
長手方向の繊維ウェブの形成方法および形成装置、横方向の繊維ウェブの形成方法および形成装置、交差繊維ウェブの形成方法および形成装置、および、エアバッグの形成方法および形成装置
長手方向の繊維ウェブ(100)を形成するための方法が記載されており、該方法において、細長い断面外形を有する合成テープ(2)が、束(12)を形成するために、互いに略平行に配置され、テープ(2)はマトリクス材(46)に埋め込まれる。テープ(2)は互いに部分的に重なり合って配置される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に長手方向の繊維ウェブの形成方法に関し、互いに略平行な合成繊維が、合成材料の担体マトリクスに埋め込まれ、繊維の長手方向は、ウェブの長手方向に対して平行である。
【0002】
より詳しくは、本発明は、連続工程によりこのようなウェブを形成するための方法に関し、それにより、ウェブの長さは、原理上は無限に長くなり得る。このようなウェブは、「連続」ウェブという用語で以下に示される。
【背景技術】
【0003】
連続工程による長手方向の繊維ウェブの製造自体は周知である。例えば、全ての内容が参照してここに組み込まれるオランダ特許第1014995号および国際特許出願PCT/NL0l/00316(WO01/083345)を参照する。基本的には、これは、繊維束が、より低い流れ温度を有する材料の担体層に適用、または埋め込まれることを意味する。したがって、形成される構造は、通常、熱ローラの使用により熱処理を受け、担体層と繊維との組み合わせは、担体層が流れるが繊維束が流れないよう選択された温度範囲に十分に制御された温度に加熱される。繊維と流体担体材料との間の良好な粘着力が生じる。上記刊行物の実施形態において、冷却後、繊維が2つの担体層の間に埋め込まれ、該2つの担体層は、担体マトリクスとして示される全体に溶融される。その後、形成される製品はロールに巻着される。
【0004】
長手方向の繊維ウェブの一片を切断し、再びに90°(または他の適切な角度)回転した配向において、互いにそれらを結合することにより、このような長手方向の繊維ウェブから横方向の繊維ウェブを製造することは可能である。90°の角度(または他の適切な角度)回転した長手方向の繊維ウェブの一片を長手方向の繊維ウェブに取り付けることによって交差繊維ウェブを形成することも可能である。
【0005】
このようなウェブは、例えばエアバッグ、防弾ベスト、いわゆる「大袋(big bags)」、ジオテキスタイル、カーペットの主裏地、熱的に変形可能なプレートを製造するための材料として特に適した性質を有する。これらの性質は、なかでも、高い引張り強度と可撓性との組み合わせに関する。引っ張り強度は繊維によりもたらされるが、担体マトリクスの主な機能は、扱いやすい製品を提供することにある。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の第一の特定の態様は、上記繊維束の出発点を形成する繊維を提供することに関する。これらの繊維は繊維製造業者により、典型的には、押出工程により製造されることが一般的であり、形成される繊維は、繊維リールに巻着される。繊維製造機は、ストックロールとしての繊維ウェブ製造機に、繊維リールを供給する。繊維ウェブの製造工程のために、繊維ウェブ製造機は、多数のこのようなストックロールを糸ラックに取り付ける。
【0007】
若干の不利な点が、この一般的な方法に関係している。リールへの巻付け、リールの搬送、およびリールの収納等の必要な工程が、不利な点と考えられ、費用の問題も含む。さらに、リール上の繊維の長さは無限ではなく、繊維ウェブの製造を続けながら、空のリールを交換しなければならない。したがって、繊維リールの交換に必要な時間の間は、形成されるウェブの中に繊維が欠落し、それは、より弱い箇所となることを意味する。この問題は、複数の繊維リールが同時に空になるにつれてより大きなものとなり、関係するウェブ部分は無駄になると考えられる。あるいは、未だ空になっていないリールも含めて全てのリールを同時に交換することを選択し、したがってそれは、それらのリール上に残っている繊維は無駄になると考えられることを意味する。更に、性質を変化させることなくウェブ部分を接続することが困難であるという問題があり、通常、形成されるウェブの長さは有限であるという結果となる。
【0008】
したがって、例えば、人員および/または特殊な検出装置による連続的な管理によって、繊維リールがなくなることができるだけ早く検出されることを確実にすることが必要である。
【0009】
前記問題を防止することは、本発明の重要な目的である。
【0010】
本発明の第二の特定の態様は、形成された繊維ウェブの製品特性に関する。
【0011】
製品特性を変化できることが要求される。この文脈において、互いに異なる製品特性を有する様々な繊維ウェブを製造する可能性が考えられるが、ウェブ長さを変化させる製品特性を有する単一の繊維ウェブを製造する可能性も考えられる。
【0012】
製品特性は様々な方法で変化し得る。材料の選択を変えることは可能であるが、材料を変えることは根本的な変化であり、在庫として多数の材料を所有する必要性は費用を増す。
【0013】
厚さも重要な製品特性である。通常、略円形の断面を有する繊維が使用され、その厚さが単一の繊維の厚さに対応する繊維束が使用される。その場合、互いに対して共通の平面において、繊維は可能な限り良好に配置される(例えばWO0l/083345、6頁、34〜35行を参照のこと)。その場合、2つの隣接する繊維間の中心/中心距離は、通常、繊維径と略等しい。
【0014】
繊維束の厚さを変化させることが要求される場合、これは、繊維厚さを変化させることによって達成可能である。繊維束の厚さをより厚くするために、互いの上面に複数の繊維を載置して異なる層にすることは原理上は可能であるが、実際に異なる層に確実に繊維を載置したままにすることは困難であり、このため、所望の均一性を確保することは困難である。束の厚さを削減することは、繊維の厚さを削減することによってのみ可能である。
【0015】
繊維厚さを変化させることは、引張り強さおよび可撓性の変化を導く。特に、繊維厚さが増すと、必然的に可撓性が低減する。さらに、ストックロールまたは糸ラックに巻着される繊維から開始する場合、ストックにおいて複数の厚さの繊維を保有する必要性およびストックロールを交換する必要性も、ここでは費用の増加を導くと同時に、所望の通りに繊維ウェブの長さに亘って繊維厚さを変化させることは、困難であるか不可能でさえある。
【0016】
形成される繊維ウェブの引張り強さは、主に繊維材料によって決定される。繊維重さ(ウェブの領域ユニット毎の重さ)が重くなればなる程、引張り強さがより強くなるが、繊維ウェブの費用もより高くなる。形成される繊維ウェブの意図された適用により、高い引張り強さが必ずしも必要ではなく、したがって、費用を低減するために、繊維重さを低減してもよい。繊維重さの低減は、繊維径を低減することによって達成可能であるが、それは常に望まれる、および/または常に可能なものではない。
【0017】
したがって、繊維重さを単純な方法で低減することを許容する方法を提供することが、本発明の重要な目的である。
【0018】
さらに、長手方向の繊維ウェブの繊維束の厚さを設定し、工程の間に変化さえさせることが比較的単純な方法で可能である長手方向の繊維ウェブの形成方法を提供することは、本発明の重要な目的である。
【0019】
特に、本発明は、比較的単純な方法で、個々の繊維の厚さよりも厚みのある、長手方向の繊維ウェブの繊維束をもたらすことが可能である、長手方向の繊維ウェブの形成方法を提供することを目的とする。
【0020】
本発明の第三の特定の態様は、繊維の強度を増す方法に関する。現在の技術水準によれば、繊維は押出直後に伸張処理を受け、より薄く、より強くなる。伸張の割合が大きければ大きい程、強度が増す。しかし、伸張の割合が高い場合、破壊の危険性も増す。伸張処理の間、繊維が高い速度を有し、それが破壊の危険性も増すことが、ここでのさらなる問題である。
【0021】
この問題を減らすことが本発明のさらなる目的である。
【0022】
本発明の第四の特定の態様は、開繊維ガーゼ、すなわち、互いに略平行な第一の合成繊維の第一のグループおよび互いに略平行な第二の合成繊維の第二のグループを含むウェブの形成に関するものであって、第一の合成繊維および第二の合成繊維は、互いに0°と等しくない角度を成す。繊維ガーゼが、第一および第二のグループの繊維のみを含む実施形態では、この角度は、好ましくは略90°に等しい。しかし、本発明は、互いに略平行な第三の合成繊維の第三のグループを有する実施形態も予見し、第三の合成繊維は、第一の角度は第一の合成繊維に関して0°ではなく、第二の角度は第二の合成繊維に関して0°ではなく、2つの角度が好ましくはお互い等角(60°)である。合成繊維の更なるグループに関する変形例も予見される。
【0023】
開ガーゼの更なる態様は、各グループにおいて、繊維は相互の距離を有し、繊維間の空間は空であり、すなわち、実質的にウェブ材料が無く、そのため、ガーゼは浸透性を有する。これらの空間は、「孔」という用語にて以下に示される。
【0024】
開合成ガーゼの製造方法自体は周知である。周知の方法は射出成形方法であり、流体形態の合成材料が型に投入される。この方法は、比較的費用がかかり、実際の繊維には成らず、薄い繊維を得ることが望まれる場合には実施が困難であり、この方法により連続ウェブを形成することは、困難または不可能でさえある。製造速度は非常に遅い。
【0025】
開合成ガーゼの他の周知の形成方法としては、紡織方法または編成方法がある。どちらの場合においても、滑動を防止するために繊維を固定することが必要である。さらに、紡織および編成の際の製造速度は比較的遅い。
【0026】
開合成ガーゼの周知の他の形成方法としては、穿孔方法が示される。この場合、合成薄膜から開始し、該薄膜に穴(「孔」)が穿孔される。穿孔カムの複雑なシステムは、このために必要とされる。また、この方法においては、比較的費用が嵩み、実際の繊維とは成らず、薄い繊維を得ることを望めば、実施が困難であり、製造速度が比較的低い。さらに、得られた強度は比較的弱い。
【0027】
本発明の重要な目的は、上記の不利な点を解消することである。
【0028】
本発明の第五の特定の態様は、中空かつ折り畳み可能な可膨張体(例えばエアバッグ)の形成方法に関する。本発明は特にエアバッグに関するので、この適用例を以下に説明するが、これは、本発明の範囲の限定と考えられるものではないことを強調して留意されたい。
【0029】
エアバッグの材料は、様々な特有の性質を有する必要がある。まず、小さい空間、例えばステアリングホイールの中に収容するために、小さい包みとして折り畳み可能でなければならない。さらに、膨張可能なように気密でなければならず、膨張した風船体へと迅速に拡張できるよう十分な可撓性を有する必要がある。さらに、衝撃荷重に耐えるだけの十分な強度を有する必要がある。長年折り畳まれた状態で、全てのこれらの特性を維持することが可能でなければならない。合成繊維はこれらの特性を提供可能である。
【0030】
エアバッグを製造するための周知の方法では、合成繊維のシートは、紡織工程によって形成される。2枚のそれらのシートが、袋状の外形を形成するために、互いに配置され固定される。
【0031】
第一の周知の変形例において、繊維を縮小するために、シートは熱処理を受け、それにより、シートを気密にするために、繊維は厚みを増す。
【0032】
第二の周知の変形例において、シートを気密にするために、樹脂またはゴムの層が、形成される組織に適用される。
【0033】
互いに配置されるシートを互いに接続するため、周知の製造技術では、シートが互いに縫合される必要がある。これは、針の使用により縫糸が互いの上に配置されたシートを貫いて引っ張られることを必要とする工程であり、気密なシートが穿孔されるという固有の不利な点を有する。
【0034】
更なる変形例として、ジャカード二重組織としてシートを製造することも周知である。
【課題を解決するための手段】
【0035】
本発明の重要な目的は、上記の不利な点が無い製造方法を提供することである。
【0036】
本発明の重要な態様によれば、繊維はさらに押出機から直接、繊維ウェブへ処理される。したがって、繊維ロールの巻付け、搬送、収容および配置のステップを省略できる。さらに、その後、個々の繊維も100%連続した連続ウェブを形成することは可能であるが、必要に応じて、厚さ等の繊維性質を、連続ウェブの長さに対して、制御された方法で変化させることは可能である。
【0037】
本発明の他の重要な態様によれば、長手方向の繊維ウェブは、断面が細長い外形を有する繊維に製造される。
【0038】
本発明の更なる重要な態様によれば、長手方向の繊維ウェブの繊維は、少なくとも部分的に互いに重なり合うように配置される。重なり合う量を増やすことによって、長手方向の繊維ウェブの繊維束の厚さを増すことが、比較的単純な方法で可能である。
【0039】
本発明の他の重要な態様によれば、繊維は二段階の伸張工程を受ける。伸張工程の第一の段階は、繊維が担体層と結合される前に実施される。繊維が担体層と結合された後、伸張工程の第二の段階にて伸張が実施される。すなわち、繊維および担体層の組み合わせが伸張される。この組み合わせは、材料がより軟かくなるよう加熱された後、第二の伸張動作が実施される。
【0040】
これにより、一段階伸張工程を適用するよりも、より大きい最終強さが達成可能であることを証明した。更に、伸張工程が比較的低い速度で実行されることは有利である。
【0041】
本発明の重要な他の態様によれば、繊維は、相互に中間間隔を有して配置される。この結果、繊維ガーゼを形成することが可能である。
【0042】
本発明の他の重要な態様によれば、開繊維ガーゼは、長手方向の繊維ウェブから始まって形成され、繊維は担体層に配置され、または、2つの担体層の間に埋め込まれ、この長手方向の繊維ウェブでは、繊維は相互に中間間隔を有する。第二の長手方向の繊維ウェブは、同様の方法で構成され、小片が切断され、適切な角度で回転されて、第一の長手方向の繊維ウェブ上に配置される。したがって、第一の層は第一の繊維の第一のグループを含んで形成され、第二の層は第二の繊維の第二のグループを含んで形成される。必要に応じて、第三、第四等の層を適用し得る。
【0043】
その後、互いに配置されるウェブは熱処理を受け、該ウェブは共に溶融する。より詳しくは、担体層は溶融する。
【0044】
熱処理の前、途中、または後に、開口細孔を形成するために、相互に交差している繊維間の担体層は除去される。この現象は、被膜状の担体層が流体になり、表面張力の結果として崩壊するため、熱処理の結果として、自動的に発生し得る。担体層は、例えば機械の工具またはエアジェットを使用して別の処理で穿孔されることも可能である。
【0045】
担体層に存在する表面張力の結果として、崩壊または穿孔後、担体層の材料は、隣接する繊維、特に繊維交差に引き寄せられ、結果的に補強となる。
【0046】
本発明の重要な他の態様によれば、中空の、折り畳み可能な、可膨張体、例えばエアバッグを形成するため、閉繊維ガーゼが長手方向の繊維ウェブから形成され、繊維は、担体層に配置されるか、または、2つの担体層の間に埋め込まれ、長手方向の繊維ウェブにおいて、繊維は相互に中間間隔を有する。同様の方法で作成される第二の長手方向の繊維ウェブは、小片が切断され、適切な角度で回転し、第一の長手方向の繊維ウェブ上に配置される。これらの2つのウェブの組み合わせは、熱処理を受け、2つの担体層が互いに流れ込み、閉ガーゼ構造を有する交差繊維ウェブと成る。このような交差繊維ウェブは気密である。
【0047】
その後、同様の方法で形成された第二の交差繊維ウェブが、第一の交差繊維ウェブ上に配置され、所定の粘着線に沿って第一の交差繊維ウェブに封止される。ここでは、担体層が共に溶融し、繊維間の空間を通過するため、強い連結が生じる。このような連結方法は、織布では可能ではない。なぜなら、S字カーブに従って載置された繊維は、良好な粘着力の影響を弱め、または、温度が少しでも高く選択されると、繊維は共に溶融し、形成された材料は非常に固くなる。
【0048】
これらの、および他の態様において、本発明の特徴および効果を、図面を参照して、以下の記載によりさらに説明する。同じ参照符号は、同一または近似した部分を示す。
【発明を実施するための最良の形態】
【0049】
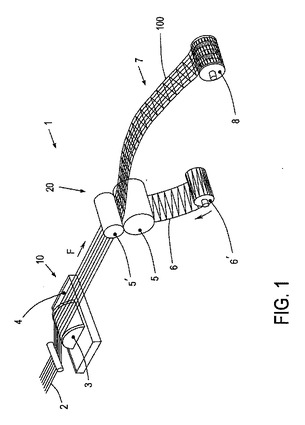
長手方向の繊維ウェブを製造するための可能な工程に関する背景技術として、オランダ特許第1006092号および国際特許出願PCT/NL0l/00316(WO01/083345)を参照する。このような工程は周知であるため、広範囲にわたる説明は省略できる。簡単な例示として、図1に、長手方向の繊維ウェブ100の可能な製造工程を概略的に図示する。ウェブ100は、特定の実施形態では約1.6mであり、形成されるウェブの総幅に関して互いに所定幅で保持された繊維2から形成される。この場合、繊維の長手方向は、長手方向の繊維ウェブの長手方向と一致する。原則として、繊維は連続長さを有する。
【0050】
製造機械1の含浸ステーション10において、繊維2は、含浸ロール3の上部セクションを通じて案内され、含浸ロールの底部セクションは、マトリクス材4を収容する槽に没入される。力Fは、ロール3上の繊維2を牽引する。このため、ロール3はマトリクス槽を介して回転し、常に槽から新しいマトリクス材をもたらす。したがって、繊維はマトリクス材で含浸される。
【0051】
含浸した繊維2は、基材層6と共に、結合ステーション20に導入され、含浸した繊維2は、結合ロール5、5’により、基材層6に配置される。基材層6は少なくとも部分的に、繊維2またはマトリクス材4の材料に相当する材料から成る。好ましい実施形態において、繊維2、マトリクス材4、および、少なくとも一部の基材層6が合成材料から成り、繊維2の材料が最も高い流れ温度を有するよう、その配合が選択される。結合ロール5、5’の温度を適切に選択することにより、基材層6および/またはマトリクス材4の材料が流れるが、繊維2の材料は流れない。
【0052】
乾燥ルート7にて、繊維2および基材層6の組み合わせが乾燥し、その後、形成される長手方向の繊維ウェブ100がロール8に巻着される。
【0053】
材料、温度の選択等の状況により、長手方向の繊維ウェブ100の繊維2は基材層6上に位置するか、または、繊維2は完全に基材層6に埋め込まれる。
【0054】
あるいは、繊維2および基材層6の材料の適切な組み合わせが、液化された基材層材料上または基材層材料内のそれぞれへの繊維の直接結合を許容する場合は、マトリクス材4は省略され得る。
【0055】
したがって、形成される長手方向の繊維ウェブ100は、合成材料のマトリクスに埋め込まれる繊維2の束12を有し、以下では、マトリクスは符号46で示される。以下の実施例では、繊維2は完全に基材層6に埋め込まれると想定しているが、マトリクス46の合成材料が、繊維2に適用される材料4に由来するか、基材層6から由来するかどうかは、実際には必須の関心事項ではない。
【0056】
現状技術によれば、繊維2は、互いに、好ましくは互いに対向して、出来るだけ近くに配置される。本発明の実施形態では、繊維2は、所定の相互距離dを有する。
【0057】
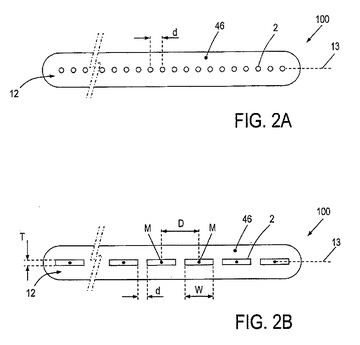
図2Aは、長手方向の繊維ウェブ100の一部の概略断面図であり、束12の繊維2が、共通平面13に位置していることが示される。図2Aにおいて、繊維2は、相互の距離dが殆ど無く示される。この距離dは、機械1において多様であり得る。その結果、長手方向の繊維ウェブの領域ユニット毎の平均繊維重さは多様であり、それは、長手方向の繊維ウェブ全体の強度に影響を与える。しかし、この距離dは、ゼロより小さくなることはない。
【0058】
図2Aの断面図は、繊維が略円形の断面外形を有する場合を示す。このような繊維は、通常、10μm〜数ミリメートルの範囲の直径を有する。
【0059】
上記国際特許出願PCT/NL0l/00316(WO0l/083345)では、繊維が、ストライプ状またはリボン状、すなわち、細長い横断面外形を有することが記載されている。周知のリボン状繊維は、典型的に10μm〜100μmの範囲の厚さT、および、1mm〜5mmの範囲の幅Wを有する。上記国際特許出願PCT/NL0l/00316(WO0l/083345)の図5は、このようなリボン状繊維の可能な製造工程を図示する。図2Bは、リボン状繊維を適用して製造され、以下に「テープ」として示される長手方向の繊維ウェブ100の一部の図2Aと同様の断面図である。また、この場合、テープ2は、共通平面13にて互いに隣に位置し、テープ2の横方向は平面13と平行である。テープ2の中心は、図2BにてMとして示される。本発明の実施形態において、テープ2は所定の相互距離dを有し、隣接したテープ2の中心M間の距離Dは常にWより大きく、D=W+dとなる。
【0060】
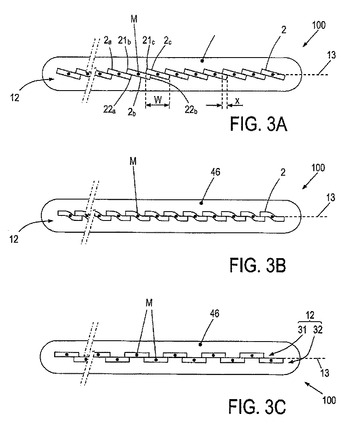
図3Aは、本発明の第一の特別な実施形態による長手方向の繊維ウェブ100の一部の、図2Bと同様の断面図であり、隣接したテープ2の中心M間の平均距離は、常に幅Wより小さい。テープ2の幅Wは、例えば1mm〜5mmの範囲で選択され、一方、厚さTは、例えば10μm〜100μmの範囲で選択される。ここに示した例でも、中心Mは、常に共通平面13に位置しているが、テープ2は部分的に重なり合う。より詳しくは、各テープ2は、互いに対向して位置する2つの縁部21、22を有し、テープ2bの第一の縁部21bは、第一の近隣のテープ2aの第二の縁部22aの上に位置し、テープ2bの第二の縁部22bは第二の近隣のテープ2cの第一の縁部21cの下に位置する。2つの隣接したテープ間の重なり合いxの量は、D=W−xにより、中心M間の平均距離Dを求める。ウェブ100の領域ユニット毎の平均繊維重さがこれによって決定することも明らかである。したがって、平均繊維重さは、製造工程の間、重なり合いxを設定することによって、簡単に調節できる。この重なり合いxは、製造工程の間でも変更し得る。束12の厚さが略均一で、幅の大きさが、テープの幅よりも確実に大きい場合、この効果が達成されることは明らかである。
【0061】
特開平07−040341号公報は、PVCに埋め込まれるガラス繊維からシート状製品を形成する工程を記載していることに留意されたい。その周知の工程において、ガラス繊維束の2つのグループが形成され、その場合、各束は複数のガラス繊維から成る。異なるグループのガラス繊維束は、部分的に重なり合って配置される。PVCへの溶融の際、重なり合った束の異なるガラス繊維は、互いの間で部分的に押圧される。しかし、本発明では、束は部分的に重なり合って配置されないが、個々のリボン状繊維(テープ)は部分的に重なり合って配置される。上記刊行物には、リボン状繊維(テープ)、すなわち、細長い略長方形の断面外形を有する個々の繊維について記載されていない。
【0062】
図3Aは、硬質の帯片としてのテープ2を図示し、その横方向は、上記共通平面13と角度を成す。重なり合いxが大きくなるにつれて、その角度はより大きくなる。極端な状況では、重なり合いxはWと略等しく、上記角度は90°に略等しい。その場合、テープ2横方向は、上記共通平面13に対して垂直方向を向いている。
【0063】
実際は、通常、テープ2は硬質の帯片でなく、図3Bにて図示したように、それらはZ字形の外形となる程度に十分に可撓性である。
【0064】
図3Cは、本発明の第二の実施形態による長手方向の繊維ウェブ100の一部の図3Aと同様の断面図であり、隣接したテープ2の中心M間の平均距離は、常にWより小さい。テープ2はここでも部分的に互いに重なり合う。しかし、1つの縁部21を有する各テープ2が、その近接したテープよりも常に下に位置するその他の縁部22を有する近接したテープの常に上に位置する第一の実施形態と対照的に、第二の実施形態においては、各テープ2は常に2つの隣接したテープの完全に上、または完全に下に位置する。したがって、連続した繊維2の中心Mが、常に交互に対称面13の上下に位置する。
【0065】
実際には、図3Cの第二の実施形態の束12は、互いに関して相互にシフトされて、互いの上に位置する2つの部分的な束31、32の組み合わせと考えられることができ、各々の部分的な束は、図2Bにて図示したように形成される。更なる加工により、このような部分的な束のいくつかを、お互いの上に配置することができる。
【0066】
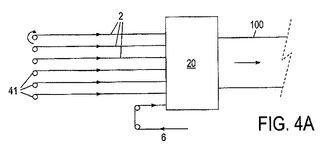
図4A〜図4Dは、本発明の他の重要な態様を図示する概略ブロック図であり、この態様は、略長方形の断面(図3A〜図3B)を有する繊維にのみ限定的に適用されるのではなく、任意の横方向外形を有する繊維、例えば丸い(環状の)繊維にも適用可能である。これらの図では、長手方向の繊維ウェブ100を形成するために、結合ステーション20において繊維2は、担体層または基材層6によって結合されることが常に認識できる。
【0067】
繊維2は繊維リールから発してもよく、それは、図4Aにおいて符号41により概略的に示される。形成される長手方向の繊維ウェブ100の各繊維2において、繊維リール41は、リールラックに載置しなければならない。
【0068】
繊維2は、リール41から結合ステーション20に直接供給されてもよく、図示されていない含浸ステーションを介しても可能である。しかし、繊維2が伸張装置42(図4B)にて伸張処理を受けることも可能であり、それにより、繊維がより強く、かつ、薄くなる。適切な伸張装置自体は周知であるため、ここでは、このような伸張装置の構造および機能についての説明は不要である。
【0069】
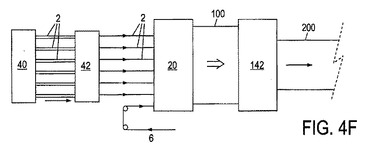
図4Cに概略的に図示された好ましい実施形態において、製造機械1は、このような各押出開口で繊維2を供給するよう適合された複数の押出開口(簡略化のため図示せず)を有する押出し装置40を備える。押出装置40は、製造された繊維2が直接押出装置40から結合ステーション20に導入されるよう、結合ステーションの前に直接配置される。図4Bと同様の方法で、図4Dは、この場合も、伸張装置42が押出装置40と結合ステーション20との間に配置され得ることを図示する。
【0070】
また、この場合も、含浸ステーション10が、結合ステーション20の前に配置され得るが、一般にこれは、押出装置40から直接出てくる繊維には不要である。
【0071】
図4Eおよび図4Fは、図4Bおよび図4Dと同様のブロック図であり、それぞれが本発明の好ましい実施形態を図示しており、第二の伸張装置142が、結合ステーション20の下流に配置され、形成された長手方向の繊維ウェブ100は伸張処理を受ける。長手方向の繊維ウェブ100の繊維2は、第二の伸張装置142にて加熱されて、第二の伸張処理を受け、再び冷却される。このように、2つの段階で繊維を伸張することによって、繊維2がより高い強度および剛性を得ることが達成される。一段階伸張工程において同じ強度および剛性の増加を実現しようとする場合、繊維が破壊する危険性がかなり高い。
【0072】
変形例として、結合ステーション20から発する長手方向の繊維ウェブ100がまず巻着され、その後、巻着された長手方向の繊維ウェブが、第二の伸張処理を行うために伸張装置に送られることも可能である。長手方向の繊維ウェブはその後、巻き出され、材料がより軟かくなるよう加熱され、伸張され、可能であれば再び巻着される。このような長手方向の繊維ウェブは、二度伸張したウェブとして示される。
【0073】
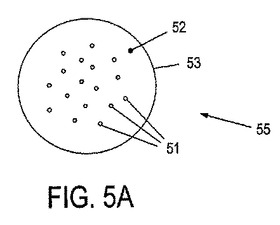
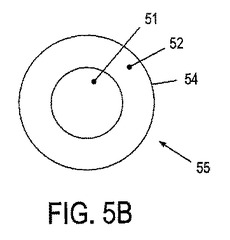
前述において、繊維2は基材層6の材料より高い溶融温度を有する材料から成ることが言及された。その場合、個々の繊維は合成材料から成ってもよいが、また該繊維は、例えばガラス繊維、または他の適切な材料であってもよい。特定の好ましい実施形態では、個々の繊維は、図5Aおよび図5Bに示すように、繊維体52に埋め込まれた一またはそれ以上のフィラメントコア51を含む。図5Aは、マルチフィラメントの実施形態の繊維53を示し、図5Bは、モノフィラメントの実施形態の繊維54を示す。この実施形態において、各フィラメント51は繊維体52より高い溶融温度を有する。適切な実施形態において、繊維体52は合成材料、例えばPP、PVC等から成る。フィラメント51は繊維体52と同じ材料から成ってもよいが、他の材料、例えばガラス繊維から成ってもよい。図5Aおよび図5Bは、個々の繊維53、54が全体として「固体の」構造を有し、ここでは、異なる部分、すなわち、フィラメントおよび繊維体で「充填される」ことを明確に示す。
【0074】
以後、複合繊維55として共通に示されるこのような繊維は、当業者にとって明らかであり、以下に簡単に説明するように、比較的単純な方法で押出装置40により形成され得る。第一の変形例では、押出装置40は繊維体52の材料のみを供給している。押出開口は、一の通過孔(または多数の通過孔)を囲むリング状を有する。予め製造されたフィラメントは、通過孔を介して引き出され、リング状の押出開口から流出する材料は、フィラメントを囲む外被を形成する。
【0075】
第二の変形例では、押出装置40はフィラメントの材料も供給する。押出装置40はここでもリング状の押出開口を有する。各リング状の押出開口は、内部押出開口を囲む。第一の材料は、フィラメント51を形成するために内部押出開口を介して押出される。より低い溶融温度の第二の材料は、フィラメントを埋め込んだ繊維体53を形成するためにリング状の押出開口を介して押出される。
【0076】
前述のとおり、国際特許出願PCT/NL0l/00316(WO0l/083345)を参照すると、リボン状繊維(テープ)2の可能な形成方法が記載されている。図5Cは他の可能な方法を概略的に図示するものであり、上記の複合繊維55、すなわち、モノフィラメント繊維54またはマルチフィラメント繊維53から生じる繊維が図示されている。その場合、複合繊維55の束は回収され(図5Cの左側を参照)、該束は熱処理を受け、繊維体52は溶融されるが、フィラメント51は溶融されない。この結果、個々の繊維55は共に溶融する。成形ステップにおいて、全体的に溶融される束は、リボン状の断面(図5Cの右側)を有する繊維2に形成される。本発明のこの態様も、非リボン状の断面、例えば環状の丸い断面を有する繊維の形成にも有利に適用し得ることを留意されたい。
【0077】
複合繊維55の束を共に溶融させることにより形成されるリボン状繊維は、複合テープとしても示される。
【0078】
繊維ガーゼの製造方法を以下に説明する。
【0079】
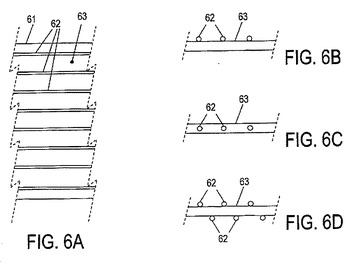
第一のステップにおいて、長手方向の繊維ウェブ61は、繊維62および基材層63によって、例えば先に説明したように形成される。繊維62は、互いに略平行であり、一定の相互に中間間隔を有する。図6Aは、このような長手方向の繊維ウェブの一部の概略的な平面図であり、図6B〜図6Dは、このような長手方向の繊維ウェブの異なる実施形態の断面を図示する。繊維62は先に記載された繊維、すなわち、複合繊維(マルチフィラメント;モノフィラメント)、または、実質的に1つの単一材料から成る繊維であってもよい。繊維の直径は、1μm〜100μmの範囲で小さくてもよいが、繊維はまた、略0.1mm〜1mm程度の直径を有する巨視的繊維であり得る。繊維はまたリボン状繊維(テープ)であり得る。繊維62は基材層63(図6B)の表面に載置され得るが、繊維62は完全に一体化されてもよく、すなわち、基材層63(図6C)に埋め込まれてもよい。図6Bの変形として、図6Dは、繊維62が基材層63の両面に配置され得ることを示し、その後、該両面上の繊維62は、好ましくは互いに関してシフトされる。図6Bまたは図6Dの実施形態と図6Cの統合された実施形態の組み合わせも可能である。
【0080】
以下に、図6Bまたは図6Dによる長手方向の繊維ウェブ61が外側繊維62を有するウェブとして示され、図6Cによる長手方向の繊維ウェブ61は、内側繊維62を有するウェブとして示される。
【0081】
同様に、構造に関しては、第二の長手方向の繊維ウェブ71が形成され、それは、第一の長手方向の繊維ウェブ61の構造と同一であり得る。
【0082】
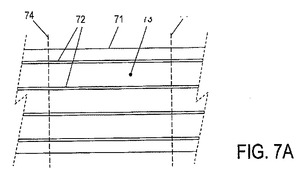
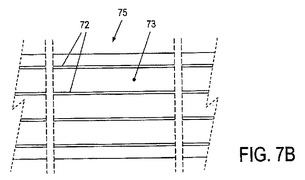
次のステップにおいて、ウェブセグメント75が、第二の長手方向の繊維ウェブ71から切断されるかまたは剪断され、セグメント75が、それらの繊維72が第一の長手方向の繊維ウェブ61の繊維62との角度を成すように、第一の長手方向の繊維ウェブ61上に載置される。好ましい実施形態において、この角度は約90°であり、この場合、上記第二の長手方向の繊維ウェブ71をセグメント75内で切断する切断線74も、他の長手方向の繊維ウェブ71の長手方向と略90°の角度を成す。
【0083】
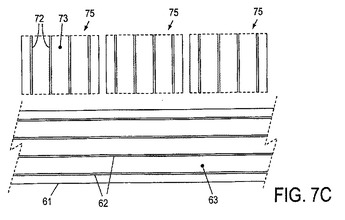
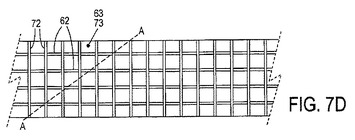
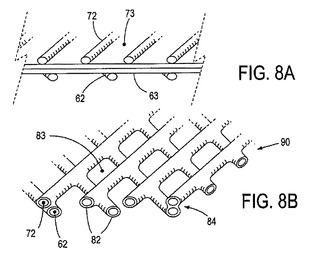
図7は、繊維72および基材層73を有するこの第二の長手方向の繊維ウェブを示す概略的な平面図であり(図7Aでは、明確にするために、少数の繊維72のみを示す)、第二のウェブ71は、切断線74に沿って、セグメント75へと切断され(図7B)、該セグメント75は、第一の長手方向の繊維ウェブ61上に配置される((図7Aおよび図7Bよりも小さい縮尺の)図7Cおよび図7D;明確にするために、図7Cでは、セグメント75および第一の長手方向の繊維ウェブ61は互いに離して示される)。
【0084】
この第二の長手方向の繊維ウェブ71は、第一の長手方向の繊維ウェブ61と同一の構造を有し得るが、それは必須ではないことに留意されたい。第一のウェブ61および第二のウェブ71が互いに異なる構造を有し、構造と対応する性質(例えば引張り強さ)とが適切に組み合わせられると、特定の所望の機械的性質を有する組み合わせた製品がもたらされる、という効果をも提供し得る。
【0085】
図8Aは図7Dの線A−Aによる概略的な斜視図断面であり、例示的な実施形態として、ウェブ61および71が外側繊維62および72を有し、ウェブ61および71の基材層63および73が互いの上に配置される。あるいは、しかしながら、繊維62および72が互いに対向して配置され、基材層63および73上に挟持されることも可能である。特にこの代替実施形態において、ここでは、互いの上に3つの層が生じるため、強い結節点が繊維の接合部で形成される。1つのウェブ(例えば71)の繊維が、他のウェブ(例えば61)の基材層に対向して配置されることも可能である。これらの代替例は、単純化のため、図示されない。
【0086】
第一の長手方向の繊維ウェブ61および/または第二の長手方向の繊維ウェブ71が、内側繊維62および/または72のタイプ(図6Cを参照のこと)として、または、両側の外側繊維62および/または72を有するタイプとして(図6Dを参照のこと)実施される場合も、横方向に配置される第二の長手方向の繊維ウェブ71のセグメント75を有する第一の長手方向の繊維ウェブ61のアセンブリを形成し得ることは明らかであろう。
【0087】
次のステップにおいて、その横方向に配置される第二の長手方向の繊維ウェブ71のセグメント75を有する第一の長手方向の繊維ウェブ61のアセンブリは、熱処理を受け、その結果、共に溶融する担体層63および73となり、一方、担体層63および73は、この場合、繊維62と繊維72との間の正方形の間隔83から後退し、それらの繊維を実質的に囲む(図8Bを参照のこと)。
【0088】
材料の選択等の状況により、この溶融および後退は同時に起こる可能性があり、担体層63および73は、必要な更なる措置無しで、中間間隔83から後退する可能性がある。しかし、担体層63および73を、それらの中間間隔83の位置で穿孔可能な手段を設けることが好ましい。このような穿孔手段は、例えば、機械的な穿孔手段(例えば上下に動く針)、または、例えば、温風流から成る。穿孔は、例えば前記熱処理に先行して、またはその直後に実施され得る。好ましい実施形態では、横方向に、その上に配置された第二の長手方向の繊維ウェブ71のセグメント75を有する第一の長手方向の繊維ウェブ61のアセンブリは、最初に第一の熱処理を受け、結果として共に溶融する担体層63および73と成り、その後、穿孔ステップが実行され、次に、その間に全体に溶融したアセンブリは、その間に穿孔されて共に溶融した担体層が、中間間隔83から後退することを達成するために、第一の熱処理より高い温度での第二の熱処理を受ける。
【0089】
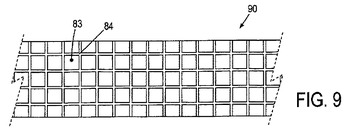
図8Bおよび図9に示すように、結果として開繊維ガーゼ90ができる。図8Bにおいて、共に溶融された(前の)担体層の材料は、符号82によって示され、基材層材料82が完全に、互いに交差する繊維62および72を囲むことが分かり(実際には必ずしも実現しないが、結局は必要ない)、補強は特に交差点(例えば84)で達成される。
【0090】
以下に、エアバッグの製造方法を記載する。本発明は、他の中空で、折り畳み可能な可膨張体の製造にも適用可能であることに留意されたい。第一のステップにおいて、長手方向の繊維ウェブが形成される。繊維は担体層上に配置されるか、または、2つの担体層の間に埋め込まれ、長手方向の繊維ウェブにおいて、繊維は相互に中間間隔を有する。
【0091】
同様の方法で構成された第二の長手方向の繊維ウェブから、小片が切断され、適切な角度(好ましくは90°)で回転されて、第一の長手方向の繊維ウェブ上に配置される。
【0092】
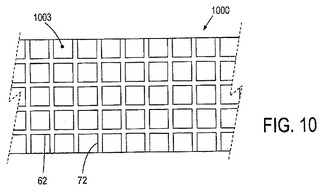
これらの2つのウェブの組み合わせは、これらの2つのウェブを共に溶融するために熱処理を受ける。したがって、横方向の繊維ウェブ(クロスプライ)1000が、図10に示すように形成される。そこまでの工程は、図6A〜図6D、図7A〜図7D、および図8Aを参照して前述したものと同様でよく、これらの図は、本方法を図示したものと同様と考えてよく、使用した符号は、維持される。実際、図9のガーゼ90と、図10のクロスプライ1000との唯一の重要な相違点は、ガーゼ90が隣接した繊維62、72との間の開口された中間間隔83を有する開ガーゼであり、一方クロスプライ1000を形成するために、長手方向の繊維ウェブ61と横方向の繊維ウェブ71のセグメント75を共に溶融するための熱処理は、担体層63および73の面全体を共に溶融するがその他の点については原型を保つような方法で実施する点である。したがって、図10の例示的実施形態では略正方形である、繊維62と72との間の中間間隔は、担体材料1003で充填されている。したがって、クロスプライ1000は、気密な閉繊維ガーゼである。このような閉繊維ガーゼは、強度および可撓性の所望の特性を兼ね備える。
【0093】
同様の方法で、第二の閉繊維ガーゼ2000が形成され、構造および製造に関しては、第一の閉繊維ガーゼ1000と同一であり得る。この第二の繊維ガーゼ2000が、第一の繊維ガーゼ1000上に配置される。
【0094】
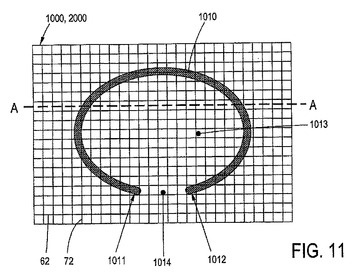
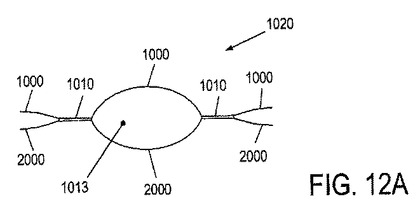
その後、2枚の繊維ガーゼ1000、2000を共に局所的に溶融させるために、2枚の繊維ガーゼ1000、2000は、局所的に熱処理を受ける。溶融箇所は共に連続線を画定し、封止線1010として示され、平面図では、図11に示すように、共に近接して位置する端部1011および1012を有する湾曲した外形を有する。封止線1010は、両方の繊維ガーゼ1000と2000との間の内部空間1013を画定し、該内部空間は、上記端部1011および1012の相互の距離によって画定される入口開口1014を除いて、ガーゼ1000、2000および封止線1010によって、外界から完全に切り離される。
【0095】
空気は、入口開口1014を介して空間1013に流入する。その後、ガーゼ1000、2000は互いから離れ、封止線1010で共に保持される。この状況は、図12Aに図示される。一般に、封止線1010の外側のガーゼ部分には機能は無く、その場合、それらは切り離され得る。残余部分は可膨張体1020であり、外形は、主に封止線1010の外形によって画定される。運転手用エアバッグの場合、この外形は典型的に略丸い。ロールオーバーエアバッグの場合、可膨張体の全体的な外形は、より細長く、封止線は、相互に平行な多数の空気室を画定するために、くし状の外形を有する。
【0096】
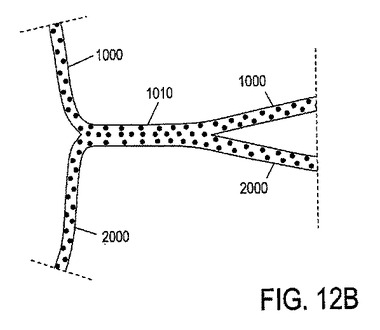
図12Bは、封止線1010の位置で図示するために、より大きい尺度での封止線1010の概略断面図を示し、繊維間の間隔において、2枚のガーゼ1000、2000の担体層63、73は共に溶融される。したがって、2枚のガーゼ1000、2000の良好で、強度の高い気密シーリングは、繊維の存在により妨げられることはない。また、繊維自体は共に溶融されず、繊維全体は可撓性のままである。
【0097】
繊維62と繊維72との間の中間間隔63、73が殆ど、或いは全く無い場合にも、上記の手続は実行され得ることに留意されたいが、このような中間間隔がある場合に、最も大きい効果が達成される。それらの効果は、より高い可撓性、より軽い重量およびより良い溶接性の分野にある。
【0098】
可能な実施形態で、第一のガーゼ1000および第二のガーゼ2000は互いに関連して整列され、すなわち、第一のガーゼ1000の繊維は、第二のガーゼ2000の繊維に対して略平行方向を向いている。しかし、第一のガーゼ1000および第二のガーゼ2000は、互いに関して少なくとも約45°回転することが好ましい。そうすると、封止継ぎ目1010の領域では、1つのガーゼの0°〜180°の配向を有する繊維および90°〜270°の配向を有する繊維と、他のガーゼの45°〜225°の配向を有する繊維および135°〜315°の配向を有する繊維とが存在する。この結果、膨張した状態の可膨張体のより良い応力分配が達成され、応力集中が少なく、その結果、封止継ぎ目1010の荷重はより低い。また、より多く、しかし、より小さいひだが生じ、封止継ぎ目1010の周囲の領域は、膨張した状態でより可撓性を有する。
【0099】
本発明は、先に説明された例示的実施形態に限定されるものではないが、いくつかの変形および変更は、添付の特許請求の範囲に記載の本発明の保護範囲の中で可能であることは当業者にとって明確である。
【0100】
例えば、図3Aまたは図3Bにそれぞれ図示したように、繊維束は、互いの上に配置された2つまたはそれ以上の第一の実施形態の束12を含み得る可能性がある。
【0101】
さらに、クロスプライ1000が繊維ウェブの多数の層を含む可能性がある。3層の場合、別の層が互いに関して60°回転することが可能である。その後、可膨張体が製造される際、2枚のクロスプライ1000、2000は、互いに関して30°回転し得る。
【図面の簡単な説明】
【0102】
【図1】長手方向の繊維ウェブの製造工程を概略的に示す図である。
【図2】長手方向の繊維ウェブの一部の概略断面図である。
【図3】本発明による長手方向の繊維ウェブの一部の概略断面図である。
【図4A】本発明による製造装置を図示した概略ブロック図である。
【図4B】本発明による製造装置を図示した概略ブロック図である。
【図4C】本発明による製造装置を図示した概略ブロック図である。
【図4D】本発明による製造装置を図示した概略ブロック図である。
【図4E】本発明による製造装置の好ましい実施形態を図示した概略ブロック図である。
【図4F】本発明による製造装置の好ましい実施形態を図示した概略ブロック図である。
【図5A】マルチフィラメント繊維の断面を概略的に示す図である。
【図5B】モノフィラメント繊維の断面を概略的に示す図である。
【図5C】複合繊維の溶融を概略的に図示する図である。
【図6】繊維ガーゼを形成するための長手方向の繊維ウェブを図示する図である。
【図7A】繊維ガーゼの製造を図示する図である。
【図7B】繊維ガーゼの製造を図示する図である。
【図7C】繊維ガーゼの製造を図示する図である。
【図7D】繊維ガーゼの製造を図示する図である。
【図8】製造の異なる段階における繊維ガーゼの概略断面図である。
【図9】開繊維ガーゼの概略平面図である。
【図10】閉繊維ガーゼの図9と同様の平面図である。
【図11】本発明による可膨張体のための接着線を図示する平面図である。
【図12A】図11の可膨張体の線A−Aによる概略断面図である。
【図12B】より大きい尺度の図12Aの断面図の一部を示す図である。
【符号の説明】
【0103】
1 製造機械
2 繊維
3 含浸ロール
4 マトリクス材
5、5’ 結合ロール
6 基材層
7 乾燥ルート
8 ロール
10 含浸ステーション
12 束
13 共通平面
20 結合ステーション
46 マトリクス
100 繊維ウェブ
【技術分野】
【0001】
本発明は、一般に長手方向の繊維ウェブの形成方法に関し、互いに略平行な合成繊維が、合成材料の担体マトリクスに埋め込まれ、繊維の長手方向は、ウェブの長手方向に対して平行である。
【0002】
より詳しくは、本発明は、連続工程によりこのようなウェブを形成するための方法に関し、それにより、ウェブの長さは、原理上は無限に長くなり得る。このようなウェブは、「連続」ウェブという用語で以下に示される。
【背景技術】
【0003】
連続工程による長手方向の繊維ウェブの製造自体は周知である。例えば、全ての内容が参照してここに組み込まれるオランダ特許第1014995号および国際特許出願PCT/NL0l/00316(WO01/083345)を参照する。基本的には、これは、繊維束が、より低い流れ温度を有する材料の担体層に適用、または埋め込まれることを意味する。したがって、形成される構造は、通常、熱ローラの使用により熱処理を受け、担体層と繊維との組み合わせは、担体層が流れるが繊維束が流れないよう選択された温度範囲に十分に制御された温度に加熱される。繊維と流体担体材料との間の良好な粘着力が生じる。上記刊行物の実施形態において、冷却後、繊維が2つの担体層の間に埋め込まれ、該2つの担体層は、担体マトリクスとして示される全体に溶融される。その後、形成される製品はロールに巻着される。
【0004】
長手方向の繊維ウェブの一片を切断し、再びに90°(または他の適切な角度)回転した配向において、互いにそれらを結合することにより、このような長手方向の繊維ウェブから横方向の繊維ウェブを製造することは可能である。90°の角度(または他の適切な角度)回転した長手方向の繊維ウェブの一片を長手方向の繊維ウェブに取り付けることによって交差繊維ウェブを形成することも可能である。
【0005】
このようなウェブは、例えばエアバッグ、防弾ベスト、いわゆる「大袋(big bags)」、ジオテキスタイル、カーペットの主裏地、熱的に変形可能なプレートを製造するための材料として特に適した性質を有する。これらの性質は、なかでも、高い引張り強度と可撓性との組み合わせに関する。引っ張り強度は繊維によりもたらされるが、担体マトリクスの主な機能は、扱いやすい製品を提供することにある。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の第一の特定の態様は、上記繊維束の出発点を形成する繊維を提供することに関する。これらの繊維は繊維製造業者により、典型的には、押出工程により製造されることが一般的であり、形成される繊維は、繊維リールに巻着される。繊維製造機は、ストックロールとしての繊維ウェブ製造機に、繊維リールを供給する。繊維ウェブの製造工程のために、繊維ウェブ製造機は、多数のこのようなストックロールを糸ラックに取り付ける。
【0007】
若干の不利な点が、この一般的な方法に関係している。リールへの巻付け、リールの搬送、およびリールの収納等の必要な工程が、不利な点と考えられ、費用の問題も含む。さらに、リール上の繊維の長さは無限ではなく、繊維ウェブの製造を続けながら、空のリールを交換しなければならない。したがって、繊維リールの交換に必要な時間の間は、形成されるウェブの中に繊維が欠落し、それは、より弱い箇所となることを意味する。この問題は、複数の繊維リールが同時に空になるにつれてより大きなものとなり、関係するウェブ部分は無駄になると考えられる。あるいは、未だ空になっていないリールも含めて全てのリールを同時に交換することを選択し、したがってそれは、それらのリール上に残っている繊維は無駄になると考えられることを意味する。更に、性質を変化させることなくウェブ部分を接続することが困難であるという問題があり、通常、形成されるウェブの長さは有限であるという結果となる。
【0008】
したがって、例えば、人員および/または特殊な検出装置による連続的な管理によって、繊維リールがなくなることができるだけ早く検出されることを確実にすることが必要である。
【0009】
前記問題を防止することは、本発明の重要な目的である。
【0010】
本発明の第二の特定の態様は、形成された繊維ウェブの製品特性に関する。
【0011】
製品特性を変化できることが要求される。この文脈において、互いに異なる製品特性を有する様々な繊維ウェブを製造する可能性が考えられるが、ウェブ長さを変化させる製品特性を有する単一の繊維ウェブを製造する可能性も考えられる。
【0012】
製品特性は様々な方法で変化し得る。材料の選択を変えることは可能であるが、材料を変えることは根本的な変化であり、在庫として多数の材料を所有する必要性は費用を増す。
【0013】
厚さも重要な製品特性である。通常、略円形の断面を有する繊維が使用され、その厚さが単一の繊維の厚さに対応する繊維束が使用される。その場合、互いに対して共通の平面において、繊維は可能な限り良好に配置される(例えばWO0l/083345、6頁、34〜35行を参照のこと)。その場合、2つの隣接する繊維間の中心/中心距離は、通常、繊維径と略等しい。
【0014】
繊維束の厚さを変化させることが要求される場合、これは、繊維厚さを変化させることによって達成可能である。繊維束の厚さをより厚くするために、互いの上面に複数の繊維を載置して異なる層にすることは原理上は可能であるが、実際に異なる層に確実に繊維を載置したままにすることは困難であり、このため、所望の均一性を確保することは困難である。束の厚さを削減することは、繊維の厚さを削減することによってのみ可能である。
【0015】
繊維厚さを変化させることは、引張り強さおよび可撓性の変化を導く。特に、繊維厚さが増すと、必然的に可撓性が低減する。さらに、ストックロールまたは糸ラックに巻着される繊維から開始する場合、ストックにおいて複数の厚さの繊維を保有する必要性およびストックロールを交換する必要性も、ここでは費用の増加を導くと同時に、所望の通りに繊維ウェブの長さに亘って繊維厚さを変化させることは、困難であるか不可能でさえある。
【0016】
形成される繊維ウェブの引張り強さは、主に繊維材料によって決定される。繊維重さ(ウェブの領域ユニット毎の重さ)が重くなればなる程、引張り強さがより強くなるが、繊維ウェブの費用もより高くなる。形成される繊維ウェブの意図された適用により、高い引張り強さが必ずしも必要ではなく、したがって、費用を低減するために、繊維重さを低減してもよい。繊維重さの低減は、繊維径を低減することによって達成可能であるが、それは常に望まれる、および/または常に可能なものではない。
【0017】
したがって、繊維重さを単純な方法で低減することを許容する方法を提供することが、本発明の重要な目的である。
【0018】
さらに、長手方向の繊維ウェブの繊維束の厚さを設定し、工程の間に変化さえさせることが比較的単純な方法で可能である長手方向の繊維ウェブの形成方法を提供することは、本発明の重要な目的である。
【0019】
特に、本発明は、比較的単純な方法で、個々の繊維の厚さよりも厚みのある、長手方向の繊維ウェブの繊維束をもたらすことが可能である、長手方向の繊維ウェブの形成方法を提供することを目的とする。
【0020】
本発明の第三の特定の態様は、繊維の強度を増す方法に関する。現在の技術水準によれば、繊維は押出直後に伸張処理を受け、より薄く、より強くなる。伸張の割合が大きければ大きい程、強度が増す。しかし、伸張の割合が高い場合、破壊の危険性も増す。伸張処理の間、繊維が高い速度を有し、それが破壊の危険性も増すことが、ここでのさらなる問題である。
【0021】
この問題を減らすことが本発明のさらなる目的である。
【0022】
本発明の第四の特定の態様は、開繊維ガーゼ、すなわち、互いに略平行な第一の合成繊維の第一のグループおよび互いに略平行な第二の合成繊維の第二のグループを含むウェブの形成に関するものであって、第一の合成繊維および第二の合成繊維は、互いに0°と等しくない角度を成す。繊維ガーゼが、第一および第二のグループの繊維のみを含む実施形態では、この角度は、好ましくは略90°に等しい。しかし、本発明は、互いに略平行な第三の合成繊維の第三のグループを有する実施形態も予見し、第三の合成繊維は、第一の角度は第一の合成繊維に関して0°ではなく、第二の角度は第二の合成繊維に関して0°ではなく、2つの角度が好ましくはお互い等角(60°)である。合成繊維の更なるグループに関する変形例も予見される。
【0023】
開ガーゼの更なる態様は、各グループにおいて、繊維は相互の距離を有し、繊維間の空間は空であり、すなわち、実質的にウェブ材料が無く、そのため、ガーゼは浸透性を有する。これらの空間は、「孔」という用語にて以下に示される。
【0024】
開合成ガーゼの製造方法自体は周知である。周知の方法は射出成形方法であり、流体形態の合成材料が型に投入される。この方法は、比較的費用がかかり、実際の繊維には成らず、薄い繊維を得ることが望まれる場合には実施が困難であり、この方法により連続ウェブを形成することは、困難または不可能でさえある。製造速度は非常に遅い。
【0025】
開合成ガーゼの他の周知の形成方法としては、紡織方法または編成方法がある。どちらの場合においても、滑動を防止するために繊維を固定することが必要である。さらに、紡織および編成の際の製造速度は比較的遅い。
【0026】
開合成ガーゼの周知の他の形成方法としては、穿孔方法が示される。この場合、合成薄膜から開始し、該薄膜に穴(「孔」)が穿孔される。穿孔カムの複雑なシステムは、このために必要とされる。また、この方法においては、比較的費用が嵩み、実際の繊維とは成らず、薄い繊維を得ることを望めば、実施が困難であり、製造速度が比較的低い。さらに、得られた強度は比較的弱い。
【0027】
本発明の重要な目的は、上記の不利な点を解消することである。
【0028】
本発明の第五の特定の態様は、中空かつ折り畳み可能な可膨張体(例えばエアバッグ)の形成方法に関する。本発明は特にエアバッグに関するので、この適用例を以下に説明するが、これは、本発明の範囲の限定と考えられるものではないことを強調して留意されたい。
【0029】
エアバッグの材料は、様々な特有の性質を有する必要がある。まず、小さい空間、例えばステアリングホイールの中に収容するために、小さい包みとして折り畳み可能でなければならない。さらに、膨張可能なように気密でなければならず、膨張した風船体へと迅速に拡張できるよう十分な可撓性を有する必要がある。さらに、衝撃荷重に耐えるだけの十分な強度を有する必要がある。長年折り畳まれた状態で、全てのこれらの特性を維持することが可能でなければならない。合成繊維はこれらの特性を提供可能である。
【0030】
エアバッグを製造するための周知の方法では、合成繊維のシートは、紡織工程によって形成される。2枚のそれらのシートが、袋状の外形を形成するために、互いに配置され固定される。
【0031】
第一の周知の変形例において、繊維を縮小するために、シートは熱処理を受け、それにより、シートを気密にするために、繊維は厚みを増す。
【0032】
第二の周知の変形例において、シートを気密にするために、樹脂またはゴムの層が、形成される組織に適用される。
【0033】
互いに配置されるシートを互いに接続するため、周知の製造技術では、シートが互いに縫合される必要がある。これは、針の使用により縫糸が互いの上に配置されたシートを貫いて引っ張られることを必要とする工程であり、気密なシートが穿孔されるという固有の不利な点を有する。
【0034】
更なる変形例として、ジャカード二重組織としてシートを製造することも周知である。
【課題を解決するための手段】
【0035】
本発明の重要な目的は、上記の不利な点が無い製造方法を提供することである。
【0036】
本発明の重要な態様によれば、繊維はさらに押出機から直接、繊維ウェブへ処理される。したがって、繊維ロールの巻付け、搬送、収容および配置のステップを省略できる。さらに、その後、個々の繊維も100%連続した連続ウェブを形成することは可能であるが、必要に応じて、厚さ等の繊維性質を、連続ウェブの長さに対して、制御された方法で変化させることは可能である。
【0037】
本発明の他の重要な態様によれば、長手方向の繊維ウェブは、断面が細長い外形を有する繊維に製造される。
【0038】
本発明の更なる重要な態様によれば、長手方向の繊維ウェブの繊維は、少なくとも部分的に互いに重なり合うように配置される。重なり合う量を増やすことによって、長手方向の繊維ウェブの繊維束の厚さを増すことが、比較的単純な方法で可能である。
【0039】
本発明の他の重要な態様によれば、繊維は二段階の伸張工程を受ける。伸張工程の第一の段階は、繊維が担体層と結合される前に実施される。繊維が担体層と結合された後、伸張工程の第二の段階にて伸張が実施される。すなわち、繊維および担体層の組み合わせが伸張される。この組み合わせは、材料がより軟かくなるよう加熱された後、第二の伸張動作が実施される。
【0040】
これにより、一段階伸張工程を適用するよりも、より大きい最終強さが達成可能であることを証明した。更に、伸張工程が比較的低い速度で実行されることは有利である。
【0041】
本発明の重要な他の態様によれば、繊維は、相互に中間間隔を有して配置される。この結果、繊維ガーゼを形成することが可能である。
【0042】
本発明の他の重要な態様によれば、開繊維ガーゼは、長手方向の繊維ウェブから始まって形成され、繊維は担体層に配置され、または、2つの担体層の間に埋め込まれ、この長手方向の繊維ウェブでは、繊維は相互に中間間隔を有する。第二の長手方向の繊維ウェブは、同様の方法で構成され、小片が切断され、適切な角度で回転されて、第一の長手方向の繊維ウェブ上に配置される。したがって、第一の層は第一の繊維の第一のグループを含んで形成され、第二の層は第二の繊維の第二のグループを含んで形成される。必要に応じて、第三、第四等の層を適用し得る。
【0043】
その後、互いに配置されるウェブは熱処理を受け、該ウェブは共に溶融する。より詳しくは、担体層は溶融する。
【0044】
熱処理の前、途中、または後に、開口細孔を形成するために、相互に交差している繊維間の担体層は除去される。この現象は、被膜状の担体層が流体になり、表面張力の結果として崩壊するため、熱処理の結果として、自動的に発生し得る。担体層は、例えば機械の工具またはエアジェットを使用して別の処理で穿孔されることも可能である。
【0045】
担体層に存在する表面張力の結果として、崩壊または穿孔後、担体層の材料は、隣接する繊維、特に繊維交差に引き寄せられ、結果的に補強となる。
【0046】
本発明の重要な他の態様によれば、中空の、折り畳み可能な、可膨張体、例えばエアバッグを形成するため、閉繊維ガーゼが長手方向の繊維ウェブから形成され、繊維は、担体層に配置されるか、または、2つの担体層の間に埋め込まれ、長手方向の繊維ウェブにおいて、繊維は相互に中間間隔を有する。同様の方法で作成される第二の長手方向の繊維ウェブは、小片が切断され、適切な角度で回転し、第一の長手方向の繊維ウェブ上に配置される。これらの2つのウェブの組み合わせは、熱処理を受け、2つの担体層が互いに流れ込み、閉ガーゼ構造を有する交差繊維ウェブと成る。このような交差繊維ウェブは気密である。
【0047】
その後、同様の方法で形成された第二の交差繊維ウェブが、第一の交差繊維ウェブ上に配置され、所定の粘着線に沿って第一の交差繊維ウェブに封止される。ここでは、担体層が共に溶融し、繊維間の空間を通過するため、強い連結が生じる。このような連結方法は、織布では可能ではない。なぜなら、S字カーブに従って載置された繊維は、良好な粘着力の影響を弱め、または、温度が少しでも高く選択されると、繊維は共に溶融し、形成された材料は非常に固くなる。
【0048】
これらの、および他の態様において、本発明の特徴および効果を、図面を参照して、以下の記載によりさらに説明する。同じ参照符号は、同一または近似した部分を示す。
【発明を実施するための最良の形態】
【0049】
長手方向の繊維ウェブを製造するための可能な工程に関する背景技術として、オランダ特許第1006092号および国際特許出願PCT/NL0l/00316(WO01/083345)を参照する。このような工程は周知であるため、広範囲にわたる説明は省略できる。簡単な例示として、図1に、長手方向の繊維ウェブ100の可能な製造工程を概略的に図示する。ウェブ100は、特定の実施形態では約1.6mであり、形成されるウェブの総幅に関して互いに所定幅で保持された繊維2から形成される。この場合、繊維の長手方向は、長手方向の繊維ウェブの長手方向と一致する。原則として、繊維は連続長さを有する。
【0050】
製造機械1の含浸ステーション10において、繊維2は、含浸ロール3の上部セクションを通じて案内され、含浸ロールの底部セクションは、マトリクス材4を収容する槽に没入される。力Fは、ロール3上の繊維2を牽引する。このため、ロール3はマトリクス槽を介して回転し、常に槽から新しいマトリクス材をもたらす。したがって、繊維はマトリクス材で含浸される。
【0051】
含浸した繊維2は、基材層6と共に、結合ステーション20に導入され、含浸した繊維2は、結合ロール5、5’により、基材層6に配置される。基材層6は少なくとも部分的に、繊維2またはマトリクス材4の材料に相当する材料から成る。好ましい実施形態において、繊維2、マトリクス材4、および、少なくとも一部の基材層6が合成材料から成り、繊維2の材料が最も高い流れ温度を有するよう、その配合が選択される。結合ロール5、5’の温度を適切に選択することにより、基材層6および/またはマトリクス材4の材料が流れるが、繊維2の材料は流れない。
【0052】
乾燥ルート7にて、繊維2および基材層6の組み合わせが乾燥し、その後、形成される長手方向の繊維ウェブ100がロール8に巻着される。
【0053】
材料、温度の選択等の状況により、長手方向の繊維ウェブ100の繊維2は基材層6上に位置するか、または、繊維2は完全に基材層6に埋め込まれる。
【0054】
あるいは、繊維2および基材層6の材料の適切な組み合わせが、液化された基材層材料上または基材層材料内のそれぞれへの繊維の直接結合を許容する場合は、マトリクス材4は省略され得る。
【0055】
したがって、形成される長手方向の繊維ウェブ100は、合成材料のマトリクスに埋め込まれる繊維2の束12を有し、以下では、マトリクスは符号46で示される。以下の実施例では、繊維2は完全に基材層6に埋め込まれると想定しているが、マトリクス46の合成材料が、繊維2に適用される材料4に由来するか、基材層6から由来するかどうかは、実際には必須の関心事項ではない。
【0056】
現状技術によれば、繊維2は、互いに、好ましくは互いに対向して、出来るだけ近くに配置される。本発明の実施形態では、繊維2は、所定の相互距離dを有する。
【0057】
図2Aは、長手方向の繊維ウェブ100の一部の概略断面図であり、束12の繊維2が、共通平面13に位置していることが示される。図2Aにおいて、繊維2は、相互の距離dが殆ど無く示される。この距離dは、機械1において多様であり得る。その結果、長手方向の繊維ウェブの領域ユニット毎の平均繊維重さは多様であり、それは、長手方向の繊維ウェブ全体の強度に影響を与える。しかし、この距離dは、ゼロより小さくなることはない。
【0058】
図2Aの断面図は、繊維が略円形の断面外形を有する場合を示す。このような繊維は、通常、10μm〜数ミリメートルの範囲の直径を有する。
【0059】
上記国際特許出願PCT/NL0l/00316(WO0l/083345)では、繊維が、ストライプ状またはリボン状、すなわち、細長い横断面外形を有することが記載されている。周知のリボン状繊維は、典型的に10μm〜100μmの範囲の厚さT、および、1mm〜5mmの範囲の幅Wを有する。上記国際特許出願PCT/NL0l/00316(WO0l/083345)の図5は、このようなリボン状繊維の可能な製造工程を図示する。図2Bは、リボン状繊維を適用して製造され、以下に「テープ」として示される長手方向の繊維ウェブ100の一部の図2Aと同様の断面図である。また、この場合、テープ2は、共通平面13にて互いに隣に位置し、テープ2の横方向は平面13と平行である。テープ2の中心は、図2BにてMとして示される。本発明の実施形態において、テープ2は所定の相互距離dを有し、隣接したテープ2の中心M間の距離Dは常にWより大きく、D=W+dとなる。
【0060】
図3Aは、本発明の第一の特別な実施形態による長手方向の繊維ウェブ100の一部の、図2Bと同様の断面図であり、隣接したテープ2の中心M間の平均距離は、常に幅Wより小さい。テープ2の幅Wは、例えば1mm〜5mmの範囲で選択され、一方、厚さTは、例えば10μm〜100μmの範囲で選択される。ここに示した例でも、中心Mは、常に共通平面13に位置しているが、テープ2は部分的に重なり合う。より詳しくは、各テープ2は、互いに対向して位置する2つの縁部21、22を有し、テープ2bの第一の縁部21bは、第一の近隣のテープ2aの第二の縁部22aの上に位置し、テープ2bの第二の縁部22bは第二の近隣のテープ2cの第一の縁部21cの下に位置する。2つの隣接したテープ間の重なり合いxの量は、D=W−xにより、中心M間の平均距離Dを求める。ウェブ100の領域ユニット毎の平均繊維重さがこれによって決定することも明らかである。したがって、平均繊維重さは、製造工程の間、重なり合いxを設定することによって、簡単に調節できる。この重なり合いxは、製造工程の間でも変更し得る。束12の厚さが略均一で、幅の大きさが、テープの幅よりも確実に大きい場合、この効果が達成されることは明らかである。
【0061】
特開平07−040341号公報は、PVCに埋め込まれるガラス繊維からシート状製品を形成する工程を記載していることに留意されたい。その周知の工程において、ガラス繊維束の2つのグループが形成され、その場合、各束は複数のガラス繊維から成る。異なるグループのガラス繊維束は、部分的に重なり合って配置される。PVCへの溶融の際、重なり合った束の異なるガラス繊維は、互いの間で部分的に押圧される。しかし、本発明では、束は部分的に重なり合って配置されないが、個々のリボン状繊維(テープ)は部分的に重なり合って配置される。上記刊行物には、リボン状繊維(テープ)、すなわち、細長い略長方形の断面外形を有する個々の繊維について記載されていない。
【0062】
図3Aは、硬質の帯片としてのテープ2を図示し、その横方向は、上記共通平面13と角度を成す。重なり合いxが大きくなるにつれて、その角度はより大きくなる。極端な状況では、重なり合いxはWと略等しく、上記角度は90°に略等しい。その場合、テープ2横方向は、上記共通平面13に対して垂直方向を向いている。
【0063】
実際は、通常、テープ2は硬質の帯片でなく、図3Bにて図示したように、それらはZ字形の外形となる程度に十分に可撓性である。
【0064】
図3Cは、本発明の第二の実施形態による長手方向の繊維ウェブ100の一部の図3Aと同様の断面図であり、隣接したテープ2の中心M間の平均距離は、常にWより小さい。テープ2はここでも部分的に互いに重なり合う。しかし、1つの縁部21を有する各テープ2が、その近接したテープよりも常に下に位置するその他の縁部22を有する近接したテープの常に上に位置する第一の実施形態と対照的に、第二の実施形態においては、各テープ2は常に2つの隣接したテープの完全に上、または完全に下に位置する。したがって、連続した繊維2の中心Mが、常に交互に対称面13の上下に位置する。
【0065】
実際には、図3Cの第二の実施形態の束12は、互いに関して相互にシフトされて、互いの上に位置する2つの部分的な束31、32の組み合わせと考えられることができ、各々の部分的な束は、図2Bにて図示したように形成される。更なる加工により、このような部分的な束のいくつかを、お互いの上に配置することができる。
【0066】
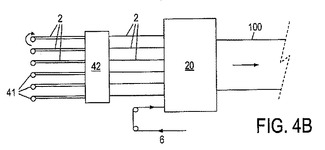
図4A〜図4Dは、本発明の他の重要な態様を図示する概略ブロック図であり、この態様は、略長方形の断面(図3A〜図3B)を有する繊維にのみ限定的に適用されるのではなく、任意の横方向外形を有する繊維、例えば丸い(環状の)繊維にも適用可能である。これらの図では、長手方向の繊維ウェブ100を形成するために、結合ステーション20において繊維2は、担体層または基材層6によって結合されることが常に認識できる。
【0067】
繊維2は繊維リールから発してもよく、それは、図4Aにおいて符号41により概略的に示される。形成される長手方向の繊維ウェブ100の各繊維2において、繊維リール41は、リールラックに載置しなければならない。
【0068】
繊維2は、リール41から結合ステーション20に直接供給されてもよく、図示されていない含浸ステーションを介しても可能である。しかし、繊維2が伸張装置42(図4B)にて伸張処理を受けることも可能であり、それにより、繊維がより強く、かつ、薄くなる。適切な伸張装置自体は周知であるため、ここでは、このような伸張装置の構造および機能についての説明は不要である。
【0069】
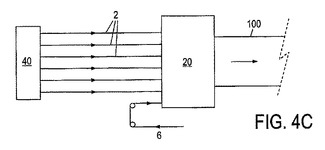
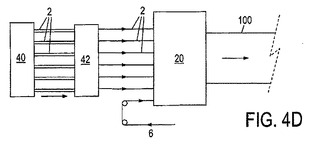
図4Cに概略的に図示された好ましい実施形態において、製造機械1は、このような各押出開口で繊維2を供給するよう適合された複数の押出開口(簡略化のため図示せず)を有する押出し装置40を備える。押出装置40は、製造された繊維2が直接押出装置40から結合ステーション20に導入されるよう、結合ステーションの前に直接配置される。図4Bと同様の方法で、図4Dは、この場合も、伸張装置42が押出装置40と結合ステーション20との間に配置され得ることを図示する。
【0070】
また、この場合も、含浸ステーション10が、結合ステーション20の前に配置され得るが、一般にこれは、押出装置40から直接出てくる繊維には不要である。
【0071】
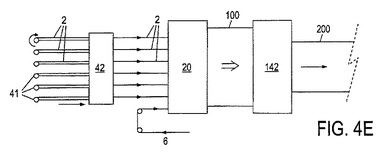
図4Eおよび図4Fは、図4Bおよび図4Dと同様のブロック図であり、それぞれが本発明の好ましい実施形態を図示しており、第二の伸張装置142が、結合ステーション20の下流に配置され、形成された長手方向の繊維ウェブ100は伸張処理を受ける。長手方向の繊維ウェブ100の繊維2は、第二の伸張装置142にて加熱されて、第二の伸張処理を受け、再び冷却される。このように、2つの段階で繊維を伸張することによって、繊維2がより高い強度および剛性を得ることが達成される。一段階伸張工程において同じ強度および剛性の増加を実現しようとする場合、繊維が破壊する危険性がかなり高い。
【0072】
変形例として、結合ステーション20から発する長手方向の繊維ウェブ100がまず巻着され、その後、巻着された長手方向の繊維ウェブが、第二の伸張処理を行うために伸張装置に送られることも可能である。長手方向の繊維ウェブはその後、巻き出され、材料がより軟かくなるよう加熱され、伸張され、可能であれば再び巻着される。このような長手方向の繊維ウェブは、二度伸張したウェブとして示される。
【0073】
前述において、繊維2は基材層6の材料より高い溶融温度を有する材料から成ることが言及された。その場合、個々の繊維は合成材料から成ってもよいが、また該繊維は、例えばガラス繊維、または他の適切な材料であってもよい。特定の好ましい実施形態では、個々の繊維は、図5Aおよび図5Bに示すように、繊維体52に埋め込まれた一またはそれ以上のフィラメントコア51を含む。図5Aは、マルチフィラメントの実施形態の繊維53を示し、図5Bは、モノフィラメントの実施形態の繊維54を示す。この実施形態において、各フィラメント51は繊維体52より高い溶融温度を有する。適切な実施形態において、繊維体52は合成材料、例えばPP、PVC等から成る。フィラメント51は繊維体52と同じ材料から成ってもよいが、他の材料、例えばガラス繊維から成ってもよい。図5Aおよび図5Bは、個々の繊維53、54が全体として「固体の」構造を有し、ここでは、異なる部分、すなわち、フィラメントおよび繊維体で「充填される」ことを明確に示す。
【0074】
以後、複合繊維55として共通に示されるこのような繊維は、当業者にとって明らかであり、以下に簡単に説明するように、比較的単純な方法で押出装置40により形成され得る。第一の変形例では、押出装置40は繊維体52の材料のみを供給している。押出開口は、一の通過孔(または多数の通過孔)を囲むリング状を有する。予め製造されたフィラメントは、通過孔を介して引き出され、リング状の押出開口から流出する材料は、フィラメントを囲む外被を形成する。
【0075】
第二の変形例では、押出装置40はフィラメントの材料も供給する。押出装置40はここでもリング状の押出開口を有する。各リング状の押出開口は、内部押出開口を囲む。第一の材料は、フィラメント51を形成するために内部押出開口を介して押出される。より低い溶融温度の第二の材料は、フィラメントを埋め込んだ繊維体53を形成するためにリング状の押出開口を介して押出される。
【0076】
前述のとおり、国際特許出願PCT/NL0l/00316(WO0l/083345)を参照すると、リボン状繊維(テープ)2の可能な形成方法が記載されている。図5Cは他の可能な方法を概略的に図示するものであり、上記の複合繊維55、すなわち、モノフィラメント繊維54またはマルチフィラメント繊維53から生じる繊維が図示されている。その場合、複合繊維55の束は回収され(図5Cの左側を参照)、該束は熱処理を受け、繊維体52は溶融されるが、フィラメント51は溶融されない。この結果、個々の繊維55は共に溶融する。成形ステップにおいて、全体的に溶融される束は、リボン状の断面(図5Cの右側)を有する繊維2に形成される。本発明のこの態様も、非リボン状の断面、例えば環状の丸い断面を有する繊維の形成にも有利に適用し得ることを留意されたい。
【0077】
複合繊維55の束を共に溶融させることにより形成されるリボン状繊維は、複合テープとしても示される。
【0078】
繊維ガーゼの製造方法を以下に説明する。
【0079】
第一のステップにおいて、長手方向の繊維ウェブ61は、繊維62および基材層63によって、例えば先に説明したように形成される。繊維62は、互いに略平行であり、一定の相互に中間間隔を有する。図6Aは、このような長手方向の繊維ウェブの一部の概略的な平面図であり、図6B〜図6Dは、このような長手方向の繊維ウェブの異なる実施形態の断面を図示する。繊維62は先に記載された繊維、すなわち、複合繊維(マルチフィラメント;モノフィラメント)、または、実質的に1つの単一材料から成る繊維であってもよい。繊維の直径は、1μm〜100μmの範囲で小さくてもよいが、繊維はまた、略0.1mm〜1mm程度の直径を有する巨視的繊維であり得る。繊維はまたリボン状繊維(テープ)であり得る。繊維62は基材層63(図6B)の表面に載置され得るが、繊維62は完全に一体化されてもよく、すなわち、基材層63(図6C)に埋め込まれてもよい。図6Bの変形として、図6Dは、繊維62が基材層63の両面に配置され得ることを示し、その後、該両面上の繊維62は、好ましくは互いに関してシフトされる。図6Bまたは図6Dの実施形態と図6Cの統合された実施形態の組み合わせも可能である。
【0080】
以下に、図6Bまたは図6Dによる長手方向の繊維ウェブ61が外側繊維62を有するウェブとして示され、図6Cによる長手方向の繊維ウェブ61は、内側繊維62を有するウェブとして示される。
【0081】
同様に、構造に関しては、第二の長手方向の繊維ウェブ71が形成され、それは、第一の長手方向の繊維ウェブ61の構造と同一であり得る。
【0082】
次のステップにおいて、ウェブセグメント75が、第二の長手方向の繊維ウェブ71から切断されるかまたは剪断され、セグメント75が、それらの繊維72が第一の長手方向の繊維ウェブ61の繊維62との角度を成すように、第一の長手方向の繊維ウェブ61上に載置される。好ましい実施形態において、この角度は約90°であり、この場合、上記第二の長手方向の繊維ウェブ71をセグメント75内で切断する切断線74も、他の長手方向の繊維ウェブ71の長手方向と略90°の角度を成す。
【0083】
図7は、繊維72および基材層73を有するこの第二の長手方向の繊維ウェブを示す概略的な平面図であり(図7Aでは、明確にするために、少数の繊維72のみを示す)、第二のウェブ71は、切断線74に沿って、セグメント75へと切断され(図7B)、該セグメント75は、第一の長手方向の繊維ウェブ61上に配置される((図7Aおよび図7Bよりも小さい縮尺の)図7Cおよび図7D;明確にするために、図7Cでは、セグメント75および第一の長手方向の繊維ウェブ61は互いに離して示される)。
【0084】
この第二の長手方向の繊維ウェブ71は、第一の長手方向の繊維ウェブ61と同一の構造を有し得るが、それは必須ではないことに留意されたい。第一のウェブ61および第二のウェブ71が互いに異なる構造を有し、構造と対応する性質(例えば引張り強さ)とが適切に組み合わせられると、特定の所望の機械的性質を有する組み合わせた製品がもたらされる、という効果をも提供し得る。
【0085】
図8Aは図7Dの線A−Aによる概略的な斜視図断面であり、例示的な実施形態として、ウェブ61および71が外側繊維62および72を有し、ウェブ61および71の基材層63および73が互いの上に配置される。あるいは、しかしながら、繊維62および72が互いに対向して配置され、基材層63および73上に挟持されることも可能である。特にこの代替実施形態において、ここでは、互いの上に3つの層が生じるため、強い結節点が繊維の接合部で形成される。1つのウェブ(例えば71)の繊維が、他のウェブ(例えば61)の基材層に対向して配置されることも可能である。これらの代替例は、単純化のため、図示されない。
【0086】
第一の長手方向の繊維ウェブ61および/または第二の長手方向の繊維ウェブ71が、内側繊維62および/または72のタイプ(図6Cを参照のこと)として、または、両側の外側繊維62および/または72を有するタイプとして(図6Dを参照のこと)実施される場合も、横方向に配置される第二の長手方向の繊維ウェブ71のセグメント75を有する第一の長手方向の繊維ウェブ61のアセンブリを形成し得ることは明らかであろう。
【0087】
次のステップにおいて、その横方向に配置される第二の長手方向の繊維ウェブ71のセグメント75を有する第一の長手方向の繊維ウェブ61のアセンブリは、熱処理を受け、その結果、共に溶融する担体層63および73となり、一方、担体層63および73は、この場合、繊維62と繊維72との間の正方形の間隔83から後退し、それらの繊維を実質的に囲む(図8Bを参照のこと)。
【0088】
材料の選択等の状況により、この溶融および後退は同時に起こる可能性があり、担体層63および73は、必要な更なる措置無しで、中間間隔83から後退する可能性がある。しかし、担体層63および73を、それらの中間間隔83の位置で穿孔可能な手段を設けることが好ましい。このような穿孔手段は、例えば、機械的な穿孔手段(例えば上下に動く針)、または、例えば、温風流から成る。穿孔は、例えば前記熱処理に先行して、またはその直後に実施され得る。好ましい実施形態では、横方向に、その上に配置された第二の長手方向の繊維ウェブ71のセグメント75を有する第一の長手方向の繊維ウェブ61のアセンブリは、最初に第一の熱処理を受け、結果として共に溶融する担体層63および73と成り、その後、穿孔ステップが実行され、次に、その間に全体に溶融したアセンブリは、その間に穿孔されて共に溶融した担体層が、中間間隔83から後退することを達成するために、第一の熱処理より高い温度での第二の熱処理を受ける。
【0089】
図8Bおよび図9に示すように、結果として開繊維ガーゼ90ができる。図8Bにおいて、共に溶融された(前の)担体層の材料は、符号82によって示され、基材層材料82が完全に、互いに交差する繊維62および72を囲むことが分かり(実際には必ずしも実現しないが、結局は必要ない)、補強は特に交差点(例えば84)で達成される。
【0090】
以下に、エアバッグの製造方法を記載する。本発明は、他の中空で、折り畳み可能な可膨張体の製造にも適用可能であることに留意されたい。第一のステップにおいて、長手方向の繊維ウェブが形成される。繊維は担体層上に配置されるか、または、2つの担体層の間に埋め込まれ、長手方向の繊維ウェブにおいて、繊維は相互に中間間隔を有する。
【0091】
同様の方法で構成された第二の長手方向の繊維ウェブから、小片が切断され、適切な角度(好ましくは90°)で回転されて、第一の長手方向の繊維ウェブ上に配置される。
【0092】
これらの2つのウェブの組み合わせは、これらの2つのウェブを共に溶融するために熱処理を受ける。したがって、横方向の繊維ウェブ(クロスプライ)1000が、図10に示すように形成される。そこまでの工程は、図6A〜図6D、図7A〜図7D、および図8Aを参照して前述したものと同様でよく、これらの図は、本方法を図示したものと同様と考えてよく、使用した符号は、維持される。実際、図9のガーゼ90と、図10のクロスプライ1000との唯一の重要な相違点は、ガーゼ90が隣接した繊維62、72との間の開口された中間間隔83を有する開ガーゼであり、一方クロスプライ1000を形成するために、長手方向の繊維ウェブ61と横方向の繊維ウェブ71のセグメント75を共に溶融するための熱処理は、担体層63および73の面全体を共に溶融するがその他の点については原型を保つような方法で実施する点である。したがって、図10の例示的実施形態では略正方形である、繊維62と72との間の中間間隔は、担体材料1003で充填されている。したがって、クロスプライ1000は、気密な閉繊維ガーゼである。このような閉繊維ガーゼは、強度および可撓性の所望の特性を兼ね備える。
【0093】
同様の方法で、第二の閉繊維ガーゼ2000が形成され、構造および製造に関しては、第一の閉繊維ガーゼ1000と同一であり得る。この第二の繊維ガーゼ2000が、第一の繊維ガーゼ1000上に配置される。
【0094】
その後、2枚の繊維ガーゼ1000、2000を共に局所的に溶融させるために、2枚の繊維ガーゼ1000、2000は、局所的に熱処理を受ける。溶融箇所は共に連続線を画定し、封止線1010として示され、平面図では、図11に示すように、共に近接して位置する端部1011および1012を有する湾曲した外形を有する。封止線1010は、両方の繊維ガーゼ1000と2000との間の内部空間1013を画定し、該内部空間は、上記端部1011および1012の相互の距離によって画定される入口開口1014を除いて、ガーゼ1000、2000および封止線1010によって、外界から完全に切り離される。
【0095】
空気は、入口開口1014を介して空間1013に流入する。その後、ガーゼ1000、2000は互いから離れ、封止線1010で共に保持される。この状況は、図12Aに図示される。一般に、封止線1010の外側のガーゼ部分には機能は無く、その場合、それらは切り離され得る。残余部分は可膨張体1020であり、外形は、主に封止線1010の外形によって画定される。運転手用エアバッグの場合、この外形は典型的に略丸い。ロールオーバーエアバッグの場合、可膨張体の全体的な外形は、より細長く、封止線は、相互に平行な多数の空気室を画定するために、くし状の外形を有する。
【0096】
図12Bは、封止線1010の位置で図示するために、より大きい尺度での封止線1010の概略断面図を示し、繊維間の間隔において、2枚のガーゼ1000、2000の担体層63、73は共に溶融される。したがって、2枚のガーゼ1000、2000の良好で、強度の高い気密シーリングは、繊維の存在により妨げられることはない。また、繊維自体は共に溶融されず、繊維全体は可撓性のままである。
【0097】
繊維62と繊維72との間の中間間隔63、73が殆ど、或いは全く無い場合にも、上記の手続は実行され得ることに留意されたいが、このような中間間隔がある場合に、最も大きい効果が達成される。それらの効果は、より高い可撓性、より軽い重量およびより良い溶接性の分野にある。
【0098】
可能な実施形態で、第一のガーゼ1000および第二のガーゼ2000は互いに関連して整列され、すなわち、第一のガーゼ1000の繊維は、第二のガーゼ2000の繊維に対して略平行方向を向いている。しかし、第一のガーゼ1000および第二のガーゼ2000は、互いに関して少なくとも約45°回転することが好ましい。そうすると、封止継ぎ目1010の領域では、1つのガーゼの0°〜180°の配向を有する繊維および90°〜270°の配向を有する繊維と、他のガーゼの45°〜225°の配向を有する繊維および135°〜315°の配向を有する繊維とが存在する。この結果、膨張した状態の可膨張体のより良い応力分配が達成され、応力集中が少なく、その結果、封止継ぎ目1010の荷重はより低い。また、より多く、しかし、より小さいひだが生じ、封止継ぎ目1010の周囲の領域は、膨張した状態でより可撓性を有する。
【0099】
本発明は、先に説明された例示的実施形態に限定されるものではないが、いくつかの変形および変更は、添付の特許請求の範囲に記載の本発明の保護範囲の中で可能であることは当業者にとって明確である。
【0100】
例えば、図3Aまたは図3Bにそれぞれ図示したように、繊維束は、互いの上に配置された2つまたはそれ以上の第一の実施形態の束12を含み得る可能性がある。
【0101】
さらに、クロスプライ1000が繊維ウェブの多数の層を含む可能性がある。3層の場合、別の層が互いに関して60°回転することが可能である。その後、可膨張体が製造される際、2枚のクロスプライ1000、2000は、互いに関して30°回転し得る。
【図面の簡単な説明】
【0102】
【図1】長手方向の繊維ウェブの製造工程を概略的に示す図である。
【図2】長手方向の繊維ウェブの一部の概略断面図である。
【図3】本発明による長手方向の繊維ウェブの一部の概略断面図である。
【図4A】本発明による製造装置を図示した概略ブロック図である。
【図4B】本発明による製造装置を図示した概略ブロック図である。
【図4C】本発明による製造装置を図示した概略ブロック図である。
【図4D】本発明による製造装置を図示した概略ブロック図である。
【図4E】本発明による製造装置の好ましい実施形態を図示した概略ブロック図である。
【図4F】本発明による製造装置の好ましい実施形態を図示した概略ブロック図である。
【図5A】マルチフィラメント繊維の断面を概略的に示す図である。
【図5B】モノフィラメント繊維の断面を概略的に示す図である。
【図5C】複合繊維の溶融を概略的に図示する図である。
【図6】繊維ガーゼを形成するための長手方向の繊維ウェブを図示する図である。
【図7A】繊維ガーゼの製造を図示する図である。
【図7B】繊維ガーゼの製造を図示する図である。
【図7C】繊維ガーゼの製造を図示する図である。
【図7D】繊維ガーゼの製造を図示する図である。
【図8】製造の異なる段階における繊維ガーゼの概略断面図である。
【図9】開繊維ガーゼの概略平面図である。
【図10】閉繊維ガーゼの図9と同様の平面図である。
【図11】本発明による可膨張体のための接着線を図示する平面図である。
【図12A】図11の可膨張体の線A−Aによる概略断面図である。
【図12B】より大きい尺度の図12Aの断面図の一部を示す図である。
【符号の説明】
【0103】
1 製造機械
2 繊維
3 含浸ロール
4 マトリクス材
5、5’ 結合ロール
6 基材層
7 乾燥ルート
8 ロール
10 含浸ステーション
12 束
13 共通平面
20 結合ステーション
46 マトリクス
100 繊維ウェブ
【特許請求の範囲】
【請求項1】
細長い断面外形を有する合成テープ(2)が、束(12)を形成するために互いに略平行に配置され、前記テープ(2)は、マトリクス材(46)に埋め込まれ;
前記繊維(2)が互いに部分的に重なり合って配置されることを特徴とする、長手方向の繊維ウェブ(100)の形成方法。
【請求項1】
細長い断面外形を有する合成テープ(2)が、束(12)を形成するために互いに略平行に配置され、前記テープ(2)は、マトリクス材(46)に埋め込まれ;
前記繊維(2)が互いに部分的に重なり合って配置されることを特徴とする、長手方向の繊維ウェブ(100)の形成方法。
【図1】

【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図4F】
【図5A】
【図5B】
【図5C】

【図6】
【図7A】
【図7B】
【図7C】
【図7D】
【図8】
【図9】
【図10】
【図11】
【図12A】
【図12B】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図4F】
【図5A】
【図5B】
【図5C】
【図6】
【図7A】
【図7B】
【図7C】
【図7D】
【図8】
【図9】
【図10】
【図11】
【図12A】
【図12B】
【公表番号】特表2008−509031(P2008−509031A)
【公表日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願番号】特願2007−525560(P2007−525560)
【出願日】平成17年7月19日(2005.7.19)
【国際出願番号】PCT/NL2005/000524
【国際公開番号】WO2006/016801
【国際公開日】平成18年2月16日(2006.2.16)
【出願人】(506152520)ベイラー ベヒアー ビー.ブイ. (4)
【氏名又は名称原語表記】Beiler Beheer B.V.
【住所又は居所原語表記】Middelgraaf 62, 5032 EG Tilburg, The Netherlands
【Fターム(参考)】
【公表日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願日】平成17年7月19日(2005.7.19)
【国際出願番号】PCT/NL2005/000524
【国際公開番号】WO2006/016801
【国際公開日】平成18年2月16日(2006.2.16)
【出願人】(506152520)ベイラー ベヒアー ビー.ブイ. (4)
【氏名又は名称原語表記】Beiler Beheer B.V.
【住所又は居所原語表記】Middelgraaf 62, 5032 EG Tilburg, The Netherlands
【Fターム(参考)】
[ Back to top ]