
長繊維および熱硬化性マトリクスを有する複合材料から作られる複合部材を製造するためのプロセス
熱硬化性マトリクスを有する複合材料から作られた部材(1)を製造するために、部材(1)の少なくとも1つの要素(3)は熱硬化性樹脂で予備含浸された繊維のストリップをベースとして別個に製造され、前記要素は、一方で、前記要素(3)が前記部材(1)のその後の製造操作の間に常温でのその保存を保証するために十分な化学的安定性と、そのハンドリングを保証するためおよびその剛性を保持するために十分な寸法安定性との両方を達成している段階まで、他方で、前記第1の要素を形成する材料がその温度を少なくとも局所的に上昇させることによって前記第1の要素の塑性成形(34)を可能にする熱可塑性を持つような段階までを限度に、前記第1の要素の樹脂を部分的に重合させる効果を有する部分的な熱硬化(32)を受ける。
その後の工程において、前記第1の要素(3)は、硬化させる熱硬化を受けていないか、または部分的な硬化(32)を受けている第2の要素(2)と一緒に組立てられ、前記2つの組立てられた要素は、前記2つの要素の樹脂の完全かつ均一な重合をもたらし、前記複数の要素の間に分子結合を形成させることを保証する熱硬化(50)を同時に受ける。

その後の工程において、前記第1の要素(3)は、硬化させる熱硬化を受けていないか、または部分的な硬化(32)を受けている第2の要素(2)と一緒に組立てられ、前記2つの組立てられた要素は、前記2つの要素の樹脂の完全かつ均一な重合をもたらし、前記複数の要素の間に分子結合を形成させることを保証する熱硬化(50)を同時に受ける。
【発明の詳細な説明】
【発明の概要】
【0001】
本発明は、有機熱硬化性マトリクス中に長繊維を含む複合材料で少なくとも一部が作られた部材を製造する分野に属する。本発明は、組立て後の部材を含む複数の要素から製造することができる、多少とも複雑な部材の製造のために特に適切な製造プロセスに関する。
【0002】
複合材料は、構造部材すなわち、それらの使用中に大きな張力を支えなければならない部材を含む、多くの産業分野における部材の製造のために、今日では広く使用されている。
【0003】
多くの複合材料が存在しており、最も広く使用されているものは、硬質有機樹脂で形成されたマトリクス中に含まれる無機または有機材料(ガラス、炭素、アラミドなど)の、概ね長繊維から作られる。
【0004】
使用される多くの複合材料および多くの関連する加工プロセスのうちで、特に合理的なコスト故に最も広く使用さされるカテゴリーの1つは、予備含浸された熱硬化性材料に関する。
【0005】
複合材料から作られる部材のこのカテゴリーにおいて、部材の製造に入る前に樹脂で予備含浸された長繊維のストリップは最初に加工、すなわち切断され、そして例えば凹型または凸型を用いて成形される。繊維に含浸する樹脂は、有意な段階まで重合されておらず、一般にこの段階においては糊状である。それ故に、例えばシートまたは織物の形態にある予備含浸された長繊維のストリップは、それらを金型の形状に最もぴったりと適合させることを可能にする剛性を持っていない。
【0006】
部材の全ての部分がこの方法で配置されたとき、該部材は、樹脂を重合によって不可逆的に硬化させる効果を有する、使用される樹脂について適切なサイクルによる熱硬化である硬化操作を受ける。この熱硬化は、部材を形成する最終材料中にできるだけ高い繊維含有率を得るために、および痕跡量の空隙を可能な限り除去するためにも、その硬化の前に流動によって上澄み樹脂を排出するために、前記硬化のいくつかの工程にて、部材に圧力を印加することによって一般に実行される。
【0007】
含浸自体は複雑かつ特殊な操作であり、殆どの場合に使用される材料は、予備含浸された形状を確保するために前もって作業場に運ばれ、材料の使用の前に常温にてそれらが硬化することを防ぐために低温で保存される。
【0008】
複雑な部材を複合材料から作らなければならない場合、予備含浸された繊維を堆積することからなる操作は、特に品質および結果の再現性が必須である場合は、実行に細心の注意を要するであろう。
【0009】
複雑な部材は、形状が予備含浸された長繊維を対応する金型に堆積させることを困難にするか、または不可能にさせる領域を含む部材として、定義されなければならない。これは例えば、一定または可変の厚さのスキン層2と、該スキン層の一方の面または両方の面上にある補剛要素3とを含む、図1aに示されたもののような補剛パネルの場合であろう。補剛材は、例えば図1cに図示されたΩ、Z、UまたはLのような多様な形状を持ち得、その中のいくつか、例えばZ形状の断面を持つ補剛材は、硬化の後に金型から抜き出すことが難しく、図1aまたは図1bのΩ型の補剛材のようなものは、通常の方法によっては金型から抜き出すことが不可能でさえある。
【0010】
単一の工程にて部材を製造することが工業的には断念されている場合に最も広く使用されている解決策は、複合材料で独立に作られ得る要素を各々が構成する、図1bに図示されたような複雑な部材中の異なるサブセットを決定すること、および、その後接着によって、または他の先行技術の組立て方法によって、予め硬化された異なる要素を組立てることからなる。
【0011】
したがって、図1aおよび1bに示された例において、補剛材3は特別仕様の金型上で硬化される材料から作られ、スキン層は異なる金型上で作られ、その後異なる硬化された要素が組立てられる。
【0012】
この方法は広く使用されているが、最終部材に可能な限り近い寸法公差およびタイトな形状で作られる前に部材を組立てるという欠点を持ち、さらに、このことは、要素の後の組立てを意味し、このことは、該要素が同じ重合熱硬化で硬化される時に得られる均一性を得ることを可能にさせない。
【0013】
本発明によるプロセスは、製造される部材について得られる構造性能を低下させることなく、複合熱硬化性材料で作られた部材を製造するための先行技術のプロセスの大抵の欠点を回避する。
【0014】
このために、重合による熱硬化中に不可逆的に硬化する少なくとも1つの熱硬化性樹脂で予備含浸された長繊維のストリップをベースとする複合材料から作られ、2つ以上の組立てられた要素を含む部材は、該部材を製造するプロセスの間に、既知の方法での重合による硬化である熱硬化を受ける。該プロセスによれば、部材の一部を形成する少なくとも第1の要素は、部材とは別個に、概ね平らなプレートから製造され、平らなプレート自体は熱硬化性樹脂で予備含浸された繊維のストリップを堆積させることによって製造され、かつ該プロセスの工程の間の該堆積の後に、該平らなプレートの樹脂を部分的に重合させる効果を持つ部分的な熱硬化を受ける。この部分的な重合は、一方で、第1の要素が、部材を製造する後の操作の間に該第1の要素を扱うことができ、かつ該第1の要素の一体性を保証することを可能にする十分な寸法安定性を獲得する段階まで、他方で、前記第1の要素を形成する材料が、少なくとも局所的にその温度を上げることによって該第1の要素の形状を変更することができるように、該第1の要素のスチールワーク(steel work)タイプの可塑成形を可能にする熱可塑性複合材料のものと匹敵する流動学的特性を持つ段階を限度として行われる。
【0015】
平らなプレートは、該第1の要素を形成する材料の温度を少なくとも局所的に上昇させることと関連して該第1の成形要素に所望の形状を与えるために、該プロセスのその後の工程の間に少なくとも1つの塑性成形工程を受ける。
【0016】
別個に製造された第1の要素に与えられた幾何学形状は、安定かつ変形可能であり、該第1の要素の樹脂は、完了まで至っていないその重合故に、新たな分子結合を形成することができる。有利には、これらの要素は高価な冷却装置なしで、常温にて保存することができる。
【0017】
第1の要素は、熱硬化性樹脂で予備含浸された長繊維のストリップをドレーピングする間に成形されるか、あるいは部分的に成形されているだけであるが、部分的な熱硬化を受けた後に、少なくとも局所的に該第1の要素を形成する材料の温度を上昇させることに関連した塑性成形工程を受ける。有利には、第1の要素の形状が許容すれば、概ね平らなプレートは、部分的な熱硬化を受けた熱硬化性複合材料で作られ、その後、該プレートによって得られた熱可塑性特性を用いたプレートの切断、折り曲げまたは成形によって成形される。
【0018】
部分的な熱硬化を受ける該少なくとも1つの第1の要素は、第2の要素の樹脂の完全な硬化の前に製造される部材を形成するために、熱硬化性樹脂で予備含浸された長繊維のストリップをベースとする少なくとも1つの第2の要素と一緒に組立てられ、該第1の要素および該第2の要素は、樹脂の高分子鎖の相互拡散が該部材を形成する要素の界面において形成され、かつ最終的な均一な度合いの硬化が部材全体に得られるように該第1および第2の要素の樹脂の完全な重合のために共通の熱硬化を受ける。
【0019】
第1の態様において、第1および第2の要素は、第2の要素に使用される予備含浸繊維が熱硬化サイクルを受けない段階で組立てられ、このことは単数または複数の第1の要素が第2の要素の繊維上に容易に配置される場合に有利であるとわかる。
【0020】
第2の好ましい態様において、第2の要素が金型から取り外される必要がある場合、および/または第1の要素を配置する前に成形される必要がある場合は、第1および第2の要素は、第2の要素に使用される予備含浸樹脂が部分的な熱硬化を受けている段階において組立てられる。
【0021】
異なる要素の間の結合の質を保証するために、第1の要素の繊維を含浸するために使用される熱硬化性樹脂および第2の要素の繊維を含浸するために使用されるものは、共通の熱硬化の間に分子結合を形成し得るような化学的相溶性があるものである。有利には、同じ熱硬化性樹脂が、異なる要素の繊維を含浸するために使用される。
【0022】
該プロセスによれば、部分的な熱硬化を受けている要素またはプレートは、部材の製造サイクルを最適化するための予備的な熱成形を伴って、または伴わずに、後の組立てまで常温で保存される。
【0023】
高い機械的抵抗性を持つ部材を得るために、要素(2、3)の製造のための平らなプレートの製造のために使用される予備含浸繊維は、65重量%以上または60体積%以上である繊維含有率、すなわち予備含浸樹脂を伴う繊維に対する繊維のみの比を構成する。
【0024】
本発明によるプロセスは、図面を参照して記載される。
【0025】
図2に示される本発明のプロセスによれば、複合材料から作られる複雑な部材は、熱硬化性樹脂で予備含浸された長繊維のストリップから作られる。
【0026】
ストリップは、繊維の堆積を容易にする目的で、製造される部材とは独立に調製される長繊維の任意の平らで一方向性のレイアウトとして定義される。
【0027】
以下の記載において、該プロセスは、図1に示されるものと同じタイプの補剛パネル1の製造について詳細に記載されるであろうが、この例は限定的なものではない。
【0028】
図1aに示された補剛パネルは、厚さが概ね一定であり得るか、または可能な限り減じられた質量が求められる構造において最も頻繁にそうであるように、該パネルに印加される局所的な応力に依存して、パネルの検討される位置によって厚さが変化し得るスキン層2を含む。補剛パネル1は、少なくとも1つの補剛材3、例えば、開いた部分がスキン層2の表面の1つと一体化される該Ω型の補剛材も含む。
【0029】
第1の工程において、複雑な部材である補剛パネル1は、図1bに示すような複数の要素またはサブセット、すなわち別個に形成され、可塑の複雑な部材を形成するために組立てられ得る一方でスキン層2、および他方で少なくとも1つの補剛材3に分解されている。
【0030】
第2の工程30において、第1の要素の少なくとも1つ、例えば少なくとも1つの補剛材3は、部材を作るために選択された熱硬化性含浸材料で作られる。
【0031】
この第2の工程30は変形を含むが、熱硬化の段階32を含むことを特徴とし、該部分的な熱硬化は、
- 約20℃である常温の作業場にて、製造される要素に適切な剛性を与え、大きな機械的応力に晒されないときにはその形状を概ね維持することができ、かつ樹脂に大きな化学的変化を生じることなく、検討される工業的製造プロセスの時間に応じて長期間保存することができ、
- 後の一時的な温度の上昇が、要素を形成する複合材料の剛性の低下をもたらし、熱可塑性複合材料のものと同様の物理特性および流動学的特性を与える
ように、樹脂を部分的に重合させる効果を有する。
【0032】
該部分的な熱硬化の段階は、例えば、複合材料を重合させ、かつ硬化させるために通常使用される、熱硬化性材料を硬化させるための熱硬化であり、かつ樹脂の完全なゲル化、すなわち、樹脂内の分子鎖の三次元ネットワークの密度が、該樹脂が予備含浸された繊維の通常の使用のために十分な特性をもはや有していないような段階に至っている重合プロセスにおける時点の前に、該部分的な熱硬化の段階は中断される。熱硬化を中断するのに望ましい時期は、使用される樹脂のタイプに依存する。それは例えば、実験的に、該樹脂のゲル化点の近くで決定される。
【0033】
したがって、該プロセスは、重合の際には熱に対して感受性の無い(重合された樹脂の化学的安定性の限度内で)熱硬化性材料が重合による硬化の通常のプロセスの間に一時的に持つ、いわゆる熱可塑性特性を使用する。
【0034】
発明者の知る限りでは、複合材料から作られた構造部材を製造する先行技術のプロセスは、熱硬化性材料を重合させるための部分的な熱硬化によって得られた熱可塑性を使用していない。
【0035】
該プロセスの第2の工程30を実施する方法において、複雑な部材において要素が持たなければならない形状に近い形状を該要素に与えるために、凹型または凸型上に予備含浸された材料が堆積される(31)。
【0036】
例えば、予備含浸繊維は、補剛材3の外形を持つ凹型中に堆積される。この操作は、例えば、手動でドレーピングするか、または予備含浸繊維のシートをドレーピングするための機械によって実行される。
【0037】
材料について適切な圧力に関連して、該要素は部分的な熱硬化32を受け、その後、該要素がその上で成形された型から抜き取られる。この段階において、該要素が常温に戻された後の樹脂の重合は非常に遅いということ、および該要素は、該熱可塑性を殆ど変化させることなく、60%未満の相対湿度で温度が40℃未満に保たれた場合の周囲条件下において実行された試験によれば、少なくとも6ヶ月間保存(33)することが可能であることに注目すべきである。
【0038】
必要ならば、その熱可塑性は、該要素を金型から抜き出した後にその形状を局所的に変形させるために使用される。例えば補剛材3は、有利には直線状の金型の中で形成され、その後パネル1上のその目的の位置について適切な曲率または捩れを与えることを意図した熱塑性成形34を受ける。従って、概ね同じ断面を持つが、最終形状が異なる補剛材を形成するために、同じ金型が使用され得る。
【0039】
該プロセスの第2の工程30を実施する他の好ましい方法において、概ね平らなプレートは予備含浸された材料で作られ(31)、その後、熱可塑性を持つプレートを得るために、部分的な硬化32を受ける。該要素のために所望される厚さ、例えば補剛材の壁の厚さで作られたこれらのプレートは、その後、要素3を作るために切削され、その後熱成形34される。
【0040】
平らなプレートを製造することの利点は、一方で、複雑な形状の型および複雑な機械、例えば予備含浸繊維のストリップを配置するための多軸ヘッドを持つ機械を使用することなくこのようなプレートを製造することの簡便性に起因し、他方で、樹脂および含浸樹脂に由来するその総重量またはその総体積に対する、得られた材料の繊維重量または体積の比である65重量%以上または60体積%以上の繊維含有率を得るために、高くかつ均一な圧力を使用することを可能にする使用される材料の選択と、プレートを製造するプロセスとの両方に起因する可能性に起因する。
【0041】
使用される予備含浸繊維は、好ましくはそれら自体が平らなプレートを製造するために65重量%以上または60体積%以上の繊維含有率を構成する。
【0042】
熱成形は、例えば、型と対型(counterform)との間での折り曲げまたは成形のような通常の方法によって実行される。この解決策の利点は、連続で製造することができ、かつ常温にて使用を待つ困難さもなく保存することができる平らなプレートを製造することが容易かつ安価であるということ、ならびに種々の熱成形技術が既知であり、かつ習熟されているということである。
【0043】
第3の工程20において、部材の第2の要素、例えばパネル1のスキン層2は、繊維のシート、型上または金型中にて熱硬化性材料で予備含浸された繊維を例えばドレーピングすることによる堆積21による通常の方法にしたがって調製される。
【0044】
該プロセスの工程30および20の実行の順序は強制されておらず、要素2、3の調製の順序に対応する工業的選択肢に由来することに注目すべきである。特に、該複数の工程は同時であるか、または長時間に渡って重複することさえあり得る。
【0045】
該プロセスのうちの第4の、いわゆる組立て工程40において、該プロセスの第2の工程の間に製造された少なくとも1つの第1の要素、例えば補剛材3、および必要ならば、該プロセスの第2の工程30のサイクルにより調製された他の補剛材のような他の要素は、該少なくとも1つの第1の要素である補剛材3が、製造される部材である補剛パネル1においてとるはずである位置に依存して、第3の工程の間に調製された第2の要素であるスキン層2の熱硬化性材料に対向して配置される。
【0046】
該少なくとも1つの第1の要素である補剛材3の配置は、先行技術の方法よりもはるかに容易であることがわかる。
【0047】
一方で、該要素は常温下で一定の剛性、および先行技術のプロセスにおいて必要であった、硬化されていない含浸繊維を保持する金型または金型コアのような特殊な手段無しでハンドリングすることができる安定性を持つ。
【0048】
他方で、前記要素は、あまりに剛直すぎて殆ど変形できないような、完全に重合された要素を組立てるプロセスとは対照的に、その配置および他の要素について所望される位置に維持される間に所望の形状へと容易に成形されるために十分なほど低い剛性を保つ。
【0049】
該プロセスの第5の工程50において、組立てられた要素は、該プロセスの第3の工程20の間に使用されるスキン層2の材料である予備含浸繊維の樹脂の完全な重合をもたらす効果、および第2の工程30の間に使用され、部分的な熱硬化を受けている補剛材3の材料である予備含浸繊維の樹脂の重合を終結させる効果を持った、完全な熱硬化を受ける。
【0050】
完全な重合は、複合材料が最終製品として受入れられる安定な機械的特性を達成していると考えられる場合の通常のプロセスにおいて実現されるような、使用された樹脂の重合の程度として定義されるべきである。
【0051】
この工程50の間、部分的な熱硬化を受けている少なくとも1つの第1の要素である補剛材3の樹脂の分子鎖は、また、使用される樹脂が化学的に相溶性であるとき、部分的な熱硬化を受けていない第2の要素であるスキン層2の樹脂と結合を生成する状態にあり、部分的な熱硬化を受けていない要素の、先行技術のプロセスの同時硬化によって得られるものと同等の性能を持つ2つの組立てられた要素について相互拡散する長い分子鎖に起因して、部材の要素であるスキン層2と補剛材3が互いに結合できるようにさせる。
【0052】
部材を形成する異なる要素のために使用される予備含浸繊維の熱硬化性樹脂は、好ましくは良好な分子親和性を持つ樹脂である。具体的な態様において、異なる要素であるスキン層2および補剛材3の樹脂は同じである。
【0053】
該プロセスの変形において、図2の図表において破線で囲われた任意の工程に示されるように、部材を形成する前の異なる要素であるスキン層2および補剛材3は、該プロセスの第2の工程を適用することによって製造され、第2の要素であるスキン層2は、したがってそれ自体も部分的な硬化を受ける。この変形において、先に記載されたプロセスの第3の工程20は、したがって、第2の工程30と等価な工程と置き換えることができ、その工程は、等価な様式で、予備含浸繊維を堆積する工程(21)、部分的な熱硬化の工程(22)、必要ならば保存工程(23)、および必要ならば成形工程(24)を含む。
【0054】
この場合、第5の工程50の熱硬化は、部材の全ての要素が既に部分的な熱硬化32、22を受けているという事実を考慮して構成される。
【0055】
本発明によるプロセスは、したがって、熱硬化性樹脂で予備含浸された繊維をベースとした複合材料で作られた部材を製造すること、部材を形成する要素を扱う操作を単純化すること、および単純化された装置によって部材を製造することも可能にする。
【図面の簡単な説明】
【0056】
【図1】図1は、複合材料で作られた複雑な部材を表す補剛パネルを示し、図1aにおいては組立てられており、図1bおよび図1cにおいて分離されている異なる要素は補剛材の外形の例を示す。
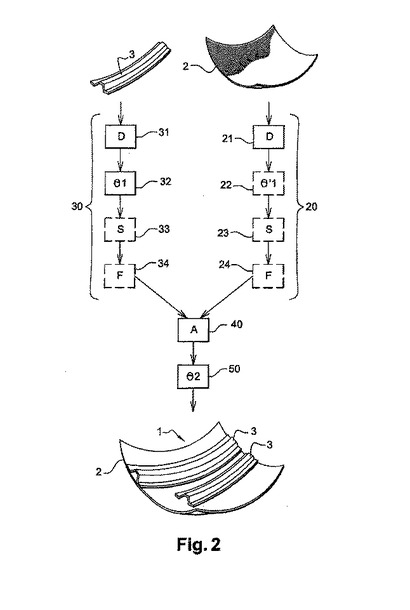
【図2】図2は、補剛パネルを製造するプロセスの工程を示す。
【発明の概要】
【0001】
本発明は、有機熱硬化性マトリクス中に長繊維を含む複合材料で少なくとも一部が作られた部材を製造する分野に属する。本発明は、組立て後の部材を含む複数の要素から製造することができる、多少とも複雑な部材の製造のために特に適切な製造プロセスに関する。
【0002】
複合材料は、構造部材すなわち、それらの使用中に大きな張力を支えなければならない部材を含む、多くの産業分野における部材の製造のために、今日では広く使用されている。
【0003】
多くの複合材料が存在しており、最も広く使用されているものは、硬質有機樹脂で形成されたマトリクス中に含まれる無機または有機材料(ガラス、炭素、アラミドなど)の、概ね長繊維から作られる。
【0004】
使用される多くの複合材料および多くの関連する加工プロセスのうちで、特に合理的なコスト故に最も広く使用さされるカテゴリーの1つは、予備含浸された熱硬化性材料に関する。
【0005】
複合材料から作られる部材のこのカテゴリーにおいて、部材の製造に入る前に樹脂で予備含浸された長繊維のストリップは最初に加工、すなわち切断され、そして例えば凹型または凸型を用いて成形される。繊維に含浸する樹脂は、有意な段階まで重合されておらず、一般にこの段階においては糊状である。それ故に、例えばシートまたは織物の形態にある予備含浸された長繊維のストリップは、それらを金型の形状に最もぴったりと適合させることを可能にする剛性を持っていない。
【0006】
部材の全ての部分がこの方法で配置されたとき、該部材は、樹脂を重合によって不可逆的に硬化させる効果を有する、使用される樹脂について適切なサイクルによる熱硬化である硬化操作を受ける。この熱硬化は、部材を形成する最終材料中にできるだけ高い繊維含有率を得るために、および痕跡量の空隙を可能な限り除去するためにも、その硬化の前に流動によって上澄み樹脂を排出するために、前記硬化のいくつかの工程にて、部材に圧力を印加することによって一般に実行される。
【0007】
含浸自体は複雑かつ特殊な操作であり、殆どの場合に使用される材料は、予備含浸された形状を確保するために前もって作業場に運ばれ、材料の使用の前に常温にてそれらが硬化することを防ぐために低温で保存される。
【0008】
複雑な部材を複合材料から作らなければならない場合、予備含浸された繊維を堆積することからなる操作は、特に品質および結果の再現性が必須である場合は、実行に細心の注意を要するであろう。
【0009】
複雑な部材は、形状が予備含浸された長繊維を対応する金型に堆積させることを困難にするか、または不可能にさせる領域を含む部材として、定義されなければならない。これは例えば、一定または可変の厚さのスキン層2と、該スキン層の一方の面または両方の面上にある補剛要素3とを含む、図1aに示されたもののような補剛パネルの場合であろう。補剛材は、例えば図1cに図示されたΩ、Z、UまたはLのような多様な形状を持ち得、その中のいくつか、例えばZ形状の断面を持つ補剛材は、硬化の後に金型から抜き出すことが難しく、図1aまたは図1bのΩ型の補剛材のようなものは、通常の方法によっては金型から抜き出すことが不可能でさえある。
【0010】
単一の工程にて部材を製造することが工業的には断念されている場合に最も広く使用されている解決策は、複合材料で独立に作られ得る要素を各々が構成する、図1bに図示されたような複雑な部材中の異なるサブセットを決定すること、および、その後接着によって、または他の先行技術の組立て方法によって、予め硬化された異なる要素を組立てることからなる。
【0011】
したがって、図1aおよび1bに示された例において、補剛材3は特別仕様の金型上で硬化される材料から作られ、スキン層は異なる金型上で作られ、その後異なる硬化された要素が組立てられる。
【0012】
この方法は広く使用されているが、最終部材に可能な限り近い寸法公差およびタイトな形状で作られる前に部材を組立てるという欠点を持ち、さらに、このことは、要素の後の組立てを意味し、このことは、該要素が同じ重合熱硬化で硬化される時に得られる均一性を得ることを可能にさせない。
【0013】
本発明によるプロセスは、製造される部材について得られる構造性能を低下させることなく、複合熱硬化性材料で作られた部材を製造するための先行技術のプロセスの大抵の欠点を回避する。
【0014】
このために、重合による熱硬化中に不可逆的に硬化する少なくとも1つの熱硬化性樹脂で予備含浸された長繊維のストリップをベースとする複合材料から作られ、2つ以上の組立てられた要素を含む部材は、該部材を製造するプロセスの間に、既知の方法での重合による硬化である熱硬化を受ける。該プロセスによれば、部材の一部を形成する少なくとも第1の要素は、部材とは別個に、概ね平らなプレートから製造され、平らなプレート自体は熱硬化性樹脂で予備含浸された繊維のストリップを堆積させることによって製造され、かつ該プロセスの工程の間の該堆積の後に、該平らなプレートの樹脂を部分的に重合させる効果を持つ部分的な熱硬化を受ける。この部分的な重合は、一方で、第1の要素が、部材を製造する後の操作の間に該第1の要素を扱うことができ、かつ該第1の要素の一体性を保証することを可能にする十分な寸法安定性を獲得する段階まで、他方で、前記第1の要素を形成する材料が、少なくとも局所的にその温度を上げることによって該第1の要素の形状を変更することができるように、該第1の要素のスチールワーク(steel work)タイプの可塑成形を可能にする熱可塑性複合材料のものと匹敵する流動学的特性を持つ段階を限度として行われる。
【0015】
平らなプレートは、該第1の要素を形成する材料の温度を少なくとも局所的に上昇させることと関連して該第1の成形要素に所望の形状を与えるために、該プロセスのその後の工程の間に少なくとも1つの塑性成形工程を受ける。
【0016】
別個に製造された第1の要素に与えられた幾何学形状は、安定かつ変形可能であり、該第1の要素の樹脂は、完了まで至っていないその重合故に、新たな分子結合を形成することができる。有利には、これらの要素は高価な冷却装置なしで、常温にて保存することができる。
【0017】
第1の要素は、熱硬化性樹脂で予備含浸された長繊維のストリップをドレーピングする間に成形されるか、あるいは部分的に成形されているだけであるが、部分的な熱硬化を受けた後に、少なくとも局所的に該第1の要素を形成する材料の温度を上昇させることに関連した塑性成形工程を受ける。有利には、第1の要素の形状が許容すれば、概ね平らなプレートは、部分的な熱硬化を受けた熱硬化性複合材料で作られ、その後、該プレートによって得られた熱可塑性特性を用いたプレートの切断、折り曲げまたは成形によって成形される。
【0018】
部分的な熱硬化を受ける該少なくとも1つの第1の要素は、第2の要素の樹脂の完全な硬化の前に製造される部材を形成するために、熱硬化性樹脂で予備含浸された長繊維のストリップをベースとする少なくとも1つの第2の要素と一緒に組立てられ、該第1の要素および該第2の要素は、樹脂の高分子鎖の相互拡散が該部材を形成する要素の界面において形成され、かつ最終的な均一な度合いの硬化が部材全体に得られるように該第1および第2の要素の樹脂の完全な重合のために共通の熱硬化を受ける。
【0019】
第1の態様において、第1および第2の要素は、第2の要素に使用される予備含浸繊維が熱硬化サイクルを受けない段階で組立てられ、このことは単数または複数の第1の要素が第2の要素の繊維上に容易に配置される場合に有利であるとわかる。
【0020】
第2の好ましい態様において、第2の要素が金型から取り外される必要がある場合、および/または第1の要素を配置する前に成形される必要がある場合は、第1および第2の要素は、第2の要素に使用される予備含浸樹脂が部分的な熱硬化を受けている段階において組立てられる。
【0021】
異なる要素の間の結合の質を保証するために、第1の要素の繊維を含浸するために使用される熱硬化性樹脂および第2の要素の繊維を含浸するために使用されるものは、共通の熱硬化の間に分子結合を形成し得るような化学的相溶性があるものである。有利には、同じ熱硬化性樹脂が、異なる要素の繊維を含浸するために使用される。
【0022】
該プロセスによれば、部分的な熱硬化を受けている要素またはプレートは、部材の製造サイクルを最適化するための予備的な熱成形を伴って、または伴わずに、後の組立てまで常温で保存される。
【0023】
高い機械的抵抗性を持つ部材を得るために、要素(2、3)の製造のための平らなプレートの製造のために使用される予備含浸繊維は、65重量%以上または60体積%以上である繊維含有率、すなわち予備含浸樹脂を伴う繊維に対する繊維のみの比を構成する。
【0024】
本発明によるプロセスは、図面を参照して記載される。
【0025】
図2に示される本発明のプロセスによれば、複合材料から作られる複雑な部材は、熱硬化性樹脂で予備含浸された長繊維のストリップから作られる。
【0026】
ストリップは、繊維の堆積を容易にする目的で、製造される部材とは独立に調製される長繊維の任意の平らで一方向性のレイアウトとして定義される。
【0027】
以下の記載において、該プロセスは、図1に示されるものと同じタイプの補剛パネル1の製造について詳細に記載されるであろうが、この例は限定的なものではない。
【0028】
図1aに示された補剛パネルは、厚さが概ね一定であり得るか、または可能な限り減じられた質量が求められる構造において最も頻繁にそうであるように、該パネルに印加される局所的な応力に依存して、パネルの検討される位置によって厚さが変化し得るスキン層2を含む。補剛パネル1は、少なくとも1つの補剛材3、例えば、開いた部分がスキン層2の表面の1つと一体化される該Ω型の補剛材も含む。
【0029】
第1の工程において、複雑な部材である補剛パネル1は、図1bに示すような複数の要素またはサブセット、すなわち別個に形成され、可塑の複雑な部材を形成するために組立てられ得る一方でスキン層2、および他方で少なくとも1つの補剛材3に分解されている。
【0030】
第2の工程30において、第1の要素の少なくとも1つ、例えば少なくとも1つの補剛材3は、部材を作るために選択された熱硬化性含浸材料で作られる。
【0031】
この第2の工程30は変形を含むが、熱硬化の段階32を含むことを特徴とし、該部分的な熱硬化は、
- 約20℃である常温の作業場にて、製造される要素に適切な剛性を与え、大きな機械的応力に晒されないときにはその形状を概ね維持することができ、かつ樹脂に大きな化学的変化を生じることなく、検討される工業的製造プロセスの時間に応じて長期間保存することができ、
- 後の一時的な温度の上昇が、要素を形成する複合材料の剛性の低下をもたらし、熱可塑性複合材料のものと同様の物理特性および流動学的特性を与える
ように、樹脂を部分的に重合させる効果を有する。
【0032】
該部分的な熱硬化の段階は、例えば、複合材料を重合させ、かつ硬化させるために通常使用される、熱硬化性材料を硬化させるための熱硬化であり、かつ樹脂の完全なゲル化、すなわち、樹脂内の分子鎖の三次元ネットワークの密度が、該樹脂が予備含浸された繊維の通常の使用のために十分な特性をもはや有していないような段階に至っている重合プロセスにおける時点の前に、該部分的な熱硬化の段階は中断される。熱硬化を中断するのに望ましい時期は、使用される樹脂のタイプに依存する。それは例えば、実験的に、該樹脂のゲル化点の近くで決定される。
【0033】
したがって、該プロセスは、重合の際には熱に対して感受性の無い(重合された樹脂の化学的安定性の限度内で)熱硬化性材料が重合による硬化の通常のプロセスの間に一時的に持つ、いわゆる熱可塑性特性を使用する。
【0034】
発明者の知る限りでは、複合材料から作られた構造部材を製造する先行技術のプロセスは、熱硬化性材料を重合させるための部分的な熱硬化によって得られた熱可塑性を使用していない。
【0035】
該プロセスの第2の工程30を実施する方法において、複雑な部材において要素が持たなければならない形状に近い形状を該要素に与えるために、凹型または凸型上に予備含浸された材料が堆積される(31)。
【0036】
例えば、予備含浸繊維は、補剛材3の外形を持つ凹型中に堆積される。この操作は、例えば、手動でドレーピングするか、または予備含浸繊維のシートをドレーピングするための機械によって実行される。
【0037】
材料について適切な圧力に関連して、該要素は部分的な熱硬化32を受け、その後、該要素がその上で成形された型から抜き取られる。この段階において、該要素が常温に戻された後の樹脂の重合は非常に遅いということ、および該要素は、該熱可塑性を殆ど変化させることなく、60%未満の相対湿度で温度が40℃未満に保たれた場合の周囲条件下において実行された試験によれば、少なくとも6ヶ月間保存(33)することが可能であることに注目すべきである。
【0038】
必要ならば、その熱可塑性は、該要素を金型から抜き出した後にその形状を局所的に変形させるために使用される。例えば補剛材3は、有利には直線状の金型の中で形成され、その後パネル1上のその目的の位置について適切な曲率または捩れを与えることを意図した熱塑性成形34を受ける。従って、概ね同じ断面を持つが、最終形状が異なる補剛材を形成するために、同じ金型が使用され得る。
【0039】
該プロセスの第2の工程30を実施する他の好ましい方法において、概ね平らなプレートは予備含浸された材料で作られ(31)、その後、熱可塑性を持つプレートを得るために、部分的な硬化32を受ける。該要素のために所望される厚さ、例えば補剛材の壁の厚さで作られたこれらのプレートは、その後、要素3を作るために切削され、その後熱成形34される。
【0040】
平らなプレートを製造することの利点は、一方で、複雑な形状の型および複雑な機械、例えば予備含浸繊維のストリップを配置するための多軸ヘッドを持つ機械を使用することなくこのようなプレートを製造することの簡便性に起因し、他方で、樹脂および含浸樹脂に由来するその総重量またはその総体積に対する、得られた材料の繊維重量または体積の比である65重量%以上または60体積%以上の繊維含有率を得るために、高くかつ均一な圧力を使用することを可能にする使用される材料の選択と、プレートを製造するプロセスとの両方に起因する可能性に起因する。
【0041】
使用される予備含浸繊維は、好ましくはそれら自体が平らなプレートを製造するために65重量%以上または60体積%以上の繊維含有率を構成する。
【0042】
熱成形は、例えば、型と対型(counterform)との間での折り曲げまたは成形のような通常の方法によって実行される。この解決策の利点は、連続で製造することができ、かつ常温にて使用を待つ困難さもなく保存することができる平らなプレートを製造することが容易かつ安価であるということ、ならびに種々の熱成形技術が既知であり、かつ習熟されているということである。
【0043】
第3の工程20において、部材の第2の要素、例えばパネル1のスキン層2は、繊維のシート、型上または金型中にて熱硬化性材料で予備含浸された繊維を例えばドレーピングすることによる堆積21による通常の方法にしたがって調製される。
【0044】
該プロセスの工程30および20の実行の順序は強制されておらず、要素2、3の調製の順序に対応する工業的選択肢に由来することに注目すべきである。特に、該複数の工程は同時であるか、または長時間に渡って重複することさえあり得る。
【0045】
該プロセスのうちの第4の、いわゆる組立て工程40において、該プロセスの第2の工程の間に製造された少なくとも1つの第1の要素、例えば補剛材3、および必要ならば、該プロセスの第2の工程30のサイクルにより調製された他の補剛材のような他の要素は、該少なくとも1つの第1の要素である補剛材3が、製造される部材である補剛パネル1においてとるはずである位置に依存して、第3の工程の間に調製された第2の要素であるスキン層2の熱硬化性材料に対向して配置される。
【0046】
該少なくとも1つの第1の要素である補剛材3の配置は、先行技術の方法よりもはるかに容易であることがわかる。
【0047】
一方で、該要素は常温下で一定の剛性、および先行技術のプロセスにおいて必要であった、硬化されていない含浸繊維を保持する金型または金型コアのような特殊な手段無しでハンドリングすることができる安定性を持つ。
【0048】
他方で、前記要素は、あまりに剛直すぎて殆ど変形できないような、完全に重合された要素を組立てるプロセスとは対照的に、その配置および他の要素について所望される位置に維持される間に所望の形状へと容易に成形されるために十分なほど低い剛性を保つ。
【0049】
該プロセスの第5の工程50において、組立てられた要素は、該プロセスの第3の工程20の間に使用されるスキン層2の材料である予備含浸繊維の樹脂の完全な重合をもたらす効果、および第2の工程30の間に使用され、部分的な熱硬化を受けている補剛材3の材料である予備含浸繊維の樹脂の重合を終結させる効果を持った、完全な熱硬化を受ける。
【0050】
完全な重合は、複合材料が最終製品として受入れられる安定な機械的特性を達成していると考えられる場合の通常のプロセスにおいて実現されるような、使用された樹脂の重合の程度として定義されるべきである。
【0051】
この工程50の間、部分的な熱硬化を受けている少なくとも1つの第1の要素である補剛材3の樹脂の分子鎖は、また、使用される樹脂が化学的に相溶性であるとき、部分的な熱硬化を受けていない第2の要素であるスキン層2の樹脂と結合を生成する状態にあり、部分的な熱硬化を受けていない要素の、先行技術のプロセスの同時硬化によって得られるものと同等の性能を持つ2つの組立てられた要素について相互拡散する長い分子鎖に起因して、部材の要素であるスキン層2と補剛材3が互いに結合できるようにさせる。
【0052】
部材を形成する異なる要素のために使用される予備含浸繊維の熱硬化性樹脂は、好ましくは良好な分子親和性を持つ樹脂である。具体的な態様において、異なる要素であるスキン層2および補剛材3の樹脂は同じである。
【0053】
該プロセスの変形において、図2の図表において破線で囲われた任意の工程に示されるように、部材を形成する前の異なる要素であるスキン層2および補剛材3は、該プロセスの第2の工程を適用することによって製造され、第2の要素であるスキン層2は、したがってそれ自体も部分的な硬化を受ける。この変形において、先に記載されたプロセスの第3の工程20は、したがって、第2の工程30と等価な工程と置き換えることができ、その工程は、等価な様式で、予備含浸繊維を堆積する工程(21)、部分的な熱硬化の工程(22)、必要ならば保存工程(23)、および必要ならば成形工程(24)を含む。
【0054】
この場合、第5の工程50の熱硬化は、部材の全ての要素が既に部分的な熱硬化32、22を受けているという事実を考慮して構成される。
【0055】
本発明によるプロセスは、したがって、熱硬化性樹脂で予備含浸された繊維をベースとした複合材料で作られた部材を製造すること、部材を形成する要素を扱う操作を単純化すること、および単純化された装置によって部材を製造することも可能にする。
【図面の簡単な説明】
【0056】
【図1】図1は、複合材料で作られた複雑な部材を表す補剛パネルを示し、図1aにおいては組立てられており、図1bおよび図1cにおいて分離されている異なる要素は補剛材の外形の例を示す。
【図2】図2は、補剛パネルを製造するプロセスの工程を示す。
【特許請求の範囲】
【請求項1】
少なくとも1つの熱硬化性樹脂で予備含浸された長繊維のストリップをベースとする複合材料で作られた構造部材(1)を製造するためのプロセスであって、前記樹脂は、熱硬化の間に重合し、かつ不可逆的に硬化することができ、前記部材を製造するプロセスの間に、重合による硬化である熱硬化(50)を受け、前記部材(1)の一部を形成する少なくとも第1の要素(2、3)は、概ね平らなプレートから出発して前記部材(1)から別個に製造され、前記平らなプレートは、熱硬化性樹脂で予備含浸された繊維のストリップの堆積(21、31)によって製造され、一方で、前記第1の要素(2、3)が前記部材(1)の後の製造操作の間にそのハンドリングを保証するため、およびその剛性を確保するために十分な寸法安定性を達成している段階まで、他方で、前記第1の要素を形成する前記材料がその温度を少なくとも局所的に上昇させることによって前記第1の要素の塑性成形を可能にする熱可塑性を持つ段階を限度に、前記プロセスの工程の間の前記堆積の後に前記第1の要素の樹脂を部分的に重合させる効果を有する部分的な熱硬化(22、32)を受け、前記平らなプレートは、前記プロセスの後の工程の間に前記第1の要素に所望の形状を与えるために、前記第1の要素を形成する材料の温度の少なくとも局所的な上昇と関連した塑性成形(24、34)の少なくとも1つの工程を受けることを特徴とするプロセス。
【請求項2】
前記部材(1)の少なくとも第2の要素(3、2)が、熱硬化性樹脂で予備含浸された繊維のストリップによって製造(30、20)され、部分的に熱硬化を受けた前記第1の要素(2、3)が、前記第2の要素の樹脂の完全な硬化の前、かつ前記第1の要素および前記第2の要素が前記第1および第2の要素の樹脂の完全な硬化のための共通の熱硬化(50)を受ける前に、前記第2の要素と一緒に組立てられる(40)、請求項1によるプロセス。
【請求項3】
前記第1の要素および前記第2の要素(2、3)が、前記第2の要素(3) (2)に使用された前記予備含浸繊維が熱硬化サイクルを受けていないプロセスの工程において組立てられる(40)、請求項2によるプロセス。
【請求項4】
前記第2の要素(3) (2)に使用される前記予備含浸繊維が前記部材(1)の後の製造操作の間にそのハンドリングを保証するため、およびその一体性を確保するために十分な寸法安定性を獲得している段階まで、および前記第2の要素を形成する前記材料がその温度を少なくとも局所的に上昇させることによって前記第2の要素の塑性成形(34) (24)を可能にする熱可塑性を持つ段階を限度に、前記第1の要素および前記第2の要素(2、3)が、前記樹脂を部分的に重合させる効果を持つ部分的な熱硬化(32) (22)を受けるプロセスの工程において組立てられる(40)、請求項2によるプロセス。
【請求項5】
前記第1の要素(2) (3)の繊維を含浸するために使用される熱硬化性樹脂、および前記第2の要素(3) (2)の繊維を含浸するために使用される熱硬化性樹脂が、前記共通の熱硬化(50)の間に分子結合を形成することができるような化学的相溶性がある請求項2、3または4のうちの1項によるプロセス。
【請求項6】
前記第1の要素(2) (3)の繊維を含浸するために使用される熱可塑性樹脂が、前記第2の要素(3) (2)の繊維を含浸するために使用される熱可塑性樹脂と同一である請求項5によるプロセス。
【請求項7】
部分的な熱硬化(22、32)を受けた1つ以上の要素(2、3)および/または1つ以上のプレートが、予備の熱成形(24、34)を伴って、または伴わずに、後の組立て(40)を目的として常温下で保存される(23、33)、先行する請求項のいずれか1項によるプロセス。
【請求項8】
要素(2、3)を製造するための平らなプレートの製造のために使用される予備含浸繊維が、65重量%以上または60体積%以上の、予備含浸樹脂を伴う繊維に対する繊維単独の重量または体積による比率である繊維含有率を構成する、先行する請求項のいずれか1項によるプロセス。
【請求項1】
少なくとも1つの熱硬化性樹脂で予備含浸された長繊維のストリップをベースとする複合材料で作られた構造部材(1)を製造するためのプロセスであって、前記樹脂は、熱硬化の間に重合し、かつ不可逆的に硬化することができ、前記部材を製造するプロセスの間に、重合による硬化である熱硬化(50)を受け、前記部材(1)の一部を形成する少なくとも第1の要素(2、3)は、概ね平らなプレートから出発して前記部材(1)から別個に製造され、前記平らなプレートは、熱硬化性樹脂で予備含浸された繊維のストリップの堆積(21、31)によって製造され、一方で、前記第1の要素(2、3)が前記部材(1)の後の製造操作の間にそのハンドリングを保証するため、およびその剛性を確保するために十分な寸法安定性を達成している段階まで、他方で、前記第1の要素を形成する前記材料がその温度を少なくとも局所的に上昇させることによって前記第1の要素の塑性成形を可能にする熱可塑性を持つ段階を限度に、前記プロセスの工程の間の前記堆積の後に前記第1の要素の樹脂を部分的に重合させる効果を有する部分的な熱硬化(22、32)を受け、前記平らなプレートは、前記プロセスの後の工程の間に前記第1の要素に所望の形状を与えるために、前記第1の要素を形成する材料の温度の少なくとも局所的な上昇と関連した塑性成形(24、34)の少なくとも1つの工程を受けることを特徴とするプロセス。
【請求項2】
前記部材(1)の少なくとも第2の要素(3、2)が、熱硬化性樹脂で予備含浸された繊維のストリップによって製造(30、20)され、部分的に熱硬化を受けた前記第1の要素(2、3)が、前記第2の要素の樹脂の完全な硬化の前、かつ前記第1の要素および前記第2の要素が前記第1および第2の要素の樹脂の完全な硬化のための共通の熱硬化(50)を受ける前に、前記第2の要素と一緒に組立てられる(40)、請求項1によるプロセス。
【請求項3】
前記第1の要素および前記第2の要素(2、3)が、前記第2の要素(3) (2)に使用された前記予備含浸繊維が熱硬化サイクルを受けていないプロセスの工程において組立てられる(40)、請求項2によるプロセス。
【請求項4】
前記第2の要素(3) (2)に使用される前記予備含浸繊維が前記部材(1)の後の製造操作の間にそのハンドリングを保証するため、およびその一体性を確保するために十分な寸法安定性を獲得している段階まで、および前記第2の要素を形成する前記材料がその温度を少なくとも局所的に上昇させることによって前記第2の要素の塑性成形(34) (24)を可能にする熱可塑性を持つ段階を限度に、前記第1の要素および前記第2の要素(2、3)が、前記樹脂を部分的に重合させる効果を持つ部分的な熱硬化(32) (22)を受けるプロセスの工程において組立てられる(40)、請求項2によるプロセス。
【請求項5】
前記第1の要素(2) (3)の繊維を含浸するために使用される熱硬化性樹脂、および前記第2の要素(3) (2)の繊維を含浸するために使用される熱硬化性樹脂が、前記共通の熱硬化(50)の間に分子結合を形成することができるような化学的相溶性がある請求項2、3または4のうちの1項によるプロセス。
【請求項6】
前記第1の要素(2) (3)の繊維を含浸するために使用される熱可塑性樹脂が、前記第2の要素(3) (2)の繊維を含浸するために使用される熱可塑性樹脂と同一である請求項5によるプロセス。
【請求項7】
部分的な熱硬化(22、32)を受けた1つ以上の要素(2、3)および/または1つ以上のプレートが、予備の熱成形(24、34)を伴って、または伴わずに、後の組立て(40)を目的として常温下で保存される(23、33)、先行する請求項のいずれか1項によるプロセス。
【請求項8】
要素(2、3)を製造するための平らなプレートの製造のために使用される予備含浸繊維が、65重量%以上または60体積%以上の、予備含浸樹脂を伴う繊維に対する繊維単独の重量または体積による比率である繊維含有率を構成する、先行する請求項のいずれか1項によるプロセス。
【図1】


【図2】
【図2】
【公表番号】特表2010−522097(P2010−522097A)
【公表日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願番号】特願2009−540736(P2009−540736)
【出願日】平成19年12月10日(2007.12.10)
【国際出願番号】PCT/EP2007/063611
【国際公開番号】WO2008/071657
【国際公開日】平成20年6月19日(2008.6.19)
【出願人】(508075661)ヨーロピアン・エアロノーティック・ディフェンス・アンド・スペース・カンパニー・イーエーディーエス・フランス (2)
【Fターム(参考)】
【公表日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願日】平成19年12月10日(2007.12.10)
【国際出願番号】PCT/EP2007/063611
【国際公開番号】WO2008/071657
【国際公開日】平成20年6月19日(2008.6.19)
【出願人】(508075661)ヨーロピアン・エアロノーティック・ディフェンス・アンド・スペース・カンパニー・イーエーディーエス・フランス (2)
【Fターム(参考)】
[ Back to top ]