
開封片付き包装体
【課題】筒状フィルムの開封を容易かつきれいに行うことができる開封片付き包装体を提供すること。
【解決手段】開封片付き包装体1は、合成樹脂のフィルムが筒状に形成された筒状フィルム5と、筒状フィルム5に充填された内容物9と、内容物9が充填された筒状フィルム5の集束された両端部を結紮して結紮端部5E、5Fを形成する結紮部材6と、筒状フィルム5に溶着された合成樹脂のフィルムの開封片10とを備える。筒状フィルム5と開封片10との溶着は、筒状フィルム5の長手方向に対して直交する方向に延びる一本溶着線11を含んで行われている。一本溶着線11は、結紮部材6Eの根元から、筒状フィルム5の軸方向に筒状フィルム5の表面に沿って、直径Ldの0.6倍以上1.5倍以下の距離Lcに形成されている。開封片10は、一本溶着線11の長さ以上、直径Ldの長さ未満の長さを有する。
【解決手段】開封片付き包装体1は、合成樹脂のフィルムが筒状に形成された筒状フィルム5と、筒状フィルム5に充填された内容物9と、内容物9が充填された筒状フィルム5の集束された両端部を結紮して結紮端部5E、5Fを形成する結紮部材6と、筒状フィルム5に溶着された合成樹脂のフィルムの開封片10とを備える。筒状フィルム5と開封片10との溶着は、筒状フィルム5の長手方向に対して直交する方向に延びる一本溶着線11を含んで行われている。一本溶着線11は、結紮部材6Eの根元から、筒状フィルム5の軸方向に筒状フィルム5の表面に沿って、直径Ldの0.6倍以上1.5倍以下の距離Lcに形成されている。開封片10は、一本溶着線11の長さ以上、直径Ldの長さ未満の長さを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は開封片付き包装体に関し、特に筒状フィルムの開封を容易かつきれいに行うことができる開封片付き包装体に関する。
【背景技術】
【0002】
ソーセージやプロセスチーズに代表される加工食品が密封された包装体は、一般に、筒状に形成されたフィルム(ケーシング)に内容物が充填され、両端が集束され結紮されて製造されている。このようなロケット包装体のフィルムの開封を容易にするために、小さなフィルムで形成された開封片(開封テープ)の一部を包装フィルムに溶着したものが公知である。このような包装体は、開封片をつまんでめくると溶着部分が起点となって包装フィルムが破壊されるものであり、様々な形態のものがある。
【0003】
例えば、ケーシングの一端部近傍の外表面で、円筒状ケーシングの長手方向のシール部の裏側に、開封テープが、その周縁部を非接合部として残し且つケーシングの周方向に延びる接合部を形成するように接合されており、開封テープは、大きさが長手方向の長さ25〜35mm、幅4〜10mm、厚さ0.06〜0.08mmで、長手方向をケーシングの周方向に配してあり、開封テープの接合部の周方向の両端に形成される非接合部の長さは2〜5mm、接合部の周方向の両側に形成される非接合部の幅は1〜3mmであり、接合部は、周方向の両端が略円状に膨らんだ形状となしてあることにより、開封テープの一端を把持して引き剥がす際に該テープが斜上又は斜下方向に引っ張られても、引裂力の方向が周方向に修正され、開封テープが途中で切れたりケーシングの長手方向に裂けたりすることがなく、開封テープが接合されていた部位に周方向の切れ目(スリット)が容易且つ確実に形成されるものがある(例えば、特許文献1参照。)。
【0004】
また、包装フィルムと開封片とが、開封片の面積よりも小さい面積を占める溶着部により溶着接合されており、溶着部は溶着線からなり、この溶着線には、開封片内にあり且つ開封片端部につまみ代を残して溶着されていない領域を囲む曲線部が含まれていることにより、あるいは主溶着線よりも縁部側にある副溶着線を設けることにより、開封片の縁部にまくれなどが生じても溶着部の一部に応力集中が生じるのを防止するものがある(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平3−61887号公報
【特許文献2】実開平3−87671号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述の特許文献1に記載されているものは、引裂力の方向が周方向に修正されることで引裂力が内容物にも及んでしまい、内容物が損傷する、換言すれば筒状フィルム(ケーシング)の開封が上手くできない場合があった。また、上述の特許文献2に記載されているものは、様々な溶着の態様があくまでも開封片が包装フィルムから離れる方向にカールするのを防ぐ観点からなされたものであり、実際に開封を試みた場合に上手く開封できない場合もあった。
【0007】
本発明は上述の課題に鑑み、筒状フィルムの開封を容易かつきれいに行うことができる開封片付き包装体を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の第1の態様に係る開封片付き包装体は、例えば図1に示すように、合成樹脂のフィルムが筒状に形成された筒状フィルム5と;筒状フィルム5に充填された内容物9と;内容物9が充填された筒状フィルム5の集束された両端部を結紮して結紮端部5E、5Fを形成する結紮部材6と;合成樹脂のフィルムで構成され、筒状フィルム5に溶着された開封片10とを備え;筒状フィルム5と開封片10との溶着が、筒状フィルム5の長手方向に対して直交する方向に直線的に1本が延びる一本溶着線11であって、一方の結紮部材6Eの根元から、筒状フィルム5の軸方向に筒状フィルム5の表面に沿って、筒状フィルム5の軸直角方向断面における直径Ldの0.6倍以上1.5倍以下の距離Lcに形成された一本溶着線11を含んで行われており;開封片10が、一本溶着線11の長さ以上で、筒状フィルム5の軸直角方向断面における直径Ldの長さ未満の長さを有する。
【0009】
このように構成すると、筒状フィルムと開封片との溶着が行われる一本溶着線が、一方の結紮部材の根元から、筒状フィルムの軸方向に筒状フィルムの表面に沿って、筒状フィルムの軸直角方向断面における直径の0.6倍以上の距離に形成されているので筒状フィルムの集束された端部の皺になる部分を避けて溶着することができ、1.5倍以下の距離に形成されているので開封片をめくって筒状フィルムを開封する際の開封片付近の内容物に作用する曲げモーメントを内容物が損傷するモーメント未満に抑制することができて、筒状フィルムの開封を容易かつきれいに行うことができる。
【0010】
また、本発明の第2の態様に係る開封片付き包装体は、例えば図2(b)に示すように、上記本発明の第1の態様に係る開封片付き包装体において、開封片10が多角形状に形成され、前記多角形の少なくとも1つの頂点から2mm以内に開封片10の角部10aを筒状フィルム5に固定する溶着部12が形成されている。
【0011】
このように構成すると、溶着部が形成された開封片の角部が意図せずにめくれることを抑制することができ、ピンホールの発生を抑制することができる。また、溶着部が形成された開封片の角部がつまみにくくなるため、筒状フィルムを開封するため開封片をめくる際につまむ部分を当該溶着部が形成された角部以外の角に誘導することができる。
【0012】
また、本発明の第3の態様に係る開封片付き包装体は、例えば図2(b)に示すように、上記本発明の第2の態様に係る開封片付き包装体において、開封片10の溶着部の少なくとも1つが、一方の結紮端部5Eと一本溶着線11との間の多角形の頂点10aに向かい、筒状フィルム5の軸線5sに対して斜めの線状に形成されている。
【0013】
このように構成すると、開封片を結紮端部の方向にめくった際に、一本溶着線の端部が起点となって破壊された筒状フィルムが、線状に形成された溶着部に沿って切断されることとなり、内容物に損傷を与えずに筒状フィルムの軸線に対して斜め方向に筒状フィルムを開封することができて、筒状フィルムの開封を容易かつきれいに行うことができる。
【0014】
また、本発明の第4の態様に係る開封片付き包装体は、例えば図2を参照して示すと、上記本発明の第2の態様又は第3の態様に係る開封片付き包装体において、一本溶着線11の長さが、筒状フィルム5の軸直角方向断面における直径Ld(例えば図1(c)参照)の0.50倍以上0.75倍以下に形成されている。
【0015】
このように構成すると、開封片をめくって筒状フィルムを開封したときに一本溶着線の端から入った筒状フィルムの切れ目が確実に結紮端部に届くようになると共に、一本溶着線を形成する際に使うエネルギーが過度になることを回避することができる。
【0016】
また、本発明の第5の態様に係る開封片付き包装体は、例えば図2(c)に示すように、上記本発明の第2の態様乃至第4の態様のいずれか1つの態様に係る開封片付き包装体において、開封片10が、一本溶着線11に対して一方の結紮端部5Eの側とは反対側である胴部5B(例えば図1(a)参照)側に、一本溶着線11に対して間隔を空けて平行な胴部側辺10fを有する矩形に形成され;前記溶着部が、一方の結紮端部5Eと一本溶着線11との間に形成された2本の溶着線12であって一本溶着線11側から結紮端部5E側に向かって広がりながら延びる非平行溶着線12を含んで形成され;非平行溶着線12が、結紮端部5E側の2本の溶着線12の両端12fがそれぞれ開封片10の角部10a、10bに達すると共に両端12fの間隔が結紮端部5Eの幅よりも広く、かつ、一本溶着線11側の2本の溶着線12の端部12nの間隔が一本溶着線11の両端11eの間隔以下に形成され;前記溶着部が、さらに、一本溶着線11と胴部側辺10fとの間で、一本溶着線11に対して平行な仮想直線と直交する開封片10の両辺に達する押さえ溶着線13を含んで形成されている。
【0017】
このように構成すると、開封片を結紮端部の方向にめくった際に、一本溶着線の端部が起点となって破壊された筒状フィルムが、非平行溶着線に達したときに非平行溶着線に沿って破壊され、また、一本溶着線が開封片の胴部側辺に対して間隔を空けて平行に形成されているので開封片の胴部側辺のどこでもつまみやすく、非平行溶着線の結紮端部側の両端が開封片の角部に達しているので非平行溶着線の結紮端部側の両端部分における筒状フィルムの破壊が起こりやすくなって、筒状フィルムの開封を容易かつきれいに行うことができる。さらに筒状フィルムと開封片とが押さえ溶着線で溶着されているので、開封片のめくれを抑制することができる。
【0018】
また、本発明の第6の態様に係る開封片付き包装体は、例えば図2(c)に示すように、上記本発明の第5の態様に係る開封片付き包装体において、一本溶着線11と非平行溶着線12とが分離して形成されている。
【0019】
このように構成すると、開封片を結紮端部の方向にめくった際に、一本溶着線の端部が筒状フィルムの破壊の起点にならなかったとしても非平行溶着線の端部を筒状フィルムの破壊の起点とすることができ、開封が成功する確率を高めることができる。
【0020】
また、上記本発明の第1の態様乃至第6の態様のいずれか1つの態様に係る開封片付き包装体においては、内容物9(例えば図1参照)が、魚肉練り肉を主原料とする魚肉練製品原料あるいは魚肉ソーセージ原料であってもよい。魚肉練り肉は、典型的には、当初糊状であり、加熱する前はゾル状であり、加熱によりゲル状となる。
【発明の効果】
【0021】
本発明によれば、筒状フィルムと開封片との溶着が行われる一本溶着線が、一方の結紮部材の根元から、筒状フィルムの軸方向に筒状フィルムの表面に沿って、筒状フィルムの軸直角方向断面における直径の0.6倍以上の距離に形成されているので筒状フィルムの集束された端部の皺になる部分を避けて溶着することができ、1.5倍以下の距離に形成されているので開封片をめくって筒状フィルムを開封する際の開封片付近の内容物に作用する曲げモーメントを内容物が損傷するモーメント未満に抑制することができて、筒状フィルムの開封を容易かつきれいに行うことができる。
【図面の簡単な説明】
【0022】
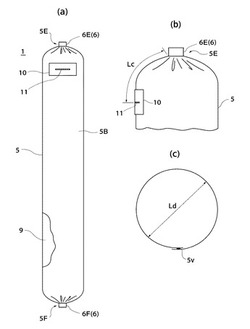
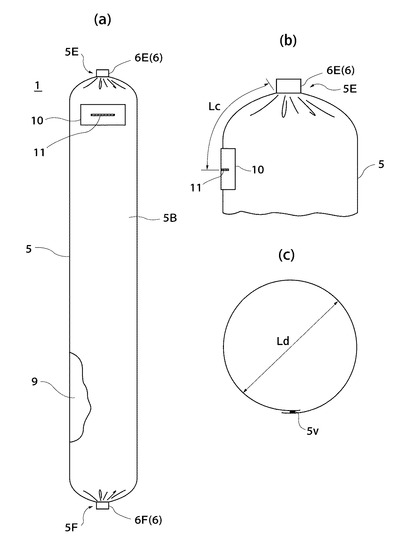
【図1】本発明の実施の形態に係る開封片付き包装体を説明する図である。(a)は全体正面図、(b)は一方の結紮端部側の開封片の周辺を示す部分側面図、(c)は開封片付き包装体の軸直角断面図である。
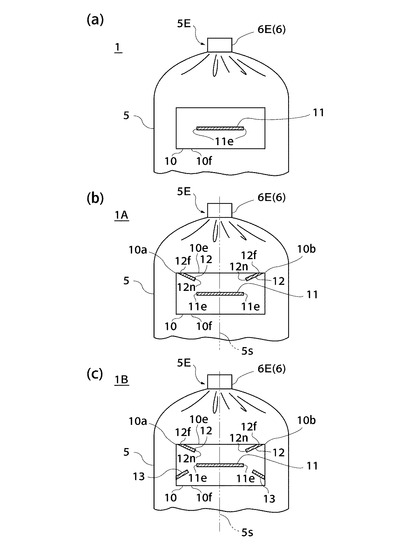
【図2】開封片の溶着状態を示す部分拡大図である。(a)は図1に示す実施の形態の溶着状態を示す図、(b)は第1の変形例の溶着状態を示す図、(c)は第2の変形例の溶着状態を示す図である。
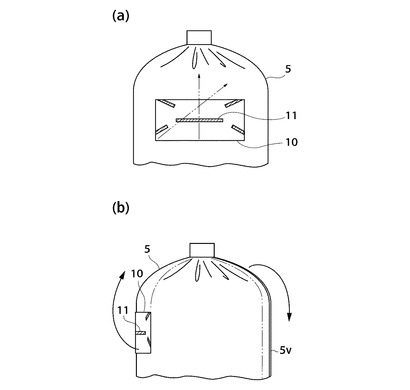
【図3】筒状フィルムの開封状況を説明する開封片付き包装体の図である。(a)は正面図、(b)は側面図である。
【図4】筒状フィルムの開封容易性を検証した結果を示す図である。
【発明を実施するための形態】
【0023】
以下、図面を参照して本発明の実施の形態について説明する。なお、各図において互いに同一又は相当する部材には同一あるいは類似の符号を付し、重複した説明は省略する。
【0024】
まず図1を参照して、本発明の実施の形態に係る開封片付き包装体1を説明する。図1は、開封片付き包装体1を説明する図であり、(a)は全体正面図、(b)は一方の結紮端部5E側の開封片10の周辺を示す部分側面図、(c)は開封片付き包装体1の軸直角断面図である。開封片付き包装体1は、合成樹脂のフィルムが筒状に形成された筒状フィルム5と、筒状フィルム5に充填された内容物9と、内容物9が充填された筒状フィルム5の両端部を結紮する結紮部材6と、筒状フィルム5に溶着された開封片10とを備えている。
【0025】
筒状フィルム5は、帯状の合成樹脂のフィルムが筒状に巻かれ、長手方向に延びる両側辺が重ね合わせられ、重ね合わせられた部分が長手方向に沿って溶着(縦シール5v)されることにより形成されている。筒状フィルム5を形成する帯状の合成樹脂のフィルムは、加熱溶着させるため塩化ビニリデン系樹脂とするのが好ましい。塩化ビニリデン系樹脂としては、塩化ビニリデン−塩化ビニル共重合体、塩化ビニリデン−メチルメタクリレート共重合体、又は塩化ビニリデン−塩化ビニル−酢酸ビニル共重合体を好適に用いることができ、特に好ましくは塩化ビニリデン−塩化ビニル共重合体である。帯状のフィルムの両側辺の重ね方は、フィルムの表裏が異なる面を接触させる封筒貼り及びフィルムの表裏のいずれかの同一面同士を接触させる合掌貼りのいずれでもよいが、本実施の形態では封筒貼りとしている(図1(c)参照)。
【0026】
内容物9は、本実施の形態では、食用としての魚の肉である魚肉練り肉(魚肉練製品及び魚肉ソーセージの原料)が主原料として好適に用いられるが、獣肉の練り肉であってもよい。魚肉練り肉は、典型的には、当初糊状であり、加熱する前はゾル状であり、加熱によりゲル状となる。魚肉練製品と魚肉ソーセージとの違いは、製造方法の違いによる。典型的には蒲鉾や竹輪である魚肉練製品は、魚肉練り肉に食塩を添加して塩ずりした後に、20℃から40℃程度に10分間から20時間程度保つ坐り工程を経て製造される。他方、魚肉ソーセージは、魚肉練り肉の配合仕様として澱粉や油脂などの配合割合が多く、坐り工程を経ずに、加熱工程を経て製造される。このように製造された魚肉練製品と魚肉ソーセージとの性状の違いは、典型的には、その弾力性状であり、魚肉練製品は比較的弾性が大きく、魚肉ソーセージは比較的弾性が小さい。内容物9は、筒状フィルム5に充填される際はゾル状であるため、内容物9を筒状フィルム5に充填する際に内容物9の流路が閉塞されることを回避することができ、内容物9の筒状フィルム5への充填が容易になる。また、内容物9は、保存食品として乾燥・湯煮又は調理を行うことができるものであってもよい。
【0027】
結紮部材6は、合成樹脂のテープを重ねて加熱溶着することにより構成されている。本実施の形態では、内容物9が充填された筒状フィルム5の端部を束ね(集束)、束ねた部分を合成樹脂のテープで両側から挟み、束ねた部分を合成樹脂のテープと共に溶着することにより構成されている。合成樹脂のテープとしては、筒状フィルム5を形成する帯状のフィルムの材質と同様に、塩化ビニリデン系樹脂とするのが好ましく、塩化ビニリデン系樹脂としては、塩化ビニリデン−塩化ビニル共重合体、塩化ビニリデン−メチルメタクリレート共重合体、又は塩化ビニリデン−塩化ビニル−酢酸ビニル共重合体を好適に用いることができ、特に好ましくは塩化ビニリデン−塩化ビニル共重合体である。なお、合成樹脂のテープを用いずに筒状フィルム5を束ねた部分を直に溶着して結紮してもよく、この場合は溶着により溶けた部分が結紮部材6となって溶けた部分の根元が結紮部材6の根元となる。結紮部材6で、内容物9が充填された筒状フィルム5の両端を結紮することにより、筒状フィルム5の両端に結紮端部5E、5Fが形成される。内容物9が充填された筒状フィルム5は、結紮部材6によって、製造される開封片付き包装体1を湯煮しても内容物9が漏れない程度の密封性をもって結紮される。
【0028】
開封片10は、製造された開封片付き包装体1における筒状フィルム5の開封を容易にするために設けられている部材である。開封片10は、本実施の形態では、合成樹脂のフィルムが長方形に形成されて構成されている。なお、開封片10は、長方形に限定されることなく、正方形(長方形と正方形を総称して「矩形」という)やその他の多角形(例えば三角形や六角形)であってもよい。しかしながら、長方形(矩形)とすることが、用途に最も適しており、また、材料の選定の自由度が高くなり好適である。本実施の形態では、長方形に形成された開封片10の長手方向の長さが、筒状フィルム5の軸直角断面における直径Ld未満の長さとなっている。開封片10の材質は、筒状フィルム5を形成する帯状のフィルムの材質と同様に、塩化ビニリデン系樹脂とするのが好ましい。開封片10と帯状のフィルムとは、同じ材質であっても異なる材質であってもよい。
【0029】
開封片10は、筒状フィルム5に対し、長手方向が筒状フィルム5の軸線に直交する向きで筒状フィルム5の軸直角断面において縦シール5vの裏側に配置されて、溶着により取り付けられている。筒状フィルム5と開封片10との溶着は、筒状フィルム5の長手方向に対して直交する方向に直線的に1本が延びる一本溶着線11で行われている。一本溶着線11は、本実施の形態では、開封片10の長手方向と平行に延びている。一本溶着線11の長さは、筒状フィルム5の開封を容易にする観点から、筒状フィルム5の軸直角方向断面における直径Ldの0.50倍以上0.87倍以下に形成されているのが好ましく、さらに一本溶着線11の端部にピンホールが発生するのを抑制する観点から直径Ldの0.75倍以下に形成されているのが好ましいが、筒状フィルム5の材質等に応じて、適宜直径Ldの0.50倍未満又は直径Ldの0.87倍を超える長さとしてもよい。一本溶着線11は、長方形の開封片10の長手方向の長さ以下、換言すれば、開封片10は一本溶着線11の長さ以上になっている。開封片10の長さは、筒状フィルム5の軸直角断面の円の周長の1/3程度の長さに形成されていてもよい。
【0030】
一本溶着線11は、一方の結紮部材6Eの根元から、筒状フィルム5の軸方向に筒状フィルム5の表面に沿って、曲面距離Lcの位置に形成されている。曲面距離Lcは、筒状フィルム5の軸直角方向断面における直径Ldの、0.6倍以上1.5倍以下となっている(0.6Ld≦Lc≦1.5Ld)。本発明者らは、鋭意研究の結果、このような位置に一本溶着線11が形成されていると、内容物9を損傷させることなく、筒状フィルム5の開封を容易かつきれいに行うことができることを見いだし、本発明を完成させるに至った。つまり、このような位置に一本溶着線11が形成されていると、曲面距離Lcが直径Ldの0.6倍以上なので、筒状フィルム5の結紮端部5Eの皺になる部分を避けて一本溶着線11を形成することができる。また、曲面距離Lcが直径Ldの1.5倍以下なので、開封片10をめくって筒状フィルム5を開封する際に、開封片5付近の内容物9に作用する曲げモーメントを、内容物9が損傷するモーメント未満に抑制することができる。また、本実施の形態では、開封片10に対する一本溶着線11の位置として、開封片10の幅方向(長方形の開封片10の長手方向に直交する方向)の中央に形成されている。なお、筒状フィルム5の長さ(一方の結紮部材6Eの根元から他方の結紮部材6Fの根元までの距離)は、典型的には直径Ldの3倍を超え、多くは直径Ldの7倍以上となっている。したがって、一本溶着線11は、一方の結紮端部5Eに寄って形成されている。
【0031】
図2に示すように、筒状フィルム5と開封片10との溶着は、一本溶着線11を含む種々の形態を適用することが可能である。図2は、開封片10の溶着状態を示す部分拡大図であり、(a)は図1に示す開封片付き包装体1の溶着状態を示す図、(b)は第1の変形例の溶着状態を示す図、(c)は第2の変形例の溶着状態を示す図である。第1の変形例に係る開封片付き包装体1A及び第2の変形例に係る開封片付き包装体1Bは、溶着の態様以外の、筒状フィルム5、結紮部材6、開封片10等の部材自体は、図1に示す開封片付き包装体1と同様の構成となっている。
【0032】
図2(b)に示す開封片付き包装体1Aにおける筒状フィルム5と開封片10との溶着は、開封片付き包装体1(図1、図2(a)参照)のものと比べて、非平行溶着線12が形成されている点が異なっている。非平行溶着線12は、一本溶着線11よりも結紮端部5E側に形成されており、一本溶着線11から遠ざかるにつれて2本の溶着線12、12の間隔が広がるように延びて、それぞれの溶着線の結紮端部5E側の端部12fが開封片10の角10a、10bに達している。非平行溶着線12の、一本溶着線11側の端部12nは、開封片10の幅方向が、開封片10の結紮端部5E側の辺である端部側辺10eと一本溶着線11との略中央に、開封片10の長手方向が、一本溶着線11の端部11eと略同じ所に位置している。このように、非平行溶着線12は、一方の結紮端部5Eと一本溶着線11との間に存在する開封片10の多角形の頂点10a、10bに向かい、筒状フィルム5の軸線5sに対して斜めの線状に形成されている。このように構成されていることで、開封片10の多角形の頂点10a、10bがつまみにくくなるため、胴部5B(図1参照)側の開封片10の頂部がつままれるように誘導することができ、ひいては開封片10がめくられる方向を胴部5B(図1参照)側から結紮端部5E側へと誘導することができる。さらに、開封片10を結紮端部5Eの方向にめくった際に、一本溶着線11の端部11eが起点となって筒状フィルム5が破壊され、その後に非平行溶着線12に沿って切断されることとなる。そのため、内容物9に損傷を与えずに筒状フィルム5の軸線5sに対して斜め方向に筒状フィルム5を開封することができ、筒状フィルム5の開封を容易かつきれいに行うことができる。
【0033】
図2(c)に示す開封片付き包装体1Bにおける筒状フィルム5と開封片10との溶着は、開封片付き包装体1A(図2(b)参照)のものと比べて、押さえ溶着線13が形成されている点が異なっている。押さえ溶着線13は、2つの溶着線がそれぞれ端部側辺10eに直交する両辺に達するように、一本溶着線11よりも胴部側辺10f(端部側辺10eに対向する開封片10の辺)側に形成されている。押さえ溶着線13は、非平行溶着線12よりも短く、点に近い線であってもよい。押さえ溶着線13は、本実施の形態では、胴部側辺10fから開封片10の幅の1/3程度の距離に形成されている。このように構成されていることで、レトルト工程や包装工程等においても開封片10のめくれを抑制することができ、開封片10のめくれに伴って一本溶着線11の端部11eが意図せずに剥がれてピンホールが生じることを抑制することができる。
【0034】
また、開封片付き包装体1A及び開封片付き包装体1B共に、一本溶着線11と非平行溶着線12とが分離して形成されているので、開封片10を結紮端部5Eの方向にめくった際に、一本溶着線11の端部11eが筒状フィルム5の破壊の起点にならなかったとしても非平行溶着線12の端部12nを筒状フィルム5の破壊の起点とすることができ、開封が成功する確率を高めることができる。なお、一本溶着線11と非平行溶着線12とが接触して形成されていても、開封片10を結紮端部5Eの方向にめくった際に、一本溶着線11の端部11eを起点として筒状フィルム5の破壊が開始されれば、非平行溶着線12に至ったときに非平行溶着線12に沿って筒状フィルム5の破壊が進むため、筒状フィルム5の開封を容易かつきれいに行うことができる。非平行溶着線12は、開封片10の角(頂点)10a、10bから2mm以内の範囲に少なくとも一部が存在していれば、線状に形成されている代わりに点状に形成されていても、当該角10a、10bがめくれることを抑制することができ、ピンホールの発生を抑制することができる。このときの非平行溶着線12は、軸線5sに対して斜め方向への筒状フィルム5の破壊の誘導という機能に代え、開封片10のめくれ防止の機能を果たす溶着部となる。
【0035】
上述の開封片付き包装体1、1A、1Bは、以下の要領で製造される。筒状フィルム5となる帯状のフィルム及び開封片10が、それぞれ原反として製造装置(不図示)に設置される。そして、帯状のフィルムは引き出され、開封片10は所定の大きさ(開封片付き包装体1、1A、1Bとなったときの大きさ)に切断され、帯状のフィルムと開封片10との溶着が一本溶着線11及び/又は非平行溶着線12及び/又は押さえ溶着線13を形成するように行われる。開封片10が溶着された帯状のフィルムは、両側辺が重なるように筒状に巻かれ、重ね合わせられた部分に縦シールがされ、筒状フィルム5が形成される。その後、筒状フィルム5に内容物9が充填され、所定の間隔(開封片付き包装体1、1A、1Bとなったときの長さ)で内容物9がしごかれて筒状フィルム5内に内容物9の不在部が形成された上で、その不在部が束ねられ、結紮部材6となるテープが巻かれて溶着されることによりシールされる。そして、端部の密封性が保たれるように束ねられた不在部のシールされた部分の中間が切断され、開封片付き包装体1、1A、1Bが得られる。開封片付き包装体1、1A、1Bは、必要に応じてその後に加熱凝固処理が行われる。
【実施例】
【0036】
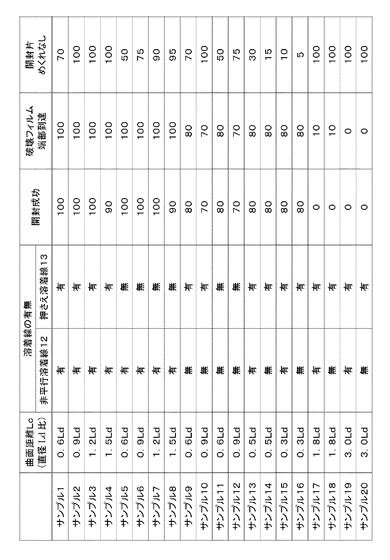
以下、実施例を説明する。以下に示す実施例では、図1及び図2に示す開封片付き包装体を、以下に示す各条件で製造し、筒状フィルム5の開封の容易性についてテストを行った。開封片付き包装体は、筒状フィルム5として塩化ビニリデン−塩化ビニル共重合体を用い、開封片10として塩化ビニリデン−塩化ビニル共重合体を用い、結紮部材6として合成樹脂製テープ部材を用い、内容物9として坐り工程を経ていない魚肉練り肉である魚肉ソーセージ原料を主原料に用いた上で、軸直角断面における直径Ldが23mmの筒状フィルム5について、結紮部材6Eの根元から一本溶着線11までの曲面距離Lc(筒状フィルム5の軸直角断面における直径Ldに対する比であって、以下単に「曲面距離Lc」という。)及び/又は溶着部(以下の実施例の説明では、非平行溶着線12及び押さえ溶着線13の総称として「溶着部12、13」で表す。)の有無を異ならせた開封片付き包装体を上述の実施の形態の要領で製造し、静置式にて118℃で18分間レトルト処理を行って得たものを試料とした。筒状フィルム5の大きさは、上述のように直径Ldが23mmである他は、筒状フィルム5の長さ(両結紮部材6E、6Fの根元間の距離)を170mm、内容物9の充填量を50gとした。また、各サンプル共に、開封片10の長さは20mm、一本溶着線11の長さは11mmとした。各大きさの開封片付き包装体について、曲面距離Lc、開封片付き包装体の大きさ、溶着部12、13の有無が異なる以外は、筒状フィルム5及び開封片10の材質、内容物9並びにレトルトの温度及び時間、溶着線11、12、13を形成する際の溶着強度等の条件は、同じである。
【0037】
開封の容易性についての評価は、各条件につき100本の開封片付き包装体を製造し、図3に示すように開封片10をめくったときに(典型的には図3(a)に二点鎖線の矢印で示した方向にめくる)、開封が成功し、図3(b)に二点鎖線で示すように筒状フィルム5が破壊されて筒状フィルム5の破壊が縦シール5vまで届きつつ内容物9が破損せず、開封片10のめくれが発生しないもの(以下。「成功サンプル」という。)が何本あったかを確認することにより行った。
【0038】
図4に試験結果を示す。図4中、「開封成功」とは、上記の成功サンプルのことであり、図3(b)に示すように、開封片10の胴部5B側を把持して結紮端部5Eの方向に持ち上げたときに筒状フィルム5の破壊が結紮端部5Eまで到達すると共に、これに続いて開封片10を反対側の結紮端部5Fに向かって下げたときに筒状フィルム5の破壊が縦シール5vまで達した本数であり、「破壊フィルム端部到達」とは、開封片10から筒状フィルム5が破壊されて結紮端部5Eまで到達した本数であり、「開封片めくれなし」とは、サンプルが製造されたときに開封片10にめくれが見られなかった本数である。なお、開封成功及び破壊フィルム端部到達の結果には、開封片10のめくれの有無は考慮されていない。図4からも明らかなように、曲面距離Lcが0.6倍以上1.5倍以下のものは、開封成功、破壊フィルム端部到達、開封片めくれなしのすべてにおいてサンプル数の半数を超えた。その中でも特に溶着部12、13が有るものは成功サンプルが100%に近い割合で得られ、より高い確率で開封が容易な開封片付き包装体が得られることが分かった。
【符号の説明】
【0039】
1、1A、1B 開封片付き包装体
5 筒状フィルム
5B 胴部
5E、5F 結紮端部
5s 軸線
5v 縦シール
6 結紮部材
9 内容物
10 開封片
10a、10b 開封片の角部
10f 胴部側辺
11 一本溶着線
11e 一本溶着線の端部
12 非平行溶着線
12f 非平行溶着線の端部(結紮端部側)
12n 非平行溶着線の端部(胴部側)
13 押さえ溶着線
Lc 曲面距離
Ld 直径
【技術分野】
【0001】
本発明は開封片付き包装体に関し、特に筒状フィルムの開封を容易かつきれいに行うことができる開封片付き包装体に関する。
【背景技術】
【0002】
ソーセージやプロセスチーズに代表される加工食品が密封された包装体は、一般に、筒状に形成されたフィルム(ケーシング)に内容物が充填され、両端が集束され結紮されて製造されている。このようなロケット包装体のフィルムの開封を容易にするために、小さなフィルムで形成された開封片(開封テープ)の一部を包装フィルムに溶着したものが公知である。このような包装体は、開封片をつまんでめくると溶着部分が起点となって包装フィルムが破壊されるものであり、様々な形態のものがある。
【0003】
例えば、ケーシングの一端部近傍の外表面で、円筒状ケーシングの長手方向のシール部の裏側に、開封テープが、その周縁部を非接合部として残し且つケーシングの周方向に延びる接合部を形成するように接合されており、開封テープは、大きさが長手方向の長さ25〜35mm、幅4〜10mm、厚さ0.06〜0.08mmで、長手方向をケーシングの周方向に配してあり、開封テープの接合部の周方向の両端に形成される非接合部の長さは2〜5mm、接合部の周方向の両側に形成される非接合部の幅は1〜3mmであり、接合部は、周方向の両端が略円状に膨らんだ形状となしてあることにより、開封テープの一端を把持して引き剥がす際に該テープが斜上又は斜下方向に引っ張られても、引裂力の方向が周方向に修正され、開封テープが途中で切れたりケーシングの長手方向に裂けたりすることがなく、開封テープが接合されていた部位に周方向の切れ目(スリット)が容易且つ確実に形成されるものがある(例えば、特許文献1参照。)。
【0004】
また、包装フィルムと開封片とが、開封片の面積よりも小さい面積を占める溶着部により溶着接合されており、溶着部は溶着線からなり、この溶着線には、開封片内にあり且つ開封片端部につまみ代を残して溶着されていない領域を囲む曲線部が含まれていることにより、あるいは主溶着線よりも縁部側にある副溶着線を設けることにより、開封片の縁部にまくれなどが生じても溶着部の一部に応力集中が生じるのを防止するものがある(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平3−61887号公報
【特許文献2】実開平3−87671号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述の特許文献1に記載されているものは、引裂力の方向が周方向に修正されることで引裂力が内容物にも及んでしまい、内容物が損傷する、換言すれば筒状フィルム(ケーシング)の開封が上手くできない場合があった。また、上述の特許文献2に記載されているものは、様々な溶着の態様があくまでも開封片が包装フィルムから離れる方向にカールするのを防ぐ観点からなされたものであり、実際に開封を試みた場合に上手く開封できない場合もあった。
【0007】
本発明は上述の課題に鑑み、筒状フィルムの開封を容易かつきれいに行うことができる開封片付き包装体を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の第1の態様に係る開封片付き包装体は、例えば図1に示すように、合成樹脂のフィルムが筒状に形成された筒状フィルム5と;筒状フィルム5に充填された内容物9と;内容物9が充填された筒状フィルム5の集束された両端部を結紮して結紮端部5E、5Fを形成する結紮部材6と;合成樹脂のフィルムで構成され、筒状フィルム5に溶着された開封片10とを備え;筒状フィルム5と開封片10との溶着が、筒状フィルム5の長手方向に対して直交する方向に直線的に1本が延びる一本溶着線11であって、一方の結紮部材6Eの根元から、筒状フィルム5の軸方向に筒状フィルム5の表面に沿って、筒状フィルム5の軸直角方向断面における直径Ldの0.6倍以上1.5倍以下の距離Lcに形成された一本溶着線11を含んで行われており;開封片10が、一本溶着線11の長さ以上で、筒状フィルム5の軸直角方向断面における直径Ldの長さ未満の長さを有する。
【0009】
このように構成すると、筒状フィルムと開封片との溶着が行われる一本溶着線が、一方の結紮部材の根元から、筒状フィルムの軸方向に筒状フィルムの表面に沿って、筒状フィルムの軸直角方向断面における直径の0.6倍以上の距離に形成されているので筒状フィルムの集束された端部の皺になる部分を避けて溶着することができ、1.5倍以下の距離に形成されているので開封片をめくって筒状フィルムを開封する際の開封片付近の内容物に作用する曲げモーメントを内容物が損傷するモーメント未満に抑制することができて、筒状フィルムの開封を容易かつきれいに行うことができる。
【0010】
また、本発明の第2の態様に係る開封片付き包装体は、例えば図2(b)に示すように、上記本発明の第1の態様に係る開封片付き包装体において、開封片10が多角形状に形成され、前記多角形の少なくとも1つの頂点から2mm以内に開封片10の角部10aを筒状フィルム5に固定する溶着部12が形成されている。
【0011】
このように構成すると、溶着部が形成された開封片の角部が意図せずにめくれることを抑制することができ、ピンホールの発生を抑制することができる。また、溶着部が形成された開封片の角部がつまみにくくなるため、筒状フィルムを開封するため開封片をめくる際につまむ部分を当該溶着部が形成された角部以外の角に誘導することができる。
【0012】
また、本発明の第3の態様に係る開封片付き包装体は、例えば図2(b)に示すように、上記本発明の第2の態様に係る開封片付き包装体において、開封片10の溶着部の少なくとも1つが、一方の結紮端部5Eと一本溶着線11との間の多角形の頂点10aに向かい、筒状フィルム5の軸線5sに対して斜めの線状に形成されている。
【0013】
このように構成すると、開封片を結紮端部の方向にめくった際に、一本溶着線の端部が起点となって破壊された筒状フィルムが、線状に形成された溶着部に沿って切断されることとなり、内容物に損傷を与えずに筒状フィルムの軸線に対して斜め方向に筒状フィルムを開封することができて、筒状フィルムの開封を容易かつきれいに行うことができる。
【0014】
また、本発明の第4の態様に係る開封片付き包装体は、例えば図2を参照して示すと、上記本発明の第2の態様又は第3の態様に係る開封片付き包装体において、一本溶着線11の長さが、筒状フィルム5の軸直角方向断面における直径Ld(例えば図1(c)参照)の0.50倍以上0.75倍以下に形成されている。
【0015】
このように構成すると、開封片をめくって筒状フィルムを開封したときに一本溶着線の端から入った筒状フィルムの切れ目が確実に結紮端部に届くようになると共に、一本溶着線を形成する際に使うエネルギーが過度になることを回避することができる。
【0016】
また、本発明の第5の態様に係る開封片付き包装体は、例えば図2(c)に示すように、上記本発明の第2の態様乃至第4の態様のいずれか1つの態様に係る開封片付き包装体において、開封片10が、一本溶着線11に対して一方の結紮端部5Eの側とは反対側である胴部5B(例えば図1(a)参照)側に、一本溶着線11に対して間隔を空けて平行な胴部側辺10fを有する矩形に形成され;前記溶着部が、一方の結紮端部5Eと一本溶着線11との間に形成された2本の溶着線12であって一本溶着線11側から結紮端部5E側に向かって広がりながら延びる非平行溶着線12を含んで形成され;非平行溶着線12が、結紮端部5E側の2本の溶着線12の両端12fがそれぞれ開封片10の角部10a、10bに達すると共に両端12fの間隔が結紮端部5Eの幅よりも広く、かつ、一本溶着線11側の2本の溶着線12の端部12nの間隔が一本溶着線11の両端11eの間隔以下に形成され;前記溶着部が、さらに、一本溶着線11と胴部側辺10fとの間で、一本溶着線11に対して平行な仮想直線と直交する開封片10の両辺に達する押さえ溶着線13を含んで形成されている。
【0017】
このように構成すると、開封片を結紮端部の方向にめくった際に、一本溶着線の端部が起点となって破壊された筒状フィルムが、非平行溶着線に達したときに非平行溶着線に沿って破壊され、また、一本溶着線が開封片の胴部側辺に対して間隔を空けて平行に形成されているので開封片の胴部側辺のどこでもつまみやすく、非平行溶着線の結紮端部側の両端が開封片の角部に達しているので非平行溶着線の結紮端部側の両端部分における筒状フィルムの破壊が起こりやすくなって、筒状フィルムの開封を容易かつきれいに行うことができる。さらに筒状フィルムと開封片とが押さえ溶着線で溶着されているので、開封片のめくれを抑制することができる。
【0018】
また、本発明の第6の態様に係る開封片付き包装体は、例えば図2(c)に示すように、上記本発明の第5の態様に係る開封片付き包装体において、一本溶着線11と非平行溶着線12とが分離して形成されている。
【0019】
このように構成すると、開封片を結紮端部の方向にめくった際に、一本溶着線の端部が筒状フィルムの破壊の起点にならなかったとしても非平行溶着線の端部を筒状フィルムの破壊の起点とすることができ、開封が成功する確率を高めることができる。
【0020】
また、上記本発明の第1の態様乃至第6の態様のいずれか1つの態様に係る開封片付き包装体においては、内容物9(例えば図1参照)が、魚肉練り肉を主原料とする魚肉練製品原料あるいは魚肉ソーセージ原料であってもよい。魚肉練り肉は、典型的には、当初糊状であり、加熱する前はゾル状であり、加熱によりゲル状となる。
【発明の効果】
【0021】
本発明によれば、筒状フィルムと開封片との溶着が行われる一本溶着線が、一方の結紮部材の根元から、筒状フィルムの軸方向に筒状フィルムの表面に沿って、筒状フィルムの軸直角方向断面における直径の0.6倍以上の距離に形成されているので筒状フィルムの集束された端部の皺になる部分を避けて溶着することができ、1.5倍以下の距離に形成されているので開封片をめくって筒状フィルムを開封する際の開封片付近の内容物に作用する曲げモーメントを内容物が損傷するモーメント未満に抑制することができて、筒状フィルムの開封を容易かつきれいに行うことができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施の形態に係る開封片付き包装体を説明する図である。(a)は全体正面図、(b)は一方の結紮端部側の開封片の周辺を示す部分側面図、(c)は開封片付き包装体の軸直角断面図である。
【図2】開封片の溶着状態を示す部分拡大図である。(a)は図1に示す実施の形態の溶着状態を示す図、(b)は第1の変形例の溶着状態を示す図、(c)は第2の変形例の溶着状態を示す図である。
【図3】筒状フィルムの開封状況を説明する開封片付き包装体の図である。(a)は正面図、(b)は側面図である。
【図4】筒状フィルムの開封容易性を検証した結果を示す図である。
【発明を実施するための形態】
【0023】
以下、図面を参照して本発明の実施の形態について説明する。なお、各図において互いに同一又は相当する部材には同一あるいは類似の符号を付し、重複した説明は省略する。
【0024】
まず図1を参照して、本発明の実施の形態に係る開封片付き包装体1を説明する。図1は、開封片付き包装体1を説明する図であり、(a)は全体正面図、(b)は一方の結紮端部5E側の開封片10の周辺を示す部分側面図、(c)は開封片付き包装体1の軸直角断面図である。開封片付き包装体1は、合成樹脂のフィルムが筒状に形成された筒状フィルム5と、筒状フィルム5に充填された内容物9と、内容物9が充填された筒状フィルム5の両端部を結紮する結紮部材6と、筒状フィルム5に溶着された開封片10とを備えている。
【0025】
筒状フィルム5は、帯状の合成樹脂のフィルムが筒状に巻かれ、長手方向に延びる両側辺が重ね合わせられ、重ね合わせられた部分が長手方向に沿って溶着(縦シール5v)されることにより形成されている。筒状フィルム5を形成する帯状の合成樹脂のフィルムは、加熱溶着させるため塩化ビニリデン系樹脂とするのが好ましい。塩化ビニリデン系樹脂としては、塩化ビニリデン−塩化ビニル共重合体、塩化ビニリデン−メチルメタクリレート共重合体、又は塩化ビニリデン−塩化ビニル−酢酸ビニル共重合体を好適に用いることができ、特に好ましくは塩化ビニリデン−塩化ビニル共重合体である。帯状のフィルムの両側辺の重ね方は、フィルムの表裏が異なる面を接触させる封筒貼り及びフィルムの表裏のいずれかの同一面同士を接触させる合掌貼りのいずれでもよいが、本実施の形態では封筒貼りとしている(図1(c)参照)。
【0026】
内容物9は、本実施の形態では、食用としての魚の肉である魚肉練り肉(魚肉練製品及び魚肉ソーセージの原料)が主原料として好適に用いられるが、獣肉の練り肉であってもよい。魚肉練り肉は、典型的には、当初糊状であり、加熱する前はゾル状であり、加熱によりゲル状となる。魚肉練製品と魚肉ソーセージとの違いは、製造方法の違いによる。典型的には蒲鉾や竹輪である魚肉練製品は、魚肉練り肉に食塩を添加して塩ずりした後に、20℃から40℃程度に10分間から20時間程度保つ坐り工程を経て製造される。他方、魚肉ソーセージは、魚肉練り肉の配合仕様として澱粉や油脂などの配合割合が多く、坐り工程を経ずに、加熱工程を経て製造される。このように製造された魚肉練製品と魚肉ソーセージとの性状の違いは、典型的には、その弾力性状であり、魚肉練製品は比較的弾性が大きく、魚肉ソーセージは比較的弾性が小さい。内容物9は、筒状フィルム5に充填される際はゾル状であるため、内容物9を筒状フィルム5に充填する際に内容物9の流路が閉塞されることを回避することができ、内容物9の筒状フィルム5への充填が容易になる。また、内容物9は、保存食品として乾燥・湯煮又は調理を行うことができるものであってもよい。
【0027】
結紮部材6は、合成樹脂のテープを重ねて加熱溶着することにより構成されている。本実施の形態では、内容物9が充填された筒状フィルム5の端部を束ね(集束)、束ねた部分を合成樹脂のテープで両側から挟み、束ねた部分を合成樹脂のテープと共に溶着することにより構成されている。合成樹脂のテープとしては、筒状フィルム5を形成する帯状のフィルムの材質と同様に、塩化ビニリデン系樹脂とするのが好ましく、塩化ビニリデン系樹脂としては、塩化ビニリデン−塩化ビニル共重合体、塩化ビニリデン−メチルメタクリレート共重合体、又は塩化ビニリデン−塩化ビニル−酢酸ビニル共重合体を好適に用いることができ、特に好ましくは塩化ビニリデン−塩化ビニル共重合体である。なお、合成樹脂のテープを用いずに筒状フィルム5を束ねた部分を直に溶着して結紮してもよく、この場合は溶着により溶けた部分が結紮部材6となって溶けた部分の根元が結紮部材6の根元となる。結紮部材6で、内容物9が充填された筒状フィルム5の両端を結紮することにより、筒状フィルム5の両端に結紮端部5E、5Fが形成される。内容物9が充填された筒状フィルム5は、結紮部材6によって、製造される開封片付き包装体1を湯煮しても内容物9が漏れない程度の密封性をもって結紮される。
【0028】
開封片10は、製造された開封片付き包装体1における筒状フィルム5の開封を容易にするために設けられている部材である。開封片10は、本実施の形態では、合成樹脂のフィルムが長方形に形成されて構成されている。なお、開封片10は、長方形に限定されることなく、正方形(長方形と正方形を総称して「矩形」という)やその他の多角形(例えば三角形や六角形)であってもよい。しかしながら、長方形(矩形)とすることが、用途に最も適しており、また、材料の選定の自由度が高くなり好適である。本実施の形態では、長方形に形成された開封片10の長手方向の長さが、筒状フィルム5の軸直角断面における直径Ld未満の長さとなっている。開封片10の材質は、筒状フィルム5を形成する帯状のフィルムの材質と同様に、塩化ビニリデン系樹脂とするのが好ましい。開封片10と帯状のフィルムとは、同じ材質であっても異なる材質であってもよい。
【0029】
開封片10は、筒状フィルム5に対し、長手方向が筒状フィルム5の軸線に直交する向きで筒状フィルム5の軸直角断面において縦シール5vの裏側に配置されて、溶着により取り付けられている。筒状フィルム5と開封片10との溶着は、筒状フィルム5の長手方向に対して直交する方向に直線的に1本が延びる一本溶着線11で行われている。一本溶着線11は、本実施の形態では、開封片10の長手方向と平行に延びている。一本溶着線11の長さは、筒状フィルム5の開封を容易にする観点から、筒状フィルム5の軸直角方向断面における直径Ldの0.50倍以上0.87倍以下に形成されているのが好ましく、さらに一本溶着線11の端部にピンホールが発生するのを抑制する観点から直径Ldの0.75倍以下に形成されているのが好ましいが、筒状フィルム5の材質等に応じて、適宜直径Ldの0.50倍未満又は直径Ldの0.87倍を超える長さとしてもよい。一本溶着線11は、長方形の開封片10の長手方向の長さ以下、換言すれば、開封片10は一本溶着線11の長さ以上になっている。開封片10の長さは、筒状フィルム5の軸直角断面の円の周長の1/3程度の長さに形成されていてもよい。
【0030】
一本溶着線11は、一方の結紮部材6Eの根元から、筒状フィルム5の軸方向に筒状フィルム5の表面に沿って、曲面距離Lcの位置に形成されている。曲面距離Lcは、筒状フィルム5の軸直角方向断面における直径Ldの、0.6倍以上1.5倍以下となっている(0.6Ld≦Lc≦1.5Ld)。本発明者らは、鋭意研究の結果、このような位置に一本溶着線11が形成されていると、内容物9を損傷させることなく、筒状フィルム5の開封を容易かつきれいに行うことができることを見いだし、本発明を完成させるに至った。つまり、このような位置に一本溶着線11が形成されていると、曲面距離Lcが直径Ldの0.6倍以上なので、筒状フィルム5の結紮端部5Eの皺になる部分を避けて一本溶着線11を形成することができる。また、曲面距離Lcが直径Ldの1.5倍以下なので、開封片10をめくって筒状フィルム5を開封する際に、開封片5付近の内容物9に作用する曲げモーメントを、内容物9が損傷するモーメント未満に抑制することができる。また、本実施の形態では、開封片10に対する一本溶着線11の位置として、開封片10の幅方向(長方形の開封片10の長手方向に直交する方向)の中央に形成されている。なお、筒状フィルム5の長さ(一方の結紮部材6Eの根元から他方の結紮部材6Fの根元までの距離)は、典型的には直径Ldの3倍を超え、多くは直径Ldの7倍以上となっている。したがって、一本溶着線11は、一方の結紮端部5Eに寄って形成されている。
【0031】
図2に示すように、筒状フィルム5と開封片10との溶着は、一本溶着線11を含む種々の形態を適用することが可能である。図2は、開封片10の溶着状態を示す部分拡大図であり、(a)は図1に示す開封片付き包装体1の溶着状態を示す図、(b)は第1の変形例の溶着状態を示す図、(c)は第2の変形例の溶着状態を示す図である。第1の変形例に係る開封片付き包装体1A及び第2の変形例に係る開封片付き包装体1Bは、溶着の態様以外の、筒状フィルム5、結紮部材6、開封片10等の部材自体は、図1に示す開封片付き包装体1と同様の構成となっている。
【0032】
図2(b)に示す開封片付き包装体1Aにおける筒状フィルム5と開封片10との溶着は、開封片付き包装体1(図1、図2(a)参照)のものと比べて、非平行溶着線12が形成されている点が異なっている。非平行溶着線12は、一本溶着線11よりも結紮端部5E側に形成されており、一本溶着線11から遠ざかるにつれて2本の溶着線12、12の間隔が広がるように延びて、それぞれの溶着線の結紮端部5E側の端部12fが開封片10の角10a、10bに達している。非平行溶着線12の、一本溶着線11側の端部12nは、開封片10の幅方向が、開封片10の結紮端部5E側の辺である端部側辺10eと一本溶着線11との略中央に、開封片10の長手方向が、一本溶着線11の端部11eと略同じ所に位置している。このように、非平行溶着線12は、一方の結紮端部5Eと一本溶着線11との間に存在する開封片10の多角形の頂点10a、10bに向かい、筒状フィルム5の軸線5sに対して斜めの線状に形成されている。このように構成されていることで、開封片10の多角形の頂点10a、10bがつまみにくくなるため、胴部5B(図1参照)側の開封片10の頂部がつままれるように誘導することができ、ひいては開封片10がめくられる方向を胴部5B(図1参照)側から結紮端部5E側へと誘導することができる。さらに、開封片10を結紮端部5Eの方向にめくった際に、一本溶着線11の端部11eが起点となって筒状フィルム5が破壊され、その後に非平行溶着線12に沿って切断されることとなる。そのため、内容物9に損傷を与えずに筒状フィルム5の軸線5sに対して斜め方向に筒状フィルム5を開封することができ、筒状フィルム5の開封を容易かつきれいに行うことができる。
【0033】
図2(c)に示す開封片付き包装体1Bにおける筒状フィルム5と開封片10との溶着は、開封片付き包装体1A(図2(b)参照)のものと比べて、押さえ溶着線13が形成されている点が異なっている。押さえ溶着線13は、2つの溶着線がそれぞれ端部側辺10eに直交する両辺に達するように、一本溶着線11よりも胴部側辺10f(端部側辺10eに対向する開封片10の辺)側に形成されている。押さえ溶着線13は、非平行溶着線12よりも短く、点に近い線であってもよい。押さえ溶着線13は、本実施の形態では、胴部側辺10fから開封片10の幅の1/3程度の距離に形成されている。このように構成されていることで、レトルト工程や包装工程等においても開封片10のめくれを抑制することができ、開封片10のめくれに伴って一本溶着線11の端部11eが意図せずに剥がれてピンホールが生じることを抑制することができる。
【0034】
また、開封片付き包装体1A及び開封片付き包装体1B共に、一本溶着線11と非平行溶着線12とが分離して形成されているので、開封片10を結紮端部5Eの方向にめくった際に、一本溶着線11の端部11eが筒状フィルム5の破壊の起点にならなかったとしても非平行溶着線12の端部12nを筒状フィルム5の破壊の起点とすることができ、開封が成功する確率を高めることができる。なお、一本溶着線11と非平行溶着線12とが接触して形成されていても、開封片10を結紮端部5Eの方向にめくった際に、一本溶着線11の端部11eを起点として筒状フィルム5の破壊が開始されれば、非平行溶着線12に至ったときに非平行溶着線12に沿って筒状フィルム5の破壊が進むため、筒状フィルム5の開封を容易かつきれいに行うことができる。非平行溶着線12は、開封片10の角(頂点)10a、10bから2mm以内の範囲に少なくとも一部が存在していれば、線状に形成されている代わりに点状に形成されていても、当該角10a、10bがめくれることを抑制することができ、ピンホールの発生を抑制することができる。このときの非平行溶着線12は、軸線5sに対して斜め方向への筒状フィルム5の破壊の誘導という機能に代え、開封片10のめくれ防止の機能を果たす溶着部となる。
【0035】
上述の開封片付き包装体1、1A、1Bは、以下の要領で製造される。筒状フィルム5となる帯状のフィルム及び開封片10が、それぞれ原反として製造装置(不図示)に設置される。そして、帯状のフィルムは引き出され、開封片10は所定の大きさ(開封片付き包装体1、1A、1Bとなったときの大きさ)に切断され、帯状のフィルムと開封片10との溶着が一本溶着線11及び/又は非平行溶着線12及び/又は押さえ溶着線13を形成するように行われる。開封片10が溶着された帯状のフィルムは、両側辺が重なるように筒状に巻かれ、重ね合わせられた部分に縦シールがされ、筒状フィルム5が形成される。その後、筒状フィルム5に内容物9が充填され、所定の間隔(開封片付き包装体1、1A、1Bとなったときの長さ)で内容物9がしごかれて筒状フィルム5内に内容物9の不在部が形成された上で、その不在部が束ねられ、結紮部材6となるテープが巻かれて溶着されることによりシールされる。そして、端部の密封性が保たれるように束ねられた不在部のシールされた部分の中間が切断され、開封片付き包装体1、1A、1Bが得られる。開封片付き包装体1、1A、1Bは、必要に応じてその後に加熱凝固処理が行われる。
【実施例】
【0036】
以下、実施例を説明する。以下に示す実施例では、図1及び図2に示す開封片付き包装体を、以下に示す各条件で製造し、筒状フィルム5の開封の容易性についてテストを行った。開封片付き包装体は、筒状フィルム5として塩化ビニリデン−塩化ビニル共重合体を用い、開封片10として塩化ビニリデン−塩化ビニル共重合体を用い、結紮部材6として合成樹脂製テープ部材を用い、内容物9として坐り工程を経ていない魚肉練り肉である魚肉ソーセージ原料を主原料に用いた上で、軸直角断面における直径Ldが23mmの筒状フィルム5について、結紮部材6Eの根元から一本溶着線11までの曲面距離Lc(筒状フィルム5の軸直角断面における直径Ldに対する比であって、以下単に「曲面距離Lc」という。)及び/又は溶着部(以下の実施例の説明では、非平行溶着線12及び押さえ溶着線13の総称として「溶着部12、13」で表す。)の有無を異ならせた開封片付き包装体を上述の実施の形態の要領で製造し、静置式にて118℃で18分間レトルト処理を行って得たものを試料とした。筒状フィルム5の大きさは、上述のように直径Ldが23mmである他は、筒状フィルム5の長さ(両結紮部材6E、6Fの根元間の距離)を170mm、内容物9の充填量を50gとした。また、各サンプル共に、開封片10の長さは20mm、一本溶着線11の長さは11mmとした。各大きさの開封片付き包装体について、曲面距離Lc、開封片付き包装体の大きさ、溶着部12、13の有無が異なる以外は、筒状フィルム5及び開封片10の材質、内容物9並びにレトルトの温度及び時間、溶着線11、12、13を形成する際の溶着強度等の条件は、同じである。
【0037】
開封の容易性についての評価は、各条件につき100本の開封片付き包装体を製造し、図3に示すように開封片10をめくったときに(典型的には図3(a)に二点鎖線の矢印で示した方向にめくる)、開封が成功し、図3(b)に二点鎖線で示すように筒状フィルム5が破壊されて筒状フィルム5の破壊が縦シール5vまで届きつつ内容物9が破損せず、開封片10のめくれが発生しないもの(以下。「成功サンプル」という。)が何本あったかを確認することにより行った。
【0038】
図4に試験結果を示す。図4中、「開封成功」とは、上記の成功サンプルのことであり、図3(b)に示すように、開封片10の胴部5B側を把持して結紮端部5Eの方向に持ち上げたときに筒状フィルム5の破壊が結紮端部5Eまで到達すると共に、これに続いて開封片10を反対側の結紮端部5Fに向かって下げたときに筒状フィルム5の破壊が縦シール5vまで達した本数であり、「破壊フィルム端部到達」とは、開封片10から筒状フィルム5が破壊されて結紮端部5Eまで到達した本数であり、「開封片めくれなし」とは、サンプルが製造されたときに開封片10にめくれが見られなかった本数である。なお、開封成功及び破壊フィルム端部到達の結果には、開封片10のめくれの有無は考慮されていない。図4からも明らかなように、曲面距離Lcが0.6倍以上1.5倍以下のものは、開封成功、破壊フィルム端部到達、開封片めくれなしのすべてにおいてサンプル数の半数を超えた。その中でも特に溶着部12、13が有るものは成功サンプルが100%に近い割合で得られ、より高い確率で開封が容易な開封片付き包装体が得られることが分かった。
【符号の説明】
【0039】
1、1A、1B 開封片付き包装体
5 筒状フィルム
5B 胴部
5E、5F 結紮端部
5s 軸線
5v 縦シール
6 結紮部材
9 内容物
10 開封片
10a、10b 開封片の角部
10f 胴部側辺
11 一本溶着線
11e 一本溶着線の端部
12 非平行溶着線
12f 非平行溶着線の端部(結紮端部側)
12n 非平行溶着線の端部(胴部側)
13 押さえ溶着線
Lc 曲面距離
Ld 直径
【特許請求の範囲】
【請求項1】
合成樹脂のフィルムが筒状に形成された筒状フィルムと;
前記筒状フィルムに充填された内容物と;
前記内容物が充填された前記筒状フィルムの集束された両端部を結紮して結紮端部を形成する結紮部材と;
合成樹脂のフィルムで構成され、前記筒状フィルムに溶着された開封片とを備え;
前記筒状フィルムと前記開封片との溶着が、前記筒状フィルムの長手方向に対して直交する方向に直線的に1本が延びる一本溶着線であって、一方の前記結紮部材の根元から、前記筒状フィルムの軸方向に前記筒状フィルムの表面に沿って、前記筒状フィルムの軸直角方向断面における直径の0.6倍以上1.5倍以下の距離に形成された一本溶着線を含んで行われており;
前記開封片が、前記一本溶着線の長さ以上で、前記筒状フィルムの軸直角方向断面における直径の長さ未満の長さを有する;
開封片付き包装体。
【請求項2】
前記開封片が多角形状に形成され、前記多角形の少なくとも1つの頂点から2mm以内に前記開封片の角部を前記筒状フィルムに固定する溶着部が形成された;
請求項1に記載の開封片付き包装体。
【請求項3】
前記開封片の溶着部の少なくとも1つが、前記一方の結紮端部と前記一本溶着線との間の前記多角形の頂点に向かい、前記筒状フィルムの軸線に対して斜めの線状に形成された;
請求項2に記載の開封片付き包装体。
【請求項4】
前記一本溶着線の長さが、前記筒状フィルムの軸直角方向断面における直径の0.50倍以上0.75倍以下に形成された;
請求項2又は請求項3に記載の開封片付き包装体。
【請求項5】
前記開封片が、前記一本溶着線に対して前記一方の結紮端部の側とは反対側である胴部側に、前記一本溶着線に対して間隔を空けて平行な胴部側辺を有する矩形に形成され;
前記溶着部が、前記一方の結紮端部と前記一本溶着線との間に形成された2本の溶着線であって前記一本溶着線側から前記結紮端部側に向かって広がりながら延びる非平行溶着線を含んで形成され;
前記非平行溶着線が、前記結紮端部側の2本の溶着線の両端がそれぞれ前記開封片の角部に達すると共に当該両端の間隔が前記結紮端部の幅よりも広く、かつ、前記一本溶着線側の2本の溶着線の端部の間隔が前記一本溶着線の両端の間隔以下に形成され;
前記溶着部が、さらに、前記一本溶着線と前記胴部側辺との間で、前記一本溶着線に対して平行な仮想直線と直交する前記開封片の両辺に達する押さえ溶着線を含んで形成されている;
請求項2乃至請求項4のいずれか1項に記載の開封片付き包装体。
【請求項6】
前記一本溶着線と前記非平行溶着線とが分離して形成された;
請求項5に記載の開封片付き包装体。
【請求項7】
前記内容物が、魚肉練り肉を含む;
請求項1乃至請求項6のいずれか1項に記載の開封片付き包装体。
【請求項1】
合成樹脂のフィルムが筒状に形成された筒状フィルムと;
前記筒状フィルムに充填された内容物と;
前記内容物が充填された前記筒状フィルムの集束された両端部を結紮して結紮端部を形成する結紮部材と;
合成樹脂のフィルムで構成され、前記筒状フィルムに溶着された開封片とを備え;
前記筒状フィルムと前記開封片との溶着が、前記筒状フィルムの長手方向に対して直交する方向に直線的に1本が延びる一本溶着線であって、一方の前記結紮部材の根元から、前記筒状フィルムの軸方向に前記筒状フィルムの表面に沿って、前記筒状フィルムの軸直角方向断面における直径の0.6倍以上1.5倍以下の距離に形成された一本溶着線を含んで行われており;
前記開封片が、前記一本溶着線の長さ以上で、前記筒状フィルムの軸直角方向断面における直径の長さ未満の長さを有する;
開封片付き包装体。
【請求項2】
前記開封片が多角形状に形成され、前記多角形の少なくとも1つの頂点から2mm以内に前記開封片の角部を前記筒状フィルムに固定する溶着部が形成された;
請求項1に記載の開封片付き包装体。
【請求項3】
前記開封片の溶着部の少なくとも1つが、前記一方の結紮端部と前記一本溶着線との間の前記多角形の頂点に向かい、前記筒状フィルムの軸線に対して斜めの線状に形成された;
請求項2に記載の開封片付き包装体。
【請求項4】
前記一本溶着線の長さが、前記筒状フィルムの軸直角方向断面における直径の0.50倍以上0.75倍以下に形成された;
請求項2又は請求項3に記載の開封片付き包装体。
【請求項5】
前記開封片が、前記一本溶着線に対して前記一方の結紮端部の側とは反対側である胴部側に、前記一本溶着線に対して間隔を空けて平行な胴部側辺を有する矩形に形成され;
前記溶着部が、前記一方の結紮端部と前記一本溶着線との間に形成された2本の溶着線であって前記一本溶着線側から前記結紮端部側に向かって広がりながら延びる非平行溶着線を含んで形成され;
前記非平行溶着線が、前記結紮端部側の2本の溶着線の両端がそれぞれ前記開封片の角部に達すると共に当該両端の間隔が前記結紮端部の幅よりも広く、かつ、前記一本溶着線側の2本の溶着線の端部の間隔が前記一本溶着線の両端の間隔以下に形成され;
前記溶着部が、さらに、前記一本溶着線と前記胴部側辺との間で、前記一本溶着線に対して平行な仮想直線と直交する前記開封片の両辺に達する押さえ溶着線を含んで形成されている;
請求項2乃至請求項4のいずれか1項に記載の開封片付き包装体。
【請求項6】
前記一本溶着線と前記非平行溶着線とが分離して形成された;
請求項5に記載の開封片付き包装体。
【請求項7】
前記内容物が、魚肉練り肉を含む;
請求項1乃至請求項6のいずれか1項に記載の開封片付き包装体。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−51610(P2011−51610A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−200710(P2009−200710)
【出願日】平成21年8月31日(2009.8.31)
【出願人】(000001100)株式会社クレハ (477)
【出願人】(000004189)日本水産株式会社 (119)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年8月31日(2009.8.31)
【出願人】(000001100)株式会社クレハ (477)
【出願人】(000004189)日本水産株式会社 (119)
【Fターム(参考)】
[ Back to top ]