
開閉器、シール部材、シール用環状部材及びシール部材の製造方法
【課題】より信頼性を向上させることが可能な開閉器、シール部材、シール用環状部材及びシール部材の製造方法を提供する。
【解決手段】シール部材40は、中央部に孔H4が形成されたベース部材50と、孔H4よりも外周側にてベース部材50の両面からそれぞれ孔H4に沿って厚み方向に突出する第1の突出部61が形成され、ベース部材50よりも柔らかい環状の第1の環状部材51と、第1の突出部61よりも外周側にてベース部材50の両面からそれぞれベース部材50の外周に沿って厚み方向に突出する第2の突出部62が形成され、ベース部材50よりも柔らかい環状の第2の環状部材52とを備える。
【解決手段】シール部材40は、中央部に孔H4が形成されたベース部材50と、孔H4よりも外周側にてベース部材50の両面からそれぞれ孔H4に沿って厚み方向に突出する第1の突出部61が形成され、ベース部材50よりも柔らかい環状の第1の環状部材51と、第1の突出部61よりも外周側にてベース部材50の両面からそれぞれベース部材50の外周に沿って厚み方向に突出する第2の突出部62が形成され、ベース部材50よりも柔らかい環状の第2の環状部材52とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、開閉器、シール部材、シール用環状部材及びシール部材の製造方法に関する。
【背景技術】
【0002】
特許文献1には、開閉器ケース用パッキンが記載されている。この開閉器ケース用パッキンのシール面には、周方向に少なくとも一条のシール突条が形成されている。
この開閉器ケース用パッキンによれば、シール性が向上する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−75141号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、信頼性を向上させることが可能な開閉器、シール部材、シール用環状部材及びシール部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため、本発明の一の観点によれば、第1の孔が形成され、接点を開閉する開閉部を収めたケースと、
前記第1の孔を通って、前記開閉部に接続される端子と、
前記ケースに固定するための固定部が形成され、前記端子を支持する碍子と、
前記端子及び前記碍子が通る第2の孔が形成されたベース部材、前記第2の孔よりも外周側にて前記ベース部材の両面からそれぞれ前記第2の孔に沿って厚み方向に突出する第1の突出部が形成され、前記ベース部材よりも柔らかい環状の第1の環状部材、及び前記第1の環状部材よりも外周側にて前記ベース部材の両面からそれぞれ前記ベース部材の外周に沿って厚み方向に突出する第2の突出部が形成され、前記ベース部材よりも柔らかい環状の第2の環状部材を有するシール部材とを備え、
前記シール部材の第1及び第2の突出部が前記ケースの外側の面及び前記碍子の固定部によって潰されている開閉器が適用される。
【0006】
また、他の観点によれば、中央部に孔が形成されたベース部材と、
前記孔よりも外周側にて前記ベース部材の両面からそれぞれ該孔に沿って厚み方向に突出する第1の突出部が形成され、前記ベース部材よりも柔らかい環状の第1の環状部材と、
前記第1の突出部よりも外周側にて前記ベース部材の両面からそれぞれ前記ベース部材の外周に沿って厚み方向に突出する第2の突出部が形成され、前記ベース部材よりも柔らかい環状の第2の環状部材とを備えたシール部材が適用される。
【0007】
また、他の観点によれば、中央部に孔が形成され、
両面からそれぞれ前記孔に沿って厚み方向に突出する突出部が形成され、
外周側の端面に沿って溝部が形成され、
前記溝部に、中央部に孔が形成されたベース部材の該孔の周縁部が挿入される環状のシール用環状部材が適用される。
【0008】
また、他の観点によれば、中央部に孔が形成され、
両面からそれぞれ前記孔に沿って厚み方向に突出する突出部が形成され、
内周側の端面に沿って溝部が形成され、
前記溝部に、中央部に孔が形成されたベース部材の外側の周縁部が挿入される環状のシール用環状部材が適用される。
【0009】
また、他の観点によれば、両面からそれぞれ外周に沿って厚み方向に突出する第1の突出部が形成されるとともに、外周側の端面に沿って第1の溝部が形成された環状の第1のシール用環状部材を、中央部に孔が形成されたベース部材に組み付ける工程Aと、
両面からそれぞれ内周に沿って厚み方向に突出する第2の突出部が形成されるとともに、
内周側の端面に沿って第2の溝部が形成された環状の第2のシール用環状部材を、前記ベース部材に組み付ける工程Bとを含み、
前記工程Aでは、前記第1の溝部に、前記ベース部材の孔の周縁部が挿入され、
前記工程Bでは、前記第2の溝部に、前記ベース部材の外側の周縁部が挿入されるシール部材の製造方法が適用される。
【発明の効果】
【0010】
本発明によれば、本発明の構成を有しない場合に比べて、より信頼性を向上させることができる。
【図面の簡単な説明】
【0011】
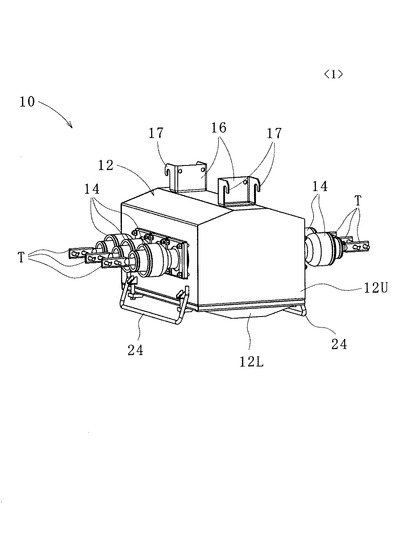
【図1】本発明の一実施の形態に係る開閉器の斜視図である。
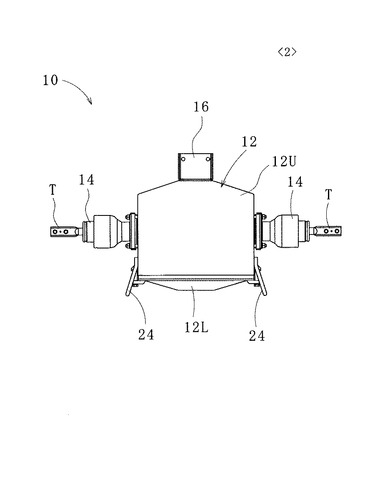
【図2】同開閉器の側面図である。
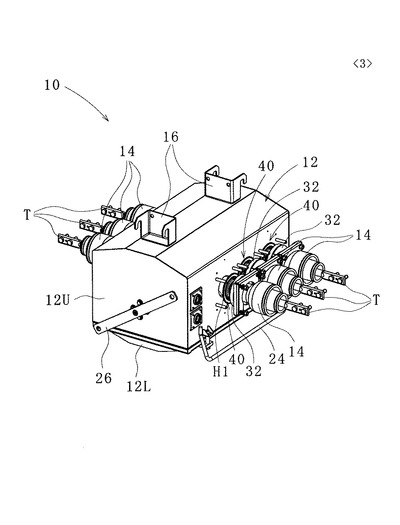
【図3】同開閉器の分解図である。
【図4】図3とは別の角度から見た同開閉器の分解図である。
【図5】同開閉器のシール部材の取り付け構造を示す分解図である。
【図6】同開閉器のシール部材の取り付け状態を示す説明図である。
【図7】同開閉器のシール部材の取り付け部を示す側断面である。
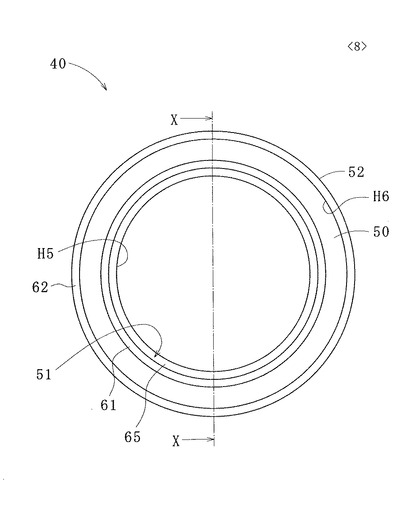
【図8】同開閉器のシール部材の正面図である。
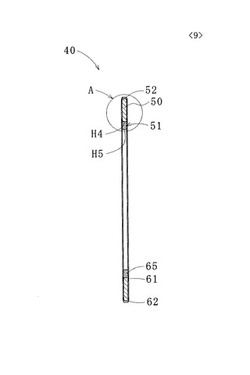
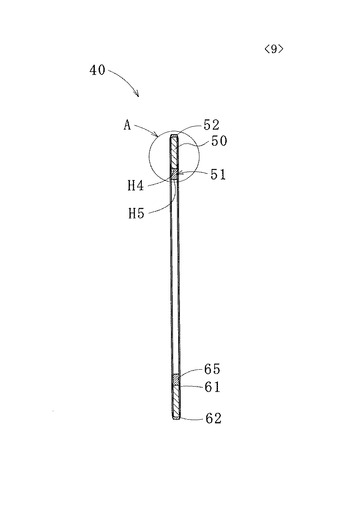
【図9】同開閉器のシール部材の側断面図(図8のX−X断面図)である。
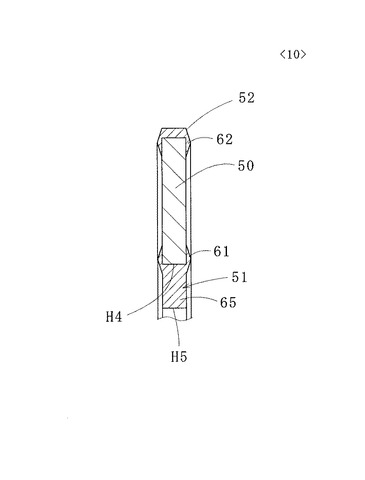
【図10】図9のA部拡大図である。
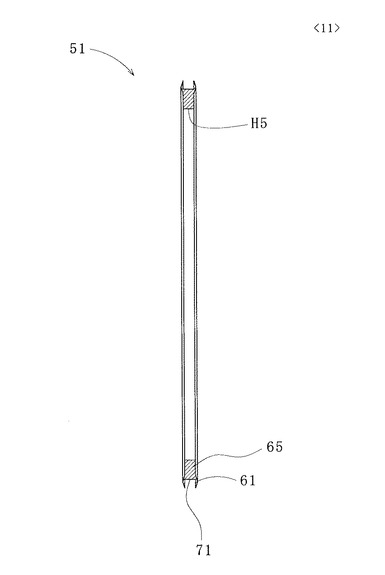
【図11】同開閉器のシール部材が有する第1の弾性部材の側断面図である。
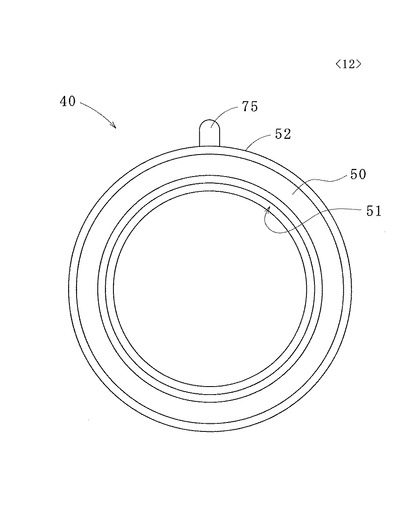
【図12】同開閉器のシール部材の変形例を示す正面図である。
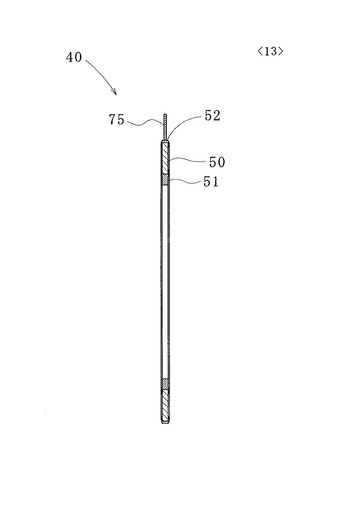
【図13】同開閉器のシール部材の変形例を示す側断面図である。
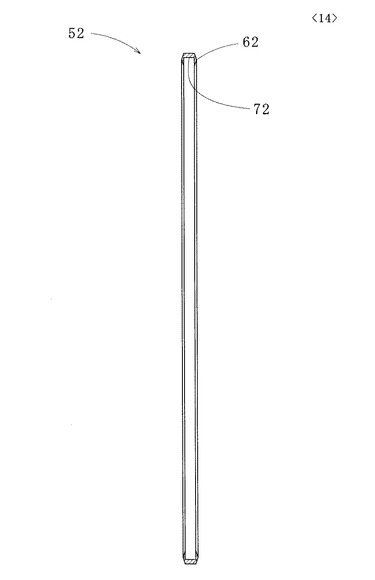
【図14】同開閉器のシール部材が有する第2の弾性部材の側断面図である。
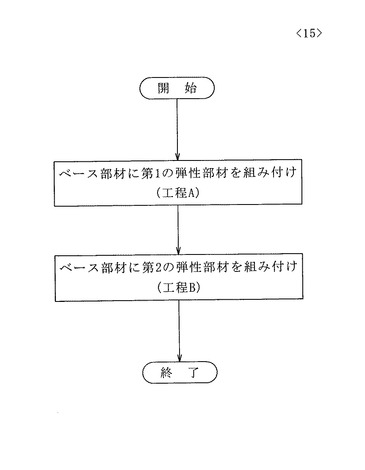
【図15】同開閉器のシール部材の製造方法を示すフロー図である。
【発明を実施するための形態】
【0012】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。なお、各図において、説明に関連しない部分は図示を省略する場合がある。
【0013】
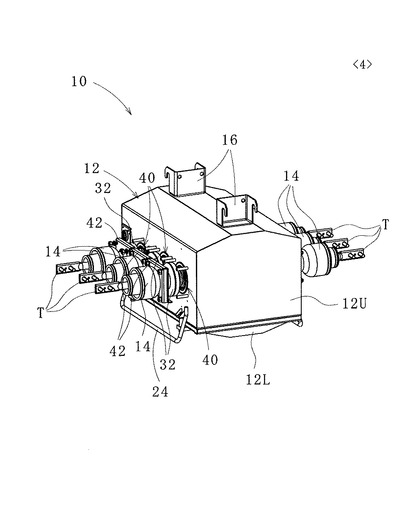
本発明の一実施の形態に係る開閉器10は、図1及び図2に示すように、ケース12と、ケース12から外側に延びる計6つの端子Tと、各端子Tを絶縁して支持する碍子14と、開閉器10を柱上に固定するための固定具16とを備えている
【0014】
ケース12は、上側の上側ケース12Uと、下側の下側ケース12Lとにより構成されている。上側ケース12Uには、一方の側面に例えば図3に示す3つの孔(第1の孔)H1が形成されており、他方の側にも3つの孔H1が形成されている。ケース12の内部には、接点及びこの接点を開閉する開閉部が収められている。
【0015】
各端子Tは、各孔H1を通ってケース12の内部に設けられた接点へと接続される。
各碍子14は、各孔H1を貫通して設けられている。碍子14は、上側ケース12Uに固定される。
固定具16は、上側ケース12Uの上面から上方に向かって延びている。各固定具16の先端にはフック17が設けられている。
なお、上側ケース12Uの下部側面に設けられた脚部24は、開閉器10を床面に置くための支持部材である。図3に示すハンドル26は、開閉部を手動で操作するための部材である。
【0016】
次に、各碍子14の取り付け構造について詳細に説明する。
図3及び図4に示すように、各碍子14には、径方向が大きく形成されたフランジ状の固定部32が設けられている。
この固定部32の上側ケース12Uの側の面には、シール部材40が接している。開閉器10は、このシール部材40によって防水される。
各固定部32の上側ケース12Uの側と反対の側の面には、固定部材42が接する。
【0017】
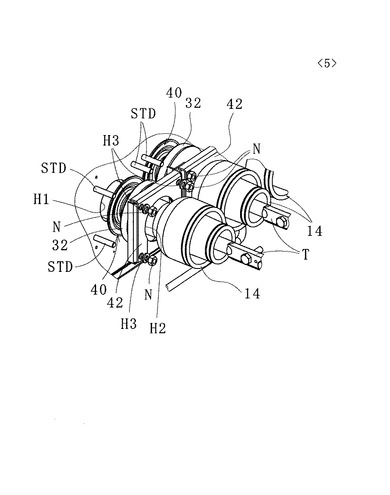
図5に示すように、固定部材42は、矩形状の板材の各辺部を上側ケース12Uの側に折り曲げた形状をしている。
端子Tが延びる方向からみると、各固定部材42の中央部には、端子T及び碍子14が通る孔H2が形成されている。各固定部材42の各角部には、孔H3が形成されている。
【0018】
同図5に示すように、上側ケース12Uに形成された各孔H1の周囲には、外側に延びる4つのスタッドSTDが配置されている。各スタッドSTDは、固定部材42の孔H3を通っている。各スタッドSTDには外側からナットNが締結される。
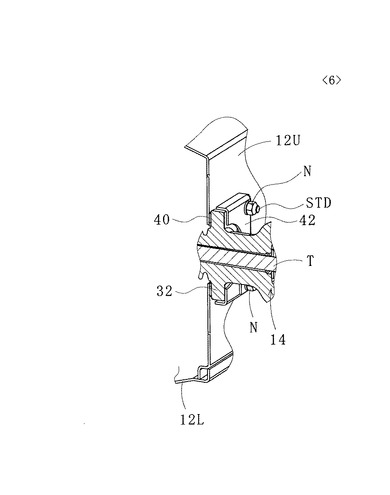
各スタッドSTDにナットNが締結されると、図6及び図7に示すように、碍子14の固定部32は固定部材42によって上側ケース12Uに押さえつけられる。すなわち、碍子14の固定部32がシール部材40を介して上側ケース12Uに固定される。
【0019】
次に、シール部材40について詳細に説明する。
図8〜図10に示すように、シール部材40は、ベース部材50と、第1の弾性部材(第1の環状部材、第1のシール用環状部材の一例)51と、第2の弾性部材(第2の環状部材、第2のシール用環状部材の一例)52とを有している。
【0020】
ベース部材50は、例えば円環状の板状部材である。平面視すると、ベース部材50の中央部には、端子T及び碍子14が通る孔(第2の孔)H4(図9参照)が形成されている。ベース部材50は、第1及び第2の弾性部材51、52よりも硬い材質で形成されている。ベース部材50の材質は、例えば金属やセラミックである。
【0021】
第1の弾性部材51は、例えば中央部に孔H5が形成された、円環状の部材である。第1の弾性部材51は、ベース部材50の内周側に取り付けられる。第1の弾性部材51は、ベース部材50よりも柔らかい材質で形成されている。第1の弾性部材51の材質は、例えばゴム等の弾性体である。第1の弾性部材51の材質は、シール部材40のシール性能、耐候性能及び耐久性能を考慮して、適宜選択することが可能である。
第1の弾性部材51には、ベース部材50に形成された孔H4の周囲の内周縁部(孔H4よりも外周側)にて、ベース部材50の両面からそれぞれ孔H4に沿って厚み方向に突出する第1の突出部61が形成されている。
第1の弾性部材51は、第1の突出部61の内周側に、碍子14に対して第1の弾性部材51の径方向の位置を位置決めするための位置決め部65を有している。位置決め部65の厚みは、ベース部材50の厚みよりも薄い。
第1の弾性部材51の中央部に形成された孔H5の大きさは、孔H5の内部を通る碍子14の外径よりも僅かに大きい。そのため、この位置決め部65によって、孔H5の内部を通る碍子14に対する第1の弾性部材51の径方向の位置(シール部材40の径方向の位置)が予め決められた範囲に定まる。
【0022】
第1の弾性部材51の単体について、図11を参照して説明すると、第1の弾性部材51には、両面からそれぞれ孔H5に沿って厚み方向に突出する第1の突出部61が形成されている。
また、第1の弾性部材51は、外周側の端面に沿って溝部71が形成されている。ベース部材50に形成された孔H4の内周縁部は、この溝部71に挿入されている。
【0023】
第2の弾性部材52は、図8〜図10に示すように、例えば中央部に孔H6が形成された、円環状の部材である。第2の弾性部材52は、ベース部材50の外周側に取り付けられる。第2の弾性部材52は、ベース部材50よりも柔らかい材質で形成されている。第2の弾性部材52の材質は、例えばゴム等の弾性体である。第2の弾性部材52の材質は、シール部材40のシール性能、耐候性能及び耐久性能を考慮して、適宜選択することが可能である。第2の弾性部材52の材質は、第1の弾性部材51の材質と異なっていてもよい。
第2の弾性部材52には、ベース部材50の外側の外周縁部(第1の弾性部材51よりも外周側)にて、ベース部材50の両面からそれぞれベース部材50の外周に沿って厚み方向に突出する第2の突出部62が形成されている。
第2の弾性部材52は、図12及び図13に示すように、第2の突出部62の外周側に、ベース部材50の厚みよりも薄く、半径方向に突出した薄肉部75を有していてもよい。
なお、薄肉部75は、第2の突出部62の外周の一部分だけでなく、全周に亘って突出して設けられてもよい。
【0024】
第2の弾性部材52の単体について、図14を参照して説明すると、両面からそれぞれ孔H6(図8参照)に沿って厚み方向に突出する第2の突出部62が形成されている。
また、第2の弾性部材52は、内周側の端面に沿って溝部72が形成されている。ベース部材50の外周縁部は、この溝部72に挿入されている。
【0025】
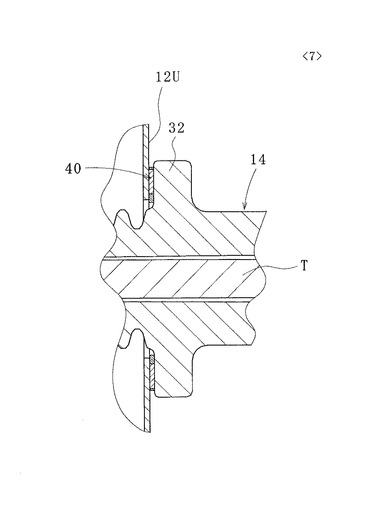
シール部材40は、第1及び第2の突出部61、62がケース12の外側の面及び碍子14の固定部32によって潰されて取り付けられている。ベース部材50は、その潰し量を制御する機能を有することができる。
【0026】
次に、シール部材40の製造方法について説明する。
図15に示すように、まず、工程Aとして、図11に示す第1の弾性部材51の溝部71(第1の溝部)に、ベース部材50の孔H4(図9参照)周囲の内周縁部を挿入する。その際、作業者は第1の弾性部材51の位置決め部65を引っ張って、ベース部材50に第1の弾性部材51をはめ込むこともできる。なお、溝部71とベース部材50の内周縁部とは接着又は融着されてもよい。
【0027】
次に、工程Bとして、図14に示す第2の弾性部材52の溝部72(第2の溝部)に、ベース部材50の外周縁部を挿入する。第2の弾性部材52が図12及び図13に示す薄肉部75を有している場合には、作業者は第2の弾性部材52の薄肉部75を引っ張って、ベース部材50を第2の弾性部材52にはめ込むこともできる。なお、溝部72とベース部材50の外周縁部とは、接着又は融着されてもよい。
以上、工程A及び工程Bが実行されることによって、シール部材40が製造される。
工程Aと工程Bは、順序を逆にして実行することも可能である。
【0028】
本実施の形態に係るシール部材40によれば、開閉器10が、第1の弾性部材51及び第2の弾性部材52にてそれぞれシールされるので、シール部材40の信頼性が向上する。特に、第2の弾性部材52の環境による劣化が、第1の弾性部材51まで進行することが抑制される。
【0029】
なお、本発明は、前述の実施の形態に限定されるものではなく、本発明の要旨を変更しない範囲での変更は可能である。例えば、前述の実施の形態や変形例の一部又は全部を組み合わせて発明を構成する場合も本発明の技術的範囲に含まれる。
【0030】
前述の実施の形態に示したシール部材は、開閉器以外の機器に使用されるシール部材として適用することもできる。
端子の数(第1の孔の数)は、6つに限定されるものではない。
【符号の説明】
【0031】
10:開閉器、12:ケース、12L:下側ケース、12U:上側ケース、14:碍子、16:固定具、17:フック、24:脚部、26:ハンドル、32:固定部、40:シール部材、42:固定部材、50:ベース部材、51:弾性部材、52:弾性部材、61:第1の突出部、62:第2の突出部、65:位置決め部、71、72:溝部、75:薄肉部、H1、H2、H3、H4、H5、H6:孔、N:ナット、T:端子、STD:スタッド
【技術分野】
【0001】
本発明は、開閉器、シール部材、シール用環状部材及びシール部材の製造方法に関する。
【背景技術】
【0002】
特許文献1には、開閉器ケース用パッキンが記載されている。この開閉器ケース用パッキンのシール面には、周方向に少なくとも一条のシール突条が形成されている。
この開閉器ケース用パッキンによれば、シール性が向上する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−75141号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、信頼性を向上させることが可能な開閉器、シール部材、シール用環状部材及びシール部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため、本発明の一の観点によれば、第1の孔が形成され、接点を開閉する開閉部を収めたケースと、
前記第1の孔を通って、前記開閉部に接続される端子と、
前記ケースに固定するための固定部が形成され、前記端子を支持する碍子と、
前記端子及び前記碍子が通る第2の孔が形成されたベース部材、前記第2の孔よりも外周側にて前記ベース部材の両面からそれぞれ前記第2の孔に沿って厚み方向に突出する第1の突出部が形成され、前記ベース部材よりも柔らかい環状の第1の環状部材、及び前記第1の環状部材よりも外周側にて前記ベース部材の両面からそれぞれ前記ベース部材の外周に沿って厚み方向に突出する第2の突出部が形成され、前記ベース部材よりも柔らかい環状の第2の環状部材を有するシール部材とを備え、
前記シール部材の第1及び第2の突出部が前記ケースの外側の面及び前記碍子の固定部によって潰されている開閉器が適用される。
【0006】
また、他の観点によれば、中央部に孔が形成されたベース部材と、
前記孔よりも外周側にて前記ベース部材の両面からそれぞれ該孔に沿って厚み方向に突出する第1の突出部が形成され、前記ベース部材よりも柔らかい環状の第1の環状部材と、
前記第1の突出部よりも外周側にて前記ベース部材の両面からそれぞれ前記ベース部材の外周に沿って厚み方向に突出する第2の突出部が形成され、前記ベース部材よりも柔らかい環状の第2の環状部材とを備えたシール部材が適用される。
【0007】
また、他の観点によれば、中央部に孔が形成され、
両面からそれぞれ前記孔に沿って厚み方向に突出する突出部が形成され、
外周側の端面に沿って溝部が形成され、
前記溝部に、中央部に孔が形成されたベース部材の該孔の周縁部が挿入される環状のシール用環状部材が適用される。
【0008】
また、他の観点によれば、中央部に孔が形成され、
両面からそれぞれ前記孔に沿って厚み方向に突出する突出部が形成され、
内周側の端面に沿って溝部が形成され、
前記溝部に、中央部に孔が形成されたベース部材の外側の周縁部が挿入される環状のシール用環状部材が適用される。
【0009】
また、他の観点によれば、両面からそれぞれ外周に沿って厚み方向に突出する第1の突出部が形成されるとともに、外周側の端面に沿って第1の溝部が形成された環状の第1のシール用環状部材を、中央部に孔が形成されたベース部材に組み付ける工程Aと、
両面からそれぞれ内周に沿って厚み方向に突出する第2の突出部が形成されるとともに、
内周側の端面に沿って第2の溝部が形成された環状の第2のシール用環状部材を、前記ベース部材に組み付ける工程Bとを含み、
前記工程Aでは、前記第1の溝部に、前記ベース部材の孔の周縁部が挿入され、
前記工程Bでは、前記第2の溝部に、前記ベース部材の外側の周縁部が挿入されるシール部材の製造方法が適用される。
【発明の効果】
【0010】
本発明によれば、本発明の構成を有しない場合に比べて、より信頼性を向上させることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施の形態に係る開閉器の斜視図である。
【図2】同開閉器の側面図である。
【図3】同開閉器の分解図である。
【図4】図3とは別の角度から見た同開閉器の分解図である。
【図5】同開閉器のシール部材の取り付け構造を示す分解図である。
【図6】同開閉器のシール部材の取り付け状態を示す説明図である。
【図7】同開閉器のシール部材の取り付け部を示す側断面である。
【図8】同開閉器のシール部材の正面図である。
【図9】同開閉器のシール部材の側断面図(図8のX−X断面図)である。
【図10】図9のA部拡大図である。
【図11】同開閉器のシール部材が有する第1の弾性部材の側断面図である。
【図12】同開閉器のシール部材の変形例を示す正面図である。
【図13】同開閉器のシール部材の変形例を示す側断面図である。
【図14】同開閉器のシール部材が有する第2の弾性部材の側断面図である。
【図15】同開閉器のシール部材の製造方法を示すフロー図である。
【発明を実施するための形態】
【0012】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。なお、各図において、説明に関連しない部分は図示を省略する場合がある。
【0013】
本発明の一実施の形態に係る開閉器10は、図1及び図2に示すように、ケース12と、ケース12から外側に延びる計6つの端子Tと、各端子Tを絶縁して支持する碍子14と、開閉器10を柱上に固定するための固定具16とを備えている
【0014】
ケース12は、上側の上側ケース12Uと、下側の下側ケース12Lとにより構成されている。上側ケース12Uには、一方の側面に例えば図3に示す3つの孔(第1の孔)H1が形成されており、他方の側にも3つの孔H1が形成されている。ケース12の内部には、接点及びこの接点を開閉する開閉部が収められている。
【0015】
各端子Tは、各孔H1を通ってケース12の内部に設けられた接点へと接続される。
各碍子14は、各孔H1を貫通して設けられている。碍子14は、上側ケース12Uに固定される。
固定具16は、上側ケース12Uの上面から上方に向かって延びている。各固定具16の先端にはフック17が設けられている。
なお、上側ケース12Uの下部側面に設けられた脚部24は、開閉器10を床面に置くための支持部材である。図3に示すハンドル26は、開閉部を手動で操作するための部材である。
【0016】
次に、各碍子14の取り付け構造について詳細に説明する。
図3及び図4に示すように、各碍子14には、径方向が大きく形成されたフランジ状の固定部32が設けられている。
この固定部32の上側ケース12Uの側の面には、シール部材40が接している。開閉器10は、このシール部材40によって防水される。
各固定部32の上側ケース12Uの側と反対の側の面には、固定部材42が接する。
【0017】
図5に示すように、固定部材42は、矩形状の板材の各辺部を上側ケース12Uの側に折り曲げた形状をしている。
端子Tが延びる方向からみると、各固定部材42の中央部には、端子T及び碍子14が通る孔H2が形成されている。各固定部材42の各角部には、孔H3が形成されている。
【0018】
同図5に示すように、上側ケース12Uに形成された各孔H1の周囲には、外側に延びる4つのスタッドSTDが配置されている。各スタッドSTDは、固定部材42の孔H3を通っている。各スタッドSTDには外側からナットNが締結される。
各スタッドSTDにナットNが締結されると、図6及び図7に示すように、碍子14の固定部32は固定部材42によって上側ケース12Uに押さえつけられる。すなわち、碍子14の固定部32がシール部材40を介して上側ケース12Uに固定される。
【0019】
次に、シール部材40について詳細に説明する。
図8〜図10に示すように、シール部材40は、ベース部材50と、第1の弾性部材(第1の環状部材、第1のシール用環状部材の一例)51と、第2の弾性部材(第2の環状部材、第2のシール用環状部材の一例)52とを有している。
【0020】
ベース部材50は、例えば円環状の板状部材である。平面視すると、ベース部材50の中央部には、端子T及び碍子14が通る孔(第2の孔)H4(図9参照)が形成されている。ベース部材50は、第1及び第2の弾性部材51、52よりも硬い材質で形成されている。ベース部材50の材質は、例えば金属やセラミックである。
【0021】
第1の弾性部材51は、例えば中央部に孔H5が形成された、円環状の部材である。第1の弾性部材51は、ベース部材50の内周側に取り付けられる。第1の弾性部材51は、ベース部材50よりも柔らかい材質で形成されている。第1の弾性部材51の材質は、例えばゴム等の弾性体である。第1の弾性部材51の材質は、シール部材40のシール性能、耐候性能及び耐久性能を考慮して、適宜選択することが可能である。
第1の弾性部材51には、ベース部材50に形成された孔H4の周囲の内周縁部(孔H4よりも外周側)にて、ベース部材50の両面からそれぞれ孔H4に沿って厚み方向に突出する第1の突出部61が形成されている。
第1の弾性部材51は、第1の突出部61の内周側に、碍子14に対して第1の弾性部材51の径方向の位置を位置決めするための位置決め部65を有している。位置決め部65の厚みは、ベース部材50の厚みよりも薄い。
第1の弾性部材51の中央部に形成された孔H5の大きさは、孔H5の内部を通る碍子14の外径よりも僅かに大きい。そのため、この位置決め部65によって、孔H5の内部を通る碍子14に対する第1の弾性部材51の径方向の位置(シール部材40の径方向の位置)が予め決められた範囲に定まる。
【0022】
第1の弾性部材51の単体について、図11を参照して説明すると、第1の弾性部材51には、両面からそれぞれ孔H5に沿って厚み方向に突出する第1の突出部61が形成されている。
また、第1の弾性部材51は、外周側の端面に沿って溝部71が形成されている。ベース部材50に形成された孔H4の内周縁部は、この溝部71に挿入されている。
【0023】
第2の弾性部材52は、図8〜図10に示すように、例えば中央部に孔H6が形成された、円環状の部材である。第2の弾性部材52は、ベース部材50の外周側に取り付けられる。第2の弾性部材52は、ベース部材50よりも柔らかい材質で形成されている。第2の弾性部材52の材質は、例えばゴム等の弾性体である。第2の弾性部材52の材質は、シール部材40のシール性能、耐候性能及び耐久性能を考慮して、適宜選択することが可能である。第2の弾性部材52の材質は、第1の弾性部材51の材質と異なっていてもよい。
第2の弾性部材52には、ベース部材50の外側の外周縁部(第1の弾性部材51よりも外周側)にて、ベース部材50の両面からそれぞれベース部材50の外周に沿って厚み方向に突出する第2の突出部62が形成されている。
第2の弾性部材52は、図12及び図13に示すように、第2の突出部62の外周側に、ベース部材50の厚みよりも薄く、半径方向に突出した薄肉部75を有していてもよい。
なお、薄肉部75は、第2の突出部62の外周の一部分だけでなく、全周に亘って突出して設けられてもよい。
【0024】
第2の弾性部材52の単体について、図14を参照して説明すると、両面からそれぞれ孔H6(図8参照)に沿って厚み方向に突出する第2の突出部62が形成されている。
また、第2の弾性部材52は、内周側の端面に沿って溝部72が形成されている。ベース部材50の外周縁部は、この溝部72に挿入されている。
【0025】
シール部材40は、第1及び第2の突出部61、62がケース12の外側の面及び碍子14の固定部32によって潰されて取り付けられている。ベース部材50は、その潰し量を制御する機能を有することができる。
【0026】
次に、シール部材40の製造方法について説明する。
図15に示すように、まず、工程Aとして、図11に示す第1の弾性部材51の溝部71(第1の溝部)に、ベース部材50の孔H4(図9参照)周囲の内周縁部を挿入する。その際、作業者は第1の弾性部材51の位置決め部65を引っ張って、ベース部材50に第1の弾性部材51をはめ込むこともできる。なお、溝部71とベース部材50の内周縁部とは接着又は融着されてもよい。
【0027】
次に、工程Bとして、図14に示す第2の弾性部材52の溝部72(第2の溝部)に、ベース部材50の外周縁部を挿入する。第2の弾性部材52が図12及び図13に示す薄肉部75を有している場合には、作業者は第2の弾性部材52の薄肉部75を引っ張って、ベース部材50を第2の弾性部材52にはめ込むこともできる。なお、溝部72とベース部材50の外周縁部とは、接着又は融着されてもよい。
以上、工程A及び工程Bが実行されることによって、シール部材40が製造される。
工程Aと工程Bは、順序を逆にして実行することも可能である。
【0028】
本実施の形態に係るシール部材40によれば、開閉器10が、第1の弾性部材51及び第2の弾性部材52にてそれぞれシールされるので、シール部材40の信頼性が向上する。特に、第2の弾性部材52の環境による劣化が、第1の弾性部材51まで進行することが抑制される。
【0029】
なお、本発明は、前述の実施の形態に限定されるものではなく、本発明の要旨を変更しない範囲での変更は可能である。例えば、前述の実施の形態や変形例の一部又は全部を組み合わせて発明を構成する場合も本発明の技術的範囲に含まれる。
【0030】
前述の実施の形態に示したシール部材は、開閉器以外の機器に使用されるシール部材として適用することもできる。
端子の数(第1の孔の数)は、6つに限定されるものではない。
【符号の説明】
【0031】
10:開閉器、12:ケース、12L:下側ケース、12U:上側ケース、14:碍子、16:固定具、17:フック、24:脚部、26:ハンドル、32:固定部、40:シール部材、42:固定部材、50:ベース部材、51:弾性部材、52:弾性部材、61:第1の突出部、62:第2の突出部、65:位置決め部、71、72:溝部、75:薄肉部、H1、H2、H3、H4、H5、H6:孔、N:ナット、T:端子、STD:スタッド
【特許請求の範囲】
【請求項1】
第1の孔が形成され、接点を開閉する開閉部を収めたケースと、
前記第1の孔を通って、前記開閉部に接続される端子と、
前記ケースに固定するための固定部が形成され、前記端子を支持する碍子と、
前記端子及び前記碍子が通る第2の孔が形成されたベース部材、前記第2の孔よりも外周側にて前記ベース部材の両面からそれぞれ前記第2の孔に沿って厚み方向に突出する第1の突出部が形成され、前記ベース部材よりも柔らかい環状の第1の環状部材、及び前記第1の環状部材よりも外周側にて前記ベース部材の両面からそれぞれ前記ベース部材の外周に沿って厚み方向に突出する第2の突出部が形成され、前記ベース部材よりも柔らかい環状の第2の環状部材を有するシール部材とを備え、
前記シール部材の第1及び第2の突出部が前記ケースの外側の面及び前記碍子の固定部によって潰されている開閉器。
【請求項2】
請求項1記載の開閉器において、前記第1の突出部は、前記第2の孔の周囲の内周縁部に設けられ、
前記第2の突出部は、前記ベース部材の外側の外周縁部に設けられている開閉器。
【請求項3】
請求項2記載の開閉器において、前記第1の環状部材は、前記第1の突出部の内周側に、前記ベース部材の厚みよりも薄く、前記碍子に対して位置決めするための位置決め部を有する開閉器。
【請求項4】
請求項3記載の開閉器において、前記第2の環状部材は、前記第2の突出部の外周側に、前記ベース部材の厚みよりも薄い薄肉部を有する開閉器。
【請求項5】
請求項4記載の開閉器において、前記薄肉部が、半径方向に突出している開閉器。
【請求項6】
請求項4又は5記載の開閉器において、前記第1の環状部材と前記第2の環状部材は、材質が異なることを特徴とする開閉器。
【請求項7】
中央部に孔が形成されたベース部材と、
前記孔よりも外周側にて前記ベース部材の両面からそれぞれ該孔に沿って厚み方向に突出する第1の突出部が形成され、前記ベース部材よりも柔らかい環状の第1の環状部材と、
前記第1の突出部よりも外周側にて前記ベース部材の両面からそれぞれ前記ベース部材の外周に沿って厚み方向に突出する第2の突出部が形成され、前記ベース部材よりも柔らかい環状の第2の環状部材とを備えたシール部材。
【請求項8】
中央部に孔が形成され、
両面からそれぞれ前記孔に沿って厚み方向に突出する突出部が形成され、
外周側の端面に沿って溝部が形成され、
前記溝部に、中央部に孔が形成されたベース部材の該孔の周縁部が挿入される環状のシール用環状部材。
【請求項9】
中央部に孔が形成され、
両面からそれぞれ前記孔に沿って厚み方向に突出する突出部が形成され、
内周側の端面に沿って溝部が形成され、
前記溝部に、中央部に孔が形成されたベース部材の外側の周縁部が挿入される環状のシール用環状部材。
【請求項10】
両面からそれぞれ外周に沿って厚み方向に突出する第1の突出部が形成されるとともに、外周側の端面に沿って第1の溝部が形成された環状の第1のシール用環状部材を、中央部に孔が形成されたベース部材に組み付ける工程Aと、
両面からそれぞれ内周に沿って厚み方向に突出する第2の突出部が形成されるとともに、
内周側の端面に沿って第2の溝部が形成された環状の第2のシール用環状部材を、前記ベース部材に組み付ける工程Bとを含み、
前記工程Aでは、前記第1の溝部に、前記ベース部材の孔の周縁部が挿入され、
前記工程Bでは、前記第2の溝部に、前記ベース部材の外側の周縁部が挿入されるシール部材の製造方法。
【請求項1】
第1の孔が形成され、接点を開閉する開閉部を収めたケースと、
前記第1の孔を通って、前記開閉部に接続される端子と、
前記ケースに固定するための固定部が形成され、前記端子を支持する碍子と、
前記端子及び前記碍子が通る第2の孔が形成されたベース部材、前記第2の孔よりも外周側にて前記ベース部材の両面からそれぞれ前記第2の孔に沿って厚み方向に突出する第1の突出部が形成され、前記ベース部材よりも柔らかい環状の第1の環状部材、及び前記第1の環状部材よりも外周側にて前記ベース部材の両面からそれぞれ前記ベース部材の外周に沿って厚み方向に突出する第2の突出部が形成され、前記ベース部材よりも柔らかい環状の第2の環状部材を有するシール部材とを備え、
前記シール部材の第1及び第2の突出部が前記ケースの外側の面及び前記碍子の固定部によって潰されている開閉器。
【請求項2】
請求項1記載の開閉器において、前記第1の突出部は、前記第2の孔の周囲の内周縁部に設けられ、
前記第2の突出部は、前記ベース部材の外側の外周縁部に設けられている開閉器。
【請求項3】
請求項2記載の開閉器において、前記第1の環状部材は、前記第1の突出部の内周側に、前記ベース部材の厚みよりも薄く、前記碍子に対して位置決めするための位置決め部を有する開閉器。
【請求項4】
請求項3記載の開閉器において、前記第2の環状部材は、前記第2の突出部の外周側に、前記ベース部材の厚みよりも薄い薄肉部を有する開閉器。
【請求項5】
請求項4記載の開閉器において、前記薄肉部が、半径方向に突出している開閉器。
【請求項6】
請求項4又は5記載の開閉器において、前記第1の環状部材と前記第2の環状部材は、材質が異なることを特徴とする開閉器。
【請求項7】
中央部に孔が形成されたベース部材と、
前記孔よりも外周側にて前記ベース部材の両面からそれぞれ該孔に沿って厚み方向に突出する第1の突出部が形成され、前記ベース部材よりも柔らかい環状の第1の環状部材と、
前記第1の突出部よりも外周側にて前記ベース部材の両面からそれぞれ前記ベース部材の外周に沿って厚み方向に突出する第2の突出部が形成され、前記ベース部材よりも柔らかい環状の第2の環状部材とを備えたシール部材。
【請求項8】
中央部に孔が形成され、
両面からそれぞれ前記孔に沿って厚み方向に突出する突出部が形成され、
外周側の端面に沿って溝部が形成され、
前記溝部に、中央部に孔が形成されたベース部材の該孔の周縁部が挿入される環状のシール用環状部材。
【請求項9】
中央部に孔が形成され、
両面からそれぞれ前記孔に沿って厚み方向に突出する突出部が形成され、
内周側の端面に沿って溝部が形成され、
前記溝部に、中央部に孔が形成されたベース部材の外側の周縁部が挿入される環状のシール用環状部材。
【請求項10】
両面からそれぞれ外周に沿って厚み方向に突出する第1の突出部が形成されるとともに、外周側の端面に沿って第1の溝部が形成された環状の第1のシール用環状部材を、中央部に孔が形成されたベース部材に組み付ける工程Aと、
両面からそれぞれ内周に沿って厚み方向に突出する第2の突出部が形成されるとともに、
内周側の端面に沿って第2の溝部が形成された環状の第2のシール用環状部材を、前記ベース部材に組み付ける工程Bとを含み、
前記工程Aでは、前記第1の溝部に、前記ベース部材の孔の周縁部が挿入され、
前記工程Bでは、前記第2の溝部に、前記ベース部材の外側の周縁部が挿入されるシール部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−41796(P2013−41796A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−179813(P2011−179813)
【出願日】平成23年8月19日(2011.8.19)
【出願人】(000006622)株式会社安川電機 (2,482)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月19日(2011.8.19)
【出願人】(000006622)株式会社安川電機 (2,482)
【Fターム(参考)】
[ Back to top ]