
間欠塗工装置
【課題】スロットダイ方式を利用した間欠塗工装置において、サックバックバルブの押出動作による膜厚変動を解消する手段の提供を課題とする。
【解決手段】サックバックバルブから押出される塗液を吸引するための第2サックバックバルブを3方弁の上流に設ける。これにより、サックバックバルブの押出による膜厚変動は解消される。また、第2サックバックバルブの押出動作は、間欠時に行うため、押出された液はリリーフ経路を通過し排出されるため、膜厚変動を引起さない。
【解決手段】サックバックバルブから押出される塗液を吸引するための第2サックバックバルブを3方弁の上流に設ける。これにより、サックバックバルブの押出による膜厚変動は解消される。また、第2サックバックバルブの押出動作は、間欠時に行うため、押出された液はリリーフ経路を通過し排出されるため、膜厚変動を引起さない。
【発明の詳細な説明】
【技術分野】
【0001】
連続搬送される樹脂フィルムや金属箔に間欠塗工を行う技術において、塗り始めの厚み精度を改善するものである。
【背景技術】
【0002】
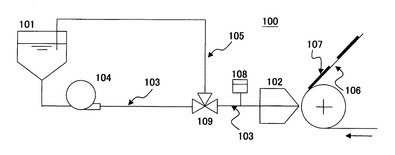
リチウムイオン電池に使用される電極の製造法として、連続搬送される金属箔に電極となる塗液を間欠的に塗工する技術が用いられる。図1にその概略を示す。図1はポンプ104にて電極用塗液をダイヘッド102に送液し、ダイヘッド102の先端から塗液を塗出して基材106である金属箔への塗膜107形成を行う、スロットダイ方式の間欠塗工装置100の概略である。この方式では、間欠塗工を実現するため、塗液の送液経路103を切り替えることのできる3方弁109を備えている。塗膜107形成時には塗液をダイヘッド102に送液してダイヘッド102先端から吐出し、塗膜107を形成しない間欠時には3方弁109を排出方向に切り替えて塗液をタンク101に戻す。この送液経路103の切り替えは、3方弁109の他に2方弁の組み合わせでも行われる。
ここで、間欠時に送液経路103を排出方向に切り替えただけでは、ダイヘッド102内に塗液の圧力が残るため、瞬時に塗液の吐出は停止しない。そのため、塗工された塗膜107の終端が必要な膜厚以上に盛り上がったり、塗液が不要な領域まで塗工されるという問題があった。これを解決するため、間欠時には送液経路103を切り替えるだけでなく、ダイヘッド102近傍に接続されたサックバックバルブ108を利用し、送液経路103内の塗液を吸引することによってダイヘッド102内にかかる圧力を瞬時に低下させ、吐出を瞬時に停止させるという方法をとっていた。
【0003】
間欠時に塗液の吸引動作を行ったサックバックバルブ108は、製膜を再開する時に塗液を送液経路103内に放出する。すなわち、サックバックバルブ108から塗液が押し出される。押し出された塗液は、送液経路103を介してダイヘッド102内の圧力を高め、そしてダイヘッド102の先端から吐出されるため、塗膜107の厚みは厚くなる。
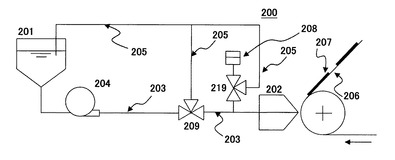
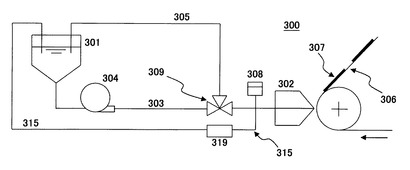
このような問題を解決するための方法の1つとして、サックバックバルブに吸引された塗液を送液経路に戻す放出工程において、ダイヘッドと接続された送液経路に押し出した塗液を送るのではなく、排出専用の経路(排出経路)に送り排出する方法がある(特許文献1、特許文献2)。それらの中でも、サックバックバルブ208との接続を、塗液の吸引時にはダイヘッド202と接続された送液経路203に、塗液の放出時には排出経路205とに切り替える第2の手段(第2送液方向切り替え手段219)を利用する方法(図2参照)や、第2の排出経路315に有る程度の塗液を常に排出し続け、放出工程で発生する余分な塗液の大半を排出経路315に逃がす方法(図3参照)がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−340338号公報
【特許文献2】特開2002−219400号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
図2にて概略を示した間欠塗工装置200では、第1送液方向切り替え手段209がポンプ204とダイヘッド202との接続からポンプ204と排出経路205との接続に切り替わったとき(間欠時)に第2送液方向切り替え手段219は送液経路203とサックバックバルブ208とを接続しており、送液経路203内の塗液はサックバックバルブ208によって吸引される。そして、第1送液方向切り替え手段209がポンプ204とダイヘッド202とを接続している間(塗工時)に、第2送液方向切り替え手段219によりサックバックバルブ208と排出経路205とを接続することで、サックバックバルブ208から押し出された塗液は排出経路205に放出され、タンク201へ戻ることになる。
【0006】
しかしながら、この方法でも、第2送液方向切り替え手段219を切り替える際に第1送液方向切り替え手段209とダイヘッド202との間の送液経路203に圧力の変化が生じ、塗膜207に膜厚変動が発生してしまう。第2送液方向切り替え手段219を設けない場合に比べ膜厚の変動量が小さくなったとしても、完全に解決することはできない。
【0007】
図3に示す間欠塗工装置300では送液方向切り替え手段309とダイヘッド302との間に第2の排出経路315を設け、送液経路303、サックバックバルブ308、第2の排出経路315が常に接続された状態となる。第2の排出経路315はタンクと接続され、第2の排出経路315を通過した塗液もタンクに戻される。第2の排出経路315には圧力調整弁319が設けられている。
この方法では、送液経路303が一定以上の圧力となった際に第2の排出経路315を介して塗液が排出され続けることになる。従って、サックバックバルブ308の押し出し工程で放出される塗液の大半を第2の排出経路315に逃がすことができる。
【0008】
しかしながら急激な圧力の変化には対応できないため、サックバックバルブ308から放出された塗液の一部分はダイヘッド302に送られてしまい、膜厚の変動を完全に解消することはできない。
本発明は、間欠塗工装置による間欠塗工時の膜厚変動の解消、特に、送液経路に設けられたサックバックバルブの押し出し工程時に起因する膜厚変動を解決する技術の提供を課題とする。
【課題を解決するための手段】
【0009】
本願発明は上記課題を解決するために成されたものであり、第1の発明は、塗液貯蔵手段と、塗液を吐出して基材上に塗膜を形成する塗液吐出手段と、前記塗液貯蔵手段と前記塗液吐出手段とを結ぶ送液経路と、前記塗液貯蔵手段から前記塗液吐出手段へ前記送液経路を介して塗液を送る塗液圧送手段とを備えた塗工装置であって、さらに前記送液経路は、前記塗液圧送手段と前記塗液吐出手段との間に当該送液経路外へ塗液を排出可能な排出経路と、前記塗液吐出手段方向への送液と前記排出経路からの排出とに前記塗液を送る方向を切り替えることのできる送液方向切り替え手段と、前記送液方向切り替え手段と前記塗液吐出手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することで前記塗液吐出手段もしくは前記送液経路内の圧力を調節することのできる第1の塗液圧力調整手段と、前記塗液圧送手段と前記送液方向切り替え手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することのできる第2の塗液圧力調整手段とを備えたことを特徴とする間欠塗工装置である。
【0010】
さらに、上記発明に加えて、前記第1の塗液圧力調整手段及び第2の塗液圧力調整手段は、それぞれ前記送液経路内の塗液を吸引し、または吸引した塗液を当該送液経路内に放出することで当該送液経路内の圧力を調整する間欠塗工装置である。
【0011】
さらに、上記発明に加えて、前記第1の塗液圧力調整手段と前記第2の塗液圧力調整手段は、一方が塗液を吸引している際に他方は塗液を放出している間欠塗工装置である。
【0012】
さらに、上記発明に加えて、前記送液方向切り替え手段を前記塗液排出経路からの排出に切り替えた際に、前記第1の塗液圧力調整手段は塗液の吸引を開始し、前記送液方向切り替え手段が前記塗液吐出手段方向への送液である間に、前記第1の塗液圧力調整手段は塗液の放出を開始する間欠塗工装置である。
【発明の効果】
【0013】
本発明によれば、第1の塗液圧力調整手段に加えて、当該第1の塗液圧力調整手段と送液経路を介して接続されている第2の塗液圧力調整手段を備えているため、前記第1の塗液圧力調整手段の作動により発生した送液経路内の圧力変動を第2の塗液圧力調整手段によって吸収することができる。従って、塗液吐出手段から塗液が吐出されている間、送液圧力が変動することがなく、安定して供給されるため、対象基材上に膜厚変動のない塗膜を形成することができる。
【0014】
さらに、第1及び第2の圧力調整手段はそれぞれ送液経路内の塗液の吸引と放出により圧力を調整するので、塗液の過不足が発生しない。
さらに、一方が塗液を吸引している際に他方は塗液を放出するように連動させることで、送液経路内の圧力を速やかに一定に調整できる。
さらに、送液方向切り替え手段を塗液排出経路からの排出に切り替えた際に、第1の塗液圧力調整手段は塗液の吸引を開始し、送液方向切り替え手段が塗液吐出手段方向への送液である間に、第1の塗液圧力調整手段は塗液の放出を開始することで、塗膜全体の膜厚精度、特に塗工開始時の厚み精度を高いものにすることができる。
【0015】
具体的には、スロットダイ方式を用いた間欠塗工技術において、ダイヘッド(塗液吐出手段)からの塗液の吐出を瞬時に停止させるために利用されるサックバックバルブ(塗液圧力調整手段)の押出し(塗液の放出)工程において、押出された塗液がダイヘッドから余分に吐出されるために生じる塗工開始時の膜厚変動を、サックバックバルブから押出された液を吸引する機構(第2の塗液圧力調整手段)を設け、ダイヘッドから余分に吐出される塗液をなくすことで解消する。
【図面の簡単な説明】
【0016】
【図1】従来の間欠塗工装置の送液系を説明する図である。
【図2】従来の間欠塗工装置において、サックバックバルブから押し出された液を排出経路へ逃がす構造を説明する図である。
【図3】従来の間欠塗工装置において、排出経路から塗液を常に排出することで、サックバックバルブから押し出された液の一部を排出経路に逃がす構造を説明する図である。
【図4】本発明の間欠塗工装置を模式的に説明する図である。
【図5】本発明の間欠塗工装置について、第1及び第2の塗液圧力調整手段の動作タイミングを説明する図である。
【発明を実施するための形態】
【0017】
本発明の間欠塗工装置は、塗液貯蔵手段と、塗液を吐出して基材上に塗膜を形成する塗液吐出手段と、前記塗液貯蔵手段と前記塗液吐出手段とを結ぶ送液経路と、前記塗液貯蔵手段から前記塗液吐出手段へ前記送液経路を介して塗液を送る塗液圧送手段とを備えている。
さらに前記送液経路は、前記塗液圧送手段と前記塗液吐出手段との間に当該送液経路外へ塗液を排出可能な排出経路と、前記塗液吐出手段方向への送液と前記排出経路からの排出とに前記塗液を送る方向を切り替えることのできる送液方向切り替え手段と、前記送液方向切り替え手段と前記塗液吐出手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することで前記塗液吐出手段もしくは前記送液経路内の圧力を調節することのできる第1の塗液圧力調整手段と、前記塗液圧送手段と前記送液方向切り替え手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することのできる第2の塗液圧力調整手段とを備えている。
【0018】
より好ましい形態としては、前記第1の塗液圧力調整手段及び第2の塗液圧力調整手段は、それぞれ前記送液経路内の塗液を吸引し、または吸引した塗液を当該送液経路内に放出することで当該送液経路内の圧力を調整する構造であり、さらに、前記第1の塗液圧力調整手段と前記第2の塗液圧力調整手段は、一方が塗液を吸引している際に他方は塗液を放出している(すなわち、連動している)間欠塗工装置である。
そして、塗液の放出と吸引の切り替えのタイミングは、前記送液方向切り替え手段を前記塗液排出経路からの排出に切り替えた際に、前記第1の塗液圧力調整手段は塗液の吸引を開始し、前記送液方向切り替え手段を前記塗液吐出手段方向への送液中に、前記第1の塗液圧力調整手段は塗液の放出を開始するようになっている。
【0019】
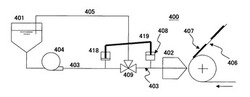
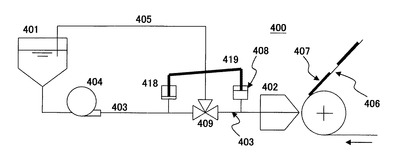
本発明の実施形態を、図4を利用しより具体的に説明する。図4に示す間欠塗工装置400において、塗液貯蔵手段はタンク401であり、塗液吐出手段はダイヘッド402であり、塗液圧送手段はポンプ404であり、排出経路はリリーフ経路405であり、送液方向切り替え手段は3方弁409である。さらに、第1の塗液圧力調整手段は第1サックバックバルブ408、第2の塗液圧力調整手段は第2サックバックバルブ418である。第1サックバックバルブ408と第2サックバックバルブ418の動作は一方が吸引の時に他方は放出となるよう連動する。
【0020】
ポンプ404から3方弁409を介し塗液はダイヘッド402に供給される。ダイヘッド402の先端から塗液が吐出されて基材406に塗膜407が形成される。塗工を休む際(間欠時)には、3方弁409の流れ方向を排出に切り替え、リリーフ経路405を経由しタンク401に塗液を戻す。3方弁409を切り替えダイヘッド402への塗液供給を停止する際に、第1サックッバクバルブ408にて塗液の吸引動作を行い、ダイヘッド402からの塗液の吐出を速やかに停止させる。このとき、第2サックバックバルブ418は次なる塗液の吸引に備えて塗液の放出動作を行う。
【0021】
塗膜形成を再開する時は、3方弁409を切り替え、ポンプ404からの塗液の送液をダイヘッド402方向にする。タンク401からダイヘッド402に塗液が送られ、基材406上に塗膜407を形成している間に第1サックバックバルブ408は間欠時に吸引した塗液を放出することで、第1サックバックバルブ408を空の状態に戻す。この際、3方弁409の上流(タンク401寄り)の送液経路403に設けた第2サックバックバルブ418にて送液経路403内の塗液の吸引動作を行うことで、第1サックバックバルブ408から放出された塗液による送液経路403内の圧力上昇を吸収し、ダイヘッド402へ供給される塗液量の変動を解消する。
【0022】
第2サックバックバルブ418に吸引された塗液は先に述べたように第1サックバックバルブ408が吸引動作を行っている際に放出される。この際、3方弁409はポンプ404とリリーフ経路405が接続されるように切り替えられており、ポンプ404方向から送られた塗液はタンク401に回収される。従って、ポンプ404と3方弁409との間に設けられた第2サックバックバルブ418から放出された塗液もタンク401に回収される。
【0023】
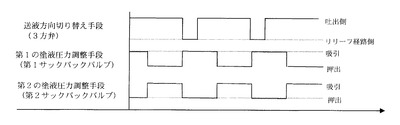
図5では、上記のサックバックバルブ(第1及び第2の塗液圧力調整手段)の動作タイミングを説明している。第1の塗液圧力調整手段および第2の塗液圧力調整手段を同期させ、連動するようにしている。各々の塗液圧力調整手段を単独で制御しても良いが、コンピューターなどの連動手段50を用いることで、2つの塗液圧力調整手段の動作の同期をより簡単に実現することができる。本明細書中での、同期、あるいは連動とは、同じタイミングで異なる動作を行うことである。
【実施例】
【0024】
(実施例1)
図4に示される間欠塗工装置400のシステムを用い、図5で示されるタイミングにて間欠塗工を行った。この時用いた塗液は、黒鉛50重量部、スチレンブタジエンラバー1重量部、セチルメチルセルロース1重量部、水48重量部からなるものであった。また基材は幅0.4mの銅箔を用いた。塗工された塗膜の乾燥膜厚が100μmになるようポンプ404の流量を設定し間欠塗工を実施した。
得られた塗膜について、基材の長尺方向の膜厚分布を1mm間隔で測定を行ったが、塗工の半ばはもちろん、塗工開始時の端部においても膜厚変動は確認されなかった。
【0025】
(比較例1)
図1に示す間欠塗工装置100のシステムを用い、黒鉛50重量部、スチレンブタジエンラバー1重量部、セチルメチルセルロース1重量部、水48重量部からなる塗液で、乾燥膜厚が100μmになるようポンプ101の流量を設定し、間欠塗工を実施した。すなわち、塗工装置以外は実施例1と同様である。また、サックバックバルブ108の動作タイミングは3方弁109と連動させた。すなわち、3方弁109が吐出側である際にはサックバックバルブ108は吸引を行い、3方弁109がリリーフ(排出)経路側である場合は押し出しを行った。
得られた塗膜について、長尺方向の膜厚分布を1mm間隔で測定を行ったところ、サックバックバルブ108が押出工程を行ったタイミングに塗工された塗膜の厚みは膜厚が130μmとなっていた。
【0026】
実施例1、比較例1の結果から、本発明の間欠塗工装置を用いることで、サックバックバルブの押出工程に起因とした塗膜の膜厚変動が解消されていることが確認できる。
【産業上の利用可能性】
【0027】
リチウムイオン電池の電極部材のように間欠塗工を利用する分野に利用できる。
【符号の説明】
【0028】
100、200、300、400 間欠塗工装置
101、201、301、401 タンク
102、202、302、402 ダイヘッド
103、203、303、403 送液経路
104、204、304、404 ポンプ
105、205、305 排出経路
315 第2の排出経路
405 リリーフ経路
106、206、306、406 基材
107、207、307、407 塗膜
108、208、308 サックバックバルブ
408 第1サックバックバルブ
418 第2サックバックバルブ
109、409 3方弁
309 送液方向切り替え手段
209 第1送液方向切り替え手段
219 第2送液方向切り替え手段
319 圧力調整弁
419 連動手段
【技術分野】
【0001】
連続搬送される樹脂フィルムや金属箔に間欠塗工を行う技術において、塗り始めの厚み精度を改善するものである。
【背景技術】
【0002】
リチウムイオン電池に使用される電極の製造法として、連続搬送される金属箔に電極となる塗液を間欠的に塗工する技術が用いられる。図1にその概略を示す。図1はポンプ104にて電極用塗液をダイヘッド102に送液し、ダイヘッド102の先端から塗液を塗出して基材106である金属箔への塗膜107形成を行う、スロットダイ方式の間欠塗工装置100の概略である。この方式では、間欠塗工を実現するため、塗液の送液経路103を切り替えることのできる3方弁109を備えている。塗膜107形成時には塗液をダイヘッド102に送液してダイヘッド102先端から吐出し、塗膜107を形成しない間欠時には3方弁109を排出方向に切り替えて塗液をタンク101に戻す。この送液経路103の切り替えは、3方弁109の他に2方弁の組み合わせでも行われる。
ここで、間欠時に送液経路103を排出方向に切り替えただけでは、ダイヘッド102内に塗液の圧力が残るため、瞬時に塗液の吐出は停止しない。そのため、塗工された塗膜107の終端が必要な膜厚以上に盛り上がったり、塗液が不要な領域まで塗工されるという問題があった。これを解決するため、間欠時には送液経路103を切り替えるだけでなく、ダイヘッド102近傍に接続されたサックバックバルブ108を利用し、送液経路103内の塗液を吸引することによってダイヘッド102内にかかる圧力を瞬時に低下させ、吐出を瞬時に停止させるという方法をとっていた。
【0003】
間欠時に塗液の吸引動作を行ったサックバックバルブ108は、製膜を再開する時に塗液を送液経路103内に放出する。すなわち、サックバックバルブ108から塗液が押し出される。押し出された塗液は、送液経路103を介してダイヘッド102内の圧力を高め、そしてダイヘッド102の先端から吐出されるため、塗膜107の厚みは厚くなる。
このような問題を解決するための方法の1つとして、サックバックバルブに吸引された塗液を送液経路に戻す放出工程において、ダイヘッドと接続された送液経路に押し出した塗液を送るのではなく、排出専用の経路(排出経路)に送り排出する方法がある(特許文献1、特許文献2)。それらの中でも、サックバックバルブ208との接続を、塗液の吸引時にはダイヘッド202と接続された送液経路203に、塗液の放出時には排出経路205とに切り替える第2の手段(第2送液方向切り替え手段219)を利用する方法(図2参照)や、第2の排出経路315に有る程度の塗液を常に排出し続け、放出工程で発生する余分な塗液の大半を排出経路315に逃がす方法(図3参照)がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−340338号公報
【特許文献2】特開2002−219400号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
図2にて概略を示した間欠塗工装置200では、第1送液方向切り替え手段209がポンプ204とダイヘッド202との接続からポンプ204と排出経路205との接続に切り替わったとき(間欠時)に第2送液方向切り替え手段219は送液経路203とサックバックバルブ208とを接続しており、送液経路203内の塗液はサックバックバルブ208によって吸引される。そして、第1送液方向切り替え手段209がポンプ204とダイヘッド202とを接続している間(塗工時)に、第2送液方向切り替え手段219によりサックバックバルブ208と排出経路205とを接続することで、サックバックバルブ208から押し出された塗液は排出経路205に放出され、タンク201へ戻ることになる。
【0006】
しかしながら、この方法でも、第2送液方向切り替え手段219を切り替える際に第1送液方向切り替え手段209とダイヘッド202との間の送液経路203に圧力の変化が生じ、塗膜207に膜厚変動が発生してしまう。第2送液方向切り替え手段219を設けない場合に比べ膜厚の変動量が小さくなったとしても、完全に解決することはできない。
【0007】
図3に示す間欠塗工装置300では送液方向切り替え手段309とダイヘッド302との間に第2の排出経路315を設け、送液経路303、サックバックバルブ308、第2の排出経路315が常に接続された状態となる。第2の排出経路315はタンクと接続され、第2の排出経路315を通過した塗液もタンクに戻される。第2の排出経路315には圧力調整弁319が設けられている。
この方法では、送液経路303が一定以上の圧力となった際に第2の排出経路315を介して塗液が排出され続けることになる。従って、サックバックバルブ308の押し出し工程で放出される塗液の大半を第2の排出経路315に逃がすことができる。
【0008】
しかしながら急激な圧力の変化には対応できないため、サックバックバルブ308から放出された塗液の一部分はダイヘッド302に送られてしまい、膜厚の変動を完全に解消することはできない。
本発明は、間欠塗工装置による間欠塗工時の膜厚変動の解消、特に、送液経路に設けられたサックバックバルブの押し出し工程時に起因する膜厚変動を解決する技術の提供を課題とする。
【課題を解決するための手段】
【0009】
本願発明は上記課題を解決するために成されたものであり、第1の発明は、塗液貯蔵手段と、塗液を吐出して基材上に塗膜を形成する塗液吐出手段と、前記塗液貯蔵手段と前記塗液吐出手段とを結ぶ送液経路と、前記塗液貯蔵手段から前記塗液吐出手段へ前記送液経路を介して塗液を送る塗液圧送手段とを備えた塗工装置であって、さらに前記送液経路は、前記塗液圧送手段と前記塗液吐出手段との間に当該送液経路外へ塗液を排出可能な排出経路と、前記塗液吐出手段方向への送液と前記排出経路からの排出とに前記塗液を送る方向を切り替えることのできる送液方向切り替え手段と、前記送液方向切り替え手段と前記塗液吐出手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することで前記塗液吐出手段もしくは前記送液経路内の圧力を調節することのできる第1の塗液圧力調整手段と、前記塗液圧送手段と前記送液方向切り替え手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することのできる第2の塗液圧力調整手段とを備えたことを特徴とする間欠塗工装置である。
【0010】
さらに、上記発明に加えて、前記第1の塗液圧力調整手段及び第2の塗液圧力調整手段は、それぞれ前記送液経路内の塗液を吸引し、または吸引した塗液を当該送液経路内に放出することで当該送液経路内の圧力を調整する間欠塗工装置である。
【0011】
さらに、上記発明に加えて、前記第1の塗液圧力調整手段と前記第2の塗液圧力調整手段は、一方が塗液を吸引している際に他方は塗液を放出している間欠塗工装置である。
【0012】
さらに、上記発明に加えて、前記送液方向切り替え手段を前記塗液排出経路からの排出に切り替えた際に、前記第1の塗液圧力調整手段は塗液の吸引を開始し、前記送液方向切り替え手段が前記塗液吐出手段方向への送液である間に、前記第1の塗液圧力調整手段は塗液の放出を開始する間欠塗工装置である。
【発明の効果】
【0013】
本発明によれば、第1の塗液圧力調整手段に加えて、当該第1の塗液圧力調整手段と送液経路を介して接続されている第2の塗液圧力調整手段を備えているため、前記第1の塗液圧力調整手段の作動により発生した送液経路内の圧力変動を第2の塗液圧力調整手段によって吸収することができる。従って、塗液吐出手段から塗液が吐出されている間、送液圧力が変動することがなく、安定して供給されるため、対象基材上に膜厚変動のない塗膜を形成することができる。
【0014】
さらに、第1及び第2の圧力調整手段はそれぞれ送液経路内の塗液の吸引と放出により圧力を調整するので、塗液の過不足が発生しない。
さらに、一方が塗液を吸引している際に他方は塗液を放出するように連動させることで、送液経路内の圧力を速やかに一定に調整できる。
さらに、送液方向切り替え手段を塗液排出経路からの排出に切り替えた際に、第1の塗液圧力調整手段は塗液の吸引を開始し、送液方向切り替え手段が塗液吐出手段方向への送液である間に、第1の塗液圧力調整手段は塗液の放出を開始することで、塗膜全体の膜厚精度、特に塗工開始時の厚み精度を高いものにすることができる。
【0015】
具体的には、スロットダイ方式を用いた間欠塗工技術において、ダイヘッド(塗液吐出手段)からの塗液の吐出を瞬時に停止させるために利用されるサックバックバルブ(塗液圧力調整手段)の押出し(塗液の放出)工程において、押出された塗液がダイヘッドから余分に吐出されるために生じる塗工開始時の膜厚変動を、サックバックバルブから押出された液を吸引する機構(第2の塗液圧力調整手段)を設け、ダイヘッドから余分に吐出される塗液をなくすことで解消する。
【図面の簡単な説明】
【0016】
【図1】従来の間欠塗工装置の送液系を説明する図である。
【図2】従来の間欠塗工装置において、サックバックバルブから押し出された液を排出経路へ逃がす構造を説明する図である。
【図3】従来の間欠塗工装置において、排出経路から塗液を常に排出することで、サックバックバルブから押し出された液の一部を排出経路に逃がす構造を説明する図である。
【図4】本発明の間欠塗工装置を模式的に説明する図である。
【図5】本発明の間欠塗工装置について、第1及び第2の塗液圧力調整手段の動作タイミングを説明する図である。
【発明を実施するための形態】
【0017】
本発明の間欠塗工装置は、塗液貯蔵手段と、塗液を吐出して基材上に塗膜を形成する塗液吐出手段と、前記塗液貯蔵手段と前記塗液吐出手段とを結ぶ送液経路と、前記塗液貯蔵手段から前記塗液吐出手段へ前記送液経路を介して塗液を送る塗液圧送手段とを備えている。
さらに前記送液経路は、前記塗液圧送手段と前記塗液吐出手段との間に当該送液経路外へ塗液を排出可能な排出経路と、前記塗液吐出手段方向への送液と前記排出経路からの排出とに前記塗液を送る方向を切り替えることのできる送液方向切り替え手段と、前記送液方向切り替え手段と前記塗液吐出手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することで前記塗液吐出手段もしくは前記送液経路内の圧力を調節することのできる第1の塗液圧力調整手段と、前記塗液圧送手段と前記送液方向切り替え手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することのできる第2の塗液圧力調整手段とを備えている。
【0018】
より好ましい形態としては、前記第1の塗液圧力調整手段及び第2の塗液圧力調整手段は、それぞれ前記送液経路内の塗液を吸引し、または吸引した塗液を当該送液経路内に放出することで当該送液経路内の圧力を調整する構造であり、さらに、前記第1の塗液圧力調整手段と前記第2の塗液圧力調整手段は、一方が塗液を吸引している際に他方は塗液を放出している(すなわち、連動している)間欠塗工装置である。
そして、塗液の放出と吸引の切り替えのタイミングは、前記送液方向切り替え手段を前記塗液排出経路からの排出に切り替えた際に、前記第1の塗液圧力調整手段は塗液の吸引を開始し、前記送液方向切り替え手段を前記塗液吐出手段方向への送液中に、前記第1の塗液圧力調整手段は塗液の放出を開始するようになっている。
【0019】
本発明の実施形態を、図4を利用しより具体的に説明する。図4に示す間欠塗工装置400において、塗液貯蔵手段はタンク401であり、塗液吐出手段はダイヘッド402であり、塗液圧送手段はポンプ404であり、排出経路はリリーフ経路405であり、送液方向切り替え手段は3方弁409である。さらに、第1の塗液圧力調整手段は第1サックバックバルブ408、第2の塗液圧力調整手段は第2サックバックバルブ418である。第1サックバックバルブ408と第2サックバックバルブ418の動作は一方が吸引の時に他方は放出となるよう連動する。
【0020】
ポンプ404から3方弁409を介し塗液はダイヘッド402に供給される。ダイヘッド402の先端から塗液が吐出されて基材406に塗膜407が形成される。塗工を休む際(間欠時)には、3方弁409の流れ方向を排出に切り替え、リリーフ経路405を経由しタンク401に塗液を戻す。3方弁409を切り替えダイヘッド402への塗液供給を停止する際に、第1サックッバクバルブ408にて塗液の吸引動作を行い、ダイヘッド402からの塗液の吐出を速やかに停止させる。このとき、第2サックバックバルブ418は次なる塗液の吸引に備えて塗液の放出動作を行う。
【0021】
塗膜形成を再開する時は、3方弁409を切り替え、ポンプ404からの塗液の送液をダイヘッド402方向にする。タンク401からダイヘッド402に塗液が送られ、基材406上に塗膜407を形成している間に第1サックバックバルブ408は間欠時に吸引した塗液を放出することで、第1サックバックバルブ408を空の状態に戻す。この際、3方弁409の上流(タンク401寄り)の送液経路403に設けた第2サックバックバルブ418にて送液経路403内の塗液の吸引動作を行うことで、第1サックバックバルブ408から放出された塗液による送液経路403内の圧力上昇を吸収し、ダイヘッド402へ供給される塗液量の変動を解消する。
【0022】
第2サックバックバルブ418に吸引された塗液は先に述べたように第1サックバックバルブ408が吸引動作を行っている際に放出される。この際、3方弁409はポンプ404とリリーフ経路405が接続されるように切り替えられており、ポンプ404方向から送られた塗液はタンク401に回収される。従って、ポンプ404と3方弁409との間に設けられた第2サックバックバルブ418から放出された塗液もタンク401に回収される。
【0023】
図5では、上記のサックバックバルブ(第1及び第2の塗液圧力調整手段)の動作タイミングを説明している。第1の塗液圧力調整手段および第2の塗液圧力調整手段を同期させ、連動するようにしている。各々の塗液圧力調整手段を単独で制御しても良いが、コンピューターなどの連動手段50を用いることで、2つの塗液圧力調整手段の動作の同期をより簡単に実現することができる。本明細書中での、同期、あるいは連動とは、同じタイミングで異なる動作を行うことである。
【実施例】
【0024】
(実施例1)
図4に示される間欠塗工装置400のシステムを用い、図5で示されるタイミングにて間欠塗工を行った。この時用いた塗液は、黒鉛50重量部、スチレンブタジエンラバー1重量部、セチルメチルセルロース1重量部、水48重量部からなるものであった。また基材は幅0.4mの銅箔を用いた。塗工された塗膜の乾燥膜厚が100μmになるようポンプ404の流量を設定し間欠塗工を実施した。
得られた塗膜について、基材の長尺方向の膜厚分布を1mm間隔で測定を行ったが、塗工の半ばはもちろん、塗工開始時の端部においても膜厚変動は確認されなかった。
【0025】
(比較例1)
図1に示す間欠塗工装置100のシステムを用い、黒鉛50重量部、スチレンブタジエンラバー1重量部、セチルメチルセルロース1重量部、水48重量部からなる塗液で、乾燥膜厚が100μmになるようポンプ101の流量を設定し、間欠塗工を実施した。すなわち、塗工装置以外は実施例1と同様である。また、サックバックバルブ108の動作タイミングは3方弁109と連動させた。すなわち、3方弁109が吐出側である際にはサックバックバルブ108は吸引を行い、3方弁109がリリーフ(排出)経路側である場合は押し出しを行った。
得られた塗膜について、長尺方向の膜厚分布を1mm間隔で測定を行ったところ、サックバックバルブ108が押出工程を行ったタイミングに塗工された塗膜の厚みは膜厚が130μmとなっていた。
【0026】
実施例1、比較例1の結果から、本発明の間欠塗工装置を用いることで、サックバックバルブの押出工程に起因とした塗膜の膜厚変動が解消されていることが確認できる。
【産業上の利用可能性】
【0027】
リチウムイオン電池の電極部材のように間欠塗工を利用する分野に利用できる。
【符号の説明】
【0028】
100、200、300、400 間欠塗工装置
101、201、301、401 タンク
102、202、302、402 ダイヘッド
103、203、303、403 送液経路
104、204、304、404 ポンプ
105、205、305 排出経路
315 第2の排出経路
405 リリーフ経路
106、206、306、406 基材
107、207、307、407 塗膜
108、208、308 サックバックバルブ
408 第1サックバックバルブ
418 第2サックバックバルブ
109、409 3方弁
309 送液方向切り替え手段
209 第1送液方向切り替え手段
219 第2送液方向切り替え手段
319 圧力調整弁
419 連動手段
【特許請求の範囲】
【請求項1】
塗液貯蔵手段と、塗液を吐出して基材上に塗膜を形成する塗液吐出手段と、前記塗液貯蔵手段と前記塗液吐出手段とを結ぶ送液経路と、前記塗液貯蔵手段から前記塗液吐出手段へ前記送液経路を介して塗液を送る塗液圧送手段とを備えた塗工装置であって、
さらに前記送液経路は、前記塗液圧送手段と前記塗液吐出手段との間に当該送液経路外へ塗液を排出可能な排出経路と、
前記塗液吐出手段方向への送液と前記排出経路からの排出とに前記塗液を送る方向を切り替えることのできる送液方向切り替え手段と、
前記送液方向切り替え手段と前記塗液吐出手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することで前記塗液吐出手段もしくは前記送液経路内の圧力を調節することのできる第1の塗液圧力調整手段と、
前記塗液圧送手段と前記送液方向切り替え手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することのできる第2の塗液圧力調整手段とを備えたことを特徴とする間欠塗工装置。
【請求項2】
前記第1の塗液圧力調整手段及び第2の塗液圧力調整手段は、それぞれ前記送液経路内の塗液を吸引し、または吸引した塗液を当該送液経路内に放出することで当該送液経路内の圧力を調整することを特徴とする請求項1記載の間欠塗工装置。
【請求項3】
前記第1の塗液圧力調整手段と前記第2の塗液圧力調整手段は、一方が塗液を吸引している際に他方は塗液を放出していることを特徴とする請求項2に記載の間欠塗工装置。
【請求項4】
前記送液方向切り替え手段を前記塗液排出経路からの排出に切り替えた際に、前記第1の塗液圧力調整手段は塗液の吸引を開始し、前記送液方向切り替え手段を前記塗液吐出手段方向への送液中に、前記第1の塗液圧力調整手段は塗液の放出を開始することを特徴とする請求項3記載の間欠塗工装置。
【請求項1】
塗液貯蔵手段と、塗液を吐出して基材上に塗膜を形成する塗液吐出手段と、前記塗液貯蔵手段と前記塗液吐出手段とを結ぶ送液経路と、前記塗液貯蔵手段から前記塗液吐出手段へ前記送液経路を介して塗液を送る塗液圧送手段とを備えた塗工装置であって、
さらに前記送液経路は、前記塗液圧送手段と前記塗液吐出手段との間に当該送液経路外へ塗液を排出可能な排出経路と、
前記塗液吐出手段方向への送液と前記排出経路からの排出とに前記塗液を送る方向を切り替えることのできる送液方向切り替え手段と、
前記送液方向切り替え手段と前記塗液吐出手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することで前記塗液吐出手段もしくは前記送液経路内の圧力を調節することのできる第1の塗液圧力調整手段と、
前記塗液圧送手段と前記送液方向切り替え手段との間の送液経路に設けられ、当該送液経路内の圧力を調節することのできる第2の塗液圧力調整手段とを備えたことを特徴とする間欠塗工装置。
【請求項2】
前記第1の塗液圧力調整手段及び第2の塗液圧力調整手段は、それぞれ前記送液経路内の塗液を吸引し、または吸引した塗液を当該送液経路内に放出することで当該送液経路内の圧力を調整することを特徴とする請求項1記載の間欠塗工装置。
【請求項3】
前記第1の塗液圧力調整手段と前記第2の塗液圧力調整手段は、一方が塗液を吸引している際に他方は塗液を放出していることを特徴とする請求項2に記載の間欠塗工装置。
【請求項4】
前記送液方向切り替え手段を前記塗液排出経路からの排出に切り替えた際に、前記第1の塗液圧力調整手段は塗液の吸引を開始し、前記送液方向切り替え手段を前記塗液吐出手段方向への送液中に、前記第1の塗液圧力調整手段は塗液の放出を開始することを特徴とする請求項3記載の間欠塗工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−152509(P2011−152509A)
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願番号】特願2010−15323(P2010−15323)
【出願日】平成22年1月27日(2010.1.27)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願日】平成22年1月27日(2010.1.27)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]