
間欠塗工方法及び間欠塗工設備
【課題】塗工域の塗工始端部又は塗工終端部に生じる盛り上がり部の盛り上がり高さ寸法を小さくする。
【解決手段】基材走行路Rの途中に設けられた間欠塗工装置2で、基材走行路Rを走行する基材Wの表面に基材走行方向に沿って塗工域Cと非塗工域Dを交互に形成するときに、塗工域Cの塗工始端部Ca又は塗工終端部Cbに形成される盛り上がり部Qが生じる場合に、盛り上がり部Qが通過する基材走行路Rの所定箇所Raに向かってガスをGを噴出させるガス噴出用スリット13を備えたガス噴出装置7と、ガス噴出用スリット13から噴出させるガスGをガス噴出装置7へ設定時間だけ供給するガス供給装置8を備えたこと。
【解決手段】基材走行路Rの途中に設けられた間欠塗工装置2で、基材走行路Rを走行する基材Wの表面に基材走行方向に沿って塗工域Cと非塗工域Dを交互に形成するときに、塗工域Cの塗工始端部Ca又は塗工終端部Cbに形成される盛り上がり部Qが生じる場合に、盛り上がり部Qが通過する基材走行路Rの所定箇所Raに向かってガスをGを噴出させるガス噴出用スリット13を備えたガス噴出装置7と、ガス噴出用スリット13から噴出させるガスGをガス噴出装置7へ設定時間だけ供給するガス供給装置8を備えたこと。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基材の表面に間欠塗工装置で基材長手方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に生じた盛り上がり部の盛り上がり高さ寸法を小さくすることに関するものである。
【背景技術】
【0002】
例えば、電池の負極板を製造するときに、負極集電体用銅箔からなる基材に負極ペースト状塗工剤をダイ塗工装置で塗工域と非塗工域を交互に間欠塗工する場合、塗工開始時にはダイ内部の圧力が高くなっているため、塗工域の塗工始端部に盛り上がり部ができてしまうことがある(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−223899号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記盛り上がり部は、塗工域と非塗工域の境界面であるため、塗工後の乾燥時における熱的負荷が多くなり、結合剤のマイグレーションにより、負極集電体との密着強度が低下する等の問題点がある。また、盛り上がり部は、ダイ塗工装置による電池の負極板の製造に限定されるものでもなく、基材に高粘度(例えば、1000cps以上)の塗工剤をリバースキス塗工装置等で間欠塗工するときに塗工域の塗工終端部にできることもあり、基材との密着強度の低下や、後工程における圧延時の割れ等の諸問題を招くことがある。
【0005】
本発明は、盛り上がり部に起因する諸問題を解決するために、塗工域の塗工始端部又は塗工終端部に生じる盛り上がり部の盛り上がり高さ寸法を小さくできる、間欠塗工方法及び間欠塗工設備の提供を目的とする。
【課題を解決するための手段】
【0006】
盛り上がり部の盛り上がり高さ寸法を小さくするために請求項1記載の本発明が採用した手段は、走行する基材の表面に間欠塗工装置で基材走行方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に盛り上がり部が生じる間欠塗工方法において、ガス噴出用スリットから噴出するガスを設定時間だけ盛り上がり部に吹き付けて盛り上がり高さ寸法を小さくすることを特徴とする間欠塗工方法である。
【0007】
盛り上がり部の盛り上がり高さ寸法を小さくするために請求項2記載の本発明が採用した手段は、基材走行路の途中に設けられた間欠塗工装置で、基材走行路を走行する基材の表面に基材走行方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に盛り上がり部が生じる間欠塗工設備において、盛り上がり部が通過する基材走行路の所定箇所に向かってガスを噴出させるガス噴出用スリットを備えたガス噴出装置と、ガス噴出用スリットから噴出させるガスをガス噴出装置へ設定時間だけ供給するガス供給装置を備えたことを特徴とする間欠塗工設備である。
【0008】
ガス噴出用スリットから噴出するガスの風圧を最適値まで瞬時に高めて盛り上がり高さ寸法を確実に小さくさせるために請求項3記載の本発明が採用した手段は、ガス供給装置は、ガス噴出装置に逆止弁を介して通じると共にガス源に逆止弁を介して通じるシリンダー及びシリンダーに内嵌して進退するピストンからなり、ピストンの後退でガス源からシリンダー内部にガスを取り込むと共にピストンの前進でシリンダー内部のガスをガス噴出装置へ供給するポンプと、ピストンを進退させる可変速式モータを備えた請求項2記載の間欠塗工設備である。
【発明の効果】
【0009】
請求項1記載の本発明に係る間欠塗工方法は、ガス噴出用スリットから噴出するガスを設定時間だけ盛り上がり部に吹き付けることで、盛り上がり高さ寸法を小さくすることができる。
【0010】
請求項2記載の本発明に係る間欠塗工設備は、ガス供給装置からガス噴出装置に供給して、ガス噴出用スリットから盛り上がり部に向かってガスを設定時間だけ吹き付けることで、盛り上がり高さ寸法を小さくすることができる。
【0011】
請求項3記載の本発明に係る間欠塗工設備は、可変速式モータを設定速度で起動させてピストンを前進させることで、ガス噴出装置のガス噴出用スリットから噴出すガスの風圧を最適値まで瞬時に高めて盛り上がり高さ寸法を確実に小さくさせることができる。
【図面の簡単な説明】
【0012】
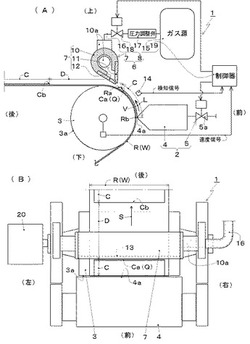
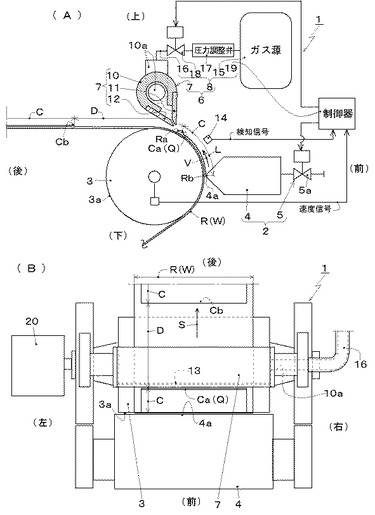
【図1】本発明に係る間欠塗工設備(以下、「本発明間欠塗工設備」と言う。)及び本発明に係る間欠塗工方法(以下、「本発明間欠方法」と言う。)の第1の実施の形態を示すものであって、図(A)は本発明間欠塗工設備1の全体の概略を示す側面図、図(B)は主要部の平面図である。
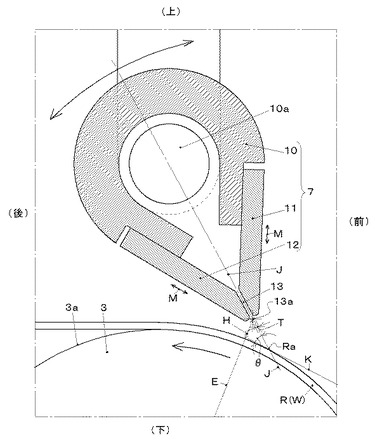
【図2】同実施の形態おけるガス噴出装置7の近辺を拡大した側面図である。
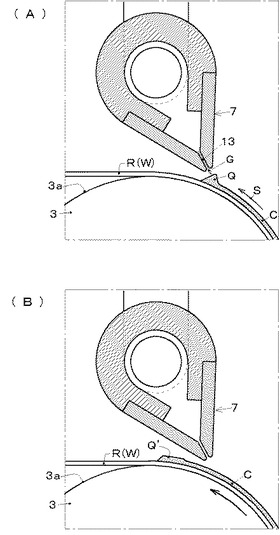
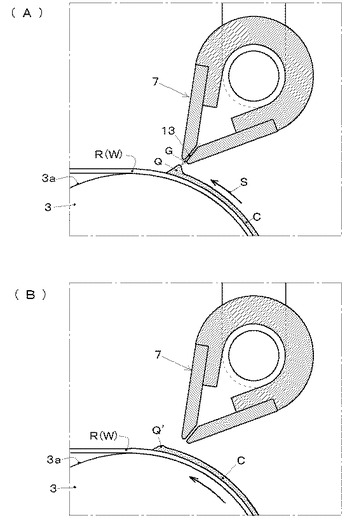
【図3】同実施の形態においてガス噴出装置7で盛り上がり部Qを均し処理する状況を拡大して示す側面図であって、図(A)はガス噴出装置7のガス噴出用スリット14から盛り上がり部Qに向かってガスGを吹き付けた直後であり、図(B)はガスの吹き付けを停止し後の均し処理された盛り上がり部Q’の高さ寸法が小さくなった状態である。
【図4】同実施の形態においてガス噴出装置で盛り上がり部を処理する異なる態様の状況を拡大して示す側面図であって、図(A)はガス噴出装置7のガス噴出用スリット14から盛り上がり部Qに向かってガスGを吹き付けた直後であり、図(B)はガスの吹き付けを停止し後の均し処理された盛り上がり部Q’の高さ寸法が小さくなった状態である。
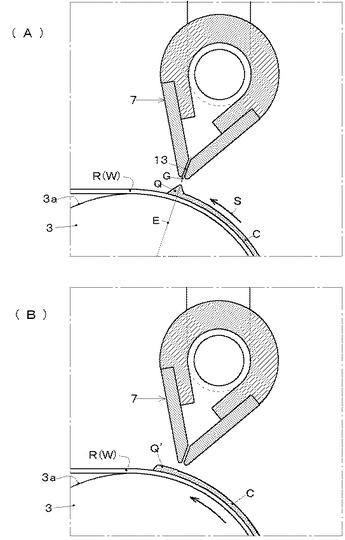
【図5】同実施の形態においてガス噴出装置で盛り上がり部を処理する更に異なる態様の状況を拡大して示す側面図であって、図(A)はガス噴出装置7のガス噴出用スリット14から盛り上がり部Qに向かってガスGを吹き付けた直後であり、図(B)はガスの吹き付けを停止し後の均し処理された盛り上がり部Q’の高さ寸法が小さくなった状態である。
【図6】第2の実施の形態に係る本発明間欠塗工設備21の全体の概略を示す側面図である。
【図7】第3の実施の形態に係る本発明間欠塗工設備31の全体の概略を示す側面図である。
【図8】第4の実施の形態に係る本発明間欠塗工設備51の全体の概略を示す側面図である。
【図9】第5の実施の形態に係る本発明間欠塗工設備61の全体の概略を示す側面図である。
【発明を実施するための形態】
【0013】
本発明間欠塗工設備及び本発明間欠塗工方法を図面に示す実施の形態に基づいて説明する。なお、「前」「後」「左」「右」「上」及び「下」は、各図面に示す通りであり、左右方向を基材Wの横断方向に沿うようにしてある。
【0014】
(第1の実施の形態)
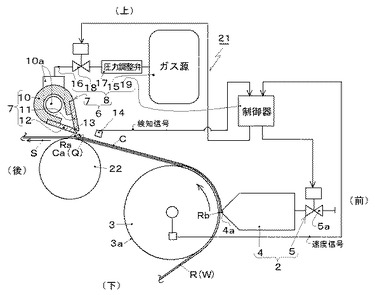
第1の実施の形態に係る本発明間欠塗工設備1は、図1に示す如く、基材走行路Rの途中に設けられた間欠塗工装置2で、基材走行路Rを走行する基材Wの表面に基材走行方向Sに沿って塗工域Cと非塗工域Dを交互に形成するものである。本例における間欠塗工装置2は、ダイ塗工方式であり、電動モータ20で駆動されて設定速度で回転するバッキングロール3と、バッキングロール3の外周面3a上に形成される基材走行路Rに向かって塗工剤を吐出・停止させるダイ塗工ヘッド4と、ダイ塗工ヘッド4のダイ内部に対する塗工剤の供給と停止を交互に繰り返す塗工剤供給装置5を備えている。バッキングロール3は、基材走行路Rを走行する基材Wを、外周面3aに圧着した状態で巻回させつつ、設定速度Vで走行さる。ダイ塗工ヘッド4は、走行中の基材Wに対して、左右方向に延びる吐出口4aの先端開口部から吐出する塗工剤を膜状に塗着させて塗工域Cを形成すると共に、塗工剤の吐出を停止させて非塗工域Dを形成するように構成され、塗工開始時にはダイ内部の圧力が一時的に高くなるため、塗工域Cの塗工始端部Caに左右方向へ延びる盛り上がり部Qを生じさせる。
【0015】
本発明間欠塗工設備1は、図1に示す如く、盛り上がり部Qの盛り上がり高さ寸法を小さくするために均し装置6を備えている。均し装置6は、バッキングロール3の外周面3a上の基材走行路Rにおけるダイ塗工ヘッド4より下流側の箇所に向かってガスGを吹き付けるガス噴出装置7と、ガス噴出装置7へ噴出用ガスGを供給するガス供給装置8を備え、盛り上がり部Qが通過する基材走行路Rの所定箇所Ra(盛り上がり部Qの高さ寸法を小さくするための均し処理する箇所)に向かって、ガス噴出装置7から盛り上がり部Qの左右幅方向全域にガスGを設定時間だけ吹き付けるようにしてある。
【0016】
前記ガス噴出装置7は、図1に示す如く、内部に左右方向に延びるガス通路10aを形成した中空状の保持具10と、保持具10に取着した左右方向に延びる二枚のリップ片11,12を備え、リップ片11,12の間に左右方向へ連続的に延びるように形成されたガス噴出用スリット13をガス通路10aに連通させ、ガス供給装置8からガス通路10aへ供給されるガスGをガス噴出用スリット13の左右幅方向全域から基材走行路Rの所定箇所Raに向かって均一の風圧(例えば、ガス通路10aの静圧が大気圧基準で0.1〜0.5MPa)で噴出させるようにしてある。ガス供給装置8は、固定台(図示略)に調節具(図示略)を介して取着され、図2示す如く、スリット先端部13aからバッキングロール3の半径方向Eに沿って基材Wの表面に至るまでの距離H、及び基材Wの表面に対する噴出ガスの吹付け角度θ(ガス噴出用スリット13の中心線Jと基材表面の接線Kとの交差角度)を最適値に調節できるようにしてある。また、ガス供給装置8は、二枚のリップ片11,12の各々を矢符M方向へ移動させることで、噴出用スリット13の厚み寸法Tを最適値(例えば、10〜100μmの範囲で選択できる値)に調節できるようにしてある。
【0017】
前記ガス供給装置8は、図1に示す如く、窒素や空気等の高圧ガスを貯留したタンク等からなるガス源15と、ガス源15からガス供給装置8のガス通路10aに至るガス供給路16と、ガス供給路16の上流側に設けた減圧弁などからなる圧力調整弁17と、ガス供給路16の下流側に設けた開閉弁18と、開閉弁18及び塗工剤供給装置5の制御弁5aに操作信号を発する制御装置19とを備えている。制御装置19は、塗工剤供給装置5の制御弁5aに開弁信号を発してダイ塗工ヘッド4による塗工域Cの塗着を開始させた後に、塗工域Cの塗工始端部Caに形成された盛り上がり部Qが、均し処理位置となる基材走行路Rの所定箇所Raへ至ったときに、ガス供給装置8の開閉弁18に開弁信号を発して、ガス噴出装置7のガス噴出用スリット13からガスGを設定時間(例えば、0.1〜0.5秒)だけ噴出させて盛り上がり部Qに吹き付けるようにしてある。盛り上がり部Qに吹き付けられたガスGは、図3に示す如く、盛り上がり部Qを均して、均し処理後の盛り上がり部Q’の高さ寸法を小さくさせる。制御装置19は、図1に示す如く、ガス供給装置8の開閉弁18に開弁信号を発しするタイミングを得る一例として、バッキングロール3の外周面3a上に形成されている基材走行路Rの塗工開始位置Rbから均し処理位置となる所定箇所Raへ至るまでの距離Lを、基材Wの走行速度V(バッキングロール3の外周面の回転速度)で除し(L÷V)て得られる時間で、そのタイミングを得るようにしている。基材Wの走行速度Vは、バッキングロール3を駆動する電動モータ20の回転計等からの速度信号で得る。タイミングを得る他例として、検知器14で検知された盛り上がり部Qが通過する基材走行路Rの検知位置から均し処理位置となる所定箇所Raへ至るまでの距離を、基材Wの走行速度Vで除して得られる時間で、そのタイミングを得るようにしている。ガス噴出用スリット13から盛り上がり部QにガスGを吹き付ける設定時間は、盛り上がり部Qの大きさ及び塗工剤の粘度等に応じて決定される。制御装置19は、塗工剤供給装置5の制御弁5aに対して、閉弁信号を発した後に設定長さ寸法の塗工域Cが形成されたとき、閉弁信号を発して塗工終端部Cbを形成させる。
【0018】
本発明間欠塗工設備1を用いた本発明間欠方法は、図1に示す如く、バッキングロール3に巻回されて走行する基材Wの表面に間欠塗工装置2で基材走行方向Sに沿って塗工域Cと非塗工域Dを交互に形成するときに、塗工域Cの塗工始端部Caに盛り上がり部Qを生じさせる場合において、図3(A)に示すようにガス噴出装置7のガス噴出用スリット13から噴出するガスGを設定時間だけ盛り上がり部Qに吹き付けて盛り上がり部Qを均し、同図(B)に示すように均し処理後の盛り上がり部Q’の高さ寸法を均し処理前の状態よりも小さくさせる。ガス噴出装置7のガス噴出用スリット13からガスを噴出させる方向としては、図3(A)に示すように基材Wの走行方向Sと逆方向の成分を含む場合と、図4(A)に示すように基材Wの走行方向Sと同方向の成分を含む場合と、図5(A)に示すようにバッキングロール3の半径方向(すなわち、基材Wの垂直方向)Eに沿う場合とがある。
【0019】
本発明間欠方法は、ガス噴出装置7のガス噴出用スリット13から噴出したガスの風圧で盛り上がり部Qを押し広げて表面を均し、均し処理後の盛り上がり部Q’の高さ寸法を塗工域Cの内側の塗工膜の厚み寸法に近似させるものであって、盛り上がり部Qを塗工域Cから分離させるように吹き飛ばすものではない。盛り上がり部Qを吹き飛ばすことは、飛散物で塗工域C又は非塗工域Dを汚すことになるため、好ましくない。なお、盛り上がり部Qを押し広げる方向としては、図3(B)に示すように塗工域Cの内側へ広げる場合と、図4(B)に示すように塗工域Cの外側へ広げる場合と、図5(B)に示すように塗工域Cの内側と外側へ分散させて広げる場合とがある。
【0020】
(第2の実施の形態)
図6は第2の実施の形態に係る本発明間欠塗工設備21を示すものである。本実施の形態に係る本発明間欠塗工設備21は、ガス噴出装置7のガス噴出用スリット13から噴出するガスを吹き付ける基材走行路Rの所定箇所Ra(盛り上がり部Qの高さ寸法を小さくするための均し処理位置となる箇所)を、基材走行路Rにおけるバッキングロール3よりも下流側に配設した均し処理用ローラ22の外周面上に位置させた点が前記第1の実施の形態と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図6において図1乃至図5に記載の符号と同一の符号は相当部分を示す。
【0021】
本発明間欠塗工設備21を用いた本発明間欠方法は、バッキングロール3に巻回されて走行する基材Wの表面に間欠塗工装置2で基材走行方向に沿って塗工域Cと非塗工域D(図1参照)を交互に形成するときに、塗工域Cの塗工始端部Caに盛り上がり部Qを生じさせる場合において、盛り上がり部Qが均し処理用ローラ22の外周面上に形成された基材走行路Rの所定箇所Raを通過するときに、ガス噴出装置7のガス噴出用スリット13から設定時間だけガスを噴出させて盛り上がり部Qに吹き付けて均し、盛り上がり高さ寸法を小さくする。ガス噴出装置7のガス噴出用スリット13からガスを噴出させる方向としては、図3(A)に示すように基材Wの走行方向と逆方向の成分を含む場合と、図4(A)に示すように基材Wの走行方向と同方向の成分を含む場合と、図5(A)に示すように基材Wの垂直方向Eに沿う場合とがある。
【0022】
(第3の実施の形態)
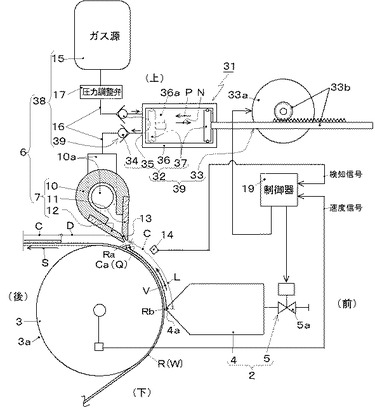
図7は第3の実施の形態に係る本発明間欠塗工設備31を示すものである。本実施の形態に係る本発明間欠塗工設備31は、均し装置6を構成するガス供給装置38の一部が前記第1の実施の形態と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図7において図1乃至図5に記載の符号と同一の符号は相当部分を示す。
【0023】
前記ガス供給装置38は、第lの実施の形態における開閉弁18の代わりにガス押出し装置39を備えている。ガス押出し装置39は、ガス噴出装置7のガス噴出用スリット13に逆止弁34を介して通じさせると共にガス源15に逆止弁35を介して通じさせたシリンダー36及びシリンダー36に進退自在に内嵌したピストン37を備え、ピストン37の後退(矢符N方向への移動)でガス源15からシリンダー内部36aにガスを取り込むと共にピストン37の前進(矢符P方向への移動)でシリンダー内部36aのガスを加圧してガス噴出装置7へ供給するポンプ32と、ピストン37を進退させる駆動装置33とを備えている。駆動装置33は、可変速式モータ33aと、可変速式モータ33aの出力回転運動をピストン37の進退運動に変換するピニオン・ラックギア等の伝導機構33bとからなる。
【0024】
前記ガス押出し装置39は、可変速式モータ33aの回転速度の変更でピストン37の移動速度が変化するため、可変速式モータ33aを増速してピストン37の前進を速くすることで、シリンダー内部36aのガス圧力を高めてガス噴出用スリット13から噴出すガスの風圧を高めることができ、逆に、可変速式モータ33aを減速してピストン37の前進を遅くすることで、シリンダー内部36aのガス圧力を低くしてガス噴出用スリット13から噴出すガスの風圧を低くすることができるため、盛り上がり部Qの均し処理に適した設定速度で可変速式モータ33aを起動させてピストン37を前進させることで、ガス噴出装置7のガス噴出用スリット13から噴出すガスの風圧を最適値まで瞬時に高め、均し処理後の盛り上がり高さ寸法を確実に小さくさせることができるようになる。
【0025】
また、前記ガス押出し装置39は、ピストン37を前進させる可変速式モータ33aの起動から停止までの時間を設定してピストン37の前進時間を決定することで、ガス噴出装置7から盛り上がり部Qの左右幅方向全域にガスGを設定時間だけ吹き付けることができる。更に、前記ガス押出し装置39は、ピストン37を前進させている可変速式モータ33aの回転を停止後に直ちに逆回転させることで、シリンダー内部36aのガス圧力を急速に減圧させてガス噴出装置7のガス噴出用スリット13からのガスの噴出を停止させることができる。ガス押出し装置39は、可変速式モータ33aの起動・停止のタイミングと回転速度の設定で、ガス噴出用スリット13からガスを噴出させる開始から停止に至るまでの各経過時刻におけるガス噴出速度を最適値にすることができると共に、ガス噴出用スリット13から噴出するガスを瞬時に停止させることが可能となり、盛り上がり部Qの大きさや塗工剤の粘度等の仕様に対応させることができる。
【0026】
本発明間欠塗工設備31を用いた本発明間欠方法は、ガス噴出装置7のガス噴出用スリット13からガスを噴出させる開始から停止に至るまでの各経過時刻におけるガス噴出速度を最適値にすることができると共に、ガス噴出用スリット13から噴出するガスを瞬時に停止させこと以外については、第1の実施の形態の場合の本発明間欠方法と実質的に同一である。
【0027】
(第4の実施の形態)
図8は第4の実施の形態に係る本発明間欠塗工設備41を示すものである。本実施の形態に係る本発明間欠塗工設備41は、間欠塗工装置42をリバースキス塗工方式とした点が前記第1の実施の形態と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図8において図1乃至図5に記載の符号と同一の符号は相当部分を示す。
【0028】
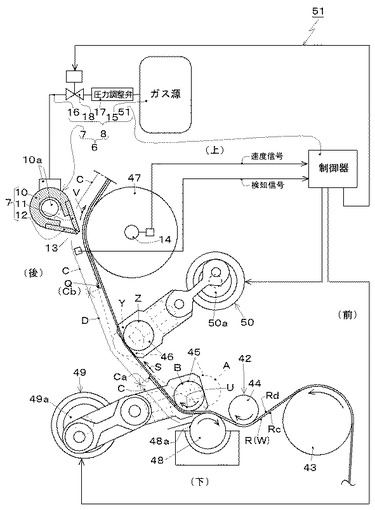
前記間欠塗工装置42は、基材走行路Rを形成する上流側の基材送りロール43と、基材送りロール43よりも基材走行路Rの下流側の非塗工面側Rdに基材走行方向Sへ向かって順番に設けた定位置の上流側基準ロール44、進退自在な塗工切替ロール45、進退自在な張力調整用ロール46及び定位置の下流側基準ロール(均し処理用ローラ)47と、上流側基準ロール44と塗工切替ロール45の間の基材走行路Rの塗工面側Rcの定位置に塗工切替ロール45の回転方向Uと同一方向へ回転するように配置され、ロール外周面48a上に凹部を刻設した塗工ロール48と、塗工切替ロール45を基材走行路Rの非塗工面側Rdから塗工面側Rcへ向かって非塗工操作位置Aから塗工操作位置Bまで前進させる塗工操作及びこの間で塗工切替ロール45を逆方向へ向かって後退させる非塗工操作を交互に繰り返す塗工切替ロール用操作装置49と、張力調整用ロール46を基材走行路Rの塗工面側Rcから非塗工面側Rdへ向かって非塗工操作位置Yから塗工操作位置Zまで後退させる塗工操作及びこの間で張力調整用ロール46を逆方向へ向かって後退させる非塗工操作を交互に繰り返す張力調整用ロール用操作装置50と、塗工切替ロール用操作装置49の電動サーボモータ等からなる駆動源49a及び張力調整用ロール用操作装置50の電動サーボモータ等からなる駆動源50aの操作を制御すると共にガス供給装置8の開閉弁18の開閉を制御する制御装置51とを備えている。
【0029】
前記制御装置51は、塗工ロール48の外周面48aに基材走行路Rを走行する基材Wの塗工面側を接触せさて塗工域Cを形成する塗工操作(図中に実線で示す状態)と塗工ロール48の外周面48aから基材Wを離反させて非塗工域Dを形成する非塗工操作(図中に破線で示す状態)とを交互に繰り返すように、塗工切替ロール用操作装置49及び張力調整用ロール用操作装置50の各駆動源49a,50aへ起動・停止の信号を発信するものである。
【0030】
前記制御装置51は、塗工域の始端縁及び終端縁について大きく湾曲させることなく直線状に近づけることができるようにするために、基材走行路Rに沿って上流側基準ロール44から下流側基準ロール47へ至る基材パスラインの寸法値について、塗工操作における塗工ロール48の外周面48aに対する基材走行路Rの塗工面側の接触を始めさせる時刻の前後に設定した設定時間、及び非塗工操作おける塗工ロール48の外周面48aから基材Wの塗工面側の離反を始めさせる時の前後に設定した設定時間の各時間内におけ寸法値が、これら設定時間以外における寸法値よりも増大するように、塗工切替ロール45の進退移動に追従して張力調整用ロール46の進退位置の制御を行なうようにしてある。間欠塗工装置42は、基材パスラインの寸法値の増大に伴い基材Wの張力を増大させて基材Wの左右幅方向の撓み量を小さくさせることで、塗工ロール48の外周面48aに対して基材Wの左右幅方向全域を同時に接触又は離反させることが可能となり、塗工域Cの始端出Ca及び終端部Cbの左右幅方向全域を直線状に近づけることができる。
【0031】
前記制御装置51は、ガス供給装置8の開閉弁18に開弁信号を発しするタイミングを得る一例として、検知器14で盛り上がり部Qが検知される基材走行路Rの検知位置から均し処理位置となる所定箇所Raへ至る距離を、基材Wの走行速度V(下流側基準ロール47の外周面の回転速度)で除して得られる時間で、そのタイミングを得るようにしている。ガス噴出用スリット13から盛り上がり部QにガスGを吹き付ける設定時間は、盛り上がり部Qの大きさ及び塗工剤の粘度等に応じて決定される。
【0032】
本発明間欠塗工設備41を用いた本発明間欠方法は、走行する基材Wの表面に間欠塗工装置42で基材走行方向Sに沿って塗工域Cと非塗工域Dを交互に形成するときに、塗工域Cの塗工終端部Cbに盛り上がり部Qが生じる場合において、ガス噴出装置7のガス噴出用スリット13から噴出するガスを設定時間だけ盛り上がり部Qに吹き付けて均し、均し処理後の盛り上がり高さ寸法を小さくすることである。ガス噴出装置7のガス噴出用スリット13からガスを噴出させる方向としては、図3(A)に示すように基材Wの走行方向と逆方向の成分を含む場合と、図4(A)に示すように基材Wの走行方向と同方向の成分を含む場合と、図5(A)に示すように基材Wの垂直方向Eに沿う場合とがある。
【0033】
(第5の実施の形態)
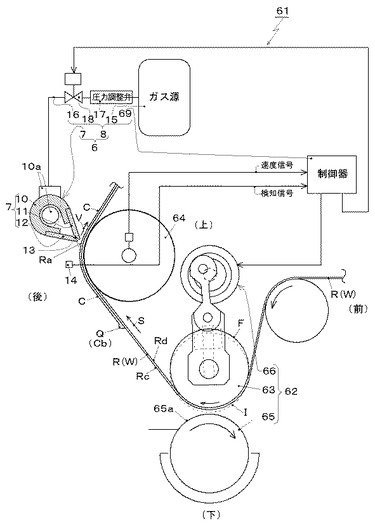
図9は第5の実施の形態に係る本発明間欠塗工設備61を示すものである。本実施の形態に係る本発明間欠塗工設備61は、間欠塗工装置62をリバースグラビア塗工方式とした点が前記第1の実施の形態と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図9において図1乃至図5に記載の符号と同一の符号は相当部分を示す。
【0034】
前記間欠塗工装置62は、基材走行路Rの非塗工面側Rdをロール外周面63a上に形成して進退自在に配置される塗工切替ロール63と、基材走行路Rにおける塗工切替ロール63よりも下流側に配設した回転駆動される均し処理用ローラ64と、基材走行路Rの塗工面側Rcの定位置に、回転駆動される塗工切替ロール63の回転方向と同一方向へ回転するように回転駆動される状態で配置された塗工ロール65と、塗工切替ロール63を基材走行路Rの塗工面側Rcから非塗工面側Rdへ向かって、塗工切替ロール63の外周面上に形成される基材走行路Rの部分を塗工ロール65から離反させる非塗工操作位置F(図中に実線で示す位置)から該基材走行路Rの部分を塗工ロール65の外周面に転写塗工可能に接近させる塗工操作位置I(図中に破線で示す位置)まで前進させる塗工操作及びこの間で塗工切替ロール63を逆方向へ向かって後退させる非塗工操作を交互に繰り返す塗工切替ロール用操作装置66と、塗工切替ロール用操作装置65の操作及びガス供給装置8の開閉弁18の開閉を制御する制御装置69とを備えている。塗工ロール65は、ロール外周面65a上に凹部を刻設したグラビアロールからなる。
【0035】
前記制御装置69は、ガス供給装置8の開閉弁18に開弁信号を発しするタイミングを得る一例として、検知器14で盛り上がり部Qが検知される基材走行路Rの検知位置から均し処理位置となる所定箇所Raへ至る距離を、基材Wの走行速度V(均し処理用ローラ64の外周面の回転速度)で除して得られる時間で、そのタイミングを得るようにしている。ガス噴出用スリット13から盛り上がり部QにガスGを吹き付ける設定時間は、盛り上がり部Qの大きさ及び塗工剤の粘度等に応じて決定される。
【0036】
本発明間欠塗工設備61を用いた本発明間欠方法は、走行する基材Wの表面に間欠塗工装置62で基材走行方向Sに沿って塗工域Cと非塗工域Dを交互に形成するときに、塗工域Cの塗工終端部Cbに盛り上がり部Qが生じる場合において、ガス噴出装置7のガス噴出用スリット13から噴出するガスを設定時間だけ盛り上がり部Qに吹き付けて均し、盛り上がり高さ寸法を小さくすることである。ガス噴出装置7のガス噴出用スリット13からガスを噴出させる方向としては、図3(A)に示すように基材Wの走行方向と逆方向の成分を含む場合と、図4(A)に示すように基材Wの走行方向と同方向の成分を含む場合と、図5(A)に示すように基材Wの垂直方向Eに沿う場合とがある。
【0037】
(その他の実施の形態)
第4の実施の形態(図8参照)に係る本発明間欠塗工設備51及び第5の実施の形態(図9参照)に係る本発明間欠塗工設備61は、各々に設けるガス供給装置8を、第3の実施の形態(図7参照)に係る本発明間欠塗工設備31に設けたガス供給装置38に置換することも可能である。
【0038】
また、間欠塗工装置は、第1の実施の形態(図1乃至図5)、第2の実施の形態(図6参照)及び第3の実施の形態(図7参照)に係るダイ塗工方式、第4の実施の形態(図8参照)に係るリバースキス塗工方式及び第5の実施の形態(図9参照)に係るリバースグラビア塗工方式に限定するものではなく、図示は省略したが、グラビア塗工方式やリバースロール塗工方式等のように、塗工域Cの塗工始端部Ca又は塗工終端部Cbに盛り上がり部Qを生じるさせる塗工方式のものを採用することもある。
【符号の説明】
【0039】
1(21,31,41,61)…本発明間欠塗工設備、2…間欠塗工装置、3…バッキングロール、3a…外周面、4…ダイ塗工ベッド、4a…吐出口、5…塗工剤供給装置、5a…制御弁、6…均し装置、7…ガス噴出装置、8(38)…ガス供給装置、10…保持具、10a…ガス通路、11…リップ片、12…リップ片、13…ガス噴出用スリット、14…検知器、15…ガス源、16…ガス供給路、17…圧力調節弁、18…開閉弁、19…制御器、20…電動モータ、22…均し処理用ロール、32…ポンプ、33…駆動装置、33a…可変速モータ、33b…伝導機構、34…逆止弁、35…逆止弁、36…シリンダー、36a…内部、37…ピストン、39…ガス押出し装置、42…間欠塗工装置、43…基材送りロール、44…上流側基準ロール、45…塗工切替ロール、46…張力調整用ロール、47…下流側基準ロール、48…塗工ロール、48a…ロール外周面、49…塗工切替ロール用操作装置、49a…駆動源、50…張力調整用ロール用操作装置、50a…駆動源、51…制御装置、62…間欠塗工装置、63…塗工切替ロール、63a…ロール外周面、64…均し処理用ローラ、65…塗工ロール、65a…外周面、66…塗工切替ロール用操作装置、69…制御装置、A…非塗工操作位置、B…塗工操作位置、C…塗工域、Ca…塗工始端部、Cb…塗工終端部、D…非塗工域、E…ロール半径方向(基材Wの垂直方向)、F…非塗工操作位置、G…ガス、H…距離、I…塗工操作位置、J…中心線、K…接線、L…距離、M…矢符、N…矢符(後退方向を示す)、P…矢符(前進方向を示す)、Q…盛り上がり部、R…基材走行路、Ra…所定箇所(盛り上がり部Qの均し処理位置となる箇所)、Rb…塗工開始位置、Rc…塗工面側、Rd…非塗工面側、S…基材走行方向、T…厚み寸法、U…回転方向、V…基材の走行速度、W…基材、Y…非塗工操作位置、Z…塗工操作位置、θ…吹付け角度
【技術分野】
【0001】
本発明は、基材の表面に間欠塗工装置で基材長手方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に生じた盛り上がり部の盛り上がり高さ寸法を小さくすることに関するものである。
【背景技術】
【0002】
例えば、電池の負極板を製造するときに、負極集電体用銅箔からなる基材に負極ペースト状塗工剤をダイ塗工装置で塗工域と非塗工域を交互に間欠塗工する場合、塗工開始時にはダイ内部の圧力が高くなっているため、塗工域の塗工始端部に盛り上がり部ができてしまうことがある(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−223899号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記盛り上がり部は、塗工域と非塗工域の境界面であるため、塗工後の乾燥時における熱的負荷が多くなり、結合剤のマイグレーションにより、負極集電体との密着強度が低下する等の問題点がある。また、盛り上がり部は、ダイ塗工装置による電池の負極板の製造に限定されるものでもなく、基材に高粘度(例えば、1000cps以上)の塗工剤をリバースキス塗工装置等で間欠塗工するときに塗工域の塗工終端部にできることもあり、基材との密着強度の低下や、後工程における圧延時の割れ等の諸問題を招くことがある。
【0005】
本発明は、盛り上がり部に起因する諸問題を解決するために、塗工域の塗工始端部又は塗工終端部に生じる盛り上がり部の盛り上がり高さ寸法を小さくできる、間欠塗工方法及び間欠塗工設備の提供を目的とする。
【課題を解決するための手段】
【0006】
盛り上がり部の盛り上がり高さ寸法を小さくするために請求項1記載の本発明が採用した手段は、走行する基材の表面に間欠塗工装置で基材走行方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に盛り上がり部が生じる間欠塗工方法において、ガス噴出用スリットから噴出するガスを設定時間だけ盛り上がり部に吹き付けて盛り上がり高さ寸法を小さくすることを特徴とする間欠塗工方法である。
【0007】
盛り上がり部の盛り上がり高さ寸法を小さくするために請求項2記載の本発明が採用した手段は、基材走行路の途中に設けられた間欠塗工装置で、基材走行路を走行する基材の表面に基材走行方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に盛り上がり部が生じる間欠塗工設備において、盛り上がり部が通過する基材走行路の所定箇所に向かってガスを噴出させるガス噴出用スリットを備えたガス噴出装置と、ガス噴出用スリットから噴出させるガスをガス噴出装置へ設定時間だけ供給するガス供給装置を備えたことを特徴とする間欠塗工設備である。
【0008】
ガス噴出用スリットから噴出するガスの風圧を最適値まで瞬時に高めて盛り上がり高さ寸法を確実に小さくさせるために請求項3記載の本発明が採用した手段は、ガス供給装置は、ガス噴出装置に逆止弁を介して通じると共にガス源に逆止弁を介して通じるシリンダー及びシリンダーに内嵌して進退するピストンからなり、ピストンの後退でガス源からシリンダー内部にガスを取り込むと共にピストンの前進でシリンダー内部のガスをガス噴出装置へ供給するポンプと、ピストンを進退させる可変速式モータを備えた請求項2記載の間欠塗工設備である。
【発明の効果】
【0009】
請求項1記載の本発明に係る間欠塗工方法は、ガス噴出用スリットから噴出するガスを設定時間だけ盛り上がり部に吹き付けることで、盛り上がり高さ寸法を小さくすることができる。
【0010】
請求項2記載の本発明に係る間欠塗工設備は、ガス供給装置からガス噴出装置に供給して、ガス噴出用スリットから盛り上がり部に向かってガスを設定時間だけ吹き付けることで、盛り上がり高さ寸法を小さくすることができる。
【0011】
請求項3記載の本発明に係る間欠塗工設備は、可変速式モータを設定速度で起動させてピストンを前進させることで、ガス噴出装置のガス噴出用スリットから噴出すガスの風圧を最適値まで瞬時に高めて盛り上がり高さ寸法を確実に小さくさせることができる。
【図面の簡単な説明】
【0012】
【図1】本発明に係る間欠塗工設備(以下、「本発明間欠塗工設備」と言う。)及び本発明に係る間欠塗工方法(以下、「本発明間欠方法」と言う。)の第1の実施の形態を示すものであって、図(A)は本発明間欠塗工設備1の全体の概略を示す側面図、図(B)は主要部の平面図である。
【図2】同実施の形態おけるガス噴出装置7の近辺を拡大した側面図である。
【図3】同実施の形態においてガス噴出装置7で盛り上がり部Qを均し処理する状況を拡大して示す側面図であって、図(A)はガス噴出装置7のガス噴出用スリット14から盛り上がり部Qに向かってガスGを吹き付けた直後であり、図(B)はガスの吹き付けを停止し後の均し処理された盛り上がり部Q’の高さ寸法が小さくなった状態である。
【図4】同実施の形態においてガス噴出装置で盛り上がり部を処理する異なる態様の状況を拡大して示す側面図であって、図(A)はガス噴出装置7のガス噴出用スリット14から盛り上がり部Qに向かってガスGを吹き付けた直後であり、図(B)はガスの吹き付けを停止し後の均し処理された盛り上がり部Q’の高さ寸法が小さくなった状態である。
【図5】同実施の形態においてガス噴出装置で盛り上がり部を処理する更に異なる態様の状況を拡大して示す側面図であって、図(A)はガス噴出装置7のガス噴出用スリット14から盛り上がり部Qに向かってガスGを吹き付けた直後であり、図(B)はガスの吹き付けを停止し後の均し処理された盛り上がり部Q’の高さ寸法が小さくなった状態である。
【図6】第2の実施の形態に係る本発明間欠塗工設備21の全体の概略を示す側面図である。
【図7】第3の実施の形態に係る本発明間欠塗工設備31の全体の概略を示す側面図である。
【図8】第4の実施の形態に係る本発明間欠塗工設備51の全体の概略を示す側面図である。
【図9】第5の実施の形態に係る本発明間欠塗工設備61の全体の概略を示す側面図である。
【発明を実施するための形態】
【0013】
本発明間欠塗工設備及び本発明間欠塗工方法を図面に示す実施の形態に基づいて説明する。なお、「前」「後」「左」「右」「上」及び「下」は、各図面に示す通りであり、左右方向を基材Wの横断方向に沿うようにしてある。
【0014】
(第1の実施の形態)
第1の実施の形態に係る本発明間欠塗工設備1は、図1に示す如く、基材走行路Rの途中に設けられた間欠塗工装置2で、基材走行路Rを走行する基材Wの表面に基材走行方向Sに沿って塗工域Cと非塗工域Dを交互に形成するものである。本例における間欠塗工装置2は、ダイ塗工方式であり、電動モータ20で駆動されて設定速度で回転するバッキングロール3と、バッキングロール3の外周面3a上に形成される基材走行路Rに向かって塗工剤を吐出・停止させるダイ塗工ヘッド4と、ダイ塗工ヘッド4のダイ内部に対する塗工剤の供給と停止を交互に繰り返す塗工剤供給装置5を備えている。バッキングロール3は、基材走行路Rを走行する基材Wを、外周面3aに圧着した状態で巻回させつつ、設定速度Vで走行さる。ダイ塗工ヘッド4は、走行中の基材Wに対して、左右方向に延びる吐出口4aの先端開口部から吐出する塗工剤を膜状に塗着させて塗工域Cを形成すると共に、塗工剤の吐出を停止させて非塗工域Dを形成するように構成され、塗工開始時にはダイ内部の圧力が一時的に高くなるため、塗工域Cの塗工始端部Caに左右方向へ延びる盛り上がり部Qを生じさせる。
【0015】
本発明間欠塗工設備1は、図1に示す如く、盛り上がり部Qの盛り上がり高さ寸法を小さくするために均し装置6を備えている。均し装置6は、バッキングロール3の外周面3a上の基材走行路Rにおけるダイ塗工ヘッド4より下流側の箇所に向かってガスGを吹き付けるガス噴出装置7と、ガス噴出装置7へ噴出用ガスGを供給するガス供給装置8を備え、盛り上がり部Qが通過する基材走行路Rの所定箇所Ra(盛り上がり部Qの高さ寸法を小さくするための均し処理する箇所)に向かって、ガス噴出装置7から盛り上がり部Qの左右幅方向全域にガスGを設定時間だけ吹き付けるようにしてある。
【0016】
前記ガス噴出装置7は、図1に示す如く、内部に左右方向に延びるガス通路10aを形成した中空状の保持具10と、保持具10に取着した左右方向に延びる二枚のリップ片11,12を備え、リップ片11,12の間に左右方向へ連続的に延びるように形成されたガス噴出用スリット13をガス通路10aに連通させ、ガス供給装置8からガス通路10aへ供給されるガスGをガス噴出用スリット13の左右幅方向全域から基材走行路Rの所定箇所Raに向かって均一の風圧(例えば、ガス通路10aの静圧が大気圧基準で0.1〜0.5MPa)で噴出させるようにしてある。ガス供給装置8は、固定台(図示略)に調節具(図示略)を介して取着され、図2示す如く、スリット先端部13aからバッキングロール3の半径方向Eに沿って基材Wの表面に至るまでの距離H、及び基材Wの表面に対する噴出ガスの吹付け角度θ(ガス噴出用スリット13の中心線Jと基材表面の接線Kとの交差角度)を最適値に調節できるようにしてある。また、ガス供給装置8は、二枚のリップ片11,12の各々を矢符M方向へ移動させることで、噴出用スリット13の厚み寸法Tを最適値(例えば、10〜100μmの範囲で選択できる値)に調節できるようにしてある。
【0017】
前記ガス供給装置8は、図1に示す如く、窒素や空気等の高圧ガスを貯留したタンク等からなるガス源15と、ガス源15からガス供給装置8のガス通路10aに至るガス供給路16と、ガス供給路16の上流側に設けた減圧弁などからなる圧力調整弁17と、ガス供給路16の下流側に設けた開閉弁18と、開閉弁18及び塗工剤供給装置5の制御弁5aに操作信号を発する制御装置19とを備えている。制御装置19は、塗工剤供給装置5の制御弁5aに開弁信号を発してダイ塗工ヘッド4による塗工域Cの塗着を開始させた後に、塗工域Cの塗工始端部Caに形成された盛り上がり部Qが、均し処理位置となる基材走行路Rの所定箇所Raへ至ったときに、ガス供給装置8の開閉弁18に開弁信号を発して、ガス噴出装置7のガス噴出用スリット13からガスGを設定時間(例えば、0.1〜0.5秒)だけ噴出させて盛り上がり部Qに吹き付けるようにしてある。盛り上がり部Qに吹き付けられたガスGは、図3に示す如く、盛り上がり部Qを均して、均し処理後の盛り上がり部Q’の高さ寸法を小さくさせる。制御装置19は、図1に示す如く、ガス供給装置8の開閉弁18に開弁信号を発しするタイミングを得る一例として、バッキングロール3の外周面3a上に形成されている基材走行路Rの塗工開始位置Rbから均し処理位置となる所定箇所Raへ至るまでの距離Lを、基材Wの走行速度V(バッキングロール3の外周面の回転速度)で除し(L÷V)て得られる時間で、そのタイミングを得るようにしている。基材Wの走行速度Vは、バッキングロール3を駆動する電動モータ20の回転計等からの速度信号で得る。タイミングを得る他例として、検知器14で検知された盛り上がり部Qが通過する基材走行路Rの検知位置から均し処理位置となる所定箇所Raへ至るまでの距離を、基材Wの走行速度Vで除して得られる時間で、そのタイミングを得るようにしている。ガス噴出用スリット13から盛り上がり部QにガスGを吹き付ける設定時間は、盛り上がり部Qの大きさ及び塗工剤の粘度等に応じて決定される。制御装置19は、塗工剤供給装置5の制御弁5aに対して、閉弁信号を発した後に設定長さ寸法の塗工域Cが形成されたとき、閉弁信号を発して塗工終端部Cbを形成させる。
【0018】
本発明間欠塗工設備1を用いた本発明間欠方法は、図1に示す如く、バッキングロール3に巻回されて走行する基材Wの表面に間欠塗工装置2で基材走行方向Sに沿って塗工域Cと非塗工域Dを交互に形成するときに、塗工域Cの塗工始端部Caに盛り上がり部Qを生じさせる場合において、図3(A)に示すようにガス噴出装置7のガス噴出用スリット13から噴出するガスGを設定時間だけ盛り上がり部Qに吹き付けて盛り上がり部Qを均し、同図(B)に示すように均し処理後の盛り上がり部Q’の高さ寸法を均し処理前の状態よりも小さくさせる。ガス噴出装置7のガス噴出用スリット13からガスを噴出させる方向としては、図3(A)に示すように基材Wの走行方向Sと逆方向の成分を含む場合と、図4(A)に示すように基材Wの走行方向Sと同方向の成分を含む場合と、図5(A)に示すようにバッキングロール3の半径方向(すなわち、基材Wの垂直方向)Eに沿う場合とがある。
【0019】
本発明間欠方法は、ガス噴出装置7のガス噴出用スリット13から噴出したガスの風圧で盛り上がり部Qを押し広げて表面を均し、均し処理後の盛り上がり部Q’の高さ寸法を塗工域Cの内側の塗工膜の厚み寸法に近似させるものであって、盛り上がり部Qを塗工域Cから分離させるように吹き飛ばすものではない。盛り上がり部Qを吹き飛ばすことは、飛散物で塗工域C又は非塗工域Dを汚すことになるため、好ましくない。なお、盛り上がり部Qを押し広げる方向としては、図3(B)に示すように塗工域Cの内側へ広げる場合と、図4(B)に示すように塗工域Cの外側へ広げる場合と、図5(B)に示すように塗工域Cの内側と外側へ分散させて広げる場合とがある。
【0020】
(第2の実施の形態)
図6は第2の実施の形態に係る本発明間欠塗工設備21を示すものである。本実施の形態に係る本発明間欠塗工設備21は、ガス噴出装置7のガス噴出用スリット13から噴出するガスを吹き付ける基材走行路Rの所定箇所Ra(盛り上がり部Qの高さ寸法を小さくするための均し処理位置となる箇所)を、基材走行路Rにおけるバッキングロール3よりも下流側に配設した均し処理用ローラ22の外周面上に位置させた点が前記第1の実施の形態と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図6において図1乃至図5に記載の符号と同一の符号は相当部分を示す。
【0021】
本発明間欠塗工設備21を用いた本発明間欠方法は、バッキングロール3に巻回されて走行する基材Wの表面に間欠塗工装置2で基材走行方向に沿って塗工域Cと非塗工域D(図1参照)を交互に形成するときに、塗工域Cの塗工始端部Caに盛り上がり部Qを生じさせる場合において、盛り上がり部Qが均し処理用ローラ22の外周面上に形成された基材走行路Rの所定箇所Raを通過するときに、ガス噴出装置7のガス噴出用スリット13から設定時間だけガスを噴出させて盛り上がり部Qに吹き付けて均し、盛り上がり高さ寸法を小さくする。ガス噴出装置7のガス噴出用スリット13からガスを噴出させる方向としては、図3(A)に示すように基材Wの走行方向と逆方向の成分を含む場合と、図4(A)に示すように基材Wの走行方向と同方向の成分を含む場合と、図5(A)に示すように基材Wの垂直方向Eに沿う場合とがある。
【0022】
(第3の実施の形態)
図7は第3の実施の形態に係る本発明間欠塗工設備31を示すものである。本実施の形態に係る本発明間欠塗工設備31は、均し装置6を構成するガス供給装置38の一部が前記第1の実施の形態と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図7において図1乃至図5に記載の符号と同一の符号は相当部分を示す。
【0023】
前記ガス供給装置38は、第lの実施の形態における開閉弁18の代わりにガス押出し装置39を備えている。ガス押出し装置39は、ガス噴出装置7のガス噴出用スリット13に逆止弁34を介して通じさせると共にガス源15に逆止弁35を介して通じさせたシリンダー36及びシリンダー36に進退自在に内嵌したピストン37を備え、ピストン37の後退(矢符N方向への移動)でガス源15からシリンダー内部36aにガスを取り込むと共にピストン37の前進(矢符P方向への移動)でシリンダー内部36aのガスを加圧してガス噴出装置7へ供給するポンプ32と、ピストン37を進退させる駆動装置33とを備えている。駆動装置33は、可変速式モータ33aと、可変速式モータ33aの出力回転運動をピストン37の進退運動に変換するピニオン・ラックギア等の伝導機構33bとからなる。
【0024】
前記ガス押出し装置39は、可変速式モータ33aの回転速度の変更でピストン37の移動速度が変化するため、可変速式モータ33aを増速してピストン37の前進を速くすることで、シリンダー内部36aのガス圧力を高めてガス噴出用スリット13から噴出すガスの風圧を高めることができ、逆に、可変速式モータ33aを減速してピストン37の前進を遅くすることで、シリンダー内部36aのガス圧力を低くしてガス噴出用スリット13から噴出すガスの風圧を低くすることができるため、盛り上がり部Qの均し処理に適した設定速度で可変速式モータ33aを起動させてピストン37を前進させることで、ガス噴出装置7のガス噴出用スリット13から噴出すガスの風圧を最適値まで瞬時に高め、均し処理後の盛り上がり高さ寸法を確実に小さくさせることができるようになる。
【0025】
また、前記ガス押出し装置39は、ピストン37を前進させる可変速式モータ33aの起動から停止までの時間を設定してピストン37の前進時間を決定することで、ガス噴出装置7から盛り上がり部Qの左右幅方向全域にガスGを設定時間だけ吹き付けることができる。更に、前記ガス押出し装置39は、ピストン37を前進させている可変速式モータ33aの回転を停止後に直ちに逆回転させることで、シリンダー内部36aのガス圧力を急速に減圧させてガス噴出装置7のガス噴出用スリット13からのガスの噴出を停止させることができる。ガス押出し装置39は、可変速式モータ33aの起動・停止のタイミングと回転速度の設定で、ガス噴出用スリット13からガスを噴出させる開始から停止に至るまでの各経過時刻におけるガス噴出速度を最適値にすることができると共に、ガス噴出用スリット13から噴出するガスを瞬時に停止させることが可能となり、盛り上がり部Qの大きさや塗工剤の粘度等の仕様に対応させることができる。
【0026】
本発明間欠塗工設備31を用いた本発明間欠方法は、ガス噴出装置7のガス噴出用スリット13からガスを噴出させる開始から停止に至るまでの各経過時刻におけるガス噴出速度を最適値にすることができると共に、ガス噴出用スリット13から噴出するガスを瞬時に停止させこと以外については、第1の実施の形態の場合の本発明間欠方法と実質的に同一である。
【0027】
(第4の実施の形態)
図8は第4の実施の形態に係る本発明間欠塗工設備41を示すものである。本実施の形態に係る本発明間欠塗工設備41は、間欠塗工装置42をリバースキス塗工方式とした点が前記第1の実施の形態と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図8において図1乃至図5に記載の符号と同一の符号は相当部分を示す。
【0028】
前記間欠塗工装置42は、基材走行路Rを形成する上流側の基材送りロール43と、基材送りロール43よりも基材走行路Rの下流側の非塗工面側Rdに基材走行方向Sへ向かって順番に設けた定位置の上流側基準ロール44、進退自在な塗工切替ロール45、進退自在な張力調整用ロール46及び定位置の下流側基準ロール(均し処理用ローラ)47と、上流側基準ロール44と塗工切替ロール45の間の基材走行路Rの塗工面側Rcの定位置に塗工切替ロール45の回転方向Uと同一方向へ回転するように配置され、ロール外周面48a上に凹部を刻設した塗工ロール48と、塗工切替ロール45を基材走行路Rの非塗工面側Rdから塗工面側Rcへ向かって非塗工操作位置Aから塗工操作位置Bまで前進させる塗工操作及びこの間で塗工切替ロール45を逆方向へ向かって後退させる非塗工操作を交互に繰り返す塗工切替ロール用操作装置49と、張力調整用ロール46を基材走行路Rの塗工面側Rcから非塗工面側Rdへ向かって非塗工操作位置Yから塗工操作位置Zまで後退させる塗工操作及びこの間で張力調整用ロール46を逆方向へ向かって後退させる非塗工操作を交互に繰り返す張力調整用ロール用操作装置50と、塗工切替ロール用操作装置49の電動サーボモータ等からなる駆動源49a及び張力調整用ロール用操作装置50の電動サーボモータ等からなる駆動源50aの操作を制御すると共にガス供給装置8の開閉弁18の開閉を制御する制御装置51とを備えている。
【0029】
前記制御装置51は、塗工ロール48の外周面48aに基材走行路Rを走行する基材Wの塗工面側を接触せさて塗工域Cを形成する塗工操作(図中に実線で示す状態)と塗工ロール48の外周面48aから基材Wを離反させて非塗工域Dを形成する非塗工操作(図中に破線で示す状態)とを交互に繰り返すように、塗工切替ロール用操作装置49及び張力調整用ロール用操作装置50の各駆動源49a,50aへ起動・停止の信号を発信するものである。
【0030】
前記制御装置51は、塗工域の始端縁及び終端縁について大きく湾曲させることなく直線状に近づけることができるようにするために、基材走行路Rに沿って上流側基準ロール44から下流側基準ロール47へ至る基材パスラインの寸法値について、塗工操作における塗工ロール48の外周面48aに対する基材走行路Rの塗工面側の接触を始めさせる時刻の前後に設定した設定時間、及び非塗工操作おける塗工ロール48の外周面48aから基材Wの塗工面側の離反を始めさせる時の前後に設定した設定時間の各時間内におけ寸法値が、これら設定時間以外における寸法値よりも増大するように、塗工切替ロール45の進退移動に追従して張力調整用ロール46の進退位置の制御を行なうようにしてある。間欠塗工装置42は、基材パスラインの寸法値の増大に伴い基材Wの張力を増大させて基材Wの左右幅方向の撓み量を小さくさせることで、塗工ロール48の外周面48aに対して基材Wの左右幅方向全域を同時に接触又は離反させることが可能となり、塗工域Cの始端出Ca及び終端部Cbの左右幅方向全域を直線状に近づけることができる。
【0031】
前記制御装置51は、ガス供給装置8の開閉弁18に開弁信号を発しするタイミングを得る一例として、検知器14で盛り上がり部Qが検知される基材走行路Rの検知位置から均し処理位置となる所定箇所Raへ至る距離を、基材Wの走行速度V(下流側基準ロール47の外周面の回転速度)で除して得られる時間で、そのタイミングを得るようにしている。ガス噴出用スリット13から盛り上がり部QにガスGを吹き付ける設定時間は、盛り上がり部Qの大きさ及び塗工剤の粘度等に応じて決定される。
【0032】
本発明間欠塗工設備41を用いた本発明間欠方法は、走行する基材Wの表面に間欠塗工装置42で基材走行方向Sに沿って塗工域Cと非塗工域Dを交互に形成するときに、塗工域Cの塗工終端部Cbに盛り上がり部Qが生じる場合において、ガス噴出装置7のガス噴出用スリット13から噴出するガスを設定時間だけ盛り上がり部Qに吹き付けて均し、均し処理後の盛り上がり高さ寸法を小さくすることである。ガス噴出装置7のガス噴出用スリット13からガスを噴出させる方向としては、図3(A)に示すように基材Wの走行方向と逆方向の成分を含む場合と、図4(A)に示すように基材Wの走行方向と同方向の成分を含む場合と、図5(A)に示すように基材Wの垂直方向Eに沿う場合とがある。
【0033】
(第5の実施の形態)
図9は第5の実施の形態に係る本発明間欠塗工設備61を示すものである。本実施の形態に係る本発明間欠塗工設備61は、間欠塗工装置62をリバースグラビア塗工方式とした点が前記第1の実施の形態と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図9において図1乃至図5に記載の符号と同一の符号は相当部分を示す。
【0034】
前記間欠塗工装置62は、基材走行路Rの非塗工面側Rdをロール外周面63a上に形成して進退自在に配置される塗工切替ロール63と、基材走行路Rにおける塗工切替ロール63よりも下流側に配設した回転駆動される均し処理用ローラ64と、基材走行路Rの塗工面側Rcの定位置に、回転駆動される塗工切替ロール63の回転方向と同一方向へ回転するように回転駆動される状態で配置された塗工ロール65と、塗工切替ロール63を基材走行路Rの塗工面側Rcから非塗工面側Rdへ向かって、塗工切替ロール63の外周面上に形成される基材走行路Rの部分を塗工ロール65から離反させる非塗工操作位置F(図中に実線で示す位置)から該基材走行路Rの部分を塗工ロール65の外周面に転写塗工可能に接近させる塗工操作位置I(図中に破線で示す位置)まで前進させる塗工操作及びこの間で塗工切替ロール63を逆方向へ向かって後退させる非塗工操作を交互に繰り返す塗工切替ロール用操作装置66と、塗工切替ロール用操作装置65の操作及びガス供給装置8の開閉弁18の開閉を制御する制御装置69とを備えている。塗工ロール65は、ロール外周面65a上に凹部を刻設したグラビアロールからなる。
【0035】
前記制御装置69は、ガス供給装置8の開閉弁18に開弁信号を発しするタイミングを得る一例として、検知器14で盛り上がり部Qが検知される基材走行路Rの検知位置から均し処理位置となる所定箇所Raへ至る距離を、基材Wの走行速度V(均し処理用ローラ64の外周面の回転速度)で除して得られる時間で、そのタイミングを得るようにしている。ガス噴出用スリット13から盛り上がり部QにガスGを吹き付ける設定時間は、盛り上がり部Qの大きさ及び塗工剤の粘度等に応じて決定される。
【0036】
本発明間欠塗工設備61を用いた本発明間欠方法は、走行する基材Wの表面に間欠塗工装置62で基材走行方向Sに沿って塗工域Cと非塗工域Dを交互に形成するときに、塗工域Cの塗工終端部Cbに盛り上がり部Qが生じる場合において、ガス噴出装置7のガス噴出用スリット13から噴出するガスを設定時間だけ盛り上がり部Qに吹き付けて均し、盛り上がり高さ寸法を小さくすることである。ガス噴出装置7のガス噴出用スリット13からガスを噴出させる方向としては、図3(A)に示すように基材Wの走行方向と逆方向の成分を含む場合と、図4(A)に示すように基材Wの走行方向と同方向の成分を含む場合と、図5(A)に示すように基材Wの垂直方向Eに沿う場合とがある。
【0037】
(その他の実施の形態)
第4の実施の形態(図8参照)に係る本発明間欠塗工設備51及び第5の実施の形態(図9参照)に係る本発明間欠塗工設備61は、各々に設けるガス供給装置8を、第3の実施の形態(図7参照)に係る本発明間欠塗工設備31に設けたガス供給装置38に置換することも可能である。
【0038】
また、間欠塗工装置は、第1の実施の形態(図1乃至図5)、第2の実施の形態(図6参照)及び第3の実施の形態(図7参照)に係るダイ塗工方式、第4の実施の形態(図8参照)に係るリバースキス塗工方式及び第5の実施の形態(図9参照)に係るリバースグラビア塗工方式に限定するものではなく、図示は省略したが、グラビア塗工方式やリバースロール塗工方式等のように、塗工域Cの塗工始端部Ca又は塗工終端部Cbに盛り上がり部Qを生じるさせる塗工方式のものを採用することもある。
【符号の説明】
【0039】
1(21,31,41,61)…本発明間欠塗工設備、2…間欠塗工装置、3…バッキングロール、3a…外周面、4…ダイ塗工ベッド、4a…吐出口、5…塗工剤供給装置、5a…制御弁、6…均し装置、7…ガス噴出装置、8(38)…ガス供給装置、10…保持具、10a…ガス通路、11…リップ片、12…リップ片、13…ガス噴出用スリット、14…検知器、15…ガス源、16…ガス供給路、17…圧力調節弁、18…開閉弁、19…制御器、20…電動モータ、22…均し処理用ロール、32…ポンプ、33…駆動装置、33a…可変速モータ、33b…伝導機構、34…逆止弁、35…逆止弁、36…シリンダー、36a…内部、37…ピストン、39…ガス押出し装置、42…間欠塗工装置、43…基材送りロール、44…上流側基準ロール、45…塗工切替ロール、46…張力調整用ロール、47…下流側基準ロール、48…塗工ロール、48a…ロール外周面、49…塗工切替ロール用操作装置、49a…駆動源、50…張力調整用ロール用操作装置、50a…駆動源、51…制御装置、62…間欠塗工装置、63…塗工切替ロール、63a…ロール外周面、64…均し処理用ローラ、65…塗工ロール、65a…外周面、66…塗工切替ロール用操作装置、69…制御装置、A…非塗工操作位置、B…塗工操作位置、C…塗工域、Ca…塗工始端部、Cb…塗工終端部、D…非塗工域、E…ロール半径方向(基材Wの垂直方向)、F…非塗工操作位置、G…ガス、H…距離、I…塗工操作位置、J…中心線、K…接線、L…距離、M…矢符、N…矢符(後退方向を示す)、P…矢符(前進方向を示す)、Q…盛り上がり部、R…基材走行路、Ra…所定箇所(盛り上がり部Qの均し処理位置となる箇所)、Rb…塗工開始位置、Rc…塗工面側、Rd…非塗工面側、S…基材走行方向、T…厚み寸法、U…回転方向、V…基材の走行速度、W…基材、Y…非塗工操作位置、Z…塗工操作位置、θ…吹付け角度
【特許請求の範囲】
【請求項1】
走行する基材の表面に間欠塗工装置で基材走行方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に盛り上がり部が生じる間欠塗工方法において、ガス噴出用スリットから噴出するガスを設定時間だけ盛り上がり部に吹き付けて盛り上がり高さ寸法を小さくすることを特徴とする間欠塗工方法。
【請求項2】
基材走行路の途中に設けられた間欠塗工装置で、基材走行路を走行する基材の表面に基材走行方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に盛り上がり部が生じる間欠塗工設備において、盛り上がり部が通過する基材走行路の所定箇所に向かってガスを噴出させるガス噴出用スリットを備えたガス噴出装置と、ガス噴出用スリットから噴出させるガスをガス噴出装置へ設定時間だけ供給するガス供給装置を備えたことを特徴とする間欠塗工設備。
【請求項3】
ガス供給装置は、ガス噴出装置に逆止弁を介して通じると共にガス源に逆止弁を介して通じるシリンダー及びシリンダーに内嵌して進退するピストンからなり、ピストンの後退でガス源からシリンダー内部にガスを取り込むと共にピストンの前進でシリンダー内部のガスをガス噴出装置へ供給するポンプと、ピストンを進退させる可変速式モータを備えた請求項2記載の間欠塗工設備。
【請求項1】
走行する基材の表面に間欠塗工装置で基材走行方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に盛り上がり部が生じる間欠塗工方法において、ガス噴出用スリットから噴出するガスを設定時間だけ盛り上がり部に吹き付けて盛り上がり高さ寸法を小さくすることを特徴とする間欠塗工方法。
【請求項2】
基材走行路の途中に設けられた間欠塗工装置で、基材走行路を走行する基材の表面に基材走行方向に沿って塗工域と非塗工域を交互に形成するときに、塗工域の塗工始端部又は塗工終端部に盛り上がり部が生じる間欠塗工設備において、盛り上がり部が通過する基材走行路の所定箇所に向かってガスを噴出させるガス噴出用スリットを備えたガス噴出装置と、ガス噴出用スリットから噴出させるガスをガス噴出装置へ設定時間だけ供給するガス供給装置を備えたことを特徴とする間欠塗工設備。
【請求項3】
ガス供給装置は、ガス噴出装置に逆止弁を介して通じると共にガス源に逆止弁を介して通じるシリンダー及びシリンダーに内嵌して進退するピストンからなり、ピストンの後退でガス源からシリンダー内部にガスを取り込むと共にピストンの前進でシリンダー内部のガスをガス噴出装置へ供給するポンプと、ピストンを進退させる可変速式モータを備えた請求項2記載の間欠塗工設備。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−52322(P2013−52322A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−190337(P2011−190337)
【出願日】平成23年9月1日(2011.9.1)
【出願人】(000119254)株式会社テクノスマート (18)
【復代理人】
【識別番号】100078868
【弁理士】
【氏名又は名称】河野 登夫
【復代理人】
【識別番号】100114557
【弁理士】
【氏名又は名称】河野 英仁
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月1日(2011.9.1)
【出願人】(000119254)株式会社テクノスマート (18)
【復代理人】
【識別番号】100078868
【弁理士】
【氏名又は名称】河野 登夫
【復代理人】
【識別番号】100114557
【弁理士】
【氏名又は名称】河野 英仁
【Fターム(参考)】
[ Back to top ]