
防水・防塵キーシート及びその製造方法
【課題】携帯用電子機器に用いる、補強板に弾性体を一体化した、軽量かつ補強板裏面に弾性体の回りこみのない防水・防塵キーシート及びその製造方法を提供する。
【解決手段】PC樹脂からなる補強板32を射出成形金型の下型に載置し、金型の上型の下面に設けた複数のピンで補強板を下型に押えつけた状態で、シリコーンゴムを射出充填して得られる、PC樹脂の補強板32とシリコーンゴムの弾性体22とが密着一体化されたキーシート12において、弾性体22の上面端部又は側面には圧接部を設け、この圧接部とカバー62の下面又は側壁内面とを強固に圧接する。
【解決手段】PC樹脂からなる補強板32を射出成形金型の下型に載置し、金型の上型の下面に設けた複数のピンで補強板を下型に押えつけた状態で、シリコーンゴムを射出充填して得られる、PC樹脂の補強板32とシリコーンゴムの弾性体22とが密着一体化されたキーシート12において、弾性体22の上面端部又は側面には圧接部を設け、この圧接部とカバー62の下面又は側壁内面とを強固に圧接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、携帯用電子機器のキーシートに関する。より具体的には、携帯用電子機器に用いる、補強板と弾性体とを一体化した防水・防塵キーシートに関する。
【背景技術】
【0002】
携帯電話機等の操作部に用いる押釦スイッチ用のキーシートに関し、機器の筐体に形成した仕切桟の無い操作開口から複数のキートップを露出させて使用するのに好適なキーシートのベースシートとして、キートップを固着するゴム状弾性体でなる複数の浮動支持部と、浮動支持部を押圧変位可能に支持する硬質樹脂でなる薄板状の補強部材とから構成されるものが知られている。
【0003】
このような構成によると、ベースシートの歪みが、補強部材によって、殆ど無くなるので、ベースシートの歪みに起因する諸問題、すなわち、キートップと接点スイッチとの位置ずれによる操作不良、キートップごとに押圧ストローク量が相違することによる操作性の悪化、機器のデザイン性への悪影響、キートップどうしの潜り込み、を殆ど無くせることが開示されている。
【0004】
さらに、上記構造において、ベースシートの硬質樹脂からなる薄板上補強部材の外周部に熱可塑性エラストマーからなる圧接受け部を形成し、この圧接受け部を筐体の開口縁側部分に圧接して、液体や塵埃に対して筐体内部をシールする方法が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−327420号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、補強部材に導光板としての機能も持たせようとする場合、光学設計上、やたらに貫通孔を開けられないため、及び防水・防塵上の観点からも、補強部材へのゴム状弾性体の一体化成形時に、ゴムが回りこんで不必要な部分に付着しないようにする対策を施すことが求められるが、特許文献1には、そのようなゴムの回りこみ対策に関する開示はない。
【0007】
また、導光板機能を持たせた補強部材には、回路基板上に設置されている1つ又は複数のLED(光源)に対応した箇所(補強板の裏面側、この場合回路基板側となる。)にLED(光源)の高さ分を考慮した凹部(LEDホール)を設ける場合が多い。そしてキーシートを電子機器に組込んだときに回路基板上のLED(光源)が補強板の凹部(LEDホール)内に収納される状態となり、その凹部の内側壁から入射されたLED(光源)の光が補強部材内に拡がる。このため一体成形時にゴムが裏周りすることによってこれら凹部(LEDホール)内にゴム状弾性体が流入しバリ等の不要な付着物として存在した場合には、補強板とゴム状弾性体の透明性の差によってLED(光源)から発せられた光の拡散が阻害され、予期しない輝度低下や輝度ムラを招く要因となっていた。
【0008】
さらにゴムが補強板の凹部(LEDホール)以外の不要な箇所に付着することによって一体成形後のキーシートに厚みのばらつきが大きくなり、結果として筐体カバーとの圧接力にばらつきが生じ、キーシートの保持力だけでなく、十分な防水・防塵効果を得ることが出来ない。
【0009】
また、特許文献1に提案されている圧接受け部は、筐体の開口縁側に平面で圧接される構造となっているが、押釦の押圧操作により、圧接部は圧接平面に垂直な方向に繰り返し変形するので、圧接部が筐体から剥離するおそれがあり、防水・防塵構造としては十分でないという問題がある。
【0010】
さらに補強部材 裏面の所定の箇所にゴムを配置させる提案(特許文献1の第2、第3の実施形態)はキーシートの総厚が増加するため、近年ますます要求される電子携帯機器の小型軽量化・薄型化の観点からかけ離れてしまう。
【0011】
そこで、本発明は上記問題点に鑑みなされたものであって、携帯用電子機器に用いる、補強板に弾性体を一体化した、軽量かつ補強板裏面に弾性体の回りこみのない防水・防塵キーシート及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
このような目的は、下記(1)〜(14)の本発明により達成される。
【0013】
(1)中央部に1つ又は複数の開口部を有する補強板と、その補強板の側面外周と、開口部と、上面とを少なくとも覆うように、補強板の側面外周と上面とに密着一体化された弾性体とからなり、弾性体は、その弾性体の上面に接着される複数のキートップの外周部にその複数のキートップを囲んで配置されるカバーの下面又は側壁内面と圧接するための圧接部を備えることを特徴とする防水・防塵キーシート。
【0014】
(2)圧接部は、弾性体の外周部に全周にわたって設けられた凸部及び/又は凹部であることを特徴とする(1)に記載の防水・防塵キーシート。
【0015】
(3)弾性体はすり鉢状又は上に開いたテーパ状の複数の穴を備え、その穴の端部は補強板の縁から0.2mm以上内側に離間していることを特徴とする(1)又は(2)に記載の防水・防塵キーシート。
【0016】
(4)補強板は、熱可塑性又は熱硬化性の硬質樹脂からなることを特徴とする(1)〜(3)のいずれかに記載の防水・防塵キーシート。
【0017】
(5)補強板は、ポリカーボネート樹脂からなることを特徴とする(1)〜(4)のいずれかに記載の防水・防塵キーシート。
【0018】
(6)弾性体はシリコーンゴムからなることを特徴とする(1)〜(5)のいずれかに記載の防水・防塵キーシート。
【0019】
(7)加熱した成形金型の下型に補強板の成形体を挿入する工程と、加熱した複数のピンを備えた成形金型の上型を、ピンが補強板の成形体に当接するまで接近させ、ピンにより補強板を押える工程と、下型と上型との隙間に、弾性樹脂を注入する工程と、弾性樹脂を硬化させる工程と、上型を下型から分離し、補強板の成形体と弾性樹脂からなる弾性体とからなる一体成形キーシートを下型から取り出す工程と、を順に含むことを特徴とする防水・防塵キーシートの製造方法。
【0020】
(8)弾性体は、その弾性体の上面に接着される複数のキートップの外周部にその複数のキートップを囲んで配置されるカバーの下面又は側壁内面と圧接するための圧接部を備えることを特徴とする(7)に記載の防水・防塵キーシートの製造方法。
【0021】
(9)圧接部は、弾性体の外周部に全周にわたって設けられた凸部及び/又は凹部であることを特徴とする(7)又は(8)に記載の防水・防塵キーシートの製造方法。
【0022】
(10)ピンはすり鉢状又は上に開いたテーパ状の縦断面形状を有し、ピンの底面の端部は補強板の成形体の縁から0.2mm以上内側に離間して、補強板の成形体に当接するように配置されていることを特徴とする(7)〜(9)のいずれかに記載の防水・防塵キーシートの製造方法。
【0023】
(11)補強板の成形体は、熱可塑性又は熱硬化性の硬質樹脂からなることを特徴とする(7)〜(10)のいずれかに記載の防水・防塵キーシートの製造方法。
【0024】
(12)補強板の成形体は、ポリカーボネート樹脂からなることを特徴とする(7)〜(11)のいずれかに記載の防水・防塵キーシートの製造方法。
【0025】
(13)弾性樹脂はシリコーンゴムからなることを特徴とする(7)〜(12)のいずれかに記載の防水・防塵キーシートの製造方法。
【0026】
(14)金型の下型は、アンダーカットを含むことを特徴とする(7)〜(13)のいずれかに記載の防水・防塵キーシートの製造方法。
【発明の効果】
【0027】
本発明によれば、携帯用電子機器に用いる、補強板に弾性体を一体化した、軽量かつ補強板裏面に弾性体の回りこみのない防水・防塵キーシート及びその製造方法を提供することができる。
【図面の簡単な説明】
【0028】
【図1】本発明の第1実施形態に係るキーシートの組立構成を示す斜視図である。
【図2】本発明の実施例1に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【図3】本発明の実施例2に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【図4】本発明の実施例3に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【図5】本発明の実施例4に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【図6】本発明の第2実施形態に係るキーシートの組立構成を示す斜視図である。
【図7】本発明の第2実施形態に係る補強板におけるピンの当接位置を示す 部分上面図である。
【図8】本発明の第2実施形態に係るキーシートの製造工程の概略を示す流れ図である。
【図9】本発明の第2実施形態に係る、金型の下型に設けたアンダーカット形状のピンの配置状態を示す断面図である。
【発明を実施するための形態】
【0029】
以下、添付図面を参照して、本発明を実施するための形態(以下、実施形態という。)について詳細に説明する。本実施形態においては、補強板と弾性体とが密着一体化された状態にあるシートをキーシートと言う。
【0030】
(第1実施形態)
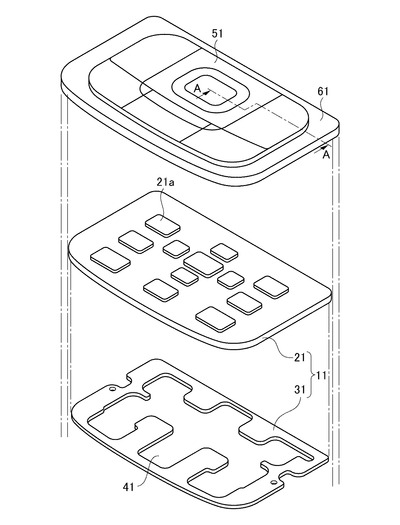
図1は、本発明の第1実施形態に係るキーシートの組立構成を示す斜視図である。
【0031】
本発明の第1実施形態に係るキーシート11は、図1に示したように、中央部に1つ又は複数の開口部41を有する補強板31と、補強板31の側面外周と、開口部41と、上面とを少なくとも覆うように、補強板31の側面外周と上面とに密着一体化された弾性体21とから構成される。弾性体21は、補強板31の下面も部分的に覆うような構成であってもよい。
【0032】
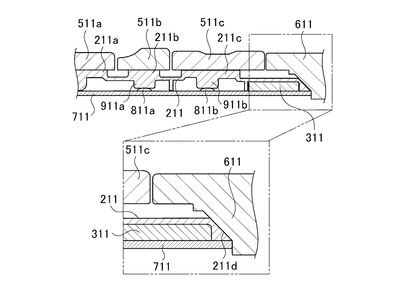
図2は、本発明の実施例1に係るキーシートの組立構成を示す、図1のA−A矢視断面図であり、キーシート11の複数の押圧部21aに複数のキートップ51が接着され、複数のキートップ51を囲んでカバー61が配置されている。
【0033】
図2に示したように、弾性体211は、圧接部211dでカバー611のテーパをつけた側壁内面に全周にわたって圧接されている。全周にわたる圧接部の断面構成としては、図1の弾性体21の外周部近傍に凸部を設けてもよいし、カバー61の内面に凸部を設けてもよいし、弾性体21の外周部近傍に設けた凸部に対応するカバー61の内面に凹部を設けるか、またはカバー61の内面に設けた凸部に対応する弾性体21の外周部に凹部を設けて両者を嵌合してもよい。さらにキーシートを構成する弾性体211は、押圧部211a,211b,211cとキーシート外縁部にある圧接部211dのゴム硬度が異なる2種の弾性体からなる構成としてもよい。
【0034】
このような全周にわたる凸部又は凹部の断面形状は、円弧状、矩形状及び台形状のいずれでもよい。また、複数の凸部又は凹部の断面形状を有する圧接部を弾性体21の外周部近傍に全周にわたって設けてもよい。
【0035】
弾性体211の押圧部211aにはキートップ511aが、押圧部211bにはキートップ511bが、押圧部211cにはキートップ511cが接着されている。例えば、キートップ511bを押圧すると押圧部211bを介して、押圧部211bの下側に接して配置されているスイッチ811aが押し込まれて、押子811aが載置されている回路基板711内の回路に信号が発信される。
【0036】
補強板31を構成する材料としては、ポリカーボネート樹脂、ポリメチルメタクリレート樹脂、ポリプロピレン樹脂、ポリスチレン系樹脂、ポリアクリル系共重合樹脂、ポリオレフィン系樹脂、アクリロニトリルブタジエンスチレン樹脂、ポリエステル系樹脂、エポキシ系樹脂、ポリウレタン系樹脂、ポリイミド樹脂、ポリアミドイミド樹脂などを含むポリアミド樹脂、シリコーン系樹脂、メラミン樹脂などのアミノ樹脂、アリル樹脂、フラン樹脂、フェノール系樹脂、フッ素樹脂、ポリアリレート樹脂、ポリアリルスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂等、熱可塑性樹脂、熱硬化性樹脂のいずれも用いることができるが、後述する弾性体21との一体成形における接着性の観点で、100℃以上の耐熱温度を有するものが好ましい。中でも、入手性、透明性、寸法安定性、耐熱性等の観点から、ポリカーボネート(PC)樹脂が、補強板31としては最も好ましい。
【0037】
弾性体21を構成する材料としては、シリコーンゴム、イソプレンゴム、エチレンプロピレンゴム、ブタジエンゴム、クロロプレンゴム、天然ゴム等の熱硬化性エラストマー、及びスチレン系、エステル系、ウレタン系、オレフィン系、アミド系、ブタジエン系、エチレン−酢酸ビニル系、フッ素ゴム系、イソプレン系、塩素化ポリエチレン系などの熱可塑性エラストマーのいずれも使用することができる。中でも、弾性、柔軟性、透明性、耐久性の観点から、シリコーンゴムが弾性体21を構成する材料として好ましい。さらには十分な防水・防塵効果を得るために、弾性体21を構成する材料の硬度はJIS K6253 タイプA 20〜80が望ましい。
【0038】
補強板31と弾性体21とが密着一体化されたキーシート11は、例えば、特開平6−171021号公報に開示されているような、PC樹脂成形体にシリコーンゴムを射出成形するという公知の方法によって製造することができる。すなわち、PC樹脂からなる補強板の成形体を射出成形で製造しておき、この成形体を射出成形金型の下型に載置する。次いで下型に上型を重ねてシリコーンゴムを射出充填すれば、PC樹脂からなる補強板31とシリコーンゴムからなる弾性体21とが密着一体成形されたキーシート11を得ることができる。
【0039】
(第2実施形態)
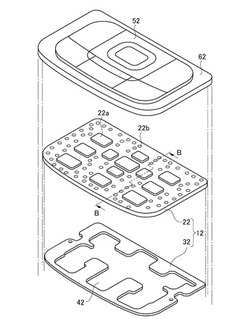
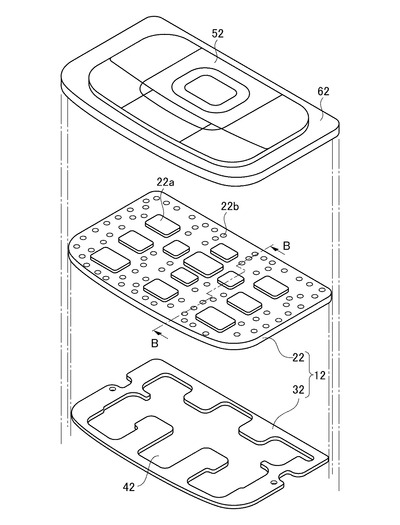
図6は本発明の第2実施形態に係るキーシートの組立構成を示す斜視図であり、図7は本発明の第2実施形態に係る補強板の部分上面図であり、図8は本発明の第2実施形態に係るキーシートの製造工程の概略を、図6のキーシート12のB−B矢視断面図によって示したものである。
【0040】
本発明の第2実施形態に係るキーシート12は、第1実施例にかかる図1のキーシート11と同様であり、図6に示したように、中央部に1つ又は複数の開口部42を有する補強板32と、補強板32の側面外周と、開口部42と、上面とを少なくとも覆うように、補強板32の側面外周と上面とに密着一体化された弾性体22とから構成される。
【0041】
弾性体22は、複数の押圧部22aと、弾性体22を貫通する複数の孔22bとを備える。これら複数の孔22bはキーシート12の軽量化の効果を有する。
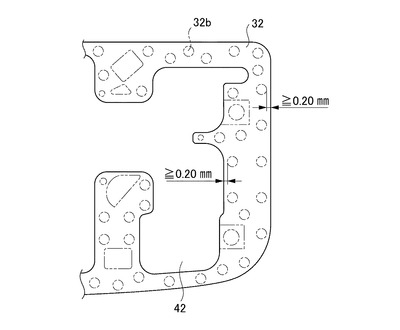
【0042】
第2実施形態においては、図7に示したように、弾性体22に設けた複数の孔22bは、キーシート12において、それぞれの孔22bの端が補強板32の縁から0.2mm以上離間するように配置されている。離間が0.2mm未満であると、弾性体22と補強板32の密着性に悪影響を及ぼし、キーシート12の防水性、防塵性を損うおそれがある。
【0043】
第2実施形態のキーシート12の構成は、弾性体22に複数の孔22bを設けたこと以外は第1実施形態のキーシート11の構成と同様である。第2実施形態のキーシート12も、弾性体22の外周部近傍に全周にわたって設けられた圧接部により、第1実施形態のキーシート11が弾性体21の外周部近傍に全周にわたって設けられた例えば圧接部211dによってカバー61の下面又は側壁内面に圧接されるのと同様に、カバー62の下面又は側壁内面に圧接される。また、第2実施形態のキーシート12の、キートップ52及びカバー62と組合せた機能は、第1実施形態のキーシート11の、キートップ51及びカバー61と組合せた機能と同様である。
【0044】
次に、本発明の第2実施形態に係るキーシート12の製造方法について、図7、8を用いて説明する。
【0045】
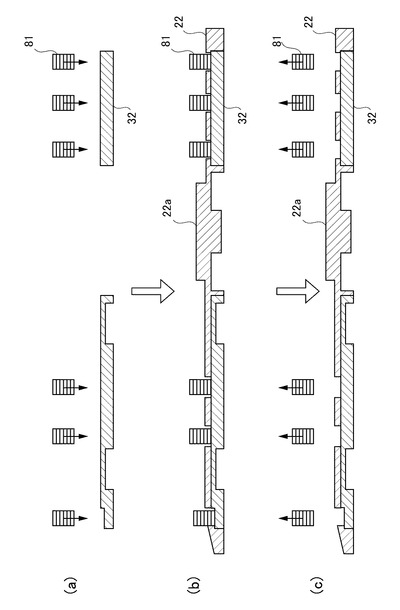
まず、PC樹脂からなる、所定の寸法、形状を有する補強板32をあらかじめ射出成形しておき、この補強板32の成形体を射出成形の金型の下型(図示せず)に載置する。次いで、下面に複数のピン81を備えた金型の上型(図示せず)を下型に重ねて、複数のピン81の底面を補強板32の上面の図7に示した位置に当接させる(図8(a))。図7に示したように、複数のピン81の底面は、それらの端が補強板32の縁から0.2mm以上離間して補強板32に当接するように設けられている。この状態で、金型の上型の下面と補強板32と金型の下型の上面とで囲まれる空間は、弾性体22を形成するように設けられる。金型の上型、下型は、所定の温度に加熱されている。次に、この金型の上型の下面と補強板32と金型の下型の上面とで囲まれる空間に、シリコーンゴムを射出充填する(図8(b))。次いで、射出されたシリコーンゴムを硬化させ、金型の上型と下型を離型して、補強板32と弾性体22とが密着一体化したキーシート12を取り出す(図8(c))。
【0046】
上記のように、金型の上型の下面と補強板32と金型の下型の上面とで囲まれる空間に、シリコーンゴムを射出充填するときは、補強板32は、複数のピン81が上面に当接されることによって、金型の下型の上面に押し付けられている。このため、シリコーンゴムが空間に流れ込んでも、補強板32が浮き上がって補強板32裏面の不要な部分にシリコーンゴムが回り込むおそれはない。従って、本発明の第2実施形態によれば、裏面の不要な箇所にシリコーンゴムのバリ等の付着物のないPC樹脂補強板とシリコーンゴム弾性体が密着一体化したキーシートを得ることができる。さらには透明性の高いPC樹脂補強板を用いることにより、ライトガイド機能を兼ね備えた導光板として使用することも可能になる。また、PC樹脂補強板の下側に、シリコーンゴムのバリ等の付着物による隙間がなくなり、回路基板を密着配置することができ、防水・防塵効果はさらに高まる。
【0047】
また、PC樹脂補強板の下側に、シリコーンゴムのバリ等の付着物がなくなることによってキーシート自体の厚みのばらつきが解消され、補強板と一体成形され外周部に設けられた弾性体からなる圧接部とカバーとの圧接力の精度も良好となり、密封性が安定し、防水・防塵効果が格段に高まる。さらには補強板裏面と弾性体の押圧部裏面にある突出部との距離精度が高まり、キートップを介して回路基板上のスイッチを押し込んだときのクリック荷重のキーシートの個体差によるばらつきも大幅に減少する。
【0048】
射出充填されたシリコーンゴムを硬化させ、金型の上型と下型を離型するとき、キーシートからピン81の抜けをよくするために、ピン81のたて断面形状は、すり鉢状か、上広がりの台形状とすることが好ましい。
【0049】
金型の上型と下型の離型時に、一体成形したキーシートが上型に接着又は粘着する「食いつき」を防止するために、上記ピン81の断面形状に加えて、以下の対策を実施することが好ましい。
(イ)金型の上型に下型より離型性の高いメッキ処理を施す。
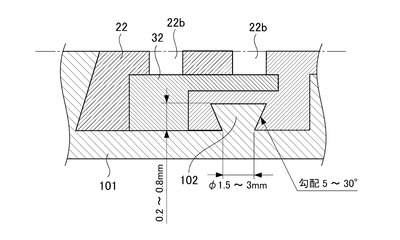
(ロ)図9は、シリコーンゴムを射出成形して金型の上型をPL(金型合せ面)から分離した後の、金型の下型に設けたアンダーカット形状のピンの配置状態を示す断面図である。図9に示したように、金型の下型101に、弾性体22が形成される部位にアンダーカット形状のピン102を設け、一体成形時に弾性体22と下型101のアンダ−カット形状のピン102が嵌合するように構成する。アンダ−カット形状のピン102の高さは補強部材の厚みにもよるが好ましくは0.2〜0.8mm、ピン径はφ1.5〜3.0mmが好ましい。またピンの勾配は5〜30°が好ましい。アンダ−カット形状のピン102の下型101への配置数は任意に複数設置することにより「食いつき」防止としての効果がさらに得られる。
【実施例】
【0050】
以下、本発明の実施形態に係る実施例1〜4について、図2〜5を用いて説明する。
【0051】
(実施例1)
図2は、本発明の実施例1に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【0052】
図1のA−A矢視断面の右端部分の拡大図を図2中に示した。PC樹脂からなる補強板311の成形体に射出成形されて密着一体化されたシリコーンゴムからなる弾性体211の端部の圧接部211dは、カバー611の当接する側壁内周断面のテーパ角と同じテーパ角をなして形成されている。カバー611に下向きの力を加えると、弾性体211の圧接部211dはカバー611の側壁内面に全周にわたって強固に圧接される。
【0053】
(実施例2)
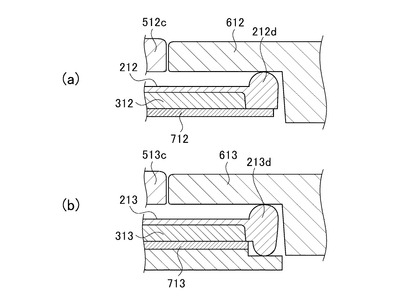
図3(a)、(b)は、本発明の実施例2に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【0054】
実施例2においては、図3(a)に示したように、PC樹脂からなる補強板312の成形体に射出成形されて密着一体化されたシリコーンゴムからなる弾性体212の端部の圧接部212dは、上側に円弧状の凸部をなして形成されている。カバー612に下向きの力を加えると、弾性体212の圧接部211dはカバー611の下側面に全周にわたって強固に圧接される。
【0055】
図3(b)は図3(a)の変形例を示したものであり、圧接部213dの下側にある筐体の圧接受け部と強固に圧接される。
【0056】
(実施例3)
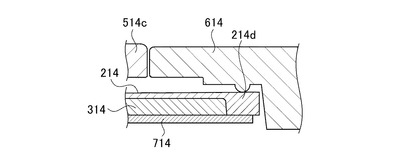
図4は、本発明の実施例3に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【0057】
実施例3においては、図4に示したように、圧接部214dはシリコーンゴムからなる弾性体214の上面と同じ平面であるが、カバー614の下側面には円弧状の凸部が形成されており、カバー614に下向きの力を加えると、圧接部214dはカバー614の下側面の凸部に全周にわたって強固に圧接される。
【0058】
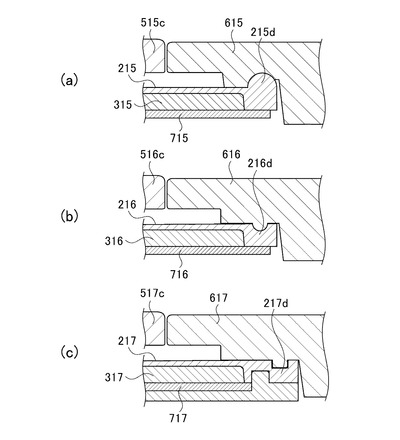
(実施例4)
図5(a)、(b)、(c)は、実施例4に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【0059】
実施例4においては、弾性体の端部の凸部又は凹部と、カバーの下面に設けた凹部又は凸部とが嵌合して圧接される構成となっている。
【0060】
図5(a)においては、圧接部215dは円弧状の凸部をなし、この凸部はカバー615に設けられた凹部に嵌合する構成となっていて、カバー615に下向きの力を加えると、圧接部215dはカバー615の下側面の凹部に全周にわたって嵌合されて強固に圧接される。
【0061】
図5(b)においては、圧接部216dは円弧状の凹部をなし、この凹部はカバー616に設けられた凸部に嵌合する構成となっていて、カバー616に下向きの力を加えると、圧接部216dはカバー616の下側面の凸部に全周にわたって嵌合されて強固に圧接される。
【0062】
図5(c)は、図5(b)の変形例を示したものであり、圧接部217dの下側にある筐体の圧接受け部も嵌合されて強固に圧接される。前記下側にある筐体の圧接受け部には弾性体の圧接部217dの裏面側の凹部と嵌合される為の凸部が構成されている。圧接部217dはカバー617の下側面の凸部と前記筐体
の圧接受け部の凸部とが同時に嵌合され圧接される形態である。
【0063】
本発明の実施形態から、以下の構成、方法により、携帯用電子機器に用いる、補強板に弾性体を一体化した、軽量かつ補強板裏面に弾性体の回りこみのない防水・防塵キーシート及びその製造方法を提供できることが明らかとなった。
(A)弾性体の上面端部又は側面に全周にわたって圧接部を設け、対向するカバーの下面又は側壁内面と圧接する。
(B)射出成形用金型の上型の下面に複数のピンを設け、このピンで補強板の成形体を金型の下型に押えつけた状態で、弾性体樹脂を射出充填する。
(C)上記ピンの断面形状をすり鉢状又は上に開いた台形状とする。
(D)弾性体の下面及び/又は側面に、アンダーカット及び/又は食いきり部を設ける。
【0064】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが、当業者には明らかである。また、その様な変更または改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0065】
11、12 キーシート
21、22 弾性体
21a、22a 押圧部
22b 孔
31、32 補強板
32b ピン当接部
41、42 開口部
51、52 キートップ
61、62 カバー
81 ピン
101 下型
102 アンダーカット形状のピン
211、212、213、214、215、216、217
弾性体
211a、211b、211c 押圧部
211d、212d、213d、214d、215d、216d、217d
圧接部
311、312、313、314、315、316、317
補強板
511a、511b、511c、512c、513c、514c、515c、516c、517c
キートップ
611、612、613、614、615、616、617
カバー
711、712、713、714、715、716、717
回路基板
811a、811b スイッチ
911a、911b 押子
【技術分野】
【0001】
本発明は、携帯用電子機器のキーシートに関する。より具体的には、携帯用電子機器に用いる、補強板と弾性体とを一体化した防水・防塵キーシートに関する。
【背景技術】
【0002】
携帯電話機等の操作部に用いる押釦スイッチ用のキーシートに関し、機器の筐体に形成した仕切桟の無い操作開口から複数のキートップを露出させて使用するのに好適なキーシートのベースシートとして、キートップを固着するゴム状弾性体でなる複数の浮動支持部と、浮動支持部を押圧変位可能に支持する硬質樹脂でなる薄板状の補強部材とから構成されるものが知られている。
【0003】
このような構成によると、ベースシートの歪みが、補強部材によって、殆ど無くなるので、ベースシートの歪みに起因する諸問題、すなわち、キートップと接点スイッチとの位置ずれによる操作不良、キートップごとに押圧ストローク量が相違することによる操作性の悪化、機器のデザイン性への悪影響、キートップどうしの潜り込み、を殆ど無くせることが開示されている。
【0004】
さらに、上記構造において、ベースシートの硬質樹脂からなる薄板上補強部材の外周部に熱可塑性エラストマーからなる圧接受け部を形成し、この圧接受け部を筐体の開口縁側部分に圧接して、液体や塵埃に対して筐体内部をシールする方法が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−327420号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、補強部材に導光板としての機能も持たせようとする場合、光学設計上、やたらに貫通孔を開けられないため、及び防水・防塵上の観点からも、補強部材へのゴム状弾性体の一体化成形時に、ゴムが回りこんで不必要な部分に付着しないようにする対策を施すことが求められるが、特許文献1には、そのようなゴムの回りこみ対策に関する開示はない。
【0007】
また、導光板機能を持たせた補強部材には、回路基板上に設置されている1つ又は複数のLED(光源)に対応した箇所(補強板の裏面側、この場合回路基板側となる。)にLED(光源)の高さ分を考慮した凹部(LEDホール)を設ける場合が多い。そしてキーシートを電子機器に組込んだときに回路基板上のLED(光源)が補強板の凹部(LEDホール)内に収納される状態となり、その凹部の内側壁から入射されたLED(光源)の光が補強部材内に拡がる。このため一体成形時にゴムが裏周りすることによってこれら凹部(LEDホール)内にゴム状弾性体が流入しバリ等の不要な付着物として存在した場合には、補強板とゴム状弾性体の透明性の差によってLED(光源)から発せられた光の拡散が阻害され、予期しない輝度低下や輝度ムラを招く要因となっていた。
【0008】
さらにゴムが補強板の凹部(LEDホール)以外の不要な箇所に付着することによって一体成形後のキーシートに厚みのばらつきが大きくなり、結果として筐体カバーとの圧接力にばらつきが生じ、キーシートの保持力だけでなく、十分な防水・防塵効果を得ることが出来ない。
【0009】
また、特許文献1に提案されている圧接受け部は、筐体の開口縁側に平面で圧接される構造となっているが、押釦の押圧操作により、圧接部は圧接平面に垂直な方向に繰り返し変形するので、圧接部が筐体から剥離するおそれがあり、防水・防塵構造としては十分でないという問題がある。
【0010】
さらに補強部材 裏面の所定の箇所にゴムを配置させる提案(特許文献1の第2、第3の実施形態)はキーシートの総厚が増加するため、近年ますます要求される電子携帯機器の小型軽量化・薄型化の観点からかけ離れてしまう。
【0011】
そこで、本発明は上記問題点に鑑みなされたものであって、携帯用電子機器に用いる、補強板に弾性体を一体化した、軽量かつ補強板裏面に弾性体の回りこみのない防水・防塵キーシート及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
このような目的は、下記(1)〜(14)の本発明により達成される。
【0013】
(1)中央部に1つ又は複数の開口部を有する補強板と、その補強板の側面外周と、開口部と、上面とを少なくとも覆うように、補強板の側面外周と上面とに密着一体化された弾性体とからなり、弾性体は、その弾性体の上面に接着される複数のキートップの外周部にその複数のキートップを囲んで配置されるカバーの下面又は側壁内面と圧接するための圧接部を備えることを特徴とする防水・防塵キーシート。
【0014】
(2)圧接部は、弾性体の外周部に全周にわたって設けられた凸部及び/又は凹部であることを特徴とする(1)に記載の防水・防塵キーシート。
【0015】
(3)弾性体はすり鉢状又は上に開いたテーパ状の複数の穴を備え、その穴の端部は補強板の縁から0.2mm以上内側に離間していることを特徴とする(1)又は(2)に記載の防水・防塵キーシート。
【0016】
(4)補強板は、熱可塑性又は熱硬化性の硬質樹脂からなることを特徴とする(1)〜(3)のいずれかに記載の防水・防塵キーシート。
【0017】
(5)補強板は、ポリカーボネート樹脂からなることを特徴とする(1)〜(4)のいずれかに記載の防水・防塵キーシート。
【0018】
(6)弾性体はシリコーンゴムからなることを特徴とする(1)〜(5)のいずれかに記載の防水・防塵キーシート。
【0019】
(7)加熱した成形金型の下型に補強板の成形体を挿入する工程と、加熱した複数のピンを備えた成形金型の上型を、ピンが補強板の成形体に当接するまで接近させ、ピンにより補強板を押える工程と、下型と上型との隙間に、弾性樹脂を注入する工程と、弾性樹脂を硬化させる工程と、上型を下型から分離し、補強板の成形体と弾性樹脂からなる弾性体とからなる一体成形キーシートを下型から取り出す工程と、を順に含むことを特徴とする防水・防塵キーシートの製造方法。
【0020】
(8)弾性体は、その弾性体の上面に接着される複数のキートップの外周部にその複数のキートップを囲んで配置されるカバーの下面又は側壁内面と圧接するための圧接部を備えることを特徴とする(7)に記載の防水・防塵キーシートの製造方法。
【0021】
(9)圧接部は、弾性体の外周部に全周にわたって設けられた凸部及び/又は凹部であることを特徴とする(7)又は(8)に記載の防水・防塵キーシートの製造方法。
【0022】
(10)ピンはすり鉢状又は上に開いたテーパ状の縦断面形状を有し、ピンの底面の端部は補強板の成形体の縁から0.2mm以上内側に離間して、補強板の成形体に当接するように配置されていることを特徴とする(7)〜(9)のいずれかに記載の防水・防塵キーシートの製造方法。
【0023】
(11)補強板の成形体は、熱可塑性又は熱硬化性の硬質樹脂からなることを特徴とする(7)〜(10)のいずれかに記載の防水・防塵キーシートの製造方法。
【0024】
(12)補強板の成形体は、ポリカーボネート樹脂からなることを特徴とする(7)〜(11)のいずれかに記載の防水・防塵キーシートの製造方法。
【0025】
(13)弾性樹脂はシリコーンゴムからなることを特徴とする(7)〜(12)のいずれかに記載の防水・防塵キーシートの製造方法。
【0026】
(14)金型の下型は、アンダーカットを含むことを特徴とする(7)〜(13)のいずれかに記載の防水・防塵キーシートの製造方法。
【発明の効果】
【0027】
本発明によれば、携帯用電子機器に用いる、補強板に弾性体を一体化した、軽量かつ補強板裏面に弾性体の回りこみのない防水・防塵キーシート及びその製造方法を提供することができる。
【図面の簡単な説明】
【0028】
【図1】本発明の第1実施形態に係るキーシートの組立構成を示す斜視図である。
【図2】本発明の実施例1に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【図3】本発明の実施例2に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【図4】本発明の実施例3に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【図5】本発明の実施例4に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【図6】本発明の第2実施形態に係るキーシートの組立構成を示す斜視図である。
【図7】本発明の第2実施形態に係る補強板におけるピンの当接位置を示す 部分上面図である。
【図8】本発明の第2実施形態に係るキーシートの製造工程の概略を示す流れ図である。
【図9】本発明の第2実施形態に係る、金型の下型に設けたアンダーカット形状のピンの配置状態を示す断面図である。
【発明を実施するための形態】
【0029】
以下、添付図面を参照して、本発明を実施するための形態(以下、実施形態という。)について詳細に説明する。本実施形態においては、補強板と弾性体とが密着一体化された状態にあるシートをキーシートと言う。
【0030】
(第1実施形態)
図1は、本発明の第1実施形態に係るキーシートの組立構成を示す斜視図である。
【0031】
本発明の第1実施形態に係るキーシート11は、図1に示したように、中央部に1つ又は複数の開口部41を有する補強板31と、補強板31の側面外周と、開口部41と、上面とを少なくとも覆うように、補強板31の側面外周と上面とに密着一体化された弾性体21とから構成される。弾性体21は、補強板31の下面も部分的に覆うような構成であってもよい。
【0032】
図2は、本発明の実施例1に係るキーシートの組立構成を示す、図1のA−A矢視断面図であり、キーシート11の複数の押圧部21aに複数のキートップ51が接着され、複数のキートップ51を囲んでカバー61が配置されている。
【0033】
図2に示したように、弾性体211は、圧接部211dでカバー611のテーパをつけた側壁内面に全周にわたって圧接されている。全周にわたる圧接部の断面構成としては、図1の弾性体21の外周部近傍に凸部を設けてもよいし、カバー61の内面に凸部を設けてもよいし、弾性体21の外周部近傍に設けた凸部に対応するカバー61の内面に凹部を設けるか、またはカバー61の内面に設けた凸部に対応する弾性体21の外周部に凹部を設けて両者を嵌合してもよい。さらにキーシートを構成する弾性体211は、押圧部211a,211b,211cとキーシート外縁部にある圧接部211dのゴム硬度が異なる2種の弾性体からなる構成としてもよい。
【0034】
このような全周にわたる凸部又は凹部の断面形状は、円弧状、矩形状及び台形状のいずれでもよい。また、複数の凸部又は凹部の断面形状を有する圧接部を弾性体21の外周部近傍に全周にわたって設けてもよい。
【0035】
弾性体211の押圧部211aにはキートップ511aが、押圧部211bにはキートップ511bが、押圧部211cにはキートップ511cが接着されている。例えば、キートップ511bを押圧すると押圧部211bを介して、押圧部211bの下側に接して配置されているスイッチ811aが押し込まれて、押子811aが載置されている回路基板711内の回路に信号が発信される。
【0036】
補強板31を構成する材料としては、ポリカーボネート樹脂、ポリメチルメタクリレート樹脂、ポリプロピレン樹脂、ポリスチレン系樹脂、ポリアクリル系共重合樹脂、ポリオレフィン系樹脂、アクリロニトリルブタジエンスチレン樹脂、ポリエステル系樹脂、エポキシ系樹脂、ポリウレタン系樹脂、ポリイミド樹脂、ポリアミドイミド樹脂などを含むポリアミド樹脂、シリコーン系樹脂、メラミン樹脂などのアミノ樹脂、アリル樹脂、フラン樹脂、フェノール系樹脂、フッ素樹脂、ポリアリレート樹脂、ポリアリルスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂等、熱可塑性樹脂、熱硬化性樹脂のいずれも用いることができるが、後述する弾性体21との一体成形における接着性の観点で、100℃以上の耐熱温度を有するものが好ましい。中でも、入手性、透明性、寸法安定性、耐熱性等の観点から、ポリカーボネート(PC)樹脂が、補強板31としては最も好ましい。
【0037】
弾性体21を構成する材料としては、シリコーンゴム、イソプレンゴム、エチレンプロピレンゴム、ブタジエンゴム、クロロプレンゴム、天然ゴム等の熱硬化性エラストマー、及びスチレン系、エステル系、ウレタン系、オレフィン系、アミド系、ブタジエン系、エチレン−酢酸ビニル系、フッ素ゴム系、イソプレン系、塩素化ポリエチレン系などの熱可塑性エラストマーのいずれも使用することができる。中でも、弾性、柔軟性、透明性、耐久性の観点から、シリコーンゴムが弾性体21を構成する材料として好ましい。さらには十分な防水・防塵効果を得るために、弾性体21を構成する材料の硬度はJIS K6253 タイプA 20〜80が望ましい。
【0038】
補強板31と弾性体21とが密着一体化されたキーシート11は、例えば、特開平6−171021号公報に開示されているような、PC樹脂成形体にシリコーンゴムを射出成形するという公知の方法によって製造することができる。すなわち、PC樹脂からなる補強板の成形体を射出成形で製造しておき、この成形体を射出成形金型の下型に載置する。次いで下型に上型を重ねてシリコーンゴムを射出充填すれば、PC樹脂からなる補強板31とシリコーンゴムからなる弾性体21とが密着一体成形されたキーシート11を得ることができる。
【0039】
(第2実施形態)
図6は本発明の第2実施形態に係るキーシートの組立構成を示す斜視図であり、図7は本発明の第2実施形態に係る補強板の部分上面図であり、図8は本発明の第2実施形態に係るキーシートの製造工程の概略を、図6のキーシート12のB−B矢視断面図によって示したものである。
【0040】
本発明の第2実施形態に係るキーシート12は、第1実施例にかかる図1のキーシート11と同様であり、図6に示したように、中央部に1つ又は複数の開口部42を有する補強板32と、補強板32の側面外周と、開口部42と、上面とを少なくとも覆うように、補強板32の側面外周と上面とに密着一体化された弾性体22とから構成される。
【0041】
弾性体22は、複数の押圧部22aと、弾性体22を貫通する複数の孔22bとを備える。これら複数の孔22bはキーシート12の軽量化の効果を有する。
【0042】
第2実施形態においては、図7に示したように、弾性体22に設けた複数の孔22bは、キーシート12において、それぞれの孔22bの端が補強板32の縁から0.2mm以上離間するように配置されている。離間が0.2mm未満であると、弾性体22と補強板32の密着性に悪影響を及ぼし、キーシート12の防水性、防塵性を損うおそれがある。
【0043】
第2実施形態のキーシート12の構成は、弾性体22に複数の孔22bを設けたこと以外は第1実施形態のキーシート11の構成と同様である。第2実施形態のキーシート12も、弾性体22の外周部近傍に全周にわたって設けられた圧接部により、第1実施形態のキーシート11が弾性体21の外周部近傍に全周にわたって設けられた例えば圧接部211dによってカバー61の下面又は側壁内面に圧接されるのと同様に、カバー62の下面又は側壁内面に圧接される。また、第2実施形態のキーシート12の、キートップ52及びカバー62と組合せた機能は、第1実施形態のキーシート11の、キートップ51及びカバー61と組合せた機能と同様である。
【0044】
次に、本発明の第2実施形態に係るキーシート12の製造方法について、図7、8を用いて説明する。
【0045】
まず、PC樹脂からなる、所定の寸法、形状を有する補強板32をあらかじめ射出成形しておき、この補強板32の成形体を射出成形の金型の下型(図示せず)に載置する。次いで、下面に複数のピン81を備えた金型の上型(図示せず)を下型に重ねて、複数のピン81の底面を補強板32の上面の図7に示した位置に当接させる(図8(a))。図7に示したように、複数のピン81の底面は、それらの端が補強板32の縁から0.2mm以上離間して補強板32に当接するように設けられている。この状態で、金型の上型の下面と補強板32と金型の下型の上面とで囲まれる空間は、弾性体22を形成するように設けられる。金型の上型、下型は、所定の温度に加熱されている。次に、この金型の上型の下面と補強板32と金型の下型の上面とで囲まれる空間に、シリコーンゴムを射出充填する(図8(b))。次いで、射出されたシリコーンゴムを硬化させ、金型の上型と下型を離型して、補強板32と弾性体22とが密着一体化したキーシート12を取り出す(図8(c))。
【0046】
上記のように、金型の上型の下面と補強板32と金型の下型の上面とで囲まれる空間に、シリコーンゴムを射出充填するときは、補強板32は、複数のピン81が上面に当接されることによって、金型の下型の上面に押し付けられている。このため、シリコーンゴムが空間に流れ込んでも、補強板32が浮き上がって補強板32裏面の不要な部分にシリコーンゴムが回り込むおそれはない。従って、本発明の第2実施形態によれば、裏面の不要な箇所にシリコーンゴムのバリ等の付着物のないPC樹脂補強板とシリコーンゴム弾性体が密着一体化したキーシートを得ることができる。さらには透明性の高いPC樹脂補強板を用いることにより、ライトガイド機能を兼ね備えた導光板として使用することも可能になる。また、PC樹脂補強板の下側に、シリコーンゴムのバリ等の付着物による隙間がなくなり、回路基板を密着配置することができ、防水・防塵効果はさらに高まる。
【0047】
また、PC樹脂補強板の下側に、シリコーンゴムのバリ等の付着物がなくなることによってキーシート自体の厚みのばらつきが解消され、補強板と一体成形され外周部に設けられた弾性体からなる圧接部とカバーとの圧接力の精度も良好となり、密封性が安定し、防水・防塵効果が格段に高まる。さらには補強板裏面と弾性体の押圧部裏面にある突出部との距離精度が高まり、キートップを介して回路基板上のスイッチを押し込んだときのクリック荷重のキーシートの個体差によるばらつきも大幅に減少する。
【0048】
射出充填されたシリコーンゴムを硬化させ、金型の上型と下型を離型するとき、キーシートからピン81の抜けをよくするために、ピン81のたて断面形状は、すり鉢状か、上広がりの台形状とすることが好ましい。
【0049】
金型の上型と下型の離型時に、一体成形したキーシートが上型に接着又は粘着する「食いつき」を防止するために、上記ピン81の断面形状に加えて、以下の対策を実施することが好ましい。
(イ)金型の上型に下型より離型性の高いメッキ処理を施す。
(ロ)図9は、シリコーンゴムを射出成形して金型の上型をPL(金型合せ面)から分離した後の、金型の下型に設けたアンダーカット形状のピンの配置状態を示す断面図である。図9に示したように、金型の下型101に、弾性体22が形成される部位にアンダーカット形状のピン102を設け、一体成形時に弾性体22と下型101のアンダ−カット形状のピン102が嵌合するように構成する。アンダ−カット形状のピン102の高さは補強部材の厚みにもよるが好ましくは0.2〜0.8mm、ピン径はφ1.5〜3.0mmが好ましい。またピンの勾配は5〜30°が好ましい。アンダ−カット形状のピン102の下型101への配置数は任意に複数設置することにより「食いつき」防止としての効果がさらに得られる。
【実施例】
【0050】
以下、本発明の実施形態に係る実施例1〜4について、図2〜5を用いて説明する。
【0051】
(実施例1)
図2は、本発明の実施例1に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【0052】
図1のA−A矢視断面の右端部分の拡大図を図2中に示した。PC樹脂からなる補強板311の成形体に射出成形されて密着一体化されたシリコーンゴムからなる弾性体211の端部の圧接部211dは、カバー611の当接する側壁内周断面のテーパ角と同じテーパ角をなして形成されている。カバー611に下向きの力を加えると、弾性体211の圧接部211dはカバー611の側壁内面に全周にわたって強固に圧接される。
【0053】
(実施例2)
図3(a)、(b)は、本発明の実施例2に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【0054】
実施例2においては、図3(a)に示したように、PC樹脂からなる補強板312の成形体に射出成形されて密着一体化されたシリコーンゴムからなる弾性体212の端部の圧接部212dは、上側に円弧状の凸部をなして形成されている。カバー612に下向きの力を加えると、弾性体212の圧接部211dはカバー611の下側面に全周にわたって強固に圧接される。
【0055】
図3(b)は図3(a)の変形例を示したものであり、圧接部213dの下側にある筐体の圧接受け部と強固に圧接される。
【0056】
(実施例3)
図4は、本発明の実施例3に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【0057】
実施例3においては、図4に示したように、圧接部214dはシリコーンゴムからなる弾性体214の上面と同じ平面であるが、カバー614の下側面には円弧状の凸部が形成されており、カバー614に下向きの力を加えると、圧接部214dはカバー614の下側面の凸部に全周にわたって強固に圧接される。
【0058】
(実施例4)
図5(a)、(b)、(c)は、実施例4に係るキーシートの組立構成を示す、図1のA−A矢視断面図である。
【0059】
実施例4においては、弾性体の端部の凸部又は凹部と、カバーの下面に設けた凹部又は凸部とが嵌合して圧接される構成となっている。
【0060】
図5(a)においては、圧接部215dは円弧状の凸部をなし、この凸部はカバー615に設けられた凹部に嵌合する構成となっていて、カバー615に下向きの力を加えると、圧接部215dはカバー615の下側面の凹部に全周にわたって嵌合されて強固に圧接される。
【0061】
図5(b)においては、圧接部216dは円弧状の凹部をなし、この凹部はカバー616に設けられた凸部に嵌合する構成となっていて、カバー616に下向きの力を加えると、圧接部216dはカバー616の下側面の凸部に全周にわたって嵌合されて強固に圧接される。
【0062】
図5(c)は、図5(b)の変形例を示したものであり、圧接部217dの下側にある筐体の圧接受け部も嵌合されて強固に圧接される。前記下側にある筐体の圧接受け部には弾性体の圧接部217dの裏面側の凹部と嵌合される為の凸部が構成されている。圧接部217dはカバー617の下側面の凸部と前記筐体
の圧接受け部の凸部とが同時に嵌合され圧接される形態である。
【0063】
本発明の実施形態から、以下の構成、方法により、携帯用電子機器に用いる、補強板に弾性体を一体化した、軽量かつ補強板裏面に弾性体の回りこみのない防水・防塵キーシート及びその製造方法を提供できることが明らかとなった。
(A)弾性体の上面端部又は側面に全周にわたって圧接部を設け、対向するカバーの下面又は側壁内面と圧接する。
(B)射出成形用金型の上型の下面に複数のピンを設け、このピンで補強板の成形体を金型の下型に押えつけた状態で、弾性体樹脂を射出充填する。
(C)上記ピンの断面形状をすり鉢状又は上に開いた台形状とする。
(D)弾性体の下面及び/又は側面に、アンダーカット及び/又は食いきり部を設ける。
【0064】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが、当業者には明らかである。また、その様な変更または改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0065】
11、12 キーシート
21、22 弾性体
21a、22a 押圧部
22b 孔
31、32 補強板
32b ピン当接部
41、42 開口部
51、52 キートップ
61、62 カバー
81 ピン
101 下型
102 アンダーカット形状のピン
211、212、213、214、215、216、217
弾性体
211a、211b、211c 押圧部
211d、212d、213d、214d、215d、216d、217d
圧接部
311、312、313、314、315、316、317
補強板
511a、511b、511c、512c、513c、514c、515c、516c、517c
キートップ
611、612、613、614、615、616、617
カバー
711、712、713、714、715、716、717
回路基板
811a、811b スイッチ
911a、911b 押子
【特許請求の範囲】
【請求項1】
中央部に1つ又は複数の開口部を有する補強板と、
当該補強板の側面外周と、開口部と、上面とを少なくとも覆うように、前記補強板の側面外周と上面とに密着一体化された弾性体とからなり、
前記弾性体は、当該弾性体の上面に接着される複数のキートップの外周部に当該複数のキートップを囲んで配置されるカバーの下面又は側壁内面と圧接するための圧接部を備えることを特徴とする防水・防塵キーシート。
【請求項2】
前記圧接部は、前記弾性体の外周部に全周にわたって設けられた凸部及び/又は凹部であることを特徴とする請求項1に記載の防水・防塵キーシート。
【請求項3】
前記弾性体はすり鉢状又は上に開いたテーパ状の複数の穴を備え、当該穴の端部は前記補強板の縁から0.2mm以上内側に離間していることを特徴とする請求項1又は2に記載の防水・防塵キーシート。
【請求項4】
前記補強板は、熱可塑性又は熱硬化性の硬質樹脂からなることを特徴とする請求項1〜3のいずれか1項に記載の防水・防塵キーシート。
【請求項5】
前記補強板は、ポリカーボネート樹脂からなることを特徴とする請求項1〜4のいずれか1項に記載の防水・防塵キーシート。
【請求項6】
前記弾性体はシリコーンゴムからなることを特徴とする請求項1〜5のいずれか1項に記載の防水・防塵キーシート。
【請求項7】
加熱した成形金型の下型に補強板の成形体を挿入する工程と、
加熱した複数のピンを備えた成形金型の上型を、前記ピンが前記補強板の成形体に当接するまで接近させ、前記ピンにより前記補強板を押える工程と、前記下型と前記上型との隙間に、弾性樹脂を注入する工程と、前記弾性樹脂を硬化させる工程と、前記上型を前記下型から分離し、前記補強板の成形体と前記弾性樹脂からなる弾性体とからなる一体成形キーシートを前記下型から取り出す工程と、
を順に含むことを特徴とする防水・防塵キーシートの製造方法。
【請求項8】
前記弾性体は、当該弾性体の上面に接着される複数のキートップの外周部に当該複数のキートップを囲んで配置されるカバーの下面又は側壁内面と圧接するための圧接部を備えることを特徴とする請求項7に記載の防水・防塵キーシートの製造方法。
【請求項9】
前記圧接部は、前記弾性体の外周部に全周にわたって設けられた凸部及び/又は凹部であることを特徴とする請求項7又は8に記載の防水・防塵キーシートの製造方法。
【請求項10】
前記ピンはすり鉢状又は上に開いたテーパ状の縦断面形状を有し、前記ピンの底面の端部は前記補強板の成形体の縁から0.2mm以上内側に離間して、前記補強板の成形体に当接するように配置されていることを特徴とする請求項7〜9のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項11】
前記補強板の成形体は、熱可塑性又は熱硬化性の硬質樹脂からなることを特徴とする請求項7〜10のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項12】
前記補強板の成形体は、ポリカーボネート樹脂からなることを特徴とする請求項7〜11のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項13】
前記弾性樹脂はシリコーンゴムからなることを特徴とする請求項7〜12のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項14】
前記金型の前記下型は、アンダーカットを含むことを特徴とする請求項7〜13のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項1】
中央部に1つ又は複数の開口部を有する補強板と、
当該補強板の側面外周と、開口部と、上面とを少なくとも覆うように、前記補強板の側面外周と上面とに密着一体化された弾性体とからなり、
前記弾性体は、当該弾性体の上面に接着される複数のキートップの外周部に当該複数のキートップを囲んで配置されるカバーの下面又は側壁内面と圧接するための圧接部を備えることを特徴とする防水・防塵キーシート。
【請求項2】
前記圧接部は、前記弾性体の外周部に全周にわたって設けられた凸部及び/又は凹部であることを特徴とする請求項1に記載の防水・防塵キーシート。
【請求項3】
前記弾性体はすり鉢状又は上に開いたテーパ状の複数の穴を備え、当該穴の端部は前記補強板の縁から0.2mm以上内側に離間していることを特徴とする請求項1又は2に記載の防水・防塵キーシート。
【請求項4】
前記補強板は、熱可塑性又は熱硬化性の硬質樹脂からなることを特徴とする請求項1〜3のいずれか1項に記載の防水・防塵キーシート。
【請求項5】
前記補強板は、ポリカーボネート樹脂からなることを特徴とする請求項1〜4のいずれか1項に記載の防水・防塵キーシート。
【請求項6】
前記弾性体はシリコーンゴムからなることを特徴とする請求項1〜5のいずれか1項に記載の防水・防塵キーシート。
【請求項7】
加熱した成形金型の下型に補強板の成形体を挿入する工程と、
加熱した複数のピンを備えた成形金型の上型を、前記ピンが前記補強板の成形体に当接するまで接近させ、前記ピンにより前記補強板を押える工程と、前記下型と前記上型との隙間に、弾性樹脂を注入する工程と、前記弾性樹脂を硬化させる工程と、前記上型を前記下型から分離し、前記補強板の成形体と前記弾性樹脂からなる弾性体とからなる一体成形キーシートを前記下型から取り出す工程と、
を順に含むことを特徴とする防水・防塵キーシートの製造方法。
【請求項8】
前記弾性体は、当該弾性体の上面に接着される複数のキートップの外周部に当該複数のキートップを囲んで配置されるカバーの下面又は側壁内面と圧接するための圧接部を備えることを特徴とする請求項7に記載の防水・防塵キーシートの製造方法。
【請求項9】
前記圧接部は、前記弾性体の外周部に全周にわたって設けられた凸部及び/又は凹部であることを特徴とする請求項7又は8に記載の防水・防塵キーシートの製造方法。
【請求項10】
前記ピンはすり鉢状又は上に開いたテーパ状の縦断面形状を有し、前記ピンの底面の端部は前記補強板の成形体の縁から0.2mm以上内側に離間して、前記補強板の成形体に当接するように配置されていることを特徴とする請求項7〜9のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項11】
前記補強板の成形体は、熱可塑性又は熱硬化性の硬質樹脂からなることを特徴とする請求項7〜10のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項12】
前記補強板の成形体は、ポリカーボネート樹脂からなることを特徴とする請求項7〜11のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項13】
前記弾性樹脂はシリコーンゴムからなることを特徴とする請求項7〜12のいずれか1項に記載の防水・防塵キーシートの製造方法。
【請求項14】
前記金型の前記下型は、アンダーカットを含むことを特徴とする請求項7〜13のいずれか1項に記載の防水・防塵キーシートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−230805(P2012−230805A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2011−97891(P2011−97891)
【出願日】平成23年4月26日(2011.4.26)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成23年4月26日(2011.4.26)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]