
間欠塗工装置
【課題】間欠塗工装置による間欠塗工において、アキュームレータによる配管内圧の緩衝性能を保持し、電極活物質層の長手方向のばらつきを抑制する、間欠塗工装置を提供すること。
【解決手段】塗液を吐出する塗工用ヘッド(8)と、塗工用ヘッド(8)に塗液を供給するポンプ(2)と、塗工用ヘッド(8)への塗液の供給を制御する間欠ユニット(9)と、ポンプ(2)と間欠ユニット(9)との間に設けられる配管であって、配管内の流路断面積が、ポンプ(2)の塗液の吐出口の流路断面積の0.3〜0.8倍であり、長さが5cm〜30cmである緩衝領域(4)と、ポンプ(2)と緩衝領域(4)との間に設けられるアキュームレータ(3)と、を備える電極板用の間欠塗工装置。
【解決手段】塗液を吐出する塗工用ヘッド(8)と、塗工用ヘッド(8)に塗液を供給するポンプ(2)と、塗工用ヘッド(8)への塗液の供給を制御する間欠ユニット(9)と、ポンプ(2)と間欠ユニット(9)との間に設けられる配管であって、配管内の流路断面積が、ポンプ(2)の塗液の吐出口の流路断面積の0.3〜0.8倍であり、長さが5cm〜30cmである緩衝領域(4)と、ポンプ(2)と緩衝領域(4)との間に設けられるアキュームレータ(3)と、を備える電極板用の間欠塗工装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2次電池等の電極板用の間欠塗工装置に関する。
【背景技術】
【0002】
一般に、非水電解液2次電池や電気2重層キャパシタ等の電極板は、集電体の少なくとも一面に電極活物質層を所定パターン状に断続的に設けた構成をとる。電極活物質層が存在しない非塗工部は、端子を取り付ける等の目的のために設けられる。
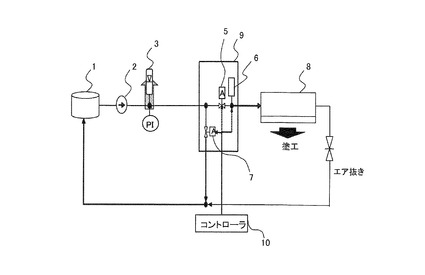
集電体上に電極活物質層を所定パターン状に断続的に設けた構成の電極板は、電極活物質を含むインクを調製し、ダイコーター(塗工装置)を用いて、集電体上に間欠塗工を行なうことで製造することができる。間欠塗工は、一般には、図5に示すように、インクを蓄積するタンク1、インクを送液するためのポンプ2、アキュームレータ3、ダイ8、メインライン(ポンプ2からダイ8への配管)、間欠ユニット9(ストップバルブ5とリリーフバルブ7、サックバルブ6を含む間欠塗工のための制御ユニット)、間欠ユニット9を制御する間欠ユニットコントローラ10、リリーフライン(間欠ユニット9からタンク1への配管)を備える循環手段から構成される。
【0003】
電極活物質を含むインクの送液は、ポンプ2によって、間欠ユニット9へ一定速度で連続的に送り出され、断続的に塗工を行うために、ストップバルブ5およびリリーフバルブ7の開閉によって、メインラインまたはリリーフラインに切り替えられる。
インクの送液は、ギアポンプやモーノポンプを用いる場合、一般には、ポンプ由来の微弱な配管内の圧力振動(脈動)を伴う。結果、ダイ8での吐出量にばらつきが生じ、電極活物質層の長手方向に電極活物質量のばらつきが生じる。
【0004】
電極活物質量のばらつきは、電極板の性能や安全性に悪影響を及ぼす。電極活物質量のばらつきが大きいと、電極板の面内方向の充放電性能にばらつきが生じる。場合によっては、リチウム等の金属が局所的に析出し、不良の原因となる。
これに対し、特許文献1では、アキュームレータをダイ手前に設置することで、配管内圧を緩衝し、電極活物質量のばらつきを抑制している。アキュームレータとは、液体、スラリー等の圧力エネルギーをガス(主に窒素ガス)の圧力エネルギーに変換して蓄えておく蓄圧器である。例えば、I型配管の片側を封止し、内側にガス溜りを設けた構造のものがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−107791号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、間欠塗工では、塗工および非塗工の切り替えによって、配管内圧に大きな変動(変動幅:10〜100 kPa)が瞬間的に生じ、繰り返し間欠塗工を行なうことによって、アキュームレータ内のガスが徐々に引き抜かれてしまう。結果、アキュームレータ内のガスが減少し、配管内圧の緩衝性能が著しく低下するという問題があった。
本発明は、上記課題に鑑み、ダイコーターによる間欠塗工において、アキュームレータによる配管内圧の緩衝性能を保持し、電極活物質量の長手方向のばらつきを抑制することが可能な間欠塗工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の一態様は、塗液を吐出する塗工用ヘッドと、前記塗工用ヘッドに前記塗液を供給するポンプと、前記塗工用ヘッドへの前記塗液の供給を制御する間欠ユニットと、前記ポンプと前記間欠ユニットとの間に設けられる配管であって、配管内の流路断面積が、前記ポンプの前記塗液の吐出口の流路断面積の0.3〜0.8倍である緩衝領域と、前記ポンプと前記緩衝領域との間に設けられるアキュームレータと、を備える電極板用の間欠塗工装置である。
この構成によれば、電極活物質層の長手方向のばらつきを抑制して間欠塗工を行うことができる。また、これにより、充放電性能の面内方向のばらつきが少ない電極板を製造することができる。
【0008】
また、本発明の他の態様は、前記緩衝領域は、長さが5cm〜30cmであることを特徴とする電極板用の間欠塗工装置である。
この構成によれば、アキュームレータ内を常に陽圧に保持することができる。これにより、繰り返し間欠塗工を行なってもアキュームレータの性能が保持され、電極活物質層の長手方向のばらつきを抑制して間欠塗工を行うことができる。
【発明の効果】
【0009】
本発明の一態様によれば、電極活物質層の長手方向のばらつきを抑制して間欠塗工を行うことができる。また、これにより、充放電性能の面内方向のばらつきが少ない電極板を製造することができる。
【図面の簡単な説明】
【0010】
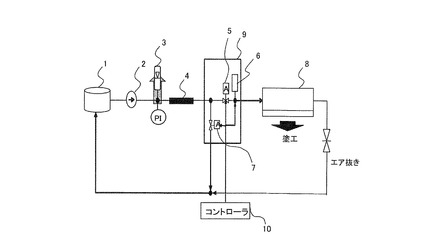
【図1】本発明の一実施形態に係る間欠塗工装置(ダイコーター)の塗工部の構成例を示す図である。
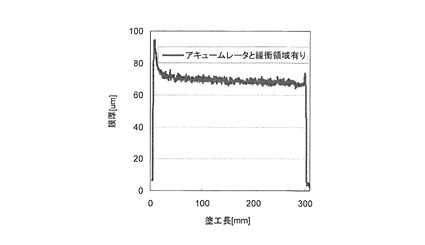
【図2】実施例1で得られた塗工サンプルの膜厚プロファイルを示す図である。
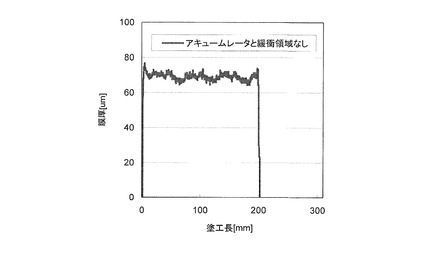
【図3】比較例1で得られた塗工サンプルの膜厚プロファイルを示す図である。
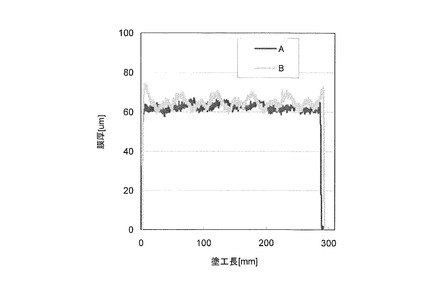
【図4】比較例2で得られた塗工サンプルの膜厚プロファイルを示す図である。
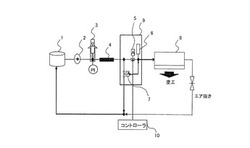
【図5】従来の間欠塗工装置の塗工部の構成を示す図である。
【発明を実施するための形態】
【0011】
以下に、本発明の実施形態について図面に基づいて説明する。なお、以下の説明において参照する各図では、他の図と同等部分は同一符号によって示される。
(間欠塗工装置の構成)
図1は、本実施形態に係る間欠塗工装置(以下、適宜「ダイコーター」という)の塗工部の構成例を示す図である。
【0012】
本実施形態におけるダイコーターの塗工部は、図1に示されるように、主には、電極活物質インクを溜めるタンク1、このタンク1から電極活物質インクをダイ8へ供給するためのポンプ2、ポンプ2からダイ8へ至るメインライン、ポンプ2が連続運転状態で間欠パターンを形成するためのストップバルブ5、間欠時に流路をメインラインからリリーフラインに切り替えるリリーフバルブ7、リリーフバルブ7からタンク1への循環ラインとなるリリーフライン、および、間欠塗工の際のダイ8内の圧力の立ち上がりと立ち下げをアシストするサックバルブ6から構成される。
【0013】
さらに、ダイコーターの塗工部は、配管内の流路断面積がポンプ2の吐出口の流路断面積の0.3〜0.8倍になる領域(以下、「緩衝領域」という)4が、ポンプ2と間欠ユニット9の間に設置され、アキュームレータ3は、ポンプ2と緩衝領域4の間に設置される。緩衝領域4となる配管の形状は、1本の中空の管でも良いし、複数の細管をまとめたものでもよい。形状は、特に限定されず、流路断面積によって決定されるようになっていればよい。また、間欠ユニット9は、ストップバルブ5、リリーフバルブ7、およびサックバルブ6により構成されており、間欠ユニットコントローラ10によってプログラム制御される。
【0014】
緩衝領域4によって、ポンプ2と緩衝領域4との間の配管内圧が上がり、配管内圧が変動(変動幅:10〜100 kPa)しても、アキュームレータ3内(300〜400 kPa)は、常に陽圧に保持される。このため、繰り返し間欠塗工を行なっても、アキュームレータの性能は保持される。また、緩衝によって、配管内圧の変動の大きさが軽減されることもアキュームレータ3の性能保持に寄与する。
【0015】
緩衝領域4は、配管内の流路断面積がポンプ2の吐出口の流路断面積の0.3倍よりも小さい場合、流路内の抵抗が大きくなり、送液が困難になる。0.8倍よりも流路断面積が大きい場合、流路内の抵抗が小さいために、ポンプ2と緩衝領域4との間の配管内圧を十分に高めることができず、アキュームレータ3内(50〜100 kPa)を常に陽圧に保持することができない。
同様に、緩衝領域4の長さが30cmよりも長い場合、流路内の抵抗が大きくなり、送液が困難になる。また、緩衝領域4の長さが5cm未満の場合、流路内の抵抗が小さいために、ポンプ2と緩衝領域4との間の配管内圧を十分に高めることができず、アキュームレータ3内を常に陽圧に保持することができない。
【実施例1】
【0016】
以下、本実施形態に係る間欠塗工装置について、実施例によりさらに詳しく説明する。ただし、本実施形態に係る間欠塗工装置は、以下の実施例により何ら限定されるものではない。
(実施例1)
本実施例では、間欠塗工装置の構成は、図1と同様の構成とした。緩衝領域4として、ポンプ2の吐出口付近に配管内の流路断面積がポンプ2の吐出口(外径:21.7 mm)内の流路断面積の0.5倍になる領域を長さ10cmにわたって設け、この緩衝領域4とポンプ2の吐出口との間に、一方を封止したI型配管の内側に空気溜りを設けたアキュームレータ3を設置した。
【0017】
配管内の流路断面積がポンプ2の吐出口の流路断面積の0.5倍になる緩衝領域4の下流側には、間欠ユニット9を設置した。間欠ユニット9は、塗工時は、メインラインへ電極活物質インクが流れ、非塗工時は、リリーフラインに電極活物質インクが流れるように、間欠ユニットコントローラ10にて制御される。
リリーフラインは、タンク1へ向かい、間欠時の電極活物質インクが回収できるようにした。また、リリーフ側配管の内圧は特に制御していないが、メインラインの配管径と同様とした。
本実施例の間欠塗工装置を用いて、粘度10000 cps(B型粘度計、B8H、No.6、10rpm)の電極活物質インクを塗工してから乾燥させ、電極活物質層の流れ方向の膜厚プロファイルを評価したところ、電極活物質層が均一かつ平坦な塗膜を得ることができた(図2)。
【0018】
(比較例1)
参照データとして、上記実施例1の間欠塗工装置の構成から、アキュームレータ3および緩衝領域4を外した場合の膜厚プロファイルも評価した。その結果、アキュームレータ3および緩衝領域4を外した間欠塗工装置では、ポンプ2の脈動と同じ周期で、得られた電極活物質層に凹凸形状が見られた(図3)。
【0019】
(比較例2)
さらに、アキュームレータ3のみを上記比較例1の間欠塗工装置に設置した場合の、ダイ8の内圧をモニタリングしたところ、間欠塗工を繰り返すにつれて、ポンプ2の脈動が徐々に増加し、電極活物質層の凹凸形状もわずかながら確認できた(図4のグラフA)。
最終的には、アキュームレータ3および緩衝領域4を外した上記比較例1の間欠塗工装置と同様の脈動が観察され、電極活物質層の凹凸形状もはっきりと確認できた(図4のグラフB)。また、塗工終了後、アキュームレータ3を確認したところ、完全に空気が抜けていた。
【産業上の利用可能性】
【0020】
本発明の間欠塗工装置によって得られる電極板は、主に、二次電池の用途に用いることができる。特に、本発明の間欠塗工装置は、電極活物質量のばらつきが少ない電極板を製造できることから、各種携帯用電子機器の電源、また、高エネルギー密度と高い出力特性、低環境負荷、および高い安全性が求められる電気自動車ならびにハイブリッド電気自動車などの駆動用または補助用蓄電源、さらに、ソーラーエネルギーや風力発電などの各種エネルギーの蓄電装置、あるいは家庭用電気器具の蓄電源などに用いられる二次電池の電極板を製造するための間欠塗工装置として用いることができる。
【符号の説明】
【0021】
1…タンク
2…ポンプ
3…アキュームレータ
4…緩衝領域
5…ストップバルブ
6…サックバルブ
7…リリーフバルブ
8…ダイ
9…間欠ユニット
10…間欠ユニットコントローラ
【技術分野】
【0001】
本発明は、2次電池等の電極板用の間欠塗工装置に関する。
【背景技術】
【0002】
一般に、非水電解液2次電池や電気2重層キャパシタ等の電極板は、集電体の少なくとも一面に電極活物質層を所定パターン状に断続的に設けた構成をとる。電極活物質層が存在しない非塗工部は、端子を取り付ける等の目的のために設けられる。
集電体上に電極活物質層を所定パターン状に断続的に設けた構成の電極板は、電極活物質を含むインクを調製し、ダイコーター(塗工装置)を用いて、集電体上に間欠塗工を行なうことで製造することができる。間欠塗工は、一般には、図5に示すように、インクを蓄積するタンク1、インクを送液するためのポンプ2、アキュームレータ3、ダイ8、メインライン(ポンプ2からダイ8への配管)、間欠ユニット9(ストップバルブ5とリリーフバルブ7、サックバルブ6を含む間欠塗工のための制御ユニット)、間欠ユニット9を制御する間欠ユニットコントローラ10、リリーフライン(間欠ユニット9からタンク1への配管)を備える循環手段から構成される。
【0003】
電極活物質を含むインクの送液は、ポンプ2によって、間欠ユニット9へ一定速度で連続的に送り出され、断続的に塗工を行うために、ストップバルブ5およびリリーフバルブ7の開閉によって、メインラインまたはリリーフラインに切り替えられる。
インクの送液は、ギアポンプやモーノポンプを用いる場合、一般には、ポンプ由来の微弱な配管内の圧力振動(脈動)を伴う。結果、ダイ8での吐出量にばらつきが生じ、電極活物質層の長手方向に電極活物質量のばらつきが生じる。
【0004】
電極活物質量のばらつきは、電極板の性能や安全性に悪影響を及ぼす。電極活物質量のばらつきが大きいと、電極板の面内方向の充放電性能にばらつきが生じる。場合によっては、リチウム等の金属が局所的に析出し、不良の原因となる。
これに対し、特許文献1では、アキュームレータをダイ手前に設置することで、配管内圧を緩衝し、電極活物質量のばらつきを抑制している。アキュームレータとは、液体、スラリー等の圧力エネルギーをガス(主に窒素ガス)の圧力エネルギーに変換して蓄えておく蓄圧器である。例えば、I型配管の片側を封止し、内側にガス溜りを設けた構造のものがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−107791号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、間欠塗工では、塗工および非塗工の切り替えによって、配管内圧に大きな変動(変動幅:10〜100 kPa)が瞬間的に生じ、繰り返し間欠塗工を行なうことによって、アキュームレータ内のガスが徐々に引き抜かれてしまう。結果、アキュームレータ内のガスが減少し、配管内圧の緩衝性能が著しく低下するという問題があった。
本発明は、上記課題に鑑み、ダイコーターによる間欠塗工において、アキュームレータによる配管内圧の緩衝性能を保持し、電極活物質量の長手方向のばらつきを抑制することが可能な間欠塗工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の一態様は、塗液を吐出する塗工用ヘッドと、前記塗工用ヘッドに前記塗液を供給するポンプと、前記塗工用ヘッドへの前記塗液の供給を制御する間欠ユニットと、前記ポンプと前記間欠ユニットとの間に設けられる配管であって、配管内の流路断面積が、前記ポンプの前記塗液の吐出口の流路断面積の0.3〜0.8倍である緩衝領域と、前記ポンプと前記緩衝領域との間に設けられるアキュームレータと、を備える電極板用の間欠塗工装置である。
この構成によれば、電極活物質層の長手方向のばらつきを抑制して間欠塗工を行うことができる。また、これにより、充放電性能の面内方向のばらつきが少ない電極板を製造することができる。
【0008】
また、本発明の他の態様は、前記緩衝領域は、長さが5cm〜30cmであることを特徴とする電極板用の間欠塗工装置である。
この構成によれば、アキュームレータ内を常に陽圧に保持することができる。これにより、繰り返し間欠塗工を行なってもアキュームレータの性能が保持され、電極活物質層の長手方向のばらつきを抑制して間欠塗工を行うことができる。
【発明の効果】
【0009】
本発明の一態様によれば、電極活物質層の長手方向のばらつきを抑制して間欠塗工を行うことができる。また、これにより、充放電性能の面内方向のばらつきが少ない電極板を製造することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態に係る間欠塗工装置(ダイコーター)の塗工部の構成例を示す図である。
【図2】実施例1で得られた塗工サンプルの膜厚プロファイルを示す図である。
【図3】比較例1で得られた塗工サンプルの膜厚プロファイルを示す図である。
【図4】比較例2で得られた塗工サンプルの膜厚プロファイルを示す図である。
【図5】従来の間欠塗工装置の塗工部の構成を示す図である。
【発明を実施するための形態】
【0011】
以下に、本発明の実施形態について図面に基づいて説明する。なお、以下の説明において参照する各図では、他の図と同等部分は同一符号によって示される。
(間欠塗工装置の構成)
図1は、本実施形態に係る間欠塗工装置(以下、適宜「ダイコーター」という)の塗工部の構成例を示す図である。
【0012】
本実施形態におけるダイコーターの塗工部は、図1に示されるように、主には、電極活物質インクを溜めるタンク1、このタンク1から電極活物質インクをダイ8へ供給するためのポンプ2、ポンプ2からダイ8へ至るメインライン、ポンプ2が連続運転状態で間欠パターンを形成するためのストップバルブ5、間欠時に流路をメインラインからリリーフラインに切り替えるリリーフバルブ7、リリーフバルブ7からタンク1への循環ラインとなるリリーフライン、および、間欠塗工の際のダイ8内の圧力の立ち上がりと立ち下げをアシストするサックバルブ6から構成される。
【0013】
さらに、ダイコーターの塗工部は、配管内の流路断面積がポンプ2の吐出口の流路断面積の0.3〜0.8倍になる領域(以下、「緩衝領域」という)4が、ポンプ2と間欠ユニット9の間に設置され、アキュームレータ3は、ポンプ2と緩衝領域4の間に設置される。緩衝領域4となる配管の形状は、1本の中空の管でも良いし、複数の細管をまとめたものでもよい。形状は、特に限定されず、流路断面積によって決定されるようになっていればよい。また、間欠ユニット9は、ストップバルブ5、リリーフバルブ7、およびサックバルブ6により構成されており、間欠ユニットコントローラ10によってプログラム制御される。
【0014】
緩衝領域4によって、ポンプ2と緩衝領域4との間の配管内圧が上がり、配管内圧が変動(変動幅:10〜100 kPa)しても、アキュームレータ3内(300〜400 kPa)は、常に陽圧に保持される。このため、繰り返し間欠塗工を行なっても、アキュームレータの性能は保持される。また、緩衝によって、配管内圧の変動の大きさが軽減されることもアキュームレータ3の性能保持に寄与する。
【0015】
緩衝領域4は、配管内の流路断面積がポンプ2の吐出口の流路断面積の0.3倍よりも小さい場合、流路内の抵抗が大きくなり、送液が困難になる。0.8倍よりも流路断面積が大きい場合、流路内の抵抗が小さいために、ポンプ2と緩衝領域4との間の配管内圧を十分に高めることができず、アキュームレータ3内(50〜100 kPa)を常に陽圧に保持することができない。
同様に、緩衝領域4の長さが30cmよりも長い場合、流路内の抵抗が大きくなり、送液が困難になる。また、緩衝領域4の長さが5cm未満の場合、流路内の抵抗が小さいために、ポンプ2と緩衝領域4との間の配管内圧を十分に高めることができず、アキュームレータ3内を常に陽圧に保持することができない。
【実施例1】
【0016】
以下、本実施形態に係る間欠塗工装置について、実施例によりさらに詳しく説明する。ただし、本実施形態に係る間欠塗工装置は、以下の実施例により何ら限定されるものではない。
(実施例1)
本実施例では、間欠塗工装置の構成は、図1と同様の構成とした。緩衝領域4として、ポンプ2の吐出口付近に配管内の流路断面積がポンプ2の吐出口(外径:21.7 mm)内の流路断面積の0.5倍になる領域を長さ10cmにわたって設け、この緩衝領域4とポンプ2の吐出口との間に、一方を封止したI型配管の内側に空気溜りを設けたアキュームレータ3を設置した。
【0017】
配管内の流路断面積がポンプ2の吐出口の流路断面積の0.5倍になる緩衝領域4の下流側には、間欠ユニット9を設置した。間欠ユニット9は、塗工時は、メインラインへ電極活物質インクが流れ、非塗工時は、リリーフラインに電極活物質インクが流れるように、間欠ユニットコントローラ10にて制御される。
リリーフラインは、タンク1へ向かい、間欠時の電極活物質インクが回収できるようにした。また、リリーフ側配管の内圧は特に制御していないが、メインラインの配管径と同様とした。
本実施例の間欠塗工装置を用いて、粘度10000 cps(B型粘度計、B8H、No.6、10rpm)の電極活物質インクを塗工してから乾燥させ、電極活物質層の流れ方向の膜厚プロファイルを評価したところ、電極活物質層が均一かつ平坦な塗膜を得ることができた(図2)。
【0018】
(比較例1)
参照データとして、上記実施例1の間欠塗工装置の構成から、アキュームレータ3および緩衝領域4を外した場合の膜厚プロファイルも評価した。その結果、アキュームレータ3および緩衝領域4を外した間欠塗工装置では、ポンプ2の脈動と同じ周期で、得られた電極活物質層に凹凸形状が見られた(図3)。
【0019】
(比較例2)
さらに、アキュームレータ3のみを上記比較例1の間欠塗工装置に設置した場合の、ダイ8の内圧をモニタリングしたところ、間欠塗工を繰り返すにつれて、ポンプ2の脈動が徐々に増加し、電極活物質層の凹凸形状もわずかながら確認できた(図4のグラフA)。
最終的には、アキュームレータ3および緩衝領域4を外した上記比較例1の間欠塗工装置と同様の脈動が観察され、電極活物質層の凹凸形状もはっきりと確認できた(図4のグラフB)。また、塗工終了後、アキュームレータ3を確認したところ、完全に空気が抜けていた。
【産業上の利用可能性】
【0020】
本発明の間欠塗工装置によって得られる電極板は、主に、二次電池の用途に用いることができる。特に、本発明の間欠塗工装置は、電極活物質量のばらつきが少ない電極板を製造できることから、各種携帯用電子機器の電源、また、高エネルギー密度と高い出力特性、低環境負荷、および高い安全性が求められる電気自動車ならびにハイブリッド電気自動車などの駆動用または補助用蓄電源、さらに、ソーラーエネルギーや風力発電などの各種エネルギーの蓄電装置、あるいは家庭用電気器具の蓄電源などに用いられる二次電池の電極板を製造するための間欠塗工装置として用いることができる。
【符号の説明】
【0021】
1…タンク
2…ポンプ
3…アキュームレータ
4…緩衝領域
5…ストップバルブ
6…サックバルブ
7…リリーフバルブ
8…ダイ
9…間欠ユニット
10…間欠ユニットコントローラ
【特許請求の範囲】
【請求項1】
塗液を吐出する塗工用ヘッドと、
前記塗工用ヘッドに前記塗液を供給するポンプと、
前記塗工用ヘッドへの前記塗液の供給を制御する間欠ユニットと、
前記ポンプと前記間欠ユニットとの間に設けられる配管であって、配管内の流路断面積が、前記ポンプの前記塗液の吐出口の流路断面積の0.3〜0.8倍である緩衝領域と、
前記ポンプと前記緩衝領域との間に設けられるアキュームレータと、
を備える電極板用の間欠塗工装置。
【請求項2】
前記緩衝領域は、長さが5cm〜30cmであることを特徴とする請求項1に記載の電極板用の間欠塗工装置。
【請求項1】
塗液を吐出する塗工用ヘッドと、
前記塗工用ヘッドに前記塗液を供給するポンプと、
前記塗工用ヘッドへの前記塗液の供給を制御する間欠ユニットと、
前記ポンプと前記間欠ユニットとの間に設けられる配管であって、配管内の流路断面積が、前記ポンプの前記塗液の吐出口の流路断面積の0.3〜0.8倍である緩衝領域と、
前記ポンプと前記緩衝領域との間に設けられるアキュームレータと、
を備える電極板用の間欠塗工装置。
【請求項2】
前記緩衝領域は、長さが5cm〜30cmであることを特徴とする請求項1に記載の電極板用の間欠塗工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−73841(P2013−73841A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213173(P2011−213173)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]