
長短複合紡績糸およびそれを用いてなる無縫製ニット製品
【課題】無縫製ニット製品やそれに類した成型丸編地製品を構成するのに最適な長短複合紡績糸と、該紡績糸を用いた無縫製ニット製品を提供すること。
【解決手段】芯にフィラメントが、鞘に短繊維束が配されてなる芯鞘型の長短複合糸であり、前記フィラメントは下記(a)式で示される撚係数Aの範囲で実撚りT(回/2.54cm)が付与されており、前記短繊維束は旋回気流によって前記フィラメントが有する実撚り方向とは逆方向の撚り方向で加撚されてなる長短複合紡績糸と該長短複合糸を用いて縫製された無縫製ニット製品。
0.5≦A≦1.7 ……………(a)式
ここで、A:撚係数
Ne:長短複合紡績糸の英式綿番手
T:フィラメントの実撚り数T(回/2.54cm)、T=A√Neで表される。
【解決手段】芯にフィラメントが、鞘に短繊維束が配されてなる芯鞘型の長短複合糸であり、前記フィラメントは下記(a)式で示される撚係数Aの範囲で実撚りT(回/2.54cm)が付与されており、前記短繊維束は旋回気流によって前記フィラメントが有する実撚り方向とは逆方向の撚り方向で加撚されてなる長短複合紡績糸と該長短複合糸を用いて縫製された無縫製ニット製品。
0.5≦A≦1.7 ……………(a)式
ここで、A:撚係数
Ne:長短複合紡績糸の英式綿番手
T:フィラメントの実撚り数T(回/2.54cm)、T=A√Neで表される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は長短複合紡績糸に関し、さらに詳しくは、ノントルク化されていて該糸を無縫製ニット製品に仕上げた際に該製品が斜行することがない長短複合紡績糸に関する。
【背景技術】
【0002】
近年、差別化による製品価値の追求や省エネ・資源化の高まりの要請などに対応し、ソフトで肌触りが良く、嵩高性があり、吸水性に富み伸縮性や防しわ性を有し、薄くてゴワつかずに体にフィットし、快適な着心地感が得られる無縫製ニット(「ホールガーメント」(登録商標、株式会社島精機製作所)とも呼ばれる)や丸編成型製品(シームレスニットとも呼ばれる)が、高級アウターや高級インナー、高級スポーツ衣料用途で注目を集めている。
【0003】
このような無縫製ニットや丸編成型商品などのニット製品群は、編生地に型取りし裁断した後に縫製(カットアンドソー)することによって製品化してきた従来のニット縫製品とは全く異なり、編地を編成し終えた段階で、そのまま目的とする立体型を呈している製品として編下げることができるため、型取り裁断は必要なく、ほとんど縫製することなく、糸ロスや編地ロスの発生も最小限に止めることができ、生産面から省資源ニットとして注目されている。
【0004】
しかも、それらのニット製品は、縫い目の存在によるゴワつき感がほとんどないため、着心地感が良く、身体にフィットした美しいシルエットが得られ、激しい動きにも追従しやすいなど、機能・官能両面で優れており、時代にマッチしたニット製品として高く評価されている。
【0005】
一方、高度な編成技術を駆使したそれらのニット製品を製造するために供給される紡績糸には、糸特性として、糸トルクがないか、糸トルクがほとんど発生しない紡績糸が望まれている。その理由は、ほとんど縫製することなく製品となる該ニット製品群は、糸トルクによって編成時に発生した斜行が、ニット製品の捩りとして現れ、製品としての価値(商品価値)を著しく失ってしまうからである。
【0006】
特に、高級アウターや高級インナー、高級スポーツ用途に向けた該ニット製品群には、高機能・高官能な製品表現が求められている。ソフトで肌触りが良く、嵩高性があり、吸水性に富み、伸縮性や防しわ性を有し、しかも薄くて軽い編み表現が可能で、しかも糸トルクがないか、ほとんど発生しない紡績素材とマッチした製品は、市場には現在、存在していないこともあって強いニーズが出ている。
【0007】
これらのニーズを満たすべく各種の取組みが行われてきた。
【0008】
例えば、前述した機能・官能の紡績糸表現には、鞘にウールなど天然繊維やセルロース系の短繊維を配し、芯に伸縮性を有する合成繊維フィラメントを組合せて、リング紡績法にて長短複合紡績した紡績糸が有望視され、ヒートセットによる所謂撚り止めによって無縫製ニット化の試行錯誤が行われた。しかし、ヒートセットによる撚り止めは、ヒートセット直後の段階ではその効果が認められたが、ヒートセット以降、編立てまでの編成工程中の張力の影響で、糸が伸長することに伴って、繊維形状が変形して、セット性に乏しいセルロース繊維の場合には形状保持性は失われてしまい、編下がりの製品は、捩りが現れて期待した効果は得られなかった。
【0009】
また、空気渦流を応用した紡績法にて長短複合化を試み、芯となるフィラメントが実質上、無撚りである糸構造から解撚方向に発生するトルクを減少させる試みもあった。しかし、該紡績法にて得られる長短複合紡績糸においても、芯繊維は無撚りであっても、鞘繊維の短繊維には紡績糸を構成するための巻き付き歪みを内存しており、芯繊維の構成比率によっては大きなトルクを発生させてしまい、編地斜行や捩りに対して、商品価値を維持できてかつ改善するには至らなかった。
【0010】
もちろん、長短複合紡績糸の有するトルクと反対方向に撚糸することによって相互の単糸が持ち得るトルクを打ち消し合った双糸にて編立て、斜行や捩り防止をした商品化の試みもあった。しかし、双糸化した場合、商品の風合いが粗硬になるとともに嵩高性を失い、また、細く紡績した糸をさらに撚糸しなければならないため生産コストが増加するとともに、比較的肉厚な製品しか生産できず、薄手の無縫製ニット製品化をするためには、超細番手の紡績単糸を供給することが必須となり、糸供給面やコスト高という点でも問題となる。従って、紡績糸での実現の要請が強いにも拘わらず、問題を解消するに十分な提案はなく、無縫製ニット等の分野にて求められている性能を最大限発揮できる最適な紡績糸は実現されていないのが現状である。
【0011】
特に、無縫製ニット等に関係して先行特許として従来なされてきた提案は、主に編機や編み方に関係するものであり(特許文献1−4)、特に、無縫製ニットやシームレスニットの長所を最大限発揮できて、無縫製ニット用編糸とでも言うべき最適な糸スペックについての具体的な考察・検討はなされていないのが実状である。
【0012】
【特許文献1】特開平10−1852号公報
【特許文献2】特開平10−53943号公報
【特許文献3】特開2005−242611号公報
【特許文献4】特開2006−322080号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、上述したような点に鑑み、無縫製ニット製品やそれに類した成型丸編地製品を構成するのに最適な長短複合紡績糸を提供することにある。
【0014】
特に、無縫製ニット製品やそれに類した成型丸編地製品の斜行や捩りに繋がる編糸トルクは、芯と鞘の2つの構造を持ちかつ長繊維(フィラメント)と短繊維の組合せからなるという特異な複合構造の長短複合紡績糸においては、撚り構造や芯鞘比率等をうまく制御することにより、ほとんど問題をなくすことができ、本発明は、そのような長短複合紡績糸と無縫製ニット製品を提供せんとするものである。
【課題を解決するための手段】
【0015】
上述した目的を達成する本発明の長短複合紡績糸は、以下の(1)の構成からなる。
【0016】
(1)芯にフィラメントが、鞘に短繊維束が配されてなる芯鞘型の長短複合糸であり、前記フィラメントは下記(a)式で示される撚係数Aの範囲で実撚りT(回/2.54cm)が付与されており、前記短繊維束は旋回気流によって前記フィラメントが有する実撚り方向とは逆方向の撚り方向で加撚されてなることを特徴とする長短複合紡績糸。
0.5≦A≦1.7 ……………(a)式
ここで、A:撚係数
Ne:長短複合紡績糸の英式綿番手
T:フィラメントの実撚り数T(回/2.54cm)、T=A√Neで表される。
【0017】
また、かかる本発明の長短複合紡績糸において、具体的構成としてより好ましい態様は、以下の(2)〜(5)のいずれかの構成からなるものである。
【0018】
(2)前記フィラメントが、ポリトリメチレンテレフタレート繊維、ポリブチレンテレフタレート繊維及びポリトリメチレンテレフタレート/ポリエチレンテレフタレートの複合繊維からなる群から選ばれる少なくとも1種であることを特徴とする上記(1)記載の長短複合紡績糸。
【0019】
(3)芯/鞘の重量比が、芯/鞘=15〜85/85〜15であることを特徴とする上記(1)または(2)記載の長短複合紡績糸。
【0020】
(4)前記フィラメントの横断面形状が、非円形であることを特徴とする上記(1)〜(3)のいずれかに記載の長短複合紡績糸。
【0021】
(5)前記短繊維が、レーヨン繊維であることを特徴とする上記(1)〜(4)のいずれかに記載の長短複合紡績糸。
【0022】
また、上述した目的を達成する本発明の無縫製ニット製品は、下記(6)の構成を有するものである。
【0023】
(6)上記(1)〜(5)のいずれかに記載の長短複合紡績糸を用いて無縫製ニット製品として編成されてなることを特徴とする無縫製ニット製品。
【発明の効果】
【0024】
請求項1にかかる本発明の長短複合紡績糸によれば無縫製ニット製品やそれに類した成型丸編地製品を構成するのに最適な長短複合紡績糸を提供でき、特に、それら製品で本来生じやすい斜行や捩りという問題が解消できる紡績糸の編糸が提供されるものである。
【0025】
請求項6にかかる本発明の無縫製ニット製品によれば、紡績糸使いのものでありながら、斜行や捩りなどの製品品位の問題がなく、該無縫製ニット製品が持つ本来の特徴を十二分に発揮できるニット製品が提供されるものである。
【発明を実施するための最良の形態】
【0026】
以下、更に詳しく本発明の長短複合紡績糸、無縫製ニット製品について、説明する。
【0027】
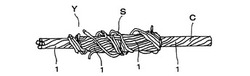
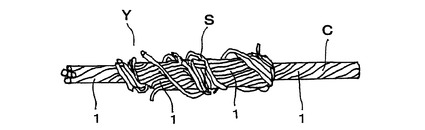
図1は、本発明の長短複合紡績糸Yの外観をモデル的に示した概略側面図であり、中央部においてその外観として芯鞘構造を図示しており、その左右の両端側は、鞘繊維Sの束を描かずに(すなわち、鞘繊維Sを除去した状態)、芯繊維Cの束の形態を露出させて図示したものである。
【0028】
本発明の長短複合紡績糸はY、芯にフィラメントCが、鞘に短繊維束Sが配されてなる芯鞘型の長短複合糸であり、該フィラメントCは下記(a)式で示される撚係数Aの範囲で実撚りT(回/2.54cm)が付与されていて、かつ、該短繊維束Sは旋回気流によって、該フィラメントが有する実撚り方向とは逆方向の撚り方向1で加撚されてなるものである。
0.5≦A≦1.7 ……………(a)式
ここで、A:撚係数
Ne:長短複合紡績糸の英式綿番手
T:フィラメントの実撚り数T(回/2.54cm)、T=A√Neで表される。
【0029】
本発明において、該フィラメントCの撚係数Aが0.5未満であれば、ノントルク化の効果が乏しく、結局、編地斜行や捩りを生じた製品となることが多く好ましくない。また、撚係数Aが1.7よりも大きいときは逆方向のトルクが作用するようになり、ノントルク効果が消失する方向なので好ましくない。
【0030】
いずれしても、本発明の長短複合紡績糸によれば、トルクを有さない編糸用紡績糸とすることを目的にトルクを低減化させるための熱処理を施すことなどがないので、加熱により例えば伸長回復率を低下させてしまうことなどの不都合を招くことがなく、該編糸紡績糸の特性を十分に発揮させることができる。
本発明の長短複合紡績糸は、旋回気流を用いた紡績機(たとえば、「MVS(ムラタボルテックススピナー)」(村田機械株式会社))を使用して得られた長短複合紡績糸に、ノントルク化するために鞘繊維束の有する撚り方向と反対方向の撚り方向で追撚し、実撚りを付与することにより製造することができる。
【0031】
本発明においては、芯のフィラメント束が、この鞘繊維束の有する撚り方向と反対方向の撚り方向で実撚りを有していることによって鞘繊維の有する結束性は若干緩むこととなるが、鞘繊維の短繊維端部は芯のフィラメント束中に撚りこまれた構造を呈しているので、該鞘繊維が剥離して離脱するということはなく、芯繊維の発生する解撚トルク(図1では、S方向に撚りを有するのでトルクはZ方向)と鞘繊維の有する逆方向のトルク(図1では、Z方向に撚りを有するのでトルクはS方向)とが打ち消し合ってノントルクの長短複合紡績糸となるのである。
【0032】
本発明において、好ましくは、芯/鞘の重量比が芯/鞘=15〜85/85〜15であり、この範囲を外れる場合には、長短両繊維を使用したことによる複合効果は得られ難くなる。
【0033】
特に、本発明の長短複合糸は、上述のように、苛酷な加熱処理などを施すことを要せずしてノントルクの編糸用長短複合紡績糸とすることができることから、本来、加熱処理に供されることが好ましくない繊維種を使用している紡績糸においてより効果的なものとなる。具体的には、短繊維がレーヨン繊維である場合や、あるいは、前述したように、鞘のフィラメントCが、ポリトリメチレンテレフタレート繊維またはポリトリメチレンテレフタレート/ポリエチレンテレフタレートの複合繊維のフィラメントであること、あるいはポリブチレンテレフタレート繊維のフィラメントであることであり、これらの芯鞘の組合せはさらに複合効果が大きい。
【0034】
フィラメントの横断面形状は、円形である場合だけに限られず、非円形であることも好ましく、具体的には、三角断面やT字型断面などのものが、天然繊維ライクな風合いを実現や、あるいはフィラメントCが、ポリトリメチレンテレフタレート繊維またはポリトリメチレンテレフタレート/ポリエチレンテレフタレートの複合繊維のフィラメントであること、あるいはポリブチレンテレフタレート繊維のフィラメントであるときはフィラメントの断面2次モーメントが高くなり、結果として曲げ剛性が高くなることから良好な布帛の張り、腰を実現でき好ましい。
【0035】
本発明において、フィラメントの単繊維繊度、特に限定されないが、1.1〜10デシテックスが好ましく、より好ましくは1.1〜6デシテックスである。1.1デシテックス以上にすることで、捲縮によるストレッチ性の実効を得ることができる。短繊維の繊度についても特に限定されないが、紡積性を考慮すると0.6〜5デシテックスの範囲内にすることが好ましい。繊維長については各種紡績方法に応じた繊維長とするのがよいが、空気精紡を用いる場合は、その紡績原理を考慮すると25mm〜51mm程度が好適に使用でき、さらには30mm〜44mmの範囲内とするのがさらに好ましい。
【0036】
染色方法についても、糸染めでも布帛にした後に染めてもよく、使用する染色機も特に限定されるものではないが、染色中の湿温による糸の収縮を妨げないような形状で染色するのが好ましい。また糸染めにする場合、染前準備としてカセ取り、また、糸染め後のカセ取りを行うが、本発明の長短複合糸で作成したカセは、カセ戻りがなく、カセ取りも非常にスムーズで、粗密の少ないカセを作成することができ染色斑が軽減できる。また糸染め後のカセも、コーンアップ工程時の糸同士の毛羽やトルクによる絡みによる張力変動も少ないため解叙張力が安定した編立性の優れたコーンを得ることができる。
【0037】
なお、本発明において、芯のフィラメントの撚り数Tは、JIS L1093 Aの方法により測定したものであり、撚り係数Aは、該撚り数をベースにして次式で求めたものである。
T=A√Ne
T :1インチ当たりの撚り数
k :撚り係数
Ne:英式綿番手
【実施例】
【0038】
以下に実施例を挙げて本発明をより具体的に説明する。
【0039】
(1)編成工程通過性
評価は無縫製編機での糸切れ本数(本/編地重量kg)により判断し、判定基準は本数が、×:0.5本以上、△:0.2本以上〜0.5本未満、○:0.2本未満、の3段階評価で行った。
【0040】
(2)布目曲がり率
編み地の耳端から編み地の経て方向から直角に1m間隔で2本の線A、Bを引き、一方の線(A線)上の編み地のほぼ中心に点aを印する。その点aからウエール(編み目)にそってもう1方の線(B線)との交点bを印する。
次に点aから垂線(C線)を引き、一方の線(B線)との交点をcとし、bとcとの距離を斜行距離X(cm)とする。
斜行距離X(cm)の測定は、異なる3箇所で実施して、その最大値を使用して、下記計算式で、編み地の経て方向の曲がりを表す布目曲がり率を算出する。
布目曲がり率(%)=X/100×100
【0041】
(3)編み地捩れ評価
評価は編み地の斜行:布目曲がり率(%)により判断し、判定基準は、×:10.0%以上、△:1.1%以上〜9.9%以下、○:1.0%以下の3段階評価で行った。
【0042】
(4)官能評価
得られた編み地について、風合いの柔らかさ、ソフトストレッチ性、回復性を10人の官能評価により実施し、その判定結果の平均を評価結果とした。なお評価の判定基準は、×:全く感じない、△:ほとんど感じない、○:感じる、の3段階評価で行った。
【0043】
(5)総合評価
編成工程通過性、編み地捩れ評価と官能評価の結果を総合して評価した。まず、判定結果について、×:1点、△5点、○:10点のように配点し、官能評価の3項目(風合い柔らかさ、ソフトストレッチ性、回復率)の相加平均値に、編成工程通過性、編み地の捩れ評価の点数を掛けたものを総合点とみなして総合評価を行った。なお、評価の基準は、×:かなり悪い(総合点250点未満)、△:やや悪い(総合点250〜499点)、○:良い(総合点500〜749点)、◎:優れている(総合点750点以上)の4段階で行った。
【0044】
実施例1〜3
固有粘度が(IV)が1.40のポリトリメチレンテレフタレートと固有粘度(IV)が0.60のポリエチレンテレフタレートをそれぞれ別々に溶融し、紡糸温度275℃で24孔の複合紡糸口金から複合比(重量%)50:50で吐出し、紡糸速度1400m/minで引き取り、165dtex、24フィラメントのサイドバイサイド型の複合構造未延伸糸を得た。さらにホットロール熱板系延伸機(接糸長:20cm、表面粗度:3S)を用い、ホットロール温度75℃、熱板温度170℃、延伸倍率3.3倍で延伸し、次いで、いったん引き取ることなく、連続して0.9倍でリラックスして巻き取り、55dtex、24フィラメントの延伸糸を得た。
【0045】
次に、長短複合紡績糸の短繊維として、1.3dtex、繊維長が38mmのレーヨン繊維を使用し、前述のサイドバイサイド型複合繊維フィラメントとの混率が表1に示すものになるよう、通常の紡績方法で1.0g/mの太さのスライバーを作成した。このスライバーをローラー方式のドラフト機構を有する空気精紡機に仕掛け、フィラメント用のフィードローラー装置と糸道ガイドを介して、前述のサイドバイサイド型複合繊維フィラメントを空気精紡機のフロントトップローラー〜セカンドトップローラー間から短繊維束の幅方向中心位置に供給し、綿式番手で30’sで短繊維の結束方向がZ方向となる表1に示すような長短複合紡績糸を得た。紡績性は良好であり、糸切れの発生もなかった。なお、用いた空気精紡機の糸形成部は中空のエアーノズルを有し、短繊維束の中心部にサイドバイサイド型複合繊維フィラメントが保持された状態で、エアーノズル内の空気流により短繊維束が結束し、実質無撚りの紡績糸を形成する機構となっている。次に、得られた長短複合紡績糸を通常のリング撚糸機に仕掛けて、撚り方向はS向き、表1に示すような撚係数で撚糸(追撚)してノントルク化された長短複合紡績糸とした。
【0046】
これらの糸を編糸に用いて、(株)島精機製作所製の無縫製編機を用いて、婦人用セーターを編んだ。
【0047】
得られた無縫製編み地は、本発明のノントルク化長短複合紡績糸を使用したものは、工程通過性は良好であり、糸切れの発生もなかった。また商品全体としての斜行もなく、また捩れもなく、風合い、ソフトストレッチ性や回復率も良好な商品価値を有するものであった。
【0048】
比較例1
空気精紡機で得られた長短複合紡績糸に表1に示すようにリング撚糸機で撚糸(追撚)しない以外は、実施例1と同様な方法で編み地を得た。得られた編み地の評価した結果を表1に示す。得られた編み地の風合い、ソフトストレッチバック性や回復率などの官能評価は良好であったが編み地の捩れがあり、満足できるものではなかった。
【0049】
比較例2、比較例3
空気精紡機で得られた長短複合紡績糸にリング撚糸機で表2に示す撚係数で撚糸(追撚)した以外は、実施例1と同様な方法で編み地を得た。得られた編み地の評価した結果を表2に示す。比較例1と同様に得られた編み地の風合い、ソフトストレッチバック性や回復率などの官能評価は良好であったが編み地の捩れがあり、満足できるものではなかった。
【0050】
比較例4
用いるフィラメントをポリトリメチレンテレフタレートとポリエチレンテレフタレートのサイドバイサイド型複合繊維の168dtex、48フィラメントとする以外は、実施例1と同様な方法で編地を得た。得られた編地の評価した結果を表2に示す。フィラメントの比率が高いため、鞘繊維の短繊維の剥離があるばかりか、トルクのバランスが悪いため、得られた編地は斜行があり満足できるものではなかった。
【0051】
比較例5
実施例1と同様な短繊維を用い、通常の紡績方法で0.5g/mの粗糸を作成した。この粗糸をローラー方式のドラフト機構を有するリング精紡機に仕掛け、フィラメント用のフィードローラー装置と糸道ガイドを介して、実施例1と同様なサイドバイサイド型複合繊維フィラメントをリング精紡機のフロントトップローラー〜セカンドトップローラー間から短繊維束の幅方向中心位置に供給し、綿式番手で30’sで短繊維の撚り方向がZ方向、撚係数3.4で紡績して長短複合紡績糸を得た。
次に得られた長短複合紡績糸を通常のリング撚糸機に仕掛けて、撚り方向はS向き、表2に示すような撚係数で撚糸(追撚)して、長短複合紡績糸を得た。
得られた長短複合紡績糸を用いて、実施例1と同様な方法で編み地を得た。編成工程通過時にフィラメントと短繊維の剥離が発生して、糸切れが多発し、編み地の品位が悪化した。
【0052】
比較例6
フィラメントに解撚方向Z撚方向のウーリー加工仮撚糸を用い、MVS精紡機で得られた長短複合紡績糸にリング撚糸機で撚糸しない以外は、実施例1と同様な方法で編地を得た。フィラメントに実撚りが加撚されていないため、ノントルク化が十分ではないため得られた編地は斜行があり、満足できるものではなかった。
【0053】
比較例7
空気精紡機で得られた長短複合紡績糸に表3に示すような熱セットをした以外は、実施例1と同様な方法で編地を得た。得られた長短複合紡績糸および編地を評価した結果を表3に示す。編地の捩れは良好だったが、編み地の風合い、ソフトストレッチバック性や回復率などの官能評価は不足しており、満足できるものではなかった。
【0054】
【表1】

【0055】
【表2】
【0056】
【表3】
【図面の簡単な説明】
【0057】
【図1】図1は、本発明の長短複合紡績糸Yの外観をモデル的に示した概略側面図であり、中央部においてその外観として芯鞘構造を図示しており、その左右の両端側は、鞘繊維Sの束を描かずに(すなわち、鞘繊維Sを除去した状態)、芯繊維Cの束の形態を露出させて図示したものである。
【符号の説明】
【0058】
Y 長短複合紡績糸
S 短繊維(鞘)
C フィラメント(芯)
1 フィラメントの実撚り
【技術分野】
【0001】
本発明は長短複合紡績糸に関し、さらに詳しくは、ノントルク化されていて該糸を無縫製ニット製品に仕上げた際に該製品が斜行することがない長短複合紡績糸に関する。
【背景技術】
【0002】
近年、差別化による製品価値の追求や省エネ・資源化の高まりの要請などに対応し、ソフトで肌触りが良く、嵩高性があり、吸水性に富み伸縮性や防しわ性を有し、薄くてゴワつかずに体にフィットし、快適な着心地感が得られる無縫製ニット(「ホールガーメント」(登録商標、株式会社島精機製作所)とも呼ばれる)や丸編成型製品(シームレスニットとも呼ばれる)が、高級アウターや高級インナー、高級スポーツ衣料用途で注目を集めている。
【0003】
このような無縫製ニットや丸編成型商品などのニット製品群は、編生地に型取りし裁断した後に縫製(カットアンドソー)することによって製品化してきた従来のニット縫製品とは全く異なり、編地を編成し終えた段階で、そのまま目的とする立体型を呈している製品として編下げることができるため、型取り裁断は必要なく、ほとんど縫製することなく、糸ロスや編地ロスの発生も最小限に止めることができ、生産面から省資源ニットとして注目されている。
【0004】
しかも、それらのニット製品は、縫い目の存在によるゴワつき感がほとんどないため、着心地感が良く、身体にフィットした美しいシルエットが得られ、激しい動きにも追従しやすいなど、機能・官能両面で優れており、時代にマッチしたニット製品として高く評価されている。
【0005】
一方、高度な編成技術を駆使したそれらのニット製品を製造するために供給される紡績糸には、糸特性として、糸トルクがないか、糸トルクがほとんど発生しない紡績糸が望まれている。その理由は、ほとんど縫製することなく製品となる該ニット製品群は、糸トルクによって編成時に発生した斜行が、ニット製品の捩りとして現れ、製品としての価値(商品価値)を著しく失ってしまうからである。
【0006】
特に、高級アウターや高級インナー、高級スポーツ用途に向けた該ニット製品群には、高機能・高官能な製品表現が求められている。ソフトで肌触りが良く、嵩高性があり、吸水性に富み、伸縮性や防しわ性を有し、しかも薄くて軽い編み表現が可能で、しかも糸トルクがないか、ほとんど発生しない紡績素材とマッチした製品は、市場には現在、存在していないこともあって強いニーズが出ている。
【0007】
これらのニーズを満たすべく各種の取組みが行われてきた。
【0008】
例えば、前述した機能・官能の紡績糸表現には、鞘にウールなど天然繊維やセルロース系の短繊維を配し、芯に伸縮性を有する合成繊維フィラメントを組合せて、リング紡績法にて長短複合紡績した紡績糸が有望視され、ヒートセットによる所謂撚り止めによって無縫製ニット化の試行錯誤が行われた。しかし、ヒートセットによる撚り止めは、ヒートセット直後の段階ではその効果が認められたが、ヒートセット以降、編立てまでの編成工程中の張力の影響で、糸が伸長することに伴って、繊維形状が変形して、セット性に乏しいセルロース繊維の場合には形状保持性は失われてしまい、編下がりの製品は、捩りが現れて期待した効果は得られなかった。
【0009】
また、空気渦流を応用した紡績法にて長短複合化を試み、芯となるフィラメントが実質上、無撚りである糸構造から解撚方向に発生するトルクを減少させる試みもあった。しかし、該紡績法にて得られる長短複合紡績糸においても、芯繊維は無撚りであっても、鞘繊維の短繊維には紡績糸を構成するための巻き付き歪みを内存しており、芯繊維の構成比率によっては大きなトルクを発生させてしまい、編地斜行や捩りに対して、商品価値を維持できてかつ改善するには至らなかった。
【0010】
もちろん、長短複合紡績糸の有するトルクと反対方向に撚糸することによって相互の単糸が持ち得るトルクを打ち消し合った双糸にて編立て、斜行や捩り防止をした商品化の試みもあった。しかし、双糸化した場合、商品の風合いが粗硬になるとともに嵩高性を失い、また、細く紡績した糸をさらに撚糸しなければならないため生産コストが増加するとともに、比較的肉厚な製品しか生産できず、薄手の無縫製ニット製品化をするためには、超細番手の紡績単糸を供給することが必須となり、糸供給面やコスト高という点でも問題となる。従って、紡績糸での実現の要請が強いにも拘わらず、問題を解消するに十分な提案はなく、無縫製ニット等の分野にて求められている性能を最大限発揮できる最適な紡績糸は実現されていないのが現状である。
【0011】
特に、無縫製ニット等に関係して先行特許として従来なされてきた提案は、主に編機や編み方に関係するものであり(特許文献1−4)、特に、無縫製ニットやシームレスニットの長所を最大限発揮できて、無縫製ニット用編糸とでも言うべき最適な糸スペックについての具体的な考察・検討はなされていないのが実状である。
【0012】
【特許文献1】特開平10−1852号公報
【特許文献2】特開平10−53943号公報
【特許文献3】特開2005−242611号公報
【特許文献4】特開2006−322080号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、上述したような点に鑑み、無縫製ニット製品やそれに類した成型丸編地製品を構成するのに最適な長短複合紡績糸を提供することにある。
【0014】
特に、無縫製ニット製品やそれに類した成型丸編地製品の斜行や捩りに繋がる編糸トルクは、芯と鞘の2つの構造を持ちかつ長繊維(フィラメント)と短繊維の組合せからなるという特異な複合構造の長短複合紡績糸においては、撚り構造や芯鞘比率等をうまく制御することにより、ほとんど問題をなくすことができ、本発明は、そのような長短複合紡績糸と無縫製ニット製品を提供せんとするものである。
【課題を解決するための手段】
【0015】
上述した目的を達成する本発明の長短複合紡績糸は、以下の(1)の構成からなる。
【0016】
(1)芯にフィラメントが、鞘に短繊維束が配されてなる芯鞘型の長短複合糸であり、前記フィラメントは下記(a)式で示される撚係数Aの範囲で実撚りT(回/2.54cm)が付与されており、前記短繊維束は旋回気流によって前記フィラメントが有する実撚り方向とは逆方向の撚り方向で加撚されてなることを特徴とする長短複合紡績糸。
0.5≦A≦1.7 ……………(a)式
ここで、A:撚係数
Ne:長短複合紡績糸の英式綿番手
T:フィラメントの実撚り数T(回/2.54cm)、T=A√Neで表される。
【0017】
また、かかる本発明の長短複合紡績糸において、具体的構成としてより好ましい態様は、以下の(2)〜(5)のいずれかの構成からなるものである。
【0018】
(2)前記フィラメントが、ポリトリメチレンテレフタレート繊維、ポリブチレンテレフタレート繊維及びポリトリメチレンテレフタレート/ポリエチレンテレフタレートの複合繊維からなる群から選ばれる少なくとも1種であることを特徴とする上記(1)記載の長短複合紡績糸。
【0019】
(3)芯/鞘の重量比が、芯/鞘=15〜85/85〜15であることを特徴とする上記(1)または(2)記載の長短複合紡績糸。
【0020】
(4)前記フィラメントの横断面形状が、非円形であることを特徴とする上記(1)〜(3)のいずれかに記載の長短複合紡績糸。
【0021】
(5)前記短繊維が、レーヨン繊維であることを特徴とする上記(1)〜(4)のいずれかに記載の長短複合紡績糸。
【0022】
また、上述した目的を達成する本発明の無縫製ニット製品は、下記(6)の構成を有するものである。
【0023】
(6)上記(1)〜(5)のいずれかに記載の長短複合紡績糸を用いて無縫製ニット製品として編成されてなることを特徴とする無縫製ニット製品。
【発明の効果】
【0024】
請求項1にかかる本発明の長短複合紡績糸によれば無縫製ニット製品やそれに類した成型丸編地製品を構成するのに最適な長短複合紡績糸を提供でき、特に、それら製品で本来生じやすい斜行や捩りという問題が解消できる紡績糸の編糸が提供されるものである。
【0025】
請求項6にかかる本発明の無縫製ニット製品によれば、紡績糸使いのものでありながら、斜行や捩りなどの製品品位の問題がなく、該無縫製ニット製品が持つ本来の特徴を十二分に発揮できるニット製品が提供されるものである。
【発明を実施するための最良の形態】
【0026】
以下、更に詳しく本発明の長短複合紡績糸、無縫製ニット製品について、説明する。
【0027】
図1は、本発明の長短複合紡績糸Yの外観をモデル的に示した概略側面図であり、中央部においてその外観として芯鞘構造を図示しており、その左右の両端側は、鞘繊維Sの束を描かずに(すなわち、鞘繊維Sを除去した状態)、芯繊維Cの束の形態を露出させて図示したものである。
【0028】
本発明の長短複合紡績糸はY、芯にフィラメントCが、鞘に短繊維束Sが配されてなる芯鞘型の長短複合糸であり、該フィラメントCは下記(a)式で示される撚係数Aの範囲で実撚りT(回/2.54cm)が付与されていて、かつ、該短繊維束Sは旋回気流によって、該フィラメントが有する実撚り方向とは逆方向の撚り方向1で加撚されてなるものである。
0.5≦A≦1.7 ……………(a)式
ここで、A:撚係数
Ne:長短複合紡績糸の英式綿番手
T:フィラメントの実撚り数T(回/2.54cm)、T=A√Neで表される。
【0029】
本発明において、該フィラメントCの撚係数Aが0.5未満であれば、ノントルク化の効果が乏しく、結局、編地斜行や捩りを生じた製品となることが多く好ましくない。また、撚係数Aが1.7よりも大きいときは逆方向のトルクが作用するようになり、ノントルク効果が消失する方向なので好ましくない。
【0030】
いずれしても、本発明の長短複合紡績糸によれば、トルクを有さない編糸用紡績糸とすることを目的にトルクを低減化させるための熱処理を施すことなどがないので、加熱により例えば伸長回復率を低下させてしまうことなどの不都合を招くことがなく、該編糸紡績糸の特性を十分に発揮させることができる。
本発明の長短複合紡績糸は、旋回気流を用いた紡績機(たとえば、「MVS(ムラタボルテックススピナー)」(村田機械株式会社))を使用して得られた長短複合紡績糸に、ノントルク化するために鞘繊維束の有する撚り方向と反対方向の撚り方向で追撚し、実撚りを付与することにより製造することができる。
【0031】
本発明においては、芯のフィラメント束が、この鞘繊維束の有する撚り方向と反対方向の撚り方向で実撚りを有していることによって鞘繊維の有する結束性は若干緩むこととなるが、鞘繊維の短繊維端部は芯のフィラメント束中に撚りこまれた構造を呈しているので、該鞘繊維が剥離して離脱するということはなく、芯繊維の発生する解撚トルク(図1では、S方向に撚りを有するのでトルクはZ方向)と鞘繊維の有する逆方向のトルク(図1では、Z方向に撚りを有するのでトルクはS方向)とが打ち消し合ってノントルクの長短複合紡績糸となるのである。
【0032】
本発明において、好ましくは、芯/鞘の重量比が芯/鞘=15〜85/85〜15であり、この範囲を外れる場合には、長短両繊維を使用したことによる複合効果は得られ難くなる。
【0033】
特に、本発明の長短複合糸は、上述のように、苛酷な加熱処理などを施すことを要せずしてノントルクの編糸用長短複合紡績糸とすることができることから、本来、加熱処理に供されることが好ましくない繊維種を使用している紡績糸においてより効果的なものとなる。具体的には、短繊維がレーヨン繊維である場合や、あるいは、前述したように、鞘のフィラメントCが、ポリトリメチレンテレフタレート繊維またはポリトリメチレンテレフタレート/ポリエチレンテレフタレートの複合繊維のフィラメントであること、あるいはポリブチレンテレフタレート繊維のフィラメントであることであり、これらの芯鞘の組合せはさらに複合効果が大きい。
【0034】
フィラメントの横断面形状は、円形である場合だけに限られず、非円形であることも好ましく、具体的には、三角断面やT字型断面などのものが、天然繊維ライクな風合いを実現や、あるいはフィラメントCが、ポリトリメチレンテレフタレート繊維またはポリトリメチレンテレフタレート/ポリエチレンテレフタレートの複合繊維のフィラメントであること、あるいはポリブチレンテレフタレート繊維のフィラメントであるときはフィラメントの断面2次モーメントが高くなり、結果として曲げ剛性が高くなることから良好な布帛の張り、腰を実現でき好ましい。
【0035】
本発明において、フィラメントの単繊維繊度、特に限定されないが、1.1〜10デシテックスが好ましく、より好ましくは1.1〜6デシテックスである。1.1デシテックス以上にすることで、捲縮によるストレッチ性の実効を得ることができる。短繊維の繊度についても特に限定されないが、紡積性を考慮すると0.6〜5デシテックスの範囲内にすることが好ましい。繊維長については各種紡績方法に応じた繊維長とするのがよいが、空気精紡を用いる場合は、その紡績原理を考慮すると25mm〜51mm程度が好適に使用でき、さらには30mm〜44mmの範囲内とするのがさらに好ましい。
【0036】
染色方法についても、糸染めでも布帛にした後に染めてもよく、使用する染色機も特に限定されるものではないが、染色中の湿温による糸の収縮を妨げないような形状で染色するのが好ましい。また糸染めにする場合、染前準備としてカセ取り、また、糸染め後のカセ取りを行うが、本発明の長短複合糸で作成したカセは、カセ戻りがなく、カセ取りも非常にスムーズで、粗密の少ないカセを作成することができ染色斑が軽減できる。また糸染め後のカセも、コーンアップ工程時の糸同士の毛羽やトルクによる絡みによる張力変動も少ないため解叙張力が安定した編立性の優れたコーンを得ることができる。
【0037】
なお、本発明において、芯のフィラメントの撚り数Tは、JIS L1093 Aの方法により測定したものであり、撚り係数Aは、該撚り数をベースにして次式で求めたものである。
T=A√Ne
T :1インチ当たりの撚り数
k :撚り係数
Ne:英式綿番手
【実施例】
【0038】
以下に実施例を挙げて本発明をより具体的に説明する。
【0039】
(1)編成工程通過性
評価は無縫製編機での糸切れ本数(本/編地重量kg)により判断し、判定基準は本数が、×:0.5本以上、△:0.2本以上〜0.5本未満、○:0.2本未満、の3段階評価で行った。
【0040】
(2)布目曲がり率
編み地の耳端から編み地の経て方向から直角に1m間隔で2本の線A、Bを引き、一方の線(A線)上の編み地のほぼ中心に点aを印する。その点aからウエール(編み目)にそってもう1方の線(B線)との交点bを印する。
次に点aから垂線(C線)を引き、一方の線(B線)との交点をcとし、bとcとの距離を斜行距離X(cm)とする。
斜行距離X(cm)の測定は、異なる3箇所で実施して、その最大値を使用して、下記計算式で、編み地の経て方向の曲がりを表す布目曲がり率を算出する。
布目曲がり率(%)=X/100×100
【0041】
(3)編み地捩れ評価
評価は編み地の斜行:布目曲がり率(%)により判断し、判定基準は、×:10.0%以上、△:1.1%以上〜9.9%以下、○:1.0%以下の3段階評価で行った。
【0042】
(4)官能評価
得られた編み地について、風合いの柔らかさ、ソフトストレッチ性、回復性を10人の官能評価により実施し、その判定結果の平均を評価結果とした。なお評価の判定基準は、×:全く感じない、△:ほとんど感じない、○:感じる、の3段階評価で行った。
【0043】
(5)総合評価
編成工程通過性、編み地捩れ評価と官能評価の結果を総合して評価した。まず、判定結果について、×:1点、△5点、○:10点のように配点し、官能評価の3項目(風合い柔らかさ、ソフトストレッチ性、回復率)の相加平均値に、編成工程通過性、編み地の捩れ評価の点数を掛けたものを総合点とみなして総合評価を行った。なお、評価の基準は、×:かなり悪い(総合点250点未満)、△:やや悪い(総合点250〜499点)、○:良い(総合点500〜749点)、◎:優れている(総合点750点以上)の4段階で行った。
【0044】
実施例1〜3
固有粘度が(IV)が1.40のポリトリメチレンテレフタレートと固有粘度(IV)が0.60のポリエチレンテレフタレートをそれぞれ別々に溶融し、紡糸温度275℃で24孔の複合紡糸口金から複合比(重量%)50:50で吐出し、紡糸速度1400m/minで引き取り、165dtex、24フィラメントのサイドバイサイド型の複合構造未延伸糸を得た。さらにホットロール熱板系延伸機(接糸長:20cm、表面粗度:3S)を用い、ホットロール温度75℃、熱板温度170℃、延伸倍率3.3倍で延伸し、次いで、いったん引き取ることなく、連続して0.9倍でリラックスして巻き取り、55dtex、24フィラメントの延伸糸を得た。
【0045】
次に、長短複合紡績糸の短繊維として、1.3dtex、繊維長が38mmのレーヨン繊維を使用し、前述のサイドバイサイド型複合繊維フィラメントとの混率が表1に示すものになるよう、通常の紡績方法で1.0g/mの太さのスライバーを作成した。このスライバーをローラー方式のドラフト機構を有する空気精紡機に仕掛け、フィラメント用のフィードローラー装置と糸道ガイドを介して、前述のサイドバイサイド型複合繊維フィラメントを空気精紡機のフロントトップローラー〜セカンドトップローラー間から短繊維束の幅方向中心位置に供給し、綿式番手で30’sで短繊維の結束方向がZ方向となる表1に示すような長短複合紡績糸を得た。紡績性は良好であり、糸切れの発生もなかった。なお、用いた空気精紡機の糸形成部は中空のエアーノズルを有し、短繊維束の中心部にサイドバイサイド型複合繊維フィラメントが保持された状態で、エアーノズル内の空気流により短繊維束が結束し、実質無撚りの紡績糸を形成する機構となっている。次に、得られた長短複合紡績糸を通常のリング撚糸機に仕掛けて、撚り方向はS向き、表1に示すような撚係数で撚糸(追撚)してノントルク化された長短複合紡績糸とした。
【0046】
これらの糸を編糸に用いて、(株)島精機製作所製の無縫製編機を用いて、婦人用セーターを編んだ。
【0047】
得られた無縫製編み地は、本発明のノントルク化長短複合紡績糸を使用したものは、工程通過性は良好であり、糸切れの発生もなかった。また商品全体としての斜行もなく、また捩れもなく、風合い、ソフトストレッチ性や回復率も良好な商品価値を有するものであった。
【0048】
比較例1
空気精紡機で得られた長短複合紡績糸に表1に示すようにリング撚糸機で撚糸(追撚)しない以外は、実施例1と同様な方法で編み地を得た。得られた編み地の評価した結果を表1に示す。得られた編み地の風合い、ソフトストレッチバック性や回復率などの官能評価は良好であったが編み地の捩れがあり、満足できるものではなかった。
【0049】
比較例2、比較例3
空気精紡機で得られた長短複合紡績糸にリング撚糸機で表2に示す撚係数で撚糸(追撚)した以外は、実施例1と同様な方法で編み地を得た。得られた編み地の評価した結果を表2に示す。比較例1と同様に得られた編み地の風合い、ソフトストレッチバック性や回復率などの官能評価は良好であったが編み地の捩れがあり、満足できるものではなかった。
【0050】
比較例4
用いるフィラメントをポリトリメチレンテレフタレートとポリエチレンテレフタレートのサイドバイサイド型複合繊維の168dtex、48フィラメントとする以外は、実施例1と同様な方法で編地を得た。得られた編地の評価した結果を表2に示す。フィラメントの比率が高いため、鞘繊維の短繊維の剥離があるばかりか、トルクのバランスが悪いため、得られた編地は斜行があり満足できるものではなかった。
【0051】
比較例5
実施例1と同様な短繊維を用い、通常の紡績方法で0.5g/mの粗糸を作成した。この粗糸をローラー方式のドラフト機構を有するリング精紡機に仕掛け、フィラメント用のフィードローラー装置と糸道ガイドを介して、実施例1と同様なサイドバイサイド型複合繊維フィラメントをリング精紡機のフロントトップローラー〜セカンドトップローラー間から短繊維束の幅方向中心位置に供給し、綿式番手で30’sで短繊維の撚り方向がZ方向、撚係数3.4で紡績して長短複合紡績糸を得た。
次に得られた長短複合紡績糸を通常のリング撚糸機に仕掛けて、撚り方向はS向き、表2に示すような撚係数で撚糸(追撚)して、長短複合紡績糸を得た。
得られた長短複合紡績糸を用いて、実施例1と同様な方法で編み地を得た。編成工程通過時にフィラメントと短繊維の剥離が発生して、糸切れが多発し、編み地の品位が悪化した。
【0052】
比較例6
フィラメントに解撚方向Z撚方向のウーリー加工仮撚糸を用い、MVS精紡機で得られた長短複合紡績糸にリング撚糸機で撚糸しない以外は、実施例1と同様な方法で編地を得た。フィラメントに実撚りが加撚されていないため、ノントルク化が十分ではないため得られた編地は斜行があり、満足できるものではなかった。
【0053】
比較例7
空気精紡機で得られた長短複合紡績糸に表3に示すような熱セットをした以外は、実施例1と同様な方法で編地を得た。得られた長短複合紡績糸および編地を評価した結果を表3に示す。編地の捩れは良好だったが、編み地の風合い、ソフトストレッチバック性や回復率などの官能評価は不足しており、満足できるものではなかった。
【0054】
【表1】
【0055】
【表2】
【0056】
【表3】
【図面の簡単な説明】
【0057】
【図1】図1は、本発明の長短複合紡績糸Yの外観をモデル的に示した概略側面図であり、中央部においてその外観として芯鞘構造を図示しており、その左右の両端側は、鞘繊維Sの束を描かずに(すなわち、鞘繊維Sを除去した状態)、芯繊維Cの束の形態を露出させて図示したものである。
【符号の説明】
【0058】
Y 長短複合紡績糸
S 短繊維(鞘)
C フィラメント(芯)
1 フィラメントの実撚り
【特許請求の範囲】
【請求項1】
芯にフィラメントが、鞘に短繊維束が配されてなる芯鞘型の長短複合糸であり、前記フィラメントは下記(a)式で示される撚係数Aの範囲で実撚りT(回/2.54cm)が付与されており、前記短繊維束は旋回気流によって前記フィラメントが有する実撚り方向とは逆方向の撚り方向で加撚されてなることを特徴とする長短複合紡績糸。
0.5≦A≦1.7 ……………(a)式
ここで、A:撚係数
Ne:長短複合紡績糸の英式綿番手
T:フィラメントの実撚り数T(回/2.54cm)、T=A√Neで表される。
【請求項2】
前記フィラメントが、ポリトリメチレンテレフタレート繊維、ポリブチレンテレフタレート繊維及びポリトリメチレンテレフタレート/ポリエチレンテレフタレートの複合繊維からなる群から選ばれる少なくとも1種であることを特徴とする請求項1記載の長短複合紡績糸。
【請求項3】
芯/鞘の重量比が、芯/鞘=15〜85/85〜15であることを特徴とする請求項1または2記載の長短複合紡績糸。
【請求項4】
前記フィラメントの横断面形状が、非円形であることを特徴とする請求項1〜3のいずれかに記載の長短複合紡績糸。
【請求項5】
前記短繊維が、レーヨン繊維であることを特徴とする請求項1〜4のいずれかに記載の長短複合紡績糸。
【請求項6】
請求項1〜5のいずれかに記載の長短複合紡績糸を用いて無縫製ニット製品として編成されてなることを特徴とする無縫製ニット製品。
【請求項1】
芯にフィラメントが、鞘に短繊維束が配されてなる芯鞘型の長短複合糸であり、前記フィラメントは下記(a)式で示される撚係数Aの範囲で実撚りT(回/2.54cm)が付与されており、前記短繊維束は旋回気流によって前記フィラメントが有する実撚り方向とは逆方向の撚り方向で加撚されてなることを特徴とする長短複合紡績糸。
0.5≦A≦1.7 ……………(a)式
ここで、A:撚係数
Ne:長短複合紡績糸の英式綿番手
T:フィラメントの実撚り数T(回/2.54cm)、T=A√Neで表される。
【請求項2】
前記フィラメントが、ポリトリメチレンテレフタレート繊維、ポリブチレンテレフタレート繊維及びポリトリメチレンテレフタレート/ポリエチレンテレフタレートの複合繊維からなる群から選ばれる少なくとも1種であることを特徴とする請求項1記載の長短複合紡績糸。
【請求項3】
芯/鞘の重量比が、芯/鞘=15〜85/85〜15であることを特徴とする請求項1または2記載の長短複合紡績糸。
【請求項4】
前記フィラメントの横断面形状が、非円形であることを特徴とする請求項1〜3のいずれかに記載の長短複合紡績糸。
【請求項5】
前記短繊維が、レーヨン繊維であることを特徴とする請求項1〜4のいずれかに記載の長短複合紡績糸。
【請求項6】
請求項1〜5のいずれかに記載の長短複合紡績糸を用いて無縫製ニット製品として編成されてなることを特徴とする無縫製ニット製品。
【図1】

【公開番号】特開2009−293136(P2009−293136A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−144452(P2008−144452)
【出願日】平成20年6月2日(2008.6.2)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(506072815)丸一繊維株式会社 (6)
【出願人】(593069897)モリリン株式会社 (29)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月2日(2008.6.2)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(506072815)丸一繊維株式会社 (6)
【出願人】(593069897)モリリン株式会社 (29)
【Fターム(参考)】
[ Back to top ]