
防曇性ポリオレフィン系シートの成形体および食品包装用成形体
【課題】防曇剤を含む層の塗膜強度が高く、かつ、大量の防曇剤を使用せずとも高い防曇効果を発揮できる防曇性ポリオレフィン系シートの成形体を提供すること。
【解決手段】本発明の防曇性ポリオレフィン系シートの成形体は、複数の冷却ロールに巻装されたエンドレスベルトと鏡面冷却ロールとの間に溶融ポリオレフィンを導入後、前記エンドレスベルトおよび鏡面冷却ロールで前記溶融ポリオレフィンを圧接してシート状に成形するとともに、急冷してポリオレフィン系樹脂シートを成形するシート成形工程と、このシート成形工程により得られたポリオレフィン系樹脂シートの少なくとも一方の表面に、防曇剤とバインダ樹脂との混合水溶液であって前記防曇剤および前記バインダ樹脂を固形分量としてそれぞれ10〜400mg/m2を塗布した後、乾燥させてコート層を形成するコート層形成工程と、を備える防曇性ポリオレフィン系シートの製造方法により得られる防曇性ポリオレフィン系シートを熱成形して得られることを特徴とするものである。
【解決手段】本発明の防曇性ポリオレフィン系シートの成形体は、複数の冷却ロールに巻装されたエンドレスベルトと鏡面冷却ロールとの間に溶融ポリオレフィンを導入後、前記エンドレスベルトおよび鏡面冷却ロールで前記溶融ポリオレフィンを圧接してシート状に成形するとともに、急冷してポリオレフィン系樹脂シートを成形するシート成形工程と、このシート成形工程により得られたポリオレフィン系樹脂シートの少なくとも一方の表面に、防曇剤とバインダ樹脂との混合水溶液であって前記防曇剤および前記バインダ樹脂を固形分量としてそれぞれ10〜400mg/m2を塗布した後、乾燥させてコート層を形成するコート層形成工程と、を備える防曇性ポリオレフィン系シートの製造方法により得られる防曇性ポリオレフィン系シートを熱成形して得られることを特徴とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、防曇性ポリオレフィン系シートの成形体および食品包装用成形体に関する。
【背景技術】
【0002】
近年、OPS樹脂(延伸ポリスチレン樹脂)が使用されている分野における代替樹脂として、透明ポリプロピレンの開発が盛んに行われている。
OPS樹脂に比べて極性基のないポリプロピレンは、この分野の必須特性である防曇性を付与するに当たり、防曇剤のみのコーティングでは、その塗膜強度が弱く、熱成形後も効果を持続させるためには、大量の防曇剤を塗布する必要がある。
しかしながら、大量の防曇剤を使用した場合、シート表面がべたつくため、取扱い性の極めて悪いシートしか得られないという問題がある。
また、このような問題を解決するため、防曇剤を内添させたシートも開発されているが、防曇剤のブリードアウト量がシートの保存環境に影響されて、防曇効果が不安定になり易いという問題がある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の目的は、防曇剤を含む層の塗膜強度が高く、かつ、大量の防曇剤を使用せずとも高い防曇効果を発揮できる防曇性ポリオレフィン系シートの成形体を提供することにある。
【課題を解決するための手段】
【0004】
本発明に係る防曇性ポリオレフィン系シートは、ポリオレフィン系樹脂シートの少なくとも片面に、防曇剤、およびアクリル系接着剤からなるバインダ樹脂を含むコート層を有することを特徴とする。
ここで、ポリオレフィン系樹脂シートを構成するポリオレフィン系樹脂としては、種々のオレフィンの単独重合体、共重合体、およびこれらの混合物を採用することができる。
単独重合体を構成するモノマーとしては、エチレン、プロピレン、1−ブテン、イソプレン、ブタジエン等を採用することができる。また、共重合体としては、エチレン−痾−オレフィン共重合体、プロピレン−痾−オレフィン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エステル共重合体等を採用することができる。これらの中でも、透明性、強度等を考慮するとポリプロピレンを採用することが好ましい。
【0005】
なお、本発明におけるポリオレフィン系樹脂シートには、単層構造、多層構造のどちらを採用しても構わない。ポリオレフィン系樹脂シートが多層構造の場合、少なくとも表層には、ポリプロピレンを採用するのが理想的である。
また、防曇剤としては、特に限定はないが、ショ糖系脂肪酸エステル、グリセリン脂肪酸エステル、脂肪酸3級アミド、高級アルコール脂肪酸エステル、プロピレングリコール脂肪酸エステル等を、単独または2種以上を混合して使用することができる。
一方、アクリル系接着剤としては、特に限定はないが、ポリアクリル酸エステル等の共重合体を採用することができる。
ここで、ポリアクリル酸エステルを構成するアクリル酸エステルとしては、アクリル酸のメチルエステル、エチルエステル、ブチルエステル、オクチルエステル、2−エチルヘキシルエステル等を採用できる。
これらのアクリル酸エステルを、メタクリル酸エステル、スチレン、アクリロニトリル、塩化ビニル、酢酸ビニル等と共重合させたポリマーを採用できる。また、上記アクリル酸エステルを、アクリル酸、アクリルアミド、メチロールアクリルアミド、ヒドロキシジアルキルメタクリレート等の種々の官能性モノマーと共重合させたポリマーを採用することもできる。
【0006】
本発明によれば、ポリオレフィン系樹脂シートの少なくとも片面に、防曇剤およびバインダ樹脂を含むコート層を有しているから、防曇剤のみのコート層と比べて、塗膜強度を高めることができるとともに、コート層表面のべたつきを抑えることができる。しかも、バインダ樹脂としてアクリル系接着剤を用いているから、コート層表面のべたつきをより一層低下させることができるとともに、当該防曇性ポリオレフィン系シートを熱成形して得られる成形体においても、効果的に防曇性を発揮させることができる。
以上において、コート層は、前記ポリオレフィン系樹脂シートに前記防曇剤およびバインダ樹脂を固形分量としてそれぞれ4〜400mg/m2塗布、乾燥して形成された層であることが好ましい。
【0007】
ここで、シート表面のバインダ樹脂の単位面積あたり重量が4mg/m2未満であると、コート層の強度が低下する可能性がある。一方、400mg/m2を超えると、防曇効果が低下する可能性がある。
また、シート表面の防曇剤の単位面積あたり重量が、4mg/m2未満であると、十分な防曇効果が得られない可能性がある。一方、400mg/m2を超えると、コート層の強度が低下する可能性があるとともに、べたつきが発生することがある。
また、ポリオレフィン系樹脂シートは、平均球晶半径が4μm以下、シート断面の平均球晶数が600個/mm2以下、固体密度が0.890g/cm3以下、示差走査熱分析(DSC)曲線の最大吸熱ピークの融解エンタルピーΔHが95J/g未満、かつ、前記最大吸熱ピークの低温側に1J/g以上の発熱ピークを有し、厚さ50μm以上のポリプロピレン層であることが好ましい。
【0008】
ここで、平均球晶半径が4μmより大きいと、内部ヘイズが高くなる(透明性が低下する)ことがある。より好ましくは、平均球晶半径3μm以下である。
また、シート断面の平均球晶数が600個/mm2より多いと、シートの軟化点温度が高くなることがある。より好ましくは、平均球晶数400個/mm2以下である。
さらに、固体密度が0.890g/cm3より大きいと、密度が大きすぎる、すなわち、結晶化度が高すぎて、軟化点温度に影響を及ぼすことがある。そして、シートの厚さが50μm未満であると、熱成形した後に剛性を有する成形体(容器等)を造ることが困難になることがある。
このような特性を有するポリプロピレン層を有する防曇性ポリオレフィン系シートは、加熱軟化点温度が低く、低温熱成形が可能であり、かつ、内部ヘイズ(透明性)が良好になる。
【0009】
また、加熱軟化温度が低いため、特殊な成形装置を使用する必要もないから、製造コストの低減も図ることができる。しかも、このようなシートを熱成形することで、防曇性を有するとともに、透明性の高い熱成形体を得ることができる。
さらに、融解エンタルピーΔHが95J/g未満と比較的小さく、かつ、低温側で1J/g以上の発熱が見られるから、シートを軟化させるのに外部から供給しなければならない熱量が少なく、かつ、軟化時の加熱温度が比較的低いので、低温熱成形が一層容易になる。
また、ポリオレフィン系樹脂シートとしては、この層の厚さをtmmとした場合に、内部ヘイズが、(330t2−150t+20)%以下であることが好ましい。
ここで、(330t2−150t+20)は、内部ヘイズとシート厚さとの関係を測定し、最小二乗法により求められた式である。
内部ヘイズが、上記関係式より得られる値よりも大きいと、防曇性ポリオレフィン系シートを熱成形して得られる熱成形体の透明性が悪くなることがある。すなわち、シートの内部ヘイズを上記範囲にすることで、熱成形体の内部ヘイズを(330s2−150s+25)%以下(s:熱成形体の厚さ(mm))とすることができ、透明性に優れた熱成形体を得ることができる。
【0010】
さらに、ポリオレフィン系樹脂シートの引張弾性率は、1500MPa以下であることが好ましい。
ここで、ポリオレフィン系樹脂シートの引張弾性率が1500MPa以上であると、結晶化度が高いため、軟化点温度が高くなり、成形しにくくなることがある。
また、ポリオレフィン系樹脂シートの引張弾性率を上記範囲とすることで、熱成形時の加熱により結晶化が促進され、透明性を維持したまま熱成形体の引張弾性率を1700MPa以上とすることができるので、十分な強度を有する成形体を得ることができる。
なお、本発明における引張弾性率は、JIS K7113に準拠した方法により、シート製造時の移動方向(MD方向)について測定した値をいう。
また、本発明におけるポリオレフィン系樹脂シートとしては、その表面にコロナ処理を施したものであることが好ましい。
【0011】
以上で説明した防曇性ポリオレフィン系シートは、防曇効果が高く、かつ透明性に優れていることから、OPS代替分野、例えば、食品包装用シートとして好適に利用することができる。
また、本発明の防曇性ポリオレフィン系シートを熱成形して得られる成形体も、防曇性、透明性に優れているため、食品包装用成形体、例えば食品用トレイ等に好適に利用することができる。
【0012】
本発明に係る防曇性ポリオレフィン系シートの製造方法は、複数の冷却ロールに巻装されたエンドレスベルトと鏡面冷却ロールとの間に溶融ポリオレフィン系樹脂を導入後、前記エンドレスベルトおよび鏡面冷却ロールで前記溶融ポリオレフィン系樹脂を圧接してシート状に成形するとともに、急冷してポリオレフィン系樹脂シートを成形するシート成形工程と、このシート成形工程により得られたポリオレフィン系樹脂シートの少なくとも一方の表面に、防曇剤とバインダ樹脂との混合水溶液を塗布した後、乾燥させてコート層を形成するコート層形成工程と、を備えることを特徴とする。
ここで、シートを急冷する際の温度としては、特に限定はないが、例えば、露点以上、50℃以下で急冷することが好ましく、露点以上30℃以下で急冷することがより一層好ましい。
また、エンドレスベルトとしては、特に限定はなく、鏡面ステンレスベルト、金属製ベルト表面にポリイミド樹脂、フッ素樹脂等をコーティングしたベルト等を採用することができる。
なお、ポリオレフィン系樹脂シート、防曇剤、バインダ樹脂については、前述と同様である。
【発明の効果】
【0013】
本発明によれば、エンドレスベルトと鏡面冷却ロールとにより溶融ポリオレフィン系樹脂を圧接するとともに、急冷するシート成形工程を備えている。したがって、透明性が高く、低結晶性のポリオレフィン系樹脂シートを得ることができ、結果として防曇性ポリオレフィン系シートの透明性、熱成形性を向上させることができる。
また、防曇剤とバインダ樹脂との混合水溶液をコーティングするコート層形成工程を備えているから、コート層の塗膜強度を高くできるとともに、その表面のべたつきを抑えることができる。
【図面の簡単な説明】
【0014】
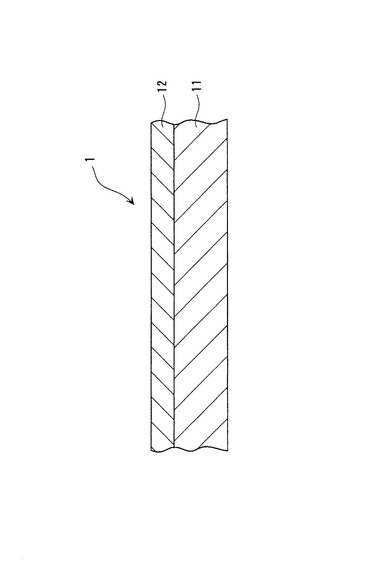
【図1】本発明の第1実施形態に係る防曇性ポリオレフィン系シートを示す部分断面図である。
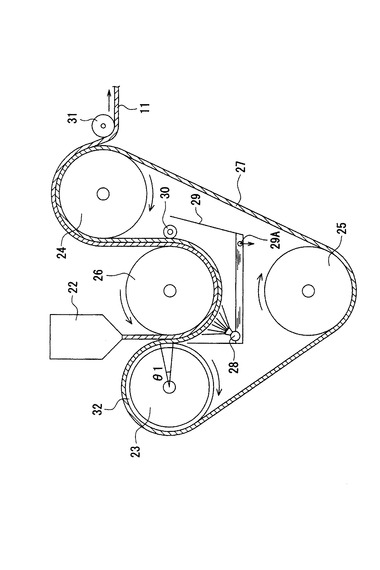
【図2】図1の実施形態におけるポリオレフィン系樹脂シートの製造装置を示す概略図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態を図面に基づいて説明する。
[1]防曇性ポリオレフィン系シート
図1には、本発明の第1実施形態に係る防曇性ポリオレフィン系シート1が示されている。
防曇性ポリオレフィン系シート1は、ポリオレフィン系樹脂シートとしてのポリプロピレン層11と、防曇剤およびアクリル系接着剤を含む混合水溶液をコーティングして形成されたコート層12とを備えて構成されている。
ここで、防曇性ポリオレフィン系シート1を構成するポリプロピレン層11は、平均球晶半径が4μm以下、シート断面の平均球晶数が600個/mm2以下、固体密度が0.890g/cm3以下、引張弾性率が1500MPa以下、DSC曲線の最大吸熱ピークの融解エンタルピーΔHが95J/g未満、かつ、最大吸熱ピークの低温側に1J/g以上の発熱ピークを有し、厚さ50μm以上のものである。
また、ポリプロピレン層11の厚さをtmmとした場合に、内部ヘイズが、(330t2−150t+20)%以下のものである。
【0016】
[2]防曇性ポリオレフィン系シートを構成するポリオレフィン系樹脂シート(ポリオレフィン系シート)の製造装置および製造方法
まず、図2を参照して、本発明の防曇性ポリオレフィン系シート1を構成するポリプロピレンシート(ポリプロピレン層)11の製造に用いられる製造装置について説明する。
製造装置は、押出機のTダイ22と、第1冷却ロール23、第2冷却ロール26、第3冷却ロール24および第4冷却ロール25と、金属製エンドレスベルト27と、冷却水吹き付けノズル28と、水槽29と、吸水ロール30と、剥離ロール31とを備えて構成されている。
第4冷却ロール25、第2冷却ロール26および第3冷却ロール24は、金属製ロールであり、その内部には表面温度調節を可能にするために水冷式等の冷却手段(図示省略)が内蔵されている。
ここで、第1冷却ロール23の表面には、ニトリル−ブタジエンゴム(NBR)製の弾性材32が被覆されている。この弾性材32は、その硬度(JIS K 6301Aに準拠した方法で測定)が60度以下、厚さが10mmのものである。
なお、第1、第4、第3冷却ロール23、25、24の少なくとも一つは、その回転軸が回転駆動手段(図示省略)と連結されている。
【0017】
第2冷却ロール26は、Rmax=1.0μmの鏡面を有する金属製ロール(鏡面冷却ロール)であり、その内部には表面の温度調節を可能にするための水冷式等の冷却手段(図示省略)が内蔵されている。ここで、Rmax=1.0μm(RmaxはJIS B 0601「表面粗さ−定義及び表示」に基づく)より大きいと、得られるポリプロピレンシート(ポリプロピレン層)11の光沢度が低くなり、透明性の低いポリプロピレンシート11となる。
この第2冷却ロール26は、ポリプロピレンシート11を金属製エンドレスベルト27を介して第1冷却ロール23との間に挟むように配置されている。
【0018】
エンドレスベルト27は、ステンレス等からなり、Rmax=1.0μm以下の鏡面を有するものである。このエンドレスベルト27は、上述の第1、第3、第4冷却ロール23〜25に回動自在に巻装されている。
冷却水吹き付けノズル28は、第2冷却ロール26の下面側に設けられており、これによって、エンドレスベルト27の裏面に冷却水が吹き付けられることとなる。このように冷却水を吹き付けることで、エンドレスベルト27を急冷するとともに、第1、第2冷却ロール23、26により面状圧接された直後のポリプロピレンシート11をも急冷している。
また、水槽29は、上面が開口した箱状に形成され、第2冷却ロール26の下面全体を覆うように設けられている。この水槽29により、吹き付けられた冷却水を回収するとともに、回収した水を水槽29の下面に形成された排出口29Aより排出する。
吸水ロール30は、第2冷却ロール26における第3冷却ロール24側の側面部に、エンドレスベルト27に接するように設置されており、エンドレスベルト27の裏面に付着した余分な冷却水を除去する作用をする。
【0019】
剥離ロール31は、ポリプロピレンシート11をエンドレスベルト27および第3冷却ロール24にガイドするように配置されるとともに、冷却終了後のポリプロピレンシート11をエンドレスベルト27から剥離するものである。
なお、本実施形態では、剥離ロール31は、ポリプロピレンシート11を第3冷却ロール24側に圧接していないが、圧接するようにしても構わない。ただし、本実施形態のように圧接しない方が好ましい。
以上のように構成された製造装置を用いたポリプロピレンシート11の製造方法について説明する(シート成形工程)。
まず、ポリプロピレンシート11と直接接触し、これを冷却するエンドレスベルト27および第2冷却ロール26の表面温度が露点以上、30℃以下に保たれるように、予め各冷却ロール24、25、26の温度制御を行う。
ここで、第2冷却ロール26およびエンドレスベルト27の表面温度が露点以下では、表面に結露が生じ均一な製膜が困難になる可能性がある。一方、表面温度が30℃より高いと、得られるポリプロピレンシート11の透明性が低くなるとともに、α晶が多くなり、熱成形しにくいものとなる可能性がある。したがって、本実施形態では表面温度を14℃としている。
【0020】
次に、押出機のTダイ22より押し出されたポリプロピレンシート11を、第1冷却ロール23上でエンドレスベルト27と第2冷却ロール26との間に挟み込む。この状態で、ポリプロピレンシート11を第1、第2冷却ロール23、26で圧接するとともに、14℃で急冷する。
この際、第1冷却ロール23および第2冷却ロール26間の押圧力で弾性材32が圧縮されて弾性変形することとなる。この弾性材32が弾性変形している部分、すなわち、第1冷却ロール23の中心角度θ1に対応する円弧部分で、ポリプロピレンシート11は各冷却ロール23、26により面状圧接されている。この際の面圧は、0.1〜20MPaである。
上述のように圧接され、第2冷却ロール26およびエンドレスベルト27間に挟まれたポリプロピレンシート11は、続いて、第2冷却ロール26の略下半周に対応する円弧部分で、エンドレスベルト27と第2冷却ロール26とに挟まれて面状圧接されるとともに、冷却水吹き付けノズル28によるエンドレスベルト27の裏面側への冷却水の吹き付けにより、さらに急冷される。この際の面圧は、0.01〜0.5MPaであり、また、冷却水の温度は8℃である。
なお、吹き付けられた冷却水は、水槽29に回収されるとともに、回収された水は排水口29Aより排出される。
【0021】
このように第2冷却ロール26で面状圧接および冷却された後、エンドレスベルト27に密着したポリプロピレンシート11は、エンドレスベルト27の回動とともに第3冷却ロール24上に移動される。ここで、剥離ロール31によりガイドされたポリプロピレンシート11は、第3冷却ロール24の略上半周に対応する円弧部分で、再び30℃以下の温度で冷却される。
なお、エンドレスベルト27の裏面に付着した水は、第2冷却ロール26から第3冷却ロール24への移動途中に設けられている吸水ロール30により除去される。
第3冷却ロール24上で冷却されたポリプロピレンシート11は、剥離ロール31によりエンドレスベルト27から剥離され、巻取りロール(図示省略)により、所定の速度で巻き取られる。
【0022】
[3]防曇性ポリオレフィン系シートの製造方法(コート層形成工程)
次に、上記[2]で説明した方法により得られたポリプロピレン層(ポリプロピレンシート)11の両面にコート層12を形成する方法について説明する。
まず、ポリプロピレン層11の両面にコロナ処理を施す。コロナ処理を施したポリプロピレン層11の表面に防曇剤およびバインダ樹脂としてのアクリル系接着剤を混合した水溶液をグラビアコータにて固形分量としてそれぞれ4〜400mg/m2になるように塗布した後、乾燥させコート層12を形成し、防曇性ポリオレフィン系シート1を得る。
このようにして得られた防曇性ポリオレフィン系シート1は、防曇効果が高く、かつ透明性に優れていることから、OPS代替分野、例えば、食品包装用シートとして好適に利用することができる。
また、防曇性ポリオレフィン系シート1を熱成形して得られる成形体も、防曇性、透明性に優れているため、食品包装用成形体、例えば食品用トレイ等に好適に利用することができる。
【0023】
これらの点については、以下の第2実施形態においても同様である。
上述のような本実施形態によれば、次のような効果がある。
(1)ポリプロピレン層11の表面に、防曇剤およびバインダ樹脂を含むコート層12を有しているから、防曇剤のみのコート層と比べて、塗膜強度を高めることができるとともに、表面のべたつきを抑えることができる。
(2)バインダ樹脂としてアクリル系接着剤を用いているから、コート層12表面のべたつきをより一層低下させることができるとともに、当該防曇性ポリオレフィン系シート1を熱成形して得られる成形体においても効果的に防曇性を発揮させることができる。
(3)平均球晶半径が4μm以下、平均球晶数600個/mm2以下、固体密度が0.895g/cm3以下という特性を有するポリプロピレン層11を有する防曇性ポリオレフィン系シート1である。したがって、加熱軟化点温度が低く、低温熱成形可能、かつ、内部ヘイズ(透明性)の良好なシート1を得ることができる。また、加熱軟化温度が低いため特殊な成形装置を使用する必要もないから、製造コストの低減も図ることができる。しかも、このようなシート1を熱成形することで、防曇性を有するとともに透明性の高い熱成形体を得ることができる。
【0024】
(4)融解エンタルピーΔHが95J/g未満と比較的小さく、かつ、低温側で1J/g以上の発熱が見られるから、シート1を軟化させるのに外部から供給しなければならない熱量が少なく、かつ、軟化時の加熱温度が比較的低いので、低温熱成形が一層容易になる。
(5)ポリプロピレン層11の引張弾性率が1500MPa以下であるから、結晶化度および軟化点温度が低く、熱成形を容易に行うことができる。また、熱成形時の加熱により結晶化が促進され、透明性を維持したまま防曇性ポリオレフィン系シート1の熱成形体の引張弾性率を1700MPa以上とすることができ、十分な強度を得ることができる。
(6)ポリプロピレン層11の厚さをtmmとした場合に、内部ヘイズが、(330t2−150t+20)%以下であるから、防曇性ポリオレフィン系シート1を熱成形して得られる熱成形体の透明性を高めることができる。すなわち、ポリプロピレン層11の内部ヘイズを上記範囲にすることで、熱成形体の内部ヘイズを(330s2−150s+25)%以下(s:熱成形体の厚さ(mm))とすることができる。
【0025】
(7)エンドレスベルト27と鏡面冷却ロールである第2冷却ロール26とにより溶融状態のポリプロピレンシート11を圧接するとともに、急冷するシート成形工程を備えているから、透明性が高く、低結晶性のポリプロピレンシート(ポリプロピレン層)11を得ることができ、結果として防曇性ポリオレフィン系シート1の透明性、熱成形性を向上させることができる。
(8)防曇剤とバインダ樹脂との混合水溶液をコーティングするコート層形成工程を備えているから、コート層12の塗膜強度を高くできるとともに、その表面のべたつきを抑えることができる。
(9)弾性材32の弾性変形を伴ってポリプロピレンシート11を面状に圧接して冷却しているから、鏡面転写効率および冷却効率が高まり、透明性の高いポリプロピレンシート11を高速で製造することができる。
【0026】
(10)第2冷却ロール26およびエンドレスベルト27のRmax=1.0μm以下としているから、表面光沢度および透明性の高いポリプロピレンシート11を得ることができる。
(11)第2冷却ロール26およびエンドレスベルト27の表面温度を露点以上、30℃以下に保っているから、均一に製膜されたポリプロピレンシート11を得ることができる。
(12)冷却水吹き付けノズル28により冷却水を吹き付けてさらに冷却しているから、ポリプロピレンシート11の急冷効果を一層向上でき、ポリプロピレンシート11の結晶化を抑制することができる。
【0027】
なお、本発明は前記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良は、本発明に含まれるものである。例えば、前記実施形態では、ポリオレフィン系樹脂シートとしてポリプロピレン層11を採用していたが、これに限られず、種々のポリオレフィン系樹脂からなる層、例えば、ポリエチレン層等を用いてもよい。
前記実施形態では、エンドレスベルト27は、3個のロールに巻装されていたが、これに限られない。要するにエンドレスベルトを回動、冷却できる装置であれば、エンドレスベルトが巻装される冷却ロールの数は任意に設定することができる。
前記実施形態では、エンドレスベルト27として鏡面ステンレスベルトを採用していたが、これに限られない。すなわち、Rmax=1.0μm以下のエンドレスベルトであれば特に限定はなく、例えば、金属製エンドレスベルトの表面にポリイミド樹脂、ポリテトラフルオロエチレン等のフッ素樹脂等をコーティングしたベルトを採用してもよい。
また、弾性材32として、NBR製の弾性材を採用していたが、これに限られない。要するに、所定の硬度および厚さを持ち、ポリプロピレンシートの圧接時に弾性変形する材質のものであればよい。例えば、シリコーン製の弾性材等を採用することもできる。
前記実施形態では、第2冷却ロール26およびエンドレスベルト27の表面温度を14℃としていたが、これに限定されず、露点以上50℃以下、好ましくは露点以上、30℃以下の任意の温度を採用することができる。
また、冷却水吹き付けノズル28により吹き付けられる水の温度は8℃に設定されていたが、これに限られず、第2冷却ロール26およびエンドレスベルト27の表面温度より低い値で任意に設定することができる。
その他、本発明を実施する際の具体的な構造および形状等は、本発明の目的を達成できる範囲内で他の構造等としてもよい。
【実施例】
【0028】
以下、実施例および比較例を挙げて、本発明をより具体的に説明する。
[実施例1]
[1]ポリオレフィン系樹脂シートの製造(シート成形工程)
前述の実施形態において、製造装置および製造方法の具体的条件を以下のように設定し、ポリプロピレン層11を得た。
押出機の直径:90mm
Tダイ22の幅:800mm
ポリプロピレン:出光ポリプロE−304GP(出光石油化学(株)製)
シート11の引き取り速度:10m/min
第2冷却ロール26およびエンドレスベルト27の表面温度:14℃
冷却水温度:8℃
冷却水吹き付け量:200リットル/min
[2]コート層の形成(コート層形成工程)
上記シート成形工程にて得られたポリプロピレン層11の両面にコロナ処理を施し、処理した両面に、防曇剤が乾燥後の単位面積あたり重量で70mg、アクリル系接着剤が乾燥後の単位面積あたり重量で50mgとなるように塗布して乾燥させ、コート層12を形成し、防曇性ポリオレフィン系シート1を得た。
なお、防曇剤としては、リケマールA(理研ビタミン(株)製)を、アクリル系接着剤としては、ジュリマーFC−80(日本純薬(株)製)を使用した。
また、乾燥前の塗膜厚みは、赤外線水分計(倉敷紡績(株)製)で測定した。
【0029】
[実施例2]
防曇剤が乾燥後の単位面積あたり重量で300mg、アクリル系接着剤が乾燥後の単位面積あたり重量で250mgとなるようにした以外は、実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0030】
[実施例3]
防曇剤が乾燥後の単位面積あたり重量で10mg、アクリル系接着剤が乾燥後の単位面積あたり重量で10mgとなるようにした以外は、実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0031】
[実施例4]
シートの製法として、透明化核剤(ジベンジリデンソルビトール誘導体)を用い、一般のタッチロール成形を採用した以外は実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0032】
[実施例5]
防曇剤が乾燥後の単位面積あたり重量で500mg、アクリル系接着剤が乾燥後の単位面積あたり重量で400mgとなるようにした以外は、実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0033】
[実施例6]
防曇剤が乾燥後の単位面積あたり重量で2mg、アクリル系接着剤が乾燥後の単位面積あたり重量で1mgとなるようにした以外は、実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0034】
[比較例1]
アクリル系接着剤を用いない以外は、実施例1と同様にして防曇性ポリオレフィン系シートを得た。
上記各実施例および比較例で得られた防曇性ポリオレフィン系シートについて、巻取り後のシート外観、巻取り後のシートの防曇性(高温/低温)について評価を行い、結果を表1に示した。
【0035】
また、上記各実施例および比較例で得られた防曇性ポリオレフィン系シートを一般的な真空圧空成形機でφ100、深さ10mmの容器を成形し、得られた容器についても同様の評価を行い、併せて表1に示した。
【0036】
【表1】

【0037】
ここで、巻取り後のシート外観および成形体の外観は、目視で評価した。
また、防曇性は、以下のような手法で評価した。
[1]高温防曇性
一定容量の容器に90℃の熱水を一定量注ぎ、成形蓋で密閉する。室温で放置後の経時変化を目視して評価した(評価5:良好、評価1:不良)。
[2]低温防曇性
一定容量の容器に23℃の水を一定量注ぎ、成形蓋で密閉する。5℃の冷蔵庫で放置後の経時変化を目視して評価した(評価5:良好、評価1:不良)。
表1に示されるように、実施例1〜3で得られた防曇性ポリオレフィン系シートについては、シートの外観、防曇性、および成形体の外観、防曇性が極めて良好であることがわかる。
【0038】
実施例5では、防曇剤およびアクリルバインダを過剰に塗布しているため、一部に転写ムラが生じるとともに、熱成形時の伸びにより一部に塗膜剥離が生じているが、実用上問題となるほどではない。
実施例6では、防曇剤およびアクリルバインダが少ないため、シートの防曇効果および成形体の防曇効果が若干低下していることがわかる。
これに対して、アクリル系接着剤を含有していない比較例1では、表面のべたつきおよびシート反対面への転写が発生して、転写ムラが生じていることがわかる。
実施例4では、シートの透明性は高いが、低温での熱成形性がやや不足し成型品の透明性は低くなっている。但し、比較例1に対しては優れたものとなっている。
【産業上の利用可能性】
【0039】
本発明は、防曇性ポリオレフィン系シートの成形体に関し、食品等の包装に利用できる。
【符号の説明】
【0040】
1…防曇性ポリオレフィン系シート
11…ポリプロピレン層
12…コート層
22…押出機のTダイ
23…第1冷却ロール
24…第3冷却ロール
25…第4冷却ロール
26…第2冷却ロール
27…エンドレスベルト
28…冷却水吹き付けノズル
29…水槽
30…吸水ロール
31…剥離ロール
32…弾性材
【技術分野】
【0001】
本発明は、防曇性ポリオレフィン系シートの成形体および食品包装用成形体に関する。
【背景技術】
【0002】
近年、OPS樹脂(延伸ポリスチレン樹脂)が使用されている分野における代替樹脂として、透明ポリプロピレンの開発が盛んに行われている。
OPS樹脂に比べて極性基のないポリプロピレンは、この分野の必須特性である防曇性を付与するに当たり、防曇剤のみのコーティングでは、その塗膜強度が弱く、熱成形後も効果を持続させるためには、大量の防曇剤を塗布する必要がある。
しかしながら、大量の防曇剤を使用した場合、シート表面がべたつくため、取扱い性の極めて悪いシートしか得られないという問題がある。
また、このような問題を解決するため、防曇剤を内添させたシートも開発されているが、防曇剤のブリードアウト量がシートの保存環境に影響されて、防曇効果が不安定になり易いという問題がある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の目的は、防曇剤を含む層の塗膜強度が高く、かつ、大量の防曇剤を使用せずとも高い防曇効果を発揮できる防曇性ポリオレフィン系シートの成形体を提供することにある。
【課題を解決するための手段】
【0004】
本発明に係る防曇性ポリオレフィン系シートは、ポリオレフィン系樹脂シートの少なくとも片面に、防曇剤、およびアクリル系接着剤からなるバインダ樹脂を含むコート層を有することを特徴とする。
ここで、ポリオレフィン系樹脂シートを構成するポリオレフィン系樹脂としては、種々のオレフィンの単独重合体、共重合体、およびこれらの混合物を採用することができる。
単独重合体を構成するモノマーとしては、エチレン、プロピレン、1−ブテン、イソプレン、ブタジエン等を採用することができる。また、共重合体としては、エチレン−痾−オレフィン共重合体、プロピレン−痾−オレフィン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エステル共重合体等を採用することができる。これらの中でも、透明性、強度等を考慮するとポリプロピレンを採用することが好ましい。
【0005】
なお、本発明におけるポリオレフィン系樹脂シートには、単層構造、多層構造のどちらを採用しても構わない。ポリオレフィン系樹脂シートが多層構造の場合、少なくとも表層には、ポリプロピレンを採用するのが理想的である。
また、防曇剤としては、特に限定はないが、ショ糖系脂肪酸エステル、グリセリン脂肪酸エステル、脂肪酸3級アミド、高級アルコール脂肪酸エステル、プロピレングリコール脂肪酸エステル等を、単独または2種以上を混合して使用することができる。
一方、アクリル系接着剤としては、特に限定はないが、ポリアクリル酸エステル等の共重合体を採用することができる。
ここで、ポリアクリル酸エステルを構成するアクリル酸エステルとしては、アクリル酸のメチルエステル、エチルエステル、ブチルエステル、オクチルエステル、2−エチルヘキシルエステル等を採用できる。
これらのアクリル酸エステルを、メタクリル酸エステル、スチレン、アクリロニトリル、塩化ビニル、酢酸ビニル等と共重合させたポリマーを採用できる。また、上記アクリル酸エステルを、アクリル酸、アクリルアミド、メチロールアクリルアミド、ヒドロキシジアルキルメタクリレート等の種々の官能性モノマーと共重合させたポリマーを採用することもできる。
【0006】
本発明によれば、ポリオレフィン系樹脂シートの少なくとも片面に、防曇剤およびバインダ樹脂を含むコート層を有しているから、防曇剤のみのコート層と比べて、塗膜強度を高めることができるとともに、コート層表面のべたつきを抑えることができる。しかも、バインダ樹脂としてアクリル系接着剤を用いているから、コート層表面のべたつきをより一層低下させることができるとともに、当該防曇性ポリオレフィン系シートを熱成形して得られる成形体においても、効果的に防曇性を発揮させることができる。
以上において、コート層は、前記ポリオレフィン系樹脂シートに前記防曇剤およびバインダ樹脂を固形分量としてそれぞれ4〜400mg/m2塗布、乾燥して形成された層であることが好ましい。
【0007】
ここで、シート表面のバインダ樹脂の単位面積あたり重量が4mg/m2未満であると、コート層の強度が低下する可能性がある。一方、400mg/m2を超えると、防曇効果が低下する可能性がある。
また、シート表面の防曇剤の単位面積あたり重量が、4mg/m2未満であると、十分な防曇効果が得られない可能性がある。一方、400mg/m2を超えると、コート層の強度が低下する可能性があるとともに、べたつきが発生することがある。
また、ポリオレフィン系樹脂シートは、平均球晶半径が4μm以下、シート断面の平均球晶数が600個/mm2以下、固体密度が0.890g/cm3以下、示差走査熱分析(DSC)曲線の最大吸熱ピークの融解エンタルピーΔHが95J/g未満、かつ、前記最大吸熱ピークの低温側に1J/g以上の発熱ピークを有し、厚さ50μm以上のポリプロピレン層であることが好ましい。
【0008】
ここで、平均球晶半径が4μmより大きいと、内部ヘイズが高くなる(透明性が低下する)ことがある。より好ましくは、平均球晶半径3μm以下である。
また、シート断面の平均球晶数が600個/mm2より多いと、シートの軟化点温度が高くなることがある。より好ましくは、平均球晶数400個/mm2以下である。
さらに、固体密度が0.890g/cm3より大きいと、密度が大きすぎる、すなわち、結晶化度が高すぎて、軟化点温度に影響を及ぼすことがある。そして、シートの厚さが50μm未満であると、熱成形した後に剛性を有する成形体(容器等)を造ることが困難になることがある。
このような特性を有するポリプロピレン層を有する防曇性ポリオレフィン系シートは、加熱軟化点温度が低く、低温熱成形が可能であり、かつ、内部ヘイズ(透明性)が良好になる。
【0009】
また、加熱軟化温度が低いため、特殊な成形装置を使用する必要もないから、製造コストの低減も図ることができる。しかも、このようなシートを熱成形することで、防曇性を有するとともに、透明性の高い熱成形体を得ることができる。
さらに、融解エンタルピーΔHが95J/g未満と比較的小さく、かつ、低温側で1J/g以上の発熱が見られるから、シートを軟化させるのに外部から供給しなければならない熱量が少なく、かつ、軟化時の加熱温度が比較的低いので、低温熱成形が一層容易になる。
また、ポリオレフィン系樹脂シートとしては、この層の厚さをtmmとした場合に、内部ヘイズが、(330t2−150t+20)%以下であることが好ましい。
ここで、(330t2−150t+20)は、内部ヘイズとシート厚さとの関係を測定し、最小二乗法により求められた式である。
内部ヘイズが、上記関係式より得られる値よりも大きいと、防曇性ポリオレフィン系シートを熱成形して得られる熱成形体の透明性が悪くなることがある。すなわち、シートの内部ヘイズを上記範囲にすることで、熱成形体の内部ヘイズを(330s2−150s+25)%以下(s:熱成形体の厚さ(mm))とすることができ、透明性に優れた熱成形体を得ることができる。
【0010】
さらに、ポリオレフィン系樹脂シートの引張弾性率は、1500MPa以下であることが好ましい。
ここで、ポリオレフィン系樹脂シートの引張弾性率が1500MPa以上であると、結晶化度が高いため、軟化点温度が高くなり、成形しにくくなることがある。
また、ポリオレフィン系樹脂シートの引張弾性率を上記範囲とすることで、熱成形時の加熱により結晶化が促進され、透明性を維持したまま熱成形体の引張弾性率を1700MPa以上とすることができるので、十分な強度を有する成形体を得ることができる。
なお、本発明における引張弾性率は、JIS K7113に準拠した方法により、シート製造時の移動方向(MD方向)について測定した値をいう。
また、本発明におけるポリオレフィン系樹脂シートとしては、その表面にコロナ処理を施したものであることが好ましい。
【0011】
以上で説明した防曇性ポリオレフィン系シートは、防曇効果が高く、かつ透明性に優れていることから、OPS代替分野、例えば、食品包装用シートとして好適に利用することができる。
また、本発明の防曇性ポリオレフィン系シートを熱成形して得られる成形体も、防曇性、透明性に優れているため、食品包装用成形体、例えば食品用トレイ等に好適に利用することができる。
【0012】
本発明に係る防曇性ポリオレフィン系シートの製造方法は、複数の冷却ロールに巻装されたエンドレスベルトと鏡面冷却ロールとの間に溶融ポリオレフィン系樹脂を導入後、前記エンドレスベルトおよび鏡面冷却ロールで前記溶融ポリオレフィン系樹脂を圧接してシート状に成形するとともに、急冷してポリオレフィン系樹脂シートを成形するシート成形工程と、このシート成形工程により得られたポリオレフィン系樹脂シートの少なくとも一方の表面に、防曇剤とバインダ樹脂との混合水溶液を塗布した後、乾燥させてコート層を形成するコート層形成工程と、を備えることを特徴とする。
ここで、シートを急冷する際の温度としては、特に限定はないが、例えば、露点以上、50℃以下で急冷することが好ましく、露点以上30℃以下で急冷することがより一層好ましい。
また、エンドレスベルトとしては、特に限定はなく、鏡面ステンレスベルト、金属製ベルト表面にポリイミド樹脂、フッ素樹脂等をコーティングしたベルト等を採用することができる。
なお、ポリオレフィン系樹脂シート、防曇剤、バインダ樹脂については、前述と同様である。
【発明の効果】
【0013】
本発明によれば、エンドレスベルトと鏡面冷却ロールとにより溶融ポリオレフィン系樹脂を圧接するとともに、急冷するシート成形工程を備えている。したがって、透明性が高く、低結晶性のポリオレフィン系樹脂シートを得ることができ、結果として防曇性ポリオレフィン系シートの透明性、熱成形性を向上させることができる。
また、防曇剤とバインダ樹脂との混合水溶液をコーティングするコート層形成工程を備えているから、コート層の塗膜強度を高くできるとともに、その表面のべたつきを抑えることができる。
【図面の簡単な説明】
【0014】
【図1】本発明の第1実施形態に係る防曇性ポリオレフィン系シートを示す部分断面図である。
【図2】図1の実施形態におけるポリオレフィン系樹脂シートの製造装置を示す概略図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態を図面に基づいて説明する。
[1]防曇性ポリオレフィン系シート
図1には、本発明の第1実施形態に係る防曇性ポリオレフィン系シート1が示されている。
防曇性ポリオレフィン系シート1は、ポリオレフィン系樹脂シートとしてのポリプロピレン層11と、防曇剤およびアクリル系接着剤を含む混合水溶液をコーティングして形成されたコート層12とを備えて構成されている。
ここで、防曇性ポリオレフィン系シート1を構成するポリプロピレン層11は、平均球晶半径が4μm以下、シート断面の平均球晶数が600個/mm2以下、固体密度が0.890g/cm3以下、引張弾性率が1500MPa以下、DSC曲線の最大吸熱ピークの融解エンタルピーΔHが95J/g未満、かつ、最大吸熱ピークの低温側に1J/g以上の発熱ピークを有し、厚さ50μm以上のものである。
また、ポリプロピレン層11の厚さをtmmとした場合に、内部ヘイズが、(330t2−150t+20)%以下のものである。
【0016】
[2]防曇性ポリオレフィン系シートを構成するポリオレフィン系樹脂シート(ポリオレフィン系シート)の製造装置および製造方法
まず、図2を参照して、本発明の防曇性ポリオレフィン系シート1を構成するポリプロピレンシート(ポリプロピレン層)11の製造に用いられる製造装置について説明する。
製造装置は、押出機のTダイ22と、第1冷却ロール23、第2冷却ロール26、第3冷却ロール24および第4冷却ロール25と、金属製エンドレスベルト27と、冷却水吹き付けノズル28と、水槽29と、吸水ロール30と、剥離ロール31とを備えて構成されている。
第4冷却ロール25、第2冷却ロール26および第3冷却ロール24は、金属製ロールであり、その内部には表面温度調節を可能にするために水冷式等の冷却手段(図示省略)が内蔵されている。
ここで、第1冷却ロール23の表面には、ニトリル−ブタジエンゴム(NBR)製の弾性材32が被覆されている。この弾性材32は、その硬度(JIS K 6301Aに準拠した方法で測定)が60度以下、厚さが10mmのものである。
なお、第1、第4、第3冷却ロール23、25、24の少なくとも一つは、その回転軸が回転駆動手段(図示省略)と連結されている。
【0017】
第2冷却ロール26は、Rmax=1.0μmの鏡面を有する金属製ロール(鏡面冷却ロール)であり、その内部には表面の温度調節を可能にするための水冷式等の冷却手段(図示省略)が内蔵されている。ここで、Rmax=1.0μm(RmaxはJIS B 0601「表面粗さ−定義及び表示」に基づく)より大きいと、得られるポリプロピレンシート(ポリプロピレン層)11の光沢度が低くなり、透明性の低いポリプロピレンシート11となる。
この第2冷却ロール26は、ポリプロピレンシート11を金属製エンドレスベルト27を介して第1冷却ロール23との間に挟むように配置されている。
【0018】
エンドレスベルト27は、ステンレス等からなり、Rmax=1.0μm以下の鏡面を有するものである。このエンドレスベルト27は、上述の第1、第3、第4冷却ロール23〜25に回動自在に巻装されている。
冷却水吹き付けノズル28は、第2冷却ロール26の下面側に設けられており、これによって、エンドレスベルト27の裏面に冷却水が吹き付けられることとなる。このように冷却水を吹き付けることで、エンドレスベルト27を急冷するとともに、第1、第2冷却ロール23、26により面状圧接された直後のポリプロピレンシート11をも急冷している。
また、水槽29は、上面が開口した箱状に形成され、第2冷却ロール26の下面全体を覆うように設けられている。この水槽29により、吹き付けられた冷却水を回収するとともに、回収した水を水槽29の下面に形成された排出口29Aより排出する。
吸水ロール30は、第2冷却ロール26における第3冷却ロール24側の側面部に、エンドレスベルト27に接するように設置されており、エンドレスベルト27の裏面に付着した余分な冷却水を除去する作用をする。
【0019】
剥離ロール31は、ポリプロピレンシート11をエンドレスベルト27および第3冷却ロール24にガイドするように配置されるとともに、冷却終了後のポリプロピレンシート11をエンドレスベルト27から剥離するものである。
なお、本実施形態では、剥離ロール31は、ポリプロピレンシート11を第3冷却ロール24側に圧接していないが、圧接するようにしても構わない。ただし、本実施形態のように圧接しない方が好ましい。
以上のように構成された製造装置を用いたポリプロピレンシート11の製造方法について説明する(シート成形工程)。
まず、ポリプロピレンシート11と直接接触し、これを冷却するエンドレスベルト27および第2冷却ロール26の表面温度が露点以上、30℃以下に保たれるように、予め各冷却ロール24、25、26の温度制御を行う。
ここで、第2冷却ロール26およびエンドレスベルト27の表面温度が露点以下では、表面に結露が生じ均一な製膜が困難になる可能性がある。一方、表面温度が30℃より高いと、得られるポリプロピレンシート11の透明性が低くなるとともに、α晶が多くなり、熱成形しにくいものとなる可能性がある。したがって、本実施形態では表面温度を14℃としている。
【0020】
次に、押出機のTダイ22より押し出されたポリプロピレンシート11を、第1冷却ロール23上でエンドレスベルト27と第2冷却ロール26との間に挟み込む。この状態で、ポリプロピレンシート11を第1、第2冷却ロール23、26で圧接するとともに、14℃で急冷する。
この際、第1冷却ロール23および第2冷却ロール26間の押圧力で弾性材32が圧縮されて弾性変形することとなる。この弾性材32が弾性変形している部分、すなわち、第1冷却ロール23の中心角度θ1に対応する円弧部分で、ポリプロピレンシート11は各冷却ロール23、26により面状圧接されている。この際の面圧は、0.1〜20MPaである。
上述のように圧接され、第2冷却ロール26およびエンドレスベルト27間に挟まれたポリプロピレンシート11は、続いて、第2冷却ロール26の略下半周に対応する円弧部分で、エンドレスベルト27と第2冷却ロール26とに挟まれて面状圧接されるとともに、冷却水吹き付けノズル28によるエンドレスベルト27の裏面側への冷却水の吹き付けにより、さらに急冷される。この際の面圧は、0.01〜0.5MPaであり、また、冷却水の温度は8℃である。
なお、吹き付けられた冷却水は、水槽29に回収されるとともに、回収された水は排水口29Aより排出される。
【0021】
このように第2冷却ロール26で面状圧接および冷却された後、エンドレスベルト27に密着したポリプロピレンシート11は、エンドレスベルト27の回動とともに第3冷却ロール24上に移動される。ここで、剥離ロール31によりガイドされたポリプロピレンシート11は、第3冷却ロール24の略上半周に対応する円弧部分で、再び30℃以下の温度で冷却される。
なお、エンドレスベルト27の裏面に付着した水は、第2冷却ロール26から第3冷却ロール24への移動途中に設けられている吸水ロール30により除去される。
第3冷却ロール24上で冷却されたポリプロピレンシート11は、剥離ロール31によりエンドレスベルト27から剥離され、巻取りロール(図示省略)により、所定の速度で巻き取られる。
【0022】
[3]防曇性ポリオレフィン系シートの製造方法(コート層形成工程)
次に、上記[2]で説明した方法により得られたポリプロピレン層(ポリプロピレンシート)11の両面にコート層12を形成する方法について説明する。
まず、ポリプロピレン層11の両面にコロナ処理を施す。コロナ処理を施したポリプロピレン層11の表面に防曇剤およびバインダ樹脂としてのアクリル系接着剤を混合した水溶液をグラビアコータにて固形分量としてそれぞれ4〜400mg/m2になるように塗布した後、乾燥させコート層12を形成し、防曇性ポリオレフィン系シート1を得る。
このようにして得られた防曇性ポリオレフィン系シート1は、防曇効果が高く、かつ透明性に優れていることから、OPS代替分野、例えば、食品包装用シートとして好適に利用することができる。
また、防曇性ポリオレフィン系シート1を熱成形して得られる成形体も、防曇性、透明性に優れているため、食品包装用成形体、例えば食品用トレイ等に好適に利用することができる。
【0023】
これらの点については、以下の第2実施形態においても同様である。
上述のような本実施形態によれば、次のような効果がある。
(1)ポリプロピレン層11の表面に、防曇剤およびバインダ樹脂を含むコート層12を有しているから、防曇剤のみのコート層と比べて、塗膜強度を高めることができるとともに、表面のべたつきを抑えることができる。
(2)バインダ樹脂としてアクリル系接着剤を用いているから、コート層12表面のべたつきをより一層低下させることができるとともに、当該防曇性ポリオレフィン系シート1を熱成形して得られる成形体においても効果的に防曇性を発揮させることができる。
(3)平均球晶半径が4μm以下、平均球晶数600個/mm2以下、固体密度が0.895g/cm3以下という特性を有するポリプロピレン層11を有する防曇性ポリオレフィン系シート1である。したがって、加熱軟化点温度が低く、低温熱成形可能、かつ、内部ヘイズ(透明性)の良好なシート1を得ることができる。また、加熱軟化温度が低いため特殊な成形装置を使用する必要もないから、製造コストの低減も図ることができる。しかも、このようなシート1を熱成形することで、防曇性を有するとともに透明性の高い熱成形体を得ることができる。
【0024】
(4)融解エンタルピーΔHが95J/g未満と比較的小さく、かつ、低温側で1J/g以上の発熱が見られるから、シート1を軟化させるのに外部から供給しなければならない熱量が少なく、かつ、軟化時の加熱温度が比較的低いので、低温熱成形が一層容易になる。
(5)ポリプロピレン層11の引張弾性率が1500MPa以下であるから、結晶化度および軟化点温度が低く、熱成形を容易に行うことができる。また、熱成形時の加熱により結晶化が促進され、透明性を維持したまま防曇性ポリオレフィン系シート1の熱成形体の引張弾性率を1700MPa以上とすることができ、十分な強度を得ることができる。
(6)ポリプロピレン層11の厚さをtmmとした場合に、内部ヘイズが、(330t2−150t+20)%以下であるから、防曇性ポリオレフィン系シート1を熱成形して得られる熱成形体の透明性を高めることができる。すなわち、ポリプロピレン層11の内部ヘイズを上記範囲にすることで、熱成形体の内部ヘイズを(330s2−150s+25)%以下(s:熱成形体の厚さ(mm))とすることができる。
【0025】
(7)エンドレスベルト27と鏡面冷却ロールである第2冷却ロール26とにより溶融状態のポリプロピレンシート11を圧接するとともに、急冷するシート成形工程を備えているから、透明性が高く、低結晶性のポリプロピレンシート(ポリプロピレン層)11を得ることができ、結果として防曇性ポリオレフィン系シート1の透明性、熱成形性を向上させることができる。
(8)防曇剤とバインダ樹脂との混合水溶液をコーティングするコート層形成工程を備えているから、コート層12の塗膜強度を高くできるとともに、その表面のべたつきを抑えることができる。
(9)弾性材32の弾性変形を伴ってポリプロピレンシート11を面状に圧接して冷却しているから、鏡面転写効率および冷却効率が高まり、透明性の高いポリプロピレンシート11を高速で製造することができる。
【0026】
(10)第2冷却ロール26およびエンドレスベルト27のRmax=1.0μm以下としているから、表面光沢度および透明性の高いポリプロピレンシート11を得ることができる。
(11)第2冷却ロール26およびエンドレスベルト27の表面温度を露点以上、30℃以下に保っているから、均一に製膜されたポリプロピレンシート11を得ることができる。
(12)冷却水吹き付けノズル28により冷却水を吹き付けてさらに冷却しているから、ポリプロピレンシート11の急冷効果を一層向上でき、ポリプロピレンシート11の結晶化を抑制することができる。
【0027】
なお、本発明は前記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良は、本発明に含まれるものである。例えば、前記実施形態では、ポリオレフィン系樹脂シートとしてポリプロピレン層11を採用していたが、これに限られず、種々のポリオレフィン系樹脂からなる層、例えば、ポリエチレン層等を用いてもよい。
前記実施形態では、エンドレスベルト27は、3個のロールに巻装されていたが、これに限られない。要するにエンドレスベルトを回動、冷却できる装置であれば、エンドレスベルトが巻装される冷却ロールの数は任意に設定することができる。
前記実施形態では、エンドレスベルト27として鏡面ステンレスベルトを採用していたが、これに限られない。すなわち、Rmax=1.0μm以下のエンドレスベルトであれば特に限定はなく、例えば、金属製エンドレスベルトの表面にポリイミド樹脂、ポリテトラフルオロエチレン等のフッ素樹脂等をコーティングしたベルトを採用してもよい。
また、弾性材32として、NBR製の弾性材を採用していたが、これに限られない。要するに、所定の硬度および厚さを持ち、ポリプロピレンシートの圧接時に弾性変形する材質のものであればよい。例えば、シリコーン製の弾性材等を採用することもできる。
前記実施形態では、第2冷却ロール26およびエンドレスベルト27の表面温度を14℃としていたが、これに限定されず、露点以上50℃以下、好ましくは露点以上、30℃以下の任意の温度を採用することができる。
また、冷却水吹き付けノズル28により吹き付けられる水の温度は8℃に設定されていたが、これに限られず、第2冷却ロール26およびエンドレスベルト27の表面温度より低い値で任意に設定することができる。
その他、本発明を実施する際の具体的な構造および形状等は、本発明の目的を達成できる範囲内で他の構造等としてもよい。
【実施例】
【0028】
以下、実施例および比較例を挙げて、本発明をより具体的に説明する。
[実施例1]
[1]ポリオレフィン系樹脂シートの製造(シート成形工程)
前述の実施形態において、製造装置および製造方法の具体的条件を以下のように設定し、ポリプロピレン層11を得た。
押出機の直径:90mm
Tダイ22の幅:800mm
ポリプロピレン:出光ポリプロE−304GP(出光石油化学(株)製)
シート11の引き取り速度:10m/min
第2冷却ロール26およびエンドレスベルト27の表面温度:14℃
冷却水温度:8℃
冷却水吹き付け量:200リットル/min
[2]コート層の形成(コート層形成工程)
上記シート成形工程にて得られたポリプロピレン層11の両面にコロナ処理を施し、処理した両面に、防曇剤が乾燥後の単位面積あたり重量で70mg、アクリル系接着剤が乾燥後の単位面積あたり重量で50mgとなるように塗布して乾燥させ、コート層12を形成し、防曇性ポリオレフィン系シート1を得た。
なお、防曇剤としては、リケマールA(理研ビタミン(株)製)を、アクリル系接着剤としては、ジュリマーFC−80(日本純薬(株)製)を使用した。
また、乾燥前の塗膜厚みは、赤外線水分計(倉敷紡績(株)製)で測定した。
【0029】
[実施例2]
防曇剤が乾燥後の単位面積あたり重量で300mg、アクリル系接着剤が乾燥後の単位面積あたり重量で250mgとなるようにした以外は、実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0030】
[実施例3]
防曇剤が乾燥後の単位面積あたり重量で10mg、アクリル系接着剤が乾燥後の単位面積あたり重量で10mgとなるようにした以外は、実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0031】
[実施例4]
シートの製法として、透明化核剤(ジベンジリデンソルビトール誘導体)を用い、一般のタッチロール成形を採用した以外は実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0032】
[実施例5]
防曇剤が乾燥後の単位面積あたり重量で500mg、アクリル系接着剤が乾燥後の単位面積あたり重量で400mgとなるようにした以外は、実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0033】
[実施例6]
防曇剤が乾燥後の単位面積あたり重量で2mg、アクリル系接着剤が乾燥後の単位面積あたり重量で1mgとなるようにした以外は、実施例1と同様にして、防曇性ポリオレフィン系シート1を得た。
【0034】
[比較例1]
アクリル系接着剤を用いない以外は、実施例1と同様にして防曇性ポリオレフィン系シートを得た。
上記各実施例および比較例で得られた防曇性ポリオレフィン系シートについて、巻取り後のシート外観、巻取り後のシートの防曇性(高温/低温)について評価を行い、結果を表1に示した。
【0035】
また、上記各実施例および比較例で得られた防曇性ポリオレフィン系シートを一般的な真空圧空成形機でφ100、深さ10mmの容器を成形し、得られた容器についても同様の評価を行い、併せて表1に示した。
【0036】
【表1】
【0037】
ここで、巻取り後のシート外観および成形体の外観は、目視で評価した。
また、防曇性は、以下のような手法で評価した。
[1]高温防曇性
一定容量の容器に90℃の熱水を一定量注ぎ、成形蓋で密閉する。室温で放置後の経時変化を目視して評価した(評価5:良好、評価1:不良)。
[2]低温防曇性
一定容量の容器に23℃の水を一定量注ぎ、成形蓋で密閉する。5℃の冷蔵庫で放置後の経時変化を目視して評価した(評価5:良好、評価1:不良)。
表1に示されるように、実施例1〜3で得られた防曇性ポリオレフィン系シートについては、シートの外観、防曇性、および成形体の外観、防曇性が極めて良好であることがわかる。
【0038】
実施例5では、防曇剤およびアクリルバインダを過剰に塗布しているため、一部に転写ムラが生じるとともに、熱成形時の伸びにより一部に塗膜剥離が生じているが、実用上問題となるほどではない。
実施例6では、防曇剤およびアクリルバインダが少ないため、シートの防曇効果および成形体の防曇効果が若干低下していることがわかる。
これに対して、アクリル系接着剤を含有していない比較例1では、表面のべたつきおよびシート反対面への転写が発生して、転写ムラが生じていることがわかる。
実施例4では、シートの透明性は高いが、低温での熱成形性がやや不足し成型品の透明性は低くなっている。但し、比較例1に対しては優れたものとなっている。
【産業上の利用可能性】
【0039】
本発明は、防曇性ポリオレフィン系シートの成形体に関し、食品等の包装に利用できる。
【符号の説明】
【0040】
1…防曇性ポリオレフィン系シート
11…ポリプロピレン層
12…コート層
22…押出機のTダイ
23…第1冷却ロール
24…第3冷却ロール
25…第4冷却ロール
26…第2冷却ロール
27…エンドレスベルト
28…冷却水吹き付けノズル
29…水槽
30…吸水ロール
31…剥離ロール
32…弾性材
【特許請求の範囲】
【請求項1】
複数の冷却ロールに巻装されたエンドレスベルトと鏡面冷却ロールとの間に溶融ポリオレフィンを導入後、前記エンドレスベルトおよび鏡面冷却ロールで前記溶融ポリオレフィンを圧接してシート状に成形するとともに、急冷してポリオレフィン系樹脂シートを成形するシート成形工程と、
このシート成形工程により得られたポリオレフィン系樹脂シートの少なくとも一方の表面に、防曇剤とバインダ樹脂との混合水溶液であって前記防曇剤および前記バインダ樹脂を固形分量としてそれぞれ10〜400mg/m2を塗布した後、乾燥させてコート層を形成するコート層形成工程と、
を備える防曇性ポリオレフィン系シートの製造方法により得られる防曇性ポリオレフィン系シートを熱成形して得られることを特徴とする防曇性ポリオレフィン系シートの成形体。
【請求項2】
請求項1に記載の防曇性ポリオレフィン系シートの成形体であって、
前記溶融ポリオレフィンが溶融したプロピレン単独重合体からなるものである
ことを特徴とする防曇性ポリオレフィン系シートの成形体。
【請求項3】
請求項1または請求項2に記載の防曇性ポリオレフィン系シートの成形体であって、
前記コート層形成工程における、前記バインダ樹脂がアクリル樹脂である
ことを特徴とする防曇性ポリオレフィン系シートの成形体。
【請求項4】
請求項1から請求項3までのいずれか1項に記載の防曇性ポリオレフィン系シートの成形体を用いたことを特徴とする食品包装用成形体。
【請求項1】
複数の冷却ロールに巻装されたエンドレスベルトと鏡面冷却ロールとの間に溶融ポリオレフィンを導入後、前記エンドレスベルトおよび鏡面冷却ロールで前記溶融ポリオレフィンを圧接してシート状に成形するとともに、急冷してポリオレフィン系樹脂シートを成形するシート成形工程と、
このシート成形工程により得られたポリオレフィン系樹脂シートの少なくとも一方の表面に、防曇剤とバインダ樹脂との混合水溶液であって前記防曇剤および前記バインダ樹脂を固形分量としてそれぞれ10〜400mg/m2を塗布した後、乾燥させてコート層を形成するコート層形成工程と、
を備える防曇性ポリオレフィン系シートの製造方法により得られる防曇性ポリオレフィン系シートを熱成形して得られることを特徴とする防曇性ポリオレフィン系シートの成形体。
【請求項2】
請求項1に記載の防曇性ポリオレフィン系シートの成形体であって、
前記溶融ポリオレフィンが溶融したプロピレン単独重合体からなるものである
ことを特徴とする防曇性ポリオレフィン系シートの成形体。
【請求項3】
請求項1または請求項2に記載の防曇性ポリオレフィン系シートの成形体であって、
前記コート層形成工程における、前記バインダ樹脂がアクリル樹脂である
ことを特徴とする防曇性ポリオレフィン系シートの成形体。
【請求項4】
請求項1から請求項3までのいずれか1項に記載の防曇性ポリオレフィン系シートの成形体を用いたことを特徴とする食品包装用成形体。
【図1】

【図2】
【図2】
【公開番号】特開2010−180407(P2010−180407A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2010−50857(P2010−50857)
【出願日】平成22年3月8日(2010.3.8)
【分割の表示】特願2002−536362(P2002−536362)の分割
【原出願日】平成13年10月15日(2001.10.15)
【出願人】(000183646)出光興産株式会社 (2,069)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成22年3月8日(2010.3.8)
【分割の表示】特願2002−536362(P2002−536362)の分割
【原出願日】平成13年10月15日(2001.10.15)
【出願人】(000183646)出光興産株式会社 (2,069)
【Fターム(参考)】
[ Back to top ]