
防振ゴム金具の製造方法及びこれに用いる湯洗装置
【課題】湯洗工程において発生するCO2を大幅に削減することができ、また使用エネルギーも削減し得てエネルギーコストを低減することのできる防振ゴム金具の製造方法を提供する。
【解決手段】前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施して防振ゴム金具を製造するに際し、湯洗工程において、ヒートポンプ出湯部38からの出湯をバッファタンク54に流入させながら、バッファタンク54内の湯を連続的に流出させて、湯洗槽34の内部の湯をオーバーフローにより排出させつつ湯洗槽34に設定流量で連続的に給湯させるようにする。ヒートポンプ出湯部38は、連続出湯能力をオーバーフロー分以上となし、バッファタンク54への連続的な出湯の流入量とバッファタンク54からの湯の連続的な流出量との差をバッファタンク54で吸収しつつ、湯洗槽34内で防振ゴム金具の湯洗を行うようにする。
【解決手段】前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施して防振ゴム金具を製造するに際し、湯洗工程において、ヒートポンプ出湯部38からの出湯をバッファタンク54に流入させながら、バッファタンク54内の湯を連続的に流出させて、湯洗槽34の内部の湯をオーバーフローにより排出させつつ湯洗槽34に設定流量で連続的に給湯させるようにする。ヒートポンプ出湯部38は、連続出湯能力をオーバーフロー分以上となし、バッファタンク54への連続的な出湯の流入量とバッファタンク54からの湯の連続的な流出量との差をバッファタンク54で吸収しつつ、湯洗槽34内で防振ゴム金具の湯洗を行うようにする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明はゴム弾性体とともに防振ゴムを構成する防振ゴム金具の製造方法及び同方法に用いる湯洗装置に関する。
【背景技術】
【0002】
従来、自動車や産業機械その他各種の分野で振動防止のために各種の防振ゴムが広く用いられている。
この種防振ゴムは、一般に、振動防止の主作用を成すゴム弾性体と防振ゴム金具とで構成される。
【0003】
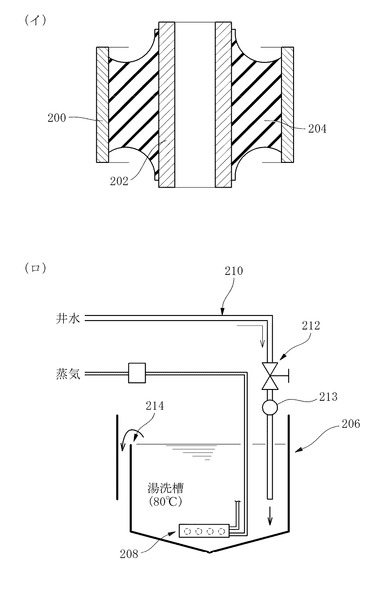
図5(イ)はその具体例を示している。
この例は筒形防振ゴムの例で、防振ゴム金具としての外筒金具200と内筒金具202及びゴム弾性体204を有し、それらが一体に加硫接着されている。
この防振ゴムにおける防振ゴム金具の製造工程では、主として防錆を目的としたリン酸亜鉛被膜等の化成被膜を金具表面に形成する化成被膜処理工程が、またその後において湯洗工程が実施される。
【0004】
ここで湯洗工程は先の化成被膜処理工程で金具に付着した薬剤を除去する工程である。
化成被膜処理工程で金具に付着した薬剤が、その後も金具に付着し残ったままであるとこれが金具の錆を引き起こすことから、化成被膜処理後において金具を湯洗し、除去するのである。
この湯洗工程はまた、金具を湯で温め昇温させることで、その後の乾燥工程での乾燥を促進する意味も有している。
因みに防振ゴム金具の製造工程において、化成被膜処理及びこれに続く湯洗工程を実施する点については下記特許文献1,特許文献2等に開示されている。
【0005】
この湯洗工程では、従来次のようにして化成被膜処理後の金具の湯洗を行っていた。
図5(ロ)において、206は化成被膜処理後の金具を洗う湯洗槽で、ここでは内部の湯(温度は80℃)を溢出部214からオーバーフローにより連続的に排出しながら、給水管路210を通じ、流量計213をみながら絞り弁212にて流量を設定流量(ここでは3〜4リットル/分)に絞りつつ井水(温度は夏場で16〜17℃程度)を湯洗槽206内部に連続供給し、そしてこれを湯洗槽206内部に設けた蒸気ヒータ208で80℃まで加熱しつつ、湯洗槽206内部にワークとしての金具を浸漬して、これを洗浄する。
【0006】
ここで湯洗槽206内部の湯をオーバーフローにより排出させながら湯洗槽206内部に井水を連続供給するようにしているのは、そのようにしないと金具から除去した薬剤によって湯洗槽206内部の湯が汚染し、更には槽内部で沈殿を生じてしまうからで、これを防止するために湯洗工程では常に新鮮な井水を湯洗槽206に連続供給し、併せて薬剤によって汚れた湯を湯洗槽206から外部に排出する。
【0007】
その目的のためには一定以上の流量で新鮮な井水の供給と湯の排出とを行う必要があり、ここではその流量として3〜4リットル/分の流量で井水の連続供給を行う。
しかしながらこの蒸気ヒータ208による加熱方式の場合、加熱効率が低く、エネルギー消費量が大で、そのことが処理コストを押し上げる要因となっている他、CO2発生量が多い問題がある。
近年では地球規模でCO2削減が叫ばれており、そうした中でCO2発生量が大であることは望ましくなく、その改善が強く求められる。
【0008】
この蒸気ヒータ208による加熱方式では、ボイラで発生させた蒸気を配管を通じて蒸気ヒータ208に供給し、また湯洗槽206内部での熱交換により温度低下した湯ないし水をドレンとして排出させ、再びこれをボイラに戻すが、その循環の過程で放熱が生じ、このことが熱効率を低下させる要因となる他、蒸気の熱が蒸気ヒータ208を構成するステンレス管(湯洗槽206内部で使われる蒸気ヒータ208には錆防止のためにステンレス管が用いられる)の加熱のために費やされてしまい、このことが湯洗槽206内部の井水を加熱する際の熱効率を悪くする1つの要因となっている。
【0009】
またこのように湯洗槽206内部に蒸気ヒータ208を設置して、そこで湯洗槽206内部に連続供給されてくる冷たい井水を加熱する方式では、その他の問題として、加熱により昇温した湯がそのまま湯洗槽206内部で上向きに上昇して溢出部214からオーバーフローして外部に排出されてしまい易いといった問題がある。
この場合、蒸気ヒータ208からの熱が湯洗槽206内部全体に十分に行き渡り難かったり、また蒸気ヒータ208から上昇した湯が、金具の洗浄や金具を温めて温度上昇させるために十分に活用されないまま、湯洗槽206から排出されてしまうこととなる。
【0010】
そこで湯洗槽206の内部でヒータにより湯を沸し上げるのではなく、予め所定温度に沸した湯を湯洗槽206に連続供給するようになすことが考えられる。
その際に、太陽で温められた外気(空気)の有する熱エネルギーを利用して(取り込んで)湯を生成させ、給湯する自然冷媒ヒートポンプ給湯機を用い、この給湯機からの湯洗槽206に湯を供給するといったことが考えられる。
【0011】
この自然冷媒ヒートポンプ給湯機はエコキュート(商標名)として知られているが、これを上記湯洗工程における湯洗槽206への給湯用として用いるには、また、次のような問題がある。
このヒートポンプ給湯機は、割安な深夜電力で夜間に湯を生成し、これを貯湯タンクに溜めておく方式のもので、工業用のものではヒートポンプユニットと多数の貯湯タンクとをセットして構成してある。
【0012】
このヒートポンプ給湯機は、空気熱交換器で外気(空気)の熱エネルギーを冷媒(CO2冷媒)に取り込んで冷媒温度を高めた上で、これを圧縮することにより高温度となし、水熱交換器で水を加熱して湯となすもので、自然の有する熱エネルギーを利用して湯を生成、給湯するもので、給湯のための所要エネルギーが少ない利点を有している。
【0013】
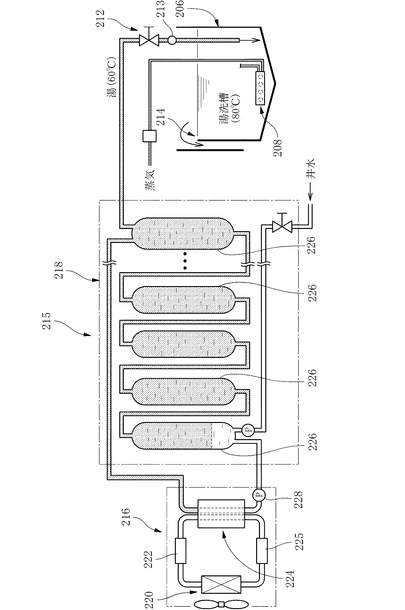
図6はこのヒートポンプ給湯機を湯洗槽206への給湯用として適用した例を比較例として示している。
図において215はヒートポンプ給湯機で、ヒートポンプ出湯部216と、貯湯タンク群218とのセットから成っている。
ヒートポンプ出湯部216は、空気熱交換器220と、圧縮機222と、水熱交換器224及び膨張弁225を有し、空気熱交換器220で外気の熱エネルギーを冷媒に取り込んでこれを温めた上、圧縮機222で圧縮し、水熱交換器224で圧縮により高温となった冷媒と水との間で熱交換を行って、貯湯タンク226内の水を加熱して湯となし、これを各貯湯タンク226に貯湯する。
尚、228は貯湯タンク226内の水を水熱交換器224を通過させながら循環させる循環ポンプである。
【0014】
ヒートポンプ給湯機215では、上記湯の生成,出湯及び貯湯タンク226への貯湯を、電力コストの安価な夜間にて行い、そして貯湯タンク226に溜めた湯を昼間に使用する。このときヒートポンプ出湯部216は稼動停止状態にある。
【0015】
しかしながら、実際には工場内での上記の湯洗工程は24時間通しで連続して行われているのが実情であり、湯洗槽206において24時間通じて常時連続して3〜4リットル/分の流量でオーバーフローさせ、また同量分だけ湯洗槽206に給湯するとなると、1日で合計7200リットルの湯を供給し続けなければならず、そのための湯量を溜めておくとなると、560リットルの貯湯タンク226が全部で13本必要となってしまい、貯湯タンク群218だけで約13m2の設置面積を必要とし、貯湯タンク群218設置のために極めて広いスペースを必要としてしまう。
【0016】
また本質的な問題として、必要な湯量を各貯湯タンク226に溜めておいて、そこから湯洗槽206に1日24時間かけて給湯した場合、各貯湯タンク226に湯を溜める暇がなく、システムそのものが成り立たない。
更に24時間連続操業する工場では、電力会社との契約上そもそも深夜電力そのものが安価とはならない場合がある。
【先行技術文献】
【特許文献】
【0017】
【特許文献1】実公平4−35414号公報
【特許文献2】特開2006−275257号公報
【発明の概要】
【発明が解決しようとする課題】
【0018】
本発明は以上のような事情を背景とし、湯洗工程において発生するCO2を大幅に削減でき、また使用エネルギーも削減し得てエネルギーコストを低減することのできる防振ゴム金具の製造方法及び湯洗装置を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0019】
而して請求項1は、防振ゴム金具の製造方法に関するもので、素材金具に対して化成被膜形成のための前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施してゴム弾性体とともに防振ゴムを構成する、表面に化成被膜を有する防振ゴム金具を製造する方法であって、前記湯洗工程では、ヒートポンプによる加熱で湯を生成させ出湯するヒートポンプ出湯部からの出湯をバッファタンクに流入させながら、該バッファタンク内の湯を連続的に流出させて、湯洗槽の内部の湯をオーバーフローにより排出させつつ該湯洗槽に設定流量で連続的に給湯させるようにし、前記バッファタンクには内部の湯温を検知する温度センサを具備させて、該温度センサによる検知温度が設定温度となるように前記ヒートポンプ出湯部から出湯を行わせるようになすとともに、該ヒートポンプ出湯部は、連続出湯能力を前記オーバーフローの流量以上となし、前記バッファタンクへの前記出湯の連続的な流入量と該バッファタンクからの湯の連続的な流出量との差を該バッファタンクで吸収しつつ、前記湯洗槽内で前記化成被膜処理後の前記金具の湯洗を行うことを特徴とする。
【0020】
請求項2のものは、請求項1において、前記ヒートポンプ出湯部の数が一式であり、前記バッファタンクの数が1つであることを特徴とする。
【0021】
請求項3のものは、請求項1,2の何れかにおいて、前記温度センサを前記バッファタンクの底部側にも設けておき、該底部側の温度センサによる検知温度が前記設定温度に達したとき、前記ヒートポンプの熱交換を一時的に停止することを特徴とする。
【0022】
請求項4のものは、請求項1〜3の何れかにおいて、前記湯洗槽への連続的な給湯を、該湯洗槽の底部側で該底部に向けて下向きに行うことを特徴とする。
【0023】
請求項5のものは、請求項1〜4の何れかにおいて、前記バッファタンクから流出した湯を前記湯洗槽に給湯するための給湯管路として、通常の連続湯洗中に給湯を行うための、管路を流れる湯の流量を前記設定流量に絞る絞り弁を設けた主管路と、該絞り弁の上流部で該主管路から分岐し、前記湯洗槽が空の状態のときに給湯を行うための、前記絞り弁を有していないバイパス管路とが設けてあることを特徴とする。
【0024】
請求項6のものは、請求項1〜5の何れかにおいて、前記湯洗槽の内部には蒸気ヒータが設けてあり、該蒸気ヒータに対して蒸気供給管路と、該蒸気ヒータからの流出水を排出する排出管路とが接続してあることを特徴とする。
【0025】
請求項7は、湯洗装置に関するもので、この湯洗装置は、請求項1〜6の何れかの防振ゴム金具の製造方法における前記湯洗工程で用いられる湯洗装置であって、(a)湯洗槽と、(b)ヒートポンプによる加熱で湯を生成させ出湯する、前記湯洗槽からの湯のオーバーフローの流量以上の連続出湯能力を有するヒートポンプ出湯部と、(c)該ヒートポンプ出湯部からの出湯を流入させながら、内部の湯を前記湯洗槽への連続的な給湯用として流出させ、それら湯の流入量と流出量との差を吸収するバッファタンクと、を有しており、該バッファタンクは内部の湯温を検知する温度センサを具備し、前記ヒートポンプ出湯部は該温度センサによる検知温度が設定温度となるように出湯を行うものとなしてあることを特徴とする。
【発明の作用・効果】
【0026】
以上のように本発明は、化成被膜形成のための前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施して表面に化成被膜を有する防振ゴム金具を製造するに際し、湯洗工程では、ヒートポンプによる加熱で湯を生成及び出湯するヒートポンプ出湯部からの出湯をバッファタンクに流入させながら、バッファタンク内の湯を連続的に流出させ、湯洗槽内部の湯をオーバーフローにて排出させつつ、湯洗槽に設定流量で連続的に給湯させるようにし、そしてヒートポンプ出湯部は、その連続出湯能力を、上記オーバーフローの流量以上となして、上記バッファタンクへの連続的な出湯の流入量とバッファタンクからの湯の連続的な流出量の差をバッファタンクで吸収しつつ、湯洗槽内で防振ゴム金具の湯洗を行うようになしたものである。
【0027】
以上の本発明は、ヒートポンプによる加熱で湯を生成及び出湯するものであることから、外気の有する熱エネルギーを有効に活用して湯を生成、出湯できるものであり、湯を生成、出湯するための消費エネルギーを少エネルギーとなし得て、エネルギーコストを低減することができ、また発生するCO2を大幅に削減し得て地球環境保護に寄与することができる。
【0028】
また以上の本発明は、予めヒートポンプ出湯部で湯を生成及び出湯してこれを貯湯タンクに貯湯しておき、そしてヒートポンプ出湯部の稼働停止状態で、貯湯タンクから予め溜めてある湯を流出させて湯洗槽に供給するものでなく、ヒートポンプ出湯部から出湯させた湯を、一旦バッファタンクを経由してそのまま連続して湯洗槽に給湯するようになしていることから、図6の比較例に示すように多数の貯湯タンクを設置しておく必要がなく、貯湯タンクの設置のための広いスペースを不要となすことができる。
【0029】
また本発明によれば、24時間通しで連続して湯洗槽に給湯を行って湯洗槽において湯洗工程を実施することができる。
本発明で用いるタンクは貯湯タンク、即ち湯を溜めるときには貯湯のみを、湯を使用するときには湯の流出だけを行う貯湯タンクでなく、湯の流入と流出とを同時的に行い且つ流入量と流出量との差を吸収するバッファタンクであって、ヒートポンプ出湯部から出湯した湯を単に一旦バッファタンクを経由してそのまま湯洗槽に給湯する方式であるため、24時間連続した湯洗槽への給湯が可能となる。
【0030】
但しそのためには湯洗槽におけるオーバーフロー分と同等以上の量で湯洗槽に給湯できるようにしておく必要があり、そこで本発明ではヒートポンプ出湯部を、オーバーフロー分以上の連続出湯能力を有するものとなしてある。
【0031】
本発明はまた湯洗槽内部でヒータにより水を湯に沸し上げるものではなく、湯洗槽外部で予め湯を生成しておいて、これを湯洗槽に供給するものであり、その際に湯洗槽の最深部、つまり湯洗槽の底部側で底部に向けて下向きに湯を噴出するようになすことが可能であり(請求項4)、而してそのようにすることで湯洗槽内部の湯を全体的に底部側から押し上げながら、湯洗槽内部の湯を連続的に置換する形で湯洗槽内部へと給湯することができる。
この場合、湯洗槽内部のヒータにて加熱され、湯となったものが湯洗槽内部の洗浄水全体を昇温させるのに有効に使われないままオーバーフローして失われてしまうといった無駄を生じず、供給した湯が湯洗槽の内部に留まって湯洗槽内部の洗浄水全体の昇温に寄与するとともに、金具の洗浄及び昇温のために有効に活用される利点が得られる。
このこともまた熱効率を高める上で有利に働く。
【0032】
本発明において、上記バッファタンクはまた、湯洗槽に供給される湯を確実に設定した一定の温度の湯となす働きも有する。
出湯部から出湯した湯をバッファタンク内に一旦流入させることで、そこで湯の温度を平均化し、一定の温度とした上で湯洗槽へと供給することができる。
【0033】
またバッファタンクには温度センサが備えてあって、そこでの検知温度が設定温度となるようにヒートポンプ出湯部から出湯するようになしてあるため、一定した温度で湯を湯洗槽へと連続供給することができる。
【0034】
尚、工場が稼働停止となる休日には当然ながら湯洗槽での湯洗は行われず、この場合休み明けに空となっている湯洗槽に対してバッファタンク内の湯を一挙に湯洗槽に供給するようになすことができる。
この場合、湯洗作業の立上げのための所要時間を短縮することができる。
【0035】
本発明では、ヒートポンプ出湯部の数を一式となし、またバッファタンクの数を1つとなしておくことができる(請求項2)。
また上記の温度センサをバッファタンクの底部側にも設けておき、底部側の温度センサによる検知温度が設定温度に達したときには、ヒートポンプの熱交換を一時的に自動停止するようになすことができる(請求項3)。
【0036】
請求項5は、給湯管路として通常の連続湯洗中に湯洗槽に連続給湯を行う、給湯流量を設定流量に絞る絞り弁を設けた主管路と、絞り弁の上流部で主管路から分岐し、湯洗槽内が空の状態で給湯を行うための、絞り弁を有していないバイパス管路とを設け、休み明け等において湯洗槽内が空の状態のときには、そのバイパス管路を通じて湯洗槽内に大流量でバッファタンクからの湯を供給するようになしたもので、この請求項5によれば、休み明けの湯洗作業の立上げの時間を効果的に短縮化することができる。
【0037】
本発明ではまた、湯洗槽の内部に蒸気ヒータを設けておき、これを湯洗槽内の湯を補助的に加熱し昇温させる補助ヒータとして使用するようになすことができる(請求項6)。
この場合、ヒートポンプ出湯部を含む給湯機構が万一故障などのトラブルを生じた場合であっても、蒸気ヒータによる加熱によって湯洗工程を実施することが可能である。
尚そのためには湯洗槽に井水を連続供給可能となしておくのが良い。
【0038】
請求項7は上記湯洗工程で用いる湯洗装置に関するもので、湯洗槽と、ヒートポンプ出湯部と、バッファタンクとを有しており、この請求項7の湯洗装置を用いることで、上記の湯洗工程を良好に実施することが可能となる。
【図面の簡単な説明】
【0039】
【図1】本発明の一実施形態である防振ゴム金具の製造方法の工程の説明図である。
【図2】同実施形態における水洗工程,湯洗工程及び乾燥工程の説明図である。
【図3】図2の湯洗工程の内容を具体的に示した図である。
【図4】本発明の他の実施形態の要部を示した図である。
【図5】(イ)防振ゴムの一例を示した図である。(ロ)従来行われている湯洗工程の説明図である。
【図6】湯洗工程の給湯用にヒートポンプ給湯機を適用した例を比較例として示した図である。
【発明を実施するための形態】
【0040】
次に本発明の実施形態を図面に基づいて以下に詳しく説明する。
ここでは図5に示す筒形の防振ゴムにおける外筒金具から成る防振ゴム金具を例として、その製造方法を湯洗装置の構成とともに併せて説明する。
【0041】
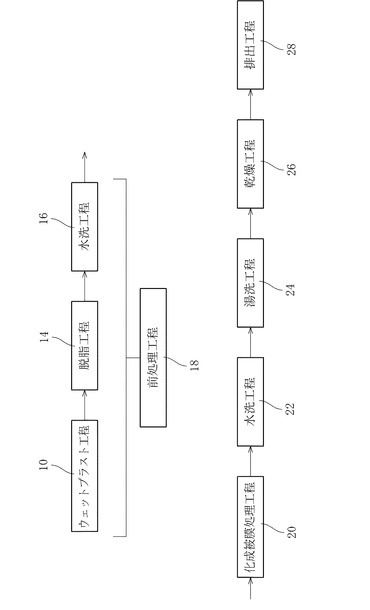
この実施形態では、防振ゴム金具を図1に示す工程に従って製造する。
具体的には、化成被膜処理工程20に先立って、先ず前処理工程を実施し、その後に化成被膜処理工程20,水洗工程22,湯洗工程24,乾燥工程26を実施し、そしてそれら工程を経た防振ゴム金具を排出工程28で排出する。
【0042】
ここで前処理工程としてはウエットブラスト工程10,脱脂工程14,水洗工程16を順次実施する。
前処理工程18におけるウエットブラスト工程10は、素材金具(以下単に金具とする)表面に新生面を露出させるとともに表面を粗面化する工程で、脱脂工程14は金具表面を脱脂液を用いて脱脂する工程で、その後の水洗工程16は、脱脂液を水で洗浄して除去する工程である。
【0043】
前処理工程18に続く化成被膜処理工程20は、前処理した後の金具を処理液に浸漬して表面にリン酸亜鉛被膜等の化成被膜を形成する工程であり、これに続く水洗工程22及びその後の湯洗工程24は、一旦化成被膜処理した金具を水洗浄した後、湯洗浄して金具表面に付着している処理液の薬剤を洗浄し、除去する工程である。
【0044】
湯洗工程24はまた金具を温めることも目的としており、この湯洗工程24で金具を温めておくことで、続く乾燥工程26における乾燥を促進することができる。
【0045】
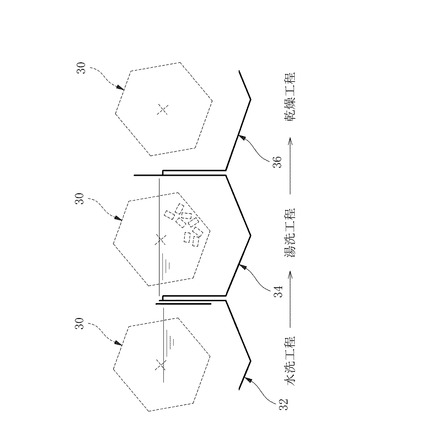
図2は図1の各工程の一部、具体的には水洗工程22,湯洗工程24及び乾燥工程26をより具体的に示している。
図において30は回転式のバレルで、ここではバレル30の内部にワークとしての金具Wを入れ、そして水洗工程22ではワークWをバレル30とともに水洗槽32の内部に浸漬して、バレル30を回転させ、内部の金具Wを不規則に姿勢及び位置を移動させながら内部の水にて洗浄する。
また湯洗工程24では、同じく金具Wをバレル30とともに槽内の湯の中に浸漬し、そしてバレル30を回転させ、これによりワークWをバレル30内で不規則に姿勢及び位置移動させながら湯洗槽34内の湯で洗浄する。
【0046】
また乾燥工程26では、乾燥用の槽36内に金具Wをバレル30とともに位置させ、そしてバレル30を回転させながら金具Wに乾燥用の熱風を吹き付けて、金具Wを乾燥処理する。
【0047】
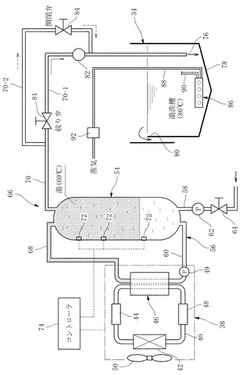
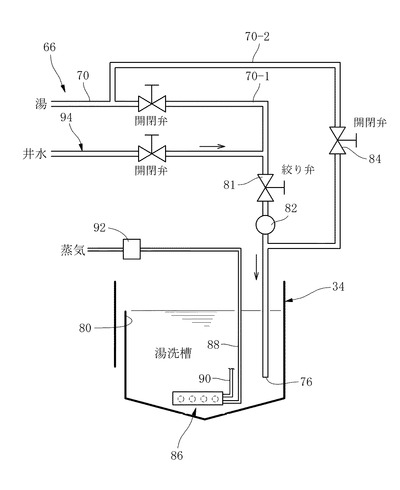
図3は、上記湯洗工程24の具体的な内容を湯洗装置とともに示している。
図において38はヒートポンプによる加熱で湯を生成し出湯するヒートポンプ出湯部で、CO2冷媒(以下単に冷媒)を循環させる管路40と、管路40に設けられた空気熱交換器42,圧縮機44,水熱交換器46,膨張弁48及びファン50を有している。
また、後述するバッファタンク54内の水を抜き出して水熱交換器46を通過させ、湯としてバッファタンク54に流入させるための循環ポンプ49を更に有している。
【0048】
このヒートポンプ出湯部38では、空気熱交換器42で吸入した外気からの熱エネルギーを冷媒に取り込んで冷媒を温め、その後圧縮機44で冷媒を圧縮して冷媒を高温となし、そして水熱交換器46で後述の流出管路60を通じて供給されてきた水を加熱して湯となし出湯する。
【0049】
また水熱交換器46を通過して図中下向きに流出した冷媒を膨張弁48で膨張させて冷媒温度を低下させ、再び空気熱交換器42で冷媒を温める。
【0050】
54はバッファタンクで、その底部に水管路56における流入管路58と、流出管路60とが接続されており、バッファタンク54に対しその底部から流入管路58を通じて井水が流入可能とされ、更に流出管路60を通じてバッファタンク54内の底部近くの水が外部に流出可能となしてある。
【0051】
流出管路60を通じて流出した水は上記の水熱交換器46に送られてそこで加熱される。
尚、流入管路58にはポンプ62及び開閉弁64が設けられている。
ポンプ62は所定圧力(ここでは2kgf/cm2の圧力)で井水をバッファタンク54側に送出するためのもので、井水が上記所定圧力を有している場合には省略することも可能である。
【0052】
66は、ヒートポンプ出湯部38からの湯を湯洗槽34に給湯する給湯管路で、ヒートポンプ出湯部38からの湯をバッファタンク54に流入させる流入管路68と、バッファタンク54から流出した湯を湯洗槽34に供給する流出管路70とを有している。
【0053】
この実施形態において、ヒートポンプ出湯部38はその出湯能力が、後述の湯洗槽34からオーバーフローして排出される流量以上の能力、つまりそれ以上の流量で湯を生成させて出湯する能力を有するものとされている。
そしてバッファタンク54は、流入管路68を通じて流入する湯の流量と、流出管路70を通じて流出する湯の流量とを差を吸収してその差分をタンク内に一時的に貯留する働きを有する。
【0054】
尚このバッファタンク54は、その内部の複数個所に温度センサ72が設けてあり、内部の湯温を検知できるようになしてある。
この実施形態では、温度センサ72にて検知された温度に基づいてヒートポンプ出湯部38が設定温度(ここでは60℃)で湯を生成させ、バッファタンク54へと流入させる。
尚、ここではバッファタンク54内の上下3個所に温度センサ72が設けてある。ここで最上位の温度センサ72は全タンク容量の80%の容量の位置に、中間の温度センサ72は60%の容量の位置に、また底部側の最下位の温度センサ72は30%の容量の位置にそれぞれ設けてある。
【0055】
具体的には、温度センサ72からの検知信号に基づいてコントローラ74がヒートポンプ出湯部38、詳しくは圧縮機44による圧縮率を制御し、水熱交換器46での加熱能力を制御する。
【0056】
給湯管路66詳しくは流出管路70は、その先端側が湯洗槽34の内部に下向きに挿入されており、その先端の吐出口76が、湯洗槽34の底部78近傍で底部78に向けて配向されている。
従って給湯管路66を通じて湯洗槽34内に供給された湯は、吐出口76から湯洗槽34の底部78に向けて噴出される。
その結果、湯洗槽34内部の湯は底部78側の最深部において給湯管路66を通じて送られてきた湯で置換され、そして余剰となった上部の湯が溢出部80からオーバーフローして湯洗槽34から排出される。
【0057】
上記給湯管路66は、通常の連続湯洗中に給湯を行うための主管路70-1から分岐したバイパス管路70-2を有している。
主管路70-1には絞り弁81が設けられており、給湯管路66詳しくは主管路70-1を通じて湯洗槽34に連続して供給される湯の流量がこの絞り弁81にて設定流量、ここでは3〜4リットル/分の一定流量に絞られるようになっている。
【0058】
バイパス管路70-2は、この絞り弁81の上流部で主管路70-1から分岐しており、そして流量計82の下流部で再び主管路70-1に合流している。
このバイパス管路70-2には、これを開閉する開閉弁84が設けられている。
【0059】
ここでバイパス管路70-2は、休み明けなどにおいて空となっている湯洗槽34内部にバッファタンク54内に溜っている湯を一気に供給するためのもので、このときには開閉弁84を開状態としてバッファタンク54内の湯をバイパス管路70-2を通じて大流量で湯洗槽34へと供給する。
【0060】
このとき主管路70-1の絞り弁81は一定の絞り量に維持しておくことができ、従ってその後再び主管路70-1を通じて湯洗槽34に給湯する際、その給湯流量を設定流量にそのまま維持することができる。
【0061】
湯洗槽34の内部には、底部78近傍に蒸気ヒータ86が補助の加熱器として設けられている。そしてこの蒸気ヒータ86に対して蒸気の供給管路88と、蒸気ヒータ86を通過して流出した所定温度を有する流出水をドレンとして排出する排出管路90とが接続されている。
これら供給管路88と排出管路90とはボイラに接続されており、排出管路90を通じて排出された流出水は再びボイラへと戻されてそこで再び蒸気とされて送り出される。
尚、供給管路88には電磁開閉弁92が設けられている。
【0062】
この実施形態では、ヒートポンプ出湯部38からの出湯がバッファタンク54を一旦経由して湯洗槽34の内部に3〜4リットル/分の設定流量で給湯され、そしてその給湯分の流量が溢出部80からオーバーフローして湯洗槽34から排出せしめられる。
【0063】
この連続的な給湯及びオーバーフローによる排出を行いながら、湯洗槽34の内部で上記の化成被膜処理後の金具Wが湯洗され、金具Wに付着していた化成被膜処理の際の処理液中の薬剤が湯洗槽34内の湯で洗浄され、金具Wから除去される。
【0064】
ここでは給湯管路66を通じて温度60℃の湯が湯洗槽34内に給湯される。そして湯洗槽34内部において蒸気ヒータ86により湯温が80℃まで高められ、その80℃の湯によって金具Wの湯洗浄が行われる。
【0065】
尚ヒートポンプ出湯部38の連続出湯能力は高く、ここでは5リットル/分の流量で出湯を行い、流入管路68を通じてバッファタンク54へと流入させる。
一方流出管70からは4リットル/分の流量で湯が流出する。そしてその差分がバッファタンク54にて吸収され、従って湯洗槽34に設定流量で連続的に給湯を行っている間にもバッファタンク54の内部の湯量は増えて行く。
【0066】
最終的にバッファタンク54の底部側に設けた最下位の温度センサ72による検知温度が設定温度に達すると、コントローラ74による制御の下でヒートポンプ出湯部38がそこで一時的に且つ自動的に作動停止する。
【0067】
尚ここでは湯洗槽34内部に蒸気ヒータ86を補助の加熱器として設け、60℃の湯温で湯洗槽34に供給した湯を、湯洗槽34内部で80℃まで昇温させるようにしているが、ヒートポンプ出湯部38から予め80℃に昇温させた湯を湯洗槽34に供給するようになすことも可能で、この場合には蒸気ヒータ86を湯温の昇温のために用いることを不要となすことができる。
尚本実施形態において、バッファタンク54の容量は560リットル、湯洗槽34の容量は350リットルである。
【0068】
以上のような本実施形態によれば、外気の有する熱エネルギーを有効に活用して湯を生成及び出湯して湯洗槽34に供給するものであることから消費エネルギーを少エネルギーとなし得、エネルギーコストを低減することができるとともに、発生するCO2を大幅に削減し得、地球環境保護に寄与することができる。
因みにこの実施形態によれば、図5(ロ)に示す例に比べて湯洗装置1台当り年換算で47.0トンのCO2を削減することができる。またエネルギーコストを同じく年換算で1台当り約130万円低減することができる。
【0069】
また本実施形態では、図6の比較例に示すように多数の貯湯タンクを設置しておく必要がなく、貯湯タンクの設置のための広いスペースを不要となすことができる。
更に本実施形態によれば24時間通しで連続して湯洗槽34に給湯を行って湯洗槽34において湯洗工程を実施することができる。
【0070】
本実施形態はまた、湯洗槽34外部で予め湯を生成しておいて、これを湯洗槽34に供給するもので、その際に湯洗槽34の最深部、つまり湯洗槽34の底部側で底部に向けて下向きに湯を噴出するため、湯洗槽34内部の湯を全体的に底部側から押し上げながら、湯洗槽34内部の湯を連続的に置換する形で湯洗槽34内部へと給湯することができる。
従って供給した湯が湯洗槽34の内部に留まって湯洗槽34内部の洗浄水全体の昇温に寄与するとともに、金具Wの洗浄及び昇温のために有効に活用される。
【0071】
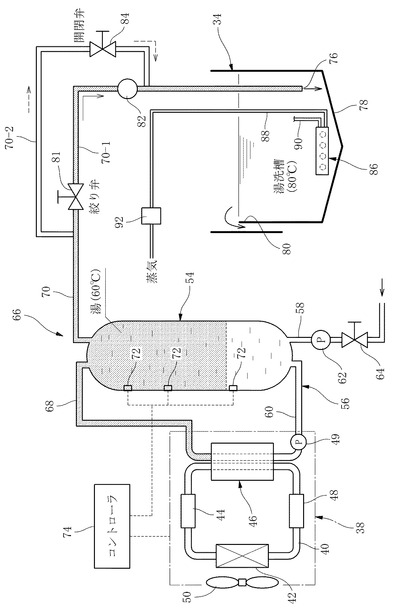
図4は本発明の他の実施形態を示している。
この例は、井水を湯洗槽34に供給する給水管路94を付加した例である。
【0072】
この実施形態において、井水の給水管路94を別途に付け加えて設けているのは、ヒートポンプ出湯部38が万一故障して給湯できなくなったときに、給水管路94を通じて湯洗槽34の内部に給水できるようにするためで、この場合には湯洗槽34の内部で蒸気ヒータ86にて井水を80℃の湯温まで加熱し、昇温する必要がある。そのためにこの場合には湯洗槽34の内部に蒸気ヒータ86を設置しておくことが必要となる。
【0073】
以上本発明の実施形態を詳述したがこれはあくまで一例示であり、本発明は上記例示した以外の種々の防振ゴム金具の製造に際して適用することが可能である等、本発明はその趣旨を逸脱しない範囲において種々変更を加えた態様で実施可能である。
【符号の説明】
【0074】
18 前処理工程
20 化成被膜処理工程
22 水洗工程
24 湯洗工程
26 乾燥工程
34 湯洗槽
38 ヒートポンプ出湯部
54 バッファタンク
66 給湯管路
70 流出管路
70-1 主管路
70-2 バイパス管路
81 絞り弁
86 蒸気ヒータ
88 供給管路
90 排出管路
【技術分野】
【0001】
この発明はゴム弾性体とともに防振ゴムを構成する防振ゴム金具の製造方法及び同方法に用いる湯洗装置に関する。
【背景技術】
【0002】
従来、自動車や産業機械その他各種の分野で振動防止のために各種の防振ゴムが広く用いられている。
この種防振ゴムは、一般に、振動防止の主作用を成すゴム弾性体と防振ゴム金具とで構成される。
【0003】
図5(イ)はその具体例を示している。
この例は筒形防振ゴムの例で、防振ゴム金具としての外筒金具200と内筒金具202及びゴム弾性体204を有し、それらが一体に加硫接着されている。
この防振ゴムにおける防振ゴム金具の製造工程では、主として防錆を目的としたリン酸亜鉛被膜等の化成被膜を金具表面に形成する化成被膜処理工程が、またその後において湯洗工程が実施される。
【0004】
ここで湯洗工程は先の化成被膜処理工程で金具に付着した薬剤を除去する工程である。
化成被膜処理工程で金具に付着した薬剤が、その後も金具に付着し残ったままであるとこれが金具の錆を引き起こすことから、化成被膜処理後において金具を湯洗し、除去するのである。
この湯洗工程はまた、金具を湯で温め昇温させることで、その後の乾燥工程での乾燥を促進する意味も有している。
因みに防振ゴム金具の製造工程において、化成被膜処理及びこれに続く湯洗工程を実施する点については下記特許文献1,特許文献2等に開示されている。
【0005】
この湯洗工程では、従来次のようにして化成被膜処理後の金具の湯洗を行っていた。
図5(ロ)において、206は化成被膜処理後の金具を洗う湯洗槽で、ここでは内部の湯(温度は80℃)を溢出部214からオーバーフローにより連続的に排出しながら、給水管路210を通じ、流量計213をみながら絞り弁212にて流量を設定流量(ここでは3〜4リットル/分)に絞りつつ井水(温度は夏場で16〜17℃程度)を湯洗槽206内部に連続供給し、そしてこれを湯洗槽206内部に設けた蒸気ヒータ208で80℃まで加熱しつつ、湯洗槽206内部にワークとしての金具を浸漬して、これを洗浄する。
【0006】
ここで湯洗槽206内部の湯をオーバーフローにより排出させながら湯洗槽206内部に井水を連続供給するようにしているのは、そのようにしないと金具から除去した薬剤によって湯洗槽206内部の湯が汚染し、更には槽内部で沈殿を生じてしまうからで、これを防止するために湯洗工程では常に新鮮な井水を湯洗槽206に連続供給し、併せて薬剤によって汚れた湯を湯洗槽206から外部に排出する。
【0007】
その目的のためには一定以上の流量で新鮮な井水の供給と湯の排出とを行う必要があり、ここではその流量として3〜4リットル/分の流量で井水の連続供給を行う。
しかしながらこの蒸気ヒータ208による加熱方式の場合、加熱効率が低く、エネルギー消費量が大で、そのことが処理コストを押し上げる要因となっている他、CO2発生量が多い問題がある。
近年では地球規模でCO2削減が叫ばれており、そうした中でCO2発生量が大であることは望ましくなく、その改善が強く求められる。
【0008】
この蒸気ヒータ208による加熱方式では、ボイラで発生させた蒸気を配管を通じて蒸気ヒータ208に供給し、また湯洗槽206内部での熱交換により温度低下した湯ないし水をドレンとして排出させ、再びこれをボイラに戻すが、その循環の過程で放熱が生じ、このことが熱効率を低下させる要因となる他、蒸気の熱が蒸気ヒータ208を構成するステンレス管(湯洗槽206内部で使われる蒸気ヒータ208には錆防止のためにステンレス管が用いられる)の加熱のために費やされてしまい、このことが湯洗槽206内部の井水を加熱する際の熱効率を悪くする1つの要因となっている。
【0009】
またこのように湯洗槽206内部に蒸気ヒータ208を設置して、そこで湯洗槽206内部に連続供給されてくる冷たい井水を加熱する方式では、その他の問題として、加熱により昇温した湯がそのまま湯洗槽206内部で上向きに上昇して溢出部214からオーバーフローして外部に排出されてしまい易いといった問題がある。
この場合、蒸気ヒータ208からの熱が湯洗槽206内部全体に十分に行き渡り難かったり、また蒸気ヒータ208から上昇した湯が、金具の洗浄や金具を温めて温度上昇させるために十分に活用されないまま、湯洗槽206から排出されてしまうこととなる。
【0010】
そこで湯洗槽206の内部でヒータにより湯を沸し上げるのではなく、予め所定温度に沸した湯を湯洗槽206に連続供給するようになすことが考えられる。
その際に、太陽で温められた外気(空気)の有する熱エネルギーを利用して(取り込んで)湯を生成させ、給湯する自然冷媒ヒートポンプ給湯機を用い、この給湯機からの湯洗槽206に湯を供給するといったことが考えられる。
【0011】
この自然冷媒ヒートポンプ給湯機はエコキュート(商標名)として知られているが、これを上記湯洗工程における湯洗槽206への給湯用として用いるには、また、次のような問題がある。
このヒートポンプ給湯機は、割安な深夜電力で夜間に湯を生成し、これを貯湯タンクに溜めておく方式のもので、工業用のものではヒートポンプユニットと多数の貯湯タンクとをセットして構成してある。
【0012】
このヒートポンプ給湯機は、空気熱交換器で外気(空気)の熱エネルギーを冷媒(CO2冷媒)に取り込んで冷媒温度を高めた上で、これを圧縮することにより高温度となし、水熱交換器で水を加熱して湯となすもので、自然の有する熱エネルギーを利用して湯を生成、給湯するもので、給湯のための所要エネルギーが少ない利点を有している。
【0013】
図6はこのヒートポンプ給湯機を湯洗槽206への給湯用として適用した例を比較例として示している。
図において215はヒートポンプ給湯機で、ヒートポンプ出湯部216と、貯湯タンク群218とのセットから成っている。
ヒートポンプ出湯部216は、空気熱交換器220と、圧縮機222と、水熱交換器224及び膨張弁225を有し、空気熱交換器220で外気の熱エネルギーを冷媒に取り込んでこれを温めた上、圧縮機222で圧縮し、水熱交換器224で圧縮により高温となった冷媒と水との間で熱交換を行って、貯湯タンク226内の水を加熱して湯となし、これを各貯湯タンク226に貯湯する。
尚、228は貯湯タンク226内の水を水熱交換器224を通過させながら循環させる循環ポンプである。
【0014】
ヒートポンプ給湯機215では、上記湯の生成,出湯及び貯湯タンク226への貯湯を、電力コストの安価な夜間にて行い、そして貯湯タンク226に溜めた湯を昼間に使用する。このときヒートポンプ出湯部216は稼動停止状態にある。
【0015】
しかしながら、実際には工場内での上記の湯洗工程は24時間通しで連続して行われているのが実情であり、湯洗槽206において24時間通じて常時連続して3〜4リットル/分の流量でオーバーフローさせ、また同量分だけ湯洗槽206に給湯するとなると、1日で合計7200リットルの湯を供給し続けなければならず、そのための湯量を溜めておくとなると、560リットルの貯湯タンク226が全部で13本必要となってしまい、貯湯タンク群218だけで約13m2の設置面積を必要とし、貯湯タンク群218設置のために極めて広いスペースを必要としてしまう。
【0016】
また本質的な問題として、必要な湯量を各貯湯タンク226に溜めておいて、そこから湯洗槽206に1日24時間かけて給湯した場合、各貯湯タンク226に湯を溜める暇がなく、システムそのものが成り立たない。
更に24時間連続操業する工場では、電力会社との契約上そもそも深夜電力そのものが安価とはならない場合がある。
【先行技術文献】
【特許文献】
【0017】
【特許文献1】実公平4−35414号公報
【特許文献2】特開2006−275257号公報
【発明の概要】
【発明が解決しようとする課題】
【0018】
本発明は以上のような事情を背景とし、湯洗工程において発生するCO2を大幅に削減でき、また使用エネルギーも削減し得てエネルギーコストを低減することのできる防振ゴム金具の製造方法及び湯洗装置を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0019】
而して請求項1は、防振ゴム金具の製造方法に関するもので、素材金具に対して化成被膜形成のための前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施してゴム弾性体とともに防振ゴムを構成する、表面に化成被膜を有する防振ゴム金具を製造する方法であって、前記湯洗工程では、ヒートポンプによる加熱で湯を生成させ出湯するヒートポンプ出湯部からの出湯をバッファタンクに流入させながら、該バッファタンク内の湯を連続的に流出させて、湯洗槽の内部の湯をオーバーフローにより排出させつつ該湯洗槽に設定流量で連続的に給湯させるようにし、前記バッファタンクには内部の湯温を検知する温度センサを具備させて、該温度センサによる検知温度が設定温度となるように前記ヒートポンプ出湯部から出湯を行わせるようになすとともに、該ヒートポンプ出湯部は、連続出湯能力を前記オーバーフローの流量以上となし、前記バッファタンクへの前記出湯の連続的な流入量と該バッファタンクからの湯の連続的な流出量との差を該バッファタンクで吸収しつつ、前記湯洗槽内で前記化成被膜処理後の前記金具の湯洗を行うことを特徴とする。
【0020】
請求項2のものは、請求項1において、前記ヒートポンプ出湯部の数が一式であり、前記バッファタンクの数が1つであることを特徴とする。
【0021】
請求項3のものは、請求項1,2の何れかにおいて、前記温度センサを前記バッファタンクの底部側にも設けておき、該底部側の温度センサによる検知温度が前記設定温度に達したとき、前記ヒートポンプの熱交換を一時的に停止することを特徴とする。
【0022】
請求項4のものは、請求項1〜3の何れかにおいて、前記湯洗槽への連続的な給湯を、該湯洗槽の底部側で該底部に向けて下向きに行うことを特徴とする。
【0023】
請求項5のものは、請求項1〜4の何れかにおいて、前記バッファタンクから流出した湯を前記湯洗槽に給湯するための給湯管路として、通常の連続湯洗中に給湯を行うための、管路を流れる湯の流量を前記設定流量に絞る絞り弁を設けた主管路と、該絞り弁の上流部で該主管路から分岐し、前記湯洗槽が空の状態のときに給湯を行うための、前記絞り弁を有していないバイパス管路とが設けてあることを特徴とする。
【0024】
請求項6のものは、請求項1〜5の何れかにおいて、前記湯洗槽の内部には蒸気ヒータが設けてあり、該蒸気ヒータに対して蒸気供給管路と、該蒸気ヒータからの流出水を排出する排出管路とが接続してあることを特徴とする。
【0025】
請求項7は、湯洗装置に関するもので、この湯洗装置は、請求項1〜6の何れかの防振ゴム金具の製造方法における前記湯洗工程で用いられる湯洗装置であって、(a)湯洗槽と、(b)ヒートポンプによる加熱で湯を生成させ出湯する、前記湯洗槽からの湯のオーバーフローの流量以上の連続出湯能力を有するヒートポンプ出湯部と、(c)該ヒートポンプ出湯部からの出湯を流入させながら、内部の湯を前記湯洗槽への連続的な給湯用として流出させ、それら湯の流入量と流出量との差を吸収するバッファタンクと、を有しており、該バッファタンクは内部の湯温を検知する温度センサを具備し、前記ヒートポンプ出湯部は該温度センサによる検知温度が設定温度となるように出湯を行うものとなしてあることを特徴とする。
【発明の作用・効果】
【0026】
以上のように本発明は、化成被膜形成のための前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施して表面に化成被膜を有する防振ゴム金具を製造するに際し、湯洗工程では、ヒートポンプによる加熱で湯を生成及び出湯するヒートポンプ出湯部からの出湯をバッファタンクに流入させながら、バッファタンク内の湯を連続的に流出させ、湯洗槽内部の湯をオーバーフローにて排出させつつ、湯洗槽に設定流量で連続的に給湯させるようにし、そしてヒートポンプ出湯部は、その連続出湯能力を、上記オーバーフローの流量以上となして、上記バッファタンクへの連続的な出湯の流入量とバッファタンクからの湯の連続的な流出量の差をバッファタンクで吸収しつつ、湯洗槽内で防振ゴム金具の湯洗を行うようになしたものである。
【0027】
以上の本発明は、ヒートポンプによる加熱で湯を生成及び出湯するものであることから、外気の有する熱エネルギーを有効に活用して湯を生成、出湯できるものであり、湯を生成、出湯するための消費エネルギーを少エネルギーとなし得て、エネルギーコストを低減することができ、また発生するCO2を大幅に削減し得て地球環境保護に寄与することができる。
【0028】
また以上の本発明は、予めヒートポンプ出湯部で湯を生成及び出湯してこれを貯湯タンクに貯湯しておき、そしてヒートポンプ出湯部の稼働停止状態で、貯湯タンクから予め溜めてある湯を流出させて湯洗槽に供給するものでなく、ヒートポンプ出湯部から出湯させた湯を、一旦バッファタンクを経由してそのまま連続して湯洗槽に給湯するようになしていることから、図6の比較例に示すように多数の貯湯タンクを設置しておく必要がなく、貯湯タンクの設置のための広いスペースを不要となすことができる。
【0029】
また本発明によれば、24時間通しで連続して湯洗槽に給湯を行って湯洗槽において湯洗工程を実施することができる。
本発明で用いるタンクは貯湯タンク、即ち湯を溜めるときには貯湯のみを、湯を使用するときには湯の流出だけを行う貯湯タンクでなく、湯の流入と流出とを同時的に行い且つ流入量と流出量との差を吸収するバッファタンクであって、ヒートポンプ出湯部から出湯した湯を単に一旦バッファタンクを経由してそのまま湯洗槽に給湯する方式であるため、24時間連続した湯洗槽への給湯が可能となる。
【0030】
但しそのためには湯洗槽におけるオーバーフロー分と同等以上の量で湯洗槽に給湯できるようにしておく必要があり、そこで本発明ではヒートポンプ出湯部を、オーバーフロー分以上の連続出湯能力を有するものとなしてある。
【0031】
本発明はまた湯洗槽内部でヒータにより水を湯に沸し上げるものではなく、湯洗槽外部で予め湯を生成しておいて、これを湯洗槽に供給するものであり、その際に湯洗槽の最深部、つまり湯洗槽の底部側で底部に向けて下向きに湯を噴出するようになすことが可能であり(請求項4)、而してそのようにすることで湯洗槽内部の湯を全体的に底部側から押し上げながら、湯洗槽内部の湯を連続的に置換する形で湯洗槽内部へと給湯することができる。
この場合、湯洗槽内部のヒータにて加熱され、湯となったものが湯洗槽内部の洗浄水全体を昇温させるのに有効に使われないままオーバーフローして失われてしまうといった無駄を生じず、供給した湯が湯洗槽の内部に留まって湯洗槽内部の洗浄水全体の昇温に寄与するとともに、金具の洗浄及び昇温のために有効に活用される利点が得られる。
このこともまた熱効率を高める上で有利に働く。
【0032】
本発明において、上記バッファタンクはまた、湯洗槽に供給される湯を確実に設定した一定の温度の湯となす働きも有する。
出湯部から出湯した湯をバッファタンク内に一旦流入させることで、そこで湯の温度を平均化し、一定の温度とした上で湯洗槽へと供給することができる。
【0033】
またバッファタンクには温度センサが備えてあって、そこでの検知温度が設定温度となるようにヒートポンプ出湯部から出湯するようになしてあるため、一定した温度で湯を湯洗槽へと連続供給することができる。
【0034】
尚、工場が稼働停止となる休日には当然ながら湯洗槽での湯洗は行われず、この場合休み明けに空となっている湯洗槽に対してバッファタンク内の湯を一挙に湯洗槽に供給するようになすことができる。
この場合、湯洗作業の立上げのための所要時間を短縮することができる。
【0035】
本発明では、ヒートポンプ出湯部の数を一式となし、またバッファタンクの数を1つとなしておくことができる(請求項2)。
また上記の温度センサをバッファタンクの底部側にも設けておき、底部側の温度センサによる検知温度が設定温度に達したときには、ヒートポンプの熱交換を一時的に自動停止するようになすことができる(請求項3)。
【0036】
請求項5は、給湯管路として通常の連続湯洗中に湯洗槽に連続給湯を行う、給湯流量を設定流量に絞る絞り弁を設けた主管路と、絞り弁の上流部で主管路から分岐し、湯洗槽内が空の状態で給湯を行うための、絞り弁を有していないバイパス管路とを設け、休み明け等において湯洗槽内が空の状態のときには、そのバイパス管路を通じて湯洗槽内に大流量でバッファタンクからの湯を供給するようになしたもので、この請求項5によれば、休み明けの湯洗作業の立上げの時間を効果的に短縮化することができる。
【0037】
本発明ではまた、湯洗槽の内部に蒸気ヒータを設けておき、これを湯洗槽内の湯を補助的に加熱し昇温させる補助ヒータとして使用するようになすことができる(請求項6)。
この場合、ヒートポンプ出湯部を含む給湯機構が万一故障などのトラブルを生じた場合であっても、蒸気ヒータによる加熱によって湯洗工程を実施することが可能である。
尚そのためには湯洗槽に井水を連続供給可能となしておくのが良い。
【0038】
請求項7は上記湯洗工程で用いる湯洗装置に関するもので、湯洗槽と、ヒートポンプ出湯部と、バッファタンクとを有しており、この請求項7の湯洗装置を用いることで、上記の湯洗工程を良好に実施することが可能となる。
【図面の簡単な説明】
【0039】
【図1】本発明の一実施形態である防振ゴム金具の製造方法の工程の説明図である。
【図2】同実施形態における水洗工程,湯洗工程及び乾燥工程の説明図である。
【図3】図2の湯洗工程の内容を具体的に示した図である。
【図4】本発明の他の実施形態の要部を示した図である。
【図5】(イ)防振ゴムの一例を示した図である。(ロ)従来行われている湯洗工程の説明図である。
【図6】湯洗工程の給湯用にヒートポンプ給湯機を適用した例を比較例として示した図である。
【発明を実施するための形態】
【0040】
次に本発明の実施形態を図面に基づいて以下に詳しく説明する。
ここでは図5に示す筒形の防振ゴムにおける外筒金具から成る防振ゴム金具を例として、その製造方法を湯洗装置の構成とともに併せて説明する。
【0041】
この実施形態では、防振ゴム金具を図1に示す工程に従って製造する。
具体的には、化成被膜処理工程20に先立って、先ず前処理工程を実施し、その後に化成被膜処理工程20,水洗工程22,湯洗工程24,乾燥工程26を実施し、そしてそれら工程を経た防振ゴム金具を排出工程28で排出する。
【0042】
ここで前処理工程としてはウエットブラスト工程10,脱脂工程14,水洗工程16を順次実施する。
前処理工程18におけるウエットブラスト工程10は、素材金具(以下単に金具とする)表面に新生面を露出させるとともに表面を粗面化する工程で、脱脂工程14は金具表面を脱脂液を用いて脱脂する工程で、その後の水洗工程16は、脱脂液を水で洗浄して除去する工程である。
【0043】
前処理工程18に続く化成被膜処理工程20は、前処理した後の金具を処理液に浸漬して表面にリン酸亜鉛被膜等の化成被膜を形成する工程であり、これに続く水洗工程22及びその後の湯洗工程24は、一旦化成被膜処理した金具を水洗浄した後、湯洗浄して金具表面に付着している処理液の薬剤を洗浄し、除去する工程である。
【0044】
湯洗工程24はまた金具を温めることも目的としており、この湯洗工程24で金具を温めておくことで、続く乾燥工程26における乾燥を促進することができる。
【0045】
図2は図1の各工程の一部、具体的には水洗工程22,湯洗工程24及び乾燥工程26をより具体的に示している。
図において30は回転式のバレルで、ここではバレル30の内部にワークとしての金具Wを入れ、そして水洗工程22ではワークWをバレル30とともに水洗槽32の内部に浸漬して、バレル30を回転させ、内部の金具Wを不規則に姿勢及び位置を移動させながら内部の水にて洗浄する。
また湯洗工程24では、同じく金具Wをバレル30とともに槽内の湯の中に浸漬し、そしてバレル30を回転させ、これによりワークWをバレル30内で不規則に姿勢及び位置移動させながら湯洗槽34内の湯で洗浄する。
【0046】
また乾燥工程26では、乾燥用の槽36内に金具Wをバレル30とともに位置させ、そしてバレル30を回転させながら金具Wに乾燥用の熱風を吹き付けて、金具Wを乾燥処理する。
【0047】
図3は、上記湯洗工程24の具体的な内容を湯洗装置とともに示している。
図において38はヒートポンプによる加熱で湯を生成し出湯するヒートポンプ出湯部で、CO2冷媒(以下単に冷媒)を循環させる管路40と、管路40に設けられた空気熱交換器42,圧縮機44,水熱交換器46,膨張弁48及びファン50を有している。
また、後述するバッファタンク54内の水を抜き出して水熱交換器46を通過させ、湯としてバッファタンク54に流入させるための循環ポンプ49を更に有している。
【0048】
このヒートポンプ出湯部38では、空気熱交換器42で吸入した外気からの熱エネルギーを冷媒に取り込んで冷媒を温め、その後圧縮機44で冷媒を圧縮して冷媒を高温となし、そして水熱交換器46で後述の流出管路60を通じて供給されてきた水を加熱して湯となし出湯する。
【0049】
また水熱交換器46を通過して図中下向きに流出した冷媒を膨張弁48で膨張させて冷媒温度を低下させ、再び空気熱交換器42で冷媒を温める。
【0050】
54はバッファタンクで、その底部に水管路56における流入管路58と、流出管路60とが接続されており、バッファタンク54に対しその底部から流入管路58を通じて井水が流入可能とされ、更に流出管路60を通じてバッファタンク54内の底部近くの水が外部に流出可能となしてある。
【0051】
流出管路60を通じて流出した水は上記の水熱交換器46に送られてそこで加熱される。
尚、流入管路58にはポンプ62及び開閉弁64が設けられている。
ポンプ62は所定圧力(ここでは2kgf/cm2の圧力)で井水をバッファタンク54側に送出するためのもので、井水が上記所定圧力を有している場合には省略することも可能である。
【0052】
66は、ヒートポンプ出湯部38からの湯を湯洗槽34に給湯する給湯管路で、ヒートポンプ出湯部38からの湯をバッファタンク54に流入させる流入管路68と、バッファタンク54から流出した湯を湯洗槽34に供給する流出管路70とを有している。
【0053】
この実施形態において、ヒートポンプ出湯部38はその出湯能力が、後述の湯洗槽34からオーバーフローして排出される流量以上の能力、つまりそれ以上の流量で湯を生成させて出湯する能力を有するものとされている。
そしてバッファタンク54は、流入管路68を通じて流入する湯の流量と、流出管路70を通じて流出する湯の流量とを差を吸収してその差分をタンク内に一時的に貯留する働きを有する。
【0054】
尚このバッファタンク54は、その内部の複数個所に温度センサ72が設けてあり、内部の湯温を検知できるようになしてある。
この実施形態では、温度センサ72にて検知された温度に基づいてヒートポンプ出湯部38が設定温度(ここでは60℃)で湯を生成させ、バッファタンク54へと流入させる。
尚、ここではバッファタンク54内の上下3個所に温度センサ72が設けてある。ここで最上位の温度センサ72は全タンク容量の80%の容量の位置に、中間の温度センサ72は60%の容量の位置に、また底部側の最下位の温度センサ72は30%の容量の位置にそれぞれ設けてある。
【0055】
具体的には、温度センサ72からの検知信号に基づいてコントローラ74がヒートポンプ出湯部38、詳しくは圧縮機44による圧縮率を制御し、水熱交換器46での加熱能力を制御する。
【0056】
給湯管路66詳しくは流出管路70は、その先端側が湯洗槽34の内部に下向きに挿入されており、その先端の吐出口76が、湯洗槽34の底部78近傍で底部78に向けて配向されている。
従って給湯管路66を通じて湯洗槽34内に供給された湯は、吐出口76から湯洗槽34の底部78に向けて噴出される。
その結果、湯洗槽34内部の湯は底部78側の最深部において給湯管路66を通じて送られてきた湯で置換され、そして余剰となった上部の湯が溢出部80からオーバーフローして湯洗槽34から排出される。
【0057】
上記給湯管路66は、通常の連続湯洗中に給湯を行うための主管路70-1から分岐したバイパス管路70-2を有している。
主管路70-1には絞り弁81が設けられており、給湯管路66詳しくは主管路70-1を通じて湯洗槽34に連続して供給される湯の流量がこの絞り弁81にて設定流量、ここでは3〜4リットル/分の一定流量に絞られるようになっている。
【0058】
バイパス管路70-2は、この絞り弁81の上流部で主管路70-1から分岐しており、そして流量計82の下流部で再び主管路70-1に合流している。
このバイパス管路70-2には、これを開閉する開閉弁84が設けられている。
【0059】
ここでバイパス管路70-2は、休み明けなどにおいて空となっている湯洗槽34内部にバッファタンク54内に溜っている湯を一気に供給するためのもので、このときには開閉弁84を開状態としてバッファタンク54内の湯をバイパス管路70-2を通じて大流量で湯洗槽34へと供給する。
【0060】
このとき主管路70-1の絞り弁81は一定の絞り量に維持しておくことができ、従ってその後再び主管路70-1を通じて湯洗槽34に給湯する際、その給湯流量を設定流量にそのまま維持することができる。
【0061】
湯洗槽34の内部には、底部78近傍に蒸気ヒータ86が補助の加熱器として設けられている。そしてこの蒸気ヒータ86に対して蒸気の供給管路88と、蒸気ヒータ86を通過して流出した所定温度を有する流出水をドレンとして排出する排出管路90とが接続されている。
これら供給管路88と排出管路90とはボイラに接続されており、排出管路90を通じて排出された流出水は再びボイラへと戻されてそこで再び蒸気とされて送り出される。
尚、供給管路88には電磁開閉弁92が設けられている。
【0062】
この実施形態では、ヒートポンプ出湯部38からの出湯がバッファタンク54を一旦経由して湯洗槽34の内部に3〜4リットル/分の設定流量で給湯され、そしてその給湯分の流量が溢出部80からオーバーフローして湯洗槽34から排出せしめられる。
【0063】
この連続的な給湯及びオーバーフローによる排出を行いながら、湯洗槽34の内部で上記の化成被膜処理後の金具Wが湯洗され、金具Wに付着していた化成被膜処理の際の処理液中の薬剤が湯洗槽34内の湯で洗浄され、金具Wから除去される。
【0064】
ここでは給湯管路66を通じて温度60℃の湯が湯洗槽34内に給湯される。そして湯洗槽34内部において蒸気ヒータ86により湯温が80℃まで高められ、その80℃の湯によって金具Wの湯洗浄が行われる。
【0065】
尚ヒートポンプ出湯部38の連続出湯能力は高く、ここでは5リットル/分の流量で出湯を行い、流入管路68を通じてバッファタンク54へと流入させる。
一方流出管70からは4リットル/分の流量で湯が流出する。そしてその差分がバッファタンク54にて吸収され、従って湯洗槽34に設定流量で連続的に給湯を行っている間にもバッファタンク54の内部の湯量は増えて行く。
【0066】
最終的にバッファタンク54の底部側に設けた最下位の温度センサ72による検知温度が設定温度に達すると、コントローラ74による制御の下でヒートポンプ出湯部38がそこで一時的に且つ自動的に作動停止する。
【0067】
尚ここでは湯洗槽34内部に蒸気ヒータ86を補助の加熱器として設け、60℃の湯温で湯洗槽34に供給した湯を、湯洗槽34内部で80℃まで昇温させるようにしているが、ヒートポンプ出湯部38から予め80℃に昇温させた湯を湯洗槽34に供給するようになすことも可能で、この場合には蒸気ヒータ86を湯温の昇温のために用いることを不要となすことができる。
尚本実施形態において、バッファタンク54の容量は560リットル、湯洗槽34の容量は350リットルである。
【0068】
以上のような本実施形態によれば、外気の有する熱エネルギーを有効に活用して湯を生成及び出湯して湯洗槽34に供給するものであることから消費エネルギーを少エネルギーとなし得、エネルギーコストを低減することができるとともに、発生するCO2を大幅に削減し得、地球環境保護に寄与することができる。
因みにこの実施形態によれば、図5(ロ)に示す例に比べて湯洗装置1台当り年換算で47.0トンのCO2を削減することができる。またエネルギーコストを同じく年換算で1台当り約130万円低減することができる。
【0069】
また本実施形態では、図6の比較例に示すように多数の貯湯タンクを設置しておく必要がなく、貯湯タンクの設置のための広いスペースを不要となすことができる。
更に本実施形態によれば24時間通しで連続して湯洗槽34に給湯を行って湯洗槽34において湯洗工程を実施することができる。
【0070】
本実施形態はまた、湯洗槽34外部で予め湯を生成しておいて、これを湯洗槽34に供給するもので、その際に湯洗槽34の最深部、つまり湯洗槽34の底部側で底部に向けて下向きに湯を噴出するため、湯洗槽34内部の湯を全体的に底部側から押し上げながら、湯洗槽34内部の湯を連続的に置換する形で湯洗槽34内部へと給湯することができる。
従って供給した湯が湯洗槽34の内部に留まって湯洗槽34内部の洗浄水全体の昇温に寄与するとともに、金具Wの洗浄及び昇温のために有効に活用される。
【0071】
図4は本発明の他の実施形態を示している。
この例は、井水を湯洗槽34に供給する給水管路94を付加した例である。
【0072】
この実施形態において、井水の給水管路94を別途に付け加えて設けているのは、ヒートポンプ出湯部38が万一故障して給湯できなくなったときに、給水管路94を通じて湯洗槽34の内部に給水できるようにするためで、この場合には湯洗槽34の内部で蒸気ヒータ86にて井水を80℃の湯温まで加熱し、昇温する必要がある。そのためにこの場合には湯洗槽34の内部に蒸気ヒータ86を設置しておくことが必要となる。
【0073】
以上本発明の実施形態を詳述したがこれはあくまで一例示であり、本発明は上記例示した以外の種々の防振ゴム金具の製造に際して適用することが可能である等、本発明はその趣旨を逸脱しない範囲において種々変更を加えた態様で実施可能である。
【符号の説明】
【0074】
18 前処理工程
20 化成被膜処理工程
22 水洗工程
24 湯洗工程
26 乾燥工程
34 湯洗槽
38 ヒートポンプ出湯部
54 バッファタンク
66 給湯管路
70 流出管路
70-1 主管路
70-2 バイパス管路
81 絞り弁
86 蒸気ヒータ
88 供給管路
90 排出管路
【特許請求の範囲】
【請求項1】
素材金具に対して化成被膜形成のための前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施してゴム弾性体とともに防振ゴムを構成する、表面に化成被膜を有する防振ゴム金具を製造する方法であって、
前記湯洗工程では、ヒートポンプによる加熱で湯を生成させ出湯するヒートポンプ出湯部からの出湯をバッファタンクに流入させながら、該バッファタンク内の湯を連続的に流出させて、湯洗槽の内部の湯をオーバーフローにより排出させつつ該湯洗槽に設定流量で連続的に給湯させるようにし、
前記バッファタンクには内部の湯温を検知する温度センサを具備させて、該温度センサによる検知温度が設定温度となるように前記ヒートポンプ出湯部から出湯を行わせるようになすとともに、
該ヒートポンプ出湯部は、連続出湯能力を前記オーバーフローの流量以上となし、前記バッファタンクへの前記出湯の連続的な流入量と該バッファタンクからの湯の連続的な流出量との差を該バッファタンクで吸収しつつ、前記湯洗槽内で前記化成被膜処理後の前記金具の湯洗を行うことを特徴とする防振ゴム金具の製造方法。
【請求項2】
請求項1において、前記ヒートポンプ出湯部の数が一式であり、前記バッファタンクの数が1つであることを特徴とする防振ゴム金具の製造方法。
【請求項3】
請求項1,2の何れかにおいて、前記温度センサを前記バッファタンクの底部側にも設けておき、該底部側の温度センサによる検知温度が前記設定温度に達したとき、前記ヒートポンプの熱交換を一時的に停止することを特徴とする防振ゴム金具の製造方法。
【請求項4】
請求項1〜3の何れかにおいて、前記湯洗槽への連続的な給湯を、該湯洗槽の底部側で該底部に向けて下向きに行うことを特徴とする防振ゴム金具の製造方法。
【請求項5】
請求項1〜4の何れかにおいて、前記バッファタンクから流出した湯を前記湯洗槽に給湯するための給湯管路として、通常の連続湯洗中に給湯を行うための、管路を流れる湯の流量を前記設定流量に絞る絞り弁を設けた主管路と、該絞り弁の上流部で該主管路から分岐し、前記湯洗槽が空の状態のときに給湯を行うための、前記絞り弁を有していないバイパス管路とが設けてあることを特徴とする防振ゴム金具の製造方法。
【請求項6】
請求項1〜5の何れかにおいて、前記湯洗槽の内部には蒸気ヒータが設けてあり、該蒸気ヒータに対して蒸気供給管路と、該蒸気ヒータからの流出水を排出する排出管路とが接続してあることを特徴とする防振ゴム金具の製造方法。
【請求項7】
請求項1〜6の何れかの防振ゴム金具の製造方法における前記湯洗工程で用いられる湯洗装置であって、
(a)湯洗槽と
(b)ヒートポンプによる加熱で湯を生成させ出湯する、前記湯洗槽からの湯のオーバーフローの流量以上の連続出湯能力を有するヒートポンプ出湯部と
(c)該ヒートポンプ出湯部からの出湯を流入させながら、内部の湯を前記湯洗槽への連続的な給湯用として流出させ、それら湯の流入量と流出量との差を吸収するバッファタンクと
を有しており、該バッファタンクは内部の湯温を検知する温度センサを具備し、前記ヒートポンプ出湯部は該温度センサによる検知温度が設定温度となるように出湯を行うものとなしてあることを特徴とする湯洗装置。
【請求項1】
素材金具に対して化成被膜形成のための前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施してゴム弾性体とともに防振ゴムを構成する、表面に化成被膜を有する防振ゴム金具を製造する方法であって、
前記湯洗工程では、ヒートポンプによる加熱で湯を生成させ出湯するヒートポンプ出湯部からの出湯をバッファタンクに流入させながら、該バッファタンク内の湯を連続的に流出させて、湯洗槽の内部の湯をオーバーフローにより排出させつつ該湯洗槽に設定流量で連続的に給湯させるようにし、
前記バッファタンクには内部の湯温を検知する温度センサを具備させて、該温度センサによる検知温度が設定温度となるように前記ヒートポンプ出湯部から出湯を行わせるようになすとともに、
該ヒートポンプ出湯部は、連続出湯能力を前記オーバーフローの流量以上となし、前記バッファタンクへの前記出湯の連続的な流入量と該バッファタンクからの湯の連続的な流出量との差を該バッファタンクで吸収しつつ、前記湯洗槽内で前記化成被膜処理後の前記金具の湯洗を行うことを特徴とする防振ゴム金具の製造方法。
【請求項2】
請求項1において、前記ヒートポンプ出湯部の数が一式であり、前記バッファタンクの数が1つであることを特徴とする防振ゴム金具の製造方法。
【請求項3】
請求項1,2の何れかにおいて、前記温度センサを前記バッファタンクの底部側にも設けておき、該底部側の温度センサによる検知温度が前記設定温度に達したとき、前記ヒートポンプの熱交換を一時的に停止することを特徴とする防振ゴム金具の製造方法。
【請求項4】
請求項1〜3の何れかにおいて、前記湯洗槽への連続的な給湯を、該湯洗槽の底部側で該底部に向けて下向きに行うことを特徴とする防振ゴム金具の製造方法。
【請求項5】
請求項1〜4の何れかにおいて、前記バッファタンクから流出した湯を前記湯洗槽に給湯するための給湯管路として、通常の連続湯洗中に給湯を行うための、管路を流れる湯の流量を前記設定流量に絞る絞り弁を設けた主管路と、該絞り弁の上流部で該主管路から分岐し、前記湯洗槽が空の状態のときに給湯を行うための、前記絞り弁を有していないバイパス管路とが設けてあることを特徴とする防振ゴム金具の製造方法。
【請求項6】
請求項1〜5の何れかにおいて、前記湯洗槽の内部には蒸気ヒータが設けてあり、該蒸気ヒータに対して蒸気供給管路と、該蒸気ヒータからの流出水を排出する排出管路とが接続してあることを特徴とする防振ゴム金具の製造方法。
【請求項7】
請求項1〜6の何れかの防振ゴム金具の製造方法における前記湯洗工程で用いられる湯洗装置であって、
(a)湯洗槽と
(b)ヒートポンプによる加熱で湯を生成させ出湯する、前記湯洗槽からの湯のオーバーフローの流量以上の連続出湯能力を有するヒートポンプ出湯部と
(c)該ヒートポンプ出湯部からの出湯を流入させながら、内部の湯を前記湯洗槽への連続的な給湯用として流出させ、それら湯の流入量と流出量との差を吸収するバッファタンクと
を有しており、該バッファタンクは内部の湯温を検知する温度センサを具備し、前記ヒートポンプ出湯部は該温度センサによる検知温度が設定温度となるように出湯を行うものとなしてあることを特徴とする湯洗装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−112013(P2012−112013A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−263336(P2010−263336)
【出願日】平成22年11月26日(2010.11.26)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月26日(2010.11.26)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
[ Back to top ]