
長短複合紡績糸

【課題】汗のベタツキ感が少なく、速乾性に優れ、しかも軽量感の高い複合紡績糸を提供する。
【解決手段】内層と中層と外層からなる3層構造の長短複合紡績糸であって、内層に疎水性長繊維、中層に単糸繊度0.2〜1.0dtexの疎水性短繊維、外層に疎水性長繊維が配置されている長短複合紡績糸。内層と外層がナイロン、中層がアクリルであることが好ましい。この複合紡績糸を用いることによって着心地と汗処理機能を兼ね備えた衣料用織編物。
【解決手段】内層と中層と外層からなる3層構造の長短複合紡績糸であって、内層に疎水性長繊維、中層に単糸繊度0.2〜1.0dtexの疎水性短繊維、外層に疎水性長繊維が配置されている長短複合紡績糸。内層と外層がナイロン、中層がアクリルであることが好ましい。この複合紡績糸を用いることによって着心地と汗処理機能を兼ね備えた衣料用織編物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、乾燥性、肌離れ性に優れた快適な衣料用織編物を提供できる長短複合紡績糸に関するものである。
【背景技術】
【0002】
従来より、セルロース系繊維の肌触りの良さや吸湿性等の特徴と、ポリエステル系繊維の寸法安定性や強力等の特徴を混合すべく種々の複合紡績糸が開発され、スポーツ衣料やインナーウエア等の商品分野においても数多く使用されつつある。
【0003】
これらスポーツ衣料やインナーウエア等の商品分野においては、吸汗拡散性能が要求され、これに対して使用糸の組合せや組織、密度等の設計面から種々の提案がなされている。例えば、表面側の経糸が短繊維紡績糸からなり、裏面側の経糸が撚糸され、かつ芯鞘型複合マルチフィラメント糸からなる多重構造の織物が提案されている(特許文献1参照)。しかし、これらの方法では、組織が限定されたり、使用糸が複雑になったりして生産可能な織物や編地が限定されたり、生産効率が低くコストが高くなったりする問題がある。
【0004】
一方、天然繊維や再生繊維のような短繊維と長繊維との長短複合紡績が研究されている。長繊維では得られにくい短繊維の肌触りの良さ、暖かさを付与すると共に、高強力、寸法安定性、速乾性、防シワ性、プリーツ性等を長繊維で補うことが主な目的であった。しかし、従来の長短複合糸では、短繊維に天然繊維や再生繊維を用いることが多く、天然繊維の優れた肌触りが得られるものの、汗処理において天然繊維は保水性が高いため速乾性が得られにくいものであった。
【0005】
この点を補うために芯部や鞘部にフィラメントを使用した長短複合紡績糸もあるが、長繊維100%のマルチフィラメントの速乾性に匹敵するものがなかった。例えば、2種類以上のステープル繊維とフィラメントとの多層構造糸が提案されているが(特許文献2、3参照)、天然繊維の混率が高く、吸汗性はあるが速乾性は低く、また汗を掻いたときの衣服の肌離れ性も悪くベトツキ感が残るものであった。この速乾性と肌離れ性を改善するために芯部と鞘部の両方にフィラメントが配置された多層複合糸が提案されている(特許文献4参照)。しかし、この多層複合糸においても速乾性においてはポリエステルフィラメント等の速乾糸に比べると、まだ十分な性能ではなかった。
【0006】
更に、疎水性の長繊維と単繊維を組合わせた例としてポリアミド系フィラメントとポリアミド系紡績糸からなる長短複合紡績糸が提案されている(特許文献5参照)。しかし、これはストレッチ、軽量感、保温性を目的にしたもので、速乾性と肌離れ性に適した構成になっていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−020149公報
【特許文献2】特開昭58−169534公報
【特許文献3】特開2005−213684公報
【特許文献4】特開平08−127928公報
【特許文献5】特開2007−77521公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記の従来技術の現状に鑑みてなされたものであり、その目的は、汗のベタツキ感が少なく、速乾性に優れ、しかも軽量感の高い複合紡績糸を提供すること、さらに、この複合紡績糸を用いた着心地と汗処理機能を兼ね備えた衣料用織編物を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、上記の目的を達成するために鋭意検討した結果、芯部(内層)及び最表層(外層)の肌に接触する部分に疎水性の長繊維を配置し、更に中間層(中層)に疎水性の短繊維を配置した3層構造糸にすることにより、速乾性が非常に高く、ベタツキ感が少ない紡績糸が実現できることを見いだした。更に、中間層の疎水性短繊維を極細繊維とすることにより、速乾性を一層向上させるとともに、軽量性に優れた紡績糸にすることが可能となり、本発明の完成に至った。
【0010】
即ち、本発明は、以下の(1)〜(6)の構成を有するものである。
(1)内層と中層と外層からなる3層構造の長短複合紡績糸であって、内層に疎水性長繊維、中層に単糸繊度0.2〜1.0dtexの疎水性短繊維、外層に疎水性長繊維が配置されていることを特徴とする長短複合紡績糸。
(2)内層と外層の疎水性長繊維がナイロンで構成され、中層の疎水性短繊維がアクリルで構成されていることを特徴とする(1)に記載の長短複合紡績糸。
(3)外層の疎水性長繊維に扁平度1.2〜5.0の扁平マルチフィラメントが用いられていることを特徴とする(1)又は(2)に記載の長短複合紡績糸。
(4)内層の繊維重量比率が10〜20重量%、中層の繊維重量比率が50〜70重量%、外層の繊維重量比率が20〜35重量%であり、複合紡績糸の綿番手が60〜120番手であることを特徴とする(1)〜(3)のいずれかに記載の長短複合紡績糸。
(5)(1)〜(4)のいずれかに記載の長短複合紡績糸を織編地中に50〜100重量%用いていることを特徴とする織編地。
(6)肌側と外気側を含む織編地であって、肌側を構成する組織の50%以上に(1)〜(4)のいずれかに記載の長短複合紡績糸を用いていることを特徴とする織編地。
【発明の効果】
【0011】
本発明によれば、速乾性と肌離れ性に優れた紡績糸を提供することができ、それにより汗処理に優れた快適な衣料用織編物を提供することができる。また、細くて軽量な紡績糸にすることもできるため、更に快適な衣料用織編物を提供することが可能である。
【図面の簡単な説明】
【0012】
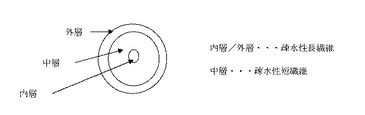
【図1】本発明の長短複合紡績糸の構造の概略図である。
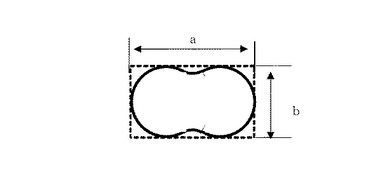
【図2】フィラメントの扁平度の計算のための説明図である。
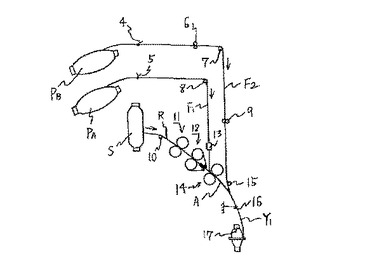
【図3】本発明の長短複合紡績糸の製造装置の概略的な側面図である。
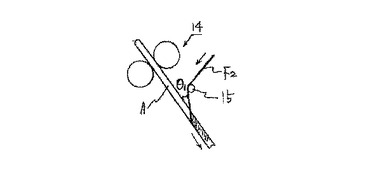
【図4】本発明の長短複合紡績糸の製造装置における繊維束Aと疎水性長繊維F2の合流部分の拡大図である。
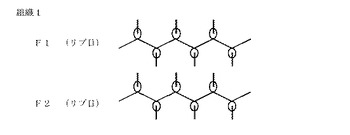
【図5】実施例で使用する編組織(組織1)を示す。
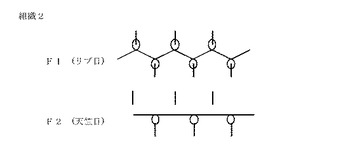
【図6】実施例で使用する編組織(組織2)を示す。
【発明を実施するための形態】
【0013】
以下、本発明の長短複合糸について詳細に説明する。
本発明の長短複合糸は、図1に示すように疎水性長繊維が芯(内層)に疎水性短繊維が鞘(中層)に配置された芯鞘構造の繊維束が内部に存在し、その周囲(外層)に疎水性長繊維が存在する構造である。疎水性短繊維は、3層構造の長短複合紡績糸の中層に位置し、ソフト感、手持ち感という風合いを有し、且つ、速乾性を阻害しない。外層の疎水性長繊維は毛羽を減少させ、肌離れ性を向上させる。また、図1のような3層構造にすることにより、外層で吸った水分は毛細管現象により糸断面の内側にすばやく移行する。また、内層にも疎水性長繊維が配置されていることから、水分は長繊維の長手方向へと素早く移行し、水分拡散性が大きくなり、乾燥性が早くなる。
【0014】
本発明の長短複合糸の中層に使用される疎水性短繊維としては、限定されるものでなく、例えばアセテート、ナイロン、ポリ塩化ビニル、ポリエステル、アクリル、ポリエチレン、ポリプロピレンなどが使用できる。疎水性短繊維は、肌着用途としての風合いや軽量感を有するためには極細繊度のアクリルが好適である。
【0015】
本発明の長短複合糸に使用される疎水性短繊維がアクリルの場合、アクリロニトリルを50重量%以上含有するアクリロニトリル系ポリマーからなることが好ましい。アクリロニトリル系ポリマーがアクリロニトリルを50重量%以上含有する場合、アクリロニトリル単独ポリマーであってもよいが、経済性の点でアクリロニトリルとアクリロニトリルに共重合可能な不飽和モノマーとのコポリマーであり、アクリロニトリルを50〜95重量%含有するコポリマーであることが好ましい。コポリマーのアクリロニトリルの含有量が50重量%未満では、染色鮮明性、発色性等のアクリル系繊維としての特徴が発揮されず、また熱特性をはじめとする他の物性も低下する傾向がある。
【0016】
アクリロニトリルに共重合可能な不飽和モノマーとしては、例えばアクリル酸メチル、アクリル酸エチル、アクリル酸イソプロピル、アクリル酸n−ブチル、アクリル酸2−エチルヘキシル、アクリル酸2−ヒドロキシエチル、アクリル酸ヒドロキシプロピル等のアクリル酸エステル、メタクリル酸エチル、メタクリル酸イソプロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸t−ブチル、メタクリル酸n−ヘキシル、メタクリル酸シクロヘキシル、メタクリル酸ラウリル、メタクリル酸2−ヒドロキシエチル、メタクリル酸ヒドロキシプロピル、メタクリル酸ジエチルアミノエチル等のメタクリル酸エステル、アクリル酸、メタクリル酸、マレイン酸、イタコン酸、アクリルアミド、N−メチロールアクリルアミド、ジアセトンアクリルアミド、スチレン、ビニルトルエン、酢酸ビニル、塩化ビニル、塩化ビニリデン、臭化ビニル、臭化ビニリデン、フッ化ビニル、フッ化ビニリデン等の不飽和モノマー等が挙げられる。
【0017】
さらに、染色性等の改良の目的で共重合可能なモノマーとしては、p−スルホフェニルメタリルエーテル、メタリルスルホン酸、アリルスルホン酸、スチレンスルホン酸、2−アクリルアミド−2−メチルプロパンスルホン酸、及びこれらのアルカリ金属塩等が挙げられる。
【0018】
アクリロニトリル系ポリマーの分子量は、通常アクリル系繊維の製造に用いられる範囲のものであれば特に限定されないが、分子量が低すぎると、紡糸性が低下すると同時に原糸の糸質も悪化する傾向にあり、分子量が高すぎると、紡糸原液に最適粘度を与えるポリマー濃度が低くなり、生産性が低下する傾向にあるので、紡糸条件に従って適宜選択される。
【0019】
アクリル系繊維の製造方法は、特に限定されないが、例えばアクリロニトリルを50重量%以上含有するアクリロニトリル系ポリマーを、溶剤に溶解して紡糸原液とし、紡糸するという湿式紡糸法により製造することができる。紡糸の際に用いられる溶剤としては、ジメチルアセトアミド、ジメチルホルムアミド、ジメチルスルホキシド、エチレンカーボネート、プロピレンカーボネート、γーブチロラクトン、アセトン等の有機溶剤、硝酸、ロダン酸ソーダ、塩化亜鉛等の無機溶剤が挙げられる。
【0020】
疎水性短繊維の単糸繊度は、0.2〜1.0dtexであることが必要である。0.2dtexより細くなると、ネップが発生し、糸品位が低下して好ましくない。1.0dtexより太いと、毛細管現象が低くなり、糸の内層に水分が移行しづらく、乾燥性が低下するので好ましくない。より好適な範囲は0.2〜0.9dtexである。また、アクリル系繊維は、単一繊度のものを用いるだけでなく、異繊度アクリル系繊維同士を混用することも可能である。
【0021】
本発明の長短複合糸の内層及び外層に使用される疎水性長繊維の素材としては、特に限定されるものでなく、例えばアセテート、ナイロン、ポリ塩化ビニル、ポリエステル、アクリル、ポリエチレン、ポリプロピレンなどが使用できる。汎用性を考慮すると、ナイロン又はポリエステルが好ましい。ここで、長短複合糸の疎水性短繊維に前述のアクリルを用いる場合、疎水性長繊維はナイロンにすることが好ましい。ポリエステルの場合、染色で高温高圧にしなければならず、アクリル繊維が硬化してしまい、製品として品位を落とし易い。ナイロンの場合、染色は低温常圧になり、アクリル繊維のダメージも少なく、製品品位を維持できるからである。
【0022】
本発明の長短複合糸に使用される疎水性長繊維がナイロンの場合、ポリアミド系ポリマーを溶融紡糸したマルチフィラメントが好ましい。機械的特性、風合いの柔らかさ、発色性において優れた性能を有しているためである。ここでいうポリアミド系ポリマーとは、いわゆる炭化水素基が主鎖にアミド結合を介して連結された高分子量体であり、例えばポリカプロラクタム(ナイロン6)、ポリメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン6,10)、ポリテトラメチレンアジパミド(ナイロン4,6)などのポリアミド系ポリマー、これらの共重合型もしくはポリマーアロイ型ポリアミド系ポリマー、これらポリアミドのコポリマー及びメチルアミンと線状脂肪族ジカルボン酸との縮合重合型ポリアミド系ポリマーが挙げられる。
【0023】
ポリアミド系ポリマーの中でも、ポリカプロラクタム、ポリヘキサメチレンアジパミドが、工業生産のしやすさの点から好ましい。ポリカプロラクタムはそれを構成するε−カプロラクタム単位として、ポリヘキサメチレンアジパミドはそれを構成するヘキサメチレンアジパミド単位として80モル%以上であることが好ましく、さらに好ましくは90%モル以上である。特にポリカプロラクタムが比較的安価に工業生産できる点から好ましい。
【0024】
ポリアミド系ポリマーの場合、その重合度は必要とされる破断強度や破断伸度、初期引張抵抗度等を考慮して適宜選択できるが、硫酸相対粘度で2.0〜4.5%の範囲が好ましい。硫酸相対粘度が2.0%未満であると、破断強度不足による製品引裂、破裂強度低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じやすくなり好ましくない。また、硫酸相対粘度が4.5%を超えると、高粘度対応の重合設備や紡糸設備が必要となるとともに、高粘度化することで生産性が著しく低下しコストが高くなるだけでなく、アミノ末端が少なくなり発色性が低下するため好ましくない。高い発色性が得られる点から、硫酸相対粘度が2.0〜4.0%であることがより好ましく、単糸断面形状(輪郭)がより明確になる点、糸強度が高くなる点から、硫酸相対粘度が2.4〜4.0%であることがさらに好ましい。また、必要に応じて光安定剤、熱安定剤、酸化防止剤、帯電防止剤、末端基調整剤、染色性向上剤が添加されていても良い。また、紫外線吸収や接触冷感、抗菌性の付与のため、酸化チタンや白色顔料などの無機粒子や有機系機能剤を添加してもよい。また、吸湿性の向上のために、多孔質シリカ、ポリビニルピロリドン、ポリエーテルアミド、エチレンオキサイドが添加されていても良い。
【0025】
本発明の長短複合糸に使用される疎水性長繊維の形態は、生フィラメントだけに限定されず、仮撚加工糸や合撚糸などいずれの形態であっても良い。仮撚加工糸や合撚糸の場合、繊維間に空隙が生まれ、そこに保水してしまうため、本発明の速乾性を考えれば生フィラメントが好ましい。繊維の断面形状に関しても特に限定されるものではなく、中実断面、中空断面、丸型断面、三角断面、その他異型断面等のいずれの断面であっても構わない。速乾性や清涼感を考慮すると、扁平度1.2〜5.0のフィラメントを用いることが好ましい。より好ましくは、生フィラメントで扁平度1.5〜5.0のフィラメントを用いることである。ここでいう扁平度とは、単糸断面を囲む外接直角四角形の長辺Aの長さa及び、長辺Bの長さbとしたときのaとbの比率であり、扁平度はa/bで表される(図2参照)。扁平度が5.0を超えると、フィラメント紡糸時にガイド等の接触点の摩擦が高くなり操業性が悪くなるため好ましくない。
【0026】
本発明の長短複合糸に使用される疎水性長繊維の内層の総繊度は5〜40dtexの範囲であることが好ましい。5dtexより細いと、紡出の際、テンションコントロールが困難で被覆性が低下するおそれがある。40dtexより太いと、綺麗に糸内層にフィラメントが配置されず、拡散性が低下するおそれがある。また、糸番手も太番手となり、目的の軽量な生地を得がたくなる。単糸繊度としては、0.3〜4.0dtexの範囲であることが好ましい。0.3dtexより細いと、紡出の際、テンションコントロールが困難で被覆性が低下するおそれがある。4.0dtexより太いと、糸の剛性が高くなり着心地が低下するおそれがある。また、水分拡散性も低下するため、速乾性も劣ってしまう。単糸繊度は、1.5〜3.0dtexの範囲がより好ましい。
【0027】
本発明の長短複合糸に使用される疎水性長繊維の外層の総繊度は10〜60dtexの範囲であることが好ましい。10dtexより細いと、中層、内層の被覆性が低下し、肌離れ性が低下するおそれがある。60dtexより太いと、外層の長繊維の混率が高くなり、紡績時に熱を持ちやすく糸切れが発生し可紡性が悪くなるおそれがある。単糸繊度としては、0.3〜4.0dtexの範囲であることが好ましい。0.3dtexより細いと、風合いが柔らかくなり清涼感が低下するおそれがある。また、4.0dtexより太いと、糸の剛性が高くなり着心地が低下するおそれがある。また、水分拡散性も低下するため、速乾性も劣ってしまう。単糸繊度は、0.9〜2.5dtexの範囲がより好ましい。
【0028】
本発明の長短複合糸は、疎水性長繊維と疎水性短繊維の混率が重量比で20:80〜60:40であることが好ましい。疎水性短繊維が40重量%未満になると、可紡性が悪くなり生産性が低下し現実的でない。80重量%を超えると、疎水性長繊維の被覆性が低下し肌離れ性が劣ってしまい、ベタツキ感が出易い。
【0029】
疎水性長繊維の重量比は内層と外層の比で10:90〜50:50であることが好ましい。外層の疎水性長繊維が50重量%未満になると、糸の被覆性が低下するため肌離れ性が劣るおそれがある。内層の疎水性長繊維が10重量%未満になると、紡績工程で内中層の張力が上げられず外層の疎水性長繊維との反転が発生し、安定な被覆性を維持できないおそれがある。そのため肌離れ性も劣ってしまい、ベタツキ感が出易い。上記の理由より、本発明の長短複合糸は、内層、中層、外層の繊維重量比率が10〜20:50〜70:20〜35であることが好ましい。
【0030】
本発明の長短複合糸は、インナー肌着として使用する番手として綿番手が60〜120番手が好ましい。より好ましくは80〜120番手であり、さらに好ましくは80〜100番手である。番手が上記範囲より太いと、非常に肉厚な生地となってしまい、保水性が高くなり速乾性が低下するおそれがある。また、薄地肌着として好ましくない。逆に120番手を越える細さになると、薄地化の目標を達成することができるが、肌着として要求される編地の破裂強度を達成することが困難になりうる。
【0031】
次に、本発明の長短複合糸の製造方法を説明する。
図3は、本発明の複合紡績糸の製造装置の概略側面図であり、図4は、その装置における繊維束Aと疎水性長繊維F2との合流部分の拡大図である。
【0032】
図3において、疎水性短繊維の粗糸Rは、シノマキSから解除され、ガイド10を経てバックローラ11に供給され、バックローラ11とセカンドローラ12との間、セカンドローラ12とフロントローラ14との間でドラフトを受け、フロントローラ14から紡出される。その際、疎水性長繊維F1はパーンPAから解除され、ガイド5,8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される。
【0033】
他方、疎水性長繊維F2は、パーンPBから解除され、ガイド4,6,7を経てテンション装置9を通り、被覆コントロールガイド15を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後、スネルワイヤー16を経て図示しないトラベラーにより実撚をかけられて複合紡績糸Y1としてボビン17に巻き取られる。図3は、繊維束Aに疎水性長繊維F2が被覆コントロールガイド15を経て巻き付いている例を示すが、繊維束Aと疎水性長繊維F2との合流角度θは10°〜90°の範囲であることが好ましい。合流角度が10°未満になると、疎水性長繊維F2の繊維束Aの長手方向における撚角度が小さくなり、被覆性が低下し好ましくない。他方、合流角度が90°を超えると、疎水性長繊維F2がネップまたはループを形成し、糸品位が低下し好ましくない。より好ましくは合流角度θは20°〜75°の範囲である。
【0034】
本発明の織編地は、上述の本発明の長短複合糸を織編地中に50〜100重量%使用して作られる。速乾性を高くするためには、本発明の長短複合糸をできるだけ多く用いることが好ましく、長短複合糸の混率は、より好ましくは70重量%以上、さらに好ましくは90重量%以上、特に好ましくは100重量%である。薄くて軽い特性を維持するために用いる交編糸は、60番手以上の細い糸条であることが好ましい。60番手以上の細い糸であれば特に限定しないが、例えば84dtex以下のフィラメントや、紡績糸または複合糸が好適に用いられる。交編される他の糸としては、具体的にはナイロンやポリエステルのフィラメントまたはその仮撚加工糸、短繊維や長繊維と弾性繊維を複合した被覆弾性糸が挙げられる。被覆弾性糸としては、フィラメントと弾性糸を合撚したFTY(フィラメント ツイスティッド ヤーン)、シングル(ダブル)カバーリング糸、エアーカバード糸、仮撚加工と同時混繊する仮撚複合糸等が挙げられる。短繊維と弾性糸との複合糸としては、コアスパンヤーン、プライヤーン等が挙げられる。弾性糸は、ポリウレタン系スパンデックス、ポリオレフィン系弾性糸、ポリエステル系弾性糸、ポリエステル系潜在捲縮糸等を用いることができる。弾性糸の繊度は、22dtex以下のものを用いることが好適である。繊度が22texを超えると、混繊糸繊度が大きくなってしまったり、混繊する非弾性糸とのバランスが悪くなる。混繊時の弾性糸ドラフト率は1.5〜2.5倍の低倍率にする方が良い。更に好適には1.8〜2.2倍程度である。弾性糸ドラフト率が上記範囲を越えると、伸縮のパワーが強すぎて編地の収縮が大きくなり、生地が厚くなり水分拡散性が劣り速乾性が満足いくものでなくなる。上記範囲未満の場合は、ストレッチが不十分となり、インナーとして着用時に横方向に延びて戻らない現象が発生する。
【0035】
織編地が肌側と外気側を含む場合には、編地の肌側を構成する組織の50%以上に本発明の長短複合糸が使用されていることが好ましい。ここで肌側を構成する組織の50%以上とは、肌側を形成する組織の全ニットループ数に対して、本発明の長短複合糸で形成するニットループ数が50%以上あることを言う。例えば、図6の組織2の編地でF1に本発明の長短複合糸が編まれ、F2にナイロン加工糸が編まれた場合、肌側はF1,F2が1:1で交互に繰り返しされた構成になるため50%となる。肌側を構成する組織が50%未満になると、肌離れ性が低下しベトツキ感が出てしまう。
【0036】
本発明の織編地の染色加工は、通常のアクリル系繊維や、他の繊維との混用編地の加工方法を採用することができ、長短複合糸の繊維間空隙構造を潰さないよう注意して加工することが必要である。例えば乾燥や熱処理時に必要以上に編地にテンションや厚み方向の圧縮等をかけて加工しないこと等が必要である。また、精練や染色等の後に液温を下げるときに、急速に行うとアクリル系繊維がへたるため、降温はゆっくり行うようにする。
【0037】
本発明の織編地は、柔軟剤や帯電防止剤のような一般的な仕上加工を付与することができ、またその他の各種機能加工が単独または併用して施されていても良い。機能加工の例としては、親水加工などの防汚加工、UVカット加工、静電加工、スキンケア加工などがあるが、これに限定されるものではない。速乾性を満たすためには親水加工を施すことが好ましい。
【0038】
本発明の織編地は、0.30〜0.60mmの厚みであることが好ましい。より好適な厚みの範囲は0.30〜0.45mmである。上記範囲より厚いと、生地の内部に水を持ってしまい、速乾性が劣ってしまう。また、上記範囲より薄いと、肌着製品としての物性(破裂強度)が満足するものでなくなってしまう。本発明の織編地の目付は70〜120g/m2であることが好ましい。より好適な範囲は80〜100g/m2である。
【0039】
本発明の織編地は、上述のように作られることによって優れた汗処理機能と着心地を有することができる。具体的には、織編地の厚みが0.30〜0.60mm、目付が70〜
120g/m2の場合に、吸水性は1秒以下、水分拡散性は30mm以上、肌離れ性は0.35以下で、速乾性は45分以下であることができる。
【実施例】
【0040】
以下、本発明を実施例によって具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、本発明における特性値の評価は以下の方法に依った。
【0041】
<編地の厚み>
JIS−L−1018−8.5.1の編地厚さに準拠して測定した。測定圧は0.7kpaで、測定値はn=5の平均値とした。
【0042】
<編地の目付>
JIS−L−1018−8.4.2の標準状態における単位面積当りの質量に準拠して測定した。測定値はn=3の平均値とした。
【0043】
<肌離れ性>
肌離れ性は、表面特性試験機KES(カトーテック社製)を用い、160g/m2の水を付与した湿潤試料と、オレイン酸、スクアレン、トリオレインからなる人工皮脂を付与したフィルムとの摩擦係数を測定した。荷重は100g/cm2とした。
【0044】
<吸水性>
JIS−L−1907−7.1.1の滴下法に準拠して測定した。水滴が吸収されて反射をしなくなるまでに要する時間を測定した。
【0045】
<水分拡散性>
JIS−L−1907−7.1.1の滴下法と同様に試料片を準備し保持枠にセットし、その後、マイクロピペットで蒸留水0.04ccを滴下し、60秒後の滴下した水分の広がりの最大径を測定した。計測の仕方は拡散部分の縁をペンでなぞっておき、予め重量と面積を測定した紙にその形状を紙に写し取り、その部分を切り取って質量を量って面積を算出した。
【0046】
<乾燥性>
乾燥性は以下の方法により求めた。
(i)試験片(10cm×10cm)を標準状態(20℃・65%RH)で調整し、重量(W0)を測定する。
(ii)調整した試験片の肌面に0.6mlの水を滴下し、重量(W1)を測定する。
(iii)試験片を吊り下げた状態にし、指定時間毎の重量(W2)を測定する。
次式に測定結果を代入して小数点第1位までの値を求める。
残留水分率(%)=(W2−W0)×100/(W1−W0)
上式で得られる残留水分率が10%に至る時間を乾燥時間とする。
【0047】
(実施例1)
極細タイプのカチオン可染アクリル繊維(日本エクスラン工業製UFタイプ、0.5dtex、繊維長32mm)100重量%を、OHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に、豊田自動織機製粗紡機に通して40ゲレン/15ydの粗糸Rを作成した。図3に示す豊田自動織機製リング精紡機を用いてドラフト42倍で紡出し、同時にナイロンフィラメント(F1)11dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される(繊維束A)。他方で、扁平ナイロンフィラメント(F2)17dtex7フィラメント(東洋紡製コクーンシルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手80番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数36.7T/inch)であった。交編するナイロン加工糸は33dtex34フィラメント(東洋紡製シルファイン)で19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を450mm/100ウェル、天竺目を275mm/100ウェルとして図6の組織2に示す編組織にて編成した。F1には長短複合糸、F2にはナイロン加工糸を配置した。
【0048】
日阪製作所製液流染色機NSタイプを用いて、編地を開反せず後述の処理条件及び精練処方で精練した。湯洗3回・水洗を行った後、染色機から編地を取出して遠心脱水してから、ヒラノテクシード製シュリンクサーファードライヤーを用いて乾燥(120℃×3分)を行った。
処理条件:浴比1:15、95℃×30分
精練処方:精練剤(第一工業製薬(株)製ノイゲンHC)1g/l、金属イオン封鎖剤(日華化学(株)製ネオクリスタルGC1000)1g/l、ソーダ灰0.5g/l
乾燥時に経方向に編地が伸びないようテンションに注意した。次に、日阪製作所製液流染色機NSタイプを用いて酸性染料及び分散型カチオン染料で同浴一段染色を行った。染色条件及び処方を下記に示す。
染色条件:浴比1:15 95℃×45分 湯洗3回・水洗した後、柔軟処理をして取出した。
染色処方:pH調整剤(酢酸0.2g/lpH=4)、均染剤(明成化学工業(株)製ディスパーTL)1g/l、分散型カチオン染料(日本化薬(株)製Kayacryl light Blue 4GSL−ED)1.0%owf、酸性染料(日本化薬(株)製Kayanol Blue NR)1.0%owf
柔軟処理:松本油脂製 吸水カチオン ブリアン 5.0%owf
染色後、遠心脱水後、シュリンク乾燥し、ヒートセットにて丸仕上し、最終生地として目付89.5g/m2の編地を得た。非常に薄くて軽量感のある編地であった。使用素材と編地の詳細と評価結果を表1に示す。以下の実施例、比較例も同様の項目を表1に示す。
【0049】
(実施例2)
実施例1と同様の粗糸Rを用いドラフト62倍で紡出し、同じく実施例1と同様のナイロンフィラメントと複合方法を用い、綿番手100番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数41.0T/inch)であった。これを、19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を420mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付91g/m2の編地を得た。仕上がった編地は、非常に薄くて軽量感があり、清涼感を有するものであった。
【0050】
(実施例3)
カチオン可染アクリル繊維(日本エクスラン工業製822タイプ、1.0dtex、繊維長38mm)100重量%を、OHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に豊田自動織機製粗紡機に通して60ゲレン/15ydの粗糸Rを作成した。その後、実施例1と同様に図3に示す豊田自動織機製リング精紡機を用いてドラフト55倍で紡出し、芯にナイロンフィラメント11dtex5フィラメント(東洋紡製シルファイン)、鞘に扁平ナイロンフィラメント33dtex17フィラメント(東洋紡製コクーンシルファイン)として、トラベラ回転数10000rpmで綿番手60番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数31.8T/inch)であった。これを19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を440mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付110g/m2の編地を得た。仕上がった編地は、軽量感があり、清涼感を有するものであった。
【0051】
(実施例4)
実施例1の粗糸を用いドラフト60倍で紡出し、図3のように同時にナイロンフィラメント(F1)8dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される(繊維束A)。他方で、ナイロンフィラメント(F2)11dtex5フィラメント(東洋紡製シルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手120番手の長短複合糸を得た。これを、19′′−24Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を420mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付79g/m2の編地を得た。仕上がった編地は、非常に薄くて軽量感があり、清涼感を有するものであった。
【0052】
(実施例5)
実施例2と同様の長短複合糸を用い、これを、19′′−19Gのダブルニット機(福原精機製)を用いて製編した。交編するFTYは柿木製カバーリングマシンを用いてポリウレタン17dtex(東洋紡製エスパ)をドラフト倍率1.8倍として28dtexフィラメント数34のナイロンフィラメント(東洋紡製シルファイン)と撚り数550回/mで複合して得た。編成時の条件は長短複合糸をリブ目に編成糸長420mm/100ウェル、FTYを天竺目に編成糸長275mm/100ウェルとして図6の組織2に示す片袋組織を編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付96g/m2の編地を得た。仕上がった編地は、薄くて軽量感があり、清涼感を有するものであった。
【0053】
(実施例6)
実施例1の粗糸を用いドラフト42倍で紡出し、図3のように同時にナイロンフィラメント(F1)11dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される(繊維束A)。他方で、ナイロンフィラメント(F2)17dtex5フィラメント(東洋紡製シルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手80番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数36.7T/inch)であった。これを、19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を440mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付100g/m2の編地を得た。仕上がった編地は、非常に薄くて、十分に清涼感を有するものであった。
【0054】
(実施例7)
実施例1の粗糸を用いてドラフト38倍で紡出し、図3のように同時にセミダルポリエステルフィラメント(F1)11dtex8フィラメントがパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される(繊維束A)。他方で、セミダルポリエステルフィラメント(F2)11dtex8フィラメントがパーンPBから解除され、ガイド4,6、7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手80番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数36.7T/inch)であった。これを、19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を420mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付100g/m2の編地を得た。仕上がった編地は、非常に薄くて軽量感があり、清涼感を有するものであった。
【0055】
(比較例1)
極細タイプのカチオン可染アクリル繊維(日本エクスラン工業製UFタイプ、0.5dtex、繊維長32mm)70重量%と制電・抗ピルタイプのカチオン可染性アクリル系繊維(日本エクスラン工業製822タイプ、1.0dtex、繊維長38mm)30重量%を、OHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に豊田自動織機製粗紡機に通して60ゲレン/15ydの粗糸を作成した。次いで図3に示す豊田自動織機製リング精紡機を用いてドラフト40倍で通常紡出し、トラベラ回転数10000rpmで綿番手80番手の通常混紡糸を得た。そのときの撚係数(K)は3.8(撚数34.0T/inch)であった。交編する糸は実施例5と同様のSCYを用い、19′′−19Gのダブルニット編機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を450mm/100ウェル、天竺目を275mm/100ウェルとして図6の組織2に示す片袋の編組織にて編成した。製編配置はリブ目にアクリル紡績糸、天竺目にSCYを製編した。日阪製作所製液流染色機NSタイプを用いて、編地を開反せず後述の処理条件及び精練処方で精練した。湯洗3回・水洗を行った後、染色機から編地を取出して遠心脱水してから、ヒラノテクシード製シュリンクサーファードライヤーを用いて乾燥(120℃×3分)を行った。
処理条件:浴比1:15、95℃×30分
精練処方:精練剤(第一工業製薬(株)製ノイゲンHC)1g/l、金属イオン封鎖剤(日華化学(株)製ネオクリスタルGC1000)1g/l、ソーダ灰0.5g/l
乾燥時に経方向に編地が伸びないようテンションに注意した。次に、日阪製作所製液流染色機NSタイプを用いて分散型カチオン染料で一段染色を行った。染色条件及び処方を下記に示す。
染色条件:浴比1:15 95℃×45分 湯洗3回・水洗した後、柔軟処理をして取り出した。
染色処方:pH調整剤(酢酸0.2g/l pH=4)、均染剤(明成化学工業(株)製ディスパーTL)1g/l、分散型カチオン染料(日本化薬(株)製Kayacryl light Blue 4GSL−ED)1.0%owf
柔軟処理:クラリアント社製サンドパームMEJ―50リキッド1.0%owf
染色後、遠心脱水後、シュリンク乾燥し、ヒートセットにて丸仕上し、最終生地として目付104g/m2の編地を得た。薄くて軽量感はあるものの、清涼感が無く、乾燥性を満足する編地ではなかった。
【0056】
(比較例2)
綿(東洋紡績(株)製、スーピマ)50重量%とレーヨン(ダイワボウレイヨン製、BH0.9dtex 繊維長38mm)50重量%とをOHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に豊田自動織機製粗紡機に通して40ゲレン/15ydの粗糸Rを作成した。図3に示す豊田自動織機製リング精紡機(図2)を用いてドラフト42倍で紡出し、同時にナイロンフィラメント(F1)11dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給された。扁平ナイロンフィラメント(F2)17dtex7フィラメント(東洋紡製コクーンシルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手80番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数36.7T/inch)であった。これを19′′−19Gのダブルニット機(福原精機製)を用いて製編した。交編するFTYは柿木製カバーリングマシンを用いてポリウレタン17dtex(東洋紡製エスパ)をドラフト倍率1.8倍として28dtexフィラメント数34のナイロンフィラメント(東洋紡製シルファイン)と撚り数550回/mで複合した。編成時の条件は長短複合糸をリブ目に編成糸長420mm/100ウェル、FTYを天竺目に編成糸長275mm/100ウェルとして図6の組織2に示す片袋組織を編成した。染色加工は日阪製作所製液流染色機NSタイプを用いて、編地を開反せず後述の処理条件及び精練漂白処方で実施した。
処理条件:浴比1:15、95℃×40分
精練漂白処方:浸透精練剤(クラリアント(株)製ホスタパール)1g/l、金属封鎖剤(明成化学(株)製セロポール)1g/l、過酸化水素9g/l、アルカリ6g/l 湯洗い、酸処理後柔軟処理を実施
柔軟処理:吸水カチオン(松本油脂(株)ブリアン)5.0%owf
柔軟処理後、遠心脱水後、シュリンク乾燥し、ヒートセットにて丸仕上し、最終生地として目付118g/m2の編地を得た。清涼感はあるものの、乾燥性を満足する編地ではなかった。
【0057】
(比較例3)
カチオン可染アクリル繊維(日本エクスラン工業製UFタイプ、1.3dtex、繊維長32mm)100重量%を、OHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に豊田自動織機製粗紡機に通して60ゲレン/15ydの粗糸Rを作成した。図3に示す豊田自動織機製リング精紡機を用いてドラフト44倍で紡出し、同時にナイロンフィラメント(F1)17dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給された。扁平ナイロンフィラメント(F2)33dtex17フィラメント(東洋紡製コクーンシルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手50番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数29.0T/inch)であった。この長短複合糸を19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を450mm/100として図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付125g/m2の編地を得た。仕上がった編地は、清涼感はあるものの、軽量感が無く、乾燥性を満足する編地ではなかった。
【0058】
【表1】

【産業上の利用可能性】
【0059】
本発明によれば、速乾性と肌離れ性に優れた紡績糸を提供することができ、それにより汗処理に優れた快適な衣料用織編物を提供することができる。また、細くて軽量な紡績糸にすることもできるため、更に快適な衣料用織編物を提供することが可能である。
【技術分野】
【0001】
本発明は、乾燥性、肌離れ性に優れた快適な衣料用織編物を提供できる長短複合紡績糸に関するものである。
【背景技術】
【0002】
従来より、セルロース系繊維の肌触りの良さや吸湿性等の特徴と、ポリエステル系繊維の寸法安定性や強力等の特徴を混合すべく種々の複合紡績糸が開発され、スポーツ衣料やインナーウエア等の商品分野においても数多く使用されつつある。
【0003】
これらスポーツ衣料やインナーウエア等の商品分野においては、吸汗拡散性能が要求され、これに対して使用糸の組合せや組織、密度等の設計面から種々の提案がなされている。例えば、表面側の経糸が短繊維紡績糸からなり、裏面側の経糸が撚糸され、かつ芯鞘型複合マルチフィラメント糸からなる多重構造の織物が提案されている(特許文献1参照)。しかし、これらの方法では、組織が限定されたり、使用糸が複雑になったりして生産可能な織物や編地が限定されたり、生産効率が低くコストが高くなったりする問題がある。
【0004】
一方、天然繊維や再生繊維のような短繊維と長繊維との長短複合紡績が研究されている。長繊維では得られにくい短繊維の肌触りの良さ、暖かさを付与すると共に、高強力、寸法安定性、速乾性、防シワ性、プリーツ性等を長繊維で補うことが主な目的であった。しかし、従来の長短複合糸では、短繊維に天然繊維や再生繊維を用いることが多く、天然繊維の優れた肌触りが得られるものの、汗処理において天然繊維は保水性が高いため速乾性が得られにくいものであった。
【0005】
この点を補うために芯部や鞘部にフィラメントを使用した長短複合紡績糸もあるが、長繊維100%のマルチフィラメントの速乾性に匹敵するものがなかった。例えば、2種類以上のステープル繊維とフィラメントとの多層構造糸が提案されているが(特許文献2、3参照)、天然繊維の混率が高く、吸汗性はあるが速乾性は低く、また汗を掻いたときの衣服の肌離れ性も悪くベトツキ感が残るものであった。この速乾性と肌離れ性を改善するために芯部と鞘部の両方にフィラメントが配置された多層複合糸が提案されている(特許文献4参照)。しかし、この多層複合糸においても速乾性においてはポリエステルフィラメント等の速乾糸に比べると、まだ十分な性能ではなかった。
【0006】
更に、疎水性の長繊維と単繊維を組合わせた例としてポリアミド系フィラメントとポリアミド系紡績糸からなる長短複合紡績糸が提案されている(特許文献5参照)。しかし、これはストレッチ、軽量感、保温性を目的にしたもので、速乾性と肌離れ性に適した構成になっていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−020149公報
【特許文献2】特開昭58−169534公報
【特許文献3】特開2005−213684公報
【特許文献4】特開平08−127928公報
【特許文献5】特開2007−77521公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記の従来技術の現状に鑑みてなされたものであり、その目的は、汗のベタツキ感が少なく、速乾性に優れ、しかも軽量感の高い複合紡績糸を提供すること、さらに、この複合紡績糸を用いた着心地と汗処理機能を兼ね備えた衣料用織編物を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、上記の目的を達成するために鋭意検討した結果、芯部(内層)及び最表層(外層)の肌に接触する部分に疎水性の長繊維を配置し、更に中間層(中層)に疎水性の短繊維を配置した3層構造糸にすることにより、速乾性が非常に高く、ベタツキ感が少ない紡績糸が実現できることを見いだした。更に、中間層の疎水性短繊維を極細繊維とすることにより、速乾性を一層向上させるとともに、軽量性に優れた紡績糸にすることが可能となり、本発明の完成に至った。
【0010】
即ち、本発明は、以下の(1)〜(6)の構成を有するものである。
(1)内層と中層と外層からなる3層構造の長短複合紡績糸であって、内層に疎水性長繊維、中層に単糸繊度0.2〜1.0dtexの疎水性短繊維、外層に疎水性長繊維が配置されていることを特徴とする長短複合紡績糸。
(2)内層と外層の疎水性長繊維がナイロンで構成され、中層の疎水性短繊維がアクリルで構成されていることを特徴とする(1)に記載の長短複合紡績糸。
(3)外層の疎水性長繊維に扁平度1.2〜5.0の扁平マルチフィラメントが用いられていることを特徴とする(1)又は(2)に記載の長短複合紡績糸。
(4)内層の繊維重量比率が10〜20重量%、中層の繊維重量比率が50〜70重量%、外層の繊維重量比率が20〜35重量%であり、複合紡績糸の綿番手が60〜120番手であることを特徴とする(1)〜(3)のいずれかに記載の長短複合紡績糸。
(5)(1)〜(4)のいずれかに記載の長短複合紡績糸を織編地中に50〜100重量%用いていることを特徴とする織編地。
(6)肌側と外気側を含む織編地であって、肌側を構成する組織の50%以上に(1)〜(4)のいずれかに記載の長短複合紡績糸を用いていることを特徴とする織編地。
【発明の効果】
【0011】
本発明によれば、速乾性と肌離れ性に優れた紡績糸を提供することができ、それにより汗処理に優れた快適な衣料用織編物を提供することができる。また、細くて軽量な紡績糸にすることもできるため、更に快適な衣料用織編物を提供することが可能である。
【図面の簡単な説明】
【0012】
【図1】本発明の長短複合紡績糸の構造の概略図である。
【図2】フィラメントの扁平度の計算のための説明図である。
【図3】本発明の長短複合紡績糸の製造装置の概略的な側面図である。
【図4】本発明の長短複合紡績糸の製造装置における繊維束Aと疎水性長繊維F2の合流部分の拡大図である。
【図5】実施例で使用する編組織(組織1)を示す。
【図6】実施例で使用する編組織(組織2)を示す。
【発明を実施するための形態】
【0013】
以下、本発明の長短複合糸について詳細に説明する。
本発明の長短複合糸は、図1に示すように疎水性長繊維が芯(内層)に疎水性短繊維が鞘(中層)に配置された芯鞘構造の繊維束が内部に存在し、その周囲(外層)に疎水性長繊維が存在する構造である。疎水性短繊維は、3層構造の長短複合紡績糸の中層に位置し、ソフト感、手持ち感という風合いを有し、且つ、速乾性を阻害しない。外層の疎水性長繊維は毛羽を減少させ、肌離れ性を向上させる。また、図1のような3層構造にすることにより、外層で吸った水分は毛細管現象により糸断面の内側にすばやく移行する。また、内層にも疎水性長繊維が配置されていることから、水分は長繊維の長手方向へと素早く移行し、水分拡散性が大きくなり、乾燥性が早くなる。
【0014】
本発明の長短複合糸の中層に使用される疎水性短繊維としては、限定されるものでなく、例えばアセテート、ナイロン、ポリ塩化ビニル、ポリエステル、アクリル、ポリエチレン、ポリプロピレンなどが使用できる。疎水性短繊維は、肌着用途としての風合いや軽量感を有するためには極細繊度のアクリルが好適である。
【0015】
本発明の長短複合糸に使用される疎水性短繊維がアクリルの場合、アクリロニトリルを50重量%以上含有するアクリロニトリル系ポリマーからなることが好ましい。アクリロニトリル系ポリマーがアクリロニトリルを50重量%以上含有する場合、アクリロニトリル単独ポリマーであってもよいが、経済性の点でアクリロニトリルとアクリロニトリルに共重合可能な不飽和モノマーとのコポリマーであり、アクリロニトリルを50〜95重量%含有するコポリマーであることが好ましい。コポリマーのアクリロニトリルの含有量が50重量%未満では、染色鮮明性、発色性等のアクリル系繊維としての特徴が発揮されず、また熱特性をはじめとする他の物性も低下する傾向がある。
【0016】
アクリロニトリルに共重合可能な不飽和モノマーとしては、例えばアクリル酸メチル、アクリル酸エチル、アクリル酸イソプロピル、アクリル酸n−ブチル、アクリル酸2−エチルヘキシル、アクリル酸2−ヒドロキシエチル、アクリル酸ヒドロキシプロピル等のアクリル酸エステル、メタクリル酸エチル、メタクリル酸イソプロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸t−ブチル、メタクリル酸n−ヘキシル、メタクリル酸シクロヘキシル、メタクリル酸ラウリル、メタクリル酸2−ヒドロキシエチル、メタクリル酸ヒドロキシプロピル、メタクリル酸ジエチルアミノエチル等のメタクリル酸エステル、アクリル酸、メタクリル酸、マレイン酸、イタコン酸、アクリルアミド、N−メチロールアクリルアミド、ジアセトンアクリルアミド、スチレン、ビニルトルエン、酢酸ビニル、塩化ビニル、塩化ビニリデン、臭化ビニル、臭化ビニリデン、フッ化ビニル、フッ化ビニリデン等の不飽和モノマー等が挙げられる。
【0017】
さらに、染色性等の改良の目的で共重合可能なモノマーとしては、p−スルホフェニルメタリルエーテル、メタリルスルホン酸、アリルスルホン酸、スチレンスルホン酸、2−アクリルアミド−2−メチルプロパンスルホン酸、及びこれらのアルカリ金属塩等が挙げられる。
【0018】
アクリロニトリル系ポリマーの分子量は、通常アクリル系繊維の製造に用いられる範囲のものであれば特に限定されないが、分子量が低すぎると、紡糸性が低下すると同時に原糸の糸質も悪化する傾向にあり、分子量が高すぎると、紡糸原液に最適粘度を与えるポリマー濃度が低くなり、生産性が低下する傾向にあるので、紡糸条件に従って適宜選択される。
【0019】
アクリル系繊維の製造方法は、特に限定されないが、例えばアクリロニトリルを50重量%以上含有するアクリロニトリル系ポリマーを、溶剤に溶解して紡糸原液とし、紡糸するという湿式紡糸法により製造することができる。紡糸の際に用いられる溶剤としては、ジメチルアセトアミド、ジメチルホルムアミド、ジメチルスルホキシド、エチレンカーボネート、プロピレンカーボネート、γーブチロラクトン、アセトン等の有機溶剤、硝酸、ロダン酸ソーダ、塩化亜鉛等の無機溶剤が挙げられる。
【0020】
疎水性短繊維の単糸繊度は、0.2〜1.0dtexであることが必要である。0.2dtexより細くなると、ネップが発生し、糸品位が低下して好ましくない。1.0dtexより太いと、毛細管現象が低くなり、糸の内層に水分が移行しづらく、乾燥性が低下するので好ましくない。より好適な範囲は0.2〜0.9dtexである。また、アクリル系繊維は、単一繊度のものを用いるだけでなく、異繊度アクリル系繊維同士を混用することも可能である。
【0021】
本発明の長短複合糸の内層及び外層に使用される疎水性長繊維の素材としては、特に限定されるものでなく、例えばアセテート、ナイロン、ポリ塩化ビニル、ポリエステル、アクリル、ポリエチレン、ポリプロピレンなどが使用できる。汎用性を考慮すると、ナイロン又はポリエステルが好ましい。ここで、長短複合糸の疎水性短繊維に前述のアクリルを用いる場合、疎水性長繊維はナイロンにすることが好ましい。ポリエステルの場合、染色で高温高圧にしなければならず、アクリル繊維が硬化してしまい、製品として品位を落とし易い。ナイロンの場合、染色は低温常圧になり、アクリル繊維のダメージも少なく、製品品位を維持できるからである。
【0022】
本発明の長短複合糸に使用される疎水性長繊維がナイロンの場合、ポリアミド系ポリマーを溶融紡糸したマルチフィラメントが好ましい。機械的特性、風合いの柔らかさ、発色性において優れた性能を有しているためである。ここでいうポリアミド系ポリマーとは、いわゆる炭化水素基が主鎖にアミド結合を介して連結された高分子量体であり、例えばポリカプロラクタム(ナイロン6)、ポリメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン6,10)、ポリテトラメチレンアジパミド(ナイロン4,6)などのポリアミド系ポリマー、これらの共重合型もしくはポリマーアロイ型ポリアミド系ポリマー、これらポリアミドのコポリマー及びメチルアミンと線状脂肪族ジカルボン酸との縮合重合型ポリアミド系ポリマーが挙げられる。
【0023】
ポリアミド系ポリマーの中でも、ポリカプロラクタム、ポリヘキサメチレンアジパミドが、工業生産のしやすさの点から好ましい。ポリカプロラクタムはそれを構成するε−カプロラクタム単位として、ポリヘキサメチレンアジパミドはそれを構成するヘキサメチレンアジパミド単位として80モル%以上であることが好ましく、さらに好ましくは90%モル以上である。特にポリカプロラクタムが比較的安価に工業生産できる点から好ましい。
【0024】
ポリアミド系ポリマーの場合、その重合度は必要とされる破断強度や破断伸度、初期引張抵抗度等を考慮して適宜選択できるが、硫酸相対粘度で2.0〜4.5%の範囲が好ましい。硫酸相対粘度が2.0%未満であると、破断強度不足による製品引裂、破裂強度低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じやすくなり好ましくない。また、硫酸相対粘度が4.5%を超えると、高粘度対応の重合設備や紡糸設備が必要となるとともに、高粘度化することで生産性が著しく低下しコストが高くなるだけでなく、アミノ末端が少なくなり発色性が低下するため好ましくない。高い発色性が得られる点から、硫酸相対粘度が2.0〜4.0%であることがより好ましく、単糸断面形状(輪郭)がより明確になる点、糸強度が高くなる点から、硫酸相対粘度が2.4〜4.0%であることがさらに好ましい。また、必要に応じて光安定剤、熱安定剤、酸化防止剤、帯電防止剤、末端基調整剤、染色性向上剤が添加されていても良い。また、紫外線吸収や接触冷感、抗菌性の付与のため、酸化チタンや白色顔料などの無機粒子や有機系機能剤を添加してもよい。また、吸湿性の向上のために、多孔質シリカ、ポリビニルピロリドン、ポリエーテルアミド、エチレンオキサイドが添加されていても良い。
【0025】
本発明の長短複合糸に使用される疎水性長繊維の形態は、生フィラメントだけに限定されず、仮撚加工糸や合撚糸などいずれの形態であっても良い。仮撚加工糸や合撚糸の場合、繊維間に空隙が生まれ、そこに保水してしまうため、本発明の速乾性を考えれば生フィラメントが好ましい。繊維の断面形状に関しても特に限定されるものではなく、中実断面、中空断面、丸型断面、三角断面、その他異型断面等のいずれの断面であっても構わない。速乾性や清涼感を考慮すると、扁平度1.2〜5.0のフィラメントを用いることが好ましい。より好ましくは、生フィラメントで扁平度1.5〜5.0のフィラメントを用いることである。ここでいう扁平度とは、単糸断面を囲む外接直角四角形の長辺Aの長さa及び、長辺Bの長さbとしたときのaとbの比率であり、扁平度はa/bで表される(図2参照)。扁平度が5.0を超えると、フィラメント紡糸時にガイド等の接触点の摩擦が高くなり操業性が悪くなるため好ましくない。
【0026】
本発明の長短複合糸に使用される疎水性長繊維の内層の総繊度は5〜40dtexの範囲であることが好ましい。5dtexより細いと、紡出の際、テンションコントロールが困難で被覆性が低下するおそれがある。40dtexより太いと、綺麗に糸内層にフィラメントが配置されず、拡散性が低下するおそれがある。また、糸番手も太番手となり、目的の軽量な生地を得がたくなる。単糸繊度としては、0.3〜4.0dtexの範囲であることが好ましい。0.3dtexより細いと、紡出の際、テンションコントロールが困難で被覆性が低下するおそれがある。4.0dtexより太いと、糸の剛性が高くなり着心地が低下するおそれがある。また、水分拡散性も低下するため、速乾性も劣ってしまう。単糸繊度は、1.5〜3.0dtexの範囲がより好ましい。
【0027】
本発明の長短複合糸に使用される疎水性長繊維の外層の総繊度は10〜60dtexの範囲であることが好ましい。10dtexより細いと、中層、内層の被覆性が低下し、肌離れ性が低下するおそれがある。60dtexより太いと、外層の長繊維の混率が高くなり、紡績時に熱を持ちやすく糸切れが発生し可紡性が悪くなるおそれがある。単糸繊度としては、0.3〜4.0dtexの範囲であることが好ましい。0.3dtexより細いと、風合いが柔らかくなり清涼感が低下するおそれがある。また、4.0dtexより太いと、糸の剛性が高くなり着心地が低下するおそれがある。また、水分拡散性も低下するため、速乾性も劣ってしまう。単糸繊度は、0.9〜2.5dtexの範囲がより好ましい。
【0028】
本発明の長短複合糸は、疎水性長繊維と疎水性短繊維の混率が重量比で20:80〜60:40であることが好ましい。疎水性短繊維が40重量%未満になると、可紡性が悪くなり生産性が低下し現実的でない。80重量%を超えると、疎水性長繊維の被覆性が低下し肌離れ性が劣ってしまい、ベタツキ感が出易い。
【0029】
疎水性長繊維の重量比は内層と外層の比で10:90〜50:50であることが好ましい。外層の疎水性長繊維が50重量%未満になると、糸の被覆性が低下するため肌離れ性が劣るおそれがある。内層の疎水性長繊維が10重量%未満になると、紡績工程で内中層の張力が上げられず外層の疎水性長繊維との反転が発生し、安定な被覆性を維持できないおそれがある。そのため肌離れ性も劣ってしまい、ベタツキ感が出易い。上記の理由より、本発明の長短複合糸は、内層、中層、外層の繊維重量比率が10〜20:50〜70:20〜35であることが好ましい。
【0030】
本発明の長短複合糸は、インナー肌着として使用する番手として綿番手が60〜120番手が好ましい。より好ましくは80〜120番手であり、さらに好ましくは80〜100番手である。番手が上記範囲より太いと、非常に肉厚な生地となってしまい、保水性が高くなり速乾性が低下するおそれがある。また、薄地肌着として好ましくない。逆に120番手を越える細さになると、薄地化の目標を達成することができるが、肌着として要求される編地の破裂強度を達成することが困難になりうる。
【0031】
次に、本発明の長短複合糸の製造方法を説明する。
図3は、本発明の複合紡績糸の製造装置の概略側面図であり、図4は、その装置における繊維束Aと疎水性長繊維F2との合流部分の拡大図である。
【0032】
図3において、疎水性短繊維の粗糸Rは、シノマキSから解除され、ガイド10を経てバックローラ11に供給され、バックローラ11とセカンドローラ12との間、セカンドローラ12とフロントローラ14との間でドラフトを受け、フロントローラ14から紡出される。その際、疎水性長繊維F1はパーンPAから解除され、ガイド5,8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される。
【0033】
他方、疎水性長繊維F2は、パーンPBから解除され、ガイド4,6,7を経てテンション装置9を通り、被覆コントロールガイド15を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後、スネルワイヤー16を経て図示しないトラベラーにより実撚をかけられて複合紡績糸Y1としてボビン17に巻き取られる。図3は、繊維束Aに疎水性長繊維F2が被覆コントロールガイド15を経て巻き付いている例を示すが、繊維束Aと疎水性長繊維F2との合流角度θは10°〜90°の範囲であることが好ましい。合流角度が10°未満になると、疎水性長繊維F2の繊維束Aの長手方向における撚角度が小さくなり、被覆性が低下し好ましくない。他方、合流角度が90°を超えると、疎水性長繊維F2がネップまたはループを形成し、糸品位が低下し好ましくない。より好ましくは合流角度θは20°〜75°の範囲である。
【0034】
本発明の織編地は、上述の本発明の長短複合糸を織編地中に50〜100重量%使用して作られる。速乾性を高くするためには、本発明の長短複合糸をできるだけ多く用いることが好ましく、長短複合糸の混率は、より好ましくは70重量%以上、さらに好ましくは90重量%以上、特に好ましくは100重量%である。薄くて軽い特性を維持するために用いる交編糸は、60番手以上の細い糸条であることが好ましい。60番手以上の細い糸であれば特に限定しないが、例えば84dtex以下のフィラメントや、紡績糸または複合糸が好適に用いられる。交編される他の糸としては、具体的にはナイロンやポリエステルのフィラメントまたはその仮撚加工糸、短繊維や長繊維と弾性繊維を複合した被覆弾性糸が挙げられる。被覆弾性糸としては、フィラメントと弾性糸を合撚したFTY(フィラメント ツイスティッド ヤーン)、シングル(ダブル)カバーリング糸、エアーカバード糸、仮撚加工と同時混繊する仮撚複合糸等が挙げられる。短繊維と弾性糸との複合糸としては、コアスパンヤーン、プライヤーン等が挙げられる。弾性糸は、ポリウレタン系スパンデックス、ポリオレフィン系弾性糸、ポリエステル系弾性糸、ポリエステル系潜在捲縮糸等を用いることができる。弾性糸の繊度は、22dtex以下のものを用いることが好適である。繊度が22texを超えると、混繊糸繊度が大きくなってしまったり、混繊する非弾性糸とのバランスが悪くなる。混繊時の弾性糸ドラフト率は1.5〜2.5倍の低倍率にする方が良い。更に好適には1.8〜2.2倍程度である。弾性糸ドラフト率が上記範囲を越えると、伸縮のパワーが強すぎて編地の収縮が大きくなり、生地が厚くなり水分拡散性が劣り速乾性が満足いくものでなくなる。上記範囲未満の場合は、ストレッチが不十分となり、インナーとして着用時に横方向に延びて戻らない現象が発生する。
【0035】
織編地が肌側と外気側を含む場合には、編地の肌側を構成する組織の50%以上に本発明の長短複合糸が使用されていることが好ましい。ここで肌側を構成する組織の50%以上とは、肌側を形成する組織の全ニットループ数に対して、本発明の長短複合糸で形成するニットループ数が50%以上あることを言う。例えば、図6の組織2の編地でF1に本発明の長短複合糸が編まれ、F2にナイロン加工糸が編まれた場合、肌側はF1,F2が1:1で交互に繰り返しされた構成になるため50%となる。肌側を構成する組織が50%未満になると、肌離れ性が低下しベトツキ感が出てしまう。
【0036】
本発明の織編地の染色加工は、通常のアクリル系繊維や、他の繊維との混用編地の加工方法を採用することができ、長短複合糸の繊維間空隙構造を潰さないよう注意して加工することが必要である。例えば乾燥や熱処理時に必要以上に編地にテンションや厚み方向の圧縮等をかけて加工しないこと等が必要である。また、精練や染色等の後に液温を下げるときに、急速に行うとアクリル系繊維がへたるため、降温はゆっくり行うようにする。
【0037】
本発明の織編地は、柔軟剤や帯電防止剤のような一般的な仕上加工を付与することができ、またその他の各種機能加工が単独または併用して施されていても良い。機能加工の例としては、親水加工などの防汚加工、UVカット加工、静電加工、スキンケア加工などがあるが、これに限定されるものではない。速乾性を満たすためには親水加工を施すことが好ましい。
【0038】
本発明の織編地は、0.30〜0.60mmの厚みであることが好ましい。より好適な厚みの範囲は0.30〜0.45mmである。上記範囲より厚いと、生地の内部に水を持ってしまい、速乾性が劣ってしまう。また、上記範囲より薄いと、肌着製品としての物性(破裂強度)が満足するものでなくなってしまう。本発明の織編地の目付は70〜120g/m2であることが好ましい。より好適な範囲は80〜100g/m2である。
【0039】
本発明の織編地は、上述のように作られることによって優れた汗処理機能と着心地を有することができる。具体的には、織編地の厚みが0.30〜0.60mm、目付が70〜
120g/m2の場合に、吸水性は1秒以下、水分拡散性は30mm以上、肌離れ性は0.35以下で、速乾性は45分以下であることができる。
【実施例】
【0040】
以下、本発明を実施例によって具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、本発明における特性値の評価は以下の方法に依った。
【0041】
<編地の厚み>
JIS−L−1018−8.5.1の編地厚さに準拠して測定した。測定圧は0.7kpaで、測定値はn=5の平均値とした。
【0042】
<編地の目付>
JIS−L−1018−8.4.2の標準状態における単位面積当りの質量に準拠して測定した。測定値はn=3の平均値とした。
【0043】
<肌離れ性>
肌離れ性は、表面特性試験機KES(カトーテック社製)を用い、160g/m2の水を付与した湿潤試料と、オレイン酸、スクアレン、トリオレインからなる人工皮脂を付与したフィルムとの摩擦係数を測定した。荷重は100g/cm2とした。
【0044】
<吸水性>
JIS−L−1907−7.1.1の滴下法に準拠して測定した。水滴が吸収されて反射をしなくなるまでに要する時間を測定した。
【0045】
<水分拡散性>
JIS−L−1907−7.1.1の滴下法と同様に試料片を準備し保持枠にセットし、その後、マイクロピペットで蒸留水0.04ccを滴下し、60秒後の滴下した水分の広がりの最大径を測定した。計測の仕方は拡散部分の縁をペンでなぞっておき、予め重量と面積を測定した紙にその形状を紙に写し取り、その部分を切り取って質量を量って面積を算出した。
【0046】
<乾燥性>
乾燥性は以下の方法により求めた。
(i)試験片(10cm×10cm)を標準状態(20℃・65%RH)で調整し、重量(W0)を測定する。
(ii)調整した試験片の肌面に0.6mlの水を滴下し、重量(W1)を測定する。
(iii)試験片を吊り下げた状態にし、指定時間毎の重量(W2)を測定する。
次式に測定結果を代入して小数点第1位までの値を求める。
残留水分率(%)=(W2−W0)×100/(W1−W0)
上式で得られる残留水分率が10%に至る時間を乾燥時間とする。
【0047】
(実施例1)
極細タイプのカチオン可染アクリル繊維(日本エクスラン工業製UFタイプ、0.5dtex、繊維長32mm)100重量%を、OHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に、豊田自動織機製粗紡機に通して40ゲレン/15ydの粗糸Rを作成した。図3に示す豊田自動織機製リング精紡機を用いてドラフト42倍で紡出し、同時にナイロンフィラメント(F1)11dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される(繊維束A)。他方で、扁平ナイロンフィラメント(F2)17dtex7フィラメント(東洋紡製コクーンシルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手80番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数36.7T/inch)であった。交編するナイロン加工糸は33dtex34フィラメント(東洋紡製シルファイン)で19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を450mm/100ウェル、天竺目を275mm/100ウェルとして図6の組織2に示す編組織にて編成した。F1には長短複合糸、F2にはナイロン加工糸を配置した。
【0048】
日阪製作所製液流染色機NSタイプを用いて、編地を開反せず後述の処理条件及び精練処方で精練した。湯洗3回・水洗を行った後、染色機から編地を取出して遠心脱水してから、ヒラノテクシード製シュリンクサーファードライヤーを用いて乾燥(120℃×3分)を行った。
処理条件:浴比1:15、95℃×30分
精練処方:精練剤(第一工業製薬(株)製ノイゲンHC)1g/l、金属イオン封鎖剤(日華化学(株)製ネオクリスタルGC1000)1g/l、ソーダ灰0.5g/l
乾燥時に経方向に編地が伸びないようテンションに注意した。次に、日阪製作所製液流染色機NSタイプを用いて酸性染料及び分散型カチオン染料で同浴一段染色を行った。染色条件及び処方を下記に示す。
染色条件:浴比1:15 95℃×45分 湯洗3回・水洗した後、柔軟処理をして取出した。
染色処方:pH調整剤(酢酸0.2g/lpH=4)、均染剤(明成化学工業(株)製ディスパーTL)1g/l、分散型カチオン染料(日本化薬(株)製Kayacryl light Blue 4GSL−ED)1.0%owf、酸性染料(日本化薬(株)製Kayanol Blue NR)1.0%owf
柔軟処理:松本油脂製 吸水カチオン ブリアン 5.0%owf
染色後、遠心脱水後、シュリンク乾燥し、ヒートセットにて丸仕上し、最終生地として目付89.5g/m2の編地を得た。非常に薄くて軽量感のある編地であった。使用素材と編地の詳細と評価結果を表1に示す。以下の実施例、比較例も同様の項目を表1に示す。
【0049】
(実施例2)
実施例1と同様の粗糸Rを用いドラフト62倍で紡出し、同じく実施例1と同様のナイロンフィラメントと複合方法を用い、綿番手100番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数41.0T/inch)であった。これを、19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を420mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付91g/m2の編地を得た。仕上がった編地は、非常に薄くて軽量感があり、清涼感を有するものであった。
【0050】
(実施例3)
カチオン可染アクリル繊維(日本エクスラン工業製822タイプ、1.0dtex、繊維長38mm)100重量%を、OHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に豊田自動織機製粗紡機に通して60ゲレン/15ydの粗糸Rを作成した。その後、実施例1と同様に図3に示す豊田自動織機製リング精紡機を用いてドラフト55倍で紡出し、芯にナイロンフィラメント11dtex5フィラメント(東洋紡製シルファイン)、鞘に扁平ナイロンフィラメント33dtex17フィラメント(東洋紡製コクーンシルファイン)として、トラベラ回転数10000rpmで綿番手60番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数31.8T/inch)であった。これを19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を440mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付110g/m2の編地を得た。仕上がった編地は、軽量感があり、清涼感を有するものであった。
【0051】
(実施例4)
実施例1の粗糸を用いドラフト60倍で紡出し、図3のように同時にナイロンフィラメント(F1)8dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される(繊維束A)。他方で、ナイロンフィラメント(F2)11dtex5フィラメント(東洋紡製シルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手120番手の長短複合糸を得た。これを、19′′−24Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を420mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付79g/m2の編地を得た。仕上がった編地は、非常に薄くて軽量感があり、清涼感を有するものであった。
【0052】
(実施例5)
実施例2と同様の長短複合糸を用い、これを、19′′−19Gのダブルニット機(福原精機製)を用いて製編した。交編するFTYは柿木製カバーリングマシンを用いてポリウレタン17dtex(東洋紡製エスパ)をドラフト倍率1.8倍として28dtexフィラメント数34のナイロンフィラメント(東洋紡製シルファイン)と撚り数550回/mで複合して得た。編成時の条件は長短複合糸をリブ目に編成糸長420mm/100ウェル、FTYを天竺目に編成糸長275mm/100ウェルとして図6の組織2に示す片袋組織を編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付96g/m2の編地を得た。仕上がった編地は、薄くて軽量感があり、清涼感を有するものであった。
【0053】
(実施例6)
実施例1の粗糸を用いドラフト42倍で紡出し、図3のように同時にナイロンフィラメント(F1)11dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される(繊維束A)。他方で、ナイロンフィラメント(F2)17dtex5フィラメント(東洋紡製シルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手80番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数36.7T/inch)であった。これを、19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を440mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付100g/m2の編地を得た。仕上がった編地は、非常に薄くて、十分に清涼感を有するものであった。
【0054】
(実施例7)
実施例1の粗糸を用いてドラフト38倍で紡出し、図3のように同時にセミダルポリエステルフィラメント(F1)11dtex8フィラメントがパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給される(繊維束A)。他方で、セミダルポリエステルフィラメント(F2)11dtex8フィラメントがパーンPBから解除され、ガイド4,6、7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手80番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数36.7T/inch)であった。これを、19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を420mm/100ウェルとして図5の組織1に示す編組織にて編成した。染色加工後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付100g/m2の編地を得た。仕上がった編地は、非常に薄くて軽量感があり、清涼感を有するものであった。
【0055】
(比較例1)
極細タイプのカチオン可染アクリル繊維(日本エクスラン工業製UFタイプ、0.5dtex、繊維長32mm)70重量%と制電・抗ピルタイプのカチオン可染性アクリル系繊維(日本エクスラン工業製822タイプ、1.0dtex、繊維長38mm)30重量%を、OHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に豊田自動織機製粗紡機に通して60ゲレン/15ydの粗糸を作成した。次いで図3に示す豊田自動織機製リング精紡機を用いてドラフト40倍で通常紡出し、トラベラ回転数10000rpmで綿番手80番手の通常混紡糸を得た。そのときの撚係数(K)は3.8(撚数34.0T/inch)であった。交編する糸は実施例5と同様のSCYを用い、19′′−19Gのダブルニット編機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を450mm/100ウェル、天竺目を275mm/100ウェルとして図6の組織2に示す片袋の編組織にて編成した。製編配置はリブ目にアクリル紡績糸、天竺目にSCYを製編した。日阪製作所製液流染色機NSタイプを用いて、編地を開反せず後述の処理条件及び精練処方で精練した。湯洗3回・水洗を行った後、染色機から編地を取出して遠心脱水してから、ヒラノテクシード製シュリンクサーファードライヤーを用いて乾燥(120℃×3分)を行った。
処理条件:浴比1:15、95℃×30分
精練処方:精練剤(第一工業製薬(株)製ノイゲンHC)1g/l、金属イオン封鎖剤(日華化学(株)製ネオクリスタルGC1000)1g/l、ソーダ灰0.5g/l
乾燥時に経方向に編地が伸びないようテンションに注意した。次に、日阪製作所製液流染色機NSタイプを用いて分散型カチオン染料で一段染色を行った。染色条件及び処方を下記に示す。
染色条件:浴比1:15 95℃×45分 湯洗3回・水洗した後、柔軟処理をして取り出した。
染色処方:pH調整剤(酢酸0.2g/l pH=4)、均染剤(明成化学工業(株)製ディスパーTL)1g/l、分散型カチオン染料(日本化薬(株)製Kayacryl light Blue 4GSL−ED)1.0%owf
柔軟処理:クラリアント社製サンドパームMEJ―50リキッド1.0%owf
染色後、遠心脱水後、シュリンク乾燥し、ヒートセットにて丸仕上し、最終生地として目付104g/m2の編地を得た。薄くて軽量感はあるものの、清涼感が無く、乾燥性を満足する編地ではなかった。
【0056】
(比較例2)
綿(東洋紡績(株)製、スーピマ)50重量%とレーヨン(ダイワボウレイヨン製、BH0.9dtex 繊維長38mm)50重量%とをOHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に豊田自動織機製粗紡機に通して40ゲレン/15ydの粗糸Rを作成した。図3に示す豊田自動織機製リング精紡機(図2)を用いてドラフト42倍で紡出し、同時にナイロンフィラメント(F1)11dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給された。扁平ナイロンフィラメント(F2)17dtex7フィラメント(東洋紡製コクーンシルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手80番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数36.7T/inch)であった。これを19′′−19Gのダブルニット機(福原精機製)を用いて製編した。交編するFTYは柿木製カバーリングマシンを用いてポリウレタン17dtex(東洋紡製エスパ)をドラフト倍率1.8倍として28dtexフィラメント数34のナイロンフィラメント(東洋紡製シルファイン)と撚り数550回/mで複合した。編成時の条件は長短複合糸をリブ目に編成糸長420mm/100ウェル、FTYを天竺目に編成糸長275mm/100ウェルとして図6の組織2に示す片袋組織を編成した。染色加工は日阪製作所製液流染色機NSタイプを用いて、編地を開反せず後述の処理条件及び精練漂白処方で実施した。
処理条件:浴比1:15、95℃×40分
精練漂白処方:浸透精練剤(クラリアント(株)製ホスタパール)1g/l、金属封鎖剤(明成化学(株)製セロポール)1g/l、過酸化水素9g/l、アルカリ6g/l 湯洗い、酸処理後柔軟処理を実施
柔軟処理:吸水カチオン(松本油脂(株)ブリアン)5.0%owf
柔軟処理後、遠心脱水後、シュリンク乾燥し、ヒートセットにて丸仕上し、最終生地として目付118g/m2の編地を得た。清涼感はあるものの、乾燥性を満足する編地ではなかった。
【0057】
(比較例3)
カチオン可染アクリル繊維(日本エクスラン工業製UFタイプ、1.3dtex、繊維長32mm)100重量%を、OHARA製混綿機を用いて混綿した。その後、混綿した繊維を、石川製作所製カード機を用いてカードスライバーとし、原織機製練条機に2回通して250ゲレン/6ydのスライバーとした。更に豊田自動織機製粗紡機に通して60ゲレン/15ydの粗糸Rを作成した。図3に示す豊田自動織機製リング精紡機を用いてドラフト44倍で紡出し、同時にナイロンフィラメント(F1)17dtex5フィラメント(東洋紡製シルファイン)がパーンPAから解除され、ガイド5、8を経てフィラメント位置決め装置13によりフロントローラ14の直前上流のドラフトされつつある粗糸Rに供給された。扁平ナイロンフィラメント(F2)33dtex17フィラメント(東洋紡製コクーンシルファイン)がパーンPBから解除され、ガイド4、6,7を経て繊維束Aの捲回トルクにより繊維束Aに合流、巻き付いて被覆した後にトラベラ回転数10000rpmで綿番手50番手の長短複合糸を得た。そのときの撚係数(K)は4.1(撚数29.0T/inch)であった。この長短複合糸を19′′−19Gのダブルニット機(福原精機製)を用いて製編した。編成時の条件は編成糸長でリブ目を450mm/100として図5の組織1に示す編組織にて編成した。染色加工も実施例1と同条件で実施し、染色後、遠心脱水し、シュリンク乾燥し、ヒートセットにて丸仕上し、目付125g/m2の編地を得た。仕上がった編地は、清涼感はあるものの、軽量感が無く、乾燥性を満足する編地ではなかった。
【0058】
【表1】
【産業上の利用可能性】
【0059】
本発明によれば、速乾性と肌離れ性に優れた紡績糸を提供することができ、それにより汗処理に優れた快適な衣料用織編物を提供することができる。また、細くて軽量な紡績糸にすることもできるため、更に快適な衣料用織編物を提供することが可能である。
【特許請求の範囲】
【請求項1】
内層と中層と外層からなる3層構造の長短複合紡績糸であって、内層に疎水性長繊維、中層に単糸繊度0.2〜1.0dtexの疎水性短繊維、外層に疎水性長繊維が配置されていることを特徴とする長短複合紡績糸。
【請求項2】
内層と外層の疎水性長繊維がナイロンで構成され、中層の疎水性短繊維がアクリルで構成されていることを特徴とする請求項1に記載の長短複合紡績糸。
【請求項3】
外層の疎水性長繊維に扁平度1.2〜5.0の扁平マルチフィラメントが用いられていることを特徴とする請求項1又は2に記載の長短複合紡績糸。
【請求項4】
内層の繊維重量比率が10〜20重量%、中層の繊維重量比率が50〜70重量%、外層の繊維重量比率が20〜35重量%であり、複合紡績糸の綿番手が60〜120番手であることを特徴とする請求項1〜3のいずれかに記載の長短複合紡績糸。
【請求項5】
請求項1〜4のいずれかに記載の長短複合紡績糸を織編地中に50〜100重量%用いていることを特徴とする織編地。
【請求項6】
肌側と外気側を含む織編地であって、肌側を構成する組織の50%以上に請求項1〜4のいずれかに記載の長短複合紡績糸を用いていることを特徴とする織編地。
【請求項1】
内層と中層と外層からなる3層構造の長短複合紡績糸であって、内層に疎水性長繊維、中層に単糸繊度0.2〜1.0dtexの疎水性短繊維、外層に疎水性長繊維が配置されていることを特徴とする長短複合紡績糸。
【請求項2】
内層と外層の疎水性長繊維がナイロンで構成され、中層の疎水性短繊維がアクリルで構成されていることを特徴とする請求項1に記載の長短複合紡績糸。
【請求項3】
外層の疎水性長繊維に扁平度1.2〜5.0の扁平マルチフィラメントが用いられていることを特徴とする請求項1又は2に記載の長短複合紡績糸。
【請求項4】
内層の繊維重量比率が10〜20重量%、中層の繊維重量比率が50〜70重量%、外層の繊維重量比率が20〜35重量%であり、複合紡績糸の綿番手が60〜120番手であることを特徴とする請求項1〜3のいずれかに記載の長短複合紡績糸。
【請求項5】
請求項1〜4のいずれかに記載の長短複合紡績糸を織編地中に50〜100重量%用いていることを特徴とする織編地。
【請求項6】
肌側と外気側を含む織編地であって、肌側を構成する組織の50%以上に請求項1〜4のいずれかに記載の長短複合紡績糸を用いていることを特徴とする織編地。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−102417(P2012−102417A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−249742(P2010−249742)
【出願日】平成22年11月8日(2010.11.8)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月8日(2010.11.8)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
[ Back to top ]