
閉じた管状の繊維構造体および製造方法
本発明は、少なくとも一端または底部に位置する閉じた管状部分を有している管状の繊維構造体であって、
管状部分が、それぞれの糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)が底部から連続的に出力されてなる構造で構成され、
底部から出力されるそれぞれのスレッドが、そのそれぞれの端部によって管状部分に連続的に配置され、
底部と管状部分の残りの部分との間のつなぎ目において、すべてのスレッドが連続的であるとともに、底部の構造と管状部分の残りの部分の構造との間に連続的な幾何学的推移が存在し、
管状部分のスレッドが、好ましくはブレード編みまたは製織の方法に従って交差している構造体に関する。
さらに本発明は、そのような管状の繊維構造体を製作する方法に関する。

管状部分が、それぞれの糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)が底部から連続的に出力されてなる構造で構成され、
底部から出力されるそれぞれのスレッドが、そのそれぞれの端部によって管状部分に連続的に配置され、
底部と管状部分の残りの部分との間のつなぎ目において、すべてのスレッドが連続的であるとともに、底部の構造と管状部分の残りの部分の構造との間に連続的な幾何学的推移が存在し、
管状部分のスレッドが、好ましくはブレード編みまたは製織の方法に従って交差している構造体に関する。
さらに本発明は、そのような管状の繊維構造体を製作する方法に関する。
【発明の詳細な説明】
【技術分野】
【0001】
繊維による布地および構造体は、種々の繊維形成技法によって得られる。主たる技法は、ニット編み、製織、ブレード編み、繊維の配置、バッティング、およびフィラメントワインディングである。使用される技法、製造パラメータ、および繊維の種類は、製造すべき中間製品または最終製品に必要な特性(幾何学的特性、機械的特性、電気的特性、表面の外観、成形性または堅固さ、注入性)に依存する。使用される繊維の性質は、天然繊維、有機繊維、無機またはセラミックの繊維(ガラス、炭素、炭化ケイ素、玄武岩)など、きわめてさまざまである。繊維構造体は、通常は複合材料(シェル、パネルおよび構造体、容器、など)の補強として使用されるが、いくつかの直接的な用途(フィルタまたは加熱用の布、より合わせによるケーブル、絶縁編物、など)も有する。
【0002】
繊維構造体を製造するためのいくつかの技法が存在する。ブレード編みは、構造体のスレッド(一般名)の経路の幾何学的設計がきわめて柔軟であり、得られる構造体が良好な寸法安定性および良好な機械的特性(剛性、ねじりにおける挙動、損傷への耐性)を有し、複雑な形状を高い繊維含有量にて直接製作できる(マンドレル上でのブレード編み)という利点を有する。しかしながら、この技法は、製織またはニット編みほど頻繁には使用されていない。なぜならば、比較的時間がかかり、圧縮における複合材料の機械的特性が劣るからである。ブレード編みとフィラメントワインディングとの間に、多数の類似性が存在する。最大繊維含有量が少なくなるが、ブレード編みが、より複雑なパーツを得るため、およびより良好な耐衝撃性をもたらすために、使用することが可能である。これら2つの技法は、ときには、物体を製作するために相補的なやり方で使用することができる。
【背景技術】
【0003】
ブレード編みによる布地は、スレッド(糸)、粗糸、リボン、または糸の束)を交錯させることによって得られる繊維構造体である。繊維のお互いに対する配置は、得ようとする物体の形状および特性によって定められる。マットとも称される製作可能な最も単純なブレードは、わずかに3本のスレッドで構成され、それぞれのスレッドが周期的にブレードの片側から中央へと通過し、次いで反対側から中央へと通過するように、2つの外スレッドの一方が交差によって中央に交互に配置される。より多数のスレッドで構成されるブレードは、同じ交錯の原理を使用し、しかしながらより一般的に、より長い距離にわたって同じ方向を辿るスレッドによって製作される。
【0004】
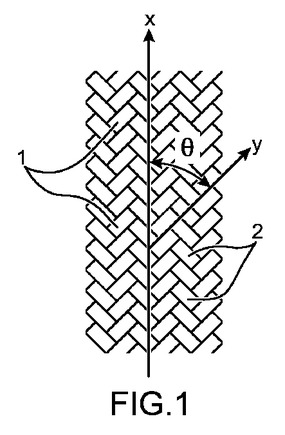
「2D」ブレードは、二軸および三軸のブレードからなる。二軸のブレードは、±θの角度で互いに交差する2群のスレッドからなり、ここでθは、ブレード編み角と定義される。図1が、互いに交差する第1群のスレッド1および第2群のスレッド2からなる二軸のブレードを図式的に示している。ブレード編みの軸xと傾きの軸yとの間のブレード編み角θは、約5°〜85°の間でさまざまであってよいが、これらの値は現実の製造の限界である。
【0005】
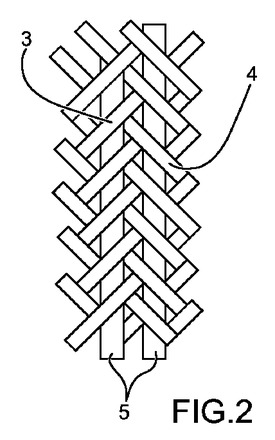
三軸のブレードは、ブレード編みの方向(θ=0°)に沿って一列に並んださらなる一群のスレッドの存在で構成される。図2が、第1群のスレッド3と、第2群のスレッド4と、ブレード編みの方向に沿って並んだ第3群のスレッド5とからなる三軸のブレードの図を示している。交錯のパターンは、2つの数によって定義され、すなわちスレッドが、対向するグループに属する何本のスレッドの上方を通過し、次いで何本のスレッドの下方を通過するかによって定義される。使用される主要なパターンは、(1、1)(ダイアモンドブレード編み)、(2、2)(通常のブレード編み)、および(3、3)(ヘラクレスブレード編み)である。ブレード編みの厚さは一定であり、スレッド2本分の厚さに等しい(二軸)。パーツがフォーム(後に取り除かれても、取り除かれなくてもよい)を覆うときに完全に覆われるべき場合に、直径の比は、20°〜70°の間でさまざまであってよい角度に対応する1〜3の間になければならない。しかしながら、機械的強度が、異なる直径を有する領域において同じではなく、やはり1〜3という係数によって変化することに留意されたい。管状のブレードは、ブレード編みを、得るべきパーツがそこから形成されるライナ(または、エンベロープ)上で直接ブレード編みを行うことによって得られ、またはマンドレル上でブレード編みを行うことによって得られる。厚い構造体は、いくつかのブレードの層を互いに重ね合わせる(パターンは異なってよい)ことによって製作される。
【0006】
「3D」ブレードは、層から層への周期的な接続を有する「2D」ブレードのいくつかの層の同時のブレード編みによって得られる「2D」ブレードの拡張である。この種の生地は、「噛み合いブレード」としても知られる。これは、より大きな厚さ、層間の接続(層間の剥離に対するより良好な耐性などのより良好な機械的特性につながる)、ならびにより複雑かつより正確な形態をもたらすことができる。
【0007】
ブレード編みは、当初はロープ、レース、および管の補強を製作するために使用されたきわめて古い伝統的な織物の技法である(Thomas Wadfordによって製作された製織機、1748年)。
【0008】
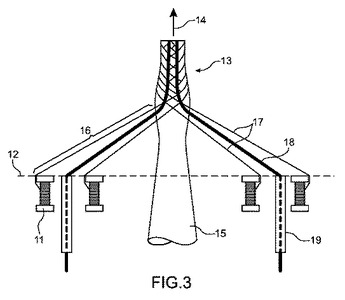
図3が、Y.Ed.Leeら著の「Handbook of Composite Reinforcements」に記載されているような円形ブレード編み装置の原理の図を示している。
【0009】
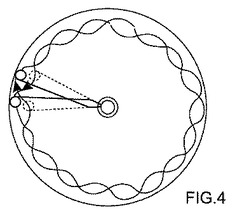
縦型または横型であってよい2Dブレード編み装置が、テーブル上に画定された案内経路内をブレード編み面12に従って移動する一式のスピンドル11(スレッドボビン支持具)で構成されている。管を製作するための単純な円形ブレード編み装置においては、図4に示されるとおり、スピンドルが円形のテーブルの外周を巡る波状の経路を辿るが、半分のスピンドルは円を一方向に巡り、残りの半分のスピンドルは反対方向に巡り、2つの経路が交錯する。ブレード編みテーブルに垂直な直線変位システム14が、ブレード13を恐らくはマンドレル15上に保持するようにスピンドルの運動に対して同期される。この件についての情報を、Techniques de l’Ingenieurにおける論文N 2511(2006年4月10日)および上述の「Handbook of Composite Reinforcements」に見つけることができる。参照番号16が、ブレード編みされるスレッド17の集合ゾーンを示している。参照番号18が、軸方向のスレッドを表わしており、参照番号19が、軸方向のスレッドのガイドを表わしている。
【0010】
マンドレルの変位の速度に対するスピンドルの変位の速度の比が、ブレード編み角を定める。交差の数に対するボビンの数の比が、形成されるブレード編みのパターンの種類を定める。固定のボビンを追加することで、三軸のブレードをもたらすことができる。スピンドルが、完全な回転を行う代わりに、或る程度の距離の後で引き返す場合、平坦なブレードが得られる。スピンドルは、一様なパターンおよび必要とされるコンパクトさを有するブレードを得るために、スレッドを引き張り、あるいは補償する(スピンドルからブレード上の集中ゾーンまでの距離が一定でない)ための一様な引き張りのシステムを備えている。上述のように、層の厚さ(二軸のブレード)は、スレッドの厚さの2倍に等しい。一般に、厚い筒状パーツを、必要な長さがブレード編みされたときにマンドレルの変位を停止させることによって得ることができ、スレッドを切断することができ、第2の通過を行うことができ、必要とされる厚さが得られるまで作業を繰り返すことができる。
【0011】
2種類の3Dブレード編み装置が存在する。第1の3Dブレード編み装置は、直角と呼ばれ、「直角(Cartesian)」ブレードを得るための2つの方向に沿った交互の移動を有する。第2の種類は、円形であり、「極」ブレードをもたらす半径方向および円周方向の交互の移動を有する。異なる形状の断面を有する切断面を、初期状態における装置上へのスピンドルの所定の配置によって得ることができる。中空な切断面が、極ブレード編みによって得られ、中実な切断面が、直角ブレード編みによって得られる。この件についてのさらなる情報を、上述のTechniques de l’Ingenieurにおける論文N 2511およびG.Lubinらの「Handbook of Composites」、Springer、1998年、において見つけることができる。
【0012】
構造複合材料は、ブレードなどの繊維補強と、繊維間の材料である基質(材料への結合をもたらす)とで構成される。それらは、基質の種類の相違:
−有機基質:熱可塑性または熱硬化性、
−金属基質、
−無機基質またはセラミック基質(ガラス、炭素、炭化ケイ素、など)
によって特徴付けられる。
【0013】
一端または両端において閉じたブレード編みによる管状の構造体は存在しない。2Dおよび3Dブレード編み(図3を参照)の固有の原理に起因し、作業の開始および終わりが、形成点(ブレード編みの開始)において一体に保持され、またはボビン(ブレード編みの終了)において終わる平行な(束の)スレッドで開始および終了するため、ブレードを閉じることが不可能であるからである。ブレード編みが、ブレード編み角に応じた2つの値の間の直径において開始および終了する。いかなる技術文献にも、いかなる特許にも、本体がブレード編みされた構造体を製作するやり方であって、すべてのスレッドに対して、最小直径よりも小さい直径を有する形態、または構造体を閉じるための形態を連続的に得ることができるやり方は、記載されていない。この件についてのさらなる情報を、M.Munroら著による論文「A Comparison of Helical Filament Winding and 2D Braiding of Fiber Reinforced Polymeric Components」、Material and Manufacturing Processes、vol.10、No.1、37〜46頁、1995年において見つけることができる。とくには圧力容器の用途に必要とされるブレードにもとづく構造体を閉じる既存の解決策は、端部に金属製のインサートを含む。
【0014】
米国特許第7204903号明細書が、革新的な解決策をきわめて簡単に開示している。ブレード編みが、中央が円柱形であり、端部が半球形(ドーム形)であるライナ上で行われる。少なくとも一方のドームは、端部(極)にインサートを有している。ブレード編みが、円柱形の部分および半球形の部分において、インサートまでは通常のとおりに行われる。革新性は、この瞬間において、ブレード編みを停止させ、ボビンを反対方向に出発させる代わりに回転させ(約180°)、すなわち半分のボビンを一方向に回転させ、残りの半分を反対方向に回転させ、ボビンを初期の位置とは反対に位置させることによって、第2の層が形成される点にある。次いで、ブレード編みが、先の方向とは逆の方向に沿って再開(次の層)される。従来からのブレード編みと比べて挙げられる利点は、或るブレード編み層から次のブレード編み層への切り換え時に、スレッドが十分に可撓性を有する場合、スレッドを切断する必要がなく、またはスレッドを曲げて折り返す必要がない点である。使用される製造方法の結果は、180°の回転の際に、半球形の部分の2つの層のうちの1層が、互いの間の接続が存在しないスレッドの配置(フィラメントワインディングと等価)、およびインサートにおける厚い厚さ(スレッドがインサートに接して互いに重なる)に相当することである。発明の説明および実施例のどちらにおいても、ブレード編みそのもの、あるいは円柱またはインサートの直径について、いかなる数値または情報も提示されていないことに留意されたい(唯一の数値は、2つのブレードの間の回転角である)。この特許における情報は、一端を閉じるという課題を解決しておらず、単にインサートを一体化させているだけである。さらに、この発明は、小さな直径の問題についての解決策を提示していない。
【0015】
米国特許出願公開第2008/0264551号明細書が、低圧ガスまたは高圧ガスの貯蔵のために、ドライスレッド(樹脂での含浸が行われていない)にもとづく複合材料製の容器(円筒および半球形の底部)の製造を開示している。この発明は、内側のライナが樹脂の注入時に金型として機能するとともに、重合の際に加熱または冷却システムとしても機能するということにある。ブレード編みは、ドームの面における二軸または三軸のブレード編みの組み合わせによって行われ、二軸のブレードの反転および変形ならびに接着などの手段によるスレッドの端部のシールによって行われる。著者によれば、この方法は、厚さおよび輪郭の良好な制御をもたらす。このシステムは、従来からのブレードを使用し、端部が接着されるがゆえにドームにおけるスレッドの連続性も、スレッドにもとづく閉鎖ももたらしていない。
【0016】
文献国際公開第89/05724(A)号パンフレットが、高圧ガスの貯蔵のために低価格で複合材料から作られる瓶の製造を開示している。瓶の端部が、中央のロッドを介して互いに接続された2つの末端部を備えており、2つの末端部の一方が、ガスの追加または取り出しに使用されている。瓶の本体は、樹脂基質を有する同軸のブレードで構成されている。端部は、金属またはプラスチックで製作され、先端が切断されていても、あるいは半球形であってもよい。この文献は、ブレード編みの技法を記載しておらず、使用されているブレードは、明らかに標準的である。さらに、この特許は、端部がインサートで構成されているため、閉じたブレードの製作方法を記載していない。
【0017】
欧州特許出願第0487374(A)号明細書が、フィラメントワインディングおよび/またはブレードによって配置されたスレッドで構成された高圧ガス貯蔵容器を提示している。容器は円筒形であり、底部を有している。長手方向の補強として使用され、したがって恐らくは円筒形の部分に使用される点を除き、使用されるブレードについていかなる情報も提示されていない。連続的なスレッドによる閉鎖についても、説明は存在していない。
【0018】
米国特許第3765557号明細書が、標準的なスレッドがブレード編みによるスレッドで置き換えられるフィラメントワインディングによって製作される高圧容器の製作の手段を提示している。したがって、この特許はブレード編みの技法には当てはまらず、きわめて異なる構造を提示している。閉じた端部を得ることができるようになることについても従来型であり、フィラメントワインディングによる過度の厚さを伴う。
【0019】
米国特許第5070914号明細書が、新規な織物構造およびその製造手段を開示している。この技法は、製織にもとづいており、スレッドが半径方向に出発し、周方向に織られたスレッドがらせんを辿る。これらの構造は、添付の特許請求の範囲に記載される本発明とは異なり、いかなる円筒形または軸対称も有さない螺旋の線を辿るスレッドの経路にもとづいている。
【発明の概要】
【発明が解決しようとする課題】
【0020】
ブレード編みで得ることができる構造は、中実な構造(ケーブル、ストランド)、平坦なブレード、ならびにさまざまな断面を有し、同じパーツにおいて変化していてもよい管状の構造、例えば、航空機用の空気導管)である。管状のブレードについて、ブレードの端部を閉じることを不可能にし、または断面を大きく減少させることを不可能にする技術的な制約が存在する。本発明の目的は、この制約を克服し、繊維構造体の連続性を可能にし、パーツの閉じた部分または底部と、本体または管状部分との間に、同じ補強スレッドを保持することにある。本発明の目的は、第1には、少なくとも一端が閉じている新たな種類の管状の繊維構造体(または、中空体)、およびその製造プロセスまたは方法である。
【課題を解決するための手段】
【0021】
したがって、本発明の目的は、一端が閉じている管状の繊維構造体を製作するための方法であって、
a)糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)からボビンのペアを作成する工程であって、スレッドの第1の部分を該スレッドの第1の端部から第1のボビンペアへと巻き付け、スレッドの第2の部分を該スレッドの第2の端部から第2のボビンペアへと巻き付けることによって各ペアを作成する工程と、
b)ボビンのペアを織機のスピンドルに設置し、必要とされる一次構造に応じて配置する工程と、
c)工程b)の織機上で、繊維構造体の底部に相当する一次構造を形成する工程と、
d)次の工程で交差させる際に、前記スレッドを支持、配置、および保持するために、繊維構造体の管状部分に適合する支持体を、織機上に設置する工程と、
e)前記スレッドおよび工程d)の織機を使用し、支持体上に繊維構造体の管状部分を形成する工程と、
f)必要に応じて、上述の工程を何度も繰り返す工程と
を含む方法である。
【0022】
一実施形態によれば、得られる一次構造が放射状であるように工程a)においてボビンのペアを配置する。
【0023】
他の実施形態によれば、得られる一次構造が二軸であるように工程a)においてボビンのペアを配置する。
【0024】
別の実施形態によれば、得られる一次構造が三軸であるように工程a)においてボビンのペアを織機のスピンドルおよびクリールに配置する。
【0025】
工程d)のボビン上のスレッドを、二軸の管状の構造体を得るように支持、配置、および保持することができる。スレッドを三軸の管状の構造体を得るように支持、配置、および保持してもよい。
【0026】
工程d)の織機が工程b)の織機であってよい。
【0027】
スレッドの製織、ブレード編み、バッティング、および配置のなかから選択する技法を使用して、一次構造を製作することができる。一次構造は、多層、多次元、または多方向の生地であってよく、次いで多層となる管状部分を形成するために、該一次構造からのスレッドを使用する。
【0028】
繊維構造体の管状部分を、スレッドの製織、ブレード編み、バッティング、および配置のなかから選択する技法を使用して支持体上に形成することができる。繊維構造体の管状部分も、多層、多次元、または多方向の生地の方法を使用して支持体上に形成することができる。
【0029】
工程d)の織機は、製織機、ブレード編み装置、バッティング装置、またはスレッド配置装置であってもよい。
【0030】
この方法は、繊維構造体の第2の底部を形成するために、繊維構造体の管状部分が支持体の一端において延長される追加の工程g)を含むことができる。追加の工程g)を、スレッドのブレード編み、製織、バッティング、または配置によって第2の閉じた底部が得られるまで続けることができる。
【0031】
工程c)において、少なくとも1つのインサートまたは少なくとも1つの末端部を一次構造へと取り入れることによって、一次構造を形成することができる。
【0032】
工程e)において、少なくとも1つのインサートまたは少なくとも1つの末端部を管状部分へと取り入れることによって、繊維構造体の管状部分を形成することができる。
【0033】
本発明の別の目的は、少なくとも一端または底部の閉じた管状部分を有する管状の繊維構造体であって、
−管状部分が、それぞれの糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)を底部から連続的に出力する構造で構成され、
−底部から出力されるそれぞれのスレッドを、そのそれぞれの端部によって管状部分に連続的に配置し、
−底部と管状部分の残りの部分との間のつなぎ目において、すべてのスレッドが連続的であるとともに、底部の構造と管状部分の残りの部分の構造との間に連続的な幾何学的推移が存在し、
−管状部分のスレッドが、好ましくはブレード編みまたは製織の方法を使用して交差している繊維構造体である。
【0034】
底部を、バッティングの重ね合わせ、二方向の布地、三方向の布地、多層または多方向の布地によって得られる構造で構成することができる。
【0035】
バッティングの重ね合わせ、三次元の布地、多層または多方向の布地によって、前記管状部分を形成することができる。
【0036】
少なくとも1つのインサートまたは末端部を、少なくとも1つの底部へと取り入れることができる。
【0037】
少なくとも1つのインサートまたは末端部を、少なくとも管状部分へと取り入れることができる。
【0038】
スレッドを、有機、金属、無機、またはセラミックの繊維で構成することができる。
【0039】
本発明の別の目的は、上述の繊維構造体が、有機、金属、または無機の基質に埋め込まれて構成されている複合材料である。
【図面の簡単な説明】
【0040】
あくまでも本発明を限定するものではない実施例として提示される以下の説明を、添付の図面と併せて検討することによって、本発明がよりよく理解され、他の利点および特別な特徴が明らかになるであろう。
【図1】すでに述べたように、互いに交差する第1のスレッド群および第2のスレッド群で構成された二軸ブレードの図である。
【図2】すでに述べたように、互いに交差する第1のスレッド群、第2のスレッド群、および第3のスレッド群で構成された三軸ブレードの図である。
【図3】すでに述べたように、円形ブレード編み装置の原理の概略図を示している。
【図4】すでに述べたように、ブレード編み装置の円形テーブルの外周を巡ってスピンドルが辿る波状の経路を示している。
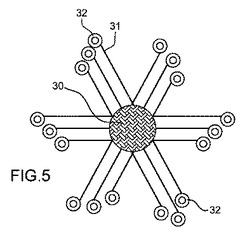
【図5】本発明による一次構造を示しており、この構造を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
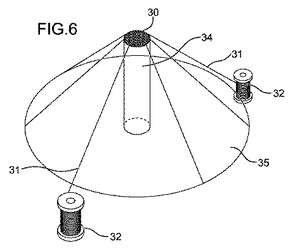
【図6】本発明に従って閉じた繊維構造体を製造するための原理の概略図であり、繊維構造体から引き出されるそれぞれのスレッドが、2つのボビン上に巻き付けられている。
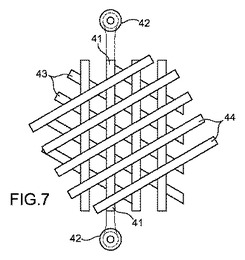
【図7】本発明による一次構造における第1組のスレッド群を示しており、一次構造の一部を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
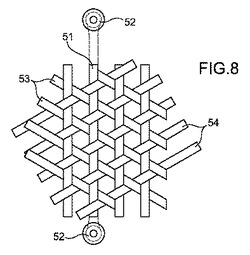
【図8】本発明による一次構造における第2組のスレッド群を示しており、一次構造の一部を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
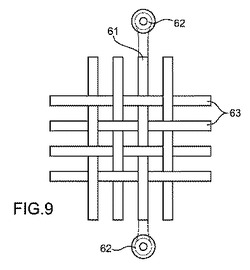
【図9】本発明による一次構造における第3組のスレッド群を示しており、一次構造の一部を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
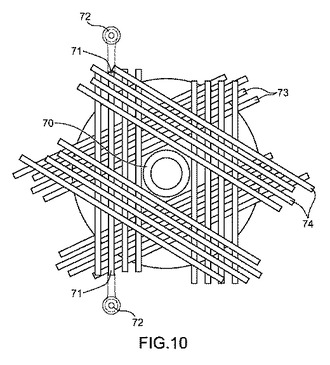
【図10】本発明による一次構造における第4組のスレッド群を示しており、一次構造の一部を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
【発明を実施するための形態】
【0041】
一端が閉じている管状の繊維構造体を製造するための本発明の原理は、以下の作業を実施することからなる。
−スレッド(糸、粗糸、リボン、または糸の束)からボビンのペアを作成および接続する工程、
−ボビンを織機のスピンドルに配置し、必要とされる形状に並べる工程、
−繊維構造の底部(または、クロージャ)を形成する「一次構造」と呼ばれる繊維構造体を製作する工程、
−製作すべきパーツに適合し、スレッドを交差点において動かぬように支持、配置、および保持するサポート(ライナまたはマンドレル)を一体化する工程、
−前記スレッドおよび織機を使用して、サポートを覆う布地構造を製作する工程、
−これらの工程を、構造の集合体が必要とされるサイズに達するまで繰り返す工程。
【0042】
図5が、一次構造30を示しており、端部がこの構造の一部を形成しているそれぞれのスレッド31の2つのボビン32に巻き付けられている。一次構造30は、得ようとする管状の構造体の底部を形成する。
【0043】
管状の構造体の底部を形成する一次構造30が、管状のブレーディング34がブレーディングトレイ35に取り付けられているマンドレルの一端に配置される。ブレーディングが、マンドレル34を覆うように続けられる。これが、底部を形成している一次構造から引き出されるスレッドから得るべき管状の構造体をブレード編みするための原理の概略図である図6に示されている。
【0044】
一次構造の設計は、製作されるパーツのスレッドの数(または、ボビンペアの数)が、管状の構造体に必要な数(製作すべきパーツの特性から決定できる)に一致することを必要とする。上述のM.Munroらによる論文が、この主題についてのさらなる情報を提供している。
【0045】
2つの実施形態、すなわち直接モードおよび間接モードが考えられる。
【0046】
直接モードにおいて、第1の工程は、ボビンのペアを(各ペアについて)1本のスレッドで形成することである。このようにして形成されたボビンが、一次構造を製作するために、スレッドを交差させ、または単純なバッティングの場合にはスレッドを交差させずに、ブレード編み装置のスピンドル上に配置される。この後者の場合が、図7に示されており、平行な第1群のスレッド41(それぞれのスレッドの端部がボビン42に巻き付けられている)と、平行な第2群のスレッド43と、平行な第3群のスレッド44とが、互いに交差することなく重ね合わせて配置されている。次いで、マンドレルが装置に配置され、マンドレルの端部の1つが、このようにして得られた管状の構造体の底部で覆われる。次いで、ブレード編みを、従来どおりに続けることができる。
【0047】
間接モードにおいては、第1の工程が、それぞれのスレッドがそれぞれの端部でボビンへと巻き付けられている、一次構造を製作することである。得られた一次構造、マンドレル、およびスピンドル上のボビンが、ブレード編み装置に設置される。次いで、ブレード編みを、従来どおりに行うことができる。
【0048】
底部を形成する一次構造を、覆うべきフォームまたはライナ上に直接形成することも、とくにはフォームがほぼ平坦ではなく、強く湾曲(例えば、半球形)している場合に可能である。
【0049】
一次構造を、種々の技法を使用して製作することができる。例えば、以下の3つの技法を挙げることができる。
【0050】
第1の技法によれば、スレッドが、単に3つの異なる方向に沿って置かれるだけである(図7を参照)。この技法は、きわめて良好な順応性をもたらし、実施も容易である。
【0051】
第2の技法によれば、スレッドが三軸の交錯に置かれる。図8が、この構成を示している。平行な第1群のスレッド51が、第1の方向に沿って配置され、それぞれのスレッドの端部がボビン52に巻き付けられ、平行な第2群のスレッド53が、第2の方向に沿って配置され、平行な第3群のスレッド54が、第3の方向に沿って配置されていることを、見て取ることができる。この技法は、構造的な均質性を維持する。
【0052】
第3の技法は、図9に示されているような古典的な製織からなる。この図は、第1の方向に沿って配置された平行な第1群のスレッド61と(それぞれのスレッドの端部がボビン62に巻き付けられている)、第1の方向に垂直な第2の方向に沿って配置された平行な第2群のスレッド63とを示している。
【0053】
これらの解決策は、厚さおよび繊維含有量が、一次構造または底部に連続する管状のブレードの厚さおよび繊維含有量と同様であるという利点を有する。
【0054】
いくつかの層(恐らくは、異なる構造を有する)を、すべて同時に積み重ねて一次構造を形成することができる。管状の部分について行われるブレード編みは、2D(二軸または三軸)あるいは3Dであってよい。
【0055】
厚くて閉じた構造体を、2D方式のブレードについて従来から行われているように、すでに述べた技法を使用して層を次々に加えて層の積み重ね(底部および円筒形の部分)を形成することによって製作することができる。
【0056】
完全に閉じた一次構造を製作する代わりに、不完全な閉鎖を形成することができ、または閉鎖を断面の大きな減少によって形成することができる。不完全な閉鎖は、末端部またはインサートを含むことができる。これが、図10に示されており、図10は、インサート70を有するライナ上の一次構造を示しており、同じスレッド71に由来する2つのボビン72だけが図示されている。一次構造が、異なる方向に配置された3つのスレッド群、すなわち平行な第1群のスレッド71、平行な第2群のスレッド73、および平行な第3群のスレッド74を備えている。
【0057】
他端の完全または不完全な閉鎖を、円筒形の部分のブレード編みを必要な長さが形成されたときに停止させ、ブレード編みされるべき部分の位置を(ブレード編みの方向に沿った)180°の回転によって反転させ、ボビンを3つの対称軸に対して動かすことによって、形成することができる。
【0058】
本発明の原理の全体を、繊維の配置、繊維のバッティング、または繊維の製織など、連続したスレッドを使用する他の技法にも適用することができる。上述と同じやり方で、以下の工程:
−第1の構造を製作するために第1の技法を使用して、ボビンへと接続されたスレッドであって、それぞれのスレッドがそれぞれの端部でボビンへと接続されているスレッドを取り入れる工程、
−第2の技法および先ほどのボビンを使用して、連続する構造を製作する工程
を使用することができる。
【0059】
これを、異なる種類の構造を組み合わせてなるパーツを連続的に製作するために使用することができる。
【0060】
ブレード編みまたはすでに述べた方法のいずれかによって得られた構造を、上述のとおり種々の従来からの手段によって緻密にすることができる。
【0061】
1つの例示的な実施形態は、高温用の複合材料の管の用途のための一端が閉じたSiC/SiC試験片の製造である。
【0062】
第1の工程は、底部またはクロージャの一次構造を製作(第1の層)することである。これを、チラノ(Tyranno) SA3 1600というフィラメント繊維(直径7μm)を12個のボビンからほどき、12個の別のボビンに再び巻き付け、2つのボビン間のスレッドの長さが約1mである12組のボビンを有することによって行うことができる。三軸の構造が、(0°、+120°、−120°の向きで)バランスした様相で分布させた12組のボビンによって作成される。
【0063】
次の工程(第2の工程)は、ブレード(第1の層)の残りの部分を製作することである。底部およびボビンが、ブレード編み装置へともたらされる。ボビンがスピンドル上に設置され、もう1つのボビンに接続されているそれぞれのボビンは、三軸構造の初期の配置に関して配置され(図8を参照)、端部が、半球形の底部を有する外径7.0mm、高さ12cmのグラファイト製マンドレルの底部に設置される。ブレード編みが、ライナの全長にわたって45°の二軸ブレード編みによって行われ、その後にスレッドが切断される。
【0064】
次の工程(第3の工程)は、残りの3つの層を製作することである。第2の一次構造が、第1の工程を繰り返して製作され、次いで第2の工程において述べたとおりに製作されたブレード上に配置される。ブレード編みが、第2の工程において述べたやり方と同じやり方で行われる。次いで、残りの2つの層が、同じやり方で形成される。
【0065】
第4の工程の目的は、ブレードを炭化ケイ素によって緻密にすることにある。ブレードが、比較的に従来型のやり方で緻密にされる。パーツが、CVI(化学蒸気浸透)炉に配置され、炭素が界面相として約0.2μmの厚さに付着され(付着条件:T=1000℃、P=5kPa、前駆体:プロパン、滞留時間=3秒、プロパン挿入時間=5分30秒)、次いでSiCが付着させられる(T=950℃、P=2kPa、前駆体:水素中の25%のメチルトリクロロシラン、滞留時間=1秒、浸透時間=60時間)。次いで、グラファイト製マンドレルが取り除かれる。得られた複合SiC/SiCの密度は、2.5である。
【技術分野】
【0001】
繊維による布地および構造体は、種々の繊維形成技法によって得られる。主たる技法は、ニット編み、製織、ブレード編み、繊維の配置、バッティング、およびフィラメントワインディングである。使用される技法、製造パラメータ、および繊維の種類は、製造すべき中間製品または最終製品に必要な特性(幾何学的特性、機械的特性、電気的特性、表面の外観、成形性または堅固さ、注入性)に依存する。使用される繊維の性質は、天然繊維、有機繊維、無機またはセラミックの繊維(ガラス、炭素、炭化ケイ素、玄武岩)など、きわめてさまざまである。繊維構造体は、通常は複合材料(シェル、パネルおよび構造体、容器、など)の補強として使用されるが、いくつかの直接的な用途(フィルタまたは加熱用の布、より合わせによるケーブル、絶縁編物、など)も有する。
【0002】
繊維構造体を製造するためのいくつかの技法が存在する。ブレード編みは、構造体のスレッド(一般名)の経路の幾何学的設計がきわめて柔軟であり、得られる構造体が良好な寸法安定性および良好な機械的特性(剛性、ねじりにおける挙動、損傷への耐性)を有し、複雑な形状を高い繊維含有量にて直接製作できる(マンドレル上でのブレード編み)という利点を有する。しかしながら、この技法は、製織またはニット編みほど頻繁には使用されていない。なぜならば、比較的時間がかかり、圧縮における複合材料の機械的特性が劣るからである。ブレード編みとフィラメントワインディングとの間に、多数の類似性が存在する。最大繊維含有量が少なくなるが、ブレード編みが、より複雑なパーツを得るため、およびより良好な耐衝撃性をもたらすために、使用することが可能である。これら2つの技法は、ときには、物体を製作するために相補的なやり方で使用することができる。
【背景技術】
【0003】
ブレード編みによる布地は、スレッド(糸)、粗糸、リボン、または糸の束)を交錯させることによって得られる繊維構造体である。繊維のお互いに対する配置は、得ようとする物体の形状および特性によって定められる。マットとも称される製作可能な最も単純なブレードは、わずかに3本のスレッドで構成され、それぞれのスレッドが周期的にブレードの片側から中央へと通過し、次いで反対側から中央へと通過するように、2つの外スレッドの一方が交差によって中央に交互に配置される。より多数のスレッドで構成されるブレードは、同じ交錯の原理を使用し、しかしながらより一般的に、より長い距離にわたって同じ方向を辿るスレッドによって製作される。
【0004】
「2D」ブレードは、二軸および三軸のブレードからなる。二軸のブレードは、±θの角度で互いに交差する2群のスレッドからなり、ここでθは、ブレード編み角と定義される。図1が、互いに交差する第1群のスレッド1および第2群のスレッド2からなる二軸のブレードを図式的に示している。ブレード編みの軸xと傾きの軸yとの間のブレード編み角θは、約5°〜85°の間でさまざまであってよいが、これらの値は現実の製造の限界である。
【0005】
三軸のブレードは、ブレード編みの方向(θ=0°)に沿って一列に並んださらなる一群のスレッドの存在で構成される。図2が、第1群のスレッド3と、第2群のスレッド4と、ブレード編みの方向に沿って並んだ第3群のスレッド5とからなる三軸のブレードの図を示している。交錯のパターンは、2つの数によって定義され、すなわちスレッドが、対向するグループに属する何本のスレッドの上方を通過し、次いで何本のスレッドの下方を通過するかによって定義される。使用される主要なパターンは、(1、1)(ダイアモンドブレード編み)、(2、2)(通常のブレード編み)、および(3、3)(ヘラクレスブレード編み)である。ブレード編みの厚さは一定であり、スレッド2本分の厚さに等しい(二軸)。パーツがフォーム(後に取り除かれても、取り除かれなくてもよい)を覆うときに完全に覆われるべき場合に、直径の比は、20°〜70°の間でさまざまであってよい角度に対応する1〜3の間になければならない。しかしながら、機械的強度が、異なる直径を有する領域において同じではなく、やはり1〜3という係数によって変化することに留意されたい。管状のブレードは、ブレード編みを、得るべきパーツがそこから形成されるライナ(または、エンベロープ)上で直接ブレード編みを行うことによって得られ、またはマンドレル上でブレード編みを行うことによって得られる。厚い構造体は、いくつかのブレードの層を互いに重ね合わせる(パターンは異なってよい)ことによって製作される。
【0006】
「3D」ブレードは、層から層への周期的な接続を有する「2D」ブレードのいくつかの層の同時のブレード編みによって得られる「2D」ブレードの拡張である。この種の生地は、「噛み合いブレード」としても知られる。これは、より大きな厚さ、層間の接続(層間の剥離に対するより良好な耐性などのより良好な機械的特性につながる)、ならびにより複雑かつより正確な形態をもたらすことができる。
【0007】
ブレード編みは、当初はロープ、レース、および管の補強を製作するために使用されたきわめて古い伝統的な織物の技法である(Thomas Wadfordによって製作された製織機、1748年)。
【0008】
図3が、Y.Ed.Leeら著の「Handbook of Composite Reinforcements」に記載されているような円形ブレード編み装置の原理の図を示している。
【0009】
縦型または横型であってよい2Dブレード編み装置が、テーブル上に画定された案内経路内をブレード編み面12に従って移動する一式のスピンドル11(スレッドボビン支持具)で構成されている。管を製作するための単純な円形ブレード編み装置においては、図4に示されるとおり、スピンドルが円形のテーブルの外周を巡る波状の経路を辿るが、半分のスピンドルは円を一方向に巡り、残りの半分のスピンドルは反対方向に巡り、2つの経路が交錯する。ブレード編みテーブルに垂直な直線変位システム14が、ブレード13を恐らくはマンドレル15上に保持するようにスピンドルの運動に対して同期される。この件についての情報を、Techniques de l’Ingenieurにおける論文N 2511(2006年4月10日)および上述の「Handbook of Composite Reinforcements」に見つけることができる。参照番号16が、ブレード編みされるスレッド17の集合ゾーンを示している。参照番号18が、軸方向のスレッドを表わしており、参照番号19が、軸方向のスレッドのガイドを表わしている。
【0010】
マンドレルの変位の速度に対するスピンドルの変位の速度の比が、ブレード編み角を定める。交差の数に対するボビンの数の比が、形成されるブレード編みのパターンの種類を定める。固定のボビンを追加することで、三軸のブレードをもたらすことができる。スピンドルが、完全な回転を行う代わりに、或る程度の距離の後で引き返す場合、平坦なブレードが得られる。スピンドルは、一様なパターンおよび必要とされるコンパクトさを有するブレードを得るために、スレッドを引き張り、あるいは補償する(スピンドルからブレード上の集中ゾーンまでの距離が一定でない)ための一様な引き張りのシステムを備えている。上述のように、層の厚さ(二軸のブレード)は、スレッドの厚さの2倍に等しい。一般に、厚い筒状パーツを、必要な長さがブレード編みされたときにマンドレルの変位を停止させることによって得ることができ、スレッドを切断することができ、第2の通過を行うことができ、必要とされる厚さが得られるまで作業を繰り返すことができる。
【0011】
2種類の3Dブレード編み装置が存在する。第1の3Dブレード編み装置は、直角と呼ばれ、「直角(Cartesian)」ブレードを得るための2つの方向に沿った交互の移動を有する。第2の種類は、円形であり、「極」ブレードをもたらす半径方向および円周方向の交互の移動を有する。異なる形状の断面を有する切断面を、初期状態における装置上へのスピンドルの所定の配置によって得ることができる。中空な切断面が、極ブレード編みによって得られ、中実な切断面が、直角ブレード編みによって得られる。この件についてのさらなる情報を、上述のTechniques de l’Ingenieurにおける論文N 2511およびG.Lubinらの「Handbook of Composites」、Springer、1998年、において見つけることができる。
【0012】
構造複合材料は、ブレードなどの繊維補強と、繊維間の材料である基質(材料への結合をもたらす)とで構成される。それらは、基質の種類の相違:
−有機基質:熱可塑性または熱硬化性、
−金属基質、
−無機基質またはセラミック基質(ガラス、炭素、炭化ケイ素、など)
によって特徴付けられる。
【0013】
一端または両端において閉じたブレード編みによる管状の構造体は存在しない。2Dおよび3Dブレード編み(図3を参照)の固有の原理に起因し、作業の開始および終わりが、形成点(ブレード編みの開始)において一体に保持され、またはボビン(ブレード編みの終了)において終わる平行な(束の)スレッドで開始および終了するため、ブレードを閉じることが不可能であるからである。ブレード編みが、ブレード編み角に応じた2つの値の間の直径において開始および終了する。いかなる技術文献にも、いかなる特許にも、本体がブレード編みされた構造体を製作するやり方であって、すべてのスレッドに対して、最小直径よりも小さい直径を有する形態、または構造体を閉じるための形態を連続的に得ることができるやり方は、記載されていない。この件についてのさらなる情報を、M.Munroら著による論文「A Comparison of Helical Filament Winding and 2D Braiding of Fiber Reinforced Polymeric Components」、Material and Manufacturing Processes、vol.10、No.1、37〜46頁、1995年において見つけることができる。とくには圧力容器の用途に必要とされるブレードにもとづく構造体を閉じる既存の解決策は、端部に金属製のインサートを含む。
【0014】
米国特許第7204903号明細書が、革新的な解決策をきわめて簡単に開示している。ブレード編みが、中央が円柱形であり、端部が半球形(ドーム形)であるライナ上で行われる。少なくとも一方のドームは、端部(極)にインサートを有している。ブレード編みが、円柱形の部分および半球形の部分において、インサートまでは通常のとおりに行われる。革新性は、この瞬間において、ブレード編みを停止させ、ボビンを反対方向に出発させる代わりに回転させ(約180°)、すなわち半分のボビンを一方向に回転させ、残りの半分を反対方向に回転させ、ボビンを初期の位置とは反対に位置させることによって、第2の層が形成される点にある。次いで、ブレード編みが、先の方向とは逆の方向に沿って再開(次の層)される。従来からのブレード編みと比べて挙げられる利点は、或るブレード編み層から次のブレード編み層への切り換え時に、スレッドが十分に可撓性を有する場合、スレッドを切断する必要がなく、またはスレッドを曲げて折り返す必要がない点である。使用される製造方法の結果は、180°の回転の際に、半球形の部分の2つの層のうちの1層が、互いの間の接続が存在しないスレッドの配置(フィラメントワインディングと等価)、およびインサートにおける厚い厚さ(スレッドがインサートに接して互いに重なる)に相当することである。発明の説明および実施例のどちらにおいても、ブレード編みそのもの、あるいは円柱またはインサートの直径について、いかなる数値または情報も提示されていないことに留意されたい(唯一の数値は、2つのブレードの間の回転角である)。この特許における情報は、一端を閉じるという課題を解決しておらず、単にインサートを一体化させているだけである。さらに、この発明は、小さな直径の問題についての解決策を提示していない。
【0015】
米国特許出願公開第2008/0264551号明細書が、低圧ガスまたは高圧ガスの貯蔵のために、ドライスレッド(樹脂での含浸が行われていない)にもとづく複合材料製の容器(円筒および半球形の底部)の製造を開示している。この発明は、内側のライナが樹脂の注入時に金型として機能するとともに、重合の際に加熱または冷却システムとしても機能するということにある。ブレード編みは、ドームの面における二軸または三軸のブレード編みの組み合わせによって行われ、二軸のブレードの反転および変形ならびに接着などの手段によるスレッドの端部のシールによって行われる。著者によれば、この方法は、厚さおよび輪郭の良好な制御をもたらす。このシステムは、従来からのブレードを使用し、端部が接着されるがゆえにドームにおけるスレッドの連続性も、スレッドにもとづく閉鎖ももたらしていない。
【0016】
文献国際公開第89/05724(A)号パンフレットが、高圧ガスの貯蔵のために低価格で複合材料から作られる瓶の製造を開示している。瓶の端部が、中央のロッドを介して互いに接続された2つの末端部を備えており、2つの末端部の一方が、ガスの追加または取り出しに使用されている。瓶の本体は、樹脂基質を有する同軸のブレードで構成されている。端部は、金属またはプラスチックで製作され、先端が切断されていても、あるいは半球形であってもよい。この文献は、ブレード編みの技法を記載しておらず、使用されているブレードは、明らかに標準的である。さらに、この特許は、端部がインサートで構成されているため、閉じたブレードの製作方法を記載していない。
【0017】
欧州特許出願第0487374(A)号明細書が、フィラメントワインディングおよび/またはブレードによって配置されたスレッドで構成された高圧ガス貯蔵容器を提示している。容器は円筒形であり、底部を有している。長手方向の補強として使用され、したがって恐らくは円筒形の部分に使用される点を除き、使用されるブレードについていかなる情報も提示されていない。連続的なスレッドによる閉鎖についても、説明は存在していない。
【0018】
米国特許第3765557号明細書が、標準的なスレッドがブレード編みによるスレッドで置き換えられるフィラメントワインディングによって製作される高圧容器の製作の手段を提示している。したがって、この特許はブレード編みの技法には当てはまらず、きわめて異なる構造を提示している。閉じた端部を得ることができるようになることについても従来型であり、フィラメントワインディングによる過度の厚さを伴う。
【0019】
米国特許第5070914号明細書が、新規な織物構造およびその製造手段を開示している。この技法は、製織にもとづいており、スレッドが半径方向に出発し、周方向に織られたスレッドがらせんを辿る。これらの構造は、添付の特許請求の範囲に記載される本発明とは異なり、いかなる円筒形または軸対称も有さない螺旋の線を辿るスレッドの経路にもとづいている。
【発明の概要】
【発明が解決しようとする課題】
【0020】
ブレード編みで得ることができる構造は、中実な構造(ケーブル、ストランド)、平坦なブレード、ならびにさまざまな断面を有し、同じパーツにおいて変化していてもよい管状の構造、例えば、航空機用の空気導管)である。管状のブレードについて、ブレードの端部を閉じることを不可能にし、または断面を大きく減少させることを不可能にする技術的な制約が存在する。本発明の目的は、この制約を克服し、繊維構造体の連続性を可能にし、パーツの閉じた部分または底部と、本体または管状部分との間に、同じ補強スレッドを保持することにある。本発明の目的は、第1には、少なくとも一端が閉じている新たな種類の管状の繊維構造体(または、中空体)、およびその製造プロセスまたは方法である。
【課題を解決するための手段】
【0021】
したがって、本発明の目的は、一端が閉じている管状の繊維構造体を製作するための方法であって、
a)糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)からボビンのペアを作成する工程であって、スレッドの第1の部分を該スレッドの第1の端部から第1のボビンペアへと巻き付け、スレッドの第2の部分を該スレッドの第2の端部から第2のボビンペアへと巻き付けることによって各ペアを作成する工程と、
b)ボビンのペアを織機のスピンドルに設置し、必要とされる一次構造に応じて配置する工程と、
c)工程b)の織機上で、繊維構造体の底部に相当する一次構造を形成する工程と、
d)次の工程で交差させる際に、前記スレッドを支持、配置、および保持するために、繊維構造体の管状部分に適合する支持体を、織機上に設置する工程と、
e)前記スレッドおよび工程d)の織機を使用し、支持体上に繊維構造体の管状部分を形成する工程と、
f)必要に応じて、上述の工程を何度も繰り返す工程と
を含む方法である。
【0022】
一実施形態によれば、得られる一次構造が放射状であるように工程a)においてボビンのペアを配置する。
【0023】
他の実施形態によれば、得られる一次構造が二軸であるように工程a)においてボビンのペアを配置する。
【0024】
別の実施形態によれば、得られる一次構造が三軸であるように工程a)においてボビンのペアを織機のスピンドルおよびクリールに配置する。
【0025】
工程d)のボビン上のスレッドを、二軸の管状の構造体を得るように支持、配置、および保持することができる。スレッドを三軸の管状の構造体を得るように支持、配置、および保持してもよい。
【0026】
工程d)の織機が工程b)の織機であってよい。
【0027】
スレッドの製織、ブレード編み、バッティング、および配置のなかから選択する技法を使用して、一次構造を製作することができる。一次構造は、多層、多次元、または多方向の生地であってよく、次いで多層となる管状部分を形成するために、該一次構造からのスレッドを使用する。
【0028】
繊維構造体の管状部分を、スレッドの製織、ブレード編み、バッティング、および配置のなかから選択する技法を使用して支持体上に形成することができる。繊維構造体の管状部分も、多層、多次元、または多方向の生地の方法を使用して支持体上に形成することができる。
【0029】
工程d)の織機は、製織機、ブレード編み装置、バッティング装置、またはスレッド配置装置であってもよい。
【0030】
この方法は、繊維構造体の第2の底部を形成するために、繊維構造体の管状部分が支持体の一端において延長される追加の工程g)を含むことができる。追加の工程g)を、スレッドのブレード編み、製織、バッティング、または配置によって第2の閉じた底部が得られるまで続けることができる。
【0031】
工程c)において、少なくとも1つのインサートまたは少なくとも1つの末端部を一次構造へと取り入れることによって、一次構造を形成することができる。
【0032】
工程e)において、少なくとも1つのインサートまたは少なくとも1つの末端部を管状部分へと取り入れることによって、繊維構造体の管状部分を形成することができる。
【0033】
本発明の別の目的は、少なくとも一端または底部の閉じた管状部分を有する管状の繊維構造体であって、
−管状部分が、それぞれの糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)を底部から連続的に出力する構造で構成され、
−底部から出力されるそれぞれのスレッドを、そのそれぞれの端部によって管状部分に連続的に配置し、
−底部と管状部分の残りの部分との間のつなぎ目において、すべてのスレッドが連続的であるとともに、底部の構造と管状部分の残りの部分の構造との間に連続的な幾何学的推移が存在し、
−管状部分のスレッドが、好ましくはブレード編みまたは製織の方法を使用して交差している繊維構造体である。
【0034】
底部を、バッティングの重ね合わせ、二方向の布地、三方向の布地、多層または多方向の布地によって得られる構造で構成することができる。
【0035】
バッティングの重ね合わせ、三次元の布地、多層または多方向の布地によって、前記管状部分を形成することができる。
【0036】
少なくとも1つのインサートまたは末端部を、少なくとも1つの底部へと取り入れることができる。
【0037】
少なくとも1つのインサートまたは末端部を、少なくとも管状部分へと取り入れることができる。
【0038】
スレッドを、有機、金属、無機、またはセラミックの繊維で構成することができる。
【0039】
本発明の別の目的は、上述の繊維構造体が、有機、金属、または無機の基質に埋め込まれて構成されている複合材料である。
【図面の簡単な説明】
【0040】
あくまでも本発明を限定するものではない実施例として提示される以下の説明を、添付の図面と併せて検討することによって、本発明がよりよく理解され、他の利点および特別な特徴が明らかになるであろう。
【図1】すでに述べたように、互いに交差する第1のスレッド群および第2のスレッド群で構成された二軸ブレードの図である。
【図2】すでに述べたように、互いに交差する第1のスレッド群、第2のスレッド群、および第3のスレッド群で構成された三軸ブレードの図である。
【図3】すでに述べたように、円形ブレード編み装置の原理の概略図を示している。
【図4】すでに述べたように、ブレード編み装置の円形テーブルの外周を巡ってスピンドルが辿る波状の経路を示している。
【図5】本発明による一次構造を示しており、この構造を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
【図6】本発明に従って閉じた繊維構造体を製造するための原理の概略図であり、繊維構造体から引き出されるそれぞれのスレッドが、2つのボビン上に巻き付けられている。
【図7】本発明による一次構造における第1組のスレッド群を示しており、一次構造の一部を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
【図8】本発明による一次構造における第2組のスレッド群を示しており、一次構造の一部を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
【図9】本発明による一次構造における第3組のスレッド群を示しており、一次構造の一部を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
【図10】本発明による一次構造における第4組のスレッド群を示しており、一次構造の一部を形成するそれぞれのスレッドが、2つのボビンに巻き付けられている。
【発明を実施するための形態】
【0041】
一端が閉じている管状の繊維構造体を製造するための本発明の原理は、以下の作業を実施することからなる。
−スレッド(糸、粗糸、リボン、または糸の束)からボビンのペアを作成および接続する工程、
−ボビンを織機のスピンドルに配置し、必要とされる形状に並べる工程、
−繊維構造の底部(または、クロージャ)を形成する「一次構造」と呼ばれる繊維構造体を製作する工程、
−製作すべきパーツに適合し、スレッドを交差点において動かぬように支持、配置、および保持するサポート(ライナまたはマンドレル)を一体化する工程、
−前記スレッドおよび織機を使用して、サポートを覆う布地構造を製作する工程、
−これらの工程を、構造の集合体が必要とされるサイズに達するまで繰り返す工程。
【0042】
図5が、一次構造30を示しており、端部がこの構造の一部を形成しているそれぞれのスレッド31の2つのボビン32に巻き付けられている。一次構造30は、得ようとする管状の構造体の底部を形成する。
【0043】
管状の構造体の底部を形成する一次構造30が、管状のブレーディング34がブレーディングトレイ35に取り付けられているマンドレルの一端に配置される。ブレーディングが、マンドレル34を覆うように続けられる。これが、底部を形成している一次構造から引き出されるスレッドから得るべき管状の構造体をブレード編みするための原理の概略図である図6に示されている。
【0044】
一次構造の設計は、製作されるパーツのスレッドの数(または、ボビンペアの数)が、管状の構造体に必要な数(製作すべきパーツの特性から決定できる)に一致することを必要とする。上述のM.Munroらによる論文が、この主題についてのさらなる情報を提供している。
【0045】
2つの実施形態、すなわち直接モードおよび間接モードが考えられる。
【0046】
直接モードにおいて、第1の工程は、ボビンのペアを(各ペアについて)1本のスレッドで形成することである。このようにして形成されたボビンが、一次構造を製作するために、スレッドを交差させ、または単純なバッティングの場合にはスレッドを交差させずに、ブレード編み装置のスピンドル上に配置される。この後者の場合が、図7に示されており、平行な第1群のスレッド41(それぞれのスレッドの端部がボビン42に巻き付けられている)と、平行な第2群のスレッド43と、平行な第3群のスレッド44とが、互いに交差することなく重ね合わせて配置されている。次いで、マンドレルが装置に配置され、マンドレルの端部の1つが、このようにして得られた管状の構造体の底部で覆われる。次いで、ブレード編みを、従来どおりに続けることができる。
【0047】
間接モードにおいては、第1の工程が、それぞれのスレッドがそれぞれの端部でボビンへと巻き付けられている、一次構造を製作することである。得られた一次構造、マンドレル、およびスピンドル上のボビンが、ブレード編み装置に設置される。次いで、ブレード編みを、従来どおりに行うことができる。
【0048】
底部を形成する一次構造を、覆うべきフォームまたはライナ上に直接形成することも、とくにはフォームがほぼ平坦ではなく、強く湾曲(例えば、半球形)している場合に可能である。
【0049】
一次構造を、種々の技法を使用して製作することができる。例えば、以下の3つの技法を挙げることができる。
【0050】
第1の技法によれば、スレッドが、単に3つの異なる方向に沿って置かれるだけである(図7を参照)。この技法は、きわめて良好な順応性をもたらし、実施も容易である。
【0051】
第2の技法によれば、スレッドが三軸の交錯に置かれる。図8が、この構成を示している。平行な第1群のスレッド51が、第1の方向に沿って配置され、それぞれのスレッドの端部がボビン52に巻き付けられ、平行な第2群のスレッド53が、第2の方向に沿って配置され、平行な第3群のスレッド54が、第3の方向に沿って配置されていることを、見て取ることができる。この技法は、構造的な均質性を維持する。
【0052】
第3の技法は、図9に示されているような古典的な製織からなる。この図は、第1の方向に沿って配置された平行な第1群のスレッド61と(それぞれのスレッドの端部がボビン62に巻き付けられている)、第1の方向に垂直な第2の方向に沿って配置された平行な第2群のスレッド63とを示している。
【0053】
これらの解決策は、厚さおよび繊維含有量が、一次構造または底部に連続する管状のブレードの厚さおよび繊維含有量と同様であるという利点を有する。
【0054】
いくつかの層(恐らくは、異なる構造を有する)を、すべて同時に積み重ねて一次構造を形成することができる。管状の部分について行われるブレード編みは、2D(二軸または三軸)あるいは3Dであってよい。
【0055】
厚くて閉じた構造体を、2D方式のブレードについて従来から行われているように、すでに述べた技法を使用して層を次々に加えて層の積み重ね(底部および円筒形の部分)を形成することによって製作することができる。
【0056】
完全に閉じた一次構造を製作する代わりに、不完全な閉鎖を形成することができ、または閉鎖を断面の大きな減少によって形成することができる。不完全な閉鎖は、末端部またはインサートを含むことができる。これが、図10に示されており、図10は、インサート70を有するライナ上の一次構造を示しており、同じスレッド71に由来する2つのボビン72だけが図示されている。一次構造が、異なる方向に配置された3つのスレッド群、すなわち平行な第1群のスレッド71、平行な第2群のスレッド73、および平行な第3群のスレッド74を備えている。
【0057】
他端の完全または不完全な閉鎖を、円筒形の部分のブレード編みを必要な長さが形成されたときに停止させ、ブレード編みされるべき部分の位置を(ブレード編みの方向に沿った)180°の回転によって反転させ、ボビンを3つの対称軸に対して動かすことによって、形成することができる。
【0058】
本発明の原理の全体を、繊維の配置、繊維のバッティング、または繊維の製織など、連続したスレッドを使用する他の技法にも適用することができる。上述と同じやり方で、以下の工程:
−第1の構造を製作するために第1の技法を使用して、ボビンへと接続されたスレッドであって、それぞれのスレッドがそれぞれの端部でボビンへと接続されているスレッドを取り入れる工程、
−第2の技法および先ほどのボビンを使用して、連続する構造を製作する工程
を使用することができる。
【0059】
これを、異なる種類の構造を組み合わせてなるパーツを連続的に製作するために使用することができる。
【0060】
ブレード編みまたはすでに述べた方法のいずれかによって得られた構造を、上述のとおり種々の従来からの手段によって緻密にすることができる。
【0061】
1つの例示的な実施形態は、高温用の複合材料の管の用途のための一端が閉じたSiC/SiC試験片の製造である。
【0062】
第1の工程は、底部またはクロージャの一次構造を製作(第1の層)することである。これを、チラノ(Tyranno) SA3 1600というフィラメント繊維(直径7μm)を12個のボビンからほどき、12個の別のボビンに再び巻き付け、2つのボビン間のスレッドの長さが約1mである12組のボビンを有することによって行うことができる。三軸の構造が、(0°、+120°、−120°の向きで)バランスした様相で分布させた12組のボビンによって作成される。
【0063】
次の工程(第2の工程)は、ブレード(第1の層)の残りの部分を製作することである。底部およびボビンが、ブレード編み装置へともたらされる。ボビンがスピンドル上に設置され、もう1つのボビンに接続されているそれぞれのボビンは、三軸構造の初期の配置に関して配置され(図8を参照)、端部が、半球形の底部を有する外径7.0mm、高さ12cmのグラファイト製マンドレルの底部に設置される。ブレード編みが、ライナの全長にわたって45°の二軸ブレード編みによって行われ、その後にスレッドが切断される。
【0064】
次の工程(第3の工程)は、残りの3つの層を製作することである。第2の一次構造が、第1の工程を繰り返して製作され、次いで第2の工程において述べたとおりに製作されたブレード上に配置される。ブレード編みが、第2の工程において述べたやり方と同じやり方で行われる。次いで、残りの2つの層が、同じやり方で形成される。
【0065】
第4の工程の目的は、ブレードを炭化ケイ素によって緻密にすることにある。ブレードが、比較的に従来型のやり方で緻密にされる。パーツが、CVI(化学蒸気浸透)炉に配置され、炭素が界面相として約0.2μmの厚さに付着され(付着条件:T=1000℃、P=5kPa、前駆体:プロパン、滞留時間=3秒、プロパン挿入時間=5分30秒)、次いでSiCが付着させられる(T=950℃、P=2kPa、前駆体:水素中の25%のメチルトリクロロシラン、滞留時間=1秒、浸透時間=60時間)。次いで、グラファイト製マンドレルが取り除かれる。得られた複合SiC/SiCの密度は、2.5である。
【特許請求の範囲】
【請求項1】
一端が閉じている管状の繊維構造体を製作するための方法であって、
a)糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)からボビン(32)のペアを作成する工程であって、スレッドの第1の部分を該スレッドの第1の端部から第1のボビンペアへと巻き付け、該スレッドの第2の部分を該スレッドの第2の端部から第2のボビンペアへと巻き付けることによって各ペアを作成する工程と、
b)ボビン(32)のペアを織機のスピンドルに設置し、必要とされる一次構造に応じて配置する工程と、
c)工程b)の織機上で、前記繊維構造体の底部に相当するこの一次構造(30)を形成する工程と、
d)次の工程で交差させる際に、前記スレッドを支持、配置、および保持するために、前記繊維構造体の管状部分に適合する支持体(34)を、織機上に設置する工程と、
e)前記スレッドおよび工程d)の織機を使用し、前記支持体上に前記繊維構造体の管状部分を形成する工程と、
f)必要に応じて、上述の工程を何度も繰り返す工程と
を含む方法。
【請求項2】
得られる一次構造が放射状であるように、工程a)においてボビンの前記ペアを配置する請求項1に記載の方法。
【請求項3】
得られる一次構造が二軸であるように、工程a)においてボビンの前記ペアを配置する請求項1に記載の方法。
【請求項4】
得られる一次構造が三軸であるように、工程a)において織機のスピンドルおよびクリールに、ボビンの前記ペアを配置する請求項1に記載の方法。
【請求項5】
二軸の管状の構造体を得るように、工程d)のボビン上の前記スレッドを、支持、配置、および保持する請求項1に記載の方法。
【請求項6】
三軸の管状の構造体を得るように、工程d)のボビン上の前記スレッドを、支持、配置、および保持する請求項1に記載の方法。
【請求項7】
工程d)の織機が工程b)の織機である請求項1〜6のいずれか1項に記載の方法。
【請求項8】
スレッドの製織、ブレード編み、バッティング、および配置のなかから選択する技法を使用して、前記一次構造を製作する請求項1〜6のいずれか1項に記載の方法。
【請求項9】
前記一次構造が、多層、多次元、または多方向の生地であり、次いで多層となる管状部分を形成するために、前記一次構造から引き出されるスレッドを使用する請求項1〜6および請求項8のいずれか1項に記載の方法。
【請求項10】
スレッドの製織、ブレード編み、バッティング、および配置のなかから選択する技法を使用して、前記繊維構造体の管状部分を前記支持体上に形成する請求項1〜9のいずれか1項に記載の方法。
【請求項11】
多層、多次元、または多方向の生地の方法を使用して、前記繊維構造体の管状部分を前記支持体上で形成する請求項1〜9のいずれか1項に記載の方法。
【請求項12】
工程d)の織機が、製織機、ブレード編み装置、バッティング装置、またはスレッド配置装置のなかから選択される請求項1〜9のいずれか1項に記載の方法。
【請求項13】
前記繊維構造体の第2の底部を形成するために、前記繊維構造体の管状部分を前記支持体の一端において延長する追加の工程g)を含む請求項1〜12のいずれか1項に記載の方法。
【請求項14】
スレッドのブレード編み、製織、バッティング、または配置によって第2の閉じた底部が得られるまで追加の工程g)を続ける請求項13に記載の方法。
【請求項15】
工程c)において、少なくとも1つのインサートまたは少なくとも1つの末端部を前記一次構造へと取り入れることによって前記一次構造を形成する請求項1に記載の方法。
【請求項16】
工程e)において、少なくとも1つのインサートまたは少なくとも1つの末端部を前記管状部分へと取り入れることによって前記繊維構造体の管状部分を形成する請求項1〜15のいずれか1項に記載の方法。
【請求項17】
少なくとも一端または底部に位置する閉じた管状部分を有する管状の繊維構造体であって、
−前記管状部分が、それぞれの糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)を前記底部から連続的に出力する構造で構成されており、
−前記底部から出力されるそれぞれのスレッドが、それぞれの端部によって前記管状部分に連続的に位置しており、
−前記底部と前記管状部分の残りの部分との間のつなぎ目において、すべてのスレッドが連続的であるとともに、前記底部の構造と前記管状部分の残りの部分の構造との間に連続的な幾何学的推移が存在しており、
−前記管状部分のスレッドが、好ましくはブレード編みまたは製織の方法を使用して交差している
構造体。
【請求項18】
前記底部が、バッティングの重ね合わせ、二方向の布地、三方向の布地、多層または多方向の布地によって得られる構造で構成されている請求項17に記載の構造体。
【請求項19】
前記管状部分が、バッティングの重ね合わせ、三次元の布地、多層または多方向の布地によって形成されている請求項17に記載の構造体。
【請求項20】
少なくとも1つのインサートまたは末端部が、少なくとも1つの底部に取り入れられている請求項17〜19のいずれか1項に記載の構造体。
【請求項21】
少なくとも1つのインサートまたは末端部が、前記管状部分に取り入れられている請求項17〜20のいずれか1項に記載の構造体。
【請求項22】
前記スレッドが、有機、金属、無機、またはセラミックの繊維で構成されている請求項17〜21のいずれか1項に記載の構造体。
【請求項23】
請求項17〜22のいずれか1項に記載の繊維構造体が、有機、金属、または無機の基質に埋め込まれて構成されている複合材料。
【請求項1】
一端が閉じている管状の繊維構造体を製作するための方法であって、
a)糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)からボビン(32)のペアを作成する工程であって、スレッドの第1の部分を該スレッドの第1の端部から第1のボビンペアへと巻き付け、該スレッドの第2の部分を該スレッドの第2の端部から第2のボビンペアへと巻き付けることによって各ペアを作成する工程と、
b)ボビン(32)のペアを織機のスピンドルに設置し、必要とされる一次構造に応じて配置する工程と、
c)工程b)の織機上で、前記繊維構造体の底部に相当するこの一次構造(30)を形成する工程と、
d)次の工程で交差させる際に、前記スレッドを支持、配置、および保持するために、前記繊維構造体の管状部分に適合する支持体(34)を、織機上に設置する工程と、
e)前記スレッドおよび工程d)の織機を使用し、前記支持体上に前記繊維構造体の管状部分を形成する工程と、
f)必要に応じて、上述の工程を何度も繰り返す工程と
を含む方法。
【請求項2】
得られる一次構造が放射状であるように、工程a)においてボビンの前記ペアを配置する請求項1に記載の方法。
【請求項3】
得られる一次構造が二軸であるように、工程a)においてボビンの前記ペアを配置する請求項1に記載の方法。
【請求項4】
得られる一次構造が三軸であるように、工程a)において織機のスピンドルおよびクリールに、ボビンの前記ペアを配置する請求項1に記載の方法。
【請求項5】
二軸の管状の構造体を得るように、工程d)のボビン上の前記スレッドを、支持、配置、および保持する請求項1に記載の方法。
【請求項6】
三軸の管状の構造体を得るように、工程d)のボビン上の前記スレッドを、支持、配置、および保持する請求項1に記載の方法。
【請求項7】
工程d)の織機が工程b)の織機である請求項1〜6のいずれか1項に記載の方法。
【請求項8】
スレッドの製織、ブレード編み、バッティング、および配置のなかから選択する技法を使用して、前記一次構造を製作する請求項1〜6のいずれか1項に記載の方法。
【請求項9】
前記一次構造が、多層、多次元、または多方向の生地であり、次いで多層となる管状部分を形成するために、前記一次構造から引き出されるスレッドを使用する請求項1〜6および請求項8のいずれか1項に記載の方法。
【請求項10】
スレッドの製織、ブレード編み、バッティング、および配置のなかから選択する技法を使用して、前記繊維構造体の管状部分を前記支持体上に形成する請求項1〜9のいずれか1項に記載の方法。
【請求項11】
多層、多次元、または多方向の生地の方法を使用して、前記繊維構造体の管状部分を前記支持体上で形成する請求項1〜9のいずれか1項に記載の方法。
【請求項12】
工程d)の織機が、製織機、ブレード編み装置、バッティング装置、またはスレッド配置装置のなかから選択される請求項1〜9のいずれか1項に記載の方法。
【請求項13】
前記繊維構造体の第2の底部を形成するために、前記繊維構造体の管状部分を前記支持体の一端において延長する追加の工程g)を含む請求項1〜12のいずれか1項に記載の方法。
【請求項14】
スレッドのブレード編み、製織、バッティング、または配置によって第2の閉じた底部が得られるまで追加の工程g)を続ける請求項13に記載の方法。
【請求項15】
工程c)において、少なくとも1つのインサートまたは少なくとも1つの末端部を前記一次構造へと取り入れることによって前記一次構造を形成する請求項1に記載の方法。
【請求項16】
工程e)において、少なくとも1つのインサートまたは少なくとも1つの末端部を前記管状部分へと取り入れることによって前記繊維構造体の管状部分を形成する請求項1〜15のいずれか1項に記載の方法。
【請求項17】
少なくとも一端または底部に位置する閉じた管状部分を有する管状の繊維構造体であって、
−前記管状部分が、それぞれの糸、粗糸、リボン、または糸の束(以下では、スレッドという一般名で呼ぶ)を前記底部から連続的に出力する構造で構成されており、
−前記底部から出力されるそれぞれのスレッドが、それぞれの端部によって前記管状部分に連続的に位置しており、
−前記底部と前記管状部分の残りの部分との間のつなぎ目において、すべてのスレッドが連続的であるとともに、前記底部の構造と前記管状部分の残りの部分の構造との間に連続的な幾何学的推移が存在しており、
−前記管状部分のスレッドが、好ましくはブレード編みまたは製織の方法を使用して交差している
構造体。
【請求項18】
前記底部が、バッティングの重ね合わせ、二方向の布地、三方向の布地、多層または多方向の布地によって得られる構造で構成されている請求項17に記載の構造体。
【請求項19】
前記管状部分が、バッティングの重ね合わせ、三次元の布地、多層または多方向の布地によって形成されている請求項17に記載の構造体。
【請求項20】
少なくとも1つのインサートまたは末端部が、少なくとも1つの底部に取り入れられている請求項17〜19のいずれか1項に記載の構造体。
【請求項21】
少なくとも1つのインサートまたは末端部が、前記管状部分に取り入れられている請求項17〜20のいずれか1項に記載の構造体。
【請求項22】
前記スレッドが、有機、金属、無機、またはセラミックの繊維で構成されている請求項17〜21のいずれか1項に記載の構造体。
【請求項23】
請求項17〜22のいずれか1項に記載の繊維構造体が、有機、金属、または無機の基質に埋め込まれて構成されている複合材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2013−511625(P2013−511625A)
【公表日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2012−539325(P2012−539325)
【出願日】平成22年11月18日(2010.11.18)
【国際出願番号】PCT/EP2010/067736
【国際公開番号】WO2011/061249
【国際公開日】平成23年5月26日(2011.5.26)
【出願人】(502124444)コミッサリア ア レネルジー アトミーク エ オ ゼネルジ ザルタナテイヴ (383)
【Fターム(参考)】
【公表日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成22年11月18日(2010.11.18)
【国際出願番号】PCT/EP2010/067736
【国際公開番号】WO2011/061249
【国際公開日】平成23年5月26日(2011.5.26)
【出願人】(502124444)コミッサリア ア レネルジー アトミーク エ オ ゼネルジ ザルタナテイヴ (383)
【Fターム(参考)】
[ Back to top ]