドをそれぞれ前記リフト機構の作動に連動する出没駆動用アクチュエータと連結し、これらアクチュエータで前記くさびロッドを前記受入台上に出没駆動する。
【0007】そして、この発明にかかる長尺物の移載装置は、前記受入台上の長尺物を検出するセンサを設けるとともに、前記リフト機構を昇降可能な複数のフォークに該フォーク上の長尺物を押し出す押出板をフォーク長手方向に移動可能に取り付けて構成し、該押出板および前記出没駆動用アクチュエータを前記センサの検知出力に基づき制御する態様(請求項2)に構成することができ、特に、この態様においては、前記受入台に移動支持体を前記フォーク間に向かって進退移動可能に設けるとともに、前記くさびロッドを少なくとも4本設けてそれぞれ出没駆動用アクチュエータと連結し、中央側の複数のくさびロッドおよび該くさびロッドと連結した出没駆動用アクチュエータを前記移動支持体に取り付けた態様(請求項3)に構成することができる。
【0008】また、この発明にかかる長尺物の移載装置は、前記受入台の台車導入部側の側部に脱落防止部材を移動可能に取り付けるとともに、該脱落防止部材を前記リフト機構の作動に応じて駆動するアクチュエータを設ける態様(請求項4)に構成することができる。
【0009】この発明にかかる長尺物の移載方法は、台車導入部の一側に搬送機構を有する受入台を、台車導入部の他側にリフト機構を設けるとともに、前記受入台の台車導入部側の縁部にアクチュエータにより駆動されて受入台上に出没する少なくとも3本のくさびロッドを一直線状に支持し、前記台車導入部に導入された台車上の長尺物を前記リフト装置により一括的に持ち上げ、該持ち上げた長尺物を複数回に分けて前記受入台上に移載する長尺物の移載方法であって、前記くさびロッドを端から中央に向かって配置位置に応じて群に区画し、前記長尺物が前記リフト機構により前記受入台上に移載された場合、中央の群のくさびロッドを前記受入台上に突出させた後、端に向かって各群のくさびロッドを順次突出させ、次いで、最も端の群のくさびロッドを除いた全てのくさびロッドを没入させて次回の移載に備えるように構成される。
【0010】そして、この発明にかかる長尺物の移載方法は、最初の回の移載の場合に移載の前に前記くさびロッドを全て突出させ、移載後に全てのくさびロッドを没入させ、続いて、中央の群のくさびロッドを前記受入台上に突出させた後、端に向かって各群のくさびロッドを順次突出させ、次いで、最も端の群のくさびロッドを除いた全てのくさびロッドを没入させて次回の移載に備える態様(請求項6)に構成することができる。
【0011】また、この発明にかかる長尺物の移載方法は、最終の回の移載の場合に、中央側の少なくとも1つの群のくさびロッドを前記リフト機構側へ移動した後に突出させ、次いで、受入台側へ移動させ、くさびロッドにより長尺物を移送する態様(請求項7)に、さらに、前記くさびロッドは中央側の群のくさびロッドを太く、端側の群のくさびロッドを細くする態様(請求項8)に構成することができる。
【0012】
【作用】この発明は、台車上の長尺物をリフト装置により受入台上移載する際には、先ず、全てのくさびロッドが突出して待機し、長尺物の移載が開始されると長尺物を一旦受け止めた後に没入する。次いで、センサにより一定量の長尺物の移載を検知すると、先ず、中央側の群のくさびロッドが突出した後に端の側の群のくさびロッドが順次突出し、長尺物を平行な状態、すなわち、斜行させること無く定量的に区分けする。続いて、両側の群のくさびロッドを除いたロッドが没入して長尺物の移動を禁止する。そして、受入台上の長尺物が少なくなると両側の群のくさびロッドが没入し、この後、上記と同様に、くさびロッドが中央側の群から端の群に向かって順次突出する。また、リフト装置により持ち上げられた長尺物が少なくなると、中央側の群のくさびロッドがリフト装置側へ移動(前進)して突出し、突出した状態で受入台側へ移動して残りの長尺物を受入台に取り込む。
【0013】
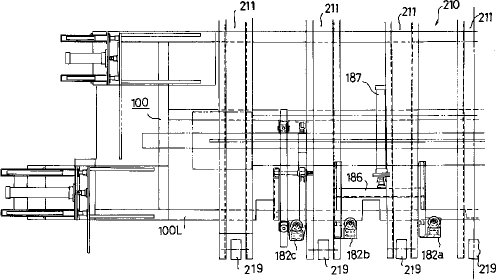
【発明の実施の形態】以下、この発明の実施の形態を図面を参照して説明する。図1から図3はこの発明の一の実施の形態にかかる長尺物の移載装置をパイプの結束ラインに適用して示し、図1がパイプ結束ラインのブロック図、図2が移載装置の正面図、図3が側面図、図4が平面図、図5が一部を拡大した正面図である。
【0014】先ず、図1を参照してパイプ結束ラインの概要を説明すると、この実施の形態における梱包装置は、本実施の形態にかかる移載装置が配置される受入れステーションS1、整列ステーションS2、計数ステーションS3、整形ステーションS4、袋掛けステーションS5、結束ステーションS6および払出ステーションS7を有する。そして、整列ステーションS2と計数ステーションS3の間に整列コンベアC8が延設され、また、計数ステーションS3と払出ステーションS7との間にタクトコンベアC9が延設され、整形ステーションS4、袋掛けステーションS5および結束ステーションS6がタクトコンベアC9の搬送方向に沿って順次位置する。なお、図1中、MCは主操作盤、SCは副操作盤である。
【0015】受入ステーションS1は、図2から図5に示すように、台車を導入する台車導入部110の一側にフォークリフト装置130を、台車導入部110の他側に受入台100を有する。図中明示しないが、台車は、アングル等のメンバーをフレーム状に組み付けて構成され、パイプ搭載部とフォーク差込部が形成される。後述するように、この台車は、長尺物であるパイプPをパイプ搭載部に積載して台車導入部110に導入され、積載したパイプPがフォーク差込部に差し込まれたフォークにより持ち上げられる。
【0016】台車導入部110には、工場床面に一対のガイド部材111が略平行に配設され、これらガイド部材111間に牽引機構150が配設される。この台車導入部110は、台車を牽引機構150により牽引して導入・導出し、この台車の移動をガイド部材111により案内する。
【0017】フォークリフト装置130は、傾動機構139により傾動可能に立設された支持ポスト131にフォーク132の昇降可能に取り付けるとともに、このフォーク132に押出盤133をフォーク長手方向に移動可能に取り付けて構成される。詳細な図示および説明は割愛するが、このフォークリフト装置130は、後述するパイプセンサの検知出力等に基づきフォーク132および押出板133が制御され、台車に搭載されたパイプPをフォーク132により持ち上げ、押出板133をフォーク132先端側に移動させ、また、支持ポスト131を傾動させてフォーク132上のパイプPを受入台100上に移載する。
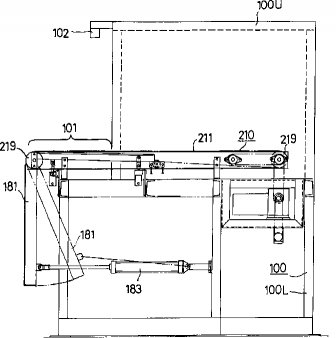
【0018】受入台100は、メンバーを略直方体形状に組み付けた下フレーム100Lと上フレーム100Uを建設して構成され、下フレーム100Lの上部に搬送ベルトコンベア210が設けられる。後にも述べるが、ベルトコンベア210は、受入台100の下フレーム100L上部に略全長さにわたってローラ219(図4参照)に掛装された複数のコンベアベルト211を有し、これらコンベアベルト211が適宜の間隔を隔て平行に延設される。このベルトコンベア210は、台車導入部110側の部分(搬送始端側部分)がパイプ導入部101として用いられ、また、逆側の部分(搬送終端側部分)が整列ステーションS2の整列・搬送コンベアとして用いられる。
【0019】なお、パイプ導入部101の両側部、また、後述する計数ステーションS3から整形ステーションS4までのタクトコンベアC9の搬送台の停止位置にはパイプPの端部を揃える端部揃え機構が設けられる。図示および詳細な説明は割愛するが、これら端部揃え機構は、押し当て板と該押し当て板と連結したエアシリンダからなり、エアシリンダにより駆動して押し当て板をパイプPの端部に長手方向両側から押し当て、パイプPを端部が一面に位置するように揃える。
【0020】また、受入台100には、上フレーム100U上部の台車導入部110側にパイプ受入部101上のパイプを検出するパイプセンサ102が設けられ、下フレームLの台車導入部110側の側部に4本のガイドロッド181が垂設され、受入部101の台車導入部110側の縁部に6本のくさびロッド182が台車導入方向一列に配列されて出没可能に設けられる。パイプセンサ102は、光センサや超音波センサから構成され、パイプ受入部101上のパイプPの有無やパイプPの積上高さ等を検出する。
【0021】ガイドロッド181はそれぞれ、上端部が受入台100に水平軸廻りに回動自在に支持され、下側部分にエアシリンダ183が連結する。図5に詳示するように、これらガイドロッド181は、台車の台車導入部110への導入時等において下端が受入台100内側へ没入する傾斜姿勢を維持し、上述したフォーク132の上昇時においてエアシリンダ183により略鉛直姿勢に駆動されフォーク132上のパイプPの脱落等を防止する。
【0022】図2および図3に詳示するように、くさびロッド182はそれぞれ昇降用エアシリンダ184と連結して昇降駆動され、端のくさびロッド182c(以下、中央から端に向かって順番にa,b,cの添字を付して区別する)の昇降用エアシリンダ184cが受入台100に取り付けられ、中央側の2つのくさびロッド182aの昇降用エアシリンダ184aが進退部材186に取り付けられ、これら進退部材186が進退用エアシリンダ187に連結される。くさびロッド182は先端が尖った角柱状の部材からなり、中央側のくさびロッド182aは端のくさびロッド182cよりも太い部材が用いられる。
【0023】エアシリンダ184,187はフォークリフト装置130のフォーク昇降作動や押出板133の作動、また、パイプセンサ102の検知信号や設定されたパイプPの種類(制御盤に手動で入力)等に応じて制御され、エアシリンダ184がくさびロッド182を受入台100上に出没させ、また、エアシリンダ187が進退部材186を介してくさびロッド182aを進退駆動する。
【0024】具体的な一例として小径のパイプPに付いて述べれば、フォーク132の上昇時においてくさびロッド182は全てが受入台100上に突出して待機し、フォーク132が所定の位置まで上昇するとくさびロッド182は全てが没入する。この後、パイプセンサ102によりパイプ受入部101上に所定の本数以上のパイプPが存在することが検出されると、先ず、中央位置の4本のくさびロッド182a,bが順次突出した後に端のくさびロッド182cが突出し、次いで、中央の4本のくさびロッド182a,bが没入する。
【0025】そして、パイプセンサ102により受入部101上のパイプP本数が少なくなったことが検出されるまで端のくさびロッド182cが突出状態を維持し、受入部101上のパイプP本数が少なくなると端のくさびロッド182cが没入し、上述した動作を繰り返す。また、フォーク132上の残りのパイプPを全て受入部101に移載する場合(最後の移載時)は、中央側の2本のくさびロッド182aが導入部110上のフォーク132方向の所定位置まで移動(後退)した後に伸長し、これらくさびロッド182aが伸長状態で前進してフォーク132上のパイプPを全て受入部101上に移載する。なお、上述した作動(制御)は小径のパイプに付いて述べるが、大径のパイプPに対しては各くさびロッド182等の作動をその径や長さ等に応じて適宜変更することができる。
【0026】なお、図2の右半部は整列ステーションS2の概要を示し、220は上フレーム100Uに昇降可能に支持された昇降フレームであり、昇降フレーム220に設けたプーリにベルト228を掛装して均しベルトコンベア221が構成される。この均しベルトコンベア221は、搬送ベルトコンベア210の上方に設けられて、ベルト228を搬送ベルトコンベア210のベルト211と逆方向走行させる。この整列ステーションS2はパイプ導入部101から搬送ベルトコンベア210により搬送されるパイプPを均して1本ずる平行に整列コンベアC8に送り出す。
【0027】また、整列ステーションS2に続く計数ステーションS3には整列ステーションS2で搬送されるパイプPを規定の結束本数に計数する計数装置が、整形ステーションS4には規定本数のパイプPを抱締紐で抱き締めて所定の形状に纏める抱締機構400と一次結束機490が、袋掛けステーションS5には袋ストック部510、袋搬送装置520および袋開口・供給装置530が、結束ステーションS5には縦結束機630、側部横結束機610、袋折り機構620および中央横結束機640が、払出ステーションS6にはパレット置場710と待機場720が設定されパイプPの結束体をパレット上に移載するフォーク移載装置700が配置されるが、これらステーションの図示と説明は省略する。
【0028】この実施の形態にあっては、パイプPを台車にバラ積みし、この台車を牽引機構150により牽引し台車導入部110に導入する。この後、台車が規定位置に到達すると、フォークリフト装置130がフォーク132を台車のフォーク差込部に差し込んで上昇させ、フォーク132により台車上のパイプPを全て持ち上げる。そして、台車上のパイプPが全て持ち上げられると、台車は牽引機構150に牽引されて台車導入部110外へ引き出される。
【0029】ここで、台車が台車導入部110に導入される際および引き出される際には受入台100の側部のガイドロッド181は図5中仮想線で示すように受入台100内に没入するが、フォーク132がパイプPを載せて上昇する際には図5中実線で示すように略鉛直に垂下してフォーク132上のパイプPの落下を防止する。このため、台車の台車導入部への導入等に支障を生じることが無く、パイプPの落下を防止できる。
【0030】この後、フォーク132が所定の位置まで上昇すると、押出板133がフォーク132の先端側に向かって所定距離だけ前進し、フォーク132上のパイプPの一部をパイプ導入部101へ向けて押し出す。ここで、この押出板133が前進するまでは全てのくさびロッド182が受入台100上に突出し、フォーク132上のパイプPが導入部101へ移動することを禁止する。このため、受入台100の導入部101にパイプPが残存する場合、このパイプPと混ざり合うことがなく、多種のパイプPの処理を効率的に行える。
【0031】そして、押出板133が前進を開始すると、全てのくさびロッド182がシリンダ184により駆動されて没入し、この後、センサにより一定量のパイプPの移載を検知すると、中央側のくさびロッド182aが突出し、次いで、くさびロッド182bとくさびロッド182cが順次突出する。このため、フォーク132上のパイプPと導入部101上のパイプPが区分けされ、また、フォーク132上のパイプPの導入部101への移動が禁止される。ここで、くさびロッド182は中央側から端に向かってくさびロッド182a,182b,182cが順次突出するため、パイプPが斜行することがない。
【0032】この後、端のくさびロッド182c以外のくさびロッド182a,182bが没入し、端のくさびロッド182cのみが突出した状態を維持し、フォーク132上のパイプPが導入部101に流れ込むことを防止する。そして、導入部101上のパイプPが少なく(あるいは、0に)になったことがパイプセンサ102により検出されると、端のくさびロッド182cが没入し、また、押出板133が所定距離だけ前進してパイプPを導入部101に押し出す。続いて、前述と同様に、中央側のくさびロッド182aが、次いで、くさびロッド182bが、最後に、端のくさびロッド182cが突出し、この後、ロッド182a,182bが没入する。以後、パイプセンサ102の検知出力に基づき上述した動作を繰り返す。
【0033】そして、フォーク132上のパイプPが少なくなると、中央側のくさびロッド182aがフォーク132方向の所定位置まで移動して突出(伸長)し、この伸長状態で受入台100に向かって後退し、フォーク132上に残る全てのパイプPがくさびロッド182aにより導入部101へ移載される。このため、フォーク132上の全てのパイプPを確実に導入部101に移載できる。
【0034】一方、導入部101に移載されたパイプPは搬送コンベア210により整列ステーションS2に搬送される。以後のステーションを簡単に説明すれば、整列ステーションS2においてパイプPは均しベルトコンベア221により均されて1本ずつ平行に整列コンベアC8へ送り出され、整列コンベアC8により計数ステーションS3に搬送されて計数される。そして、計数ステーションS3において計数されたパイプPはタクトコンベアC9の搬送台に架装され、整形ステーションS4で所定の纏まり形状に一次結束され、次の袋掛けステーションS5で端部に袋が掛けられ、続く結束ステーションS6で横結束と縦結束が施された後、払出ステーションS7でパレット上に積載される。
【0035】なお、上述した実施の形態では6本のくさびロッド182を3つの群に区分けして突出作動させるものを例示するが、この発明は3本以上のくさびロッドにより達成することができ、また、突出させる順序、および群の区分けの組み合わせも任意に選択することが可能である。
【0036】
【発明の効果】以上説明したように、この発明によれば、リフト装置から長尺物を受け入れる受入台の縁部に長尺物の移動制御用の複数のくさびロッドを一直線上に配列して出没可能に取り付け、長尺物の移動を停止する場合には中央の群のくさびロッドを突出させた後に隣接する群のくさびロッドを順次突出させるため、受入台上の長尺物が斜行することを確実に防止できるとともに、整列・搬送部への長尺物の定量供給ができ、また、長尺物の移載の完全な自動化を図ることができるという効果が得られる。
【図面の簡単な説明】
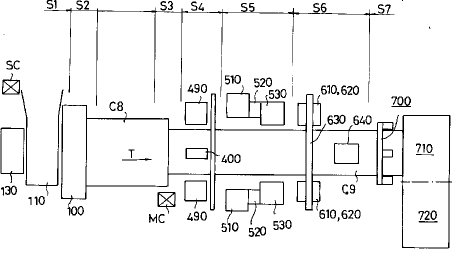
【図1】この発明の一の実施の形態に係る長尺物の移載装置が用いられたパイプ結束ラインの概要を示すブロック図である。
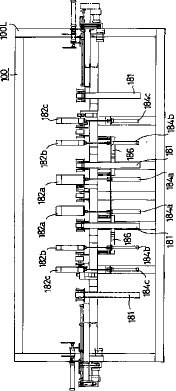
【図2】同移載装置の正面図である。
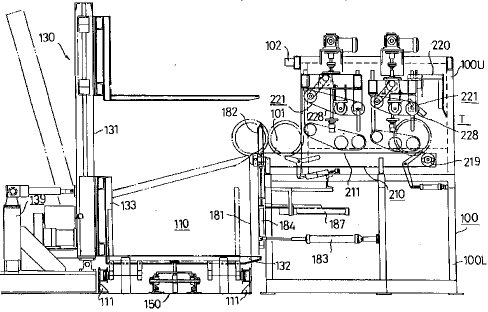
【図3】同移載装置の側面図である。
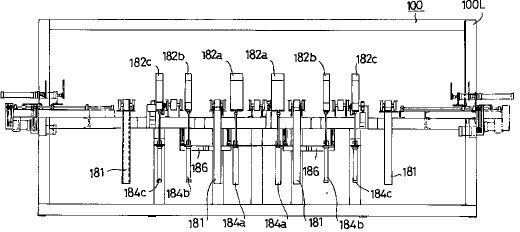
【図4】同移載装置の平面図である
【図5】同移載装置の一部を拡大した正面図である。
【符号の説明】
100 受入台
101 パイプ導入部
102 パイプセンサ
110 台車導入部
130 フォークリフト装置
132 フォーク
133 押出板
181 ガイドロッド
182 くさびロッド
184 エアシリンダ
210 搬送ベルトコンベア
【0001】
【発明の属する技術分野】この発明は、パイプや材木、また、各種の棒状部材の結束等に際して結束ライン等に長尺物を供給するための移載方法と移載装置に関し、特に、細い長尺物にあっても交差や斜行を有効に防止して移載できるようにした移載方法と移載装置に関する。
【0002】
【従来の技術】パイプ等の長尺物(以下、パイプで代表する)にあっては、製造後においてビニール紐、紙バンド、ナイロンバンド、金属バンドあるいはPPバンド等を用いて複数本の束に結束され、結束体として工場から出荷され、ユーザに向けて輸送される。このようなパイプの結束に際しては、通常、成形されたパイプを台車等に積載して移送し、台車から移載装置を用いて結束ラインに搬入し、結束ラインの結束機により結束している。
【0003】そして、上述した移載装置としては、従来、特開平7−291221号公報に記載されるようなものが知られる。この特開平7−291221号公報には、台車に予め複数の紐状体を装着して紐状体上にパイプを積載し、結束ラインへのパイプの移載に際しては、紐状体を吊下手段に掛止させて紐状体を介してパイプを持ち上げ、パイプを搬送台上に移載する装置が記載される。
【0004】
【発明が解決しようとする課題】しかしながら、上述した特開平7−291221号公報に記載の移載装置にあっては、紐状体の吊上高さと搬送台上に移載されるパイプの本数とが密接に関連し、紐状体を高く吊り上げると多数のパイプが搬送台上に流れ、逆に、吊上高さが低ければパイプを移載できず、紐状体の吊上高さの調節が煩雑であるという問題があった。
【0005】また、この従来の移載装置にあっては、紐状体上のパイプが搬送台上に移動する際にパイプが斜めに斜行、また、重なって交差することがあり、パイプの計数等に支障が生じるという問題もあった。特に、後者の問題は細いパイプに顕著であり、その解決が強く要望されていた。この発明は、上記問題に鑑みてなされたもので、パイプ等の長尺物の移載を簡単な操作あるいは自動的に行うことができ、また、移載したパイプが交差や斜行を生じることも防止できる移載装置と移載方法を提供することを目的とする。
【0006】
【課題を解決するための手段】上記目的を達成するため、この発明にかかる長尺物の移載装置は、長尺物を積載した台車が導入される台車導入部に、搬送機構が上部に設けられた受入台と該受入台に前記台車上の長尺物を一括的に持ち上げて移載するリフト装置とを隣設した長尺物の移載装置であって、前記受入台の台車導入部側の縁部に一直線状に配置して少なくとも3本のくさびロッドを前記受入台上に出没可能に支持し、これらくさびロッドをそれぞれ前記リフト機構の作動に連動する出没駆動用アクチュエータと連結し、これらアクチュエータで前記くさびロッドを前記受入台上に出没駆動する。
【0007】そして、この発明にかかる長尺物の移載装置は、前記受入台上の長尺物を検出するセンサを設けるとともに、前記リフト機構を昇降可能な複数のフォークに該フォーク上の長尺物を押し出す押出板をフォーク長手方向に移動可能に取り付けて構成し、該押出板および前記出没駆動用アクチュエータを前記センサの検知出力に基づき制御する態様(請求項2)に構成することができ、特に、この態様においては、前記受入台に移動支持体を前記フォーク間に向かって進退移動可能に設けるとともに、前記くさびロッドを少なくとも4本設けてそれぞれ出没駆動用アクチュエータと連結し、中央側の複数のくさびロッドおよび該くさびロッドと連結した出没駆動用アクチュエータを前記移動支持体に取り付けた態様(請求項3)に構成することができる。
【0008】また、この発明にかかる長尺物の移載装置は、前記受入台の台車導入部側の側部に脱落防止部材を移動可能に取り付けるとともに、該脱落防止部材を前記リフト機構の作動に応じて駆動するアクチュエータを設ける態様(請求項4)に構成することができる。
【0009】この発明にかかる長尺物の移載方法は、台車導入部の一側に搬送機構を有する受入台を、台車導入部の他側にリフト機構を設けるとともに、前記受入台の台車導入部側の縁部にアクチュエータにより駆動されて受入台上に出没する少なくとも3本のくさびロッドを一直線状に支持し、前記台車導入部に導入された台車上の長尺物を前記リフト装置により一括的に持ち上げ、該持ち上げた長尺物を複数回に分けて前記受入台上に移載する長尺物の移載方法であって、前記くさびロッドを端から中央に向かって配置位置に応じて群に区画し、前記長尺物が前記リフト機構により前記受入台上に移載された場合、中央の群のくさびロッドを前記受入台上に突出させた後、端に向かって各群のくさびロッドを順次突出させ、次いで、最も端の群のくさびロッドを除いた全てのくさびロッドを没入させて次回の移載に備えるように構成される。
【0010】そして、この発明にかかる長尺物の移載方法は、最初の回の移載の場合に移載の前に前記くさびロッドを全て突出させ、移載後に全てのくさびロッドを没入させ、続いて、中央の群のくさびロッドを前記受入台上に突出させた後、端に向かって各群のくさびロッドを順次突出させ、次いで、最も端の群のくさびロッドを除いた全てのくさびロッドを没入させて次回の移載に備える態様(請求項6)に構成することができる。
【0011】また、この発明にかかる長尺物の移載方法は、最終の回の移載の場合に、中央側の少なくとも1つの群のくさびロッドを前記リフト機構側へ移動した後に突出させ、次いで、受入台側へ移動させ、くさびロッドにより長尺物を移送する態様(請求項7)に、さらに、前記くさびロッドは中央側の群のくさびロッドを太く、端側の群のくさびロッドを細くする態様(請求項8)に構成することができる。
【0012】
【作用】この発明は、台車上の長尺物をリフト装置により受入台上移載する際には、先ず、全てのくさびロッドが突出して待機し、長尺物の移載が開始されると長尺物を一旦受け止めた後に没入する。次いで、センサにより一定量の長尺物の移載を検知すると、先ず、中央側の群のくさびロッドが突出した後に端の側の群のくさびロッドが順次突出し、長尺物を平行な状態、すなわち、斜行させること無く定量的に区分けする。続いて、両側の群のくさびロッドを除いたロッドが没入して長尺物の移動を禁止する。そして、受入台上の長尺物が少なくなると両側の群のくさびロッドが没入し、この後、上記と同様に、くさびロッドが中央側の群から端の群に向かって順次突出する。また、リフト装置により持ち上げられた長尺物が少なくなると、中央側の群のくさびロッドがリフト装置側へ移動(前進)して突出し、突出した状態で受入台側へ移動して残りの長尺物を受入台に取り込む。
【0013】
【発明の実施の形態】以下、この発明の実施の形態を図面を参照して説明する。図1から図3はこの発明の一の実施の形態にかかる長尺物の移載装置をパイプの結束ラインに適用して示し、図1がパイプ結束ラインのブロック図、図2が移載装置の正面図、図3が側面図、図4が平面図、図5が一部を拡大した正面図である。
【0014】先ず、図1を参照してパイプ結束ラインの概要を説明すると、この実施の形態における梱包装置は、本実施の形態にかかる移載装置が配置される受入れステーションS1、整列ステーションS2、計数ステーションS3、整形ステーションS4、袋掛けステーションS5、結束ステーションS6および払出ステーションS7を有する。そして、整列ステーションS2と計数ステーションS3の間に整列コンベアC8が延設され、また、計数ステーションS3と払出ステーションS7との間にタクトコンベアC9が延設され、整形ステーションS4、袋掛けステーションS5および結束ステーションS6がタクトコンベアC9の搬送方向に沿って順次位置する。なお、図1中、MCは主操作盤、SCは副操作盤である。
【0015】受入ステーションS1は、図2から図5に示すように、台車を導入する台車導入部110の一側にフォークリフト装置130を、台車導入部110の他側に受入台100を有する。図中明示しないが、台車は、アングル等のメンバーをフレーム状に組み付けて構成され、パイプ搭載部とフォーク差込部が形成される。後述するように、この台車は、長尺物であるパイプPをパイプ搭載部に積載して台車導入部110に導入され、積載したパイプPがフォーク差込部に差し込まれたフォークにより持ち上げられる。
【0016】台車導入部110には、工場床面に一対のガイド部材111が略平行に配設され、これらガイド部材111間に牽引機構150が配設される。この台車導入部110は、台車を牽引機構150により牽引して導入・導出し、この台車の移動をガイド部材111により案内する。
【0017】フォークリフト装置130は、傾動機構139により傾動可能に立設された支持ポスト131にフォーク132の昇降可能に取り付けるとともに、このフォーク132に押出盤133をフォーク長手方向に移動可能に取り付けて構成される。詳細な図示および説明は割愛するが、このフォークリフト装置130は、後述するパイプセンサの検知出力等に基づきフォーク132および押出板133が制御され、台車に搭載されたパイプPをフォーク132により持ち上げ、押出板133をフォーク132先端側に移動させ、また、支持ポスト131を傾動させてフォーク132上のパイプPを受入台100上に移載する。
【0018】受入台100は、メンバーを略直方体形状に組み付けた下フレーム100Lと上フレーム100Uを建設して構成され、下フレーム100Lの上部に搬送ベルトコンベア210が設けられる。後にも述べるが、ベルトコンベア210は、受入台100の下フレーム100L上部に略全長さにわたってローラ219(図4参照)に掛装された複数のコンベアベルト211を有し、これらコンベアベルト211が適宜の間隔を隔て平行に延設される。このベルトコンベア210は、台車導入部110側の部分(搬送始端側部分)がパイプ導入部101として用いられ、また、逆側の部分(搬送終端側部分)が整列ステーションS2の整列・搬送コンベアとして用いられる。
【0019】なお、パイプ導入部101の両側部、また、後述する計数ステーションS3から整形ステーションS4までのタクトコンベアC9の搬送台の停止位置にはパイプPの端部を揃える端部揃え機構が設けられる。図示および詳細な説明は割愛するが、これら端部揃え機構は、押し当て板と該押し当て板と連結したエアシリンダからなり、エアシリンダにより駆動して押し当て板をパイプPの端部に長手方向両側から押し当て、パイプPを端部が一面に位置するように揃える。
【0020】また、受入台100には、上フレーム100U上部の台車導入部110側にパイプ受入部101上のパイプを検出するパイプセンサ102が設けられ、下フレームLの台車導入部110側の側部に4本のガイドロッド181が垂設され、受入部101の台車導入部110側の縁部に6本のくさびロッド182が台車導入方向一列に配列されて出没可能に設けられる。パイプセンサ102は、光センサや超音波センサから構成され、パイプ受入部101上のパイプPの有無やパイプPの積上高さ等を検出する。
【0021】ガイドロッド181はそれぞれ、上端部が受入台100に水平軸廻りに回動自在に支持され、下側部分にエアシリンダ183が連結する。図5に詳示するように、これらガイドロッド181は、台車の台車導入部110への導入時等において下端が受入台100内側へ没入する傾斜姿勢を維持し、上述したフォーク132の上昇時においてエアシリンダ183により略鉛直姿勢に駆動されフォーク132上のパイプPの脱落等を防止する。
【0022】図2および図3に詳示するように、くさびロッド182はそれぞれ昇降用エアシリンダ184と連結して昇降駆動され、端のくさびロッド182c(以下、中央から端に向かって順番にa,b,cの添字を付して区別する)の昇降用エアシリンダ184cが受入台100に取り付けられ、中央側の2つのくさびロッド182aの昇降用エアシリンダ184aが進退部材186に取り付けられ、これら進退部材186が進退用エアシリンダ187に連結される。くさびロッド182は先端が尖った角柱状の部材からなり、中央側のくさびロッド182aは端のくさびロッド182cよりも太い部材が用いられる。
【0023】エアシリンダ184,187はフォークリフト装置130のフォーク昇降作動や押出板133の作動、また、パイプセンサ102の検知信号や設定されたパイプPの種類(制御盤に手動で入力)等に応じて制御され、エアシリンダ184がくさびロッド182を受入台100上に出没させ、また、エアシリンダ187が進退部材186を介してくさびロッド182aを進退駆動する。
【0024】具体的な一例として小径のパイプPに付いて述べれば、フォーク132の上昇時においてくさびロッド182は全てが受入台100上に突出して待機し、フォーク132が所定の位置まで上昇するとくさびロッド182は全てが没入する。この後、パイプセンサ102によりパイプ受入部101上に所定の本数以上のパイプPが存在することが検出されると、先ず、中央位置の4本のくさびロッド182a,bが順次突出した後に端のくさびロッド182cが突出し、次いで、中央の4本のくさびロッド182a,bが没入する。
【0025】そして、パイプセンサ102により受入部101上のパイプP本数が少なくなったことが検出されるまで端のくさびロッド182cが突出状態を維持し、受入部101上のパイプP本数が少なくなると端のくさびロッド182cが没入し、上述した動作を繰り返す。また、フォーク132上の残りのパイプPを全て受入部101に移載する場合(最後の移載時)は、中央側の2本のくさびロッド182aが導入部110上のフォーク132方向の所定位置まで移動(後退)した後に伸長し、これらくさびロッド182aが伸長状態で前進してフォーク132上のパイプPを全て受入部101上に移載する。なお、上述した作動(制御)は小径のパイプに付いて述べるが、大径のパイプPに対しては各くさびロッド182等の作動をその径や長さ等に応じて適宜変更することができる。
【0026】なお、図2の右半部は整列ステーションS2の概要を示し、220は上フレーム100Uに昇降可能に支持された昇降フレームであり、昇降フレーム220に設けたプーリにベルト228を掛装して均しベルトコンベア221が構成される。この均しベルトコンベア221は、搬送ベルトコンベア210の上方に設けられて、ベルト228を搬送ベルトコンベア210のベルト211と逆方向走行させる。この整列ステーションS2はパイプ導入部101から搬送ベルトコンベア210により搬送されるパイプPを均して1本ずる平行に整列コンベアC8に送り出す。
【0027】また、整列ステーションS2に続く計数ステーションS3には整列ステーションS2で搬送されるパイプPを規定の結束本数に計数する計数装置が、整形ステーションS4には規定本数のパイプPを抱締紐で抱き締めて所定の形状に纏める抱締機構400と一次結束機490が、袋掛けステーションS5には袋ストック部510、袋搬送装置520および袋開口・供給装置530が、結束ステーションS5には縦結束機630、側部横結束機610、袋折り機構620および中央横結束機640が、払出ステーションS6にはパレット置場710と待機場720が設定されパイプPの結束体をパレット上に移載するフォーク移載装置700が配置されるが、これらステーションの図示と説明は省略する。
【0028】この実施の形態にあっては、パイプPを台車にバラ積みし、この台車を牽引機構150により牽引し台車導入部110に導入する。この後、台車が規定位置に到達すると、フォークリフト装置130がフォーク132を台車のフォーク差込部に差し込んで上昇させ、フォーク132により台車上のパイプPを全て持ち上げる。そして、台車上のパイプPが全て持ち上げられると、台車は牽引機構150に牽引されて台車導入部110外へ引き出される。
【0029】ここで、台車が台車導入部110に導入される際および引き出される際には受入台100の側部のガイドロッド181は図5中仮想線で示すように受入台100内に没入するが、フォーク132がパイプPを載せて上昇する際には図5中実線で示すように略鉛直に垂下してフォーク132上のパイプPの落下を防止する。このため、台車の台車導入部への導入等に支障を生じることが無く、パイプPの落下を防止できる。
【0030】この後、フォーク132が所定の位置まで上昇すると、押出板133がフォーク132の先端側に向かって所定距離だけ前進し、フォーク132上のパイプPの一部をパイプ導入部101へ向けて押し出す。ここで、この押出板133が前進するまでは全てのくさびロッド182が受入台100上に突出し、フォーク132上のパイプPが導入部101へ移動することを禁止する。このため、受入台100の導入部101にパイプPが残存する場合、このパイプPと混ざり合うことがなく、多種のパイプPの処理を効率的に行える。
【0031】そして、押出板133が前進を開始すると、全てのくさびロッド182がシリンダ184により駆動されて没入し、この後、センサにより一定量のパイプPの移載を検知すると、中央側のくさびロッド182aが突出し、次いで、くさびロッド182bとくさびロッド182cが順次突出する。このため、フォーク132上のパイプPと導入部101上のパイプPが区分けされ、また、フォーク132上のパイプPの導入部101への移動が禁止される。ここで、くさびロッド182は中央側から端に向かってくさびロッド182a,182b,182cが順次突出するため、パイプPが斜行することがない。
【0032】この後、端のくさびロッド182c以外のくさびロッド182a,182bが没入し、端のくさびロッド182cのみが突出した状態を維持し、フォーク132上のパイプPが導入部101に流れ込むことを防止する。そして、導入部101上のパイプPが少なく(あるいは、0に)になったことがパイプセンサ102により検出されると、端のくさびロッド182cが没入し、また、押出板133が所定距離だけ前進してパイプPを導入部101に押し出す。続いて、前述と同様に、中央側のくさびロッド182aが、次いで、くさびロッド182bが、最後に、端のくさびロッド182cが突出し、この後、ロッド182a,182bが没入する。以後、パイプセンサ102の検知出力に基づき上述した動作を繰り返す。
【0033】そして、フォーク132上のパイプPが少なくなると、中央側のくさびロッド182aがフォーク132方向の所定位置まで移動して突出(伸長)し、この伸長状態で受入台100に向かって後退し、フォーク132上に残る全てのパイプPがくさびロッド182aにより導入部101へ移載される。このため、フォーク132上の全てのパイプPを確実に導入部101に移載できる。
【0034】一方、導入部101に移載されたパイプPは搬送コンベア210により整列ステーションS2に搬送される。以後のステーションを簡単に説明すれば、整列ステーションS2においてパイプPは均しベルトコンベア221により均されて1本ずつ平行に整列コンベアC8へ送り出され、整列コンベアC8により計数ステーションS3に搬送されて計数される。そして、計数ステーションS3において計数されたパイプPはタクトコンベアC9の搬送台に架装され、整形ステーションS4で所定の纏まり形状に一次結束され、次の袋掛けステーションS5で端部に袋が掛けられ、続く結束ステーションS6で横結束と縦結束が施された後、払出ステーションS7でパレット上に積載される。
【0035】なお、上述した実施の形態では6本のくさびロッド182を3つの群に区分けして突出作動させるものを例示するが、この発明は3本以上のくさびロッドにより達成することができ、また、突出させる順序、および群の区分けの組み合わせも任意に選択することが可能である。
【0036】
【発明の効果】以上説明したように、この発明によれば、リフト装置から長尺物を受け入れる受入台の縁部に長尺物の移動制御用の複数のくさびロッドを一直線上に配列して出没可能に取り付け、長尺物の移動を停止する場合には中央の群のくさびロッドを突出させた後に隣接する群のくさびロッドを順次突出させるため、受入台上の長尺物が斜行することを確実に防止できるとともに、整列・搬送部への長尺物の定量供給ができ、また、長尺物の移載の完全な自動化を図ることができるという効果が得られる。
【図面の簡単な説明】
【図1】この発明の一の実施の形態に係る長尺物の移載装置が用いられたパイプ結束ラインの概要を示すブロック図である。
【図2】同移載装置の正面図である。
【図3】同移載装置の側面図である。
【図4】同移載装置の平面図である
【図5】同移載装置の一部を拡大した正面図である。
【符号の説明】
100 受入台
101 パイプ導入部
102 パイプセンサ
110 台車導入部
130 フォークリフト装置
132 フォーク
133 押出板
181 ガイドロッド
182 くさびロッド
184 エアシリンダ
210 搬送ベルトコンベア
【特許請求の範囲】
【請求項1】 長尺物を積載した台車が導入される台車導入部に、搬送機構が上部に設けられた受入台と該受入台に前記台車上の長尺物を一括的に持ち上げて移載するリフト装置とを隣設した長尺物の移載装置であって、前記受入台の台車導入部側の縁部に一直線状に配置して少なくとも3本のくさびロッドを前記受入台上に出没可能に支持し、これらくさびロッドをそれぞれ前記リフト機構の作動に連動する出没駆動用アクチュエータと連結し、これらアクチュエータで前記くさびロッドを前記受入台上に出没駆動することを特徴とする長尺物の移載装置。
【請求項2】 前記受入台上の長尺物を検出するセンサを設けるとともに、前記リフト機構を昇降可能な複数のフォークに該フォーク上の長尺物を押し出す押出板をフォーク長手方向に移動可能に取り付けて構成し、該押出板および前記出没駆動用アクチュエータを前記センサの検知出力に基づき制御する請求項1記載の長尺物の移載装置。
【請求項3】 前記受入台に移動支持体を前記フォーク間に向かって進退移動可能に設けるとともに、前記くさびロッドを少なくとも4本設けてそれぞれ出没駆動用アクチュエータと連結し、中央側の複数のくさびロッドおよび該くさびロッドと連結した出没駆動用アクチュエータを前記移動支持体に取り付けた請求項2記載の長尺物の移載装置。
【請求項4】 前記受入台の台車導入部側の側部に脱落防止部材を移動可能に取り付けるとともに、該脱落防止部材を前記リフト機構の作動に応じて駆動するアクチュエータを設けた請求項1、請求項2または請求項3記載の長尺物の移載装置。
【請求項5】 台車導入部の一側に搬送機構を有する受入台を、台車導入部の他側にリフト機構を設けるとともに、前記受入台の台車導入部側の縁部にアクチュエータにより駆動されて受入台上に出没する少なくとも3本のくさびロッドを一直線状に支持し、前記台車導入部に導入された台車上の長尺物を前記リフト装置により一括的に持ち上げ、該持ち上げた長尺物を複数回に分けて前記受入台上に移載する長尺物の移載方法であって、前記くさびロッドを端から中央に向かって配置位置に応じて群に区画し、前記長尺物が前記リフト機構により前記受入台上に移載された場合、中央の群のくさびロッドを前記受入台上に突出させた後、端に向かって各群のくさびロッドを順次突出させ、次いで、最も端の群のくさびロッドを除いた全てのくさびロッドを没入させて次回の移載に備えることを特徴とする長尺物の移載方法。
【請求項6】 最初の回の移載の場合は移載の前に前記くさびロッドを全て突出させ、移載後に全てのくさびロッドを没入させ、続いて、中央の群のくさびロッドを前記受入台上に突出させた後、端に向かって各群のくさびロッドを順次突出させ、次いで、最も端の群のくさびロッドを除いた全てのくさびロッドを没入させて次回の移載に備えるようにした請求項5記載の長尺物の移載方法。
【請求項7】 最終の回の移載の場合は、中央側の少なくとも1つの群のくさびロッドを前記リフト機構側へ移動した後に突出させ、次いで、受入台側へ移動させ、くさびロッドにより長尺物を移送するようにした請求項5または請求項6記載の長尺物の移載方法。
【請求項8】 前記くさびロッドは中央側の群のくさびロッドを太く、端側の群のくさびロッドを細くした請求項5、請求項6または請求項7記載の長尺物の移載装置。
【請求項1】 長尺物を積載した台車が導入される台車導入部に、搬送機構が上部に設けられた受入台と該受入台に前記台車上の長尺物を一括的に持ち上げて移載するリフト装置とを隣設した長尺物の移載装置であって、前記受入台の台車導入部側の縁部に一直線状に配置して少なくとも3本のくさびロッドを前記受入台上に出没可能に支持し、これらくさびロッドをそれぞれ前記リフト機構の作動に連動する出没駆動用アクチュエータと連結し、これらアクチュエータで前記くさびロッドを前記受入台上に出没駆動することを特徴とする長尺物の移載装置。
【請求項2】 前記受入台上の長尺物を検出するセンサを設けるとともに、前記リフト機構を昇降可能な複数のフォークに該フォーク上の長尺物を押し出す押出板をフォーク長手方向に移動可能に取り付けて構成し、該押出板および前記出没駆動用アクチュエータを前記センサの検知出力に基づき制御する請求項1記載の長尺物の移載装置。
【請求項3】 前記受入台に移動支持体を前記フォーク間に向かって進退移動可能に設けるとともに、前記くさびロッドを少なくとも4本設けてそれぞれ出没駆動用アクチュエータと連結し、中央側の複数のくさびロッドおよび該くさびロッドと連結した出没駆動用アクチュエータを前記移動支持体に取り付けた請求項2記載の長尺物の移載装置。
【請求項4】 前記受入台の台車導入部側の側部に脱落防止部材を移動可能に取り付けるとともに、該脱落防止部材を前記リフト機構の作動に応じて駆動するアクチュエータを設けた請求項1、請求項2または請求項3記載の長尺物の移載装置。
【請求項5】 台車導入部の一側に搬送機構を有する受入台を、台車導入部の他側にリフト機構を設けるとともに、前記受入台の台車導入部側の縁部にアクチュエータにより駆動されて受入台上に出没する少なくとも3本のくさびロッドを一直線状に支持し、前記台車導入部に導入された台車上の長尺物を前記リフト装置により一括的に持ち上げ、該持ち上げた長尺物を複数回に分けて前記受入台上に移載する長尺物の移載方法であって、前記くさびロッドを端から中央に向かって配置位置に応じて群に区画し、前記長尺物が前記リフト機構により前記受入台上に移載された場合、中央の群のくさびロッドを前記受入台上に突出させた後、端に向かって各群のくさびロッドを順次突出させ、次いで、最も端の群のくさびロッドを除いた全てのくさびロッドを没入させて次回の移載に備えることを特徴とする長尺物の移載方法。
【請求項6】 最初の回の移載の場合は移載の前に前記くさびロッドを全て突出させ、移載後に全てのくさびロッドを没入させ、続いて、中央の群のくさびロッドを前記受入台上に突出させた後、端に向かって各群のくさびロッドを順次突出させ、次いで、最も端の群のくさびロッドを除いた全てのくさびロッドを没入させて次回の移載に備えるようにした請求項5記載の長尺物の移載方法。
【請求項7】 最終の回の移載の場合は、中央側の少なくとも1つの群のくさびロッドを前記リフト機構側へ移動した後に突出させ、次いで、受入台側へ移動させ、くさびロッドにより長尺物を移送するようにした請求項5または請求項6記載の長尺物の移載方法。
【請求項8】 前記くさびロッドは中央側の群のくさびロッドを太く、端側の群のくさびロッドを細くした請求項5、請求項6または請求項7記載の長尺物の移載装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開平9−295613
【公開日】平成9年(1997)11月18日
【国際特許分類】
【出願番号】特願平8−134171
【出願日】平成8年(1996)5月2日
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【公開日】平成9年(1997)11月18日
【国際特許分類】
【出願日】平成8年(1996)5月2日
【出願人】(000190116)信越ポリマー株式会社 (1,394)
[ Back to top ]