
防錆材、及び、補強鉄筋の防錆処理方法
【課題】粘度安定性に優れる樹脂系防錆材を提供する。
【解決手段】軽量気泡コンクリートパネルの補強鉄筋に使用される防錆材12であって、無機質原料、水、及び樹脂エマルションを含有するとともに、前記樹脂エマルションはポリオキシエチレン系非イオン界面活性剤を含有することを特徴とする防錆材12。前記ポリオキシエチレン系非イオン界面活性剤は、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、及びポリオキシエチレン−ポリオキシプロピレングリコールのうちいずれか1種以上であることが好ましい。
【解決手段】軽量気泡コンクリートパネルの補強鉄筋に使用される防錆材12であって、無機質原料、水、及び樹脂エマルションを含有するとともに、前記樹脂エマルションはポリオキシエチレン系非イオン界面活性剤を含有することを特徴とする防錆材12。前記ポリオキシエチレン系非イオン界面活性剤は、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、及びポリオキシエチレン−ポリオキシプロピレングリコールのうちいずれか1種以上であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量気泡コンクリートパネルの補強鉄筋に使用される防錆材、及び、補強鉄筋の防錆処理方法に関する。
【背景技術】
【0002】
建築材料として利用価値が高い軽量気泡コンクリートパネル(以下、「ALCパネル」と称する。)は、以下のように製造されるのが一般的である。
まず、セメントや石灰などの石灰質原料と、珪砂や珪石などの珪酸質原料とを混合し、この混合した原料に水を加えてスラリー状とした後に、アルミニウム粉末及び気泡安定剤などを加えて攪拌する。次に、攪拌したスラリーを、補強鉄筋が組み込まれている型枠内に流し込んで発泡・硬化させた後に、得られた半硬化体を所定の寸法にピアノ線で切断し、切断した半硬化体をオートクレーブ内で水蒸気養生して本硬化させる。これにより、内部に補強鉄筋が埋設されたALCパネルを製造することができる。
【0003】
しかし、このようにして製造されたALCパネルは、空隙率が70%前後と大きいために、各種の気体や液体がALCパネルに浸透することによって、ALCパネルの内部に埋設されている補強鉄筋が腐食されやすいという問題がある。この問題を解決するために、補強鉄筋の表面に防錆処理を施すことが従来から行われている。
【0004】
ここで、補強鉄筋の一般的な防錆処理方法について以下に説明する。
まず、複数本の鉄筋材料を組み上げることによって籠状の補強鉄筋を作成する。次に、表面に離型剤を塗布した吊り棒に複数の籠状補強鉄筋を吊り下げて防錆工程へと搬送し、防錆材が満たされている防錆槽の内部に籠状補強鉄筋を浸漬させる。その後、籠状補強鉄筋を防錆槽から引き上げて、籠状補強鉄筋を50℃〜120℃の温度で乾燥させる。この乾燥工程を1回あるいは複数回繰り返す。これにより、籠状補強鉄筋の表面に防錆材被膜を形成することができる。
【0005】
防錆処理された籠状補強鉄筋は、型枠の内部に搬送される。この型枠の内部に原料スラリーを流し込んで発泡・硬化させて半硬化体を作成した後に、この半硬化体から籠状補強鉄筋を吊り下げていた吊り棒が引き抜かれる。吊り棒の表面に塗布した離型剤は、このときの引き抜き作業を容易にするためのものである。なお、この離型剤は、防錆材や半硬化体との離型性、離型剤塗布の容易性などを考慮して、通常は油性のものが使用される。
【0006】
その後、半硬化体を183℃、1MPa程度の高温・高圧下で水蒸気養生することによって、本硬化したALCパネルを得ることができる。
【0007】
ALCパネルの補強鉄筋に使用される防錆材としては、セメント溶液を主成分とするセメント系防錆材(例えば特許文献1,2を参照)、樹脂と無機質原料とを主成分とする樹脂系防錆材(例えば特許文献3,4を参照)、これらを併用した併用防錆材(例えば特許文献5を参照)など、様々なタイプのものが知られている。
【0008】
上記樹脂系防錆材の主成分としては、一般的に、樹脂エマルションが使用される。なぜなら、樹脂エマルションは、粉体状の樹脂や、有機溶剤に溶解させた樹脂よりも、安全性が高く、しかも衛生的だからである(一般に、樹脂は、有機溶剤に溶解させた溶剤タイプのもの、水に乳化させたエマルションタイプのもの、粉末状に加工された粉体タイプのものが知られている。このうち、溶剤タイプのものは有機溶媒を使用しているために引火性が高い。しかし、エマルションタイプのものは水を使用しているために引火性がなく、安全性が高い。また、溶剤タイプのものは有機溶媒が揮発するために作業者が吸い込む危険性があり、粉末タイプのものは粉塵となって舞うために作業者が吸い込む危険性がある。しかし、エマルションタイプのものは水を使用しているために作業者が吸い込む危険性がなく、衛生的である。)。
【0009】
樹脂系防錆材を製造する際には、樹脂エマルション、無機質原料、水、必要に応じて分散剤、消泡剤等の各種成分を混合・攪拌して、調製する。このようにして製造された樹脂系防錆材は、防錆槽に貯蔵される。防錆槽には防錆材の沈降・凝集防止のために、20〜100rpmの低速で回転する攪拌装置が設置されており、間欠運転で作動するようにセットされているのが一般的である。
【0010】
しかし、従来の樹脂系防錆材では、夏季の高温時に攪拌装置が間欠運転することで、徐々に粘度が上昇し、所定の粘度を大幅に超えてしまう場合があった。この場合には、籠状補強鉄筋の表面に形成される防錆材被膜の膜厚が大きくなりすぎるために、防錆材被膜の乾燥が不十分となり、防錆材被膜が脆弱となってしまう。その結果、防錆材被膜が籠状補強鉄筋の表面から容易に脱落するなど種々の問題が生じるおそれがあった。
また、樹脂系防錆材の粘度の上昇が著しい場合には、樹脂系防錆材そのものがゲル化してしまうために、防錆槽に籠状補強鉄筋を浸漬させてその表面に樹脂系防錆材を付着させる作業自体が困難になるという問題があった。
さらに、上記併用防錆材の場合でも、樹脂系防錆材に内在するこのような問題が持ち込まれてしまうために、粘度安定性に優れる樹脂系防錆材が強く望まれていた。
【0011】
【特許文献1】特公昭36−23879号公報
【特許文献2】特開平7−178722号公報
【特許文献3】特開昭50−97617号公報
【特許文献4】特開2004−190221公報
【特許文献5】特公平1−59031号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上記の問題に鑑みて創案されたものであって、粘度安定性に優れる樹脂系防錆材を提供することを目的とする。
【課題を解決するための手段】
【0013】
課題を解決するための手段は、以下の発明である。
(1)軽量気泡コンクリートパネルの補強鉄筋に使用される防錆材であって、
無機質原料、水、及び樹脂エマルションを含有するとともに、前記樹脂エマルションはポリオキシエチレン系非イオン界面活性剤を含有することを特徴とする防錆材。
(2)上記(1)に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤は、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、及びポリオキシエチレン−ポリオキシプロピレングリコールのうちいずれか1種以上であることを特徴とする防錆材。
(3)上記(1)または(2)に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤は、HLB値が12以上18以下であることを特徴とする防錆材。
(4)上記(1)から(3)のうちいずれかに記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤の含有量は、前記樹脂エマルション中の樹脂固形分100重量部に対して3.0〜15重量部であることを特徴とする防錆材。
(5)上記(1)から(4)のうちいずれかに記載の防錆材であって、
前記樹脂エマルションは、アクリル系樹脂、ポリスチレン系樹脂、ポリブタジエン系樹脂、ポリスチレン・アクリル系樹脂、及びポリスチレン・ポリブタジエン系樹脂から選択される少なくとも1種以上の樹脂からなるエマルションであることを特徴とする防錆材。
(6)上記(1)から(5)のうちいずれかに記載の防錆材が満たされている防錆槽に補強鉄筋を浸漬させた後に、前記補強鉄筋を前記防錆槽から引き上げて、前記補強鉄筋を乾燥させることで前記補強鉄筋の表面に防錆材被膜を形成することを特徴とする補強鉄筋の防錆処理方法。
【発明の効果】
【0014】
本発明によれば、粘度安定性に優れる樹脂系防錆材を提供することが可能となる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施形態について詳細に説明する。
本実施形態に係る防錆材は、軽量気泡コンクリートパネル(以下、ALCパネルと称する。)の補強鉄筋に使用される防錆材である。この防錆材をALCパネルの補強鉄筋の表面に浸漬法によって付着させた後に乾燥させることによって、籠状補強鉄筋の表面に防錆材被膜を形成することができる。
【0016】
本実施形態に係る防錆材は、その必須成分として、無機質原料、水、及び樹脂エマルションを含有する。以下、これらの成分について順次説明する。
【0017】
無機質原料とは、有機質原料のみでは得られない様々な性能を防錆材に付与するための原料であり、無機成分からなる原料である。
無機質原料の具体例としては、例えば、炭酸カルシウム、消石灰、タルク、珪石粉末、ドロマイト、雲母、珪石・長石粉末、リン酸亜鉛等が挙げられる。
炭酸カルシウムを混合することによって、補強鉄筋に対する防錆材の付着性を向上させることができる。消石灰を混合することによって、防錆材の防錆性能を向上させることができる。タルク、ドロマイト、雲母を混合することによって、防錆材の耐光性を向上させることができる。珪石粉末を混合することによって、防錆材の耐熱性を向上させることができる。珪石・長石粉末を混合することによって、防錆材の分散性を向上させることができる。リン酸亜鉛を混合することによって、防錆材の防錆性能を向上させることができる。
【0018】
樹脂エマルションとは、樹脂成分の乳化・分散剤としてポリオキシエチレン系非イオン界面活性剤を含有する樹脂エマルションのことである。樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤としては、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、及びポリオキシエチレン−ポリオキシプロピレングリコールから選択される少なくとも一種以上を使用することが好ましい。この中でも、環境に対する安全性が高いことから、ポリオキシエチレンアルキルエーテル(ただし、アルキル基の炭素数が12〜15のものを除く)及びポリオキシエチレン−ポリオキシプロピレングリコールのうちいずれか1種以上を使用することが特に好ましい。
【0019】
樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤の含有量は、樹脂エマルション中の樹脂固形分100重量部に対して3.0重量部以上15重量部以下であることが好ましい。3.0重量部未満の場合は、樹脂の乳化が十分行えず、樹脂が凝集した部分が発生する。15重量部を超える場合は、乾燥後の防錆材被膜の中に含まれる樹脂乳化剤の親水性が強くなり、その結果、防錆材被膜の耐水性が低下してくる。さらに好ましい含有量は、樹脂固形分100重量部に対して5.0重量部以上12重量部以下である。
【0020】
樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤は、そのHLB値が12以上18以下のものを使用することが好ましい。ここでいう「HLB値」とは、界面活性剤の水と油への親和性の程度を表す値であり、親水親油バランスなどと呼ばれることもある。この「HLB値」の測定方法としては、アトラス法、グリフィン法、デイビス法、川上法などが知られているが、本発明におけるポリオキシエチレン系非イオン界面活性剤のHLB値は、グリフィン法で測定した場合のHLB値を意味する。
【0021】
樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤のHLB値が12未満の場合は、樹脂の乳化が十分行えず、樹脂が凝集した部分が発生する。HLB値が18を超える場合は、乾燥後の防錆材被膜の中に含まれる樹脂乳化剤の親水性が強くなり、その結果、防錆材被膜の耐水性が低下してくる。従って、樹脂エマルション中のポリオキシエチレン系非イオン界面活性剤のHLB値は、12以上18以下が好ましい。さらに好ましくは、13以上17以下である。
【0022】
樹脂エマルション中の樹脂成分としては、ある程度の水溶性と耐熱性と耐アルカリ性を備える合成樹脂を使用することが好ましい。例えば、アクリル系樹脂、ポリスチレン系樹脂、ポリブタジエン系樹脂、スチレン・アクリル系樹脂、スチレン・ブタジエン系樹脂等を使用することが好ましい。これらのうち2種以上を組み合わせて使用することもできる。
【0023】
樹脂エマルションは、80℃〜130℃程度の温度で無機質原料に対して造膜性及び接着性を付与しうるものが好ましい。
【0024】
本実施形態に係る防錆材には、上記の各成分以外に、分散剤、消泡剤等の添加剤を添加することができる。
【0025】
本実施形態に係る防錆材は、上記の各成分と水とを混合してミキサー等で混練することで製造することができる。
各成分の混合比率は、無機質原料100重量部に対して水30重量部以上100重量部以下、樹脂エマルション20重量部以上50重量部以下、分散剤5.0重量部以上20重量部以下、消泡剤等の添加剤0.1重量部以上0.5重量部以下であることが好ましい。
【0026】
このようにして製造される防錆材はスラリー状である。スラリー状の防錆材が満たされている防錆槽内に籠状補強鉄筋を浸漬させた後に、該籠状補強鉄筋を引き上げて乾燥させることによって、該籠状補強鉄筋の表面に防錆材被膜を形成することができる。なお、防錆槽には、防錆材の沈殿・凝集防止のために、20〜100rpmの低速で回転する攪拌装置が間欠で作動するように設置されている。
【0027】
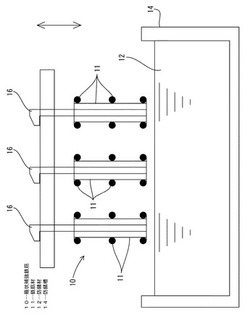
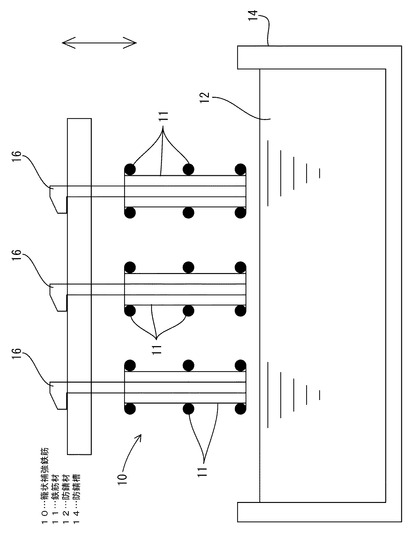
次に、ALCパネルの補強鉄筋の防錆処理方法について、図1を参照しながら説明する。
【0028】
防錆処理に際しては、まず、得ようとするALCパネルや防錆槽の大きさに応じた籠状補強鉄筋10(直径が例えば2.0mm〜9.0mm程度の鉄筋材11を籠状に組み上げたもの)を準備する。
【0029】
次に、防錆材12が満たされている防錆槽14に籠状補強鉄筋10を浸漬させる(浸漬工程)。これにより、籠状補強鉄筋10の表面に防錆材12を付着させることができる。籠状補強鉄筋10を防錆槽14に浸漬させるときには、上述した従来の方法、つまり、離型剤を塗布した複数本の吊り棒16で複数の籠状補強鉄筋10を吊り下げて防錆工程へと搬送する方法を用いることができる。
【0030】
防錆槽14から引き上げた後の籠状補強鉄筋10は、乾燥炉(例えば熱風式乾燥炉)に搬入して乾燥させる(乾燥工程)。このときの乾燥温度は、80℃以上130℃以下に設定するのが好ましい。乾燥温度が80℃未満の場合は、乾燥に要する時間が長くなるとともに、防錆材被膜の厚みが不均一となってしまう傾向がある。乾燥温度が130℃を超える場合は、急激な水分蒸発により防錆材被膜にミクロ孔が発生してしまう場合がある(いわゆるワキ現象)。より好ましい乾燥温度は、90℃以上120℃以下である。
【0031】
上記のような浸漬工程と乾燥工程を一回あるいは複数回実施する。これにより、籠状補強鉄筋10の表面に均一な厚みを有する防錆材被膜を形成することができる。また、防錆材の粘度や浸漬工程の回数を調整することによって、籠状補強鉄筋10の表面に最適な厚みを有する防錆材被膜を形成することができる。
【0032】
防錆材被膜の厚みは、100μm以上500μm以下であることが好ましい。厚みが100μm未満の場合は、十分な防錆性能が得られないことがある。厚みが500μmを超える場合は、防錆材被膜による防錆性能の向上がこれ以上見込めないばかりでなく、防錆材被膜の乾燥が不十分となって防錆性能の低下を招く場合もある。より好ましい防錆材被膜の厚みは、150μm以上400μm以下である。
【0033】
なお、防錆材被膜の厚みを100μm以上500μm以下とするためには、防錆槽14に貯留されている防錆材12の粘度を500〜5000mPa・s程度に調整し、籠状補強鉄筋10を防錆槽14に浸漬させた後に、籠状補強鉄筋10を秒速5〜20cm程度の速度で防錆槽14から引き上げるようにすればよい。
【0034】
表面に防錆材被膜が形成された籠状補強鉄筋10は、吊り棒16に吊り下げられたままの状態で型枠(図示せず)の内部に搬入される。その後、型枠の内部にALCパネルの原料スラリーが供給されて、この原料スラリーが発泡・硬化して半硬化体が形成される。この半硬化体から吊り棒16が引き抜かれた後に、この半硬化体がピアノ線等によって所定の寸法に切断される。切断された半硬化体は、183℃、1MPa程度の高温・高圧の水蒸気養生により本硬化する。これにより、ALCパネルの母材と防錆材被膜とが強固に接着する。
【0035】
本発明によれば、以下のような優れた効果を得ることができる。
(1)本発明に係る防錆材は、高温・攪拌に対する粘度安定性が高い。したがって、気温の高くなる夏季において、防錆槽に貯留されている防錆材の粘度の上昇を抑制することができる。また、攪拌装置を長時間連続して作動させた場合においても、防錆槽に貯留されている防錆材の粘度の上昇を抑制することができる。これにより、補強鉄筋の表面に防錆材を均一に付着させることが可能であり、補強鉄筋の表面に均一な厚みを有する防錆材被膜を形成することができる。
(2)本発明に係る防錆材は、補強鉄筋の表面に対する接着性に優れている。したがって、本硬化後のALCパネルに対して曲げ、衝撃、変形などの負荷が作用した場合であっても、補強鉄筋の表面に被覆された防錆材被膜に亀裂や欠落等が生じることがほとんどない。このため、補強鉄筋の防錆性能を長期間にわたって安定的に持続させることができる。
(3)本発明の防錆材は、有機溶剤を用いる必要がないために、安全性が高く、しかも環境に優しい。
【実施例】
【0036】
表1の実施例1〜14及び比較例1〜3の各成分をそれぞれポリビーカに入れて20℃の恒温室内に設置した後に、攪拌機を用いて600rpmの回転速度で30分間攪拌した。これにより、実施例1〜14及び比較例1〜3(合計17種類)のスラリー状の防錆材を調製した。これら17種類の防錆材の粘度は、(株)トキメック社製BM型粘度計で測定したところ、いずれも1000±100mPa・sであった。
【0037】
【表1】

【0038】
表1に示す各成分の主な仕様は以下の通りである。
(主成分)
無機質原料:河合石灰工業(株)製「重質炭酸カルシウム(特粉)」/河合石灰工業社製「消石灰(特粉)」/東海工業(株)製「珪石(特粉)」を45/45/10の割合(重量比)で混合したもの
水:水道水
樹脂エマルション:中央理化工業(株)製「リカボンド」(アクリル系樹脂エマルション)
(副成分)
分散剤:旭電化工業(株)製「プロピレングリコール」
消泡剤:旭電化工業(株)製「アデカネート」
【0039】
調製した実施例1〜14及び比較例1〜3の防錆材につき、以下のような性能評価試験を行った。
【0040】
[高温粘度安定性評価]
実施例1〜14及び比較例1〜3の防錆材を入れたポリビーカを雰囲気温度20℃、40℃、60℃に設定した恒温器内に設置した。そして、48時間後に防錆材がゲル化するかどうかについて調べた。
なお、高温粘度安定性の評価は、次の基準で行った。
ゲル化せず → ○ 粘度安定性が良い。
ゲル化した → × 粘度安定性が悪い。
【0041】
[高温攪拌粘度安定性評価]
実施例1〜14及び比較例1〜3の防錆材を入れたポリビーカを雰囲気温度20℃、40℃、60℃に設定した恒温器内に設置し、ポリビーカ内の防錆材を攪拌機で通常の20〜100rpmよりも過激な600rpmの回転数で48時間連続で攪拌する促進試験を行った。その間、7時間までは1時間毎に、それ以後は12時間、16時間、24時間、48時間毎に攪拌機を停止し、静置後、防錆材の粘度が10000mPa・sを超えてゲル化するまでに要した時間(ゲル化時間)を調べた。
なお、ゲル化時間が短いということは、防錆材の粘度安定性が悪いということである。ゲル化時間が長いということは、防錆材の粘度安定性が良いということである。ゲル化しないということは、防錆材の粘度安定性が非常に優れているということである。
【0042】
高温攪拌粘度安定性(ゲル化時間)の評価は、次の基準で行った。
20℃、40℃ではゲル化しない → ◎ 安定性が非常に良い。
40℃、24Hrでゲル化する → ○ 安定性が良い
40℃、12Hrでゲル化する → △ 安定性がやや悪い。
非常に短時間でゲル化する → × 安定性が非常に悪い。
【0043】
[防錆性評価]
表1の実施例1〜14及び比較例1〜3の各成分をそれぞれポリビーカに入れて20℃の恒温室内に設置した後に、攪拌機を用いて600rpmの回転速度で30分間攪拌した。これにより、実施例1〜14及び比較例1〜3(合計17種類)のスラリー状の防錆材を調製した。これら17種類の防錆材の粘度は、(株)トキメック社製BM型粘度計で測定したところ、いずれも1000±100mPa・sであった。この防錆材を防錆槽(寸法70×200×60mm)に流し込み、この防錆槽に補強鉄筋(直径5mm、長さ160mm)を浸漬させて防錆材を付着させた後に、この補強鉄筋を120℃で乾燥させる工程を2回行った。これにより、補強鉄筋の表面に防錆材被膜を形成した。
【0044】
次に、表面に防錆材被膜が形成された補強鉄筋を高温高圧(183℃、1MPa)のオートクレーブで養生した。その後、JIS K 5400に規定されている方法に従って5%塩水噴霧を500時間実施した後の補強鉄筋の発錆率を測定することにより、防錆性の評価を行った。
【0045】
防錆性の評価は、以下の基準で行った。
発錆率<0.1% ◎ 防錆性が優れている。
0.1%≦発錆率<1.0% ○ 防錆性がやや優れている。
1.0%≦発錆率<5.0% △ 防錆性がやや劣っている。
5.0%≦発錆率 × 防錆性が劣っている。
【0046】
さらに、3つの評価(高温粘度安定性、高温攪拌粘度安定性、防錆性の評価)に基づいて、防錆材性能の総合評価を行った。基準は以下の通りである。
×、△がゼロ → ◎ 性能が非常に優れている。
×がゼロ、△が1つ以上 → ○ 性能が優れている。
×が1つ以上 → × 性能が劣っている。
【0047】
高温粘度安定性評価、高温攪拌粘度安定性評価、防錆性評価、及び総合評価の結果をまとめたものを、以下の表2に示す。
【0048】
【表2】
【0049】
表2に示す結果から明らかなように、本発明の防錆材(実施例1〜14)は、高温粘度安定性、高温攪拌粘度安定性、及び防錆性に優れていることが判明した。その中でも、特に、樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤のHLBが12〜18の範囲内にある防錆材(実施例1〜10)は、総合評価が◎であり、高温粘度安定性、高温攪拌粘度安定性、及び防錆性のすべてを満足するものであった。
これに対し、樹脂エマルションにポリオキシエチレン系非イオン界面活性剤以外の乳化剤が含有されている防錆材(比較例1〜3)は、高温粘度安定性、高温攪拌粘度安定性、及び防錆性のすべてを満足するものではなかった。
【0050】
以上説明したように、本発明によれば、高温粘度安定性、高温攪拌粘度安定性、及び防錆性に優れる樹脂系防錆材を得ることができる。
本発明の樹脂系防錆材は、高温粘度安定性及び高温攪拌粘度安定性に優れているために、気温の上昇する夏季に長時間連続して防錆材を攪拌する場合においても、防錆槽内の粘度が過度に上昇してしまうことがなく、補強鉄筋の表面に均一な厚みを有する防錆材被膜を形成することができる。したがって、本発明の防錆材によれば、補強鉄筋の防錆性能に優れたALCパネルを安定的に製造することができる。
【図面の簡単な説明】
【0051】
【図1】防錆槽に籠状補強鉄筋を浸漬させる工程の説明図である。
【符号の説明】
【0052】
10…籠状補強鉄筋
11…鉄筋材
12…防錆材
14…防錆槽
【技術分野】
【0001】
本発明は、軽量気泡コンクリートパネルの補強鉄筋に使用される防錆材、及び、補強鉄筋の防錆処理方法に関する。
【背景技術】
【0002】
建築材料として利用価値が高い軽量気泡コンクリートパネル(以下、「ALCパネル」と称する。)は、以下のように製造されるのが一般的である。
まず、セメントや石灰などの石灰質原料と、珪砂や珪石などの珪酸質原料とを混合し、この混合した原料に水を加えてスラリー状とした後に、アルミニウム粉末及び気泡安定剤などを加えて攪拌する。次に、攪拌したスラリーを、補強鉄筋が組み込まれている型枠内に流し込んで発泡・硬化させた後に、得られた半硬化体を所定の寸法にピアノ線で切断し、切断した半硬化体をオートクレーブ内で水蒸気養生して本硬化させる。これにより、内部に補強鉄筋が埋設されたALCパネルを製造することができる。
【0003】
しかし、このようにして製造されたALCパネルは、空隙率が70%前後と大きいために、各種の気体や液体がALCパネルに浸透することによって、ALCパネルの内部に埋設されている補強鉄筋が腐食されやすいという問題がある。この問題を解決するために、補強鉄筋の表面に防錆処理を施すことが従来から行われている。
【0004】
ここで、補強鉄筋の一般的な防錆処理方法について以下に説明する。
まず、複数本の鉄筋材料を組み上げることによって籠状の補強鉄筋を作成する。次に、表面に離型剤を塗布した吊り棒に複数の籠状補強鉄筋を吊り下げて防錆工程へと搬送し、防錆材が満たされている防錆槽の内部に籠状補強鉄筋を浸漬させる。その後、籠状補強鉄筋を防錆槽から引き上げて、籠状補強鉄筋を50℃〜120℃の温度で乾燥させる。この乾燥工程を1回あるいは複数回繰り返す。これにより、籠状補強鉄筋の表面に防錆材被膜を形成することができる。
【0005】
防錆処理された籠状補強鉄筋は、型枠の内部に搬送される。この型枠の内部に原料スラリーを流し込んで発泡・硬化させて半硬化体を作成した後に、この半硬化体から籠状補強鉄筋を吊り下げていた吊り棒が引き抜かれる。吊り棒の表面に塗布した離型剤は、このときの引き抜き作業を容易にするためのものである。なお、この離型剤は、防錆材や半硬化体との離型性、離型剤塗布の容易性などを考慮して、通常は油性のものが使用される。
【0006】
その後、半硬化体を183℃、1MPa程度の高温・高圧下で水蒸気養生することによって、本硬化したALCパネルを得ることができる。
【0007】
ALCパネルの補強鉄筋に使用される防錆材としては、セメント溶液を主成分とするセメント系防錆材(例えば特許文献1,2を参照)、樹脂と無機質原料とを主成分とする樹脂系防錆材(例えば特許文献3,4を参照)、これらを併用した併用防錆材(例えば特許文献5を参照)など、様々なタイプのものが知られている。
【0008】
上記樹脂系防錆材の主成分としては、一般的に、樹脂エマルションが使用される。なぜなら、樹脂エマルションは、粉体状の樹脂や、有機溶剤に溶解させた樹脂よりも、安全性が高く、しかも衛生的だからである(一般に、樹脂は、有機溶剤に溶解させた溶剤タイプのもの、水に乳化させたエマルションタイプのもの、粉末状に加工された粉体タイプのものが知られている。このうち、溶剤タイプのものは有機溶媒を使用しているために引火性が高い。しかし、エマルションタイプのものは水を使用しているために引火性がなく、安全性が高い。また、溶剤タイプのものは有機溶媒が揮発するために作業者が吸い込む危険性があり、粉末タイプのものは粉塵となって舞うために作業者が吸い込む危険性がある。しかし、エマルションタイプのものは水を使用しているために作業者が吸い込む危険性がなく、衛生的である。)。
【0009】
樹脂系防錆材を製造する際には、樹脂エマルション、無機質原料、水、必要に応じて分散剤、消泡剤等の各種成分を混合・攪拌して、調製する。このようにして製造された樹脂系防錆材は、防錆槽に貯蔵される。防錆槽には防錆材の沈降・凝集防止のために、20〜100rpmの低速で回転する攪拌装置が設置されており、間欠運転で作動するようにセットされているのが一般的である。
【0010】
しかし、従来の樹脂系防錆材では、夏季の高温時に攪拌装置が間欠運転することで、徐々に粘度が上昇し、所定の粘度を大幅に超えてしまう場合があった。この場合には、籠状補強鉄筋の表面に形成される防錆材被膜の膜厚が大きくなりすぎるために、防錆材被膜の乾燥が不十分となり、防錆材被膜が脆弱となってしまう。その結果、防錆材被膜が籠状補強鉄筋の表面から容易に脱落するなど種々の問題が生じるおそれがあった。
また、樹脂系防錆材の粘度の上昇が著しい場合には、樹脂系防錆材そのものがゲル化してしまうために、防錆槽に籠状補強鉄筋を浸漬させてその表面に樹脂系防錆材を付着させる作業自体が困難になるという問題があった。
さらに、上記併用防錆材の場合でも、樹脂系防錆材に内在するこのような問題が持ち込まれてしまうために、粘度安定性に優れる樹脂系防錆材が強く望まれていた。
【0011】
【特許文献1】特公昭36−23879号公報
【特許文献2】特開平7−178722号公報
【特許文献3】特開昭50−97617号公報
【特許文献4】特開2004−190221公報
【特許文献5】特公平1−59031号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上記の問題に鑑みて創案されたものであって、粘度安定性に優れる樹脂系防錆材を提供することを目的とする。
【課題を解決するための手段】
【0013】
課題を解決するための手段は、以下の発明である。
(1)軽量気泡コンクリートパネルの補強鉄筋に使用される防錆材であって、
無機質原料、水、及び樹脂エマルションを含有するとともに、前記樹脂エマルションはポリオキシエチレン系非イオン界面活性剤を含有することを特徴とする防錆材。
(2)上記(1)に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤は、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、及びポリオキシエチレン−ポリオキシプロピレングリコールのうちいずれか1種以上であることを特徴とする防錆材。
(3)上記(1)または(2)に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤は、HLB値が12以上18以下であることを特徴とする防錆材。
(4)上記(1)から(3)のうちいずれかに記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤の含有量は、前記樹脂エマルション中の樹脂固形分100重量部に対して3.0〜15重量部であることを特徴とする防錆材。
(5)上記(1)から(4)のうちいずれかに記載の防錆材であって、
前記樹脂エマルションは、アクリル系樹脂、ポリスチレン系樹脂、ポリブタジエン系樹脂、ポリスチレン・アクリル系樹脂、及びポリスチレン・ポリブタジエン系樹脂から選択される少なくとも1種以上の樹脂からなるエマルションであることを特徴とする防錆材。
(6)上記(1)から(5)のうちいずれかに記載の防錆材が満たされている防錆槽に補強鉄筋を浸漬させた後に、前記補強鉄筋を前記防錆槽から引き上げて、前記補強鉄筋を乾燥させることで前記補強鉄筋の表面に防錆材被膜を形成することを特徴とする補強鉄筋の防錆処理方法。
【発明の効果】
【0014】
本発明によれば、粘度安定性に優れる樹脂系防錆材を提供することが可能となる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施形態について詳細に説明する。
本実施形態に係る防錆材は、軽量気泡コンクリートパネル(以下、ALCパネルと称する。)の補強鉄筋に使用される防錆材である。この防錆材をALCパネルの補強鉄筋の表面に浸漬法によって付着させた後に乾燥させることによって、籠状補強鉄筋の表面に防錆材被膜を形成することができる。
【0016】
本実施形態に係る防錆材は、その必須成分として、無機質原料、水、及び樹脂エマルションを含有する。以下、これらの成分について順次説明する。
【0017】
無機質原料とは、有機質原料のみでは得られない様々な性能を防錆材に付与するための原料であり、無機成分からなる原料である。
無機質原料の具体例としては、例えば、炭酸カルシウム、消石灰、タルク、珪石粉末、ドロマイト、雲母、珪石・長石粉末、リン酸亜鉛等が挙げられる。
炭酸カルシウムを混合することによって、補強鉄筋に対する防錆材の付着性を向上させることができる。消石灰を混合することによって、防錆材の防錆性能を向上させることができる。タルク、ドロマイト、雲母を混合することによって、防錆材の耐光性を向上させることができる。珪石粉末を混合することによって、防錆材の耐熱性を向上させることができる。珪石・長石粉末を混合することによって、防錆材の分散性を向上させることができる。リン酸亜鉛を混合することによって、防錆材の防錆性能を向上させることができる。
【0018】
樹脂エマルションとは、樹脂成分の乳化・分散剤としてポリオキシエチレン系非イオン界面活性剤を含有する樹脂エマルションのことである。樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤としては、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、及びポリオキシエチレン−ポリオキシプロピレングリコールから選択される少なくとも一種以上を使用することが好ましい。この中でも、環境に対する安全性が高いことから、ポリオキシエチレンアルキルエーテル(ただし、アルキル基の炭素数が12〜15のものを除く)及びポリオキシエチレン−ポリオキシプロピレングリコールのうちいずれか1種以上を使用することが特に好ましい。
【0019】
樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤の含有量は、樹脂エマルション中の樹脂固形分100重量部に対して3.0重量部以上15重量部以下であることが好ましい。3.0重量部未満の場合は、樹脂の乳化が十分行えず、樹脂が凝集した部分が発生する。15重量部を超える場合は、乾燥後の防錆材被膜の中に含まれる樹脂乳化剤の親水性が強くなり、その結果、防錆材被膜の耐水性が低下してくる。さらに好ましい含有量は、樹脂固形分100重量部に対して5.0重量部以上12重量部以下である。
【0020】
樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤は、そのHLB値が12以上18以下のものを使用することが好ましい。ここでいう「HLB値」とは、界面活性剤の水と油への親和性の程度を表す値であり、親水親油バランスなどと呼ばれることもある。この「HLB値」の測定方法としては、アトラス法、グリフィン法、デイビス法、川上法などが知られているが、本発明におけるポリオキシエチレン系非イオン界面活性剤のHLB値は、グリフィン法で測定した場合のHLB値を意味する。
【0021】
樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤のHLB値が12未満の場合は、樹脂の乳化が十分行えず、樹脂が凝集した部分が発生する。HLB値が18を超える場合は、乾燥後の防錆材被膜の中に含まれる樹脂乳化剤の親水性が強くなり、その結果、防錆材被膜の耐水性が低下してくる。従って、樹脂エマルション中のポリオキシエチレン系非イオン界面活性剤のHLB値は、12以上18以下が好ましい。さらに好ましくは、13以上17以下である。
【0022】
樹脂エマルション中の樹脂成分としては、ある程度の水溶性と耐熱性と耐アルカリ性を備える合成樹脂を使用することが好ましい。例えば、アクリル系樹脂、ポリスチレン系樹脂、ポリブタジエン系樹脂、スチレン・アクリル系樹脂、スチレン・ブタジエン系樹脂等を使用することが好ましい。これらのうち2種以上を組み合わせて使用することもできる。
【0023】
樹脂エマルションは、80℃〜130℃程度の温度で無機質原料に対して造膜性及び接着性を付与しうるものが好ましい。
【0024】
本実施形態に係る防錆材には、上記の各成分以外に、分散剤、消泡剤等の添加剤を添加することができる。
【0025】
本実施形態に係る防錆材は、上記の各成分と水とを混合してミキサー等で混練することで製造することができる。
各成分の混合比率は、無機質原料100重量部に対して水30重量部以上100重量部以下、樹脂エマルション20重量部以上50重量部以下、分散剤5.0重量部以上20重量部以下、消泡剤等の添加剤0.1重量部以上0.5重量部以下であることが好ましい。
【0026】
このようにして製造される防錆材はスラリー状である。スラリー状の防錆材が満たされている防錆槽内に籠状補強鉄筋を浸漬させた後に、該籠状補強鉄筋を引き上げて乾燥させることによって、該籠状補強鉄筋の表面に防錆材被膜を形成することができる。なお、防錆槽には、防錆材の沈殿・凝集防止のために、20〜100rpmの低速で回転する攪拌装置が間欠で作動するように設置されている。
【0027】
次に、ALCパネルの補強鉄筋の防錆処理方法について、図1を参照しながら説明する。
【0028】
防錆処理に際しては、まず、得ようとするALCパネルや防錆槽の大きさに応じた籠状補強鉄筋10(直径が例えば2.0mm〜9.0mm程度の鉄筋材11を籠状に組み上げたもの)を準備する。
【0029】
次に、防錆材12が満たされている防錆槽14に籠状補強鉄筋10を浸漬させる(浸漬工程)。これにより、籠状補強鉄筋10の表面に防錆材12を付着させることができる。籠状補強鉄筋10を防錆槽14に浸漬させるときには、上述した従来の方法、つまり、離型剤を塗布した複数本の吊り棒16で複数の籠状補強鉄筋10を吊り下げて防錆工程へと搬送する方法を用いることができる。
【0030】
防錆槽14から引き上げた後の籠状補強鉄筋10は、乾燥炉(例えば熱風式乾燥炉)に搬入して乾燥させる(乾燥工程)。このときの乾燥温度は、80℃以上130℃以下に設定するのが好ましい。乾燥温度が80℃未満の場合は、乾燥に要する時間が長くなるとともに、防錆材被膜の厚みが不均一となってしまう傾向がある。乾燥温度が130℃を超える場合は、急激な水分蒸発により防錆材被膜にミクロ孔が発生してしまう場合がある(いわゆるワキ現象)。より好ましい乾燥温度は、90℃以上120℃以下である。
【0031】
上記のような浸漬工程と乾燥工程を一回あるいは複数回実施する。これにより、籠状補強鉄筋10の表面に均一な厚みを有する防錆材被膜を形成することができる。また、防錆材の粘度や浸漬工程の回数を調整することによって、籠状補強鉄筋10の表面に最適な厚みを有する防錆材被膜を形成することができる。
【0032】
防錆材被膜の厚みは、100μm以上500μm以下であることが好ましい。厚みが100μm未満の場合は、十分な防錆性能が得られないことがある。厚みが500μmを超える場合は、防錆材被膜による防錆性能の向上がこれ以上見込めないばかりでなく、防錆材被膜の乾燥が不十分となって防錆性能の低下を招く場合もある。より好ましい防錆材被膜の厚みは、150μm以上400μm以下である。
【0033】
なお、防錆材被膜の厚みを100μm以上500μm以下とするためには、防錆槽14に貯留されている防錆材12の粘度を500〜5000mPa・s程度に調整し、籠状補強鉄筋10を防錆槽14に浸漬させた後に、籠状補強鉄筋10を秒速5〜20cm程度の速度で防錆槽14から引き上げるようにすればよい。
【0034】
表面に防錆材被膜が形成された籠状補強鉄筋10は、吊り棒16に吊り下げられたままの状態で型枠(図示せず)の内部に搬入される。その後、型枠の内部にALCパネルの原料スラリーが供給されて、この原料スラリーが発泡・硬化して半硬化体が形成される。この半硬化体から吊り棒16が引き抜かれた後に、この半硬化体がピアノ線等によって所定の寸法に切断される。切断された半硬化体は、183℃、1MPa程度の高温・高圧の水蒸気養生により本硬化する。これにより、ALCパネルの母材と防錆材被膜とが強固に接着する。
【0035】
本発明によれば、以下のような優れた効果を得ることができる。
(1)本発明に係る防錆材は、高温・攪拌に対する粘度安定性が高い。したがって、気温の高くなる夏季において、防錆槽に貯留されている防錆材の粘度の上昇を抑制することができる。また、攪拌装置を長時間連続して作動させた場合においても、防錆槽に貯留されている防錆材の粘度の上昇を抑制することができる。これにより、補強鉄筋の表面に防錆材を均一に付着させることが可能であり、補強鉄筋の表面に均一な厚みを有する防錆材被膜を形成することができる。
(2)本発明に係る防錆材は、補強鉄筋の表面に対する接着性に優れている。したがって、本硬化後のALCパネルに対して曲げ、衝撃、変形などの負荷が作用した場合であっても、補強鉄筋の表面に被覆された防錆材被膜に亀裂や欠落等が生じることがほとんどない。このため、補強鉄筋の防錆性能を長期間にわたって安定的に持続させることができる。
(3)本発明の防錆材は、有機溶剤を用いる必要がないために、安全性が高く、しかも環境に優しい。
【実施例】
【0036】
表1の実施例1〜14及び比較例1〜3の各成分をそれぞれポリビーカに入れて20℃の恒温室内に設置した後に、攪拌機を用いて600rpmの回転速度で30分間攪拌した。これにより、実施例1〜14及び比較例1〜3(合計17種類)のスラリー状の防錆材を調製した。これら17種類の防錆材の粘度は、(株)トキメック社製BM型粘度計で測定したところ、いずれも1000±100mPa・sであった。
【0037】
【表1】
【0038】
表1に示す各成分の主な仕様は以下の通りである。
(主成分)
無機質原料:河合石灰工業(株)製「重質炭酸カルシウム(特粉)」/河合石灰工業社製「消石灰(特粉)」/東海工業(株)製「珪石(特粉)」を45/45/10の割合(重量比)で混合したもの
水:水道水
樹脂エマルション:中央理化工業(株)製「リカボンド」(アクリル系樹脂エマルション)
(副成分)
分散剤:旭電化工業(株)製「プロピレングリコール」
消泡剤:旭電化工業(株)製「アデカネート」
【0039】
調製した実施例1〜14及び比較例1〜3の防錆材につき、以下のような性能評価試験を行った。
【0040】
[高温粘度安定性評価]
実施例1〜14及び比較例1〜3の防錆材を入れたポリビーカを雰囲気温度20℃、40℃、60℃に設定した恒温器内に設置した。そして、48時間後に防錆材がゲル化するかどうかについて調べた。
なお、高温粘度安定性の評価は、次の基準で行った。
ゲル化せず → ○ 粘度安定性が良い。
ゲル化した → × 粘度安定性が悪い。
【0041】
[高温攪拌粘度安定性評価]
実施例1〜14及び比較例1〜3の防錆材を入れたポリビーカを雰囲気温度20℃、40℃、60℃に設定した恒温器内に設置し、ポリビーカ内の防錆材を攪拌機で通常の20〜100rpmよりも過激な600rpmの回転数で48時間連続で攪拌する促進試験を行った。その間、7時間までは1時間毎に、それ以後は12時間、16時間、24時間、48時間毎に攪拌機を停止し、静置後、防錆材の粘度が10000mPa・sを超えてゲル化するまでに要した時間(ゲル化時間)を調べた。
なお、ゲル化時間が短いということは、防錆材の粘度安定性が悪いということである。ゲル化時間が長いということは、防錆材の粘度安定性が良いということである。ゲル化しないということは、防錆材の粘度安定性が非常に優れているということである。
【0042】
高温攪拌粘度安定性(ゲル化時間)の評価は、次の基準で行った。
20℃、40℃ではゲル化しない → ◎ 安定性が非常に良い。
40℃、24Hrでゲル化する → ○ 安定性が良い
40℃、12Hrでゲル化する → △ 安定性がやや悪い。
非常に短時間でゲル化する → × 安定性が非常に悪い。
【0043】
[防錆性評価]
表1の実施例1〜14及び比較例1〜3の各成分をそれぞれポリビーカに入れて20℃の恒温室内に設置した後に、攪拌機を用いて600rpmの回転速度で30分間攪拌した。これにより、実施例1〜14及び比較例1〜3(合計17種類)のスラリー状の防錆材を調製した。これら17種類の防錆材の粘度は、(株)トキメック社製BM型粘度計で測定したところ、いずれも1000±100mPa・sであった。この防錆材を防錆槽(寸法70×200×60mm)に流し込み、この防錆槽に補強鉄筋(直径5mm、長さ160mm)を浸漬させて防錆材を付着させた後に、この補強鉄筋を120℃で乾燥させる工程を2回行った。これにより、補強鉄筋の表面に防錆材被膜を形成した。
【0044】
次に、表面に防錆材被膜が形成された補強鉄筋を高温高圧(183℃、1MPa)のオートクレーブで養生した。その後、JIS K 5400に規定されている方法に従って5%塩水噴霧を500時間実施した後の補強鉄筋の発錆率を測定することにより、防錆性の評価を行った。
【0045】
防錆性の評価は、以下の基準で行った。
発錆率<0.1% ◎ 防錆性が優れている。
0.1%≦発錆率<1.0% ○ 防錆性がやや優れている。
1.0%≦発錆率<5.0% △ 防錆性がやや劣っている。
5.0%≦発錆率 × 防錆性が劣っている。
【0046】
さらに、3つの評価(高温粘度安定性、高温攪拌粘度安定性、防錆性の評価)に基づいて、防錆材性能の総合評価を行った。基準は以下の通りである。
×、△がゼロ → ◎ 性能が非常に優れている。
×がゼロ、△が1つ以上 → ○ 性能が優れている。
×が1つ以上 → × 性能が劣っている。
【0047】
高温粘度安定性評価、高温攪拌粘度安定性評価、防錆性評価、及び総合評価の結果をまとめたものを、以下の表2に示す。
【0048】
【表2】
【0049】
表2に示す結果から明らかなように、本発明の防錆材(実施例1〜14)は、高温粘度安定性、高温攪拌粘度安定性、及び防錆性に優れていることが判明した。その中でも、特に、樹脂エマルションに含有されるポリオキシエチレン系非イオン界面活性剤のHLBが12〜18の範囲内にある防錆材(実施例1〜10)は、総合評価が◎であり、高温粘度安定性、高温攪拌粘度安定性、及び防錆性のすべてを満足するものであった。
これに対し、樹脂エマルションにポリオキシエチレン系非イオン界面活性剤以外の乳化剤が含有されている防錆材(比較例1〜3)は、高温粘度安定性、高温攪拌粘度安定性、及び防錆性のすべてを満足するものではなかった。
【0050】
以上説明したように、本発明によれば、高温粘度安定性、高温攪拌粘度安定性、及び防錆性に優れる樹脂系防錆材を得ることができる。
本発明の樹脂系防錆材は、高温粘度安定性及び高温攪拌粘度安定性に優れているために、気温の上昇する夏季に長時間連続して防錆材を攪拌する場合においても、防錆槽内の粘度が過度に上昇してしまうことがなく、補強鉄筋の表面に均一な厚みを有する防錆材被膜を形成することができる。したがって、本発明の防錆材によれば、補強鉄筋の防錆性能に優れたALCパネルを安定的に製造することができる。
【図面の簡単な説明】
【0051】
【図1】防錆槽に籠状補強鉄筋を浸漬させる工程の説明図である。
【符号の説明】
【0052】
10…籠状補強鉄筋
11…鉄筋材
12…防錆材
14…防錆槽
【特許請求の範囲】
【請求項1】
軽量気泡コンクリートパネルの補強鉄筋に使用される防錆材であって、
無機質原料、水、及び樹脂エマルションを含有するとともに、前記樹脂エマルションはポリオキシエチレン系非イオン界面活性剤を含有することを特徴とする防錆材。
【請求項2】
請求項1に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤は、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、及びポリオキシエチレン−ポリオキシプロピレングリコールのうちいずれか1種以上であることを特徴とする防錆材。
【請求項3】
請求項1または請求項2に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤は、HLB値が12以上18以下であることを特徴とする防錆材。
【請求項4】
請求項1から請求項3のうちいずれか1項に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤の含有量は、前記樹脂エマルション中の樹脂固形分100重量部に対して3.0〜15重量部であることを特徴とする防錆材。
【請求項5】
請求項1から請求項4のうちいずれか1項に記載の防錆材であって、
前記樹脂エマルションは、アクリル系樹脂、ポリスチレン系樹脂、ポリブタジエン系樹脂、ポリスチレン・アクリル系樹脂、及びポリスチレン・ポリブタジエン系樹脂から選択される少なくとも1種以上の樹脂からなるエマルションであることを特徴とする防錆材。
【請求項6】
請求項1から請求項5のうちいずれか1項に記載の防錆材が満たされている防錆槽に補強鉄筋を浸漬させた後に、前記補強鉄筋を前記防錆槽から引き上げて、前記補強鉄筋を乾燥させることで前記補強鉄筋の表面に防錆材被膜を形成することを特徴とする補強鉄筋の防錆処理方法。
【請求項1】
軽量気泡コンクリートパネルの補強鉄筋に使用される防錆材であって、
無機質原料、水、及び樹脂エマルションを含有するとともに、前記樹脂エマルションはポリオキシエチレン系非イオン界面活性剤を含有することを特徴とする防錆材。
【請求項2】
請求項1に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤は、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、及びポリオキシエチレン−ポリオキシプロピレングリコールのうちいずれか1種以上であることを特徴とする防錆材。
【請求項3】
請求項1または請求項2に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤は、HLB値が12以上18以下であることを特徴とする防錆材。
【請求項4】
請求項1から請求項3のうちいずれか1項に記載の防錆材であって、
前記ポリオキシエチレン系非イオン界面活性剤の含有量は、前記樹脂エマルション中の樹脂固形分100重量部に対して3.0〜15重量部であることを特徴とする防錆材。
【請求項5】
請求項1から請求項4のうちいずれか1項に記載の防錆材であって、
前記樹脂エマルションは、アクリル系樹脂、ポリスチレン系樹脂、ポリブタジエン系樹脂、ポリスチレン・アクリル系樹脂、及びポリスチレン・ポリブタジエン系樹脂から選択される少なくとも1種以上の樹脂からなるエマルションであることを特徴とする防錆材。
【請求項6】
請求項1から請求項5のうちいずれか1項に記載の防錆材が満たされている防錆槽に補強鉄筋を浸漬させた後に、前記補強鉄筋を前記防錆槽から引き上げて、前記補強鉄筋を乾燥させることで前記補強鉄筋の表面に防錆材被膜を形成することを特徴とする補強鉄筋の防錆処理方法。
【図1】

【公開番号】特開2008−248326(P2008−248326A)
【公開日】平成20年10月16日(2008.10.16)
【国際特許分類】
【出願番号】特願2007−91638(P2007−91638)
【出願日】平成19年3月30日(2007.3.30)
【出願人】(000185949)クリオン株式会社 (105)
【Fターム(参考)】
【公開日】平成20年10月16日(2008.10.16)
【国際特許分類】
【出願日】平成19年3月30日(2007.3.30)
【出願人】(000185949)クリオン株式会社 (105)
【Fターム(参考)】
[ Back to top ]