
防錆処理設備
【課題】例えば50kgを超える重量物である鋳鉄ブロックの防錆処理を、クレーンを用いずかつ人手を介在させることなく自動で行うことができ、かつ必要以上の防錆油を残存させずに行うことができる防錆処理設備を提供する。
【解決手段】鉛直軸Zを中心に360度旋回可能であり、鉛直軸Zのまわりにワーキングエリア2を有するロボット搬送装置10と、ワーキングエリア2内に配置された鋳鉄ブロック1用の搬入装置32、浸油装置20、ラッピング装置30及び搬出装置34とを備える。ロボット搬送装置10は、鋳鉄ブロック1を把持するロボットハンド12を有し、各鋳鉄ブロック1を搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送する。
【解決手段】鉛直軸Zを中心に360度旋回可能であり、鉛直軸Zのまわりにワーキングエリア2を有するロボット搬送装置10と、ワーキングエリア2内に配置された鋳鉄ブロック1用の搬入装置32、浸油装置20、ラッピング装置30及び搬出装置34とを備える。ロボット搬送装置10は、鋳鉄ブロック1を把持するロボットハンド12を有し、各鋳鉄ブロック1を搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エンジンのシリンダブロックなど鋳鉄ブロックの防錆処理設備に関する。
【背景技術】
【0002】
加工物の加工、清掃、段取り等を1台のローダで結合した工作機械の自動加工装置が特許文献1に、加工品に油を塗布する自動液体塗布装置が特許文献2にそれぞれ開示されている。
されている。
【0003】
特許文献1は、加工物の清掃、自動段取りの各装置を合理化し一個のローダで行程間結合を効率的に行うことを目的とする。
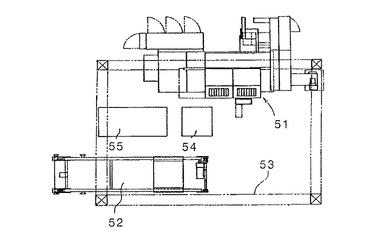
そのため、この装置は、図5に示すように、門型ローダ53と、パレット移送機52と、複合加工機51と、自動清掃装置54と、自動段取り組み付け装置55とを含み、自動清掃装置54は開閉扉とエア及びオイルミストの噴出板とノズル板の旋回駆動手段を備え、自動段取り組み付け装置55は工作物把持部材と段取り仮受台と圧着手段と段取りを工作仏に取り付ける部材を備えるものである。
【0004】
特許文献2は、塗油時に加工品の塗油面と含油パッドの面の接触状態が均−に保たれ、また含油パッドから染み出した切削油が意図しないところに付着することの無い自動液体塗布装置を目的とする。
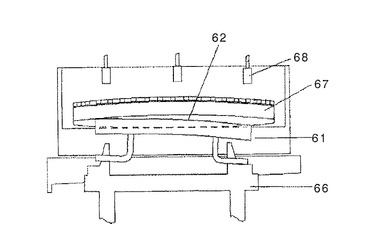
そのため、この装置は、図6に示すように、含液パッド67に液体を供給する機構68と、加工品61と含液パッド67を接触させる機構66と、含液パッド67を加工品61の液体塗布面62にその姿勢を合致させて液体塗布面全面に渡って含液パッド67と液体塗布面62の均−な接触状態をつくり出すために含液パッド67を揺動自在に支持する機構とを設けるものである。
【0005】
【特許文献1】特公平03−64266号明細書、「工作機械の自動加工装置」
【特許文献2】特開2004−98192号明細書、「自動液体塗布装置」
【発明の開示】
【発明が解決しようとする課題】
【0006】
鋳造は、複雑な形状の金属部品や、大きな重量物の製造に従来から広く用いられている。しかし、鉄系鋳造品(例えばエンジンのシリンダブロック)を機械加工した後、そのまま放置すると、酸化して錆を発生するため、機械加工後に防錆油を用いて防錆処理を行う必要がある。
【0007】
従来、エンジンのシリンダブロックなど鋳鉄ブロックの防錆処理は、防錆油を溜めた油槽に浸し、隅々まで防錆油を塗布する。このとき、シリンダブロックなど鋳鉄ブロックは、例えば50kgを超える重量物であるため、クレーンを使い人手により移動させ油槽に浸し、その後、鋳鉄ブロックを、クレーンを使って傾けたり、逆さにしたりして、余剰な防錆油を流しだしている。
そのため、従来の防錆処理は、(1)クレーンおよび人手による作業のため、作業効率が悪い、(2)余剰な防錆油を流し出しているだけなので、防錆に対し必要以上の防錆油が残っている、等の問題点があった。
【0008】
本発明は上述した従来の問題点を解決するために創案されたものである。すなわち、本発明の目的は、例えば50kgを超える重量物である鋳鉄ブロックの防錆処理を、クレーンを用いずかつ人手を介在させることなく自動で行うことができ、かつ必要以上の防錆油を残存させずに行うことができる防錆処理設備を提供することにある。
【課題を解決するための手段】
【0009】
本発明によれば、鉛直軸を中心に360度旋回可能であり、前記鉛直軸のまわりにワーキングエリアを有するロボット搬送装置と、
前記ワーキングエリア内に配置された鋳鉄ブロック用の搬入装置、浸油装置、ラッピング装置及び搬出装置とを備え、
前記ロボット搬送装置は、鋳鉄ブロックを把持するロボットハンドを有し、各鋳鉄ブロックを搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送する、ことを特徴とする防錆処理設備が提供される。
【0010】
本発明の好ましい実施形態によれば、前記浸油装置は、上部が開口し内部に防錆油を保有する浸油槽と、鋳鉄ブロックを上部に載せて防錆油の液面より上方の上昇位置と防錆油に鋳鉄ブロック全体が浸かる下降位置との間を昇降可能な昇降台と、前記上昇位置において昇降台上の鋳鉄ブロックを浸油槽の上部から浸油槽の外側まで水平移動させる水平移動装置と、前記浸油槽の外側において鋳鉄ブロックを水平移動させる排出コンベア装置と、を備える。
【0011】
前記上昇位置において昇降台上の鋳鉄ブロックに向けて圧縮空気を噴射するエア噴射装置を備え、余剰な防錆油を除去する。
【0012】
前記ロボット搬送装置は、ワーキングエリア内の鋳鉄ブロックの3次元形状を計測する距離センサ、対象となる鋳鉄ブロックを搬入装置、浸油装置、ラッピング装置及び搬出装置の間で搬送するロボット、ロボットの手先に取り付けられ鋳鉄ブロックを把持するロボットハンド、および対象となる鋳鉄ブロックの3次元位置と姿勢を認識する3次元物体認識装置とを備える。
【発明の効果】
【0013】
上記本発明の構成によれば、ロボット搬送装置のワーキングエリア内に鋳鉄ブロック用の搬入装置、浸油装置、ラッピング装置及び搬出装置が配置され、ロボット搬送装置が、鋳鉄ブロックを把持するロボットハンドを有し、各鋳鉄ブロックを搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送するので、例えば50kgを超える重量物である鋳鉄ブロックの防錆処理を、クレーンを用いずかつ人手を介在させることなく自動で行うことができる。
【0014】
また、前記浸油装置が、防錆油の液面より上方の「上昇位置」と防錆油に鋳鉄ブロック全体が浸かる「下降位置」との間を昇降可能な昇降台を備えるので、ロボット搬送装置により鋳鉄ブロックを昇降台上に載せるだけで、自動で鋳鉄ブロックを防錆油内に浸すことができる。
【0015】
さらに、前記浸油装置が、前記上昇位置において昇降台上の鋳鉄ブロックに向けて圧縮空気を噴射するエア噴射装置を備えるので、余剰な防錆油を除去して、必要以上の防錆油を残存させずに防錆処理を行うことができる。
【0016】
従って、ロボット搬送装置の周りに各々の装置を配置することで、無駄な動きがなく、スペースの有効利用ができ、クレーンを使わずに防錆油の塗布と余剰油の除去が自動で行えるため作業効率がよく、かつコンベアとの親和性がよく、生産ラインへの組み込みが容易である。
【発明を実施するための最良の形態】
【0017】
以下、本発明の好ましい実施例を図面を参照して説明する。なお、各図において共通する部分には同一の符号を付し、重複した説明を省略する。
【0018】
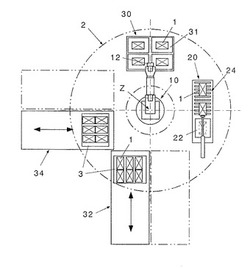
図1は、本発明の防錆処理設備の第1実施形態を示す平面図である。
この図において、本発明の防錆処理設備は、鋳鉄ブロック1用のロボット搬送装置10、浸油装置20、ラッピング装置30、搬入装置32及び搬出装置34を備える。
【0019】
鋳鉄ブロック1は、この例ではエンジンのシリンダブロックであるが、本発明はこれに限定されず、防錆処理が必要な鉄系鋳造品であればよい。
【0020】
ロボット搬送装置10は、鉛直軸Zを中心に360度旋回可能であり、この鉛直軸Zのまわりにワーキングエリア2を有する。
ワーキングエリア2とは、ロボット搬送装置10により鋳鉄ブロック1を把持し搬送できる範囲であり、この例では、大小の円で囲まれたドーナツ形状であるが、その他の形状であってもよい。
このロボット搬送装置10は、鋳鉄ブロック1を把持するロボットハンド12を有し、各鋳鉄ブロック1を搬入装置32から順に、浸油装置20、ラッピング装置30及び搬出装置34に搬送するようになっている。
【0021】
浸油装置20は、ワーキングエリア2内に配置され、ロボット搬送装置10により鋳鉄ブロック1を昇降台22上に載せるだけで、自動で鋳鉄ブロック1を防錆処理し、余剰な防錆油を除去して、排出コンベア装置24上に整列する機能を有する。
【0022】
ラッピング装置30は、ワーキングエリア2内に配置され、ロボット搬送装置10により鋳鉄ブロック1をラッピング台31上に載せるだけで、ビニール袋(図示せず)に鋳鉄ブロック1を詰める機能を有する。
【0023】
搬入装置32は、この例ではコンベア装置(ベルト式又はローラー式)であり、パレット3上に配列された鋳鉄ブロック1を、ワーキングエリア2の外側から内側に水平に搬入する。
搬出装置34は、この例ではコンベア装置(ベルト式又はローラー式)であり、パレット3上に配列された鋳鉄ブロック1を、ワーキングエリア2の内側から外側に水平に搬出する。
なお、この例で搬入装置32と搬出装置34は、それぞれ1基であるが、2基づつ、あるいはそれ以上を設けてもよい。
【0024】
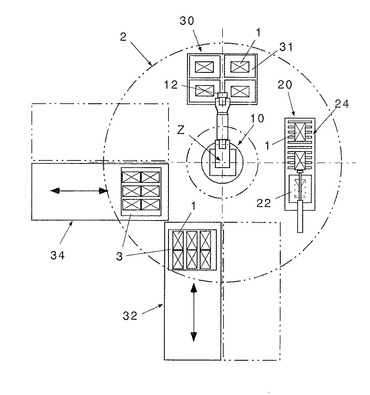
図2は、本発明の防錆処理設備の第2実施形態を示す平面図である。
この図において、ラッピング装置30は、ワーキングエリア2内に配置され、ロボット搬送装置10により鋳鉄ブロック1を搬入台31a上に載せるだけで、ビニール袋(図示せず)に鋳鉄ブロック1を詰め、これを搬出台31bまで搬送する機能を有する。
また、この例で搬入装置32は、ロータリーテーブル33を有し、ロータリーテーブル33の水平回転により、パレット3上に配列された鋳鉄ブロック1を、ワーキングエリア2の外側から内側に水平に搬入する。
また、この例で搬出装置34は、ロータリーテーブル35を有し、ロータリーテーブル35の水平回転により、パレット3上に配列された鋳鉄ブロック1を、ワーキングエリア2の内側から外側に水平に搬入する。
その他の構成は、図1と同様である。
【0025】
なお、本発明の防錆処理設備を構成するロボット搬送装置10、浸油装置20、ラッピング装置30、搬入装置32及び搬出装置34の配置は、上述した例に限定されず、1台のロボット搬送装置10により、各鋳鉄ブロック1を搬入装置32から順に、浸油装置20、ラッピング装置30及び搬出装置34に搬送できる限りで自由に変更してもよい。
また、パレット3上に配列された鋳鉄ブロック1は、単段積みに限定されず、2段以上を積層してもよい。
【0026】
上述した構成により、鋳鉄ブロック1を載せたパレット3を搬入装置32によりワーキングエリア2に搬入し、ロボット搬送装置10により、パレット3から一個ずつ鋳鉄ブロック1を把持して取り出し、浸油装置20の昇降台22上に載せ、防錆処理されて排出コンベア装置24上に整列した鋳鉄ブロック1装置を、ロボット搬送装置10により、ラッピング装置30へ搬送し、ビニール袋(図示せず)で覆われた鋳鉄ブロック1を、ロボット搬送装置10により、搬出装置34のパレット3へ載せ、搬出装置34によりワーキングエリア2の外側に搬出することができる。
【0027】
従って、ロボット搬送装置10のワーキングエリア2内に鋳鉄ブロック用の搬入装置、浸油装置、ラッピング装置及び搬出装置が配置され、ロボット搬送装置10が、鋳鉄ブロック1を把持するロボットハンド12を有し、各鋳鉄ブロック1を搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送するので、例えば50kgを超える重量物である鋳鉄ブロックの防錆処理を、クレーンを用いずかつ人手を介在させることなく自動で行うことができる。
また、ロボット搬送装置10の周りに各々の装置を配置することで、無駄な動きがなく、スペースの有効利用ができる。
【0028】
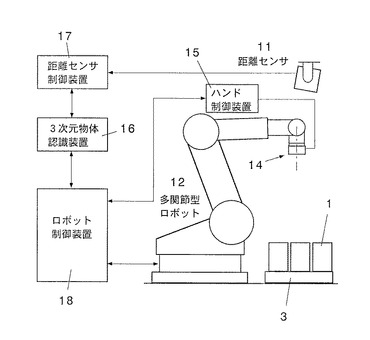
図3は、本発明におけるロボット搬送装置10の全体構成図である。
【0029】
このロボット搬送装置10は、距離センサ11、ロボット12、ロボットハンド14、および3次元物体認識装置16を備える。
【0030】
距離センサ11は、距離センサ制御装置17により制御され、ワーキングエリア内の鋳鉄ブロック1の3次元形状を計測する。
ロボット12は、ロボット制御装置18により制御され、対象となる鋳鉄ブロック1を搬入装置、浸油装置、ラッピング装置及び搬出装置の間で搬送する。
【0031】
ロボットハンド14は、鋳鉄ブロック1を把持するためにロボット12の手先に取り付けられ、ハンド制御装置15により制御される。ロボットハンド14は、例えば電磁石式または吸引式であり、例えば50kgを超える重量物である鋳鉄ブロック1を把持できるようになっている。
3次元物体認識装置16は、距離センサ制御装置17及びロボット制御装置18と距離情報及び位置情報を通信し、対象となる鋳鉄ブロック1の3次元位置と姿勢を認識する。
さらにロボット制御装置18は、ハンド制御装置15から把持状態を受信し、把持指令を送信するようになっている。
【0032】
この例において、ロボット12は多関節型ロボットである。しかし、本発明はこれに限定されず、対象となる鋳鉄ブロック1を搬入装置、浸油装置、ラッピング装置及び搬出装置の間で搬送できる限りでその他の形式であってもよい。
距離センサ11は、この例ではレーザ光を用いて三角測量の原理で計測するレーザレーダである。この距離センサ11はレーザ光を2次元的にスキャンすることで、対象物の3次元形状情報を得ることができる。
【0033】
上述したロボット搬送装置10は、ワーキングエリア内の鋳鉄ブロック1を距離センサ11で3次元計測し、得られた計測結果と鋳鉄ブロック1の3DCADモデルとを照合することによって、個別の鋳鉄ブロック1の3次元位置と姿勢を認識するようになっている。
【0034】
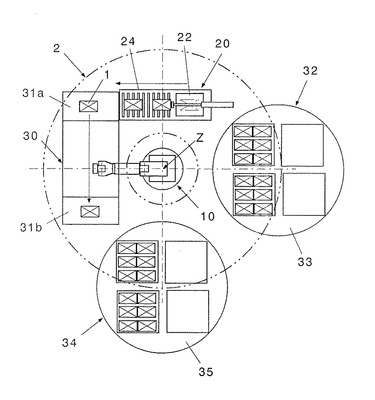
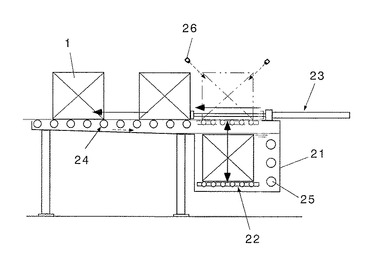
図4は、本発明における浸油装置の全体構成図である。この図において、浸油装置20は、浸油槽21、昇降台22、水平移動装置23、および排出コンベア装置24を備える。
【0035】
浸油槽21は、上部が開口し内部に防錆油を保有する。防錆油は電気ヒータ25で例えば35℃程度に加熱保持され、粘度を下げ、流動性が高められている。
【0036】
昇降台22は、鋳鉄ブロック1を上部に載せて、上昇位置と下降位置との間を昇降可能に構成されている。上昇位置は、防錆油の液面より上方の位置であり、この位置の昇降台上に、ロボット搬送装置10により鋳鉄ブロック1を載せるようになっている。また、下降位置は、防錆油に鋳鉄ブロック全体が浸かる位置である。
昇降台22の昇降機構は、例えばガイドとチェーンにより、昇降台22を水平に保持したまま昇降するようになっている。また、昇降台22は、例えばパイプで構成されたスノコであり、昇降時に防錆油が自由に流通するようになっている。
【0037】
水平移動装置23は、この例では水平に配置された空圧シリンダであり、上昇位置において昇降台22上の鋳鉄ブロック1を浸油槽21の上部から浸油槽21の外側(この図で左側)まで水平移動させる。
【0038】
排出コンベア装置24は、この例ではローラーコンベアであり、浸油槽21の外側において鋳鉄ブロック1を水平移動させる。
【0039】
図4において、浸油装置20は、さらにエア噴射装置26を備え、上昇位置において昇降台22上の鋳鉄ブロック1に向けてエアノズルから圧縮空気を噴射し、余剰な防錆油を除去する油切りを行うようになっている。
【0040】
上述した構成により、ロボット搬送装置10で、鋳鉄ブロック1を昇降台22上へ載せ、モータ及びチェーン駆動により昇降台22を浸油槽21内に下降させ、所定時間後に上昇させて上昇位置に戻すことができる。
浸油槽21内の防錆油は油切り性をよくするために加温され、油浸時間も可能な限り長くして鋳鉄ブロック1も加温する。
昇降台22が上昇し上昇位置に戻ると共に両サイドのエアノズル噴射で油切りを行う。
次いで、プッシャでコンベア上に排出し、排出時には上方にあるエアノズルで油切りを行い、さらにコンベア装置24上で、鋳鉄ブロック1の内側へ向けてエアノズル噴射で油切りを行うようになっている。
【0041】
また、前記浸油装置が、防錆油の液面より上方の「上昇位置」と防錆油に鋳鉄ブロック全体が浸かる「下降位置」との間を昇降可能な昇降台を備えるので、ロボット搬送装置により鋳鉄ブロックを昇降台上に載せるだけで、自動で鋳鉄ブロックを防錆油内に浸すことができる。
【0042】
さらに、前記浸油装置が、前記上昇位置において昇降台上の鋳鉄ブロックに向けて圧縮空気を噴射するエアー噴射装置を備えるので、余剰な防錆油を除去して、必要以上の防錆油を残存させずに防錆処理を行うことができる。
【0043】
従って、クレーンを使わずに防錆油の塗布と余剰油の除去が自動で行えて効率がよく、かつコンベアとの親和性がよく、生産ラインへの組み込みが容易である。
【0044】
なお、本発明は上述した実施の形態に限定されず、本発明の要旨を逸脱しない範囲で種々の変更を加え得ることは勿論である。
【図面の簡単な説明】
【0045】
【図1】本発明の防錆処理設備の第1実施形態を示す平面図である。
【図2】本発明の防錆処理設備の第2実施形態を示す平面図である。
【図3】本発明におけるロボット搬送装置の全体構成図である。
【図4】本発明における浸油装置の全体構成図である。
【図5】特許文献1の装置の模式図である。
【図6】特許文献2の装置の模式図である。
【符号の説明】
【0046】
1 鋳鉄ブロック、2 ワーキングエリア、3 パレット、
10 ロボット搬送装置、11 距離センサ、12 ロボット、
14 ロボットハンド、15 ハンド制御装置、
16 3次元物体認識装置、17 距離センサ制御装置、
18 ロボット制御装置、20 浸油装置、21 浸油槽、
22 昇降台、23 水平移動装置、24 排出コンベア装置、
30 ラッピング装置、31 ラッピング台、
31a 搬入台、31b 搬出台、
32 搬入装置、33 ロータリーテーブル、
34 搬出装置、35 ロータリーテーブル
【技術分野】
【0001】
本発明は、エンジンのシリンダブロックなど鋳鉄ブロックの防錆処理設備に関する。
【背景技術】
【0002】
加工物の加工、清掃、段取り等を1台のローダで結合した工作機械の自動加工装置が特許文献1に、加工品に油を塗布する自動液体塗布装置が特許文献2にそれぞれ開示されている。
されている。
【0003】
特許文献1は、加工物の清掃、自動段取りの各装置を合理化し一個のローダで行程間結合を効率的に行うことを目的とする。
そのため、この装置は、図5に示すように、門型ローダ53と、パレット移送機52と、複合加工機51と、自動清掃装置54と、自動段取り組み付け装置55とを含み、自動清掃装置54は開閉扉とエア及びオイルミストの噴出板とノズル板の旋回駆動手段を備え、自動段取り組み付け装置55は工作物把持部材と段取り仮受台と圧着手段と段取りを工作仏に取り付ける部材を備えるものである。
【0004】
特許文献2は、塗油時に加工品の塗油面と含油パッドの面の接触状態が均−に保たれ、また含油パッドから染み出した切削油が意図しないところに付着することの無い自動液体塗布装置を目的とする。
そのため、この装置は、図6に示すように、含液パッド67に液体を供給する機構68と、加工品61と含液パッド67を接触させる機構66と、含液パッド67を加工品61の液体塗布面62にその姿勢を合致させて液体塗布面全面に渡って含液パッド67と液体塗布面62の均−な接触状態をつくり出すために含液パッド67を揺動自在に支持する機構とを設けるものである。
【0005】
【特許文献1】特公平03−64266号明細書、「工作機械の自動加工装置」
【特許文献2】特開2004−98192号明細書、「自動液体塗布装置」
【発明の開示】
【発明が解決しようとする課題】
【0006】
鋳造は、複雑な形状の金属部品や、大きな重量物の製造に従来から広く用いられている。しかし、鉄系鋳造品(例えばエンジンのシリンダブロック)を機械加工した後、そのまま放置すると、酸化して錆を発生するため、機械加工後に防錆油を用いて防錆処理を行う必要がある。
【0007】
従来、エンジンのシリンダブロックなど鋳鉄ブロックの防錆処理は、防錆油を溜めた油槽に浸し、隅々まで防錆油を塗布する。このとき、シリンダブロックなど鋳鉄ブロックは、例えば50kgを超える重量物であるため、クレーンを使い人手により移動させ油槽に浸し、その後、鋳鉄ブロックを、クレーンを使って傾けたり、逆さにしたりして、余剰な防錆油を流しだしている。
そのため、従来の防錆処理は、(1)クレーンおよび人手による作業のため、作業効率が悪い、(2)余剰な防錆油を流し出しているだけなので、防錆に対し必要以上の防錆油が残っている、等の問題点があった。
【0008】
本発明は上述した従来の問題点を解決するために創案されたものである。すなわち、本発明の目的は、例えば50kgを超える重量物である鋳鉄ブロックの防錆処理を、クレーンを用いずかつ人手を介在させることなく自動で行うことができ、かつ必要以上の防錆油を残存させずに行うことができる防錆処理設備を提供することにある。
【課題を解決するための手段】
【0009】
本発明によれば、鉛直軸を中心に360度旋回可能であり、前記鉛直軸のまわりにワーキングエリアを有するロボット搬送装置と、
前記ワーキングエリア内に配置された鋳鉄ブロック用の搬入装置、浸油装置、ラッピング装置及び搬出装置とを備え、
前記ロボット搬送装置は、鋳鉄ブロックを把持するロボットハンドを有し、各鋳鉄ブロックを搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送する、ことを特徴とする防錆処理設備が提供される。
【0010】
本発明の好ましい実施形態によれば、前記浸油装置は、上部が開口し内部に防錆油を保有する浸油槽と、鋳鉄ブロックを上部に載せて防錆油の液面より上方の上昇位置と防錆油に鋳鉄ブロック全体が浸かる下降位置との間を昇降可能な昇降台と、前記上昇位置において昇降台上の鋳鉄ブロックを浸油槽の上部から浸油槽の外側まで水平移動させる水平移動装置と、前記浸油槽の外側において鋳鉄ブロックを水平移動させる排出コンベア装置と、を備える。
【0011】
前記上昇位置において昇降台上の鋳鉄ブロックに向けて圧縮空気を噴射するエア噴射装置を備え、余剰な防錆油を除去する。
【0012】
前記ロボット搬送装置は、ワーキングエリア内の鋳鉄ブロックの3次元形状を計測する距離センサ、対象となる鋳鉄ブロックを搬入装置、浸油装置、ラッピング装置及び搬出装置の間で搬送するロボット、ロボットの手先に取り付けられ鋳鉄ブロックを把持するロボットハンド、および対象となる鋳鉄ブロックの3次元位置と姿勢を認識する3次元物体認識装置とを備える。
【発明の効果】
【0013】
上記本発明の構成によれば、ロボット搬送装置のワーキングエリア内に鋳鉄ブロック用の搬入装置、浸油装置、ラッピング装置及び搬出装置が配置され、ロボット搬送装置が、鋳鉄ブロックを把持するロボットハンドを有し、各鋳鉄ブロックを搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送するので、例えば50kgを超える重量物である鋳鉄ブロックの防錆処理を、クレーンを用いずかつ人手を介在させることなく自動で行うことができる。
【0014】
また、前記浸油装置が、防錆油の液面より上方の「上昇位置」と防錆油に鋳鉄ブロック全体が浸かる「下降位置」との間を昇降可能な昇降台を備えるので、ロボット搬送装置により鋳鉄ブロックを昇降台上に載せるだけで、自動で鋳鉄ブロックを防錆油内に浸すことができる。
【0015】
さらに、前記浸油装置が、前記上昇位置において昇降台上の鋳鉄ブロックに向けて圧縮空気を噴射するエア噴射装置を備えるので、余剰な防錆油を除去して、必要以上の防錆油を残存させずに防錆処理を行うことができる。
【0016】
従って、ロボット搬送装置の周りに各々の装置を配置することで、無駄な動きがなく、スペースの有効利用ができ、クレーンを使わずに防錆油の塗布と余剰油の除去が自動で行えるため作業効率がよく、かつコンベアとの親和性がよく、生産ラインへの組み込みが容易である。
【発明を実施するための最良の形態】
【0017】
以下、本発明の好ましい実施例を図面を参照して説明する。なお、各図において共通する部分には同一の符号を付し、重複した説明を省略する。
【0018】
図1は、本発明の防錆処理設備の第1実施形態を示す平面図である。
この図において、本発明の防錆処理設備は、鋳鉄ブロック1用のロボット搬送装置10、浸油装置20、ラッピング装置30、搬入装置32及び搬出装置34を備える。
【0019】
鋳鉄ブロック1は、この例ではエンジンのシリンダブロックであるが、本発明はこれに限定されず、防錆処理が必要な鉄系鋳造品であればよい。
【0020】
ロボット搬送装置10は、鉛直軸Zを中心に360度旋回可能であり、この鉛直軸Zのまわりにワーキングエリア2を有する。
ワーキングエリア2とは、ロボット搬送装置10により鋳鉄ブロック1を把持し搬送できる範囲であり、この例では、大小の円で囲まれたドーナツ形状であるが、その他の形状であってもよい。
このロボット搬送装置10は、鋳鉄ブロック1を把持するロボットハンド12を有し、各鋳鉄ブロック1を搬入装置32から順に、浸油装置20、ラッピング装置30及び搬出装置34に搬送するようになっている。
【0021】
浸油装置20は、ワーキングエリア2内に配置され、ロボット搬送装置10により鋳鉄ブロック1を昇降台22上に載せるだけで、自動で鋳鉄ブロック1を防錆処理し、余剰な防錆油を除去して、排出コンベア装置24上に整列する機能を有する。
【0022】
ラッピング装置30は、ワーキングエリア2内に配置され、ロボット搬送装置10により鋳鉄ブロック1をラッピング台31上に載せるだけで、ビニール袋(図示せず)に鋳鉄ブロック1を詰める機能を有する。
【0023】
搬入装置32は、この例ではコンベア装置(ベルト式又はローラー式)であり、パレット3上に配列された鋳鉄ブロック1を、ワーキングエリア2の外側から内側に水平に搬入する。
搬出装置34は、この例ではコンベア装置(ベルト式又はローラー式)であり、パレット3上に配列された鋳鉄ブロック1を、ワーキングエリア2の内側から外側に水平に搬出する。
なお、この例で搬入装置32と搬出装置34は、それぞれ1基であるが、2基づつ、あるいはそれ以上を設けてもよい。
【0024】
図2は、本発明の防錆処理設備の第2実施形態を示す平面図である。
この図において、ラッピング装置30は、ワーキングエリア2内に配置され、ロボット搬送装置10により鋳鉄ブロック1を搬入台31a上に載せるだけで、ビニール袋(図示せず)に鋳鉄ブロック1を詰め、これを搬出台31bまで搬送する機能を有する。
また、この例で搬入装置32は、ロータリーテーブル33を有し、ロータリーテーブル33の水平回転により、パレット3上に配列された鋳鉄ブロック1を、ワーキングエリア2の外側から内側に水平に搬入する。
また、この例で搬出装置34は、ロータリーテーブル35を有し、ロータリーテーブル35の水平回転により、パレット3上に配列された鋳鉄ブロック1を、ワーキングエリア2の内側から外側に水平に搬入する。
その他の構成は、図1と同様である。
【0025】
なお、本発明の防錆処理設備を構成するロボット搬送装置10、浸油装置20、ラッピング装置30、搬入装置32及び搬出装置34の配置は、上述した例に限定されず、1台のロボット搬送装置10により、各鋳鉄ブロック1を搬入装置32から順に、浸油装置20、ラッピング装置30及び搬出装置34に搬送できる限りで自由に変更してもよい。
また、パレット3上に配列された鋳鉄ブロック1は、単段積みに限定されず、2段以上を積層してもよい。
【0026】
上述した構成により、鋳鉄ブロック1を載せたパレット3を搬入装置32によりワーキングエリア2に搬入し、ロボット搬送装置10により、パレット3から一個ずつ鋳鉄ブロック1を把持して取り出し、浸油装置20の昇降台22上に載せ、防錆処理されて排出コンベア装置24上に整列した鋳鉄ブロック1装置を、ロボット搬送装置10により、ラッピング装置30へ搬送し、ビニール袋(図示せず)で覆われた鋳鉄ブロック1を、ロボット搬送装置10により、搬出装置34のパレット3へ載せ、搬出装置34によりワーキングエリア2の外側に搬出することができる。
【0027】
従って、ロボット搬送装置10のワーキングエリア2内に鋳鉄ブロック用の搬入装置、浸油装置、ラッピング装置及び搬出装置が配置され、ロボット搬送装置10が、鋳鉄ブロック1を把持するロボットハンド12を有し、各鋳鉄ブロック1を搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送するので、例えば50kgを超える重量物である鋳鉄ブロックの防錆処理を、クレーンを用いずかつ人手を介在させることなく自動で行うことができる。
また、ロボット搬送装置10の周りに各々の装置を配置することで、無駄な動きがなく、スペースの有効利用ができる。
【0028】
図3は、本発明におけるロボット搬送装置10の全体構成図である。
【0029】
このロボット搬送装置10は、距離センサ11、ロボット12、ロボットハンド14、および3次元物体認識装置16を備える。
【0030】
距離センサ11は、距離センサ制御装置17により制御され、ワーキングエリア内の鋳鉄ブロック1の3次元形状を計測する。
ロボット12は、ロボット制御装置18により制御され、対象となる鋳鉄ブロック1を搬入装置、浸油装置、ラッピング装置及び搬出装置の間で搬送する。
【0031】
ロボットハンド14は、鋳鉄ブロック1を把持するためにロボット12の手先に取り付けられ、ハンド制御装置15により制御される。ロボットハンド14は、例えば電磁石式または吸引式であり、例えば50kgを超える重量物である鋳鉄ブロック1を把持できるようになっている。
3次元物体認識装置16は、距離センサ制御装置17及びロボット制御装置18と距離情報及び位置情報を通信し、対象となる鋳鉄ブロック1の3次元位置と姿勢を認識する。
さらにロボット制御装置18は、ハンド制御装置15から把持状態を受信し、把持指令を送信するようになっている。
【0032】
この例において、ロボット12は多関節型ロボットである。しかし、本発明はこれに限定されず、対象となる鋳鉄ブロック1を搬入装置、浸油装置、ラッピング装置及び搬出装置の間で搬送できる限りでその他の形式であってもよい。
距離センサ11は、この例ではレーザ光を用いて三角測量の原理で計測するレーザレーダである。この距離センサ11はレーザ光を2次元的にスキャンすることで、対象物の3次元形状情報を得ることができる。
【0033】
上述したロボット搬送装置10は、ワーキングエリア内の鋳鉄ブロック1を距離センサ11で3次元計測し、得られた計測結果と鋳鉄ブロック1の3DCADモデルとを照合することによって、個別の鋳鉄ブロック1の3次元位置と姿勢を認識するようになっている。
【0034】
図4は、本発明における浸油装置の全体構成図である。この図において、浸油装置20は、浸油槽21、昇降台22、水平移動装置23、および排出コンベア装置24を備える。
【0035】
浸油槽21は、上部が開口し内部に防錆油を保有する。防錆油は電気ヒータ25で例えば35℃程度に加熱保持され、粘度を下げ、流動性が高められている。
【0036】
昇降台22は、鋳鉄ブロック1を上部に載せて、上昇位置と下降位置との間を昇降可能に構成されている。上昇位置は、防錆油の液面より上方の位置であり、この位置の昇降台上に、ロボット搬送装置10により鋳鉄ブロック1を載せるようになっている。また、下降位置は、防錆油に鋳鉄ブロック全体が浸かる位置である。
昇降台22の昇降機構は、例えばガイドとチェーンにより、昇降台22を水平に保持したまま昇降するようになっている。また、昇降台22は、例えばパイプで構成されたスノコであり、昇降時に防錆油が自由に流通するようになっている。
【0037】
水平移動装置23は、この例では水平に配置された空圧シリンダであり、上昇位置において昇降台22上の鋳鉄ブロック1を浸油槽21の上部から浸油槽21の外側(この図で左側)まで水平移動させる。
【0038】
排出コンベア装置24は、この例ではローラーコンベアであり、浸油槽21の外側において鋳鉄ブロック1を水平移動させる。
【0039】
図4において、浸油装置20は、さらにエア噴射装置26を備え、上昇位置において昇降台22上の鋳鉄ブロック1に向けてエアノズルから圧縮空気を噴射し、余剰な防錆油を除去する油切りを行うようになっている。
【0040】
上述した構成により、ロボット搬送装置10で、鋳鉄ブロック1を昇降台22上へ載せ、モータ及びチェーン駆動により昇降台22を浸油槽21内に下降させ、所定時間後に上昇させて上昇位置に戻すことができる。
浸油槽21内の防錆油は油切り性をよくするために加温され、油浸時間も可能な限り長くして鋳鉄ブロック1も加温する。
昇降台22が上昇し上昇位置に戻ると共に両サイドのエアノズル噴射で油切りを行う。
次いで、プッシャでコンベア上に排出し、排出時には上方にあるエアノズルで油切りを行い、さらにコンベア装置24上で、鋳鉄ブロック1の内側へ向けてエアノズル噴射で油切りを行うようになっている。
【0041】
また、前記浸油装置が、防錆油の液面より上方の「上昇位置」と防錆油に鋳鉄ブロック全体が浸かる「下降位置」との間を昇降可能な昇降台を備えるので、ロボット搬送装置により鋳鉄ブロックを昇降台上に載せるだけで、自動で鋳鉄ブロックを防錆油内に浸すことができる。
【0042】
さらに、前記浸油装置が、前記上昇位置において昇降台上の鋳鉄ブロックに向けて圧縮空気を噴射するエアー噴射装置を備えるので、余剰な防錆油を除去して、必要以上の防錆油を残存させずに防錆処理を行うことができる。
【0043】
従って、クレーンを使わずに防錆油の塗布と余剰油の除去が自動で行えて効率がよく、かつコンベアとの親和性がよく、生産ラインへの組み込みが容易である。
【0044】
なお、本発明は上述した実施の形態に限定されず、本発明の要旨を逸脱しない範囲で種々の変更を加え得ることは勿論である。
【図面の簡単な説明】
【0045】
【図1】本発明の防錆処理設備の第1実施形態を示す平面図である。
【図2】本発明の防錆処理設備の第2実施形態を示す平面図である。
【図3】本発明におけるロボット搬送装置の全体構成図である。
【図4】本発明における浸油装置の全体構成図である。
【図5】特許文献1の装置の模式図である。
【図6】特許文献2の装置の模式図である。
【符号の説明】
【0046】
1 鋳鉄ブロック、2 ワーキングエリア、3 パレット、
10 ロボット搬送装置、11 距離センサ、12 ロボット、
14 ロボットハンド、15 ハンド制御装置、
16 3次元物体認識装置、17 距離センサ制御装置、
18 ロボット制御装置、20 浸油装置、21 浸油槽、
22 昇降台、23 水平移動装置、24 排出コンベア装置、
30 ラッピング装置、31 ラッピング台、
31a 搬入台、31b 搬出台、
32 搬入装置、33 ロータリーテーブル、
34 搬出装置、35 ロータリーテーブル
【特許請求の範囲】
【請求項1】
鉛直軸を中心に360度旋回可能であり、前記鉛直軸のまわりにワーキングエリアを有するロボット搬送装置と、
前記ワーキングエリア内に配置された鋳鉄ブロック用の搬入装置、浸油装置、ラッピング装置及び搬出装置とを備え、
前記ロボット搬送装置は、鋳鉄ブロックを把持するロボットハンドを有し、各鋳鉄ブロックを搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送する、ことを特徴とする防錆処理設備。
【請求項2】
前記浸油装置は、上部が開口し内部に防錆油を保有する浸油槽と、鋳鉄ブロックを上部に載せて防錆油の液面より上方の上昇位置と防錆油に鋳鉄ブロック全体が浸かる下降位置との間を昇降可能な昇降台と、前記上昇位置において昇降台上の鋳鉄ブロックを浸油槽の上部から浸油槽の外側まで水平移動させる水平移動装置と、前記浸油槽の外側において鋳鉄ブロックを水平移動させるコンベア装置とを備える、ことを特徴とする請求項1に記載の防錆処理設備。
【請求項3】
前記上昇位置において昇降台上の鋳鉄ブロックに向けて圧縮空気を噴射するエア噴射装置を備え、余剰な防錆油を除去する、ことを特徴とする請求項2に記載の防錆処理設備。
【請求項4】
前記ロボット搬送装置は、ワーキングエリア内の鋳鉄ブロックの3次元形状を計測する距離センサ、対象となる鋳鉄ブロックを搬入装置、浸油装置、ラッピング装置及び搬出装置の間で搬送するロボット、ロボットの手先に取り付けられ鋳鉄ブロックを把持するロボットハンド、および対象となる鋳鉄ブロックの3次元位置と姿勢を認識する3次元物体認識装置とを備える、ことを特徴とする請求項1に記載の防錆処理設備。
【請求項1】
鉛直軸を中心に360度旋回可能であり、前記鉛直軸のまわりにワーキングエリアを有するロボット搬送装置と、
前記ワーキングエリア内に配置された鋳鉄ブロック用の搬入装置、浸油装置、ラッピング装置及び搬出装置とを備え、
前記ロボット搬送装置は、鋳鉄ブロックを把持するロボットハンドを有し、各鋳鉄ブロックを搬入装置から順に、浸油装置、ラッピング装置及び搬出装置に搬送する、ことを特徴とする防錆処理設備。
【請求項2】
前記浸油装置は、上部が開口し内部に防錆油を保有する浸油槽と、鋳鉄ブロックを上部に載せて防錆油の液面より上方の上昇位置と防錆油に鋳鉄ブロック全体が浸かる下降位置との間を昇降可能な昇降台と、前記上昇位置において昇降台上の鋳鉄ブロックを浸油槽の上部から浸油槽の外側まで水平移動させる水平移動装置と、前記浸油槽の外側において鋳鉄ブロックを水平移動させるコンベア装置とを備える、ことを特徴とする請求項1に記載の防錆処理設備。
【請求項3】
前記上昇位置において昇降台上の鋳鉄ブロックに向けて圧縮空気を噴射するエア噴射装置を備え、余剰な防錆油を除去する、ことを特徴とする請求項2に記載の防錆処理設備。
【請求項4】
前記ロボット搬送装置は、ワーキングエリア内の鋳鉄ブロックの3次元形状を計測する距離センサ、対象となる鋳鉄ブロックを搬入装置、浸油装置、ラッピング装置及び搬出装置の間で搬送するロボット、ロボットの手先に取り付けられ鋳鉄ブロックを把持するロボットハンド、および対象となる鋳鉄ブロックの3次元位置と姿勢を認識する3次元物体認識装置とを備える、ことを特徴とする請求項1に記載の防錆処理設備。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−299117(P2009−299117A)
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願番号】特願2008−153633(P2008−153633)
【出願日】平成20年6月12日(2008.6.12)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願日】平成20年6月12日(2008.6.12)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]