
防水靴
【課題】防水性フードの筒口取付け作業を簡易にするとともに、靴内の蒸れをなくし、かつ防水性フード取付け部での防水性を改良した防水靴を提供することである。
【解決手段】防水性フード2は筒口縁テープ21、接着テープ22及び防水透湿性シート23を連設して筒状に形成し、該接着テープ22はホットメルト樹脂層221と塩化ビニル樹脂層222とを積層した。また、筒口縁テープ21と接着テープ22とはその両端部にフリー状態の重ね代を設けて防水透湿性シート23と縁縫いした。該筒口縁テープ21は塩化ビニル製靴の筒口部11の上部を覆うように取付けるとともに該接着テープ22の塩化ビニル樹脂層222を筒口外周面に重合し、その接着テープ22の下縁で防水透湿性シート23を外側に折り返しホットメルト樹脂層221と重ね合わせて立設させた防水性フード2を形成し、該接着テープ22を溶融圧着して防水性フード2を筒口部11に取付けた。
【解決手段】防水性フード2は筒口縁テープ21、接着テープ22及び防水透湿性シート23を連設して筒状に形成し、該接着テープ22はホットメルト樹脂層221と塩化ビニル樹脂層222とを積層した。また、筒口縁テープ21と接着テープ22とはその両端部にフリー状態の重ね代を設けて防水透湿性シート23と縁縫いした。該筒口縁テープ21は塩化ビニル製靴の筒口部11の上部を覆うように取付けるとともに該接着テープ22の塩化ビニル樹脂層222を筒口外周面に重合し、その接着テープ22の下縁で防水透湿性シート23を外側に折り返しホットメルト樹脂層221と重ね合わせて立設させた防水性フード2を形成し、該接着テープ22を溶融圧着して防水性フード2を筒口部11に取付けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、厨房、農作業などを行う際に使用する靴の筒口部にフードを取付けしたの靴に関するもので、特に筒口部に透湿性及び防水性を兼ね備えたフードを取付けた合成樹脂製の防水靴に関するものである。
【背景技術】
【0002】
従来、筒状のフードを備えた靴としては、半長靴の筒口に筒状の防水弾性膜(フード)を装着させる春雨兼用長靴において、前記フードの下端部を筒口内側の布地と硬質ビニル膜(筒口部)との間に適宜幅だけ密着させかつ筒口部の周縁の上端縁に沿って折り曲げ該折り曲げ部分を前記筒口部の外側にも適宜幅密着せしめて該フードを脚筒部の外側に引伸ばし自在に密着させるとともに、さらに上記フードは半長靴の脚筒部との密着を強靭とするために前記フードの接着部外側から補強バンドを筒口周縁に装着し、もってフードに外力が加えられても離れることがないようにしたものが、実公昭37−16103号で開示されている。
【0003】
然しながら、この従来の実公昭37−16103号の春雨兼用長靴においては、フードが筒口周縁部に沿って密着されているので筒口からの雨水の浸透が防止されるが、フードを取付けるにはフードの下端部を筒口内側の布地と筒口部との間に挟み込みながら接着剤を塗布し取付けるために取付け幅が不均一になったり、また該接着剤が不要な箇所に付いたりしていた。そして、この従来の長靴は筒口周縁部を覆う防水弾性膜からなるフードが筒口周縁部の厚みにより内外側の径に差があるために筒口部の内方向に力がかかり筒口部に変形が発生していたりしていた。また、本長靴はフードと脚筒部との密着を強化するために筒口外周部に補強バンドの取付けが必要で、これにより一層筒口部での変形が生じ、さらには製造コストアップの要因にもなっていた。さらにはフード材が防水性弾性膜であるので、靴内はフード材によって外気との換気が行われず蒸れを防ぐことができない問題点があった。
【0004】
また、この他筒状体(フード)を結合したゴム長靴においては、筒口外周面に軟質塩化ビニルテープが接着剤で接着されたゴム長靴の上記筒口に少なくとも裏面が軟質塩化ビニルで作られた筒状体(フード)の下端部筒口を嵌合状態でかぶせ、両者の重なり部の軟質塩化ビニル同士を高周波ウエルダで溶融圧着してなるものが実開昭62−16303号で開示されている。
【0005】
然しながら、この実開昭62−16303号のゴム長靴では、筒口外周面の軟質塩化ビニルテープと軟質塩化ビニル製のフードとが溶融接着されるので接合部での浸水の原因となる隙間が起こらないが、該ゴム長靴は筒口表面に軟質塩化ビニルテープを接着剤で貼り付けた後、加硫作業が必要である。また筒口での接合部は融点以上の高温で圧着されるので該軟質塩化ビニルが溶融流動して筒口上縁が凸凹に変形し体裁が悪くなるため、その凸凹部分の切除作業が増え製造コストアップの要因となっていた。さらには、このゴム長靴も前者と同様にフード材が軟質塩化ビニルであるので靴内は外気との換気が行われず蒸れの状態となる問題点があった。
【0006】
さらには、ゴム長靴本体の上縁の筒口外側に、フード材の下縁部を取付け、該フード材は糸の太さが120〜200デシテックスで1平方インチに対してウェル(緯糸)が15〜70本、コース(経糸)が12〜32本の合成樹脂製メッシュにアクリル樹脂をコーティング加工し、さらに撥水材をコーティング加工したゴム長靴が特開2001−346609号において開示されている。
【0007】
然しながら、この特開2001−346609号のゴム長靴はフード材としてメッシュ材に対して特殊な熱処理を行うのとで通気性及び防水性を維持するようにしているが、ゴム長靴の筒口外側に単に取付けられていることが記載されているだけで、フード取付け部の防水性には課題がある。またこのフードを有するゴム長靴においても、前述の通りその成形作業において加硫工程が必要で製造コストなどに問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実公昭37−16103号公報
【特許文献2】実開昭62−16303号公報
【特許文献3】特開2001−346609号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
解決しようとする問題点は、筒口部へのフード取付け部における防水性の低下及び筒口部をフードで覆って取付ける構造では靴の筒口厚みによる筒口部の内外側径とフードの下縁部との径を合致させることの難点や、また筒口上縁部での高周波ウエルダによる流動外観不良の発生や、完成した靴においては靴内が外気との換気が行われず蒸れ易い点にある。
【課題を解決するための手段】
【0010】
本発明は、防水性フードを靴の筒口に装着した塩化ビニル樹脂からなる防水靴において、該防水性フードは筒口縁テープと接着テープと防水透湿性シートとを連設して筒状に形成し、該接着テープがホットメルト樹脂層とその裏面側に塩化ビニル樹脂層とを積層して構成したものであって、該筒口縁テープを筒口内周面側に取付け筒口上部を覆うとともに、該筒口縁テープに連設された接着テープの塩化ビニル樹脂層を筒口外周面に重合し、さらに該接着テープに連設された防水透湿性シートをその接着テープの下縁に沿って外側に折り返して接着テープのホットメルト樹脂層に重ね合わせ防水性フードを立設させて形成し、前記接着テープを溶融圧着して防水フードを筒口部に取付けたことを最も主要な特徴とする。
【発明の効果】
【0011】
本発明の防水靴は、接着テープを筒口部に溶融圧着することで取り付け部の防水性を向上させるとともに筒口縁テープで筒口上縁部を覆った構造であるので溶融された筒口部の塩化ビニル樹脂が筒口縁テープの外部に漏れることが防止されるため外観が良好である。しかも防水性フードの筒口縁テープとそれに連接されている接着テープとはその取り付け両端部が重なり合ってその両テープ間に隙間を設けたフリーの状態であるのでその重ね代幅の範囲内において筒口縁テープの両端を筒口周方向にずらして広くしたり狭めたりして調整することで筒口内周及び外周に合わせて覆うことができるので筒口縁テープには皴が発生することなく取付け作業を簡易に行えるという利点がある。さらに、本発明の防止靴は防水フードを接着テープでの溶融圧着で簡易に取付けられ、しかも接着テープの2層構造で靴の筒口部に確実に接合されるためその取り付け部において完全防水性を図ることができ、かつ靴内が防水透湿性シートにより透湿性及び防水性が保持される。そして、防水靴は一般汎用の塩化ビニル製の靴が使用できるのでコスト低減が図られる。
【図面の簡単な説明】
【0012】
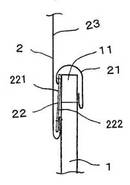
【図1】図1は防水靴の外観を示した説明図である。
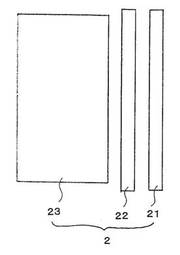
【図2】図2は防水性フードを構成する部品の展開図である。
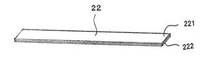
【図3】図3は防水性フードの接着テープ構造を示した説明図である。
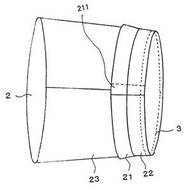
【図4】図4は防水性フードの組み立て構造を示した説明図である。
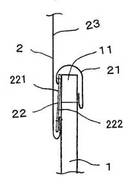
【図5】図5は防水性フードを靴の筒口部に取り付け状態を示した断面図である。
【発明を実施するための形態】
【0013】
本発明の防水靴は、防水性フードの取付け部において防水性を向上させ、しかも靴内は防水及び蒸れないようにするとともに、その取り付け作業を簡易化させるという目的を、防水性フードを筒口縁テープと接着テープと防水透湿性シートとを連設して形成すると共に該接着テープがホットメルト樹脂層とその裏面側に塩化ビニル樹脂層とを2層積層して構成し、該筒口縁テープの取り付け端縁部を靴の筒口内面に合わせて径を調節し靴の筒口上部を覆うように取り付けするとともに、該接着テープの塩化ビニル樹脂層を筒口外周面に重ね合わせ、さらに該防水透湿性シートをその接着テープの下縁に合わせて外側に折り返してホットメルト樹脂層と重ね合わせて防水性フードを立設して形成し、前記接着テープを溶融圧着して防水性フードを靴の筒口部に設けたことで実現した。
【実施例1】
【0014】
図1は、防水性フードを取付けた防水靴の外観を示した実施例の説明図である。図2は防水性フードの部品である筒口縁テープと接着テープと防水透湿性シートとの展開図であり、図3は防水性フードの接着テープ構造を示した説明図であり、図4は防水性フードの組み立て図である。図5は防水靴の筒口部に防水性フードの取付け状態を示した説明図である。また、1は防水靴、2は防水性フードである。
【0015】
防水靴1は図1に示すように塩化ビニル樹脂で射出成形した長靴の筒口部11に防水性フード2を有した靴で、筒部の外周面は防水性フード2の溶着の観点から接着テープとの重ね合わせ面に凸凹意匠がなく平坦な形状していることが好ましい。従って、従来の筒口テープ部に凹凸意匠がある靴は、その筒口部分を切除し凹凸意匠のない靴を作成して再使用できるようにすれば、改めて新規の成型用モールドの作成が不要となるので低コスト化が図られる。
【0016】
防水性フード2は、図2に示すように部品となる筒口縁テープ21、接着テープ22及び防水透湿性シート23から構成され、それらを縫合し連設して形成される。
【0017】
筒口縁テープ21は防水靴本体の筒口部を覆う幅とし、その全長を筒口外周よりその両端部に重ね代をとり長くした略帯形状とした。筒口縁テープ21はその素材として布帛が用いられ、具体的には織物、編物、合成皮革などの素材が挙げられる。
【0018】
また接着テープ22は図3に示すようにホットメルト樹脂層221とその裏面側に塩化ビニル樹脂層222とを積層した2層構造で構成され、その全長を前記筒口縁テープとほぼ同じように筒口外周の長さより長くしその両端部に重ね代をとった略帯形状に形成される。接着テープ22は筒口縁テープ21等と縫合し易いように仮にホットメルト樹脂層221と塩化ビニル樹脂層222とを熱圧着させておくことが好ましい。また接着テープ22は塩化ビニル樹脂層222の厚みをホットメルト樹脂層221の厚みより同等又は厚くし腰を持たせるようにすれば、防水透湿性シート23の折り返し位置を接着テープ22の下縁に合わせることが容易且つ明確に確認できるため、防水性フード2の折り返し作業が簡易に行える利点がある。例えば、塩化ビニル樹脂層とホットメルト樹脂層とは夫々ほぼ同じ厚みの0.2〜0.5mmとし、接着テープの総厚みを0.4〜1.0mm程度とすることが好ましい。接着テープ22はホットメルト樹脂層221を防水透湿性シート23に重ね合わせられるように用いられ、一方塩化ビニル樹脂層222は靴の筒口外周面に重ね合わせられるように用いられる。そして、接着テープ22はその幅を高周波ウエルダの電極幅とほぼ同じ幅10〜20mmとし、またその全長を筒口外周の長さより重ね代10〜15mm程度延長し筒口縁テープと同じ長さとした。
【0019】
ホットメルト樹脂221としてはポリエチレン樹脂、ポリウレタン系樹脂、ポリアミド樹脂、ポリエステル樹脂などの各種樹脂を単独、又は2種以上の混合物として用いることができるが耐久性の観点よりポリウレタン系樹脂が好ましい。ホットメルト樹脂221は軟化点を約150〜180℃とし、より好ましくは170℃になるように設定して熱圧着する。加熱されたホットメルト樹脂は可塑化して流動状態となり、防水透湿性シート23の繊維間の隙間に含侵しアンカー効果が増大する。ホットメルト樹脂テープとしてはポリウレタンホットメルト樹脂からなるシートとしてジャパンゴアテックス社製の「GORE−SEAMTAPE」を用いることができる。また、ホットメルト樹脂に積層される塩化ビニル樹脂は120〜150℃で可塑化し、ホットメルト樹脂と同様に170℃以上で溶融する。
【0020】
そして防水透湿性シート23は防水性と透湿性を有したシートで、防水性透湿性フィルムを使用し織物又は編物の繊維を積層した構造からなる。防水性透湿性フィルムとしては、ポリウレタン樹脂、ポリエステル樹脂、シリコーン樹脂などの親水性樹脂フィルムや、ポリエステル樹脂、ポリエチレン、ポリプロピレンなどのオレフィン系樹脂、含フッ素系樹脂、撥水処理したポリウレタン樹脂などの疎水性樹脂からなる多孔質フィルムを挙げることができる。
【0021】
疎水性多孔質フィルムは内部に細穴を有する多孔質構造によって透湿性を維持し、またフィルム基材を構成する親水性樹脂が該細孔への水の浸入を抑制しフィルム全体として防水性を備え、親水性ポリウレタン樹脂が好適で多孔質ポリテトラフルオロエチレン膜を挙げることができる。また、防水透湿性シート23は多孔質ポリテトラフルオロエチレン膜に繊維を積層することによって物理的強度や外観、肌触りが良好となる。また繊維の素材として綿、麻などの天然繊維やポリアミド繊維、ポリエステル繊維、アクリル繊維などの合成繊維のいずれであってもよい。具体的な例として撥水性ナイロンタフタ、親水性ポリウレタン樹脂で処理された多孔質ポリテトラフルオロエチレン膜、ナイロントリコット編物を積層したものが挙げられる。防水透湿性シート23は着用者から発汗される水蒸気が透過して外部に発散されるため、蒸れ感を防ぐことができる。織物又は編物の繊維は接着テープのホットメルト樹脂の軟化点よりも高い耐熱性を有していることが好ましい。
【0022】
防水性フード2の作成方法について説明する。防水性フード2はまず防水透湿性シート23の下縁を靴の筒口外周とほぼ同じ大きさとし円筒状にして両側を縫合し、縫合した裏面を防水テープによりシールする(図示なし)。次に筒口縁テープ21は防水性フード2を筒口部11に装着する際に接着テープ22の塩化ビニル樹脂層222が筒口外周と重ね合うに配置して両縁同士を縫合し接着テープ22と連設する。その後、防水性フード2は図4に示すように前記円筒状にした防水透湿性シート23に前記準備した筒口縁テープ21と接着テープ22との両テープの取付け両端部211同士を重ね合わせて重ね代をとり該取付け両端部211同士がフリーの状態で接着テープ22と縁縫いして接合し作成される。
【0023】
作成された防水性フード2は筒口縁テープ21の取付け両端部211同士を円筒状の防水透湿性シート23の下縁に対して重ね代の範囲内で筒口周方向にずらして拡径及び縮径可能のようにフリーの状態に形成される。これにより、防水性フード2は筒口縁テープ21と接着テープ22との取付け部両端部211を筒口上部の形状に合わせて径を調整し取付けすることができるため、筒口部の厚みが多少厚くても皴が発生することなく筒口部を覆うことができる。作成された防水性フード2は筒口縁テープ21の裏面が接着テープ22の塩化ビニル樹脂層222、また防水透湿性シート23の表側と同一面側になるように連設し作成される。
【0024】
縫製に使用する糸3は、綿、絹、ポリアミド樹脂、ポリエステル樹脂、ビニロン樹脂などの素材を使用してもいいが、強度の観点からポリアミド樹脂又はポリエステル樹脂を用いるのが好ましい。また防水性フード2は、必要に応じてずり落ちないように防水性フードの上部にはゴム紐を通して締め付け部を設けてもよい。
【0025】
次に本発明の防水靴本体について前記作成した防水性フード2の取付け方を説明する。準備された上記の防水性フード2は筒口縁テープを防水靴1の筒部内側に沿わせその筒口縁テープ21の取付け端縁部211を筒口円周方向へ移動させ筒口内周の径に合わせて調整し靴本体に筒口部11に糸で縫い付けて取付けた後、靴の筒口上端部を覆うようにし、次に接着テープ22の軟質塩化ビニル222を筒口外周部に重ねた後、防水透湿性シート23を前記接着テープ22の下縁から外側に折り返し立設して接着テープ22のホットメルト樹脂層221に重合させて防水性フード2を立設させ、防水性フード2の折り返し重ね合わせ部にある接着テープ22を介して筒口部11に防水性フード2を溶融圧着させて取付ける。
【0026】
接着テープ22の溶融圧着条件はホットメルト樹脂の軟化点、材質、時間などによって適宜設定され、例として防水性フードの折り返し重ね合わせ部にある接着テープ22を温度165〜185度、圧力1.5〜3kg/cm2、3〜6秒間熱圧着し、その後高周波ウエルダでアンペア3〜4.5A、通電時間3〜6秒,圧力1.5〜3.5kg/cm2の条件で溶融圧着し、接着テープ22を介して筒口部11と防水透湿性シート23が接着され、防水性フード2を取付けた本発明の防水靴1が完成する。尚、本発明の防水靴1は高周波ウエルダで防水性フードを溶融圧着する前の熱圧着作業は必ずしも必要ではないがこの熱圧着作業をすることで防水性フードの折り返し重ね合わせ部内の空気が外部に排出されるため空気溜まりができず取付け部の接着性及び外観に優れた靴が安定して製造できる利点を有する。
【0027】
そして、完成した防水靴1は接着テープ22を介して溶融圧着作業をする際筒口部の塩化ビニル樹脂層222が筒口上部へ流動されるが筒口縁テープ21内に留まり外部に樹脂漏れすることがないため、従来発生していた流動部分の切除作業が不要で筒口部の外観が良好である。さらに、防水靴1は高周波ウエルダの電極側に筒口全周縁に沿った窪みを設けておけば、仮に熱圧着条件が設定以上であっても溶融した樹脂がその窪み部にも流動されるため筒口上部への流動量が減少し一層筒口部の外観不良の発生を防止されると共に溶融温度の設定条件の範囲を広げることができ製造し易くなる効果がある。
【0028】
完成した本発明の防水靴1は、防水性フード2の取付け部が接着テープ22の塩化ビニル樹脂層222と塩化ビ二ルの靴本体(筒口部11)、また接着テープ22のホットメルト樹脂層221と防水透水性シート23の裏面と溶融接着されるため織物にアンカーされ強固に固着されるため漏れが完全防止される。さらには本発明の防水靴1は上記重ね代において筒口縁テープ21の取付け両端部211がフリーであるため筒口上縁部に沿って径を調整でき皺が発生することなく覆うことができ、また接着テープ22の下縁に沿っての防水性フード2の折り返し装着作業が簡易化され、取り付け幅を均一にできと共に取り付け部の外観も良好となる。
【産業上の利用可能性】
【0029】
本発明は素材を塩化ビニル製とし射出成形した長靴に防水性フードを取付けたが、長靴はスラッシュ成形された塩化ビニル製の靴にも適用できる。
【符号の説明】
【0030】
1 防水靴
11 筒口部
2 防水性フード
21 筒口縁テープ
211 取付け両端部
22 接着テープ
221 ホットメルト樹脂層
222 塩化ビニル樹脂層
23 防水透湿性シート
3 糸
【技術分野】
【0001】
本発明は、厨房、農作業などを行う際に使用する靴の筒口部にフードを取付けしたの靴に関するもので、特に筒口部に透湿性及び防水性を兼ね備えたフードを取付けた合成樹脂製の防水靴に関するものである。
【背景技術】
【0002】
従来、筒状のフードを備えた靴としては、半長靴の筒口に筒状の防水弾性膜(フード)を装着させる春雨兼用長靴において、前記フードの下端部を筒口内側の布地と硬質ビニル膜(筒口部)との間に適宜幅だけ密着させかつ筒口部の周縁の上端縁に沿って折り曲げ該折り曲げ部分を前記筒口部の外側にも適宜幅密着せしめて該フードを脚筒部の外側に引伸ばし自在に密着させるとともに、さらに上記フードは半長靴の脚筒部との密着を強靭とするために前記フードの接着部外側から補強バンドを筒口周縁に装着し、もってフードに外力が加えられても離れることがないようにしたものが、実公昭37−16103号で開示されている。
【0003】
然しながら、この従来の実公昭37−16103号の春雨兼用長靴においては、フードが筒口周縁部に沿って密着されているので筒口からの雨水の浸透が防止されるが、フードを取付けるにはフードの下端部を筒口内側の布地と筒口部との間に挟み込みながら接着剤を塗布し取付けるために取付け幅が不均一になったり、また該接着剤が不要な箇所に付いたりしていた。そして、この従来の長靴は筒口周縁部を覆う防水弾性膜からなるフードが筒口周縁部の厚みにより内外側の径に差があるために筒口部の内方向に力がかかり筒口部に変形が発生していたりしていた。また、本長靴はフードと脚筒部との密着を強化するために筒口外周部に補強バンドの取付けが必要で、これにより一層筒口部での変形が生じ、さらには製造コストアップの要因にもなっていた。さらにはフード材が防水性弾性膜であるので、靴内はフード材によって外気との換気が行われず蒸れを防ぐことができない問題点があった。
【0004】
また、この他筒状体(フード)を結合したゴム長靴においては、筒口外周面に軟質塩化ビニルテープが接着剤で接着されたゴム長靴の上記筒口に少なくとも裏面が軟質塩化ビニルで作られた筒状体(フード)の下端部筒口を嵌合状態でかぶせ、両者の重なり部の軟質塩化ビニル同士を高周波ウエルダで溶融圧着してなるものが実開昭62−16303号で開示されている。
【0005】
然しながら、この実開昭62−16303号のゴム長靴では、筒口外周面の軟質塩化ビニルテープと軟質塩化ビニル製のフードとが溶融接着されるので接合部での浸水の原因となる隙間が起こらないが、該ゴム長靴は筒口表面に軟質塩化ビニルテープを接着剤で貼り付けた後、加硫作業が必要である。また筒口での接合部は融点以上の高温で圧着されるので該軟質塩化ビニルが溶融流動して筒口上縁が凸凹に変形し体裁が悪くなるため、その凸凹部分の切除作業が増え製造コストアップの要因となっていた。さらには、このゴム長靴も前者と同様にフード材が軟質塩化ビニルであるので靴内は外気との換気が行われず蒸れの状態となる問題点があった。
【0006】
さらには、ゴム長靴本体の上縁の筒口外側に、フード材の下縁部を取付け、該フード材は糸の太さが120〜200デシテックスで1平方インチに対してウェル(緯糸)が15〜70本、コース(経糸)が12〜32本の合成樹脂製メッシュにアクリル樹脂をコーティング加工し、さらに撥水材をコーティング加工したゴム長靴が特開2001−346609号において開示されている。
【0007】
然しながら、この特開2001−346609号のゴム長靴はフード材としてメッシュ材に対して特殊な熱処理を行うのとで通気性及び防水性を維持するようにしているが、ゴム長靴の筒口外側に単に取付けられていることが記載されているだけで、フード取付け部の防水性には課題がある。またこのフードを有するゴム長靴においても、前述の通りその成形作業において加硫工程が必要で製造コストなどに問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実公昭37−16103号公報
【特許文献2】実開昭62−16303号公報
【特許文献3】特開2001−346609号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
解決しようとする問題点は、筒口部へのフード取付け部における防水性の低下及び筒口部をフードで覆って取付ける構造では靴の筒口厚みによる筒口部の内外側径とフードの下縁部との径を合致させることの難点や、また筒口上縁部での高周波ウエルダによる流動外観不良の発生や、完成した靴においては靴内が外気との換気が行われず蒸れ易い点にある。
【課題を解決するための手段】
【0010】
本発明は、防水性フードを靴の筒口に装着した塩化ビニル樹脂からなる防水靴において、該防水性フードは筒口縁テープと接着テープと防水透湿性シートとを連設して筒状に形成し、該接着テープがホットメルト樹脂層とその裏面側に塩化ビニル樹脂層とを積層して構成したものであって、該筒口縁テープを筒口内周面側に取付け筒口上部を覆うとともに、該筒口縁テープに連設された接着テープの塩化ビニル樹脂層を筒口外周面に重合し、さらに該接着テープに連設された防水透湿性シートをその接着テープの下縁に沿って外側に折り返して接着テープのホットメルト樹脂層に重ね合わせ防水性フードを立設させて形成し、前記接着テープを溶融圧着して防水フードを筒口部に取付けたことを最も主要な特徴とする。
【発明の効果】
【0011】
本発明の防水靴は、接着テープを筒口部に溶融圧着することで取り付け部の防水性を向上させるとともに筒口縁テープで筒口上縁部を覆った構造であるので溶融された筒口部の塩化ビニル樹脂が筒口縁テープの外部に漏れることが防止されるため外観が良好である。しかも防水性フードの筒口縁テープとそれに連接されている接着テープとはその取り付け両端部が重なり合ってその両テープ間に隙間を設けたフリーの状態であるのでその重ね代幅の範囲内において筒口縁テープの両端を筒口周方向にずらして広くしたり狭めたりして調整することで筒口内周及び外周に合わせて覆うことができるので筒口縁テープには皴が発生することなく取付け作業を簡易に行えるという利点がある。さらに、本発明の防止靴は防水フードを接着テープでの溶融圧着で簡易に取付けられ、しかも接着テープの2層構造で靴の筒口部に確実に接合されるためその取り付け部において完全防水性を図ることができ、かつ靴内が防水透湿性シートにより透湿性及び防水性が保持される。そして、防水靴は一般汎用の塩化ビニル製の靴が使用できるのでコスト低減が図られる。
【図面の簡単な説明】
【0012】
【図1】図1は防水靴の外観を示した説明図である。
【図2】図2は防水性フードを構成する部品の展開図である。
【図3】図3は防水性フードの接着テープ構造を示した説明図である。
【図4】図4は防水性フードの組み立て構造を示した説明図である。
【図5】図5は防水性フードを靴の筒口部に取り付け状態を示した断面図である。
【発明を実施するための形態】
【0013】
本発明の防水靴は、防水性フードの取付け部において防水性を向上させ、しかも靴内は防水及び蒸れないようにするとともに、その取り付け作業を簡易化させるという目的を、防水性フードを筒口縁テープと接着テープと防水透湿性シートとを連設して形成すると共に該接着テープがホットメルト樹脂層とその裏面側に塩化ビニル樹脂層とを2層積層して構成し、該筒口縁テープの取り付け端縁部を靴の筒口内面に合わせて径を調節し靴の筒口上部を覆うように取り付けするとともに、該接着テープの塩化ビニル樹脂層を筒口外周面に重ね合わせ、さらに該防水透湿性シートをその接着テープの下縁に合わせて外側に折り返してホットメルト樹脂層と重ね合わせて防水性フードを立設して形成し、前記接着テープを溶融圧着して防水性フードを靴の筒口部に設けたことで実現した。
【実施例1】
【0014】
図1は、防水性フードを取付けた防水靴の外観を示した実施例の説明図である。図2は防水性フードの部品である筒口縁テープと接着テープと防水透湿性シートとの展開図であり、図3は防水性フードの接着テープ構造を示した説明図であり、図4は防水性フードの組み立て図である。図5は防水靴の筒口部に防水性フードの取付け状態を示した説明図である。また、1は防水靴、2は防水性フードである。
【0015】
防水靴1は図1に示すように塩化ビニル樹脂で射出成形した長靴の筒口部11に防水性フード2を有した靴で、筒部の外周面は防水性フード2の溶着の観点から接着テープとの重ね合わせ面に凸凹意匠がなく平坦な形状していることが好ましい。従って、従来の筒口テープ部に凹凸意匠がある靴は、その筒口部分を切除し凹凸意匠のない靴を作成して再使用できるようにすれば、改めて新規の成型用モールドの作成が不要となるので低コスト化が図られる。
【0016】
防水性フード2は、図2に示すように部品となる筒口縁テープ21、接着テープ22及び防水透湿性シート23から構成され、それらを縫合し連設して形成される。
【0017】
筒口縁テープ21は防水靴本体の筒口部を覆う幅とし、その全長を筒口外周よりその両端部に重ね代をとり長くした略帯形状とした。筒口縁テープ21はその素材として布帛が用いられ、具体的には織物、編物、合成皮革などの素材が挙げられる。
【0018】
また接着テープ22は図3に示すようにホットメルト樹脂層221とその裏面側に塩化ビニル樹脂層222とを積層した2層構造で構成され、その全長を前記筒口縁テープとほぼ同じように筒口外周の長さより長くしその両端部に重ね代をとった略帯形状に形成される。接着テープ22は筒口縁テープ21等と縫合し易いように仮にホットメルト樹脂層221と塩化ビニル樹脂層222とを熱圧着させておくことが好ましい。また接着テープ22は塩化ビニル樹脂層222の厚みをホットメルト樹脂層221の厚みより同等又は厚くし腰を持たせるようにすれば、防水透湿性シート23の折り返し位置を接着テープ22の下縁に合わせることが容易且つ明確に確認できるため、防水性フード2の折り返し作業が簡易に行える利点がある。例えば、塩化ビニル樹脂層とホットメルト樹脂層とは夫々ほぼ同じ厚みの0.2〜0.5mmとし、接着テープの総厚みを0.4〜1.0mm程度とすることが好ましい。接着テープ22はホットメルト樹脂層221を防水透湿性シート23に重ね合わせられるように用いられ、一方塩化ビニル樹脂層222は靴の筒口外周面に重ね合わせられるように用いられる。そして、接着テープ22はその幅を高周波ウエルダの電極幅とほぼ同じ幅10〜20mmとし、またその全長を筒口外周の長さより重ね代10〜15mm程度延長し筒口縁テープと同じ長さとした。
【0019】
ホットメルト樹脂221としてはポリエチレン樹脂、ポリウレタン系樹脂、ポリアミド樹脂、ポリエステル樹脂などの各種樹脂を単独、又は2種以上の混合物として用いることができるが耐久性の観点よりポリウレタン系樹脂が好ましい。ホットメルト樹脂221は軟化点を約150〜180℃とし、より好ましくは170℃になるように設定して熱圧着する。加熱されたホットメルト樹脂は可塑化して流動状態となり、防水透湿性シート23の繊維間の隙間に含侵しアンカー効果が増大する。ホットメルト樹脂テープとしてはポリウレタンホットメルト樹脂からなるシートとしてジャパンゴアテックス社製の「GORE−SEAMTAPE」を用いることができる。また、ホットメルト樹脂に積層される塩化ビニル樹脂は120〜150℃で可塑化し、ホットメルト樹脂と同様に170℃以上で溶融する。
【0020】
そして防水透湿性シート23は防水性と透湿性を有したシートで、防水性透湿性フィルムを使用し織物又は編物の繊維を積層した構造からなる。防水性透湿性フィルムとしては、ポリウレタン樹脂、ポリエステル樹脂、シリコーン樹脂などの親水性樹脂フィルムや、ポリエステル樹脂、ポリエチレン、ポリプロピレンなどのオレフィン系樹脂、含フッ素系樹脂、撥水処理したポリウレタン樹脂などの疎水性樹脂からなる多孔質フィルムを挙げることができる。
【0021】
疎水性多孔質フィルムは内部に細穴を有する多孔質構造によって透湿性を維持し、またフィルム基材を構成する親水性樹脂が該細孔への水の浸入を抑制しフィルム全体として防水性を備え、親水性ポリウレタン樹脂が好適で多孔質ポリテトラフルオロエチレン膜を挙げることができる。また、防水透湿性シート23は多孔質ポリテトラフルオロエチレン膜に繊維を積層することによって物理的強度や外観、肌触りが良好となる。また繊維の素材として綿、麻などの天然繊維やポリアミド繊維、ポリエステル繊維、アクリル繊維などの合成繊維のいずれであってもよい。具体的な例として撥水性ナイロンタフタ、親水性ポリウレタン樹脂で処理された多孔質ポリテトラフルオロエチレン膜、ナイロントリコット編物を積層したものが挙げられる。防水透湿性シート23は着用者から発汗される水蒸気が透過して外部に発散されるため、蒸れ感を防ぐことができる。織物又は編物の繊維は接着テープのホットメルト樹脂の軟化点よりも高い耐熱性を有していることが好ましい。
【0022】
防水性フード2の作成方法について説明する。防水性フード2はまず防水透湿性シート23の下縁を靴の筒口外周とほぼ同じ大きさとし円筒状にして両側を縫合し、縫合した裏面を防水テープによりシールする(図示なし)。次に筒口縁テープ21は防水性フード2を筒口部11に装着する際に接着テープ22の塩化ビニル樹脂層222が筒口外周と重ね合うに配置して両縁同士を縫合し接着テープ22と連設する。その後、防水性フード2は図4に示すように前記円筒状にした防水透湿性シート23に前記準備した筒口縁テープ21と接着テープ22との両テープの取付け両端部211同士を重ね合わせて重ね代をとり該取付け両端部211同士がフリーの状態で接着テープ22と縁縫いして接合し作成される。
【0023】
作成された防水性フード2は筒口縁テープ21の取付け両端部211同士を円筒状の防水透湿性シート23の下縁に対して重ね代の範囲内で筒口周方向にずらして拡径及び縮径可能のようにフリーの状態に形成される。これにより、防水性フード2は筒口縁テープ21と接着テープ22との取付け部両端部211を筒口上部の形状に合わせて径を調整し取付けすることができるため、筒口部の厚みが多少厚くても皴が発生することなく筒口部を覆うことができる。作成された防水性フード2は筒口縁テープ21の裏面が接着テープ22の塩化ビニル樹脂層222、また防水透湿性シート23の表側と同一面側になるように連設し作成される。
【0024】
縫製に使用する糸3は、綿、絹、ポリアミド樹脂、ポリエステル樹脂、ビニロン樹脂などの素材を使用してもいいが、強度の観点からポリアミド樹脂又はポリエステル樹脂を用いるのが好ましい。また防水性フード2は、必要に応じてずり落ちないように防水性フードの上部にはゴム紐を通して締め付け部を設けてもよい。
【0025】
次に本発明の防水靴本体について前記作成した防水性フード2の取付け方を説明する。準備された上記の防水性フード2は筒口縁テープを防水靴1の筒部内側に沿わせその筒口縁テープ21の取付け端縁部211を筒口円周方向へ移動させ筒口内周の径に合わせて調整し靴本体に筒口部11に糸で縫い付けて取付けた後、靴の筒口上端部を覆うようにし、次に接着テープ22の軟質塩化ビニル222を筒口外周部に重ねた後、防水透湿性シート23を前記接着テープ22の下縁から外側に折り返し立設して接着テープ22のホットメルト樹脂層221に重合させて防水性フード2を立設させ、防水性フード2の折り返し重ね合わせ部にある接着テープ22を介して筒口部11に防水性フード2を溶融圧着させて取付ける。
【0026】
接着テープ22の溶融圧着条件はホットメルト樹脂の軟化点、材質、時間などによって適宜設定され、例として防水性フードの折り返し重ね合わせ部にある接着テープ22を温度165〜185度、圧力1.5〜3kg/cm2、3〜6秒間熱圧着し、その後高周波ウエルダでアンペア3〜4.5A、通電時間3〜6秒,圧力1.5〜3.5kg/cm2の条件で溶融圧着し、接着テープ22を介して筒口部11と防水透湿性シート23が接着され、防水性フード2を取付けた本発明の防水靴1が完成する。尚、本発明の防水靴1は高周波ウエルダで防水性フードを溶融圧着する前の熱圧着作業は必ずしも必要ではないがこの熱圧着作業をすることで防水性フードの折り返し重ね合わせ部内の空気が外部に排出されるため空気溜まりができず取付け部の接着性及び外観に優れた靴が安定して製造できる利点を有する。
【0027】
そして、完成した防水靴1は接着テープ22を介して溶融圧着作業をする際筒口部の塩化ビニル樹脂層222が筒口上部へ流動されるが筒口縁テープ21内に留まり外部に樹脂漏れすることがないため、従来発生していた流動部分の切除作業が不要で筒口部の外観が良好である。さらに、防水靴1は高周波ウエルダの電極側に筒口全周縁に沿った窪みを設けておけば、仮に熱圧着条件が設定以上であっても溶融した樹脂がその窪み部にも流動されるため筒口上部への流動量が減少し一層筒口部の外観不良の発生を防止されると共に溶融温度の設定条件の範囲を広げることができ製造し易くなる効果がある。
【0028】
完成した本発明の防水靴1は、防水性フード2の取付け部が接着テープ22の塩化ビニル樹脂層222と塩化ビ二ルの靴本体(筒口部11)、また接着テープ22のホットメルト樹脂層221と防水透水性シート23の裏面と溶融接着されるため織物にアンカーされ強固に固着されるため漏れが完全防止される。さらには本発明の防水靴1は上記重ね代において筒口縁テープ21の取付け両端部211がフリーであるため筒口上縁部に沿って径を調整でき皺が発生することなく覆うことができ、また接着テープ22の下縁に沿っての防水性フード2の折り返し装着作業が簡易化され、取り付け幅を均一にできと共に取り付け部の外観も良好となる。
【産業上の利用可能性】
【0029】
本発明は素材を塩化ビニル製とし射出成形した長靴に防水性フードを取付けたが、長靴はスラッシュ成形された塩化ビニル製の靴にも適用できる。
【符号の説明】
【0030】
1 防水靴
11 筒口部
2 防水性フード
21 筒口縁テープ
211 取付け両端部
22 接着テープ
221 ホットメルト樹脂層
222 塩化ビニル樹脂層
23 防水透湿性シート
3 糸
【特許請求の範囲】
【請求項1】
防水性フードを靴の筒口部に装着した塩化ビニル樹脂からなる防水靴において、該防水性フードは筒口縁テープと接着テープと防水透湿性シートとを連設して筒状に形成し、該接着テープがホットメルト樹脂層とその裏面側に塩化ビニル樹脂層とを積層して構成したものであって、該筒口縁テープで筒口上部を覆うとともに、該筒口縁テープに連設された接着テープの塩化ビニル樹脂層を筒口外周面に重合し、さらに該接着テープに連設された防水透湿性シートをその接着テープの下縁に沿って外側に折り返し接着テープのホットメルト樹脂層に重ね合わせて防水フードを形成し、前記接着テープを溶融圧着して防水性フードを筒口部に取付けたことを特徴とする防水靴。
【請求項2】
前記接着テープは塩化ビニル樹脂層とホットメルト樹脂層とを仮接着し腰を持たせたことを特徴とする請求項1記載の防水靴。
【請求項3】
前記防水性フードは筒口縁テープとそれに連設した接着テープの両テープとの全長を防水透湿性シートの下周縁より長くして前記筒口縁テープと接着テープとの両テープの取付け両端部に重ね代を設け、筒状に縫着した防水透湿性シートの下縁部に該接着テープを合わせて縁縫いして形成し、該取付け両端部の下縁周方向の調節で該筒口縁テープを靴の筒口部の形状に合致可能にしたことを特徴とする請求項2記載の防水靴。
【請求項4】
前記防水透湿性シートは防水性透湿性フィルムに織編物を積層したことを特徴とする特許請求項1から3のうちいずれか一項記載の防水靴。
【請求項1】
防水性フードを靴の筒口部に装着した塩化ビニル樹脂からなる防水靴において、該防水性フードは筒口縁テープと接着テープと防水透湿性シートとを連設して筒状に形成し、該接着テープがホットメルト樹脂層とその裏面側に塩化ビニル樹脂層とを積層して構成したものであって、該筒口縁テープで筒口上部を覆うとともに、該筒口縁テープに連設された接着テープの塩化ビニル樹脂層を筒口外周面に重合し、さらに該接着テープに連設された防水透湿性シートをその接着テープの下縁に沿って外側に折り返し接着テープのホットメルト樹脂層に重ね合わせて防水フードを形成し、前記接着テープを溶融圧着して防水性フードを筒口部に取付けたことを特徴とする防水靴。
【請求項2】
前記接着テープは塩化ビニル樹脂層とホットメルト樹脂層とを仮接着し腰を持たせたことを特徴とする請求項1記載の防水靴。
【請求項3】
前記防水性フードは筒口縁テープとそれに連設した接着テープの両テープとの全長を防水透湿性シートの下周縁より長くして前記筒口縁テープと接着テープとの両テープの取付け両端部に重ね代を設け、筒状に縫着した防水透湿性シートの下縁部に該接着テープを合わせて縁縫いして形成し、該取付け両端部の下縁周方向の調節で該筒口縁テープを靴の筒口部の形状に合致可能にしたことを特徴とする請求項2記載の防水靴。
【請求項4】
前記防水透湿性シートは防水性透湿性フィルムに織編物を積層したことを特徴とする特許請求項1から3のうちいずれか一項記載の防水靴。
【図1】



【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−224156(P2011−224156A)
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願番号】特願2010−96862(P2010−96862)
【出願日】平成22年4月20日(2010.4.20)
【出願人】(000004433)株式会社アサヒコーポレーション (15)
【Fターム(参考)】
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願日】平成22年4月20日(2010.4.20)
【出願人】(000004433)株式会社アサヒコーポレーション (15)
【Fターム(参考)】
[ Back to top ]