
防汚フィルムおよびその製造方法

【課題】酸化チタン粒子を含有するフッ素樹脂層の片面に酸化チタンを含有しないフッ素樹脂層を形成することにより、機械的強度が強く、接着力に優れた防汚フィルムを提供する。
【解決手段】酸化チタン粒子を含有するフッ素樹脂層11の片面に酸化チタンを含有しないフッ素樹脂層12が形成された防汚フィルム1である。この防汚フィルム1は、接着剤層2により保護対象物3の表面に貼着される。前記酸化チタン粒子を含有しないフッ素樹脂層12が酸化チタン粒子を含有するフッ素樹脂層と前記接着剤層2との間に介在することにより、酸化チタン粒子による接着剤層2の酸化劣化を防止する。また、前記フッ素樹脂層12により、防汚フィルム1全体の高い機械的強度を担保するため、酸化チタン粒子を大量に配合したり前記フッ素樹脂層11を薄膜にして酸化チタン粒子の露出度を大きくできる。
【解決手段】酸化チタン粒子を含有するフッ素樹脂層11の片面に酸化チタンを含有しないフッ素樹脂層12が形成された防汚フィルム1である。この防汚フィルム1は、接着剤層2により保護対象物3の表面に貼着される。前記酸化チタン粒子を含有しないフッ素樹脂層12が酸化チタン粒子を含有するフッ素樹脂層と前記接着剤層2との間に介在することにより、酸化チタン粒子による接着剤層2の酸化劣化を防止する。また、前記フッ素樹脂層12により、防汚フィルム1全体の高い機械的強度を担保するため、酸化チタン粒子を大量に配合したり前記フッ素樹脂層11を薄膜にして酸化チタン粒子の露出度を大きくできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、保護対象物の表面に貼り付けて汚染を防止する防汚フィルムおよびその製造方法に関するものである。
【背景技術】
【0002】
従来から、鋼板あるいは壁材等の保護や汚れ付着防止の方法として、これらの表面をフッ素樹脂で被覆する方法がある。この被覆方法としては、保護対象物の表面にフッ素樹脂塗料を塗工する方法、またはテトラフルオロエチレン−パーフルオロアルキルビニル共重合体(PFA)、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリビニルフルオライド(PVF)等の溶融フッ素樹脂からなる樹脂フィルムをラミネートにより貼着する方法がある。フッ素樹脂は、拭払性がよいため、これらのフッ素樹脂で被覆した場合、例えば、厨房製品を被覆すると、表面が汚れても、拭き取りにより汚れを容易に落とすことができる。しかし、油汚れ、ヤニ等のようなしつこい汚れの場合は、拭き取りしても、わずかではあるが、汚れが残り、これを無理に拭き取ろうとすると、塗工タイプのものは塗装が剥がれるおそれがあり、溶融フッ素樹脂フィルムの場合は、フィルム表面が傷付き、今後の汚れを助長するおそれがある。
【0003】
また、屋外等に設置されるような保護対象物に対し、このようなフッ素樹脂被覆材を用いた場合、大気中のばい煙、ほこり、細砂等の微粒子がフッ素樹脂被覆材表面に付着し外観が汚れるという問題がある。これは、屋外に設置される壁材等の場合、拭き取りを行うことが困難であり、また、水洗いを行っても、フッ素樹脂が撥水性であるため、付着微粒子を洗い流すことが困難だからである。
【0004】
他方、光触媒である酸化チタンは、光を吸収して励起された電子が、接近する有機物あるいは微生物などに酸化作用を行い分解する、いわゆる光触媒反応を示すことが知られている。そこで、この酸化チタンの光触媒作用を利用して、防汚、抗菌技術が種々開発されており、特に、酸化チタンの担持方法について様々な検討がなされている。
【0005】
例えば、特開平6−315614号公報(特許文献1)では、二酸化チタンあるいは二酸化チタンと活性炭の混合物を主成分とする光触媒の粉末を合成樹脂等を用いてシート材またはパネル材に成形して屋外に固定化する空気浄化材が提案されている。また、特開平7−265714号公報(特許文献2)では、汚れ付着防止の目的で、光触媒粒子表面の一部にフッ素樹脂等をバインダーとして担持したものが提案されている。
【0006】
この他に、酸化チタン等の光触媒を樹脂フィルムに含有させる方法がある。これによれば、前記フィルムを貼り付けるだけで、対象物に耐汚染性等を付与できる。しかし、酸化チタンの強力な酸化力のために、担持体である樹脂フィルム自身が酸化作用を受けるという問題があり、このため、樹脂フィルムの材質は、抗酸化力を持つ高分子材料、例えばポリテトラフルオロエチレン(PTFE)のような材料を選定する必要がある。また、このとき酸化チタンの光触媒作用は、酸化チタンと酸化される物質が直接接触することにより実現されるため、酸化チタンの防汚、抗菌の効果を発現させるためには酸化チタンは材料表面において露出度が大きいことが望ましい。
【特許文献1】特開平6−315614号公報
【特許文献2】特開平7−265714号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このように、酸化チタン等の光触媒を含有したフッ素樹脂フィルムは、対象物の保護、汚れ付着防止に用いた場合、従来のフッ素樹脂被覆材と比べ付着粒子が光照射時に随時分解するので表面汚染が生じにくく、また拭き取り時の残留物も分解除去することができる。しかしながら、PTFEに光触媒機能を持った酸化チタンを含有させたフィルムを、防汚、抗菌を目的として被覆物に粘着剤、接着剤等の接着層を介して貼り付けて使用する場合は、フィルムを透過した光による酸化チタンの酸化力のため接着剤成分あるいはフィルムと接着剤層との結合が劣化して接着力がなくなり、浮きが生じたりついには剥がれてしまう場合がある。また、防汚、抗菌の効果を強くするため酸化チタンの露出度を大きくする必要があるが、このために酸化チタンの含有量を多くすると、フィルムの機械的強度が低くなるおそれがある。
【0008】
そこで、本発明は、前記従来の問題を解決し、機械強度が高く、接着力に優れた防汚フィルムおよびその製造方法の提供を目的とする。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明の防汚フィルムは、酸化チタン粒子を含有するフッ素樹脂層の片面に、酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成されたという構成をとる。
【発明の効果】
【0010】
本発明の防汚フィルムは、酸化チタン粒子を含有するフッ素樹脂層の片面に酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成されている。このような構成にすることにより、前記酸化チタンを含有しないフッ素樹脂層等が、この防汚フィルムを保護対象物表面に貼着した際に形成される接着剤層あるいは粘着剤層を前記酸化チタンの酸化作用から防御する。このため、本発明の防汚フィルムは、接着性が優れ、保護対象物を長期間被覆保護することができる。また、前記酸化チタンを含有しないフッ素樹脂層等は、防汚フィルム全体の充分な機械的強度を担保する。このため、本発明の防汚フィルムでは、酸化チタン粒子を大量に配合したり、これを含むフッ素樹脂層を薄膜化することが可能となり、酸化チタンの充分な露出度を確保できる。この結果、本発明の防汚フィルムは、優れた耐汚染性を奏する。
【0011】
また、本発明の防汚フィルムは、本発明の製造方法により製造することができ、またこの製造方法によれば、酸化チタン粒子をフッ素樹脂層表面から充分に露出させた状態にすることが可能となる。このため、酸化チタン粒子の酸化力が充分に発揮され、この結果、本発明の製造方法により製造された防汚フィルムは、耐汚染性に優れたものとなる。
【0012】
また、補強層としてフッ素樹脂層を形成した場合は、種々形状に加工ができ、延伸操作等により表面積を大きくすることも可能であり、表面積が拡大されれば酸化チタンと悪臭物質等との接触面積も大きくなって、防汚性に優れたフィルムとすることができる。また、強度を要求される用途では、ガラスクロス等のガラス繊維等を使用すればよい。
【0013】
さらに、本発明の防汚フィルムをカーテンやロールスクリーン等の用途に使用すれば、これらに、防汚性や抗菌性等の新たな機能を付加することができる。
【発明を実施するための最良の形態】
【0014】
すなわち、本発明の防汚フィルムは、耐汚染性を発現する層と接着性や機械的強度を担保する層とを分けたことに特徴がある。前記酸化チタン粒子を含有するフッ素樹脂層は、酸化チタン粒子の光触媒作用により、有機物や微生物を酸化分解する作用を奏する。そして、前記酸化チタンを含有しないフッ素樹脂層や前記無機繊維布層は、この防汚フィルムを保護対象物に接着した際に形成される接着剤層等を前記酸化チタン粒子の酸化作用から保護する。そして、前記フッ素樹脂層や無機繊維布層は、補強層としても作用することから、露出度を上げるため大量の酸化チタン粒子を前記フッ素樹脂層に配合したり、前記フッ素樹脂層を薄膜化しても、フィルム全体としての強度は充分なものとなり、かつ耐汚染性が極めて優れたものとなる。
【0015】
本発明に使用されるッ素樹脂は、フィルムを透過した光による酸化チタン粒子の酸化力に耐えれ、原料樹脂をディスパージョンで提供されるものであれば特に制限するものではなく、例えば、PTFE、PFA、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)等が挙げられ、このなかでも、化学的安定性に優れる等の理由から、PTFEが好ましい。
【0016】
また、前記無機繊維布層を形成する無機繊維布としては、同様に酸化チタンの酸化力に耐久性があるものであれば特に制限されず、例えば、金属繊維布、ガラス繊維布があげられ、寸法安定性、コストおよび取り扱い性の理由からガラス繊維布が好ましい。
【0017】
本発において、前記酸化チタン粒子を含有するフッ素樹脂層は、非多孔性であることが好ましい。このようにすると、フィルム表面の耐汚染性がさらに向上し、しかもフィルム強度が向上する。また、非多孔性にすることにより、ばい煙、ほこり、細砂等の空気中の浮遊物、あるいは油汚れ等の接触面積を小さくできる。
【0018】
また、前記酸化チタン粒子が、フッ素樹脂層の表面から露出していることが好ましい。このようにすると、フィルム表面において酸化チタンに光触媒反応が起りやすくなり、汚れの分解、除去が効率よく行われるようになる。
【0019】
また、本発明において、酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂との重量割合は、酸化チタン粒子の露出度等の点から、通常、酸化チタン粒子:フッ素樹脂=1:9〜7:3の範囲であり、好ましくは、酸化チタン粒子:フッ素樹脂=3:7〜6:4の範囲である。
【0020】
本発明において、前記酸化チタン粒子を含有しないフッ素樹脂表面は、粗面化処理されて接着性を向上させることが好ましい。
【0021】
また、保護対象物に貼着する際の作業性が良くなるという理由から、本発明の防汚フィルムの前記酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に接着剤層または粘着剤層が形成されることが好ましい。
【0022】
つぎに、本発明の防汚フィルムの製造方法は、フッ素樹脂シートおよび無機繊維布の少なくとも一方の上にフッ素樹脂と酸化チタン粒子を含むディスパージョンを塗布する工程と、前記ディスパージョン中の分散溶媒を蒸発除去する工程と、前記フッ素樹脂の焼成を行って酸化チタン粒子を含有するフッ素樹脂を形成する工程とを備える方法である。
【0023】
この方法によれば、フッ素樹脂層の表面から酸化チタン粒子を露出させることができ、露出部以外の表面を緻密に形成できる。また、この方法によれば、前記ディスパージョンの濃度、塗布量を変えることにより、前記酸化チタン粒子含有フッ素樹脂層等の厚みを自由に調整できる。
【0024】
本発明の防汚フィルムの製造方法において、酸化チタン粒子とフッ素樹脂との重量比が、酸化チタン粒子:フッ素樹脂=1:9〜6:4の範囲であることとが好ましい。
【0025】
つぎに、本発明を詳しく説明する。
【0026】
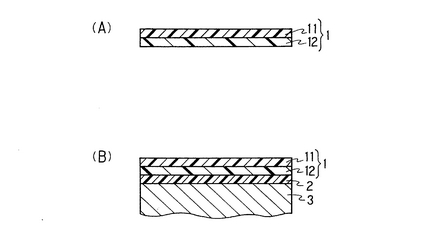
図1(A)は、本発明の防汚フィルム1の構成の一例を示す断面図である。図において、11は酸化チタン粒子を含有するフッ素樹脂層であり、その片面(図において下側の面)に酸化チタンを含有しないフッ素樹脂層12が形成されている。前記フッ素樹脂層11の厚みは、通常、5〜50μmであり、好ましくは10〜30μmである。前記フッ素樹脂層12の厚みは、通常、5〜50μmであり、好ましくは5〜15μmである。この防汚フィルムを、接着剤または粘着剤を用いて保護対象物表面に貼着した状態を図1(B)に示す。図において、2は接着剤層または粘着剤層であり、3は保護対象物であり、その他、図1(A)と同一部分には同一符号を付している。このように、接着剤等を用いて保護対象物に貼着した際、酸化チタン粒子を含有するフッ素樹脂層11と接着剤層2との間に酸化チタン粒子を含有しないフッ素樹脂層12が介在するため、接着剤層2が酸化チタンによって酸化劣化することがなく、充分な接着力を長期間維持できる。また、前記フッ素樹脂層12により、防汚フィルム1の機械的強度も充分なものとなっている。なお、この例において、酸化チタンを含有しないフッ素樹脂層に代えて無機繊維布層を形成しても同様の効果が得られる。
【0027】
本発明の防汚フィルムは、例えば、図2に示すようにして作製できる。
【0028】
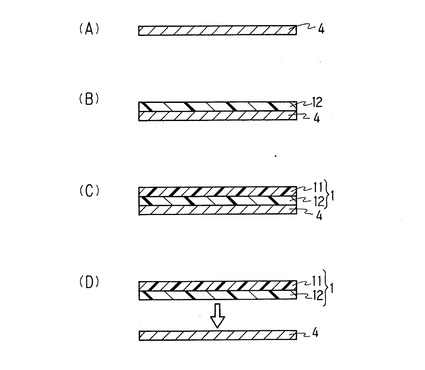
まず、図2(A)に示すように、担体4を準備する。担体としては、金属箔や金属シートのようなフィルム形成時の加熱によっても変形等を生じない耐熱性を有するとともに、その上に形成されたフィルムを剥がすことのできるものであれば特に限定なく使用できる。具体例としては、ステンレス箔、ポリイミドフィルムなどがあげられる。
【0029】
そして、フッ素樹脂のディスパージョンを準備し、前記担体4上に塗布する。このディスパージョンのフッ素樹脂濃度は、種々の要因に応じて適宜決定するが、通常、約40〜60重量%である。フッ素樹脂ディスパージョンの種類は特に制限されず、PTFE、PFA、FEPなどの水分散体があげられる。この水分散体において、フッ素樹脂の粒径は、通常、約0.2〜0.3μmである。そして、このディスパージョンの塗布は、例えば、担体をディスパージョン中に浸漬して引き上げる方法、ディスパージョンをスプレー塗布や刷毛塗りする方法、ディスパージョンを担体上に流延する方法等がある。ついで、塗布されたディスパージョンを加熱して分散溶媒を蒸発除去するとともにフッ素樹脂の焼成を行うことにより、図2(B)に示すように担体4の上にフッ素樹脂層12を形成する。この加熱は、二段階加熱でもよく、例えば、分散溶媒を除去する加熱を行った後、フッ素樹脂の焼成のための加熱を行ってもよい。この加熱処理の条件は、分散溶媒およびフッ素樹脂の種類、ディスパージョン濃度等により適宜決定される。なお、このディスパージョンの塗布、加熱の一連の処理は、目的のフッ素樹脂層の厚さとなるまで、繰返し行うことができる。
【0030】
他方、酸化チタン粒子とフッ素樹脂とを含むディスパージョンを準備する。このディスパージョンは、フッ素樹脂濃度が、通常、40〜60重量%である。そして、このディスパージョンを、前記フッ素樹脂層12の上に塗布し、これを加熱して前記分散溶媒の蒸発除去を行うとともに前記フッ素樹脂を焼成することにより、図2(C)に示すような酸化チタン含有フッ素樹脂層11を形成する。前記塗布量の割合は、酸化チタン含有フッ素樹脂層の厚みが約5〜25μmとなる割合であり、具体的には、通常1〜100g/m2 、好ましくは10〜50g/m2 である。また、前記ディスパージョンの塗布およびフッ素樹脂の焼成の方法等は、前述と同様である。
【0031】
そして、図2(D)に示すように、担体4を剥離して除去することにより、目的とする防汚フィルム1を作製することができる。
【0032】
なお、この製造例では、担体上にフッ素樹脂ディスパージョンを塗布してフッ素樹脂シートを作製したが、本発明は、これに制限されない。例えば、フッ素樹脂モールディングパウダーを圧縮成形して所定形状のブロックとし、これを焼成後、シート状に切削することにより、フッ素樹脂シートを作製することができる。この他、フッ素樹脂ファインパウダーに押出助剤を配合して熟成した後、押出成形機で所定形状に成形し、さらにロール圧延等でシート状に加工し、前記助剤を抽出除去することによっても、フッ素樹脂シートを作製できる。このシートは未焼成であるが、加熱焼成して用いてもよい。また、これらのフッ素樹脂シートは、目的に応じ、カーボン、グラファイト、ガラス繊維、ブロンズ、二硫化モリブデンなどを配合してもよい。
【0033】
そして、このようにして作製したフッ素樹脂シート上に、前述と同様にして酸化チタン粒子を配合したフッ素樹脂層を形成する。
【0034】
また、無機繊維布を用いる場合は、この上に、前述と同様にして酸化チタン粒子を配合したフッ素樹脂層を形成する。室内で使用する用途や短期間の使用する用途では、前記無機繊維布に、直接、フッ素樹脂ディスパージョンを塗布してももよいが、長期間使用する場合は、無機繊維布を、酸化チタンを含有しないフッ素樹脂ディスパージョンを1回以上塗布(厚み5μm以上)して被覆するのが好ましい。また、ガラス繊維布を使用する場合は、そのフィラメント径は細い程、強度が高くなる。ガラス繊維布のフィラメント径は、通常、3〜13μmの範囲である。また、市販のガラス繊維布は、通常、サイジング剤が付着しており、このサイジング剤が酸化チタン粒子の光触媒機能を阻害するおそれがあるため、使用前に、ガラス繊維布を350℃以上の高温に加熱して、サイジング剤を除去することが好ましい。なお、無機繊維布としては、ガラス繊維布、多結晶質繊維布、複合繊維布、金属繊維布等があげられる。前記ガラス繊維布の材料の種類としては、例えば、Eガラス、Sガラス、溶融石英(SiO2)等があげられる。また、前記多結晶質繊維布の材料の種類としては、アルミナ、ジルコニヤ、炭素、窒化ホウ素等があげられる。前記複合繊維布の材料の種類としては、ホウ素/タングステン(ボロン繊維)、ホウ素/溶融石英、炭化ホウ素/ホウ素/タングステン、炭化ケイ素/タングステン等の複合材料があげられる。前記金属繊維布の材料の種類としては、タングステン、モリブデン、超耐熱ニッケル合金、鋼、ベリリウム、ステンレス鋼等があげられる。また、無機繊維布の目付量は、材料の種類等により異なるが、ガラス繊維布の場合、17〜1760g/m2の範囲である。
【0035】
本発明において使用される前記酸化チタンは、光触媒機能が優れるアナターゼ型が好ましい。また、酸化チタン粒子の粒径は、通常、0.007〜0.2μmであり、その配合量は、前述のとおりである。
【0036】
図3の断面図に、本発明の防汚フィルムの他の構成例を示す。図示のように、このフィルム1aは、基材となるっフッ素樹脂シート(層)12の両面に、酸化チタン粒子を含有するフッ素樹脂層11がそれぞれ形成されて構成されている。前記フッ素樹脂シート12の厚みは、通常、0.05〜2.0mm程度である。前記酸化チタン含有フッ素樹脂層11の厚みは、通常、約0.005〜0.05mmの範囲である。
【0037】
図4の断面図に、本発明の防汚フィルムのその他の構成例を示す。図示のように、このフィルム1bは、無機繊維布層13の両面のそれぞれに、フッ素樹脂層12および酸化チタン含有フッ素樹脂層11が、この順序で積層形成されている。前記無機繊維布層13の厚みは、通常、約0.03〜1.0mmの範囲である。その他の層の厚みは、前述の図3の場合と同様である。なお、フッ素樹脂層12は、無機繊維布層13の保護層としての役割も果たす。
【0038】
このようにして得られた本発明の防汚フィルムは、例えば、保護対象物の表面に接着剤あるいは粘着剤を塗布した後、ラミネート等の方法により接着あるいは粘着させることにより貼着する。このとき、酸化チタン粒子含有フッ素樹脂層の付加的な効果として、酸化チタン粒子により紫外線量が減少するため、接着剤、粘着剤、粗面化処理面の耐候性の向上が期待できる。
【0039】
本発明の防汚フィルムにおいて、酸化チタン粒子を含まないフッ素樹脂層表面に対し粗面化処理を行い接着性を向上させることが好ましいのは先に述べたとおりである。この粗面化処理としては、スパッタエッチング処理、コロナ放電処理、金属ナトリウム処理、プラズマ処理等の公知の方法を採用できる。特にスパッタエッチング処理は、接着処理が困難なフッ素樹脂に対しても効果があり、しかも着色等を生じることがないため好ましい。しかし、フッ素樹脂の種類によっては、コロナ放電等でもスパッタエッチング処理と同様の充分な効果が得られる。そして、粗面化処理を行ったフッ素樹脂層表面には印刷等も行ってもよい。
【0040】
本発明の防汚フィルムにおいて、酸化チタン含有フッ素樹脂層が位置する面と反対側の面に予め接着剤剤層を設けることが好ましい。このようにすると、防汚フィルムをラミネート用フィルムとすることができ、保護対象物との接着が容易となる。また、前記接着剤層をフッ素樹脂層上に形成する場合は、このフッ素樹脂層表面を粗面化処理した後に形成することが好ましい。なお、前記接着剤としては、例えば、ポリエステル、ポリアミドなどのホットメルト接着剤があげられる。また、接着剤層の形成は、コーティングやフィルムラミネーションにより実施できる。
【0041】
また、本発明の防汚フィルムは、前記接着剤層に代えて粘着剤層を形成してもよい。これにより、本発明の防汚フィルムは、粘着テープとすることができ、これにより、任意の形状に自由に変形しやすくなり、また手アカあるいは汚れが付着しやすい部分に容易に貼り付けることができる。また、前記粘着剤層をフッ素樹脂層上に形成する場合は、このフッ素樹脂層の粗面化処理を行った後に形成することが好ましい。なお、前記粘着剤としては、例えば、アクリル系やシリコーン系などの粘着剤があげられる。また、粘着剤層の形成は、コーティングなどを行なうことにより実施できる。
【0042】
本発明の防汚フィルムは、酸化チタン含有フッ素樹脂層表面に太陽光あるいは蛍光灯光等の光があたると、酸化チタン粒子の光触媒反応による強い酸化力が発現し、フィルム表面に付着した有機物が分解され、有機物をバインダーとして付着していた無機物粒子も前記バインダーを失い、洗浄、拭き取り等により容易に除去できる。また、しつこい汚れである油汚れ、ヤニ等の拭き取り時の残留物も同様に光触媒作用により分解除去できる。そして、本発明の防汚フィルムは、これが有する酸化チタン粒子により耐汚染性と共に光触媒作用による抗菌作用を奏することも期待できる。
【実施例】
【0043】
以下、実施例について比較例と併せて説明する。
【0044】
(実施例1)
厚さ50μmのステンレス箔を担体とし、これをPTFE濃度40重量%の水性ディスパージョン中に浸漬して引き上げ、その後110℃で60秒間加熱して水を除去し、ついで390℃で90秒間加熱することによりPTFEを焼成し、前記ステンレス箔の上にPTFE層を形成した。この層の厚さは、7μmであった。次に、PTFE粉末および酸化チタン粒子を含有する水性ディスパージョン中に上記PTFE層が形成されたステンレス箔を浸漬し引き上げ、その後、110℃で60秒間加熱して水を除去し、ついで温度390℃で90秒間加熱することにより、PTFEを焼成し、酸化チタン粒子を含有するPTFE層を形成した。この酸化チタン粒子およびPTFEの水性ディスパージョンへの浸漬および多段加熱をさらにもう一度繰り返し行った後、ステンレス箔を剥離して除去することにより、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を作製した。
【0045】
なお、上記酸化チタン粒子を含むPTFE層形成用のディスパージョンは、PTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、フルオンAD−1)100重量部にアナターゼ型酸化チタン粒子(石原産業社製、商品名ST−41)40重量部および蒸留水40重量部を攪拌しながら分散し、さらに全重量に対して1重量%のシリコーン系界面活性剤(日本ユニカー社製、商品名L−77)を攪拌しながら加えることによって調製した。また、この酸化チタン粒子を含有するPTFE層において、酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は4:6であった。
【0046】
このようにして得られた防汚フィルムの酸化チタン粒子を含むPTFE層側の表面を走査式電子顕微鏡で観察した結果、酸化チタン粒子が表面に露出し、かつこの部分以外は孔のない緻密な構造をしていた。
【0047】
(実施例2)
酸化チタン粒子の配合量を6.7重量部とした以外は、実施例1と同様にして、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を得た。なお、この酸化チタン粒子を含有するPTFE層における酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は1:9であった。
【0048】
(実施例3)
酸化チタン粒子の配合量を140重量部とした以外は実施例1と同様にして、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を得た。なお、この酸化チタン粒子を含有するPTFE層の酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は7:3であった。
【0049】
(比較例1)
担体として厚さ50μmのステンレス箔を用い、これをPTFE濃度40重量%の水性ディスパージョン中に浸漬して引き上げ、その後110℃で60秒間加熱して水を除去し、ついで390℃で90秒間加熱することによりPTFEを焼成してPTFE層を形成した。このディスパージョン中への浸漬、引き上げ、加熱による層形成作業を更に2回繰り返して、厚さ23μmのPTFE層を形成し、ステンレス箔を剥離して除去することにより、PTFEフィルムを得た。
【0050】
このようにして得られた実施例1、2、3および比較例1の防汚フィルムについて、屋外に6か月間暴露して酸化チタン粒子を含有するPTFE層表面の耐汚染性を調べた。その結果を、下記の表1に示す。また、併せて、酸化チタン粒子のPTFE層との密着性も同表に示す。なお、表中の◎は、酸化チタンの脱落がなかったもの、○は僅かに酸化チタンの脱落があったものを示す。
【0051】
【表1】

【0052】
上記表1から、実施例1および実施例3の防汚フィルムは、汚染が認められず、実施例2の防汚フィルムは、僅かに汚染が認められたものの、比較例1と比べ、その汚染は小さかった。これに対し、比較例1の防汚フィルムは、顕著に汚染が確認された。実施例1および実施例2の防汚フィルムでは、酸化チタン粒子の脱落がなく、実施例3の防汚フィルムでは、酸化チタン粒子の僅かの脱落が認められたが、汚染度の結果から分かるように、耐汚染性に影響を及ぼすものではなかった。
【0053】
(実施例4)
実施例1で得た防汚フィルムの酸化チタン粒子を含まないPTFE層表面をスパッタエッチング処理した。この処理は、雰囲気ガスとしてアルゴンガスを用い、雰囲気圧0.05Torr、放電電力30W・sec/cm2の条件で20秒間行った。
【0054】
このスパッタエッチング処理の効果を確認するため、処理面に対する市販粘着テープ(日東電工社製、商品名No.31B)の接着力を測定したところ、1.2kg/19mmであった。なお、この接着力試験は、処理面に粘着テープを2kgのローラーで押圧して貼り付けた後、温度25℃、引張速度300mm/分の条件で180°ピーリング法により行った。また、前記処理を施していない酸化チタン粒子を含まないPTFE層表面に対して同様な試験をしたところ、接着力は0.1kg/19mmであった。
【0055】
(実施例5)
実施例4の防汚フィルムにおいて、スパッタエッチング処理した酸化チタン粒子を含まないPTFE層表面に、溶剤系ホットメルト接着剤を塗布した。この塗布は、アプリケーターを用いて手塗りで行った。このときの接着剤の乾燥塗布厚は15μmであった。この防汚フィルムの接着剤層と、その表面が接着処理済みの鋼板とをラミネーターロールを用いて加熱圧着したところ、前記防汚フィルムは鋼板としっかり接着した。
【0056】
(実施例6)
実施例4の酸化チタン粒子を含まないPTFE層表面に接着処理した防汚フィルムに、溶剤に溶かしたシリコン系粘着剤を塗布した。この塗布はコーターを用いて手塗りで行った。このとき、粘着剤の乾燥塗布厚は30μmであった。この防汚フィルムを2kgのローラーで押圧して前記粘着剤層を介して表面が接着処理済みの鋼板と貼り付けたところ、鋼板としっかり粘着した。
【0057】
(比較例2)
実施例1と同様にし、PTFE粉末および酸化チタン粒子を含むディスパージョンにステンレス箔を浸漬し、引き上げ、その後加熱する層形成作業を2回繰り返して、厚さ18μmの酸化チタン粒子が含有されたPTFE層のみのフィルムを得た。このフィルムのステンレス箔担体側にあった方の表面を実施例4と同様にスパッタエッチング処理した。その後、この処理面に実施例5と同様に接着剤を塗布し鋼板としっかり接着させた。
【0058】
(比較例3)
比較例2と同様にして、スパッタエッチング処理した酸化チタン粒子を含有するPTFE層のみのフィルムを作製した。そして、このフィルムの前記処理面に、実施例6と同様に粘着剤を塗布し鋼板としっかり接着した。このようにして作製した、実施例5、6および比較例2、3の防汚フィルムについて、鋼板に貼着した状態で6カ月間の屋外暴露試験を行った。その結果を下記の表2に示す。
【0059】
【表2】
【0060】
上記表2にから、実施例5の防汚フィルムにおいて、酸化チタン粒子を含むPTFE層の表面には汚染が見られず、防汚フィルムの接着剤からの剥がれ、浮き等はみられなかった。また、実施例6の防汚フィルムにおいても、酸化チタン粒子を含むPTFE層の表面には汚染が見られず、また、防汚フィルムの粘着剤からの剥がれ、浮き等はみられなかった。これに対し、比較例2のフィルムでは、酸化チタン粒子を含むPTFE層の表面には汚染が見られなかったが、フィルムが接着剤から浮いて剥がれている部分があった。また、比較例3のフィルムでは、酸化チタン粒子を含むPTFE層の表面には汚染が見られなかったが、比較例2と同様にフィルムが粘着剤から浮いて剥がれている部分があった。
【0061】
(実施例7)
乳化重合により得られたPTFEファインパウダーにパラフィン系潤滑剤を24重量%配合し、熟成後ペースト押出しによって丸棒状の成形物を得、カレンダー加工によって厚み0.1mmの未焼成PTFEシートとした。その後、パラフィン系潤滑剤を溶剤で抽出除去し、PTFEシートを得た。
【0062】
次にPTFE粉末及びアナターゼ型光触媒酸化チタンを含むディスパージョンを未焼成PTFEシートの両面に塗布し、110℃で60秒間加熱して水分を除去し、ついで390℃で90秒間加熱焼成することによって付着割合20g/m2の酸化チタン含有PTFE層をもつ目的の防汚フィルムを得た。
【0063】
なお、光触媒酸化チタンを含むディスパージョンの濃度は40重量%として1回の塗布で片面に20g/m2を越えないようにした。コーティングスピードや濃度調整などによって片面に20g/m2を越えるような塗布も可能であるが表面状態が荒れた状態になりやすいため目的の付着量にするためには片面に20g/m2 以下の付着量を数回に分けて塗布するようにすることが望ましい。
【0064】
上記光触媒酸化チタンを含むPTFE層形成用のディスパージョンはPTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、商品名フルオンAD−1)100重量部中にアナターゼ型光触媒酸化チタン(石原産業社製、商品名ST−01)40重量部及び蒸留水40重量部を攪拌しながら分散させ、さらに全重量に対して1重量%のシリコーン系界面活性剤(日本ユニカー社製、商品名L−77)を攪拌しながら加えることによって調製した。なお、この光触媒酸化チタンを含むPTFE層の光触媒酸化チタンとPTFEの重量比は4:6である。
【0065】
このようにして得られた防汚フィルムの最外層の表面を走査式電子顕微鏡で観察した結果、光触媒酸化チタン微粒子が表面に露出した孔のない緻密な構造をしていた。
【0066】
つぎに、この防汚フィルムついて悪臭物質の分解試験を行った。すなわち、まず、ブラックライトをセットした内容積4リットルの密閉容器の中に、防汚フィルム(5cm×5cm)を配置し、悪臭物質のトリメチルアミン100ppmを注入した後、ブラックライトを点灯し1mW/cm2の紫外光が前記防汚フィルムに当たるようにした。30分後、ガスクロマトグラフを用いて容器内のトリメチルアミンの濃度を測定した結果、8ppmに減少していた。光のない場合も25ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は10ppmまで減少したが、光のない場合は減少しにくくなり、60ppmまでしか減少しなかった。
【0067】
(実施例8)
実施例7と同じ防汚フィルムを350℃雰囲気のロール延伸機で縦方向に3倍延伸し、空隙率45%のフィルムとした。この防汚フィルムについて、実施例7と同じように悪臭物質(トリメチルアミン)の分解性を測定した結果、100ppm注入したものが2ppmに減少していた。光のない場合も9ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は4ppmまで減少したが、光のない場合は減少しにくくなり、45ppmまでしか減少しなかった。
【0068】
(実施例9)
厚さ0.1mmのガラスクロス(鐘紡社製、KS−1202J)にPTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、商品名フルオンAD−1)を塗布して100℃、90秒で水分を除去した後、370℃で2分加熱することによって焼成した。この操作を繰り返して被覆割合200g/m2のPTFEコーティングシートを得た。このシートの表面に実施例7と同じ組成の光触媒酸化チタンを含むPTFEディスパージョンを塗布し前述と同じ操作で水分を除去して370℃で焼成した。これによって付着割合230g/m2 の酸化チタン含有フッ素樹脂層を有する防汚フィルムを得た。この防汚フィルムについて、実施例7と同じように悪臭物質(トリメチルアミン)の分解性を測定した結果、100ppm注入したものが5ppmに減少していた。光のない場合も15ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は7ppmまで減少したが、光のない場合は減少しにくくなり、55ppmまでしか減少しなかった。
【図面の簡単な説明】
【0069】
【図1】図(A)は、本発明の防汚フィルムの一例の構成を示す断面図であり、図(B)は、前記防汚フィルムを保護対象物に貼着した状態を示す断面図である。
【図2】図(A)から(D)は、本発明の防汚フィルムの製造工程の一例を示す断面図である。
【図3】本発明のその他の実施例の構成を示す断面図である。
【図4】本発明のさらにその他の実施例の構成を示す断面図である。
【符号の説明】
【0070】
1 防汚フィルム
2 接着剤層または粘着剤層
3 保護対象物
11 酸化チタン粒子を含有するフッ素樹脂層
12 酸化チタン粒子を含有しないフッ素樹脂層
13 無機繊維布層
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、保護対象物の表面に貼り付けて汚染を防止する防汚フィルムおよびその製造方法に関するものである。
【背景技術】
【0002】
従来から、鋼板あるいは壁材等の保護や汚れ付着防止の方法として、これらの表面をフッ素樹脂で被覆する方法がある。この被覆方法としては、保護対象物の表面にフッ素樹脂塗料を塗工する方法、またはテトラフルオロエチレン−パーフルオロアルキルビニル共重合体(PFA)、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリビニルフルオライド(PVF)等の溶融フッ素樹脂からなる樹脂フィルムをラミネートにより貼着する方法がある。フッ素樹脂は、拭払性がよいため、これらのフッ素樹脂で被覆した場合、例えば、厨房製品を被覆すると、表面が汚れても、拭き取りにより汚れを容易に落とすことができる。しかし、油汚れ、ヤニ等のようなしつこい汚れの場合は、拭き取りしても、わずかではあるが、汚れが残り、これを無理に拭き取ろうとすると、塗工タイプのものは塗装が剥がれるおそれがあり、溶融フッ素樹脂フィルムの場合は、フィルム表面が傷付き、今後の汚れを助長するおそれがある。
【0003】
また、屋外等に設置されるような保護対象物に対し、このようなフッ素樹脂被覆材を用いた場合、大気中のばい煙、ほこり、細砂等の微粒子がフッ素樹脂被覆材表面に付着し外観が汚れるという問題がある。これは、屋外に設置される壁材等の場合、拭き取りを行うことが困難であり、また、水洗いを行っても、フッ素樹脂が撥水性であるため、付着微粒子を洗い流すことが困難だからである。
【0004】
他方、光触媒である酸化チタンは、光を吸収して励起された電子が、接近する有機物あるいは微生物などに酸化作用を行い分解する、いわゆる光触媒反応を示すことが知られている。そこで、この酸化チタンの光触媒作用を利用して、防汚、抗菌技術が種々開発されており、特に、酸化チタンの担持方法について様々な検討がなされている。
【0005】
例えば、特開平6−315614号公報(特許文献1)では、二酸化チタンあるいは二酸化チタンと活性炭の混合物を主成分とする光触媒の粉末を合成樹脂等を用いてシート材またはパネル材に成形して屋外に固定化する空気浄化材が提案されている。また、特開平7−265714号公報(特許文献2)では、汚れ付着防止の目的で、光触媒粒子表面の一部にフッ素樹脂等をバインダーとして担持したものが提案されている。
【0006】
この他に、酸化チタン等の光触媒を樹脂フィルムに含有させる方法がある。これによれば、前記フィルムを貼り付けるだけで、対象物に耐汚染性等を付与できる。しかし、酸化チタンの強力な酸化力のために、担持体である樹脂フィルム自身が酸化作用を受けるという問題があり、このため、樹脂フィルムの材質は、抗酸化力を持つ高分子材料、例えばポリテトラフルオロエチレン(PTFE)のような材料を選定する必要がある。また、このとき酸化チタンの光触媒作用は、酸化チタンと酸化される物質が直接接触することにより実現されるため、酸化チタンの防汚、抗菌の効果を発現させるためには酸化チタンは材料表面において露出度が大きいことが望ましい。
【特許文献1】特開平6−315614号公報
【特許文献2】特開平7−265714号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このように、酸化チタン等の光触媒を含有したフッ素樹脂フィルムは、対象物の保護、汚れ付着防止に用いた場合、従来のフッ素樹脂被覆材と比べ付着粒子が光照射時に随時分解するので表面汚染が生じにくく、また拭き取り時の残留物も分解除去することができる。しかしながら、PTFEに光触媒機能を持った酸化チタンを含有させたフィルムを、防汚、抗菌を目的として被覆物に粘着剤、接着剤等の接着層を介して貼り付けて使用する場合は、フィルムを透過した光による酸化チタンの酸化力のため接着剤成分あるいはフィルムと接着剤層との結合が劣化して接着力がなくなり、浮きが生じたりついには剥がれてしまう場合がある。また、防汚、抗菌の効果を強くするため酸化チタンの露出度を大きくする必要があるが、このために酸化チタンの含有量を多くすると、フィルムの機械的強度が低くなるおそれがある。
【0008】
そこで、本発明は、前記従来の問題を解決し、機械強度が高く、接着力に優れた防汚フィルムおよびその製造方法の提供を目的とする。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明の防汚フィルムは、酸化チタン粒子を含有するフッ素樹脂層の片面に、酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成され、酸化チタン粒子を含有しないフッ素樹脂層表面が、粗面化処理されて接着性を向上させたという構成をとる。
【発明の効果】
【0010】
本発明の防汚フィルムは、酸化チタン粒子を含有するフッ素樹脂層の片面に酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成されている。このような構成にすることにより、前記酸化チタンを含有しないフッ素樹脂層等が、この防汚フィルムを保護対象物表面に貼着した際に形成される接着剤層あるいは粘着剤層を前記酸化チタンの酸化作用から防御する。このため、本発明の防汚フィルムは、接着性が優れ、保護対象物を長期間被覆保護することができる。また、前記酸化チタンを含有しないフッ素樹脂層等は、防汚フィルム全体の充分な機械的強度を担保する。このため、本発明の防汚フィルムでは、酸化チタン粒子を大量に配合したり、これを含むフッ素樹脂層を薄膜化することが可能となり、酸化チタンの充分な露出度を確保できる。この結果、本発明の防汚フィルムは、優れた耐汚染性を奏する。
【0011】
また、本発明の防汚フィルムは、本発明の製造方法により製造することができ、またこの製造方法によれば、酸化チタン粒子をフッ素樹脂層表面から充分に露出させた状態にすることが可能となる。このため、酸化チタン粒子の酸化力が充分に発揮され、この結果、本発明の製造方法により製造された防汚フィルムは、耐汚染性に優れたものとなる。
【0012】
また、補強層としてフッ素樹脂層を形成した場合は、種々形状に加工ができ、延伸操作等により表面積を大きくすることも可能であり、表面積が拡大されれば酸化チタンと悪臭物質等との接触面積も大きくなって、防汚性に優れたフィルムとすることができる。また、強度を要求される用途では、ガラスクロス等の無機繊維布等を使用すればよい。
【0013】
さらに、本発明の防汚フィルムをカーテンやロールスクリーン等の用途に使用すれば、これらに、防汚性や抗菌性等の新たな機能を付加することができる。
【発明を実施するための最良の形態】
【0014】
すなわち、本発明の防汚フィルムは、耐汚染性を発現する層と接着性や機械的強度を担保する層とを分けたことに特徴がある。前記酸化チタン粒子を含有するフッ素樹脂層は、酸化チタン粒子の光触媒作用により、有機物や微生物を酸化分解する作用を奏する。そして、前記酸化チタンを含有しないフッ素樹脂層や前記無機繊維布層は、この防汚フィルムを保護対象物に接着した際に形成される接着剤層等を前記酸化チタン粒子の酸化作用から保護する。そして、前記フッ素樹脂層や無機繊維布層は、補強層としても作用することから、露出度を上げるため大量の酸化チタン粒子を前記フッ素樹脂層に配合したり、前記フッ素樹脂層を薄膜化しても、フィルム全体としての強度は充分なものとなり、かつ耐汚染性が極めて優れたものとなる。
【0015】
本発明に使用されるフッ素樹脂は、フィルムを透過した光による酸化チタン粒子の酸化力に耐えれ、原料樹脂をディスパージョンで提供されるものであれば特に制限するものではなく、例えば、PTFE、PFA、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)等が挙げられ、このなかでも、化学的安定性に優れる等の理由から、PTFEが好ましい。
【0016】
また、前記無機繊維布層を形成する無機繊維布としては、同様に酸化チタンの酸化力に耐久性があるものであれば特に制限されず、例えば、金属繊維布、ガラス繊維布があげられ、寸法安定性、コストおよび取り扱い性の理由からガラス繊維布が好ましい。
【0017】
本発明において、前記酸化チタン粒子を含有するフッ素樹脂層は、非多孔性であることが好ましい。このようにすると、フィルム表面の耐汚染性がさらに向上し、しかもフィルム強度が向上する。また、非多孔性にすることにより、ばい煙、ほこり、細砂等の空気中の浮遊物、あるいは油汚れ等の接触面積を小さくできる。
【0018】
また、前記酸化チタン粒子が、フッ素樹脂層の表面から露出していることが好ましい。このようにすると、フィルム表面において酸化チタンに光触媒反応が起りやすくなり、汚れの分解、除去が効率よく行われるようになる。
【0019】
また、本発明において、酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂との重量割合は、酸化チタン粒子の露出度等の点から、通常、酸化チタン粒子:フッ素樹脂=1:9〜7:3の範囲であり、好ましくは、酸化チタン粒子:フッ素樹脂=3:7〜6:4の範囲である。
【0020】
また、保護対象物に貼着する際の作業性が良くなるという理由から、本発明の防汚フィルムの前記酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に接着剤層または粘着剤層が形成されることが好ましい。
【0021】
つぎに、本発明の防汚フィルムの製造方法は、フッ素樹脂シートおよび無機繊維布の少なくとも一方の上にフッ素樹脂と酸化チタン粒子を含むディスパージョンを塗布する工程と、前記ディスパージョン中の分散溶媒を蒸発除去する工程と、前記フッ素樹脂の焼成を行って酸化チタン粒子を含有するフッ素樹脂を形成する工程と、前記酸化チタン粒子を含有しないフッ素樹脂層表面を、粗面化処理する工程とを備える方法である。
【0022】
この方法によれば、フッ素樹脂層の表面から酸化チタン粒子を露出させることができ、露出部以外の表面を緻密に形成できる。また、この方法によれば、前記ディスパージョンの濃度、塗布量を変えることにより、前記酸化チタン粒子含有フッ素樹脂層等の厚みを自由に調整できる。
【0023】
本発明の防汚フィルムの製造方法において、酸化チタン粒子とフッ素樹脂との重量比が、酸化チタン粒子:フッ素樹脂=1:9〜6:4の範囲であることとが好ましい。
【0024】
また、本発明の防汚フィルムの製造方法において、前記粗面化処理は、スパッタエッチング処理、コロナ放電処理、金属ナトリウム処理およびプラズマ処理からなる群から選択される1以上であるのが好ましい。
【0025】
つぎに、本発明を詳しく説明する。
【0026】
図1(A)は、本発明の防汚フィルム1の構成の一例を示す断面図である。図において、11は酸化チタン粒子を含有するフッ素樹脂層であり、その片面(図において下側の面)に酸化チタンを含有しないフッ素樹脂層12が形成されている。前記フッ素樹脂層11の厚みは、通常、5〜50μmであり、好ましくは10〜30μmである。前記フッ素樹脂層12の厚みは、通常、5〜50μmであり、好ましくは5〜15μmである。この防汚フィルムを、接着剤または粘着剤を用いて保護対象物表面に貼着した状態を図1(B)に示す。図において、2は接着剤層または粘着剤層であり、3は保護対象物であり、その他、図1(A)と同一部分には同一符号を付している。このように、接着剤等を用いて保護対象物に貼着した際、酸化チタン粒子を含有するフッ素樹脂層11と接着剤層2との間に酸化チタン粒子を含有しないフッ素樹脂層12が介在するため、接着剤層2が酸化チタンによって酸化劣化することがなく、充分な接着力を長期間維持できる。また、前記フッ素樹脂層12により、防汚フィルム1の機械的強度も充分なものとなっている。なお、この例において、酸化チタンを含有しないフッ素樹脂層に代えて無機繊維布層を形成しても同様の効果が得られる。
【0027】
本発明の防汚フィルムは、例えば、図2に示すようにして作製できる。
【0028】
まず、図2(A)に示すように、担体4を準備する。担体としては、金属箔や金属シートのようなフィルム形成時の加熱によっても変形等を生じない耐熱性を有するとともに、その上に形成されたフィルムを剥がすことのできるものであれば特に限定なく使用できる。具体例としては、ステンレス箔、ポリイミドフィルムなどがあげられる。
【0029】
そして、フッ素樹脂のディスパージョンを準備し、前記担体4上に塗布する。このディスパージョンのフッ素樹脂濃度は、種々の要因に応じて適宜決定するが、通常、約40〜60重量%である。フッ素樹脂ディスパージョンの種類は特に制限されず、PTFE、PFA、FEPなどの水分散体があげられる。この水分散体において、フッ素樹脂の粒径は、通常、約0.2〜0.3μmである。そして、このディスパージョンの塗布は、例えば、担体をディスパージョン中に浸漬して引き上げる方法、ディスパージョンをスプレー塗布や刷毛塗りする方法、ディスパージョンを担体上に流延する方法等がある。ついで、塗布されたディスパージョンを加熱して分散溶媒を蒸発除去するとともにフッ素樹脂の焼成を行うことにより、図2(B)に示すように担体4の上にフッ素樹脂層12を形成する。この加熱は、二段階加熱でもよく、例えば、分散溶媒を除去する加熱を行った後、フッ素樹脂の焼成のための加熱を行ってもよい。この加熱処理の条件は、分散溶媒およびフッ素樹脂の種類、ディスパージョン濃度等により適宜決定される。なお、このディスパージョンの塗布、加熱の一連の処理は、目的のフッ素樹脂層の厚さとなるまで、繰返し行うことができる。
【0030】
他方、酸化チタン粒子とフッ素樹脂とを含むディスパージョンを準備する。このディスパージョンは、フッ素樹脂濃度が、通常、40〜60重量%である。そして、このディスパージョンを、前記フッ素樹脂層12の上に塗布し、これを加熱して前記分散溶媒の蒸発除去を行うとともに前記フッ素樹脂を焼成することにより、図2(C)に示すような酸化チタン含有フッ素樹脂層11を形成する。前記塗布量の割合は、酸化チタン含有フッ素樹脂層の厚みが約5〜25μmとなる割合であり、具体的には、通常1〜100g/m2 、好ましくは10〜50g/m2 である。また、前記ディスパージョンの塗布およびフッ素樹脂の焼成の方法等は、前述と同様である。
【0031】
そして、図2(D)に示すように、担体4を剥離して除去することにより、目的とする防汚フィルム1を作製することができる。
【0032】
なお、この製造例では、担体上にフッ素樹脂ディスパージョンを塗布してフッ素樹脂シートを作製したが、本発明は、これに制限されない。例えば、フッ素樹脂モールディングパウダーを圧縮成形して所定形状のブロックとし、これを焼成後、シート状に切削することにより、フッ素樹脂シートを作製することができる。この他、フッ素樹脂ファインパウダーに押出助剤を配合して熟成した後、押出成形機で所定形状に成形し、さらにロール圧延等でシート状に加工し、前記助剤を抽出除去することによっても、フッ素樹脂シートを作製できる。このシートは未焼成であるが、加熱焼成して用いてもよい。また、これらのフッ素樹脂シートは、目的に応じ、カーボン、グラファイト、ガラス繊維、ブロンズ、二硫化モリブデンなどを配合してもよい。
【0033】
そして、このようにして作製したフッ素樹脂シート上に、前述と同様にして酸化チタン粒子を配合したフッ素樹脂層を形成する。
【0034】
また、無機繊維布を用いる場合は、この上に、前述と同様にして酸化チタン粒子を配合したフッ素樹脂層を形成する。室内で使用する用途や短期間の使用する用途では、前記無機繊維布に、直接、フッ素樹脂ディスパージョンを塗布してもよいが、長期間使用する場合は、無機繊維布を、酸化チタンを含有しないフッ素樹脂ディスパージョンを1回以上塗布(厚み5μm以上)して被覆するのが好ましい。また、ガラス繊維布を使用する場合は、そのフィラメント径は細い程、強度が高くなる。ガラス繊維布のフィラメント径は、通常、3〜13μmの範囲である。また、市販のガラス繊維布は、通常、サイジング剤が付着しており、このサイジング剤が酸化チタン粒子の光触媒機能を阻害するおそれがあるため、使用前に、ガラス繊維布を350℃以上の高温に加熱して、サイジング剤を除去することが好ましい。なお、無機繊維布としては、ガラス繊維布、多結晶質繊維布、複合繊維布、金属繊維布等があげられる。前記ガラス繊維布の材料の種類としては、例えば、Eガラス、Sガラス、溶融石英(SiO2)等があげられる。また、前記多結晶質繊維布の材料の種類としては、アルミナ、ジルコニヤ、炭素、窒化ホウ素等があげられる。前記複合繊維布の材料の種類としては、ホウ素/タングステン(ボロン繊維)、ホウ素/溶融石英、炭化ホウ素/ホウ素/タングステン、炭化ケイ素/タングステン等の複合材料があげられる。前記金属繊維布の材料の種類としては、タングステン、モリブデン、超耐熱ニッケル合金、鋼、ベリリウム、ステンレス鋼等があげられる。また、無機繊維布の目付量は、材料の種類等により異なるが、ガラス繊維布の場合、17〜1760g/m2の範囲である。
【0035】
本発明において使用される前記酸化チタンは、光触媒機能が優れるアナターゼ型が好ましい。また、酸化チタン粒子の粒径は、通常、0.007〜0.2μmであり、その配合量は、前述のとおりである。
【0036】
図3の断面図に、本発明の防汚フィルムの他の構成例を示す。図示のように、このフィルム1aは、基材となるフッ素樹脂シート(層)12の両面に、酸化チタン粒子を含有するフッ素樹脂層11がそれぞれ形成されて構成されている。前記フッ素樹脂シート12の厚みは、通常、0.05〜2.0mm程度である。前記酸化チタン含有フッ素樹脂層11の厚みは、通常、約0.005〜0.05mmの範囲である。
【0037】
図4の断面図に、本発明の防汚フィルムのその他の構成例を示す。図示のように、このフィルム1bは、無機繊維布層13の両面のそれぞれに、フッ素樹脂層12および酸化チタン含有フッ素樹脂層11が、この順序で積層形成されている。前記無機繊維布層13の厚みは、通常、約0.03〜1.0mmの範囲である。その他の層の厚みは、前述の図3の場合と同様である。なお、フッ素樹脂層12は、無機繊維布層13の保護層としての役割も果たす。
【0038】
このようにして得られた本発明の防汚フィルムは、例えば、保護対象物の表面に接着剤あるいは粘着剤を塗布した後、ラミネート等の方法により接着あるいは粘着させることにより貼着する。このとき、酸化チタン粒子含有フッ素樹脂層の付加的な効果として、酸化チタン粒子により紫外線量が減少するため、接着剤、粘着剤、粗面化処理面の耐候性の向上が期待できる。
【0039】
本発明の防汚フィルムにおいて、酸化チタン粒子を含まないフッ素樹脂層表面に対し粗面化処理を行い接着性を向上させるのは先に述べたとおりである。この粗面化処理としては、スパッタエッチング処理、コロナ放電処理、金属ナトリウム処理、プラズマ処理等の公知の方法を採用できる。特にスパッタエッチング処理は、接着処理が困難なフッ素樹脂に対しても効果があり、しかも着色等を生じることがないため好ましい。しかし、フッ素樹脂の種類によっては、コロナ放電等でもスパッタエッチング処理と同様の充分な効果が得られる。そして、粗面化処理を行ったフッ素樹脂層表面には印刷等も行ってもよい。
【0040】
本発明の防汚フィルムにおいて、酸化チタン含有フッ素樹脂層が位置する面と反対側の面に予め接着剤層を設けることが好ましい。このようにすると、防汚フィルムをラミネート用フィルムとすることができ、保護対象物との接着が容易となる。また、前記接着剤層をフッ素樹脂層上に形成する場合は、このフッ素樹脂層表面を粗面化処理した後に形成することが好ましい。なお、前記接着剤としては、例えば、ポリエステル、ポリアミドなどのホットメルト接着剤があげられる。また、接着剤層の形成は、コーティングやフィルムラミネーションにより実施できる。
【0041】
また、本発明の防汚フィルムは、前記接着剤層に代えて粘着剤層を形成してもよい。これにより、本発明の防汚フィルムは、粘着テープとすることができ、これにより、任意の形状に自由に変形しやすくなり、また手アカあるいは汚れが付着しやすい部分に容易に貼り付けることができる。また、前記粘着剤層をフッ素樹脂層上に形成する場合は、このフッ素樹脂層の粗面化処理を行った後に形成することが好ましい。なお、前記粘着剤としては、例えば、アクリル系やシリコーン系などの粘着剤があげられる。また、粘着剤層の形成は、コーティングなどを行なうことにより実施できる。
【0042】
本発明の防汚フィルムは、酸化チタン含有フッ素樹脂層表面に太陽光あるいは蛍光灯光等の光があたると、酸化チタン粒子の光触媒反応による強い酸化力が発現し、フィルム表面に付着した有機物が分解され、有機物をバインダーとして付着していた無機物粒子も前記バインダーを失い、洗浄、拭き取り等により容易に除去できる。また、しつこい汚れである油汚れ、ヤニ等の拭き取り時の残留物も同様に光触媒作用により分解除去できる。そして、本発明の防汚フィルムは、これが有する酸化チタン粒子により耐汚染性と共に光触媒作用による抗菌作用を奏することも期待できる。
【実施例】
【0043】
以下、実施例について比較例と併せて説明する。
【0044】
(参考例1)
厚さ50μmのステンレス箔を担体とし、これをPTFE濃度40重量%の水性ディスパージョン中に浸漬して引き上げ、その後110℃で60秒間加熱して水を除去し、ついで390℃で90秒間加熱することによりPTFEを焼成し、前記ステンレス箔の上にPTFE層を形成した。この層の厚さは、7μmであった。次に、PTFE粉末および酸化チタン粒子を含有する水性ディスパージョン中に上記PTFE層が形成されたステンレス箔を浸漬し引き上げ、その後、110℃で60秒間加熱して水を除去し、ついで温度390℃で90秒間加熱することにより、PTFEを焼成し、酸化チタン粒子を含有するPTFE層を形成した。この酸化チタン粒子およびPTFEの水性ディスパージョンへの浸漬および多段加熱をさらにもう一度繰り返し行った後、ステンレス箔を剥離して除去することにより、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を作製した。
【0045】
なお、上記酸化チタン粒子を含むPTFE層形成用のディスパージョンは、PTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、フルオンAD−1)100重量部にアナターゼ型酸化チタン粒子(石原産業社製、商品名ST−41)40重量部および蒸留水40重量部を攪拌しながら分散し、さらに全重量に対して1重量%のシリコーン系界面活性剤(日本ユニカー社製、商品名L−77)を攪拌しながら加えることによって調製した。また、この酸化チタン粒子を含有するPTFE層において、酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は4:6であった。
【0046】
このようにして得られた防汚フィルムの酸化チタン粒子を含むPTFE層側の表面を走査式電子顕微鏡で観察した結果、酸化チタン粒子が表面に露出し、かつこの部分以外は孔のない緻密な構造をしていた。
【0047】
(参考例2)
酸化チタン粒子の配合量を6.7重量部とした以外は、参考例1と同様にして、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を得た。なお、この酸化チタン粒子を含有するPTFE層における酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は1:9であった。
【0048】
(参考例3)
酸化チタン粒子の配合量を140重量部とした以外は参考例1と同様にして、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を得た。なお、この酸化チタン粒子を含有するPTFE層の酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は7:3であった。
【0049】
(比較例1)
担体として厚さ50μmのステンレス箔を用い、これをPTFE濃度40重量%の水性ディスパージョン中に浸漬して引き上げ、その後110℃で60秒間加熱して水を除去し、ついで390℃で90秒間加熱することによりPTFEを焼成してPTFE層を形成した。このディスパージョン中への浸漬、引き上げ、加熱による層形成作業を更に2回繰り返して、厚さ23μmのPTFE層を形成し、ステンレス箔を剥離して除去することにより、PTFEフィルムを得た。
【0050】
このようにして得られた参考例1、2、3および比較例1の防汚フィルムについて、屋外に6か月間暴露して酸化チタン粒子を含有するPTFE層表面の耐汚染性を調べた。その結果を、下記の表1に示す。また、併せて、酸化チタン粒子のPTFE層との密着性も同表に示す。なお、表中の◎は、酸化チタンの脱落がなかったもの、○は僅かに酸化チタンの脱落があったものを示す。
【0051】
【表1】
【0052】
上記表1から、参考例1および参考例3の防汚フィルムは、汚染が認められず、参考例2の防汚フィルムは、僅かに汚染が認められたものの、比較例1と比べ、その汚染は小さかった。これに対し、比較例1の防汚フィルムは、顕著に汚染が確認された。参考例1および参考例2の防汚フィルムでは、酸化チタン粒子の脱落がなく、参考例3の防汚フィルムでは、酸化チタン粒子の僅かの脱落が認められたが、汚染度の結果から分かるように、耐汚染性に影響を及ぼすものではなかった。
【0053】
(実施例1)
参考例1で得た防汚フィルムの酸化チタン粒子を含まないPTFE層表面をスパッタエッチング処理した。この処理は、雰囲気ガスとしてアルゴンガスを用い、雰囲気圧0.05Torr、放電電力30W・sec/cm2の条件で20秒間行った。
【0054】
このスパッタエッチング処理の効果を確認するため、処理面に対する市販粘着テープ(日東電工社製、商品名No.31B)の接着力を測定したところ、1.2kg/19mmであった。なお、この接着力試験は、処理面に粘着テープを2kgのローラーで押圧して貼り付けた後、温度25℃、引張速度300mm/分の条件で180°ピーリング法により行った。また、前記処理を施していない酸化チタン粒子を含まないPTFE層表面に対して同様な試験をしたところ、接着力は0.1kg/19mmであった。
【0055】
(実施例2)
実施例1の防汚フィルムにおいて、スパッタエッチング処理した酸化チタン粒子を含まないPTFE層表面に、溶剤系ホットメルト接着剤を塗布した。この塗布は、アプリケーターを用いて手塗りで行った。このときの接着剤の乾燥塗布厚は15μmであった。この防汚フィルムの接着剤層と、その表面が接着処理済みの鋼板とをラミネーターロールを用いて加熱圧着したところ、前記防汚フィルムは鋼板としっかり接着した。
【0056】
(実施例3)
実施例1の酸化チタン粒子を含まないPTFE層表面に接着処理した防汚フィルムに、溶剤に溶かしたシリコン系粘着剤を塗布した。この塗布はコーターを用いて手塗りで行った。このとき、粘着剤の乾燥塗布厚は30μmであった。この防汚フィルムを2kgのローラーで押圧して前記粘着剤層を介して表面が接着処理済みの鋼板と貼り付けたところ、鋼板としっかり粘着した。
【0057】
(比較例2)
参考例1と同様にし、PTFE粉末および酸化チタン粒子を含むディスパージョンにステンレス箔を浸漬し、引き上げ、その後加熱する層形成作業を2回繰り返して、厚さ18μmの酸化チタン粒子が含有されたPTFE層のみのフィルムを得た。このフィルムのステンレス箔担体側にあった方の表面を実施例1と同様にスパッタエッチング処理した。その後、この処理面に実施例2と同様に接着剤を塗布し鋼板としっかり接着させた。
【0058】
(比較例3)
比較例2と同様にして、スパッタエッチング処理した酸化チタン粒子を含有するPTFE層のみのフィルムを作製した。そして、このフィルムの前記処理面に、実施例3と同様に粘着剤を塗布し鋼板としっかり接着した。このようにして作製した、実施例2、3および比較例2、3の防汚フィルムについて、鋼板に貼着した状態で6カ月間の屋外暴露試験を行った。その結果を下記の表2に示す。
【0059】
【表2】
【0060】
上記表2から、実施例2の防汚フィルムにおいて、酸化チタン粒子を含むPTFE層の表面には汚染が見られず、防汚フィルムの接着剤からの剥がれ、浮き等はみられなかった。また、実施例3の防汚フィルムにおいても、酸化チタン粒子を含むPTFE層の表面には汚染が見られず、また、防汚フィルムの粘着剤からの剥がれ、浮き等はみられなかった。これに対し、比較例2のフィルムでは、酸化チタン粒子を含むPTFE層の表面には汚染が見られなかったが、フィルムが接着剤から浮いて剥がれている部分があった。また、比較例3のフィルムでは、酸化チタン粒子を含むPTFE層の表面には汚染が見られなかったが、比較例2と同様にフィルムが粘着剤から浮いて剥がれている部分があった。
【0061】
(参考例4)
乳化重合により得られたPTFEファインパウダーにパラフィン系潤滑剤を24重量%配合し、熟成後ペースト押出しによって丸棒状の成形物を得、カレンダー加工によって厚み0.1mmの未焼成PTFEシートとした。その後、パラフィン系潤滑剤を溶剤で抽出除去し、PTFEシートを得た。
【0062】
次にPTFE粉末及びアナターゼ型光触媒酸化チタンを含むディスパージョンを未焼成PTFEシートの両面に塗布し、110℃で60秒間加熱して水分を除去し、ついで390℃で90秒間加熱焼成することによって付着割合20g/m2の酸化チタン含有PTFE層をもつ目的の防汚フィルムを得た。
【0063】
なお、光触媒酸化チタンを含むディスパージョンの濃度は40重量%として1回の塗布で片面に20g/m2を越えないようにした。コーティングスピードや濃度調整などによって片面に20g/m2を越えるような塗布も可能であるが表面状態が荒れた状態になりやすいため目的の付着量にするためには片面に20g/m2 以下の付着量を数回に分けて塗布するようにすることが望ましい。
【0064】
上記光触媒酸化チタンを含むPTFE層形成用のディスパージョンはPTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、商品名フルオンAD−1)100重量部中にアナターゼ型光触媒酸化チタン(石原産業社製、商品名ST−01)40重量部及び蒸留水40重量部を攪拌しながら分散させ、さらに全重量に対して1重量%のシリコーン系界面活性剤(日本ユニカー社製、商品名L−77)を攪拌しながら加えることによって調製した。なお、この光触媒酸化チタンを含むPTFE層の光触媒酸化チタンとPTFEの重量比は4:6である。
【0065】
このようにして得られた防汚フィルムの最外層の表面を走査式電子顕微鏡で観察した結果、光触媒酸化チタン微粒子が表面に露出した孔のない緻密な構造をしていた。
【0066】
つぎに、この防汚フィルムついて悪臭物質の分解試験を行った。すなわち、まず、ブラックライトをセットした内容積4リットルの密閉容器の中に、防汚フィルム(5cm×5cm)を配置し、悪臭物質のトリメチルアミン100ppmを注入した後、ブラックライトを点灯し1mW/cm2の紫外光が前記防汚フィルムに当たるようにした。30分後、ガスクロマトグラフを用いて容器内のトリメチルアミンの濃度を測定した結果、8ppmに減少していた。光のない場合も25ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は10ppmまで減少したが、光のない場合は減少しにくくなり、60ppmまでしか減少しなかった。
【0067】
(参考例5)
参考例4と同じ防汚フィルムを350℃雰囲気のロール延伸機で縦方向に3倍延伸し、空隙率45%のフィルムとした。この防汚フィルムについて、実施例7と同じように悪臭物質(トリメチルアミン)の分解性を測定した結果、100ppm注入したものが2ppmに減少していた。光のない場合も9ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は4ppmまで減少したが、光のない場合は減少しにくくなり、45ppmまでしか減少しなかった。
【0068】
(参考例6)
厚さ0.1mmのガラスクロス(鐘紡社製、KS−1202J)にPTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、商品名フルオンAD−1)を塗布して100℃、90秒で水分を除去した後、370℃で2分加熱することによって焼成した。この操作を繰り返して被覆割合200g/m2のPTFEコーティングシートを得た。このシートの表面に参考例4と同じ組成の光触媒酸化チタンを含むPTFEディスパージョンを塗布し前述と同じ操作で水分を除去して370℃で焼成した。これによって付着割合230g/m2 の酸化チタン含有フッ素樹脂層を有する防汚フィルムを得た。この防汚フィルムについて、実施例7と同じように悪臭物質(トリメチルアミン)の分解性を測定した結果、100ppm注入したものが5ppmに減少していた。光のない場合も15ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は7ppmまで減少したが、光のない場合は減少しにくくなり、55ppmまでしか減少しなかった。
【図面の簡単な説明】
【0069】
【図1】図(A)は、本発明の防汚フィルムの一例の構成を示す断面図であり、図(B)は、前記防汚フィルムを保護対象物に貼着した状態を示す断面図である。
【図2】図(A)から(D)は、本発明の防汚フィルムの製造工程の一例を示す断面図である。
【図3】本発明のその他の実施例の構成を示す断面図である。
【図4】本発明のさらにその他の実施例の構成を示す断面図である。
【符号の説明】
【0070】
1 防汚フィルム
2 接着剤層または粘着剤層
3 保護対象物
11 酸化チタン粒子を含有するフッ素樹脂層
12 酸化チタン粒子を含有しないフッ素樹脂層
13 無機繊維布層
【技術分野】
【0001】
本発明は、保護対象物の表面に貼り付けて汚染を防止する防汚フィルムおよびその製造方法に関するものである。
【背景技術】
【0002】
従来から、鋼板あるいは壁材等の保護や汚れ付着防止の方法として、これらの表面をフッ素樹脂で被覆する方法がある。この被覆方法としては、保護対象物の表面にフッ素樹脂塗料を塗工する方法、またはテトラフルオロエチレン−パーフルオロアルキルビニル共重合体(PFA)、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリビニルフルオライド(PVF)等の溶融フッ素樹脂からなる樹脂フィルムをラミネートにより貼着する方法がある。フッ素樹脂は、拭払性がよいため、これらのフッ素樹脂で被覆した場合、例えば、厨房製品を被覆すると、表面が汚れても、拭き取りにより汚れを容易に落とすことができる。しかし、油汚れ、ヤニ等のようなしつこい汚れの場合は、拭き取りしても、わずかではあるが、汚れが残り、これを無理に拭き取ろうとすると、塗工タイプのものは塗装が剥がれるおそれがあり、溶融フッ素樹脂フィルムの場合は、フィルム表面が傷付き、今後の汚れを助長するおそれがある。
【0003】
また、屋外等に設置されるような保護対象物に対し、このようなフッ素樹脂被覆材を用いた場合、大気中のばい煙、ほこり、細砂等の微粒子がフッ素樹脂被覆材表面に付着し外観が汚れるという問題がある。これは、屋外に設置される壁材等の場合、拭き取りを行うことが困難であり、また、水洗いを行っても、フッ素樹脂が撥水性であるため、付着微粒子を洗い流すことが困難だからである。
【0004】
他方、光触媒である酸化チタンは、光を吸収して励起された電子が、接近する有機物あるいは微生物などに酸化作用を行い分解する、いわゆる光触媒反応を示すことが知られている。そこで、この酸化チタンの光触媒作用を利用して、防汚、抗菌技術が種々開発されており、特に、酸化チタンの担持方法について様々な検討がなされている。
【0005】
例えば、特開平6−315614号公報(特許文献1)では、二酸化チタンあるいは二酸化チタンと活性炭の混合物を主成分とする光触媒の粉末を合成樹脂等を用いてシート材またはパネル材に成形して屋外に固定化する空気浄化材が提案されている。また、特開平7−265714号公報(特許文献2)では、汚れ付着防止の目的で、光触媒粒子表面の一部にフッ素樹脂等をバインダーとして担持したものが提案されている。
【0006】
この他に、酸化チタン等の光触媒を樹脂フィルムに含有させる方法がある。これによれば、前記フィルムを貼り付けるだけで、対象物に耐汚染性等を付与できる。しかし、酸化チタンの強力な酸化力のために、担持体である樹脂フィルム自身が酸化作用を受けるという問題があり、このため、樹脂フィルムの材質は、抗酸化力を持つ高分子材料、例えばポリテトラフルオロエチレン(PTFE)のような材料を選定する必要がある。また、このとき酸化チタンの光触媒作用は、酸化チタンと酸化される物質が直接接触することにより実現されるため、酸化チタンの防汚、抗菌の効果を発現させるためには酸化チタンは材料表面において露出度が大きいことが望ましい。
【特許文献1】特開平6−315614号公報
【特許文献2】特開平7−265714号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このように、酸化チタン等の光触媒を含有したフッ素樹脂フィルムは、対象物の保護、汚れ付着防止に用いた場合、従来のフッ素樹脂被覆材と比べ付着粒子が光照射時に随時分解するので表面汚染が生じにくく、また拭き取り時の残留物も分解除去することができる。しかしながら、PTFEに光触媒機能を持った酸化チタンを含有させたフィルムを、防汚、抗菌を目的として被覆物に粘着剤、接着剤等の接着層を介して貼り付けて使用する場合は、フィルムを透過した光による酸化チタンの酸化力のため接着剤成分あるいはフィルムと接着剤層との結合が劣化して接着力がなくなり、浮きが生じたりついには剥がれてしまう場合がある。また、防汚、抗菌の効果を強くするため酸化チタンの露出度を大きくする必要があるが、このために酸化チタンの含有量を多くすると、フィルムの機械的強度が低くなるおそれがある。
【0008】
そこで、本発明は、前記従来の問題を解決し、機械強度が高く、接着力に優れた防汚フィルムおよびその製造方法の提供を目的とする。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明の防汚フィルムは、酸化チタン粒子を含有するフッ素樹脂層の片面に、酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成されたという構成をとる。
【発明の効果】
【0010】
本発明の防汚フィルムは、酸化チタン粒子を含有するフッ素樹脂層の片面に酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成されている。このような構成にすることにより、前記酸化チタンを含有しないフッ素樹脂層等が、この防汚フィルムを保護対象物表面に貼着した際に形成される接着剤層あるいは粘着剤層を前記酸化チタンの酸化作用から防御する。このため、本発明の防汚フィルムは、接着性が優れ、保護対象物を長期間被覆保護することができる。また、前記酸化チタンを含有しないフッ素樹脂層等は、防汚フィルム全体の充分な機械的強度を担保する。このため、本発明の防汚フィルムでは、酸化チタン粒子を大量に配合したり、これを含むフッ素樹脂層を薄膜化することが可能となり、酸化チタンの充分な露出度を確保できる。この結果、本発明の防汚フィルムは、優れた耐汚染性を奏する。
【0011】
また、本発明の防汚フィルムは、本発明の製造方法により製造することができ、またこの製造方法によれば、酸化チタン粒子をフッ素樹脂層表面から充分に露出させた状態にすることが可能となる。このため、酸化チタン粒子の酸化力が充分に発揮され、この結果、本発明の製造方法により製造された防汚フィルムは、耐汚染性に優れたものとなる。
【0012】
また、補強層としてフッ素樹脂層を形成した場合は、種々形状に加工ができ、延伸操作等により表面積を大きくすることも可能であり、表面積が拡大されれば酸化チタンと悪臭物質等との接触面積も大きくなって、防汚性に優れたフィルムとすることができる。また、強度を要求される用途では、ガラスクロス等のガラス繊維等を使用すればよい。
【0013】
さらに、本発明の防汚フィルムをカーテンやロールスクリーン等の用途に使用すれば、これらに、防汚性や抗菌性等の新たな機能を付加することができる。
【発明を実施するための最良の形態】
【0014】
すなわち、本発明の防汚フィルムは、耐汚染性を発現する層と接着性や機械的強度を担保する層とを分けたことに特徴がある。前記酸化チタン粒子を含有するフッ素樹脂層は、酸化チタン粒子の光触媒作用により、有機物や微生物を酸化分解する作用を奏する。そして、前記酸化チタンを含有しないフッ素樹脂層や前記無機繊維布層は、この防汚フィルムを保護対象物に接着した際に形成される接着剤層等を前記酸化チタン粒子の酸化作用から保護する。そして、前記フッ素樹脂層や無機繊維布層は、補強層としても作用することから、露出度を上げるため大量の酸化チタン粒子を前記フッ素樹脂層に配合したり、前記フッ素樹脂層を薄膜化しても、フィルム全体としての強度は充分なものとなり、かつ耐汚染性が極めて優れたものとなる。
【0015】
本発明に使用されるッ素樹脂は、フィルムを透過した光による酸化チタン粒子の酸化力に耐えれ、原料樹脂をディスパージョンで提供されるものであれば特に制限するものではなく、例えば、PTFE、PFA、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)等が挙げられ、このなかでも、化学的安定性に優れる等の理由から、PTFEが好ましい。
【0016】
また、前記無機繊維布層を形成する無機繊維布としては、同様に酸化チタンの酸化力に耐久性があるものであれば特に制限されず、例えば、金属繊維布、ガラス繊維布があげられ、寸法安定性、コストおよび取り扱い性の理由からガラス繊維布が好ましい。
【0017】
本発において、前記酸化チタン粒子を含有するフッ素樹脂層は、非多孔性であることが好ましい。このようにすると、フィルム表面の耐汚染性がさらに向上し、しかもフィルム強度が向上する。また、非多孔性にすることにより、ばい煙、ほこり、細砂等の空気中の浮遊物、あるいは油汚れ等の接触面積を小さくできる。
【0018】
また、前記酸化チタン粒子が、フッ素樹脂層の表面から露出していることが好ましい。このようにすると、フィルム表面において酸化チタンに光触媒反応が起りやすくなり、汚れの分解、除去が効率よく行われるようになる。
【0019】
また、本発明において、酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂との重量割合は、酸化チタン粒子の露出度等の点から、通常、酸化チタン粒子:フッ素樹脂=1:9〜7:3の範囲であり、好ましくは、酸化チタン粒子:フッ素樹脂=3:7〜6:4の範囲である。
【0020】
本発明において、前記酸化チタン粒子を含有しないフッ素樹脂表面は、粗面化処理されて接着性を向上させることが好ましい。
【0021】
また、保護対象物に貼着する際の作業性が良くなるという理由から、本発明の防汚フィルムの前記酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に接着剤層または粘着剤層が形成されることが好ましい。
【0022】
つぎに、本発明の防汚フィルムの製造方法は、フッ素樹脂シートおよび無機繊維布の少なくとも一方の上にフッ素樹脂と酸化チタン粒子を含むディスパージョンを塗布する工程と、前記ディスパージョン中の分散溶媒を蒸発除去する工程と、前記フッ素樹脂の焼成を行って酸化チタン粒子を含有するフッ素樹脂を形成する工程とを備える方法である。
【0023】
この方法によれば、フッ素樹脂層の表面から酸化チタン粒子を露出させることができ、露出部以外の表面を緻密に形成できる。また、この方法によれば、前記ディスパージョンの濃度、塗布量を変えることにより、前記酸化チタン粒子含有フッ素樹脂層等の厚みを自由に調整できる。
【0024】
本発明の防汚フィルムの製造方法において、酸化チタン粒子とフッ素樹脂との重量比が、酸化チタン粒子:フッ素樹脂=1:9〜6:4の範囲であることとが好ましい。
【0025】
つぎに、本発明を詳しく説明する。
【0026】
図1(A)は、本発明の防汚フィルム1の構成の一例を示す断面図である。図において、11は酸化チタン粒子を含有するフッ素樹脂層であり、その片面(図において下側の面)に酸化チタンを含有しないフッ素樹脂層12が形成されている。前記フッ素樹脂層11の厚みは、通常、5〜50μmであり、好ましくは10〜30μmである。前記フッ素樹脂層12の厚みは、通常、5〜50μmであり、好ましくは5〜15μmである。この防汚フィルムを、接着剤または粘着剤を用いて保護対象物表面に貼着した状態を図1(B)に示す。図において、2は接着剤層または粘着剤層であり、3は保護対象物であり、その他、図1(A)と同一部分には同一符号を付している。このように、接着剤等を用いて保護対象物に貼着した際、酸化チタン粒子を含有するフッ素樹脂層11と接着剤層2との間に酸化チタン粒子を含有しないフッ素樹脂層12が介在するため、接着剤層2が酸化チタンによって酸化劣化することがなく、充分な接着力を長期間維持できる。また、前記フッ素樹脂層12により、防汚フィルム1の機械的強度も充分なものとなっている。なお、この例において、酸化チタンを含有しないフッ素樹脂層に代えて無機繊維布層を形成しても同様の効果が得られる。
【0027】
本発明の防汚フィルムは、例えば、図2に示すようにして作製できる。
【0028】
まず、図2(A)に示すように、担体4を準備する。担体としては、金属箔や金属シートのようなフィルム形成時の加熱によっても変形等を生じない耐熱性を有するとともに、その上に形成されたフィルムを剥がすことのできるものであれば特に限定なく使用できる。具体例としては、ステンレス箔、ポリイミドフィルムなどがあげられる。
【0029】
そして、フッ素樹脂のディスパージョンを準備し、前記担体4上に塗布する。このディスパージョンのフッ素樹脂濃度は、種々の要因に応じて適宜決定するが、通常、約40〜60重量%である。フッ素樹脂ディスパージョンの種類は特に制限されず、PTFE、PFA、FEPなどの水分散体があげられる。この水分散体において、フッ素樹脂の粒径は、通常、約0.2〜0.3μmである。そして、このディスパージョンの塗布は、例えば、担体をディスパージョン中に浸漬して引き上げる方法、ディスパージョンをスプレー塗布や刷毛塗りする方法、ディスパージョンを担体上に流延する方法等がある。ついで、塗布されたディスパージョンを加熱して分散溶媒を蒸発除去するとともにフッ素樹脂の焼成を行うことにより、図2(B)に示すように担体4の上にフッ素樹脂層12を形成する。この加熱は、二段階加熱でもよく、例えば、分散溶媒を除去する加熱を行った後、フッ素樹脂の焼成のための加熱を行ってもよい。この加熱処理の条件は、分散溶媒およびフッ素樹脂の種類、ディスパージョン濃度等により適宜決定される。なお、このディスパージョンの塗布、加熱の一連の処理は、目的のフッ素樹脂層の厚さとなるまで、繰返し行うことができる。
【0030】
他方、酸化チタン粒子とフッ素樹脂とを含むディスパージョンを準備する。このディスパージョンは、フッ素樹脂濃度が、通常、40〜60重量%である。そして、このディスパージョンを、前記フッ素樹脂層12の上に塗布し、これを加熱して前記分散溶媒の蒸発除去を行うとともに前記フッ素樹脂を焼成することにより、図2(C)に示すような酸化チタン含有フッ素樹脂層11を形成する。前記塗布量の割合は、酸化チタン含有フッ素樹脂層の厚みが約5〜25μmとなる割合であり、具体的には、通常1〜100g/m2 、好ましくは10〜50g/m2 である。また、前記ディスパージョンの塗布およびフッ素樹脂の焼成の方法等は、前述と同様である。
【0031】
そして、図2(D)に示すように、担体4を剥離して除去することにより、目的とする防汚フィルム1を作製することができる。
【0032】
なお、この製造例では、担体上にフッ素樹脂ディスパージョンを塗布してフッ素樹脂シートを作製したが、本発明は、これに制限されない。例えば、フッ素樹脂モールディングパウダーを圧縮成形して所定形状のブロックとし、これを焼成後、シート状に切削することにより、フッ素樹脂シートを作製することができる。この他、フッ素樹脂ファインパウダーに押出助剤を配合して熟成した後、押出成形機で所定形状に成形し、さらにロール圧延等でシート状に加工し、前記助剤を抽出除去することによっても、フッ素樹脂シートを作製できる。このシートは未焼成であるが、加熱焼成して用いてもよい。また、これらのフッ素樹脂シートは、目的に応じ、カーボン、グラファイト、ガラス繊維、ブロンズ、二硫化モリブデンなどを配合してもよい。
【0033】
そして、このようにして作製したフッ素樹脂シート上に、前述と同様にして酸化チタン粒子を配合したフッ素樹脂層を形成する。
【0034】
また、無機繊維布を用いる場合は、この上に、前述と同様にして酸化チタン粒子を配合したフッ素樹脂層を形成する。室内で使用する用途や短期間の使用する用途では、前記無機繊維布に、直接、フッ素樹脂ディスパージョンを塗布してももよいが、長期間使用する場合は、無機繊維布を、酸化チタンを含有しないフッ素樹脂ディスパージョンを1回以上塗布(厚み5μm以上)して被覆するのが好ましい。また、ガラス繊維布を使用する場合は、そのフィラメント径は細い程、強度が高くなる。ガラス繊維布のフィラメント径は、通常、3〜13μmの範囲である。また、市販のガラス繊維布は、通常、サイジング剤が付着しており、このサイジング剤が酸化チタン粒子の光触媒機能を阻害するおそれがあるため、使用前に、ガラス繊維布を350℃以上の高温に加熱して、サイジング剤を除去することが好ましい。なお、無機繊維布としては、ガラス繊維布、多結晶質繊維布、複合繊維布、金属繊維布等があげられる。前記ガラス繊維布の材料の種類としては、例えば、Eガラス、Sガラス、溶融石英(SiO2)等があげられる。また、前記多結晶質繊維布の材料の種類としては、アルミナ、ジルコニヤ、炭素、窒化ホウ素等があげられる。前記複合繊維布の材料の種類としては、ホウ素/タングステン(ボロン繊維)、ホウ素/溶融石英、炭化ホウ素/ホウ素/タングステン、炭化ケイ素/タングステン等の複合材料があげられる。前記金属繊維布の材料の種類としては、タングステン、モリブデン、超耐熱ニッケル合金、鋼、ベリリウム、ステンレス鋼等があげられる。また、無機繊維布の目付量は、材料の種類等により異なるが、ガラス繊維布の場合、17〜1760g/m2の範囲である。
【0035】
本発明において使用される前記酸化チタンは、光触媒機能が優れるアナターゼ型が好ましい。また、酸化チタン粒子の粒径は、通常、0.007〜0.2μmであり、その配合量は、前述のとおりである。
【0036】
図3の断面図に、本発明の防汚フィルムの他の構成例を示す。図示のように、このフィルム1aは、基材となるっフッ素樹脂シート(層)12の両面に、酸化チタン粒子を含有するフッ素樹脂層11がそれぞれ形成されて構成されている。前記フッ素樹脂シート12の厚みは、通常、0.05〜2.0mm程度である。前記酸化チタン含有フッ素樹脂層11の厚みは、通常、約0.005〜0.05mmの範囲である。
【0037】
図4の断面図に、本発明の防汚フィルムのその他の構成例を示す。図示のように、このフィルム1bは、無機繊維布層13の両面のそれぞれに、フッ素樹脂層12および酸化チタン含有フッ素樹脂層11が、この順序で積層形成されている。前記無機繊維布層13の厚みは、通常、約0.03〜1.0mmの範囲である。その他の層の厚みは、前述の図3の場合と同様である。なお、フッ素樹脂層12は、無機繊維布層13の保護層としての役割も果たす。
【0038】
このようにして得られた本発明の防汚フィルムは、例えば、保護対象物の表面に接着剤あるいは粘着剤を塗布した後、ラミネート等の方法により接着あるいは粘着させることにより貼着する。このとき、酸化チタン粒子含有フッ素樹脂層の付加的な効果として、酸化チタン粒子により紫外線量が減少するため、接着剤、粘着剤、粗面化処理面の耐候性の向上が期待できる。
【0039】
本発明の防汚フィルムにおいて、酸化チタン粒子を含まないフッ素樹脂層表面に対し粗面化処理を行い接着性を向上させることが好ましいのは先に述べたとおりである。この粗面化処理としては、スパッタエッチング処理、コロナ放電処理、金属ナトリウム処理、プラズマ処理等の公知の方法を採用できる。特にスパッタエッチング処理は、接着処理が困難なフッ素樹脂に対しても効果があり、しかも着色等を生じることがないため好ましい。しかし、フッ素樹脂の種類によっては、コロナ放電等でもスパッタエッチング処理と同様の充分な効果が得られる。そして、粗面化処理を行ったフッ素樹脂層表面には印刷等も行ってもよい。
【0040】
本発明の防汚フィルムにおいて、酸化チタン含有フッ素樹脂層が位置する面と反対側の面に予め接着剤剤層を設けることが好ましい。このようにすると、防汚フィルムをラミネート用フィルムとすることができ、保護対象物との接着が容易となる。また、前記接着剤層をフッ素樹脂層上に形成する場合は、このフッ素樹脂層表面を粗面化処理した後に形成することが好ましい。なお、前記接着剤としては、例えば、ポリエステル、ポリアミドなどのホットメルト接着剤があげられる。また、接着剤層の形成は、コーティングやフィルムラミネーションにより実施できる。
【0041】
また、本発明の防汚フィルムは、前記接着剤層に代えて粘着剤層を形成してもよい。これにより、本発明の防汚フィルムは、粘着テープとすることができ、これにより、任意の形状に自由に変形しやすくなり、また手アカあるいは汚れが付着しやすい部分に容易に貼り付けることができる。また、前記粘着剤層をフッ素樹脂層上に形成する場合は、このフッ素樹脂層の粗面化処理を行った後に形成することが好ましい。なお、前記粘着剤としては、例えば、アクリル系やシリコーン系などの粘着剤があげられる。また、粘着剤層の形成は、コーティングなどを行なうことにより実施できる。
【0042】
本発明の防汚フィルムは、酸化チタン含有フッ素樹脂層表面に太陽光あるいは蛍光灯光等の光があたると、酸化チタン粒子の光触媒反応による強い酸化力が発現し、フィルム表面に付着した有機物が分解され、有機物をバインダーとして付着していた無機物粒子も前記バインダーを失い、洗浄、拭き取り等により容易に除去できる。また、しつこい汚れである油汚れ、ヤニ等の拭き取り時の残留物も同様に光触媒作用により分解除去できる。そして、本発明の防汚フィルムは、これが有する酸化チタン粒子により耐汚染性と共に光触媒作用による抗菌作用を奏することも期待できる。
【実施例】
【0043】
以下、実施例について比較例と併せて説明する。
【0044】
(実施例1)
厚さ50μmのステンレス箔を担体とし、これをPTFE濃度40重量%の水性ディスパージョン中に浸漬して引き上げ、その後110℃で60秒間加熱して水を除去し、ついで390℃で90秒間加熱することによりPTFEを焼成し、前記ステンレス箔の上にPTFE層を形成した。この層の厚さは、7μmであった。次に、PTFE粉末および酸化チタン粒子を含有する水性ディスパージョン中に上記PTFE層が形成されたステンレス箔を浸漬し引き上げ、その後、110℃で60秒間加熱して水を除去し、ついで温度390℃で90秒間加熱することにより、PTFEを焼成し、酸化チタン粒子を含有するPTFE層を形成した。この酸化チタン粒子およびPTFEの水性ディスパージョンへの浸漬および多段加熱をさらにもう一度繰り返し行った後、ステンレス箔を剥離して除去することにより、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を作製した。
【0045】
なお、上記酸化チタン粒子を含むPTFE層形成用のディスパージョンは、PTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、フルオンAD−1)100重量部にアナターゼ型酸化チタン粒子(石原産業社製、商品名ST−41)40重量部および蒸留水40重量部を攪拌しながら分散し、さらに全重量に対して1重量%のシリコーン系界面活性剤(日本ユニカー社製、商品名L−77)を攪拌しながら加えることによって調製した。また、この酸化チタン粒子を含有するPTFE層において、酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は4:6であった。
【0046】
このようにして得られた防汚フィルムの酸化チタン粒子を含むPTFE層側の表面を走査式電子顕微鏡で観察した結果、酸化チタン粒子が表面に露出し、かつこの部分以外は孔のない緻密な構造をしていた。
【0047】
(実施例2)
酸化チタン粒子の配合量を6.7重量部とした以外は、実施例1と同様にして、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を得た。なお、この酸化チタン粒子を含有するPTFE層における酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は1:9であった。
【0048】
(実施例3)
酸化チタン粒子の配合量を140重量部とした以外は実施例1と同様にして、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を得た。なお、この酸化チタン粒子を含有するPTFE層の酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は7:3であった。
【0049】
(比較例1)
担体として厚さ50μmのステンレス箔を用い、これをPTFE濃度40重量%の水性ディスパージョン中に浸漬して引き上げ、その後110℃で60秒間加熱して水を除去し、ついで390℃で90秒間加熱することによりPTFEを焼成してPTFE層を形成した。このディスパージョン中への浸漬、引き上げ、加熱による層形成作業を更に2回繰り返して、厚さ23μmのPTFE層を形成し、ステンレス箔を剥離して除去することにより、PTFEフィルムを得た。
【0050】
このようにして得られた実施例1、2、3および比較例1の防汚フィルムについて、屋外に6か月間暴露して酸化チタン粒子を含有するPTFE層表面の耐汚染性を調べた。その結果を、下記の表1に示す。また、併せて、酸化チタン粒子のPTFE層との密着性も同表に示す。なお、表中の◎は、酸化チタンの脱落がなかったもの、○は僅かに酸化チタンの脱落があったものを示す。
【0051】
【表1】
【0052】
上記表1から、実施例1および実施例3の防汚フィルムは、汚染が認められず、実施例2の防汚フィルムは、僅かに汚染が認められたものの、比較例1と比べ、その汚染は小さかった。これに対し、比較例1の防汚フィルムは、顕著に汚染が確認された。実施例1および実施例2の防汚フィルムでは、酸化チタン粒子の脱落がなく、実施例3の防汚フィルムでは、酸化チタン粒子の僅かの脱落が認められたが、汚染度の結果から分かるように、耐汚染性に影響を及ぼすものではなかった。
【0053】
(実施例4)
実施例1で得た防汚フィルムの酸化チタン粒子を含まないPTFE層表面をスパッタエッチング処理した。この処理は、雰囲気ガスとしてアルゴンガスを用い、雰囲気圧0.05Torr、放電電力30W・sec/cm2の条件で20秒間行った。
【0054】
このスパッタエッチング処理の効果を確認するため、処理面に対する市販粘着テープ(日東電工社製、商品名No.31B)の接着力を測定したところ、1.2kg/19mmであった。なお、この接着力試験は、処理面に粘着テープを2kgのローラーで押圧して貼り付けた後、温度25℃、引張速度300mm/分の条件で180°ピーリング法により行った。また、前記処理を施していない酸化チタン粒子を含まないPTFE層表面に対して同様な試験をしたところ、接着力は0.1kg/19mmであった。
【0055】
(実施例5)
実施例4の防汚フィルムにおいて、スパッタエッチング処理した酸化チタン粒子を含まないPTFE層表面に、溶剤系ホットメルト接着剤を塗布した。この塗布は、アプリケーターを用いて手塗りで行った。このときの接着剤の乾燥塗布厚は15μmであった。この防汚フィルムの接着剤層と、その表面が接着処理済みの鋼板とをラミネーターロールを用いて加熱圧着したところ、前記防汚フィルムは鋼板としっかり接着した。
【0056】
(実施例6)
実施例4の酸化チタン粒子を含まないPTFE層表面に接着処理した防汚フィルムに、溶剤に溶かしたシリコン系粘着剤を塗布した。この塗布はコーターを用いて手塗りで行った。このとき、粘着剤の乾燥塗布厚は30μmであった。この防汚フィルムを2kgのローラーで押圧して前記粘着剤層を介して表面が接着処理済みの鋼板と貼り付けたところ、鋼板としっかり粘着した。
【0057】
(比較例2)
実施例1と同様にし、PTFE粉末および酸化チタン粒子を含むディスパージョンにステンレス箔を浸漬し、引き上げ、その後加熱する層形成作業を2回繰り返して、厚さ18μmの酸化チタン粒子が含有されたPTFE層のみのフィルムを得た。このフィルムのステンレス箔担体側にあった方の表面を実施例4と同様にスパッタエッチング処理した。その後、この処理面に実施例5と同様に接着剤を塗布し鋼板としっかり接着させた。
【0058】
(比較例3)
比較例2と同様にして、スパッタエッチング処理した酸化チタン粒子を含有するPTFE層のみのフィルムを作製した。そして、このフィルムの前記処理面に、実施例6と同様に粘着剤を塗布し鋼板としっかり接着した。このようにして作製した、実施例5、6および比較例2、3の防汚フィルムについて、鋼板に貼着した状態で6カ月間の屋外暴露試験を行った。その結果を下記の表2に示す。
【0059】
【表2】
【0060】
上記表2にから、実施例5の防汚フィルムにおいて、酸化チタン粒子を含むPTFE層の表面には汚染が見られず、防汚フィルムの接着剤からの剥がれ、浮き等はみられなかった。また、実施例6の防汚フィルムにおいても、酸化チタン粒子を含むPTFE層の表面には汚染が見られず、また、防汚フィルムの粘着剤からの剥がれ、浮き等はみられなかった。これに対し、比較例2のフィルムでは、酸化チタン粒子を含むPTFE層の表面には汚染が見られなかったが、フィルムが接着剤から浮いて剥がれている部分があった。また、比較例3のフィルムでは、酸化チタン粒子を含むPTFE層の表面には汚染が見られなかったが、比較例2と同様にフィルムが粘着剤から浮いて剥がれている部分があった。
【0061】
(実施例7)
乳化重合により得られたPTFEファインパウダーにパラフィン系潤滑剤を24重量%配合し、熟成後ペースト押出しによって丸棒状の成形物を得、カレンダー加工によって厚み0.1mmの未焼成PTFEシートとした。その後、パラフィン系潤滑剤を溶剤で抽出除去し、PTFEシートを得た。
【0062】
次にPTFE粉末及びアナターゼ型光触媒酸化チタンを含むディスパージョンを未焼成PTFEシートの両面に塗布し、110℃で60秒間加熱して水分を除去し、ついで390℃で90秒間加熱焼成することによって付着割合20g/m2の酸化チタン含有PTFE層をもつ目的の防汚フィルムを得た。
【0063】
なお、光触媒酸化チタンを含むディスパージョンの濃度は40重量%として1回の塗布で片面に20g/m2を越えないようにした。コーティングスピードや濃度調整などによって片面に20g/m2を越えるような塗布も可能であるが表面状態が荒れた状態になりやすいため目的の付着量にするためには片面に20g/m2 以下の付着量を数回に分けて塗布するようにすることが望ましい。
【0064】
上記光触媒酸化チタンを含むPTFE層形成用のディスパージョンはPTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、商品名フルオンAD−1)100重量部中にアナターゼ型光触媒酸化チタン(石原産業社製、商品名ST−01)40重量部及び蒸留水40重量部を攪拌しながら分散させ、さらに全重量に対して1重量%のシリコーン系界面活性剤(日本ユニカー社製、商品名L−77)を攪拌しながら加えることによって調製した。なお、この光触媒酸化チタンを含むPTFE層の光触媒酸化チタンとPTFEの重量比は4:6である。
【0065】
このようにして得られた防汚フィルムの最外層の表面を走査式電子顕微鏡で観察した結果、光触媒酸化チタン微粒子が表面に露出した孔のない緻密な構造をしていた。
【0066】
つぎに、この防汚フィルムついて悪臭物質の分解試験を行った。すなわち、まず、ブラックライトをセットした内容積4リットルの密閉容器の中に、防汚フィルム(5cm×5cm)を配置し、悪臭物質のトリメチルアミン100ppmを注入した後、ブラックライトを点灯し1mW/cm2の紫外光が前記防汚フィルムに当たるようにした。30分後、ガスクロマトグラフを用いて容器内のトリメチルアミンの濃度を測定した結果、8ppmに減少していた。光のない場合も25ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は10ppmまで減少したが、光のない場合は減少しにくくなり、60ppmまでしか減少しなかった。
【0067】
(実施例8)
実施例7と同じ防汚フィルムを350℃雰囲気のロール延伸機で縦方向に3倍延伸し、空隙率45%のフィルムとした。この防汚フィルムについて、実施例7と同じように悪臭物質(トリメチルアミン)の分解性を測定した結果、100ppm注入したものが2ppmに減少していた。光のない場合も9ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は4ppmまで減少したが、光のない場合は減少しにくくなり、45ppmまでしか減少しなかった。
【0068】
(実施例9)
厚さ0.1mmのガラスクロス(鐘紡社製、KS−1202J)にPTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、商品名フルオンAD−1)を塗布して100℃、90秒で水分を除去した後、370℃で2分加熱することによって焼成した。この操作を繰り返して被覆割合200g/m2のPTFEコーティングシートを得た。このシートの表面に実施例7と同じ組成の光触媒酸化チタンを含むPTFEディスパージョンを塗布し前述と同じ操作で水分を除去して370℃で焼成した。これによって付着割合230g/m2 の酸化チタン含有フッ素樹脂層を有する防汚フィルムを得た。この防汚フィルムについて、実施例7と同じように悪臭物質(トリメチルアミン)の分解性を測定した結果、100ppm注入したものが5ppmに減少していた。光のない場合も15ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は7ppmまで減少したが、光のない場合は減少しにくくなり、55ppmまでしか減少しなかった。
【図面の簡単な説明】
【0069】
【図1】図(A)は、本発明の防汚フィルムの一例の構成を示す断面図であり、図(B)は、前記防汚フィルムを保護対象物に貼着した状態を示す断面図である。
【図2】図(A)から(D)は、本発明の防汚フィルムの製造工程の一例を示す断面図である。
【図3】本発明のその他の実施例の構成を示す断面図である。
【図4】本発明のさらにその他の実施例の構成を示す断面図である。
【符号の説明】
【0070】
1 防汚フィルム
2 接着剤層または粘着剤層
3 保護対象物
11 酸化チタン粒子を含有するフッ素樹脂層
12 酸化チタン粒子を含有しないフッ素樹脂層
13 無機繊維布層
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、保護対象物の表面に貼り付けて汚染を防止する防汚フィルムおよびその製造方法に関するものである。
【背景技術】
【0002】
従来から、鋼板あるいは壁材等の保護や汚れ付着防止の方法として、これらの表面をフッ素樹脂で被覆する方法がある。この被覆方法としては、保護対象物の表面にフッ素樹脂塗料を塗工する方法、またはテトラフルオロエチレン−パーフルオロアルキルビニル共重合体(PFA)、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリビニルフルオライド(PVF)等の溶融フッ素樹脂からなる樹脂フィルムをラミネートにより貼着する方法がある。フッ素樹脂は、拭払性がよいため、これらのフッ素樹脂で被覆した場合、例えば、厨房製品を被覆すると、表面が汚れても、拭き取りにより汚れを容易に落とすことができる。しかし、油汚れ、ヤニ等のようなしつこい汚れの場合は、拭き取りしても、わずかではあるが、汚れが残り、これを無理に拭き取ろうとすると、塗工タイプのものは塗装が剥がれるおそれがあり、溶融フッ素樹脂フィルムの場合は、フィルム表面が傷付き、今後の汚れを助長するおそれがある。
【0003】
また、屋外等に設置されるような保護対象物に対し、このようなフッ素樹脂被覆材を用いた場合、大気中のばい煙、ほこり、細砂等の微粒子がフッ素樹脂被覆材表面に付着し外観が汚れるという問題がある。これは、屋外に設置される壁材等の場合、拭き取りを行うことが困難であり、また、水洗いを行っても、フッ素樹脂が撥水性であるため、付着微粒子を洗い流すことが困難だからである。
【0004】
他方、光触媒である酸化チタンは、光を吸収して励起された電子が、接近する有機物あるいは微生物などに酸化作用を行い分解する、いわゆる光触媒反応を示すことが知られている。そこで、この酸化チタンの光触媒作用を利用して、防汚、抗菌技術が種々開発されており、特に、酸化チタンの担持方法について様々な検討がなされている。
【0005】
例えば、特開平6−315614号公報(特許文献1)では、二酸化チタンあるいは二酸化チタンと活性炭の混合物を主成分とする光触媒の粉末を合成樹脂等を用いてシート材またはパネル材に成形して屋外に固定化する空気浄化材が提案されている。また、特開平7−265714号公報(特許文献2)では、汚れ付着防止の目的で、光触媒粒子表面の一部にフッ素樹脂等をバインダーとして担持したものが提案されている。
【0006】
この他に、酸化チタン等の光触媒を樹脂フィルムに含有させる方法がある。これによれば、前記フィルムを貼り付けるだけで、対象物に耐汚染性等を付与できる。しかし、酸化チタンの強力な酸化力のために、担持体である樹脂フィルム自身が酸化作用を受けるという問題があり、このため、樹脂フィルムの材質は、抗酸化力を持つ高分子材料、例えばポリテトラフルオロエチレン(PTFE)のような材料を選定する必要がある。また、このとき酸化チタンの光触媒作用は、酸化チタンと酸化される物質が直接接触することにより実現されるため、酸化チタンの防汚、抗菌の効果を発現させるためには酸化チタンは材料表面において露出度が大きいことが望ましい。
【特許文献1】特開平6−315614号公報
【特許文献2】特開平7−265714号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このように、酸化チタン等の光触媒を含有したフッ素樹脂フィルムは、対象物の保護、汚れ付着防止に用いた場合、従来のフッ素樹脂被覆材と比べ付着粒子が光照射時に随時分解するので表面汚染が生じにくく、また拭き取り時の残留物も分解除去することができる。しかしながら、PTFEに光触媒機能を持った酸化チタンを含有させたフィルムを、防汚、抗菌を目的として被覆物に粘着剤、接着剤等の接着層を介して貼り付けて使用する場合は、フィルムを透過した光による酸化チタンの酸化力のため接着剤成分あるいはフィルムと接着剤層との結合が劣化して接着力がなくなり、浮きが生じたりついには剥がれてしまう場合がある。また、防汚、抗菌の効果を強くするため酸化チタンの露出度を大きくする必要があるが、このために酸化チタンの含有量を多くすると、フィルムの機械的強度が低くなるおそれがある。
【0008】
そこで、本発明は、前記従来の問題を解決し、機械強度が高く、接着力に優れた防汚フィルムおよびその製造方法の提供を目的とする。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明の防汚フィルムは、酸化チタン粒子を含有するフッ素樹脂層の片面に、酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成され、酸化チタン粒子を含有しないフッ素樹脂層表面が、粗面化処理されて接着性を向上させたという構成をとる。
【発明の効果】
【0010】
本発明の防汚フィルムは、酸化チタン粒子を含有するフッ素樹脂層の片面に酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成されている。このような構成にすることにより、前記酸化チタンを含有しないフッ素樹脂層等が、この防汚フィルムを保護対象物表面に貼着した際に形成される接着剤層あるいは粘着剤層を前記酸化チタンの酸化作用から防御する。このため、本発明の防汚フィルムは、接着性が優れ、保護対象物を長期間被覆保護することができる。また、前記酸化チタンを含有しないフッ素樹脂層等は、防汚フィルム全体の充分な機械的強度を担保する。このため、本発明の防汚フィルムでは、酸化チタン粒子を大量に配合したり、これを含むフッ素樹脂層を薄膜化することが可能となり、酸化チタンの充分な露出度を確保できる。この結果、本発明の防汚フィルムは、優れた耐汚染性を奏する。
【0011】
また、本発明の防汚フィルムは、本発明の製造方法により製造することができ、またこの製造方法によれば、酸化チタン粒子をフッ素樹脂層表面から充分に露出させた状態にすることが可能となる。このため、酸化チタン粒子の酸化力が充分に発揮され、この結果、本発明の製造方法により製造された防汚フィルムは、耐汚染性に優れたものとなる。
【0012】
また、補強層としてフッ素樹脂層を形成した場合は、種々形状に加工ができ、延伸操作等により表面積を大きくすることも可能であり、表面積が拡大されれば酸化チタンと悪臭物質等との接触面積も大きくなって、防汚性に優れたフィルムとすることができる。また、強度を要求される用途では、ガラスクロス等の無機繊維布等を使用すればよい。
【0013】
さらに、本発明の防汚フィルムをカーテンやロールスクリーン等の用途に使用すれば、これらに、防汚性や抗菌性等の新たな機能を付加することができる。
【発明を実施するための最良の形態】
【0014】
すなわち、本発明の防汚フィルムは、耐汚染性を発現する層と接着性や機械的強度を担保する層とを分けたことに特徴がある。前記酸化チタン粒子を含有するフッ素樹脂層は、酸化チタン粒子の光触媒作用により、有機物や微生物を酸化分解する作用を奏する。そして、前記酸化チタンを含有しないフッ素樹脂層や前記無機繊維布層は、この防汚フィルムを保護対象物に接着した際に形成される接着剤層等を前記酸化チタン粒子の酸化作用から保護する。そして、前記フッ素樹脂層や無機繊維布層は、補強層としても作用することから、露出度を上げるため大量の酸化チタン粒子を前記フッ素樹脂層に配合したり、前記フッ素樹脂層を薄膜化しても、フィルム全体としての強度は充分なものとなり、かつ耐汚染性が極めて優れたものとなる。
【0015】
本発明に使用されるフッ素樹脂は、フィルムを透過した光による酸化チタン粒子の酸化力に耐えれ、原料樹脂をディスパージョンで提供されるものであれば特に制限するものではなく、例えば、PTFE、PFA、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)等が挙げられ、このなかでも、化学的安定性に優れる等の理由から、PTFEが好ましい。
【0016】
また、前記無機繊維布層を形成する無機繊維布としては、同様に酸化チタンの酸化力に耐久性があるものであれば特に制限されず、例えば、金属繊維布、ガラス繊維布があげられ、寸法安定性、コストおよび取り扱い性の理由からガラス繊維布が好ましい。
【0017】
本発明において、前記酸化チタン粒子を含有するフッ素樹脂層は、非多孔性であることが好ましい。このようにすると、フィルム表面の耐汚染性がさらに向上し、しかもフィルム強度が向上する。また、非多孔性にすることにより、ばい煙、ほこり、細砂等の空気中の浮遊物、あるいは油汚れ等の接触面積を小さくできる。
【0018】
また、前記酸化チタン粒子が、フッ素樹脂層の表面から露出していることが好ましい。このようにすると、フィルム表面において酸化チタンに光触媒反応が起りやすくなり、汚れの分解、除去が効率よく行われるようになる。
【0019】
また、本発明において、酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂との重量割合は、酸化チタン粒子の露出度等の点から、通常、酸化チタン粒子:フッ素樹脂=1:9〜7:3の範囲であり、好ましくは、酸化チタン粒子:フッ素樹脂=3:7〜6:4の範囲である。
【0020】
また、保護対象物に貼着する際の作業性が良くなるという理由から、本発明の防汚フィルムの前記酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に接着剤層または粘着剤層が形成されることが好ましい。
【0021】
つぎに、本発明の防汚フィルムの製造方法は、フッ素樹脂シートおよび無機繊維布の少なくとも一方の上にフッ素樹脂と酸化チタン粒子を含むディスパージョンを塗布する工程と、前記ディスパージョン中の分散溶媒を蒸発除去する工程と、前記フッ素樹脂の焼成を行って酸化チタン粒子を含有するフッ素樹脂を形成する工程と、前記酸化チタン粒子を含有しないフッ素樹脂層表面を、粗面化処理する工程とを備える方法である。
【0022】
この方法によれば、フッ素樹脂層の表面から酸化チタン粒子を露出させることができ、露出部以外の表面を緻密に形成できる。また、この方法によれば、前記ディスパージョンの濃度、塗布量を変えることにより、前記酸化チタン粒子含有フッ素樹脂層等の厚みを自由に調整できる。
【0023】
本発明の防汚フィルムの製造方法において、酸化チタン粒子とフッ素樹脂との重量比が、酸化チタン粒子:フッ素樹脂=1:9〜6:4の範囲であることとが好ましい。
【0024】
また、本発明の防汚フィルムの製造方法において、前記粗面化処理は、スパッタエッチング処理、コロナ放電処理、金属ナトリウム処理およびプラズマ処理からなる群から選択される1以上であるのが好ましい。
【0025】
つぎに、本発明を詳しく説明する。
【0026】
図1(A)は、本発明の防汚フィルム1の構成の一例を示す断面図である。図において、11は酸化チタン粒子を含有するフッ素樹脂層であり、その片面(図において下側の面)に酸化チタンを含有しないフッ素樹脂層12が形成されている。前記フッ素樹脂層11の厚みは、通常、5〜50μmであり、好ましくは10〜30μmである。前記フッ素樹脂層12の厚みは、通常、5〜50μmであり、好ましくは5〜15μmである。この防汚フィルムを、接着剤または粘着剤を用いて保護対象物表面に貼着した状態を図1(B)に示す。図において、2は接着剤層または粘着剤層であり、3は保護対象物であり、その他、図1(A)と同一部分には同一符号を付している。このように、接着剤等を用いて保護対象物に貼着した際、酸化チタン粒子を含有するフッ素樹脂層11と接着剤層2との間に酸化チタン粒子を含有しないフッ素樹脂層12が介在するため、接着剤層2が酸化チタンによって酸化劣化することがなく、充分な接着力を長期間維持できる。また、前記フッ素樹脂層12により、防汚フィルム1の機械的強度も充分なものとなっている。なお、この例において、酸化チタンを含有しないフッ素樹脂層に代えて無機繊維布層を形成しても同様の効果が得られる。
【0027】
本発明の防汚フィルムは、例えば、図2に示すようにして作製できる。
【0028】
まず、図2(A)に示すように、担体4を準備する。担体としては、金属箔や金属シートのようなフィルム形成時の加熱によっても変形等を生じない耐熱性を有するとともに、その上に形成されたフィルムを剥がすことのできるものであれば特に限定なく使用できる。具体例としては、ステンレス箔、ポリイミドフィルムなどがあげられる。
【0029】
そして、フッ素樹脂のディスパージョンを準備し、前記担体4上に塗布する。このディスパージョンのフッ素樹脂濃度は、種々の要因に応じて適宜決定するが、通常、約40〜60重量%である。フッ素樹脂ディスパージョンの種類は特に制限されず、PTFE、PFA、FEPなどの水分散体があげられる。この水分散体において、フッ素樹脂の粒径は、通常、約0.2〜0.3μmである。そして、このディスパージョンの塗布は、例えば、担体をディスパージョン中に浸漬して引き上げる方法、ディスパージョンをスプレー塗布や刷毛塗りする方法、ディスパージョンを担体上に流延する方法等がある。ついで、塗布されたディスパージョンを加熱して分散溶媒を蒸発除去するとともにフッ素樹脂の焼成を行うことにより、図2(B)に示すように担体4の上にフッ素樹脂層12を形成する。この加熱は、二段階加熱でもよく、例えば、分散溶媒を除去する加熱を行った後、フッ素樹脂の焼成のための加熱を行ってもよい。この加熱処理の条件は、分散溶媒およびフッ素樹脂の種類、ディスパージョン濃度等により適宜決定される。なお、このディスパージョンの塗布、加熱の一連の処理は、目的のフッ素樹脂層の厚さとなるまで、繰返し行うことができる。
【0030】
他方、酸化チタン粒子とフッ素樹脂とを含むディスパージョンを準備する。このディスパージョンは、フッ素樹脂濃度が、通常、40〜60重量%である。そして、このディスパージョンを、前記フッ素樹脂層12の上に塗布し、これを加熱して前記分散溶媒の蒸発除去を行うとともに前記フッ素樹脂を焼成することにより、図2(C)に示すような酸化チタン含有フッ素樹脂層11を形成する。前記塗布量の割合は、酸化チタン含有フッ素樹脂層の厚みが約5〜25μmとなる割合であり、具体的には、通常1〜100g/m2 、好ましくは10〜50g/m2 である。また、前記ディスパージョンの塗布およびフッ素樹脂の焼成の方法等は、前述と同様である。
【0031】
そして、図2(D)に示すように、担体4を剥離して除去することにより、目的とする防汚フィルム1を作製することができる。
【0032】
なお、この製造例では、担体上にフッ素樹脂ディスパージョンを塗布してフッ素樹脂シートを作製したが、本発明は、これに制限されない。例えば、フッ素樹脂モールディングパウダーを圧縮成形して所定形状のブロックとし、これを焼成後、シート状に切削することにより、フッ素樹脂シートを作製することができる。この他、フッ素樹脂ファインパウダーに押出助剤を配合して熟成した後、押出成形機で所定形状に成形し、さらにロール圧延等でシート状に加工し、前記助剤を抽出除去することによっても、フッ素樹脂シートを作製できる。このシートは未焼成であるが、加熱焼成して用いてもよい。また、これらのフッ素樹脂シートは、目的に応じ、カーボン、グラファイト、ガラス繊維、ブロンズ、二硫化モリブデンなどを配合してもよい。
【0033】
そして、このようにして作製したフッ素樹脂シート上に、前述と同様にして酸化チタン粒子を配合したフッ素樹脂層を形成する。
【0034】
また、無機繊維布を用いる場合は、この上に、前述と同様にして酸化チタン粒子を配合したフッ素樹脂層を形成する。室内で使用する用途や短期間の使用する用途では、前記無機繊維布に、直接、フッ素樹脂ディスパージョンを塗布してもよいが、長期間使用する場合は、無機繊維布を、酸化チタンを含有しないフッ素樹脂ディスパージョンを1回以上塗布(厚み5μm以上)して被覆するのが好ましい。また、ガラス繊維布を使用する場合は、そのフィラメント径は細い程、強度が高くなる。ガラス繊維布のフィラメント径は、通常、3〜13μmの範囲である。また、市販のガラス繊維布は、通常、サイジング剤が付着しており、このサイジング剤が酸化チタン粒子の光触媒機能を阻害するおそれがあるため、使用前に、ガラス繊維布を350℃以上の高温に加熱して、サイジング剤を除去することが好ましい。なお、無機繊維布としては、ガラス繊維布、多結晶質繊維布、複合繊維布、金属繊維布等があげられる。前記ガラス繊維布の材料の種類としては、例えば、Eガラス、Sガラス、溶融石英(SiO2)等があげられる。また、前記多結晶質繊維布の材料の種類としては、アルミナ、ジルコニヤ、炭素、窒化ホウ素等があげられる。前記複合繊維布の材料の種類としては、ホウ素/タングステン(ボロン繊維)、ホウ素/溶融石英、炭化ホウ素/ホウ素/タングステン、炭化ケイ素/タングステン等の複合材料があげられる。前記金属繊維布の材料の種類としては、タングステン、モリブデン、超耐熱ニッケル合金、鋼、ベリリウム、ステンレス鋼等があげられる。また、無機繊維布の目付量は、材料の種類等により異なるが、ガラス繊維布の場合、17〜1760g/m2の範囲である。
【0035】
本発明において使用される前記酸化チタンは、光触媒機能が優れるアナターゼ型が好ましい。また、酸化チタン粒子の粒径は、通常、0.007〜0.2μmであり、その配合量は、前述のとおりである。
【0036】
図3の断面図に、本発明の防汚フィルムの他の構成例を示す。図示のように、このフィルム1aは、基材となるフッ素樹脂シート(層)12の両面に、酸化チタン粒子を含有するフッ素樹脂層11がそれぞれ形成されて構成されている。前記フッ素樹脂シート12の厚みは、通常、0.05〜2.0mm程度である。前記酸化チタン含有フッ素樹脂層11の厚みは、通常、約0.005〜0.05mmの範囲である。
【0037】
図4の断面図に、本発明の防汚フィルムのその他の構成例を示す。図示のように、このフィルム1bは、無機繊維布層13の両面のそれぞれに、フッ素樹脂層12および酸化チタン含有フッ素樹脂層11が、この順序で積層形成されている。前記無機繊維布層13の厚みは、通常、約0.03〜1.0mmの範囲である。その他の層の厚みは、前述の図3の場合と同様である。なお、フッ素樹脂層12は、無機繊維布層13の保護層としての役割も果たす。
【0038】
このようにして得られた本発明の防汚フィルムは、例えば、保護対象物の表面に接着剤あるいは粘着剤を塗布した後、ラミネート等の方法により接着あるいは粘着させることにより貼着する。このとき、酸化チタン粒子含有フッ素樹脂層の付加的な効果として、酸化チタン粒子により紫外線量が減少するため、接着剤、粘着剤、粗面化処理面の耐候性の向上が期待できる。
【0039】
本発明の防汚フィルムにおいて、酸化チタン粒子を含まないフッ素樹脂層表面に対し粗面化処理を行い接着性を向上させるのは先に述べたとおりである。この粗面化処理としては、スパッタエッチング処理、コロナ放電処理、金属ナトリウム処理、プラズマ処理等の公知の方法を採用できる。特にスパッタエッチング処理は、接着処理が困難なフッ素樹脂に対しても効果があり、しかも着色等を生じることがないため好ましい。しかし、フッ素樹脂の種類によっては、コロナ放電等でもスパッタエッチング処理と同様の充分な効果が得られる。そして、粗面化処理を行ったフッ素樹脂層表面には印刷等も行ってもよい。
【0040】
本発明の防汚フィルムにおいて、酸化チタン含有フッ素樹脂層が位置する面と反対側の面に予め接着剤層を設けることが好ましい。このようにすると、防汚フィルムをラミネート用フィルムとすることができ、保護対象物との接着が容易となる。また、前記接着剤層をフッ素樹脂層上に形成する場合は、このフッ素樹脂層表面を粗面化処理した後に形成することが好ましい。なお、前記接着剤としては、例えば、ポリエステル、ポリアミドなどのホットメルト接着剤があげられる。また、接着剤層の形成は、コーティングやフィルムラミネーションにより実施できる。
【0041】
また、本発明の防汚フィルムは、前記接着剤層に代えて粘着剤層を形成してもよい。これにより、本発明の防汚フィルムは、粘着テープとすることができ、これにより、任意の形状に自由に変形しやすくなり、また手アカあるいは汚れが付着しやすい部分に容易に貼り付けることができる。また、前記粘着剤層をフッ素樹脂層上に形成する場合は、このフッ素樹脂層の粗面化処理を行った後に形成することが好ましい。なお、前記粘着剤としては、例えば、アクリル系やシリコーン系などの粘着剤があげられる。また、粘着剤層の形成は、コーティングなどを行なうことにより実施できる。
【0042】
本発明の防汚フィルムは、酸化チタン含有フッ素樹脂層表面に太陽光あるいは蛍光灯光等の光があたると、酸化チタン粒子の光触媒反応による強い酸化力が発現し、フィルム表面に付着した有機物が分解され、有機物をバインダーとして付着していた無機物粒子も前記バインダーを失い、洗浄、拭き取り等により容易に除去できる。また、しつこい汚れである油汚れ、ヤニ等の拭き取り時の残留物も同様に光触媒作用により分解除去できる。そして、本発明の防汚フィルムは、これが有する酸化チタン粒子により耐汚染性と共に光触媒作用による抗菌作用を奏することも期待できる。
【実施例】
【0043】
以下、実施例について比較例と併せて説明する。
【0044】
(参考例1)
厚さ50μmのステンレス箔を担体とし、これをPTFE濃度40重量%の水性ディスパージョン中に浸漬して引き上げ、その後110℃で60秒間加熱して水を除去し、ついで390℃で90秒間加熱することによりPTFEを焼成し、前記ステンレス箔の上にPTFE層を形成した。この層の厚さは、7μmであった。次に、PTFE粉末および酸化チタン粒子を含有する水性ディスパージョン中に上記PTFE層が形成されたステンレス箔を浸漬し引き上げ、その後、110℃で60秒間加熱して水を除去し、ついで温度390℃で90秒間加熱することにより、PTFEを焼成し、酸化チタン粒子を含有するPTFE層を形成した。この酸化チタン粒子およびPTFEの水性ディスパージョンへの浸漬および多段加熱をさらにもう一度繰り返し行った後、ステンレス箔を剥離して除去することにより、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を作製した。
【0045】
なお、上記酸化チタン粒子を含むPTFE層形成用のディスパージョンは、PTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、フルオンAD−1)100重量部にアナターゼ型酸化チタン粒子(石原産業社製、商品名ST−41)40重量部および蒸留水40重量部を攪拌しながら分散し、さらに全重量に対して1重量%のシリコーン系界面活性剤(日本ユニカー社製、商品名L−77)を攪拌しながら加えることによって調製した。また、この酸化チタン粒子を含有するPTFE層において、酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は4:6であった。
【0046】
このようにして得られた防汚フィルムの酸化チタン粒子を含むPTFE層側の表面を走査式電子顕微鏡で観察した結果、酸化チタン粒子が表面に露出し、かつこの部分以外は孔のない緻密な構造をしていた。
【0047】
(参考例2)
酸化チタン粒子の配合量を6.7重量部とした以外は、参考例1と同様にして、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を得た。なお、この酸化チタン粒子を含有するPTFE層における酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は1:9であった。
【0048】
(参考例3)
酸化チタン粒子の配合量を140重量部とした以外は参考例1と同様にして、酸化チタン粒子を含有するPTFE層(厚さ18μm)の片面に酸化チタンを含まないPTFE層が形成された防汚フィルム(全体厚さ25μm)を得た。なお、この酸化チタン粒子を含有するPTFE層の酸化チタン粒子とPTFE粉末との重量比(酸化チタン粒子:PTFE粉末)は7:3であった。
【0049】
(比較例1)
担体として厚さ50μmのステンレス箔を用い、これをPTFE濃度40重量%の水性ディスパージョン中に浸漬して引き上げ、その後110℃で60秒間加熱して水を除去し、ついで390℃で90秒間加熱することによりPTFEを焼成してPTFE層を形成した。このディスパージョン中への浸漬、引き上げ、加熱による層形成作業を更に2回繰り返して、厚さ23μmのPTFE層を形成し、ステンレス箔を剥離して除去することにより、PTFEフィルムを得た。
【0050】
このようにして得られた参考例1、2、3および比較例1の防汚フィルムについて、屋外に6か月間暴露して酸化チタン粒子を含有するPTFE層表面の耐汚染性を調べた。その結果を、下記の表1に示す。また、併せて、酸化チタン粒子のPTFE層との密着性も同表に示す。なお、表中の◎は、酸化チタンの脱落がなかったもの、○は僅かに酸化チタンの脱落があったものを示す。
【0051】
【表1】
【0052】
上記表1から、参考例1および参考例3の防汚フィルムは、汚染が認められず、参考例2の防汚フィルムは、僅かに汚染が認められたものの、比較例1と比べ、その汚染は小さかった。これに対し、比較例1の防汚フィルムは、顕著に汚染が確認された。参考例1および参考例2の防汚フィルムでは、酸化チタン粒子の脱落がなく、参考例3の防汚フィルムでは、酸化チタン粒子の僅かの脱落が認められたが、汚染度の結果から分かるように、耐汚染性に影響を及ぼすものではなかった。
【0053】
(実施例1)
参考例1で得た防汚フィルムの酸化チタン粒子を含まないPTFE層表面をスパッタエッチング処理した。この処理は、雰囲気ガスとしてアルゴンガスを用い、雰囲気圧0.05Torr、放電電力30W・sec/cm2の条件で20秒間行った。
【0054】
このスパッタエッチング処理の効果を確認するため、処理面に対する市販粘着テープ(日東電工社製、商品名No.31B)の接着力を測定したところ、1.2kg/19mmであった。なお、この接着力試験は、処理面に粘着テープを2kgのローラーで押圧して貼り付けた後、温度25℃、引張速度300mm/分の条件で180°ピーリング法により行った。また、前記処理を施していない酸化チタン粒子を含まないPTFE層表面に対して同様な試験をしたところ、接着力は0.1kg/19mmであった。
【0055】
(実施例2)
実施例1の防汚フィルムにおいて、スパッタエッチング処理した酸化チタン粒子を含まないPTFE層表面に、溶剤系ホットメルト接着剤を塗布した。この塗布は、アプリケーターを用いて手塗りで行った。このときの接着剤の乾燥塗布厚は15μmであった。この防汚フィルムの接着剤層と、その表面が接着処理済みの鋼板とをラミネーターロールを用いて加熱圧着したところ、前記防汚フィルムは鋼板としっかり接着した。
【0056】
(実施例3)
実施例1の酸化チタン粒子を含まないPTFE層表面に接着処理した防汚フィルムに、溶剤に溶かしたシリコン系粘着剤を塗布した。この塗布はコーターを用いて手塗りで行った。このとき、粘着剤の乾燥塗布厚は30μmであった。この防汚フィルムを2kgのローラーで押圧して前記粘着剤層を介して表面が接着処理済みの鋼板と貼り付けたところ、鋼板としっかり粘着した。
【0057】
(比較例2)
参考例1と同様にし、PTFE粉末および酸化チタン粒子を含むディスパージョンにステンレス箔を浸漬し、引き上げ、その後加熱する層形成作業を2回繰り返して、厚さ18μmの酸化チタン粒子が含有されたPTFE層のみのフィルムを得た。このフィルムのステンレス箔担体側にあった方の表面を実施例1と同様にスパッタエッチング処理した。その後、この処理面に実施例2と同様に接着剤を塗布し鋼板としっかり接着させた。
【0058】
(比較例3)
比較例2と同様にして、スパッタエッチング処理した酸化チタン粒子を含有するPTFE層のみのフィルムを作製した。そして、このフィルムの前記処理面に、実施例3と同様に粘着剤を塗布し鋼板としっかり接着した。このようにして作製した、実施例2、3および比較例2、3の防汚フィルムについて、鋼板に貼着した状態で6カ月間の屋外暴露試験を行った。その結果を下記の表2に示す。
【0059】
【表2】
【0060】
上記表2から、実施例2の防汚フィルムにおいて、酸化チタン粒子を含むPTFE層の表面には汚染が見られず、防汚フィルムの接着剤からの剥がれ、浮き等はみられなかった。また、実施例3の防汚フィルムにおいても、酸化チタン粒子を含むPTFE層の表面には汚染が見られず、また、防汚フィルムの粘着剤からの剥がれ、浮き等はみられなかった。これに対し、比較例2のフィルムでは、酸化チタン粒子を含むPTFE層の表面には汚染が見られなかったが、フィルムが接着剤から浮いて剥がれている部分があった。また、比較例3のフィルムでは、酸化チタン粒子を含むPTFE層の表面には汚染が見られなかったが、比較例2と同様にフィルムが粘着剤から浮いて剥がれている部分があった。
【0061】
(参考例4)
乳化重合により得られたPTFEファインパウダーにパラフィン系潤滑剤を24重量%配合し、熟成後ペースト押出しによって丸棒状の成形物を得、カレンダー加工によって厚み0.1mmの未焼成PTFEシートとした。その後、パラフィン系潤滑剤を溶剤で抽出除去し、PTFEシートを得た。
【0062】
次にPTFE粉末及びアナターゼ型光触媒酸化チタンを含むディスパージョンを未焼成PTFEシートの両面に塗布し、110℃で60秒間加熱して水分を除去し、ついで390℃で90秒間加熱焼成することによって付着割合20g/m2の酸化チタン含有PTFE層をもつ目的の防汚フィルムを得た。
【0063】
なお、光触媒酸化チタンを含むディスパージョンの濃度は40重量%として1回の塗布で片面に20g/m2を越えないようにした。コーティングスピードや濃度調整などによって片面に20g/m2を越えるような塗布も可能であるが表面状態が荒れた状態になりやすいため目的の付着量にするためには片面に20g/m2 以下の付着量を数回に分けて塗布するようにすることが望ましい。
【0064】
上記光触媒酸化チタンを含むPTFE層形成用のディスパージョンはPTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、商品名フルオンAD−1)100重量部中にアナターゼ型光触媒酸化チタン(石原産業社製、商品名ST−01)40重量部及び蒸留水40重量部を攪拌しながら分散させ、さらに全重量に対して1重量%のシリコーン系界面活性剤(日本ユニカー社製、商品名L−77)を攪拌しながら加えることによって調製した。なお、この光触媒酸化チタンを含むPTFE層の光触媒酸化チタンとPTFEの重量比は4:6である。
【0065】
このようにして得られた防汚フィルムの最外層の表面を走査式電子顕微鏡で観察した結果、光触媒酸化チタン微粒子が表面に露出した孔のない緻密な構造をしていた。
【0066】
つぎに、この防汚フィルムついて悪臭物質の分解試験を行った。すなわち、まず、ブラックライトをセットした内容積4リットルの密閉容器の中に、防汚フィルム(5cm×5cm)を配置し、悪臭物質のトリメチルアミン100ppmを注入した後、ブラックライトを点灯し1mW/cm2の紫外光が前記防汚フィルムに当たるようにした。30分後、ガスクロマトグラフを用いて容器内のトリメチルアミンの濃度を測定した結果、8ppmに減少していた。光のない場合も25ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は10ppmまで減少したが、光のない場合は減少しにくくなり、60ppmまでしか減少しなかった。
【0067】
(参考例5)
参考例4と同じ防汚フィルムを350℃雰囲気のロール延伸機で縦方向に3倍延伸し、空隙率45%のフィルムとした。この防汚フィルムについて、実施例7と同じように悪臭物質(トリメチルアミン)の分解性を測定した結果、100ppm注入したものが2ppmに減少していた。光のない場合も9ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は4ppmまで減少したが、光のない場合は減少しにくくなり、45ppmまでしか減少しなかった。
【0068】
(参考例6)
厚さ0.1mmのガラスクロス(鐘紡社製、KS−1202J)にPTFE粉末濃度60重量%のディスパージョン(旭アイシーアイフロロポリマーズ社製、商品名フルオンAD−1)を塗布して100℃、90秒で水分を除去した後、370℃で2分加熱することによって焼成した。この操作を繰り返して被覆割合200g/m2のPTFEコーティングシートを得た。このシートの表面に参考例4と同じ組成の光触媒酸化チタンを含むPTFEディスパージョンを塗布し前述と同じ操作で水分を除去して370℃で焼成した。これによって付着割合230g/m2 の酸化チタン含有フッ素樹脂層を有する防汚フィルムを得た。この防汚フィルムについて、実施例7と同じように悪臭物質(トリメチルアミン)の分解性を測定した結果、100ppm注入したものが5ppmに減少していた。光のない場合も15ppmに減少した。しかし、この注入操作を3回繰り返したところ、光照射の場合は7ppmまで減少したが、光のない場合は減少しにくくなり、55ppmまでしか減少しなかった。
【図面の簡単な説明】
【0069】
【図1】図(A)は、本発明の防汚フィルムの一例の構成を示す断面図であり、図(B)は、前記防汚フィルムを保護対象物に貼着した状態を示す断面図である。
【図2】図(A)から(D)は、本発明の防汚フィルムの製造工程の一例を示す断面図である。
【図3】本発明のその他の実施例の構成を示す断面図である。
【図4】本発明のさらにその他の実施例の構成を示す断面図である。
【符号の説明】
【0070】
1 防汚フィルム
2 接着剤層または粘着剤層
3 保護対象物
11 酸化チタン粒子を含有するフッ素樹脂層
12 酸化チタン粒子を含有しないフッ素樹脂層
13 無機繊維布層
【特許請求の範囲】
【請求項1】
酸化チタン粒子を含有するフッ素樹脂層の片面に、酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成された防汚フィルム。
【請求項2】
酸化チタン粒子を含有するフッ素樹脂層が非多孔性である請求項1に記載の防汚フィルム。
【請求項3】
酸化チタン粒子が、フッ素樹脂層の表面から露出している請求項1または2記載の防汚フィルム。
【請求項4】
酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂樹脂との重量割合が、酸化チタン粒子:フッ素樹脂樹脂=1:9〜7:3の範囲である請求項1〜3のいずれか一項に記載の防汚フィルム。
【請求項5】
酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂樹脂との重量割合が、酸化チタン粒子:フッ素樹脂樹脂=3:7〜6:4の範囲である請求項1〜3のいずれか一項に記載の防汚フィルム。
【請求項6】
酸化チタン粒子を含有しないフッ素樹脂層表面が、粗面化処理されて接着性を向上させた請求項1〜5のいずれか一項に記載の防汚フィルム。
【請求項7】
酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に接着剤層が形成された請求項1〜6のいずれか一項に記載の防汚フィルム。
【請求項8】
酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に粘着剤層が形成された請求項1〜6のいずれか一項に記載の防汚フィルム。
【請求項9】
フッ素樹脂シートおよび無機繊維布の少なくとも一方の表面に、フッ素樹脂と酸化チタン粒子を含むディスパージョンを塗布する工程と、前記ディスパージョン中の分散溶媒を蒸発除去する工程と、前記フッ素樹脂の焼成を行って酸化チタン粒子を含有するフッ素樹脂層を形成する工程とを備える防汚フィルムの製造方法。
【請求項10】
酸化チタン粒子とフッ素樹脂との重量比が、酸化チタン粒子:フッ素樹脂=1:9〜6:4の範囲である請求項9記載の防汚フィルムの製造方法。
【特許請求の範囲】
【請求項1】
酸化チタン粒子を含有するフッ素樹脂層の片面に、酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成され、酸化チタン粒子を含有しないフッ素樹脂層表面が、粗面化処理されて接着性を向上させた防汚フィルム。
【請求項2】
酸化チタン粒子を含有するフッ素樹脂層が非多孔性である請求項1に記載の防汚フィルム。
【請求項3】
酸化チタン粒子が、フッ素樹脂層の表面から露出している請求項1または2記載の防汚フィルム。
【請求項4】
酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂との重量割合が、酸化チタン粒子:フッ素樹脂=1:9〜7:3の範囲である請求項1〜3のいずれか一項に記載の防汚フィルム。
【請求項5】
酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂との重量割合が、酸化チタン粒子:フッ素樹脂=3:7〜6:4の範囲である請求項1〜3のいずれか一項に記載の防汚フィルム。
【請求項6】
酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に接着剤層が形成された請求項1〜5のいずれか一項に記載の防汚フィルム。
【請求項7】
酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に粘着剤層が形成された請求項1〜5のいずれか一項に記載の防汚フィルム。
【請求項8】
フッ素樹脂シートおよび無機繊維布の少なくとも一方の表面に、フッ素樹脂と酸化チタン粒子を含むディスパージョンを塗布する工程と、前記ディスパージョン中の分散溶媒を蒸発除去する工程と、前記フッ素樹脂の焼成を行って酸化チタン粒子を含有するフッ素樹脂層を形成する工程と、前記酸化チタン粒子を含有しないフッ素樹脂層表面を、粗面化処理する工程とを備える防汚フィルムの製造方法。
【請求項9】
酸化チタン粒子とフッ素樹脂との重量比が、酸化チタン粒子:フッ素樹脂=1:9〜6:4の範囲である請求項8記載の防汚フィルムの製造方法。
【請求項10】
前記粗面化処理が、スパッタエッチング処理、コロナ放電処理、金属ナトリウム処理およびプラズマ処理からなる群から選択される1以上である請求項8または9に記載の防汚フィルムの製造方法。
【請求項1】
酸化チタン粒子を含有するフッ素樹脂層の片面に、酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成された防汚フィルム。
【請求項2】
酸化チタン粒子を含有するフッ素樹脂層が非多孔性である請求項1に記載の防汚フィルム。
【請求項3】
酸化チタン粒子が、フッ素樹脂層の表面から露出している請求項1または2記載の防汚フィルム。
【請求項4】
酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂樹脂との重量割合が、酸化チタン粒子:フッ素樹脂樹脂=1:9〜7:3の範囲である請求項1〜3のいずれか一項に記載の防汚フィルム。
【請求項5】
酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂樹脂との重量割合が、酸化チタン粒子:フッ素樹脂樹脂=3:7〜6:4の範囲である請求項1〜3のいずれか一項に記載の防汚フィルム。
【請求項6】
酸化チタン粒子を含有しないフッ素樹脂層表面が、粗面化処理されて接着性を向上させた請求項1〜5のいずれか一項に記載の防汚フィルム。
【請求項7】
酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に接着剤層が形成された請求項1〜6のいずれか一項に記載の防汚フィルム。
【請求項8】
酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に粘着剤層が形成された請求項1〜6のいずれか一項に記載の防汚フィルム。
【請求項9】
フッ素樹脂シートおよび無機繊維布の少なくとも一方の表面に、フッ素樹脂と酸化チタン粒子を含むディスパージョンを塗布する工程と、前記ディスパージョン中の分散溶媒を蒸発除去する工程と、前記フッ素樹脂の焼成を行って酸化チタン粒子を含有するフッ素樹脂層を形成する工程とを備える防汚フィルムの製造方法。
【請求項10】
酸化チタン粒子とフッ素樹脂との重量比が、酸化チタン粒子:フッ素樹脂=1:9〜6:4の範囲である請求項9記載の防汚フィルムの製造方法。
【特許請求の範囲】
【請求項1】
酸化チタン粒子を含有するフッ素樹脂層の片面に、酸化チタン粒子を含有しないフッ素樹脂層および無機繊維布層の少なくとも一方の層が形成され、酸化チタン粒子を含有しないフッ素樹脂層表面が、粗面化処理されて接着性を向上させた防汚フィルム。
【請求項2】
酸化チタン粒子を含有するフッ素樹脂層が非多孔性である請求項1に記載の防汚フィルム。
【請求項3】
酸化チタン粒子が、フッ素樹脂層の表面から露出している請求項1または2記載の防汚フィルム。
【請求項4】
酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂との重量割合が、酸化チタン粒子:フッ素樹脂=1:9〜7:3の範囲である請求項1〜3のいずれか一項に記載の防汚フィルム。
【請求項5】
酸化チタン粒子を含有するフッ素樹脂層における酸化チタン粒子とフッ素樹脂との重量割合が、酸化チタン粒子:フッ素樹脂=3:7〜6:4の範囲である請求項1〜3のいずれか一項に記載の防汚フィルム。
【請求項6】
酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に接着剤層が形成された請求項1〜5のいずれか一項に記載の防汚フィルム。
【請求項7】
酸化チタン粒子を含有するフッ素樹脂層が位置する面と反対側の面上に粘着剤層が形成された請求項1〜5のいずれか一項に記載の防汚フィルム。
【請求項8】
フッ素樹脂シートおよび無機繊維布の少なくとも一方の表面に、フッ素樹脂と酸化チタン粒子を含むディスパージョンを塗布する工程と、前記ディスパージョン中の分散溶媒を蒸発除去する工程と、前記フッ素樹脂の焼成を行って酸化チタン粒子を含有するフッ素樹脂層を形成する工程と、前記酸化チタン粒子を含有しないフッ素樹脂層表面を、粗面化処理する工程とを備える防汚フィルムの製造方法。
【請求項9】
酸化チタン粒子とフッ素樹脂との重量比が、酸化チタン粒子:フッ素樹脂=1:9〜6:4の範囲である請求項8記載の防汚フィルムの製造方法。
【請求項10】
前記粗面化処理が、スパッタエッチング処理、コロナ放電処理、金属ナトリウム処理およびプラズマ処理からなる群から選択される1以上である請求項8または9に記載の防汚フィルムの製造方法。
【図1】

【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2006−192906(P2006−192906A)
【公開日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願番号】特願2006−72860(P2006−72860)
【出願日】平成18年3月16日(2006.3.16)
【分割の表示】特願平9−122598の分割
【原出願日】平成9年5月13日(1997.5.13)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願日】平成18年3月16日(2006.3.16)
【分割の表示】特願平9−122598の分割
【原出願日】平成9年5月13日(1997.5.13)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]