
長繊維用紡績装置
【課題】長繊維の紡績に関して、中空スピンドル軸体の入口側部位で、長い繊維を広がり易くすることで、中空スピンドル軸体の外周囲のまわりに捲き付け繊維の割合を大きくして、糸構造の改善並びに風合いを柔らかく改善してなる長繊維用紡績装置を提供するものである。
【解決手段】ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔3を備えたノズル体1と、先端側が前記ノズル体内に位置する中空スピンドル軸体2とを含み、旋回気流により、繊維後端部が前記中空スピンドル軸体の外周面9に沿って屈曲する反転繊維を捲き付け繊維f2として芯繊維f1に捲き付けて紡績糸を製造する紡績装置において、前記中空スピンドル軸体の先端が径方向に拡張された繊維案内面10を形成し、前記繊維案内面が前記外周面に連続するものからなることを特徴とする長繊維用紡績装置。
【解決手段】ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔3を備えたノズル体1と、先端側が前記ノズル体内に位置する中空スピンドル軸体2とを含み、旋回気流により、繊維後端部が前記中空スピンドル軸体の外周面9に沿って屈曲する反転繊維を捲き付け繊維f2として芯繊維f1に捲き付けて紡績糸を製造する紡績装置において、前記中空スピンドル軸体の先端が径方向に拡張された繊維案内面10を形成し、前記繊維案内面が前記外周面に連続するものからなることを特徴とする長繊維用紡績装置。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ドラフト装置によりドラフトされた繊維束に対して、旋回空気流を作用させて加撚することにより紡績糸を製造する紡績装置に関するものであり、特に、ウール100%を代表する長繊維糸の紡績に対して好適に適合するように構成してなる長繊維用紡績装置に関するものである。
【背景技術】
【0002】
従来、ドラフト装置によりドラフトされた繊維束を、該ドラフト装置の下流側に配置してある空気紡績部に導入し、該空気紡績部における旋回空気流の作用により芯繊維にファイバーを捲き付けて紡績糸を製造する装置としては、例えば、特許文献1などにより既に公知である。この特許文献1に開示される紡績装置は、概略、ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔を持ったノズル体と、先端側がノズル体内に位置する中空スピンドル軸体とを備えていて、旋回気流により、繊維後端部が中空スピンドル軸体の外周面に沿って屈曲する反転繊維を捲き付け繊維として芯繊維に捲き付けて紡績糸を製造する構成のものである。このような紡績糸の製造装置によれば、例えば、紡績すべき繊維素材が、綿などのような短繊維の紡績に関しては、上記するような旋回空気流の作用で芯繊維にファイバーが容易に捲き付き、所望の強力の紡績糸を製造することができた。
【0003】
ところが、例えば、ウール100%を代表するような長繊維素材を、上記するような空気紡績部を有する紡績装置により紡績する場合には、例えば、図4に示すような中空スピンドル軸体を備えた空気紡績装置による紡績では、紡績された糸が結束糸に近い糸構造のものとなり、風合いも非常に硬いものとなってしまっていた。その原因は、長繊維素材の場合、繊維長が長いことから繊維が、中空スピンドル軸体の入口側部位において広がり難く(開き難く)、捲き付け繊維となる繊維の割合が少ないことから起因している。
【0004】
【特許文献1】特開2003−193337号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、この発明は、鋭意研究開発の結果、特に、長繊維の紡績に際して、中空スピンドル軸体の入口側部位において、長い繊維を広がり易く(開き易く)することで、中空スピンドル軸体の外周囲のまわりに捲き付け繊維の割合を大きくして、糸構造の改善(結束糸状からの脱皮)、並びに風合いを柔らかく改善してなる長繊維用紡績装置を提供しようとするものである。
【課題を解決するための手段】
【0006】
この発明は、上記する目的を達成するにあたって、具体的には、ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔を備えたノズル体と、先端側が前記ノズル体内に位置する中空スピンドル軸体とを含み、前記旋回気流により、繊維後端部が前記中空スピンドル軸体の外周面に沿って屈曲する反転繊維を捲き付け繊維として芯繊維に捲き付けて紡績糸を製造する紡績装置において、前記中空スピンドル軸体の先端が径方向に拡張された繊維案内面を形成し、前記繊維案内面が前記外周面に連続するものからなることを特徴とする長繊維用紡績装置を構成するものである。
【0007】
さらに、この発明において請求項2に記載の発明は、請求項1に記載の長繊維用紡績装置であって、前記ノズル体におけるノズル内径が、前記中空スピンドル軸体の先端の繊維案内面並びに該繊維案内面に連続する中空スピンドル軸体の外周面のまわりに前記捲き付け繊維の進入を許容する捲き付け繊維進入空間を形成する径でなることを特徴とするものである。
【0008】
さらにまた、この発明において請求項3に記載の発明は、請求項1あるいは請求項2に記載の長繊維用紡績装置であって、前記中空スピンドル軸体の軸芯線に対する気流噴射角度を鋭角化してなることを特徴とするものである。
【0009】
さらにまた、この発明において請求項4に記載の発明は、請求項3に記載の長繊維用紡績装置であって、前記中空スピンドル軸体の軸芯線に対する気流噴射角度が、50〜70度であることを特徴とするものである。
【発明の効果】
【0010】
この発明になる長繊維用紡績装置では、ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔を備えたノズル体と、先端側が前記ノズル体内に位置する中空スピンドル軸体とを含み、旋回気流により、繊維後端部が中空スピンドル軸体の外周面に沿って屈曲する反転繊維を捲き付け繊維として芯繊維に捲き付けて紡績糸を製造する紡績装置において、中空スピンドル軸体の先端を径方向に拡張して繊維案内面を形成し、繊維案内面を中空スピンドル軸体の外周面に連続するように構成したことにより、中空スピンドル軸体の入口側部位で、長い繊維を広がり易く(開き易く)し、中空スピンドル軸体の外周囲のまわりに捲き付け繊維の割合を大きくすることができるので、糸構造の改善並びに風合いを柔らかく改善できるなどの作用効果を奏するものである。
【発明を実施するための最良の形態】
【0011】
以下、この発明になる長繊維用紡績装置について、図面に示す具体的な実施例に基づいて詳細に説明する。図1および図2は、この発明になる長繊維用紡績装置の具体的な一実施例を示すものであって、図1は、その主要部を断面にし、紡績中における中空スピンドル軸体の外周囲での捲き付け繊維の状況を示す概略的な側断面図である。図2は、ドラフト装置に対して、この発明のなる長繊維用紡績装置を組み合わせた例を示す概略的な側面図であり、図3は、この発明が適用される紡績機の全体を示す正面図である。
【0012】
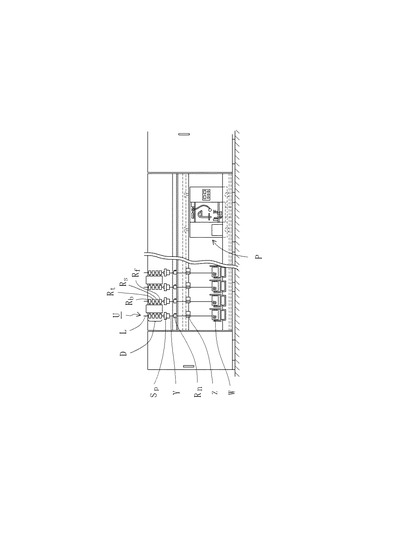
先ず、この発明が適用される紡績装置について説明する。この紡績装置は、図3に示すように、 紡績ユニットUが、多数配列された構成となっており、スライバLがドラフト装置Dに送られ空気紡績部Spにより紡績糸Yに形成された後、該紡績糸YはニップローラRnおよびスラブキャッチャーZなどを経て巻き取り部Wに巻き取られる。図3中、参照符号Pは、糸継ぎを行なうピーシング装置であり、当該紡績装置の長手方向に沿って紡績装置の内部下方を走行するように構成されている。
【0013】
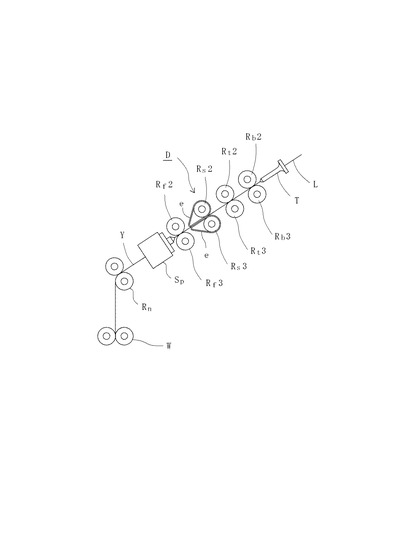
図1、図2および図3により、スライバLが紡績糸Yとなってパッケージに形成されるまでの工程を説明する。この発明の適用になる紡績装置では、ドラフト装置Dおよび該ドラフト装置Dにおけるフロントローラ対Rf2、Rf3の下流側に設けた空気紡績部Spとを含むものからなっている。
【0014】
これらの一例として、紡績機におけるドラフト装置Dは、繊維送り手段となる複数対のドラフトローラによって構成されている。このドラフトローラは、スライバLをドラフトするためのもので、例えば、フロントローラRf、エプロンeを有するセカンドローラRs、サードローラRt、バックローラRbにより構成されており、そのいずれもがトップローラRf2、Rs2、Rt2、Rb2と、ボトムローラRf3、Rs3、Rt3、Rb3との組み合わせでなっている。
【0015】
このトップローラRf2、Rs2、Rt2、Rb2と、ボトムローラRf3、Rs3、Rt3、Rb3とは、互いに接触していて、互いに逆方向に回転するものである。したがって、スライバLをそのトップローラRf2、Rs2、Rt2、Rb2と、ボトムローラRf3、Rs3、Rt3、Rb3との間に導き、トップローラRf2、Rs2、Rt2、Rb2と、ボトムローラRf3、Rs3、Rt3、Rb3によってスライバLをドラフトすることができるようになっていて、ドラフトされた繊維束がドラフト装置Dのフロントローラ対Rf2、Rf3から排出されるようになっている。
【0016】
このドラフト装置Dは、スライバガイドTを経て供給されるスライバLを所定の細さに引き延ばす装置であって、各ローラの回転速度を段々増加することによってドラフトを行う。所定の細さにドラフトされたスライバLは、後述する空気紡績部Spに供給され、該空気紡績部Spにおいて紡績糸Yに形成される。
【0017】
このドラフト装置Dの下流側には、空気紡績部Spが配置されている。この空気紡績部Spは、ドラフト装置Dから送り出される繊維束が内部を通過する際に、その内部において旋回空気流の発生を可能とするノズルを内蔵する構造のものからなっている。
【0018】
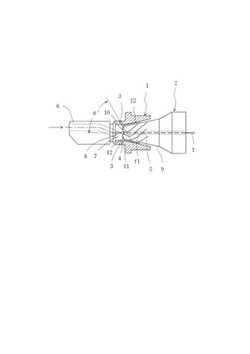
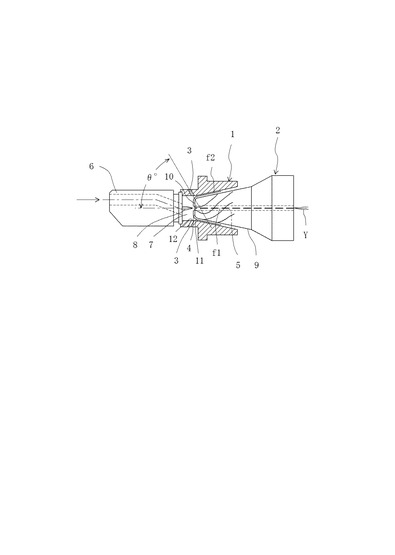
一例になる空気紡績部Spは、図1および図2に示すように、ドラフト装置Dにおけるフロントローラ対Rf2、Rf3の下流側に対向するように配置されるノズル体1と、中空スピンドル軸体2とを有するノズル−中空スピンドル型の空気紡績装置により構成されている。このノズル−中空スピンドル型の空気紡績装置は、ノズル体1に設けてある空気噴射ノズル孔3から、中空スピンドル軸体2の先端部4に向けて噴射される圧縮空気により、ノズル体1と非回転の中空スピンドル軸体2との間に形成される紡績室内に旋回気流を発生させて、紡績室内に導入される繊維を加撚し、芯繊維f1と該芯繊維f1の周囲に捲き付いた捲き付き繊維f2とからなる紡績糸Yを生成するとともに、生成された紡績糸Yを、中空スピンドル軸体2の中空通路5を経て、パッケージに巻き取るように構成されている。
【0019】
このノズル−中空スピンドル型の空気紡績装置の構造の詳細並びにその紡績原理について説明する。前記ドラフト装置DにおけるフロントローラRf2、Rf3から送出されるドラフトされた繊維束は、ニードルホルダー6の繊維導入孔に入り、その後、ノズル体1と中空スピンドル軸体2の先端部4との間に形成された紡績室7内に入る。紡績室7内には、ノズル体1に穿設された複数個の空気噴射ノズル孔3から噴出される空気により、旋回気流が形成されており、該旋回気流は、中空スピンドル軸体2に沿って旋回しながら流れる。 ノズル体1に穿設された空気噴射ノズル孔3からの噴出空気の作用により、ニードルホルダー6のフロントローラRf2、Rf3側の繊維導入孔の入口付近には、吸引空気流が発生しているので、フロントローラRf2、Rf3から送出されるドラフトされた繊維束は、ニードルホルダー6の繊維導入孔に吸い込まれる。
【0020】
ニードルホルダー6の繊維導入孔から出た繊維束は、中空スピンドル軸体2の中空通路5の入口に、その先端が接近して配置されているニードル8に捲き付きつつ、中空スピンドル軸体2の中空通路5に導入される。そして、ニードルホルダー6の繊維導入孔から出た繊維束を構成する繊維fの一部は、中空スピンドル軸体2の中空通路5内において生成されつつある紡績糸f1に、その先端側が捲き込まれて中空スピンドル軸体2の中空通路5に導入され、また、ニードルホルダー6の繊維導入孔から出た繊維束を構成する繊維の一部は、その先端側が、中空スピンドル軸体2の中空通路5内において生成されつつある紡績糸に捲き込まれるとともに、その後端部が、紡績室7に発生している旋回気流により、中空スピンドル軸体2の先端部4に沿って周回しつつ、捲き付け反転繊維f2として前記中空スピンドル軸体2の外周壁面9に沿って屈曲することとなる。
【0021】
さらに、生成過程にある紡績糸の移動に伴って、捲き付け反転繊維f2の後端部が、中空スピンドル軸体2の中空通路5の入口に近づくと、捲き付け反転繊維f2の後端部は、旋回気流によって、中空スピンドル軸体2の中空通路5内に位置する生成過程にある紡績糸の周囲を振り回されながら、その外周に捲き付き、 紡績糸Yが生成されることになる。このようにして、中空スピンドル軸体2の中空通路5に略直線状態で導入される繊維f1により構成される芯繊維と、この芯繊維の周囲に捲き付いた捲き付け反転繊維f2により構成される繊維とからなる実撚り状の紡績糸Yが製成されることになる。
【0022】
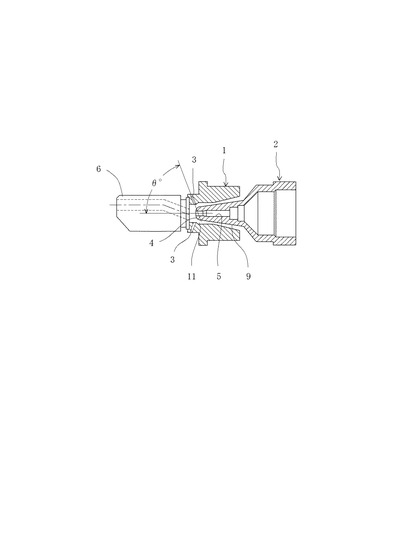
この発明では、 前記中空スピンドル軸体2の先端部4が、径方向に拡張された繊維案内面10によって形成されており、前記繊維案内面10が、前記中空スピンドル軸体2の外周面9に連続するものからなっている。図4に示すような従来の短繊維紡績では、前記中空スピンドル軸体2の先端部4は、前記繊維案内面10に相当する面は存在していないので、繊維長が約20mm程度の綿100%素材から、繊維長が約38mm程度の1.5インチ素材の合繊までのものが紡出されていた。これに対して、例えば、ウール100%の繊維素材の場合、平均繊維長が約75mm程度ということであり、上記合繊素材に対しても、約2倍の平均繊維長である。このため、中空スピンドル軸体2の先端部4で長い繊維を大きく広げるためには、中空スピンドル軸体2の先端部4の繊維導入孔を囲む繊維案内面10は、長繊維を構成する単繊維間が十分に拡開して大きく広がるに十分な平面状の繊維案内面とされるのである。
【0023】
一方、この発明では、前記中空スピンドル軸体2の先端部4の径を拡張することに伴い、前記ノズル体1におけるノズル内径は、前記中空スピンドル軸体2の先端の繊維案内面10並びに該案内面に連続する中空スピンドル軸体2の外周面9のまわりに前記捲き付け繊維f2の進入を許容する捲き付け繊維進入空間11を形成する径によって形成される。この場合、旋回空気流の噴出口12が位置するノズル内径も同様に大きく変更される。噴出口12の部位におけるノズル内径を大きくすることで空気流の流速は下がることになる。この時、旋回力が下がることで撚りの捲き付き力は小さくなり、結果的に風合い良化につながるが、旋回力を小さくし過ぎると糸に与える撚りの締り力が弱くなるため、糸強力は得られ難くなる傾向にある。
【0024】
さらに、この発明では、前記中空スピンドル軸体2の軸芯線に対する気流噴射角度θを鋭角化した。図4に示す従来例になる空気紡績装置における気流噴射角度θは、70°であるのに対して、この発明になる空気紡績装置における気流噴射角度θは、60°である。この気流噴射角度θの変更の理由は、当該空気紡績装置において、気流噴射角度を寝かすことで、糸の撚り角度が糸道方向に対して緩くなり、その結果、糸の曲げ剛性が小さく、糸自身が曲げ易くなることで柔らかさがでてくる。長繊維の場合は、繊維長が長いことから、繊維を開き易くするためにも、中空スピンドル軸体2の先端位置はフロントローラーから離した位置にするもので、ノズルのL長には自由度がある。いずれにしても、 糸構造を安定させて風合いを良化させるためには、糸の撚り角度を寝かすほうが効果がある。
【図面の簡単な説明】
【0025】
【図1】図1は、この発明になる長繊維用紡績装置の具体的な一実施例を示すものであって、その主要部を断面にし、紡績中における中空スピンドル軸体の外周囲での捲き付け繊維の状況を示す概略的な側断面図である。
【図2】図2は、ドラフト装置に対して、この発明のなる長繊維用紡績装置を組み合わせた例を示す概略的な側面図である。
【図3】図3は、この発明が適用される紡績機の全体を示す概略的な正面図である。
【図4】図4は、従来の空気紡績装置の例を示す概略的な側断面図である。
【符号の説明】
【0026】
D ドラフト装置
Sp 紡績装置
L スライバ
Rf フロントローラ
Rs セカンドローラ
Rt サードローラ
Rb バックローラ
Rf2、Rs2、Rt2、Rb2 トップローラ
Rf3、Rs3、Rt3、Rb3 ボトムローラ
1 ノズル体
2 中空スピンドル軸体
3 空気噴射ノズル孔
4 中空スピンドル軸体の先端部
5 中空スピンドル軸体の中空通路
f1 芯繊維
f2 捲き付き繊維
Y 紡績糸
6 ニードルホルダー
7 紡績室
8 ニードル
9 中空スピンドル軸体の外周壁面
10 繊維案内面
11 捲き付け繊維進入空間
12 旋回空気流の噴出口
【技術分野】
【0001】
この発明は、ドラフト装置によりドラフトされた繊維束に対して、旋回空気流を作用させて加撚することにより紡績糸を製造する紡績装置に関するものであり、特に、ウール100%を代表する長繊維糸の紡績に対して好適に適合するように構成してなる長繊維用紡績装置に関するものである。
【背景技術】
【0002】
従来、ドラフト装置によりドラフトされた繊維束を、該ドラフト装置の下流側に配置してある空気紡績部に導入し、該空気紡績部における旋回空気流の作用により芯繊維にファイバーを捲き付けて紡績糸を製造する装置としては、例えば、特許文献1などにより既に公知である。この特許文献1に開示される紡績装置は、概略、ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔を持ったノズル体と、先端側がノズル体内に位置する中空スピンドル軸体とを備えていて、旋回気流により、繊維後端部が中空スピンドル軸体の外周面に沿って屈曲する反転繊維を捲き付け繊維として芯繊維に捲き付けて紡績糸を製造する構成のものである。このような紡績糸の製造装置によれば、例えば、紡績すべき繊維素材が、綿などのような短繊維の紡績に関しては、上記するような旋回空気流の作用で芯繊維にファイバーが容易に捲き付き、所望の強力の紡績糸を製造することができた。
【0003】
ところが、例えば、ウール100%を代表するような長繊維素材を、上記するような空気紡績部を有する紡績装置により紡績する場合には、例えば、図4に示すような中空スピンドル軸体を備えた空気紡績装置による紡績では、紡績された糸が結束糸に近い糸構造のものとなり、風合いも非常に硬いものとなってしまっていた。その原因は、長繊維素材の場合、繊維長が長いことから繊維が、中空スピンドル軸体の入口側部位において広がり難く(開き難く)、捲き付け繊維となる繊維の割合が少ないことから起因している。
【0004】
【特許文献1】特開2003−193337号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、この発明は、鋭意研究開発の結果、特に、長繊維の紡績に際して、中空スピンドル軸体の入口側部位において、長い繊維を広がり易く(開き易く)することで、中空スピンドル軸体の外周囲のまわりに捲き付け繊維の割合を大きくして、糸構造の改善(結束糸状からの脱皮)、並びに風合いを柔らかく改善してなる長繊維用紡績装置を提供しようとするものである。
【課題を解決するための手段】
【0006】
この発明は、上記する目的を達成するにあたって、具体的には、ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔を備えたノズル体と、先端側が前記ノズル体内に位置する中空スピンドル軸体とを含み、前記旋回気流により、繊維後端部が前記中空スピンドル軸体の外周面に沿って屈曲する反転繊維を捲き付け繊維として芯繊維に捲き付けて紡績糸を製造する紡績装置において、前記中空スピンドル軸体の先端が径方向に拡張された繊維案内面を形成し、前記繊維案内面が前記外周面に連続するものからなることを特徴とする長繊維用紡績装置を構成するものである。
【0007】
さらに、この発明において請求項2に記載の発明は、請求項1に記載の長繊維用紡績装置であって、前記ノズル体におけるノズル内径が、前記中空スピンドル軸体の先端の繊維案内面並びに該繊維案内面に連続する中空スピンドル軸体の外周面のまわりに前記捲き付け繊維の進入を許容する捲き付け繊維進入空間を形成する径でなることを特徴とするものである。
【0008】
さらにまた、この発明において請求項3に記載の発明は、請求項1あるいは請求項2に記載の長繊維用紡績装置であって、前記中空スピンドル軸体の軸芯線に対する気流噴射角度を鋭角化してなることを特徴とするものである。
【0009】
さらにまた、この発明において請求項4に記載の発明は、請求項3に記載の長繊維用紡績装置であって、前記中空スピンドル軸体の軸芯線に対する気流噴射角度が、50〜70度であることを特徴とするものである。
【発明の効果】
【0010】
この発明になる長繊維用紡績装置では、ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔を備えたノズル体と、先端側が前記ノズル体内に位置する中空スピンドル軸体とを含み、旋回気流により、繊維後端部が中空スピンドル軸体の外周面に沿って屈曲する反転繊維を捲き付け繊維として芯繊維に捲き付けて紡績糸を製造する紡績装置において、中空スピンドル軸体の先端を径方向に拡張して繊維案内面を形成し、繊維案内面を中空スピンドル軸体の外周面に連続するように構成したことにより、中空スピンドル軸体の入口側部位で、長い繊維を広がり易く(開き易く)し、中空スピンドル軸体の外周囲のまわりに捲き付け繊維の割合を大きくすることができるので、糸構造の改善並びに風合いを柔らかく改善できるなどの作用効果を奏するものである。
【発明を実施するための最良の形態】
【0011】
以下、この発明になる長繊維用紡績装置について、図面に示す具体的な実施例に基づいて詳細に説明する。図1および図2は、この発明になる長繊維用紡績装置の具体的な一実施例を示すものであって、図1は、その主要部を断面にし、紡績中における中空スピンドル軸体の外周囲での捲き付け繊維の状況を示す概略的な側断面図である。図2は、ドラフト装置に対して、この発明のなる長繊維用紡績装置を組み合わせた例を示す概略的な側面図であり、図3は、この発明が適用される紡績機の全体を示す正面図である。
【0012】
先ず、この発明が適用される紡績装置について説明する。この紡績装置は、図3に示すように、 紡績ユニットUが、多数配列された構成となっており、スライバLがドラフト装置Dに送られ空気紡績部Spにより紡績糸Yに形成された後、該紡績糸YはニップローラRnおよびスラブキャッチャーZなどを経て巻き取り部Wに巻き取られる。図3中、参照符号Pは、糸継ぎを行なうピーシング装置であり、当該紡績装置の長手方向に沿って紡績装置の内部下方を走行するように構成されている。
【0013】
図1、図2および図3により、スライバLが紡績糸Yとなってパッケージに形成されるまでの工程を説明する。この発明の適用になる紡績装置では、ドラフト装置Dおよび該ドラフト装置Dにおけるフロントローラ対Rf2、Rf3の下流側に設けた空気紡績部Spとを含むものからなっている。
【0014】
これらの一例として、紡績機におけるドラフト装置Dは、繊維送り手段となる複数対のドラフトローラによって構成されている。このドラフトローラは、スライバLをドラフトするためのもので、例えば、フロントローラRf、エプロンeを有するセカンドローラRs、サードローラRt、バックローラRbにより構成されており、そのいずれもがトップローラRf2、Rs2、Rt2、Rb2と、ボトムローラRf3、Rs3、Rt3、Rb3との組み合わせでなっている。
【0015】
このトップローラRf2、Rs2、Rt2、Rb2と、ボトムローラRf3、Rs3、Rt3、Rb3とは、互いに接触していて、互いに逆方向に回転するものである。したがって、スライバLをそのトップローラRf2、Rs2、Rt2、Rb2と、ボトムローラRf3、Rs3、Rt3、Rb3との間に導き、トップローラRf2、Rs2、Rt2、Rb2と、ボトムローラRf3、Rs3、Rt3、Rb3によってスライバLをドラフトすることができるようになっていて、ドラフトされた繊維束がドラフト装置Dのフロントローラ対Rf2、Rf3から排出されるようになっている。
【0016】
このドラフト装置Dは、スライバガイドTを経て供給されるスライバLを所定の細さに引き延ばす装置であって、各ローラの回転速度を段々増加することによってドラフトを行う。所定の細さにドラフトされたスライバLは、後述する空気紡績部Spに供給され、該空気紡績部Spにおいて紡績糸Yに形成される。
【0017】
このドラフト装置Dの下流側には、空気紡績部Spが配置されている。この空気紡績部Spは、ドラフト装置Dから送り出される繊維束が内部を通過する際に、その内部において旋回空気流の発生を可能とするノズルを内蔵する構造のものからなっている。
【0018】
一例になる空気紡績部Spは、図1および図2に示すように、ドラフト装置Dにおけるフロントローラ対Rf2、Rf3の下流側に対向するように配置されるノズル体1と、中空スピンドル軸体2とを有するノズル−中空スピンドル型の空気紡績装置により構成されている。このノズル−中空スピンドル型の空気紡績装置は、ノズル体1に設けてある空気噴射ノズル孔3から、中空スピンドル軸体2の先端部4に向けて噴射される圧縮空気により、ノズル体1と非回転の中空スピンドル軸体2との間に形成される紡績室内に旋回気流を発生させて、紡績室内に導入される繊維を加撚し、芯繊維f1と該芯繊維f1の周囲に捲き付いた捲き付き繊維f2とからなる紡績糸Yを生成するとともに、生成された紡績糸Yを、中空スピンドル軸体2の中空通路5を経て、パッケージに巻き取るように構成されている。
【0019】
このノズル−中空スピンドル型の空気紡績装置の構造の詳細並びにその紡績原理について説明する。前記ドラフト装置DにおけるフロントローラRf2、Rf3から送出されるドラフトされた繊維束は、ニードルホルダー6の繊維導入孔に入り、その後、ノズル体1と中空スピンドル軸体2の先端部4との間に形成された紡績室7内に入る。紡績室7内には、ノズル体1に穿設された複数個の空気噴射ノズル孔3から噴出される空気により、旋回気流が形成されており、該旋回気流は、中空スピンドル軸体2に沿って旋回しながら流れる。 ノズル体1に穿設された空気噴射ノズル孔3からの噴出空気の作用により、ニードルホルダー6のフロントローラRf2、Rf3側の繊維導入孔の入口付近には、吸引空気流が発生しているので、フロントローラRf2、Rf3から送出されるドラフトされた繊維束は、ニードルホルダー6の繊維導入孔に吸い込まれる。
【0020】
ニードルホルダー6の繊維導入孔から出た繊維束は、中空スピンドル軸体2の中空通路5の入口に、その先端が接近して配置されているニードル8に捲き付きつつ、中空スピンドル軸体2の中空通路5に導入される。そして、ニードルホルダー6の繊維導入孔から出た繊維束を構成する繊維fの一部は、中空スピンドル軸体2の中空通路5内において生成されつつある紡績糸f1に、その先端側が捲き込まれて中空スピンドル軸体2の中空通路5に導入され、また、ニードルホルダー6の繊維導入孔から出た繊維束を構成する繊維の一部は、その先端側が、中空スピンドル軸体2の中空通路5内において生成されつつある紡績糸に捲き込まれるとともに、その後端部が、紡績室7に発生している旋回気流により、中空スピンドル軸体2の先端部4に沿って周回しつつ、捲き付け反転繊維f2として前記中空スピンドル軸体2の外周壁面9に沿って屈曲することとなる。
【0021】
さらに、生成過程にある紡績糸の移動に伴って、捲き付け反転繊維f2の後端部が、中空スピンドル軸体2の中空通路5の入口に近づくと、捲き付け反転繊維f2の後端部は、旋回気流によって、中空スピンドル軸体2の中空通路5内に位置する生成過程にある紡績糸の周囲を振り回されながら、その外周に捲き付き、 紡績糸Yが生成されることになる。このようにして、中空スピンドル軸体2の中空通路5に略直線状態で導入される繊維f1により構成される芯繊維と、この芯繊維の周囲に捲き付いた捲き付け反転繊維f2により構成される繊維とからなる実撚り状の紡績糸Yが製成されることになる。
【0022】
この発明では、 前記中空スピンドル軸体2の先端部4が、径方向に拡張された繊維案内面10によって形成されており、前記繊維案内面10が、前記中空スピンドル軸体2の外周面9に連続するものからなっている。図4に示すような従来の短繊維紡績では、前記中空スピンドル軸体2の先端部4は、前記繊維案内面10に相当する面は存在していないので、繊維長が約20mm程度の綿100%素材から、繊維長が約38mm程度の1.5インチ素材の合繊までのものが紡出されていた。これに対して、例えば、ウール100%の繊維素材の場合、平均繊維長が約75mm程度ということであり、上記合繊素材に対しても、約2倍の平均繊維長である。このため、中空スピンドル軸体2の先端部4で長い繊維を大きく広げるためには、中空スピンドル軸体2の先端部4の繊維導入孔を囲む繊維案内面10は、長繊維を構成する単繊維間が十分に拡開して大きく広がるに十分な平面状の繊維案内面とされるのである。
【0023】
一方、この発明では、前記中空スピンドル軸体2の先端部4の径を拡張することに伴い、前記ノズル体1におけるノズル内径は、前記中空スピンドル軸体2の先端の繊維案内面10並びに該案内面に連続する中空スピンドル軸体2の外周面9のまわりに前記捲き付け繊維f2の進入を許容する捲き付け繊維進入空間11を形成する径によって形成される。この場合、旋回空気流の噴出口12が位置するノズル内径も同様に大きく変更される。噴出口12の部位におけるノズル内径を大きくすることで空気流の流速は下がることになる。この時、旋回力が下がることで撚りの捲き付き力は小さくなり、結果的に風合い良化につながるが、旋回力を小さくし過ぎると糸に与える撚りの締り力が弱くなるため、糸強力は得られ難くなる傾向にある。
【0024】
さらに、この発明では、前記中空スピンドル軸体2の軸芯線に対する気流噴射角度θを鋭角化した。図4に示す従来例になる空気紡績装置における気流噴射角度θは、70°であるのに対して、この発明になる空気紡績装置における気流噴射角度θは、60°である。この気流噴射角度θの変更の理由は、当該空気紡績装置において、気流噴射角度を寝かすことで、糸の撚り角度が糸道方向に対して緩くなり、その結果、糸の曲げ剛性が小さく、糸自身が曲げ易くなることで柔らかさがでてくる。長繊維の場合は、繊維長が長いことから、繊維を開き易くするためにも、中空スピンドル軸体2の先端位置はフロントローラーから離した位置にするもので、ノズルのL長には自由度がある。いずれにしても、 糸構造を安定させて風合いを良化させるためには、糸の撚り角度を寝かすほうが効果がある。
【図面の簡単な説明】
【0025】
【図1】図1は、この発明になる長繊維用紡績装置の具体的な一実施例を示すものであって、その主要部を断面にし、紡績中における中空スピンドル軸体の外周囲での捲き付け繊維の状況を示す概略的な側断面図である。
【図2】図2は、ドラフト装置に対して、この発明のなる長繊維用紡績装置を組み合わせた例を示す概略的な側面図である。
【図3】図3は、この発明が適用される紡績機の全体を示す概略的な正面図である。
【図4】図4は、従来の空気紡績装置の例を示す概略的な側断面図である。
【符号の説明】
【0026】
D ドラフト装置
Sp 紡績装置
L スライバ
Rf フロントローラ
Rs セカンドローラ
Rt サードローラ
Rb バックローラ
Rf2、Rs2、Rt2、Rb2 トップローラ
Rf3、Rs3、Rt3、Rb3 ボトムローラ
1 ノズル体
2 中空スピンドル軸体
3 空気噴射ノズル孔
4 中空スピンドル軸体の先端部
5 中空スピンドル軸体の中空通路
f1 芯繊維
f2 捲き付き繊維
Y 紡績糸
6 ニードルホルダー
7 紡績室
8 ニードル
9 中空スピンドル軸体の外周壁面
10 繊維案内面
11 捲き付け繊維進入空間
12 旋回空気流の噴出口
【特許請求の範囲】
【請求項1】
ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔を備えたノズル体と、先端側が前記ノズル体内に位置する中空スピンドル軸体とを含み、前記旋回気流により、繊維後端部が前記中空スピンドル軸体の外周面に沿って屈曲する反転繊維を捲き付け繊維として芯繊維に捲き付けて紡績糸を製造する紡績装置において、前記中空スピンドル軸体の先端が径方向に拡張された繊維案内面を形成し、前記繊維案内面が前記外周面に連続するものからなることを特徴とする長繊維用紡績装置。
【請求項2】
前記ノズル体におけるノズル内径が、前記中空スピンドル軸体の先端の繊維案内面並びに該繊維案内面に連続する中空スピンドル軸体の外周面のまわりに前記捲き付け繊維の進入を許容する捲き付け繊維進入空間を形成する径でなることを特徴とする請求項1に記載の長繊維用紡績装置。
【請求項3】
前記中空スピンドル軸体の軸芯線に対する気流噴射角度を鋭角化してなることを特徴とする請求項1あるいは請求項2に記載の長繊維用紡績装置。
【請求項4】
前記中空スピンドル軸体の軸芯線に対する気流噴射角度が、50〜70度であることを特徴とする請求項3に記載の長繊維用紡績装置。
【請求項1】
ドラフト装置によりドラフトされた繊維束に旋回気流を作用させる気流噴射ノズル孔を備えたノズル体と、先端側が前記ノズル体内に位置する中空スピンドル軸体とを含み、前記旋回気流により、繊維後端部が前記中空スピンドル軸体の外周面に沿って屈曲する反転繊維を捲き付け繊維として芯繊維に捲き付けて紡績糸を製造する紡績装置において、前記中空スピンドル軸体の先端が径方向に拡張された繊維案内面を形成し、前記繊維案内面が前記外周面に連続するものからなることを特徴とする長繊維用紡績装置。
【請求項2】
前記ノズル体におけるノズル内径が、前記中空スピンドル軸体の先端の繊維案内面並びに該繊維案内面に連続する中空スピンドル軸体の外周面のまわりに前記捲き付け繊維の進入を許容する捲き付け繊維進入空間を形成する径でなることを特徴とする請求項1に記載の長繊維用紡績装置。
【請求項3】
前記中空スピンドル軸体の軸芯線に対する気流噴射角度を鋭角化してなることを特徴とする請求項1あるいは請求項2に記載の長繊維用紡績装置。
【請求項4】
前記中空スピンドル軸体の軸芯線に対する気流噴射角度が、50〜70度であることを特徴とする請求項3に記載の長繊維用紡績装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−138340(P2007−138340A)
【公開日】平成19年6月7日(2007.6.7)
【国際特許分類】
【出願番号】特願2005−334632(P2005−334632)
【出願日】平成17年11月18日(2005.11.18)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成19年6月7日(2007.6.7)
【国際特許分類】
【出願日】平成17年11月18日(2005.11.18)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]