
防水用押釦スイッチ部材
【課題】
防水性およびスイッチの押圧操作感が共に優れた防水用押釦スイッチ部材を提供する。
【解決手段】
本発明は、対向する双方向に開口する1または2以上の筒状部2aと、筒状部2aの一方の開口部からその径方向外側に延出して形成されるフランジ部2bとを連接して成り、それぞれの筒状部2aにその外周に沿って連続形成されるループ状のリブ21を1若しくは2以上備える第一弾性部材2と、筒状部2aの両方の開口方向に開口し、第一弾性部材2の内側に固定される筒状の補強部材30と、第一弾性部材2のフランジ部2b側に開口すると共にフランジ部2bと反対側に有底であって、補強部材30の内側に固定される第二弾性部材40とを備え、第一弾性部材2は、タイプAデュロメータ(JIS K6253)により測定される硬度が60以下の弾性体から構成され、第二弾性部材40は、タイプAデュロメータ(JIS K6253)により測定される硬度が70以上の弾性体から構成される防水用押釦スイッチ部材1に関する。
防水性およびスイッチの押圧操作感が共に優れた防水用押釦スイッチ部材を提供する。
【解決手段】
本発明は、対向する双方向に開口する1または2以上の筒状部2aと、筒状部2aの一方の開口部からその径方向外側に延出して形成されるフランジ部2bとを連接して成り、それぞれの筒状部2aにその外周に沿って連続形成されるループ状のリブ21を1若しくは2以上備える第一弾性部材2と、筒状部2aの両方の開口方向に開口し、第一弾性部材2の内側に固定される筒状の補強部材30と、第一弾性部材2のフランジ部2b側に開口すると共にフランジ部2bと反対側に有底であって、補強部材30の内側に固定される第二弾性部材40とを備え、第一弾性部材2は、タイプAデュロメータ(JIS K6253)により測定される硬度が60以下の弾性体から構成され、第二弾性部材40は、タイプAデュロメータ(JIS K6253)により測定される硬度が70以上の弾性体から構成される防水用押釦スイッチ部材1に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、防水機能を持つ機器に設ける防水用押釦スイッチ部材に関する。
【背景技術】
【0002】
最近では、防水性の高い電子機器(例えば、携帯電話)の需要が高くなってきている。水の浸入口の多くは、押釦と筺体との隙間である。かかる隙間からの浸水を防止するための防水構造として、例えば、押釦と機器内部の回路基板上のスイッチとの間に弾性体を介在させた防水用押釦スイッチ部材の構造が知られている(特許文献1を参照)。
【0003】
特許文献1に開示される防水構造は、開口側を機器の外側に向けるように貫通孔に装着される弾性材料から成るカップ部材と、当該カップ部材の開口に挿入される軸部を備える押釦とを備え、カップ部材の内側に樹脂若しくは金属製の筒状ホルダを装着したものである。筒状ホルダの存在によって、カップ部材の形状を保持して貫通孔とカップ部材との密着性を維持することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−344528
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記のような従来の防水構造には、次のような解決すべき問題がある。上記のカップ部材は、ケースの貫通孔との密着性を高めるため、シリコーンゴムに代表されるエラストマーから構成されている。当該密着性を高めるには、比較的硬度の低いエラストマーを用いるのが好ましい。一方、カップ部材は、ドームスイッチを押す構成部材でもあり、低硬度のエラストマーにて形成すると、スイッチの操作感が悪くなる。スイッチの操作感を良くするためには、カップ部材を高硬度のエラストマーで形成するのが好ましいが、貫通孔との密着性が劣り、防水性が低くなる。防水性を維持しつつ、スイッチの操作感を向上させるために、カップ部材の底面部分の厚さを薄くする方法も考えられるが、押圧操作の繰り返しにより、カップ部材の底面部分が破れやすくなり、製品寿命が短くなるという問題が生じる。
【0006】
本発明は、かかる問題を解消すべくなされたものであって、防水性およびスイッチの押圧操作感が共に優れた防水用押釦スイッチ部材を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、防水機能を持たせる部位を低硬度のエラストマーで構成すると共に、押圧操作感を高める部位を高硬度のエラストマーで構成することにより、防水性と押圧操作感とを共に高めることができることを見出し、本発明に至った。具体的な防水用押釦スイッチ部材の形態は、以下のとおりである。
【0008】
本発明の実施形態は、対向する双方向に開口する1または2以上の筒状部と、当該筒状部の一方の開口部からその径方向外側に延出して形成されるフランジ部とを連接して成り、それぞれの筒状部にその外周に沿って連続形成されるループ状のリブを1若しくは2以上備える第一弾性部材と、筒状部の両方の開口方向に開口し、第一弾性部材の内側に固定される筒状の補強部材と、第一弾性部材のフランジ部側に開口すると共にフランジ部と反対側に有底であって補強部材の内側に固定される第二弾性部材とを備え、第一弾性部材は、タイプAデュロメータ(JIS K6253)により測定される硬度が60以下の弾性体から構成され、第二弾性部材は、タイプAデュロメータ(JIS K6253)により測定される硬度が70以上の弾性体から構成される防水用押釦スイッチ部材である。
【0009】
本発明の別の実施形態は、第一弾性部材および第二弾性部材を、ともにシリコーンゴムで構成した防水用押釦スイッチ部材である。
【0010】
本発明の別の実施形態は、補強部材の外側面および内側面の両面に、それぞれ、第一弾性部材および第二弾性部材との接着性を高めるためのプライマー処理がなされている防水用押釦スイッチ部材である。
【0011】
本発明の別の実施形態は、第二弾性部材の底部の外側および内側のいずれか一方に、底部から離れる方向に突出するプランジャを備える防水用押釦スイッチ部材である。
【0012】
本発明の別の実施形態は、第二弾性部材の開口部から底部に向かって第二弾性部材の内側に形成される空間内に挿入配置される押釦を、さらに備える防水用押釦スイッチ部材である。
【発明の効果】
【0013】
本発明によれば、押釦スイッチ部材を備える電子機器の防水性および押釦スイッチの押圧操作感を共に高めることができる。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明の実施の形態に係る防水用押釦スイッチ部材の斜視図である。
【図2】図2は、図1に示す防水用押釦スイッチ部材の分解斜視図である。
【図3】図3は、図2に示す防水用押釦スイッチ部材の主要部の平面図である。
【図4】図4は、図1に示す防水用押釦スイッチ部材の底面図である。
【図5】図5は、図1に示す防水用押釦スイッチ部材を機器に組み込む状態を示す組立断面図であり、図4のA−A線断面図のBで示す部分のみを図示したものである。
【図6】図6は、図5に示す状態から組み立てた状態を示す断面図である。
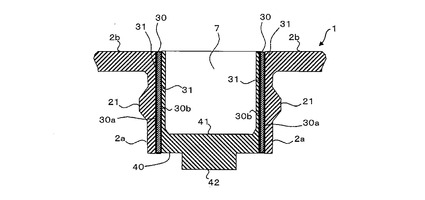
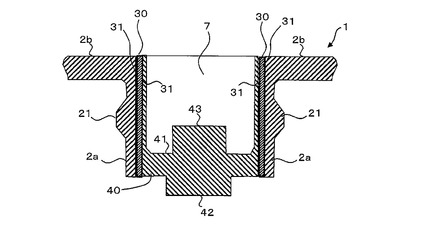
【図7】図7は、図6に示す防水用押釦スイッチ部材の筒状部の近傍を示す断面図である。
【図8】図8は、図7に示す防水用押釦スイッチ部材の製造工程を示し、補強部材と第二弾性部材とを一体成形する状態を示す断面図である。
【図9】図9は、図8に示す一体成形工程後に金型から取り出した成形体を示す断面図である。
【図10】図10は、図9に示す成形体を金型に配置して、第一弾性部材と当該成形体とを一体成形する状態を示す断面図である。
【図11】図11は、防水用押釦スイッチ部材の第一の変形例を示す断面図である。
【図12】図12は、防水用押釦スイッチ部材の第二の変形例を示す断面図である。
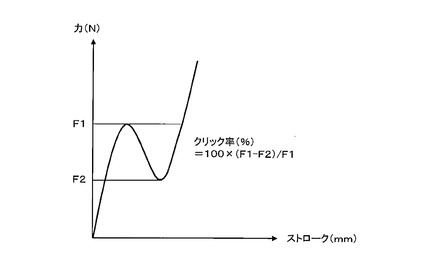
【図13】図13は、クリック率の評価方法を説明するための図である。
【発明を実施するための形態】
【0015】
次に、本発明の防水用押釦スイッチ部材の実施の形態について、図面を参照しながら説明する。
【0016】
<1.防水用押釦スイッチ部材の構成>
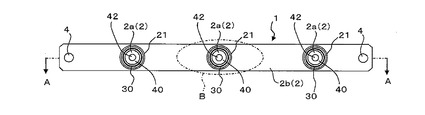
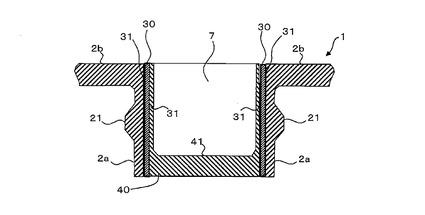
図1は、本発明の実施の形態に係る防水用押釦スイッチ部材の斜視図である。図2は、図1に示す防水用押釦スイッチ部材の分解斜視図である。図3は、図2に示す防水用押釦スイッチ部材の主要部の平面図である。図4は、図1に示す防水用押釦スイッチ部材の底面図である。
【0017】
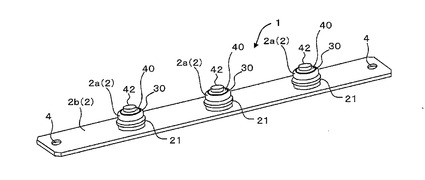
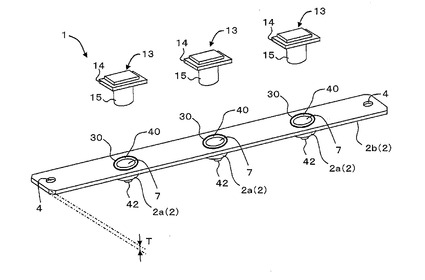
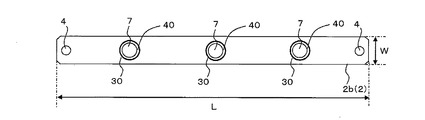
この実施の形態に係る防水用押釦スイッチ部材1は、弾性材料から構成されると共に、対向する双方向(図1において上下方向)に開口する3個の筒状部2aと、弾性材料から構成されると共に当該筒状部2aの一方の開口部(図1において下方の開口部)から筒状部2aの径方向外側に延出して形成されるフランジ部2bとを連接して成る第一弾性部材2を備える。フランジ部2bの好適な厚さ(T)、幅(W)および長さ(L)は、それぞれ、0.2〜1.5mm、3.0〜10.0mmおよび7.0〜60.0mmである。3個の筒状部2aは、細長いフランジ部2b上において、ほぼ直線上に配置されている。筒状部2aは、フランジ部2bとの結合部分から筒状部2aの先端部分までの途中に、筒状部2aの外周に沿って連続形成されると共に筒状部2aの径方向外側に突出するループ状のリブ21を備える。フランジ部2bは、その両端近傍に、それぞれ1つの貫通孔4を備える。貫通孔4は、例えば、防水用押釦スイッチ部材1を機器の筐体等に固定するために利用される。第一弾性部材2は、熱可塑性エラストマー、熱硬化性エラストマー等の弾性材料から成り、好ましくはシリコーンゴムから成る。
【0018】
図2に示すように、防水用押釦スイッチ部材1は、各筒状部2aの両開口方向に開口し、各筒状部2aの内側に固定される筒状の補強部材30を備える。各補強部材30の両開口端面は、筒状部2aの両開口側において露出している。補強部材30は、ステンレススチール、アルミニウム、アルミニウム合金、鉄等の金属; ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリカーボネート(PC)等の樹脂; アルミナ、窒化珪素、ジルコニア等のセラミックス; 黒鉛から好適に構成される。ただし、補強部材30の材料は、これらに限定されず、第一弾性部材2および後述の第二弾性部材40より硬度の高い材料であれば、どのような材料でも良い。
【0019】
各補強部材30の内側には、第一弾性部材2のフランジ部2b側に開口すると共に、フランジ部2bと反対側に有底である第二弾性部材40が固定されている。各第二弾性部材40は、その底部の外側に、当該底部より小径で外方向に突出する1個のプランジャ42を備える。第二弾性部材40は、熱可塑性エラストマー、熱硬化性エラストマー等の弾性材料から成り、好ましくはシリコーンゴムから成り、第一弾性部材2よりも高硬度の材料から構成される。第一弾性部材2および第二弾性部材40の各硬度については、後で詳述する。
【0020】
第二弾性部材40の内側には、袋状の空間7が形成されており、防水用押釦スイッチ部材1は、第二弾性部材40の内側に形成される各空間7にそれぞれ挿入設置可能な押釦13を備える。押釦13は、空間7に挿入する軸15と、その軸15の一端に形成され、空間7の開口面より大面積のフランジ部14とを備える。フランジ部14は、好適には、その厚さ方向に段を有し、上段が下段より小面積となる形状を持つ。押釦13は、特に材料に限定されず、例えば、樹脂、金属、セラミックス、ガラス等から形成される。押釦13を、補強部材30の材料と同じ材料で形成することもできる。
【0021】
防水用押釦スイッチ部材1は、第一弾性部材2、補強部材30および第二弾性部材40を最小限の構成部材とし、その他に、押釦13を備えることができる。このため、押釦13を設けていない状態の構成でも、防水用押釦スイッチ部材1と称する。
【0022】
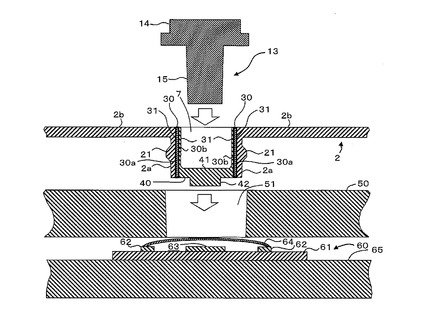
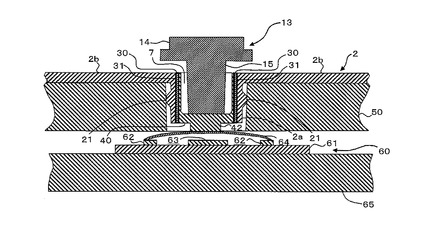
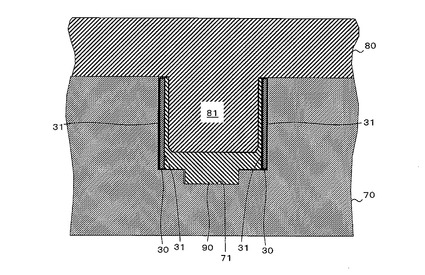
図5は、図1に示す防水用押釦スイッチ部材を機器に組み込む状態を示す組立断面図であり、図4のA−A線断面図のBで示す部分のみを図示したものである。図6は、図5に示す状態から組み立てた状態を示す断面図である。図7は、図6に示す防水用押釦スイッチ部材の筒状部の近傍を示す断面図である。
【0023】
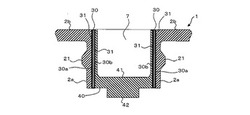
機器(例えば、携帯電話、携帯端末、テレビ、ラジオ、オーディオ機器等に代表される押しボタンを備える機器)の筐体50は、第一弾性部材2の筒状部2aを挿入可能な貫通孔51を有する。機器は、筐体50の内方であって貫通孔51の位置にドーム型スイッチ60を備える。ドーム型スイッチ60は、印刷回路基板(PCB)61上にリング状の電極板62と、当該電極板62の内側に配置される電極板63と、電極板62と電気的に接続される一方で電極板63と電気的に接続されていない導電性のドーム64とを備え、固定部材65上に固定される。ドーム64は、筒状部2a側からの押圧を受けて弾性変形し、電極板63と接触する。この結果、電極板62と電極板63とが導通する。ドーム64は、導電性材料(金属など)のみから構成されても良く、また、非導電性材料から構成されていてその内面に導電性材料をコートしたものでも良い。また、電極板62は、リング状以外の形状であっても良く、また、その個数も1個ではなく2個以上であっても良い。なお、ドーム64の頂上部に、プランジャ42と接触可能な樹脂製あるいは金属製等の突起を形成しても良い。
【0024】
補強部材30は、筒状部2aの内側に挿入した状態で固定されており、第二弾性部材40は、補強部材30の内側に挿入した状態で固定されている。当該固定の方法は、接着剤を用いた接着、加熱による溶着、嵌め込み、挟持等のいずれの方法でも良いが、防水性を確実にするためには、接着剤を用いた接着により固定するのが好ましい。接着剤を用いる場合、補強部材30の外側面30aおよび内側面30bには、それぞれ、第一弾性部材2の筒状部2aおよび第二弾性部材40と強固に接着できるように、プライマー層31を形成するのが好ましい。プライマー層31の材料(プライマー)としては、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂及びこれらの混合物等が挙げられる。所望により、前記樹脂を硬化及び/又は架橋する架橋剤を用いることができ、このような架橋剤としては、例えば、イソシアネート化合物、メラミン化合物、エポキシ化合物、過酸化物、フェノール化合物、ハイドロジェンシロキサン化合物等が挙げられる。プライマー層31の好適な厚さは、0.1〜10μm程度である。また、補強部材30に樹脂を用いる場合には、プライマーを塗布する代わりに、樹脂の表面を荒らすブラスト処理の他、プラズマ処理、UV処理、四塩化ケイ素ガス等を酸化炎で酸化させて得られる酸化ケイ素を補強部材30の表面に付し、酸化ケイ素膜を形成するいわゆるイトロ処理等の表面処理を行っても良い。
【0025】
補強部材30を金属製の筒とした場合、補強部材30の外側面30aと内側面30bをそれぞれ第一弾性部材2および第二弾性部材40にて被覆しているので、補強部材30の防錆を図ることができる。特に、第一弾性部材2および第二弾性部材40をシリコーンゴムで構成すると、シリコーンの撥水性によりさらに補強部材30の耐食性が高まる。
【0026】
筒状部2aの外周に沿って連続形成されるリブ21は、筒状部2aを筐体50の貫通孔51に押し込んで組み込んだ状態において、貫通孔51の内壁から圧縮を受けて変形する。これによって、高い防水機能を実現できる。また、リブ21は、筒状部2aの可動域にて筺体50の貫通孔51から外れない位置と大きさにて筒状部2aに形成されている。
【0027】
第一弾性部材2は、筐体50の貫通孔51の内壁との密着性を高めることにより、高い防水性を維持する必要から、硬度の低い弾性体から成る。具体的には、第一弾性部材2として、タイプAデュロメータ(JIS K6253)により測定される硬度が60以下の弾性体が用いられる。当該硬度が60を超えると、リブ21の変形量が低下し、貫通孔51の内壁との間に隙間が生じやすくなり、防水性が劣る。一方、当該硬度が60以下の弾性体にて第一弾性部材2を構成すると、リブ21が柔軟に変形しやすくなり、防水性を高く維持できる。
【0028】
第二弾性部材40は、その底部41の外側に形成されるプランジャ42にてドーム64を押圧し、スイッチを入れる役割を持つ部材である。押圧操作感を高めるため、第二弾性部材40は、タイプAデュロメータ(JIS K6253)により測定される硬度が70以上の弾性体から成る。当該硬度が70未満の弾性体にて第二弾性部材40を構成すると、ドーム64を押すときに、第二弾性部材40の押圧方向の変形量が大き過ぎ、押圧操作感が低下する。一方、当該硬度が70以上の弾性体にて第二弾性部材40を構成すると、第二弾性部材40の押圧方向の変形量が小さく、押圧操作感が向上する。
【0029】
第一弾性部材2および第二弾性部材40の材料としては、特に限定されるものではなく、例えば、シリコーンゴム、エチレン−プロピレン−ジエンゴム、ブタジエンゴム、イソプレンゴム、クロロプレンゴム、天然ゴム、アクリロニトリルブタジエンゴム、スチレンブタジエンゴム、スチレンゴム、ブチルゴム、ハロゲン化ブチルゴム、ポリイソブチレン、クロロスルホン化ポリエチレンゴム、アクリルゴム、ウレタンゴム、ポリエーテル系共重合体、エピクロルヒドリン系共重合体等が用いることができ、これらを単体で用いても、2種以上を混合して用いることもできる。第一弾性部材2および第二弾性部材40の材料として上記に例示列挙した材料の中でも特に好ましい材料は、シリコーンゴムである。弾性体の硬度は、用いる未架橋ゴム材料の種類、架橋の程度、フィラーの添加量などによって変化し得る。第一弾性部材2の硬度よりも第二弾性部材40の硬度を大きくするには、各弾性部材2,40の未架橋ゴム材料を変える他、同じ未架橋ゴム材料を用いる場合でも、第二弾性部材40の架橋化をより促進させ、あるいは第二弾性部材40中に混合するフィラーの添加量をより多くする方法を採ることができる。
【0030】
<2.防水用押釦スイッチ部材の製造方法>
(1)プライマー層の形成工程
成形に先立ち、補強部材30のプライマー処理を行う。補強部材30へのプライマー層31の形成は、補強部材30の外側面30aおよび内側面30bにプライマーを塗装する方法、あるいは補強部材30を網かごの中に入れてプライマー溶液中に浸漬する方法などにより、好適に行われる。プライマー処理の後、補強部材30を、所定時間、乾燥することにより、プライマー層31の形成が完了する。また、イトロ処理によってプライマー層31を形成する場合には、補強部材30の外側面30aおよび内側面30bに、四塩化ケイ素ガス等を酸化炎で酸化させて酸化ケイ素膜を形成する。
【0031】
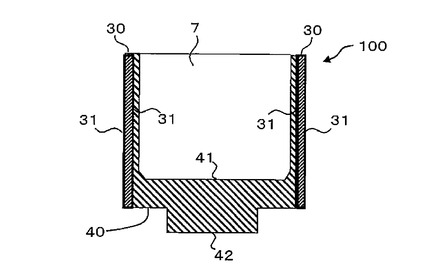
(2)第一次一体成形工程
図8は、図7に示す防水用押釦スイッチ部材の製造工程を示し、補強部材と第二弾性部材とを一体成形する状態を示す断面図である。図9は、図8に示す一体成形工程後に金型から取り出した成形体を示す断面図である。
【0032】
第一の金型70にプライマー処理後の補強部材30をセットし、補強部材30の内側に所定配合後シート状に分出し加工された未架橋状態のエラストマー組成物90を入れ、その上から第二の金型80を被せる。第二の金型80は、空間7を形成するための突出部81を備える。また、第一の金型70は、プランジャ42を形成するための凹部71を備える。所望の温度・圧力にて所定時間、圧縮加熱することにより、図9に示すように、補強部材30の内側に第二弾性部材40を固定した状態の成形体100が出来上がる。
【0033】
なお、上述の第一次一体成形後に、補強部材30の外側面30aに、再度、プライマー層31を形成しても良い。また、プライマー層31の形成を2段階に分け、第一次一体成形前に、補強部材30の内側面30bのみにプライマー層31を形成し、第一次一体成形後に、補強部材30の外側面30aのみにプライマー層31を形成するようにしても良い。
【0034】
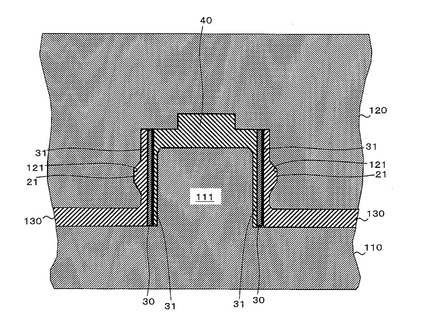
(3)第二次一体成形工程
図10は、図9に示す成形体を金型に配置して、第一弾性部材と当該成形体を一体成形する状態を示す断面図である。
【0035】
第一次一体成形後、図9に示す成形体100を、第三の金型110にセットし、補強部材30の外側に、所定配合後シート状に分出し加工された未架橋状態のエラストマー組成物130を入れ、その上から第四の金型120を被せる。第三の金型110は、空間7に挿入するための突出部111を備える。第四の金型120は、リブ21を形成するための凹部121を備える。所望の温度・圧力にて所定時間、圧縮加熱することにより、補強部材30の外側に第一弾性部材2を一体成形した状態の防水用押釦スイッチ部材1が出来上がる。
【0036】
(4)組み立て
第二次一体成形工程後、押釦13を筒状部2a内の空間7に挿入し、防水用押釦スイッチ部材1の組み立てが完了する。
【0037】
<3.防水用押釦スイッチ部材の変形例>
図11は、防水用押釦スイッチ部材の第一の変形例を示す断面図である。図12は、防水用押釦スイッチ部材の第二の変形例を示す断面図である。
【0038】
図11に示すように、第二弾性部材40の底部41の外側にプランジャを形成しない防水用押釦スイッチ部材1を製造することもできる。その場合、押圧操作感を向上させるために、ドーム64の頂上部に、底部41に向けて突出するプランジャを形成するのが好ましい。
【0039】
また、図12に示すように、第二弾性部材40の底部41の外側および内側の両方にプランジャ42およびプランジャ43を、それぞれ形成した防水用押釦スイッチ部材1を製造することもできる。
【0040】
また、本発明に係る防水用押釦スイッチ部材は、上述の実施の形態に限定されず、種々変形を施して実施することもできる。
【0041】
上述の実施の形態では、補強部材30は、フランジレスのスリーブ形状であるが、フランジ部2b側の開口部分にフランジ部を備えても良い。同様に、第二弾性部材40は、フランジ部2b側の開口部分にフランジ部を備えていても良い。また、第一弾性部材2の筒状部2aの外周部分に形成されるリブ21は、筒状部2aの長さ方向に2段以上形成しても良い。筒状部2aのドーム64方向の開口端を、補強部材30の同方向の開口端よりもドーム64方向に突出させ、あるいは補強部材30のドーム64方向の開口端を、筒状部2aの同方向の開口端よりもドーム64方向に突出するようにしても良い。
【0042】
補強部材30と第一弾性部材2あるいは第二弾性部材40との一体成形において、未架橋ゴム材料の金型内への投入方法は、圧縮成型、射出成型、トランスファー成型、押出成型などにより行うことができる。
【実施例】
【0043】
次に、本発明の防水用押釦スイッチ部材の実施例について説明する。
【0044】
<1.防水用押釦スイッチ部材の製造>
SUS304製の筒状の補強部材30(内径:2.65mm、外径:2.95mm、長さ:1.55mm)の外側面30aおよび内側面30bに、信越化学工業株式会社製のプライマー(商品名:プライマーNo.23)を塗装し、30分間風乾し、乾燥機にて100℃、60分間の加熱処理を行い、補強部材30にプライマー層31を形成した。
【0045】
次に、図8に示す第一の金型70および第二の金型80を用意し、上述のプライマー層31付きの補強部材30を第一の金型70にセットし、信越化学工業株式会社製のシリコーンゴムコンパウンド(商品名:KE−981U)100重量部に信越化学工業株式会社製の架橋剤(商品名:C−8)2重量部を混練しシート状に分出した未架橋状態のシリコーンゴムAを補強部材30の内側に投入し、第二の金型80を被せて型締めした。その後、第一の金型70および第二の金型80を、180kg/cm2加圧下、170℃にて5分間、加熱した。次に、充分に冷却した後、第一の金型70と第二の金型80とを開き、第二弾性部材40と補強部材30とが一体となった成形体100(図9を参照)を取り出した。第二弾性部材40は、内径:2.55mm、外径:2.65mm、ベース厚み:0.3mm、押し子長さ:0.6mm、押し子径:0.2mmの形状であった。
【0046】
次に、図10に示す第三の金型110および第四の金型120を用意し、成形体100を第三の金型110にセットし、信越化学工業株式会社製のシリコーンゴムコンパウンド(商品名:KE−931U)100重量部に信越化学工業株式会社製の架橋剤(商品名:C−8)2重量部を混練しシート状に分出した未架橋状態のシリコーンゴムBを補強部材30の外側に投入し、第四の金型120を被せて型締めした。その後、第三の金型110および第四の金型120を、180kg/cm2加圧下、170℃にて5分間、加熱した。次に、充分に冷却した後、第三の金型110と第四の金型120とを開き、第一弾性部材2と補強部材30と第二弾性部材40とが一体となった成形体を取り出した。第一弾性部材2の筒状部2aは、リブ21以外の部分にて、内径:2.95mm、外径:3.45mmであり、リブ21の最も突出した部分にて、外径:3.85mmの形状であった。
【0047】
上記の製造工程により製造した防水用押釦スイッチ部材1は、補強部材30の内側にタイプAデュロメータ(JIS K6253)による硬度が80の第二弾性部材40を固着し、補強部材30の外側にタイプAデュロメータ(JIS K6253)による硬度が30の第一弾性部材2を固着している。この他、未架橋状態のシリコーンゴムAのシリコーンゴムコンパウンドとして、別の5種類のシリコーンゴムコンパウンド(信越化学工業株式会社製の商品名:KE−931U,KE−941U,KE−951U,KE−961U,KE−971U)を用い、未架橋状態のシリコーンゴムBのシリコーンゴムコンパウンドとして、別の5種類のシリコーンゴムコンパウンド(信越化学工業株式会社製の商品名:KE−941U,KE−951U,KE−961U,KE−971U,KE−981U)を用いた。この結果、各6種類のシリコーンゴムコンパウンドを用いた第一弾性部材2と第二弾性部材40とを組み合わせた合計36種類の防水用押釦スイッチ部材1を用意した。
【0048】
<2.特性評価>
各防水用押釦スイッチ部材1は、それぞれ、次のような防水性と押圧操作性の評価に供した。
【0049】
(1)防水特性の評価方法
エア回路による差圧式にて、各防水用押釦スイッチ部材1の防水性を評価した。この方法は、被検品を納めたタンクと基準タンクの圧力差によって判断する方法であり、両タンクは、同一回路でつながっている。装置内に、被検品を所定形状の治具に入れて加圧し、一定時間経過後の回路内の差圧が1kPa以内の場合に合格とし、それ以上の場合には不合格とした。
【0050】
(2)押圧操作性の評価方法
アイコーエンジニアリニング株式会社製のフィーリングテスター(品番: MODEL1013)を用いて、下面直径が1.8mm以上で上面直径が2.2mm以下の略円柱状の軸を有する押釦13を第二弾性部材40の空間7内に装着し、押圧操作を行ったときのクリック率(%)にて、押圧操作感の良し悪しを評価した。クリック率とは、図13に示すストローク−荷重曲線において、押釦13を押し込んでいったときに、ドーム64がへこむ直前の最大荷重(F1)と、ドーム64がへこんで最も荷重が小さくなったときの最小荷重(F2)とを用いて表され、100×(F1−F2)/F1で算出される値である。クリック率の数値が大きいほど、押圧操作感が良い。ドーム型スイッチ60のドーム64部分を押釦13にて直接押圧したときのクリック率は39%であった。したがって、第二弾性部材40を介して押圧したときに、39%に近くなるのが理想的な押圧操作感である。
【0051】
<3.評価結果>
表1に、各6種類のシリコーンゴムコンパウンドを組み合わせて製造した36種類の防水用押釦スイッチ部材の特性評価の結果を示す。
【0052】
【表1】

【0053】
表1に示すように、第一弾性部材2の硬度が60以下の場合に、良好な防水性を維持することができる一方、硬度が60を超えると防水性が低下した。また、第二弾性部材40の硬度が70以上になると、クリック率が30%以上となり、良好な押圧操作感が得られる一方、硬度が70未満ではクリック率が20%以下となり、良好な押圧操作感が得られなかった。以上より、補強部材30の外側に固定される第一弾性部材2の硬度を60以下の低硬度弾性材料で構成し、かつ補強部材30の内側に固定される第二弾性部材40の硬度を70以上の高硬度弾性材料で構成することにより、防水性と押圧操作感の両特性を良好にすることができることがわかった。
【産業上の利用可能性】
【0054】
本発明は、防水機器に組み込まれる押釦スイッチ部材として利用することができる。
【符号の説明】
【0055】
1 防水用押釦スイッチ部材
2 第一弾性部材
2a 筒状部
2b フランジ部
7 空間
13 押釦
21 リブ
30 補強部材
30a 外側面
30b 内側面
31 プライマー層
40 第二弾性部材
41 底部
42 プランジャ
43 プランジャ
【技術分野】
【0001】
本発明は、防水機能を持つ機器に設ける防水用押釦スイッチ部材に関する。
【背景技術】
【0002】
最近では、防水性の高い電子機器(例えば、携帯電話)の需要が高くなってきている。水の浸入口の多くは、押釦と筺体との隙間である。かかる隙間からの浸水を防止するための防水構造として、例えば、押釦と機器内部の回路基板上のスイッチとの間に弾性体を介在させた防水用押釦スイッチ部材の構造が知られている(特許文献1を参照)。
【0003】
特許文献1に開示される防水構造は、開口側を機器の外側に向けるように貫通孔に装着される弾性材料から成るカップ部材と、当該カップ部材の開口に挿入される軸部を備える押釦とを備え、カップ部材の内側に樹脂若しくは金属製の筒状ホルダを装着したものである。筒状ホルダの存在によって、カップ部材の形状を保持して貫通孔とカップ部材との密着性を維持することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−344528
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記のような従来の防水構造には、次のような解決すべき問題がある。上記のカップ部材は、ケースの貫通孔との密着性を高めるため、シリコーンゴムに代表されるエラストマーから構成されている。当該密着性を高めるには、比較的硬度の低いエラストマーを用いるのが好ましい。一方、カップ部材は、ドームスイッチを押す構成部材でもあり、低硬度のエラストマーにて形成すると、スイッチの操作感が悪くなる。スイッチの操作感を良くするためには、カップ部材を高硬度のエラストマーで形成するのが好ましいが、貫通孔との密着性が劣り、防水性が低くなる。防水性を維持しつつ、スイッチの操作感を向上させるために、カップ部材の底面部分の厚さを薄くする方法も考えられるが、押圧操作の繰り返しにより、カップ部材の底面部分が破れやすくなり、製品寿命が短くなるという問題が生じる。
【0006】
本発明は、かかる問題を解消すべくなされたものであって、防水性およびスイッチの押圧操作感が共に優れた防水用押釦スイッチ部材を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、防水機能を持たせる部位を低硬度のエラストマーで構成すると共に、押圧操作感を高める部位を高硬度のエラストマーで構成することにより、防水性と押圧操作感とを共に高めることができることを見出し、本発明に至った。具体的な防水用押釦スイッチ部材の形態は、以下のとおりである。
【0008】
本発明の実施形態は、対向する双方向に開口する1または2以上の筒状部と、当該筒状部の一方の開口部からその径方向外側に延出して形成されるフランジ部とを連接して成り、それぞれの筒状部にその外周に沿って連続形成されるループ状のリブを1若しくは2以上備える第一弾性部材と、筒状部の両方の開口方向に開口し、第一弾性部材の内側に固定される筒状の補強部材と、第一弾性部材のフランジ部側に開口すると共にフランジ部と反対側に有底であって補強部材の内側に固定される第二弾性部材とを備え、第一弾性部材は、タイプAデュロメータ(JIS K6253)により測定される硬度が60以下の弾性体から構成され、第二弾性部材は、タイプAデュロメータ(JIS K6253)により測定される硬度が70以上の弾性体から構成される防水用押釦スイッチ部材である。
【0009】
本発明の別の実施形態は、第一弾性部材および第二弾性部材を、ともにシリコーンゴムで構成した防水用押釦スイッチ部材である。
【0010】
本発明の別の実施形態は、補強部材の外側面および内側面の両面に、それぞれ、第一弾性部材および第二弾性部材との接着性を高めるためのプライマー処理がなされている防水用押釦スイッチ部材である。
【0011】
本発明の別の実施形態は、第二弾性部材の底部の外側および内側のいずれか一方に、底部から離れる方向に突出するプランジャを備える防水用押釦スイッチ部材である。
【0012】
本発明の別の実施形態は、第二弾性部材の開口部から底部に向かって第二弾性部材の内側に形成される空間内に挿入配置される押釦を、さらに備える防水用押釦スイッチ部材である。
【発明の効果】
【0013】
本発明によれば、押釦スイッチ部材を備える電子機器の防水性および押釦スイッチの押圧操作感を共に高めることができる。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明の実施の形態に係る防水用押釦スイッチ部材の斜視図である。
【図2】図2は、図1に示す防水用押釦スイッチ部材の分解斜視図である。
【図3】図3は、図2に示す防水用押釦スイッチ部材の主要部の平面図である。
【図4】図4は、図1に示す防水用押釦スイッチ部材の底面図である。
【図5】図5は、図1に示す防水用押釦スイッチ部材を機器に組み込む状態を示す組立断面図であり、図4のA−A線断面図のBで示す部分のみを図示したものである。
【図6】図6は、図5に示す状態から組み立てた状態を示す断面図である。
【図7】図7は、図6に示す防水用押釦スイッチ部材の筒状部の近傍を示す断面図である。
【図8】図8は、図7に示す防水用押釦スイッチ部材の製造工程を示し、補強部材と第二弾性部材とを一体成形する状態を示す断面図である。
【図9】図9は、図8に示す一体成形工程後に金型から取り出した成形体を示す断面図である。
【図10】図10は、図9に示す成形体を金型に配置して、第一弾性部材と当該成形体とを一体成形する状態を示す断面図である。
【図11】図11は、防水用押釦スイッチ部材の第一の変形例を示す断面図である。
【図12】図12は、防水用押釦スイッチ部材の第二の変形例を示す断面図である。
【図13】図13は、クリック率の評価方法を説明するための図である。
【発明を実施するための形態】
【0015】
次に、本発明の防水用押釦スイッチ部材の実施の形態について、図面を参照しながら説明する。
【0016】
<1.防水用押釦スイッチ部材の構成>
図1は、本発明の実施の形態に係る防水用押釦スイッチ部材の斜視図である。図2は、図1に示す防水用押釦スイッチ部材の分解斜視図である。図3は、図2に示す防水用押釦スイッチ部材の主要部の平面図である。図4は、図1に示す防水用押釦スイッチ部材の底面図である。
【0017】
この実施の形態に係る防水用押釦スイッチ部材1は、弾性材料から構成されると共に、対向する双方向(図1において上下方向)に開口する3個の筒状部2aと、弾性材料から構成されると共に当該筒状部2aの一方の開口部(図1において下方の開口部)から筒状部2aの径方向外側に延出して形成されるフランジ部2bとを連接して成る第一弾性部材2を備える。フランジ部2bの好適な厚さ(T)、幅(W)および長さ(L)は、それぞれ、0.2〜1.5mm、3.0〜10.0mmおよび7.0〜60.0mmである。3個の筒状部2aは、細長いフランジ部2b上において、ほぼ直線上に配置されている。筒状部2aは、フランジ部2bとの結合部分から筒状部2aの先端部分までの途中に、筒状部2aの外周に沿って連続形成されると共に筒状部2aの径方向外側に突出するループ状のリブ21を備える。フランジ部2bは、その両端近傍に、それぞれ1つの貫通孔4を備える。貫通孔4は、例えば、防水用押釦スイッチ部材1を機器の筐体等に固定するために利用される。第一弾性部材2は、熱可塑性エラストマー、熱硬化性エラストマー等の弾性材料から成り、好ましくはシリコーンゴムから成る。
【0018】
図2に示すように、防水用押釦スイッチ部材1は、各筒状部2aの両開口方向に開口し、各筒状部2aの内側に固定される筒状の補強部材30を備える。各補強部材30の両開口端面は、筒状部2aの両開口側において露出している。補強部材30は、ステンレススチール、アルミニウム、アルミニウム合金、鉄等の金属; ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリカーボネート(PC)等の樹脂; アルミナ、窒化珪素、ジルコニア等のセラミックス; 黒鉛から好適に構成される。ただし、補強部材30の材料は、これらに限定されず、第一弾性部材2および後述の第二弾性部材40より硬度の高い材料であれば、どのような材料でも良い。
【0019】
各補強部材30の内側には、第一弾性部材2のフランジ部2b側に開口すると共に、フランジ部2bと反対側に有底である第二弾性部材40が固定されている。各第二弾性部材40は、その底部の外側に、当該底部より小径で外方向に突出する1個のプランジャ42を備える。第二弾性部材40は、熱可塑性エラストマー、熱硬化性エラストマー等の弾性材料から成り、好ましくはシリコーンゴムから成り、第一弾性部材2よりも高硬度の材料から構成される。第一弾性部材2および第二弾性部材40の各硬度については、後で詳述する。
【0020】
第二弾性部材40の内側には、袋状の空間7が形成されており、防水用押釦スイッチ部材1は、第二弾性部材40の内側に形成される各空間7にそれぞれ挿入設置可能な押釦13を備える。押釦13は、空間7に挿入する軸15と、その軸15の一端に形成され、空間7の開口面より大面積のフランジ部14とを備える。フランジ部14は、好適には、その厚さ方向に段を有し、上段が下段より小面積となる形状を持つ。押釦13は、特に材料に限定されず、例えば、樹脂、金属、セラミックス、ガラス等から形成される。押釦13を、補強部材30の材料と同じ材料で形成することもできる。
【0021】
防水用押釦スイッチ部材1は、第一弾性部材2、補強部材30および第二弾性部材40を最小限の構成部材とし、その他に、押釦13を備えることができる。このため、押釦13を設けていない状態の構成でも、防水用押釦スイッチ部材1と称する。
【0022】
図5は、図1に示す防水用押釦スイッチ部材を機器に組み込む状態を示す組立断面図であり、図4のA−A線断面図のBで示す部分のみを図示したものである。図6は、図5に示す状態から組み立てた状態を示す断面図である。図7は、図6に示す防水用押釦スイッチ部材の筒状部の近傍を示す断面図である。
【0023】
機器(例えば、携帯電話、携帯端末、テレビ、ラジオ、オーディオ機器等に代表される押しボタンを備える機器)の筐体50は、第一弾性部材2の筒状部2aを挿入可能な貫通孔51を有する。機器は、筐体50の内方であって貫通孔51の位置にドーム型スイッチ60を備える。ドーム型スイッチ60は、印刷回路基板(PCB)61上にリング状の電極板62と、当該電極板62の内側に配置される電極板63と、電極板62と電気的に接続される一方で電極板63と電気的に接続されていない導電性のドーム64とを備え、固定部材65上に固定される。ドーム64は、筒状部2a側からの押圧を受けて弾性変形し、電極板63と接触する。この結果、電極板62と電極板63とが導通する。ドーム64は、導電性材料(金属など)のみから構成されても良く、また、非導電性材料から構成されていてその内面に導電性材料をコートしたものでも良い。また、電極板62は、リング状以外の形状であっても良く、また、その個数も1個ではなく2個以上であっても良い。なお、ドーム64の頂上部に、プランジャ42と接触可能な樹脂製あるいは金属製等の突起を形成しても良い。
【0024】
補強部材30は、筒状部2aの内側に挿入した状態で固定されており、第二弾性部材40は、補強部材30の内側に挿入した状態で固定されている。当該固定の方法は、接着剤を用いた接着、加熱による溶着、嵌め込み、挟持等のいずれの方法でも良いが、防水性を確実にするためには、接着剤を用いた接着により固定するのが好ましい。接着剤を用いる場合、補強部材30の外側面30aおよび内側面30bには、それぞれ、第一弾性部材2の筒状部2aおよび第二弾性部材40と強固に接着できるように、プライマー層31を形成するのが好ましい。プライマー層31の材料(プライマー)としては、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂及びこれらの混合物等が挙げられる。所望により、前記樹脂を硬化及び/又は架橋する架橋剤を用いることができ、このような架橋剤としては、例えば、イソシアネート化合物、メラミン化合物、エポキシ化合物、過酸化物、フェノール化合物、ハイドロジェンシロキサン化合物等が挙げられる。プライマー層31の好適な厚さは、0.1〜10μm程度である。また、補強部材30に樹脂を用いる場合には、プライマーを塗布する代わりに、樹脂の表面を荒らすブラスト処理の他、プラズマ処理、UV処理、四塩化ケイ素ガス等を酸化炎で酸化させて得られる酸化ケイ素を補強部材30の表面に付し、酸化ケイ素膜を形成するいわゆるイトロ処理等の表面処理を行っても良い。
【0025】
補強部材30を金属製の筒とした場合、補強部材30の外側面30aと内側面30bをそれぞれ第一弾性部材2および第二弾性部材40にて被覆しているので、補強部材30の防錆を図ることができる。特に、第一弾性部材2および第二弾性部材40をシリコーンゴムで構成すると、シリコーンの撥水性によりさらに補強部材30の耐食性が高まる。
【0026】
筒状部2aの外周に沿って連続形成されるリブ21は、筒状部2aを筐体50の貫通孔51に押し込んで組み込んだ状態において、貫通孔51の内壁から圧縮を受けて変形する。これによって、高い防水機能を実現できる。また、リブ21は、筒状部2aの可動域にて筺体50の貫通孔51から外れない位置と大きさにて筒状部2aに形成されている。
【0027】
第一弾性部材2は、筐体50の貫通孔51の内壁との密着性を高めることにより、高い防水性を維持する必要から、硬度の低い弾性体から成る。具体的には、第一弾性部材2として、タイプAデュロメータ(JIS K6253)により測定される硬度が60以下の弾性体が用いられる。当該硬度が60を超えると、リブ21の変形量が低下し、貫通孔51の内壁との間に隙間が生じやすくなり、防水性が劣る。一方、当該硬度が60以下の弾性体にて第一弾性部材2を構成すると、リブ21が柔軟に変形しやすくなり、防水性を高く維持できる。
【0028】
第二弾性部材40は、その底部41の外側に形成されるプランジャ42にてドーム64を押圧し、スイッチを入れる役割を持つ部材である。押圧操作感を高めるため、第二弾性部材40は、タイプAデュロメータ(JIS K6253)により測定される硬度が70以上の弾性体から成る。当該硬度が70未満の弾性体にて第二弾性部材40を構成すると、ドーム64を押すときに、第二弾性部材40の押圧方向の変形量が大き過ぎ、押圧操作感が低下する。一方、当該硬度が70以上の弾性体にて第二弾性部材40を構成すると、第二弾性部材40の押圧方向の変形量が小さく、押圧操作感が向上する。
【0029】
第一弾性部材2および第二弾性部材40の材料としては、特に限定されるものではなく、例えば、シリコーンゴム、エチレン−プロピレン−ジエンゴム、ブタジエンゴム、イソプレンゴム、クロロプレンゴム、天然ゴム、アクリロニトリルブタジエンゴム、スチレンブタジエンゴム、スチレンゴム、ブチルゴム、ハロゲン化ブチルゴム、ポリイソブチレン、クロロスルホン化ポリエチレンゴム、アクリルゴム、ウレタンゴム、ポリエーテル系共重合体、エピクロルヒドリン系共重合体等が用いることができ、これらを単体で用いても、2種以上を混合して用いることもできる。第一弾性部材2および第二弾性部材40の材料として上記に例示列挙した材料の中でも特に好ましい材料は、シリコーンゴムである。弾性体の硬度は、用いる未架橋ゴム材料の種類、架橋の程度、フィラーの添加量などによって変化し得る。第一弾性部材2の硬度よりも第二弾性部材40の硬度を大きくするには、各弾性部材2,40の未架橋ゴム材料を変える他、同じ未架橋ゴム材料を用いる場合でも、第二弾性部材40の架橋化をより促進させ、あるいは第二弾性部材40中に混合するフィラーの添加量をより多くする方法を採ることができる。
【0030】
<2.防水用押釦スイッチ部材の製造方法>
(1)プライマー層の形成工程
成形に先立ち、補強部材30のプライマー処理を行う。補強部材30へのプライマー層31の形成は、補強部材30の外側面30aおよび内側面30bにプライマーを塗装する方法、あるいは補強部材30を網かごの中に入れてプライマー溶液中に浸漬する方法などにより、好適に行われる。プライマー処理の後、補強部材30を、所定時間、乾燥することにより、プライマー層31の形成が完了する。また、イトロ処理によってプライマー層31を形成する場合には、補強部材30の外側面30aおよび内側面30bに、四塩化ケイ素ガス等を酸化炎で酸化させて酸化ケイ素膜を形成する。
【0031】
(2)第一次一体成形工程
図8は、図7に示す防水用押釦スイッチ部材の製造工程を示し、補強部材と第二弾性部材とを一体成形する状態を示す断面図である。図9は、図8に示す一体成形工程後に金型から取り出した成形体を示す断面図である。
【0032】
第一の金型70にプライマー処理後の補強部材30をセットし、補強部材30の内側に所定配合後シート状に分出し加工された未架橋状態のエラストマー組成物90を入れ、その上から第二の金型80を被せる。第二の金型80は、空間7を形成するための突出部81を備える。また、第一の金型70は、プランジャ42を形成するための凹部71を備える。所望の温度・圧力にて所定時間、圧縮加熱することにより、図9に示すように、補強部材30の内側に第二弾性部材40を固定した状態の成形体100が出来上がる。
【0033】
なお、上述の第一次一体成形後に、補強部材30の外側面30aに、再度、プライマー層31を形成しても良い。また、プライマー層31の形成を2段階に分け、第一次一体成形前に、補強部材30の内側面30bのみにプライマー層31を形成し、第一次一体成形後に、補強部材30の外側面30aのみにプライマー層31を形成するようにしても良い。
【0034】
(3)第二次一体成形工程
図10は、図9に示す成形体を金型に配置して、第一弾性部材と当該成形体を一体成形する状態を示す断面図である。
【0035】
第一次一体成形後、図9に示す成形体100を、第三の金型110にセットし、補強部材30の外側に、所定配合後シート状に分出し加工された未架橋状態のエラストマー組成物130を入れ、その上から第四の金型120を被せる。第三の金型110は、空間7に挿入するための突出部111を備える。第四の金型120は、リブ21を形成するための凹部121を備える。所望の温度・圧力にて所定時間、圧縮加熱することにより、補強部材30の外側に第一弾性部材2を一体成形した状態の防水用押釦スイッチ部材1が出来上がる。
【0036】
(4)組み立て
第二次一体成形工程後、押釦13を筒状部2a内の空間7に挿入し、防水用押釦スイッチ部材1の組み立てが完了する。
【0037】
<3.防水用押釦スイッチ部材の変形例>
図11は、防水用押釦スイッチ部材の第一の変形例を示す断面図である。図12は、防水用押釦スイッチ部材の第二の変形例を示す断面図である。
【0038】
図11に示すように、第二弾性部材40の底部41の外側にプランジャを形成しない防水用押釦スイッチ部材1を製造することもできる。その場合、押圧操作感を向上させるために、ドーム64の頂上部に、底部41に向けて突出するプランジャを形成するのが好ましい。
【0039】
また、図12に示すように、第二弾性部材40の底部41の外側および内側の両方にプランジャ42およびプランジャ43を、それぞれ形成した防水用押釦スイッチ部材1を製造することもできる。
【0040】
また、本発明に係る防水用押釦スイッチ部材は、上述の実施の形態に限定されず、種々変形を施して実施することもできる。
【0041】
上述の実施の形態では、補強部材30は、フランジレスのスリーブ形状であるが、フランジ部2b側の開口部分にフランジ部を備えても良い。同様に、第二弾性部材40は、フランジ部2b側の開口部分にフランジ部を備えていても良い。また、第一弾性部材2の筒状部2aの外周部分に形成されるリブ21は、筒状部2aの長さ方向に2段以上形成しても良い。筒状部2aのドーム64方向の開口端を、補強部材30の同方向の開口端よりもドーム64方向に突出させ、あるいは補強部材30のドーム64方向の開口端を、筒状部2aの同方向の開口端よりもドーム64方向に突出するようにしても良い。
【0042】
補強部材30と第一弾性部材2あるいは第二弾性部材40との一体成形において、未架橋ゴム材料の金型内への投入方法は、圧縮成型、射出成型、トランスファー成型、押出成型などにより行うことができる。
【実施例】
【0043】
次に、本発明の防水用押釦スイッチ部材の実施例について説明する。
【0044】
<1.防水用押釦スイッチ部材の製造>
SUS304製の筒状の補強部材30(内径:2.65mm、外径:2.95mm、長さ:1.55mm)の外側面30aおよび内側面30bに、信越化学工業株式会社製のプライマー(商品名:プライマーNo.23)を塗装し、30分間風乾し、乾燥機にて100℃、60分間の加熱処理を行い、補強部材30にプライマー層31を形成した。
【0045】
次に、図8に示す第一の金型70および第二の金型80を用意し、上述のプライマー層31付きの補強部材30を第一の金型70にセットし、信越化学工業株式会社製のシリコーンゴムコンパウンド(商品名:KE−981U)100重量部に信越化学工業株式会社製の架橋剤(商品名:C−8)2重量部を混練しシート状に分出した未架橋状態のシリコーンゴムAを補強部材30の内側に投入し、第二の金型80を被せて型締めした。その後、第一の金型70および第二の金型80を、180kg/cm2加圧下、170℃にて5分間、加熱した。次に、充分に冷却した後、第一の金型70と第二の金型80とを開き、第二弾性部材40と補強部材30とが一体となった成形体100(図9を参照)を取り出した。第二弾性部材40は、内径:2.55mm、外径:2.65mm、ベース厚み:0.3mm、押し子長さ:0.6mm、押し子径:0.2mmの形状であった。
【0046】
次に、図10に示す第三の金型110および第四の金型120を用意し、成形体100を第三の金型110にセットし、信越化学工業株式会社製のシリコーンゴムコンパウンド(商品名:KE−931U)100重量部に信越化学工業株式会社製の架橋剤(商品名:C−8)2重量部を混練しシート状に分出した未架橋状態のシリコーンゴムBを補強部材30の外側に投入し、第四の金型120を被せて型締めした。その後、第三の金型110および第四の金型120を、180kg/cm2加圧下、170℃にて5分間、加熱した。次に、充分に冷却した後、第三の金型110と第四の金型120とを開き、第一弾性部材2と補強部材30と第二弾性部材40とが一体となった成形体を取り出した。第一弾性部材2の筒状部2aは、リブ21以外の部分にて、内径:2.95mm、外径:3.45mmであり、リブ21の最も突出した部分にて、外径:3.85mmの形状であった。
【0047】
上記の製造工程により製造した防水用押釦スイッチ部材1は、補強部材30の内側にタイプAデュロメータ(JIS K6253)による硬度が80の第二弾性部材40を固着し、補強部材30の外側にタイプAデュロメータ(JIS K6253)による硬度が30の第一弾性部材2を固着している。この他、未架橋状態のシリコーンゴムAのシリコーンゴムコンパウンドとして、別の5種類のシリコーンゴムコンパウンド(信越化学工業株式会社製の商品名:KE−931U,KE−941U,KE−951U,KE−961U,KE−971U)を用い、未架橋状態のシリコーンゴムBのシリコーンゴムコンパウンドとして、別の5種類のシリコーンゴムコンパウンド(信越化学工業株式会社製の商品名:KE−941U,KE−951U,KE−961U,KE−971U,KE−981U)を用いた。この結果、各6種類のシリコーンゴムコンパウンドを用いた第一弾性部材2と第二弾性部材40とを組み合わせた合計36種類の防水用押釦スイッチ部材1を用意した。
【0048】
<2.特性評価>
各防水用押釦スイッチ部材1は、それぞれ、次のような防水性と押圧操作性の評価に供した。
【0049】
(1)防水特性の評価方法
エア回路による差圧式にて、各防水用押釦スイッチ部材1の防水性を評価した。この方法は、被検品を納めたタンクと基準タンクの圧力差によって判断する方法であり、両タンクは、同一回路でつながっている。装置内に、被検品を所定形状の治具に入れて加圧し、一定時間経過後の回路内の差圧が1kPa以内の場合に合格とし、それ以上の場合には不合格とした。
【0050】
(2)押圧操作性の評価方法
アイコーエンジニアリニング株式会社製のフィーリングテスター(品番: MODEL1013)を用いて、下面直径が1.8mm以上で上面直径が2.2mm以下の略円柱状の軸を有する押釦13を第二弾性部材40の空間7内に装着し、押圧操作を行ったときのクリック率(%)にて、押圧操作感の良し悪しを評価した。クリック率とは、図13に示すストローク−荷重曲線において、押釦13を押し込んでいったときに、ドーム64がへこむ直前の最大荷重(F1)と、ドーム64がへこんで最も荷重が小さくなったときの最小荷重(F2)とを用いて表され、100×(F1−F2)/F1で算出される値である。クリック率の数値が大きいほど、押圧操作感が良い。ドーム型スイッチ60のドーム64部分を押釦13にて直接押圧したときのクリック率は39%であった。したがって、第二弾性部材40を介して押圧したときに、39%に近くなるのが理想的な押圧操作感である。
【0051】
<3.評価結果>
表1に、各6種類のシリコーンゴムコンパウンドを組み合わせて製造した36種類の防水用押釦スイッチ部材の特性評価の結果を示す。
【0052】
【表1】
【0053】
表1に示すように、第一弾性部材2の硬度が60以下の場合に、良好な防水性を維持することができる一方、硬度が60を超えると防水性が低下した。また、第二弾性部材40の硬度が70以上になると、クリック率が30%以上となり、良好な押圧操作感が得られる一方、硬度が70未満ではクリック率が20%以下となり、良好な押圧操作感が得られなかった。以上より、補強部材30の外側に固定される第一弾性部材2の硬度を60以下の低硬度弾性材料で構成し、かつ補強部材30の内側に固定される第二弾性部材40の硬度を70以上の高硬度弾性材料で構成することにより、防水性と押圧操作感の両特性を良好にすることができることがわかった。
【産業上の利用可能性】
【0054】
本発明は、防水機器に組み込まれる押釦スイッチ部材として利用することができる。
【符号の説明】
【0055】
1 防水用押釦スイッチ部材
2 第一弾性部材
2a 筒状部
2b フランジ部
7 空間
13 押釦
21 リブ
30 補強部材
30a 外側面
30b 内側面
31 プライマー層
40 第二弾性部材
41 底部
42 プランジャ
43 プランジャ
【特許請求の範囲】
【請求項1】
対向する双方向に開口する1または2以上の筒状部と、当該筒状部の一方の開口部からその径方向外側に延出して形成されるフランジ部とを連接して成り、それぞれの上記筒状部にその外周に沿って連続形成されるループ状のリブを1若しくは2以上備える第一弾性部材と、
上記筒状部の両方の開口方向に開口し、当該第一弾性部材の内側に固定される筒状の補強部材と、
上記第一弾性部材の上記フランジ部側に開口すると共に上記フランジ部と反対側に有底であって、上記補強部材の内側に固定される第二弾性部材と、
を備え、
上記第一弾性部材は、タイプAデュロメータ(JIS K6253)により測定される硬度が60以下の弾性体から構成され、
上記第二弾性部材は、タイプAデュロメータ(JIS K6253)により測定される硬度が70以上の弾性体から構成されることを特徴とする防水用押釦スイッチ部材。
【請求項2】
前記第一弾性部材および前記第二弾性部材は、ともに、シリコーンゴムであることを特徴とする請求項1に記載の防水用押釦スイッチ部材。
【請求項3】
前記補強部材の外側面および内側面の両面に、それぞれ、前記第一弾性部材および前記第二弾性部材との接着性を高めるためのプライマー処理がなされていることを特徴とする請求項1または請求項2に記載の防水用押釦スイッチ部材。
【請求項4】
前記第二弾性部材の底部の外側および内側のいずれか一方に、上記底部から離れる方向に突出するプランジャを備えることを特徴とする請求項1から請求項3のいずれかに記載の防水用押釦スイッチ部材。
【請求項5】
前記第二弾性部材の開口部から底部に向かって前記第二弾性部材の内側に形成される空間内に挿入配置される押釦を、さらに備えることを特徴とする請求項1から請求項4のいずれか1項に記載の防水用押釦スイッチ部材。
【請求項1】
対向する双方向に開口する1または2以上の筒状部と、当該筒状部の一方の開口部からその径方向外側に延出して形成されるフランジ部とを連接して成り、それぞれの上記筒状部にその外周に沿って連続形成されるループ状のリブを1若しくは2以上備える第一弾性部材と、
上記筒状部の両方の開口方向に開口し、当該第一弾性部材の内側に固定される筒状の補強部材と、
上記第一弾性部材の上記フランジ部側に開口すると共に上記フランジ部と反対側に有底であって、上記補強部材の内側に固定される第二弾性部材と、
を備え、
上記第一弾性部材は、タイプAデュロメータ(JIS K6253)により測定される硬度が60以下の弾性体から構成され、
上記第二弾性部材は、タイプAデュロメータ(JIS K6253)により測定される硬度が70以上の弾性体から構成されることを特徴とする防水用押釦スイッチ部材。
【請求項2】
前記第一弾性部材および前記第二弾性部材は、ともに、シリコーンゴムであることを特徴とする請求項1に記載の防水用押釦スイッチ部材。
【請求項3】
前記補強部材の外側面および内側面の両面に、それぞれ、前記第一弾性部材および前記第二弾性部材との接着性を高めるためのプライマー処理がなされていることを特徴とする請求項1または請求項2に記載の防水用押釦スイッチ部材。
【請求項4】
前記第二弾性部材の底部の外側および内側のいずれか一方に、上記底部から離れる方向に突出するプランジャを備えることを特徴とする請求項1から請求項3のいずれかに記載の防水用押釦スイッチ部材。
【請求項5】
前記第二弾性部材の開口部から底部に向かって前記第二弾性部材の内側に形成される空間内に挿入配置される押釦を、さらに備えることを特徴とする請求項1から請求項4のいずれか1項に記載の防水用押釦スイッチ部材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−3945(P2012−3945A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−138026(P2010−138026)
【出願日】平成22年6月17日(2010.6.17)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月17日(2010.6.17)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]