
防錆部材
【課題】挿口部を受口部に挿入する際に、挿口部に挿嵌された状態で挿口部の管端面の防錆を維持することができる防錆部材を提供すること。
【解決手段】保持部5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3bに係合する延設部5cと、延設部5cから内径方向側に向けて延設された保持片部5dと、から構成され、延設部5cと受口部2aの内周面2bとが摺接して保持部5bと挿口部3aとを挿口部3aの管軸C方向に相対移動させることで、弾性部材5aを管端面3bと保持片部5dとで挟圧する。
【解決手段】保持部5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3bに係合する延設部5cと、延設部5cから内径方向側に向けて延設された保持片部5dと、から構成され、延設部5cと受口部2aの内周面2bとが摺接して保持部5bと挿口部3aとを挿口部3aの管軸C方向に相対移動させることで、弾性部材5aを管端面3bと保持片部5dとで挟圧する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一方の流体管の管軸方向の先端部に形成された挿口部、及び挿口部が水密に挿入され、他方の流体管の管軸方向の先端部に形成された受口部から成る管継手において、挿口部に挿嵌されることで挿口部の管端面を押圧して防錆する弾性部材と、弾性部材を管端面とで保持する保持部と、で構成された環状の防錆部材に関する。
【背景技術】
【0002】
従来、管体(流体管)の端部(挿口部)に外嵌可能なリング本体(防錆部材)と、このリング本体の一端部内周縁から内径方向に形成された内向突片(保持片部)と、を備えた防食リング(防錆部材)がある。このような防食リングは、内向突片の管体の先端面(管端面)と対向する側の面にゴム系接着剤(弾性部材)を配置し、防食リングを管体に外嵌させることで管体の先端面にゴム系接着剤を接着させ、管体の先端面の防錆を行うとともにゴム系接着剤の接着力によりリング本体を管体の端部に係合させている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開平7−22198号公報(第5頁、第1図)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の防錆部材にあっては、防食リング(防錆部材)を管体(流体管)の端部(挿口部)に外嵌させて管体の先端面(管端面)にゴム系接着剤(弾性部材)を接着して先端面を防錆した後、管体の端部を他方の管体の端部に形成された受口部に挿入する場合、この管体の端部を他方の管体の端部に形成された受口部に挿入する過程において、ゴム系接着剤の乾燥やゴム系接着剤の復元力が働くことにより管体の先端面とゴム系接着剤とが部分的に離間してしまい、先端面の防錆を維持できない場合があるという問題がある。
【0005】
本発明は、このような問題点に着目してなされたもので、挿口部を受口部に挿入する際に、挿口部に挿嵌された状態で挿口部の管端面の防錆を維持することができる防錆部材を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、本発明の防錆部材は、
一方の流体管の管軸方向の先端部に形成された挿口部、及び該挿口部が水密に挿入され、他方の流体管の管軸方向の先端部に形成された受口部から成る管継手において、前記挿口部に挿嵌されることで該挿口部の管端面を押圧して防錆する弾性部材と、該弾性部材を前記管端面とで保持する保持部と、で構成された環状の防錆部材であって、
前記保持部は、前記挿口部への挿嵌方向に向けて延設され、前記挿口部の外周面に係合する延設部と、該延設部から内径方向側に向けて延設された保持片部と、から構成され、前記延設部と前記受口部の内周面とが摺接して前記保持部と前記挿口部とを前記挿口部の管軸方向に相対移動させることで、前記弾性部材を前記管端面と前記保持片部とで挟圧することを特徴としている。
この特徴によれば、挿口部を受口部に挿入する際に保持片部と受口部の内周面間に生じる摩擦力によって、挿口部と保持部とを挿口部の管軸方向に相対移動させることで、保持片部と管端面との間で弾性部材を管端面に押圧し、弾性部材を管端面に密着させて防錆することができるので、挿口部を受口部に挿入する際に管端面と弾性部材とを離間させることなく防錆を維持することができる。
【0007】
本発明の防錆部材は、
前記弾性部材の外径側端部には、前記防錆部材の前記挿口部への挿嵌方向に向けて膨出し、前記挿口部の外周面と前記延設部との間に挟持される膨出部が設けられていることを特徴としている。
この特徴によれば、弾性部材は、挿口部と受口部との間に流体管内を流れる流体が流れ込んでも、膨出部を管端面近傍の挿口部の外周面に密着させることで、挿口部の外周面から管端面に向けての流体の浸入を防止することができるので、挿口部の管端面及び管端面近傍の挿口部の外周面に亘って防錆することができる。
【0008】
本発明の防錆部材は、
前記保持部は、前記延設部と前記保持片部とがなす屈曲部に芯材を備えていることを特徴としている。
この特徴によれば、芯材により保持部の強度を向上させることができるので、保持片部と受口部の内周面間に生じる摩擦力による保持部の変形を抑え、安定して防錆部材の挿口部への挿嵌を維持することができる。
【0009】
本発明の防錆部材は、
前記保持部と前記挿口部との間には、弾性変形する前記弾性部材の外径方向への伸出を許容する間隙が形成されていることを特徴としている。
この特徴によれば、弾性変形した弾性部材の一部を間隙内に収容し、管端面と保持部との間で弾性部材から防錆部材に管端面から離間する方向に作用する弾性部材の復元力を小さく抑えることができる。
【図面の簡単な説明】
【0010】
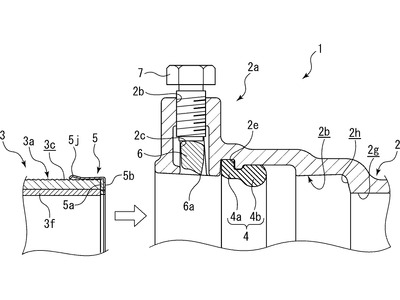
【図1】実施例における受口部と挿口部とを示す管継手の分解断面図である。
【図2】(a)は、防錆カバーを示す正面図であり、(b)は、図2(a)における防錆カバーのA−A断面図である。
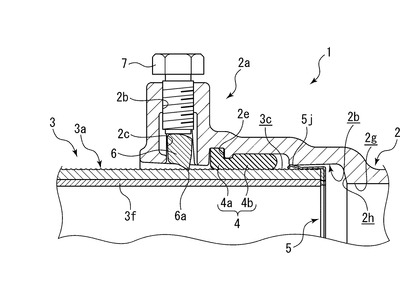
【図3】防錆カバーの挿口部への取り付けを示す断面図である。
【図4】防錆カバーが挿嵌された挿口部の受口部への挿入を示す断面図である。
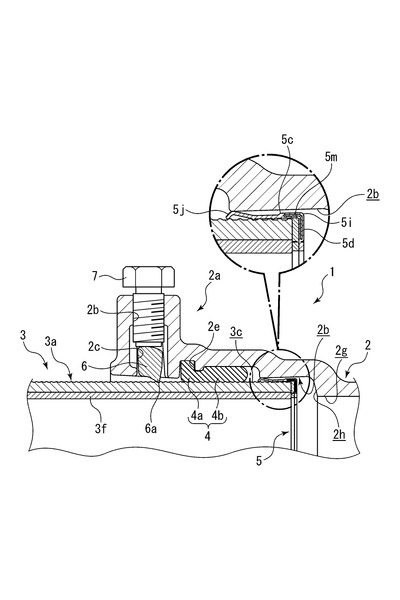
【図5】摺接部と受口部の内周面との摺接を示す断面図である。
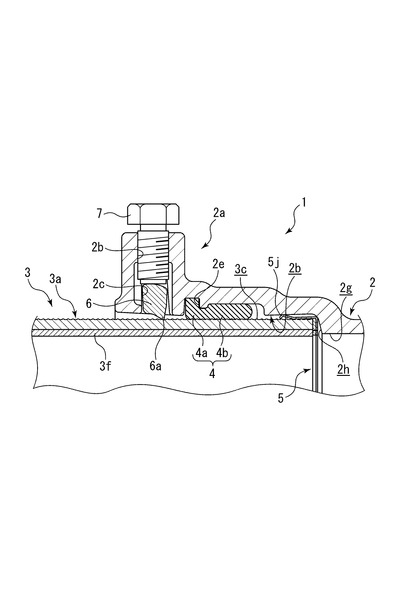
【図6】挿口部の受口部への挿入を完了した状態を示す断面図である。
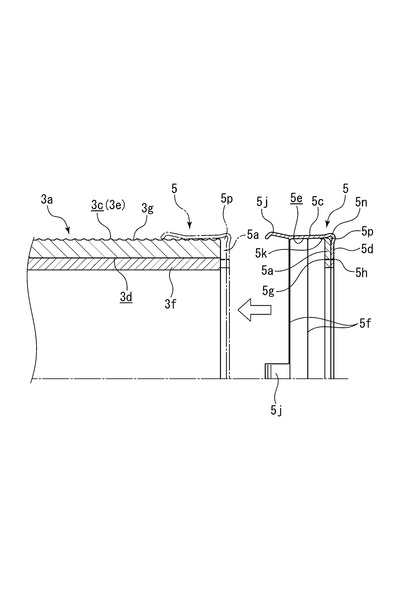
【図7】本実施例の第1の変形例としての防錆カバーの断面図である。
【図8】本実施例の第2の変形例としての防錆カバーの挿口部への取り付けを示す断面図である。
【発明を実施するための形態】
【0011】
本発明に係る防錆部材を実施するための形態を実施例に基づいて以下に説明する。
【実施例】
【0012】
実施例に係る管継手につき、図1から図8を参照して説明する。以下、本実施例では、図1の紙面左側及び図2(a)の紙面手前側を防錆カバーの正面側(前方側)として説明する。図1の符号1は、本発明における防錆部材として防錆カバーが適用された管継手である。
【0013】
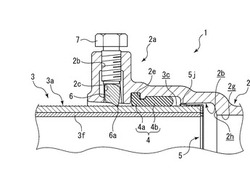
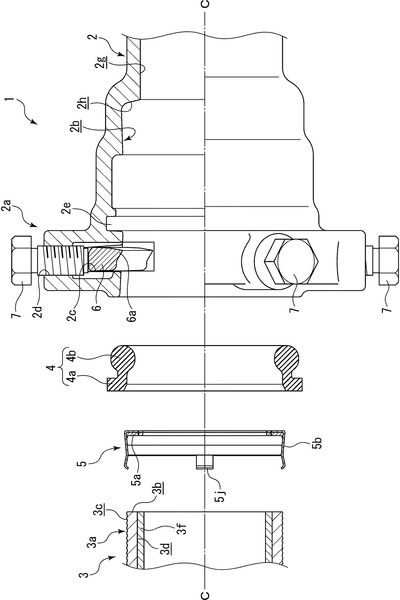
図1に示すように、本実施例における管継手1は、管軸C方向の先端部に受口部2aが形成された流体管2と、管軸C方向の先端部に受口部2a内に挿入される挿口部3aが形成された流体管3と、弾性を有し受口部2aと挿口部3aとの間から流体が漏出することを防止するシール部材4と、流体管3を管軸Cに対し略直交に切断することで、挿口部3aに流体管3自体の金属素地が露出して形成された切断面としての管端面3bを防錆するための本発明における防錆部材としての防錆カバー5と、から構成されている。これら流体管2,3は、例えば、内部に流体としての上水を流すための水道管等である。
【0014】
これら流体管2,3は、本実施例では、ダクタイル鋳鉄を鋳型に流し込んだ後に冷却することで製造されるダクタイル鋳鉄管である。尚、図示しないが、ダクタイル鋳鉄管用の鋳型の内面には、流体管2,3の鋳造後に流体管2,3が前記鋳型から外れ易くするよう無数の凹凸部が略全面に亘り打刻されている。
【0015】
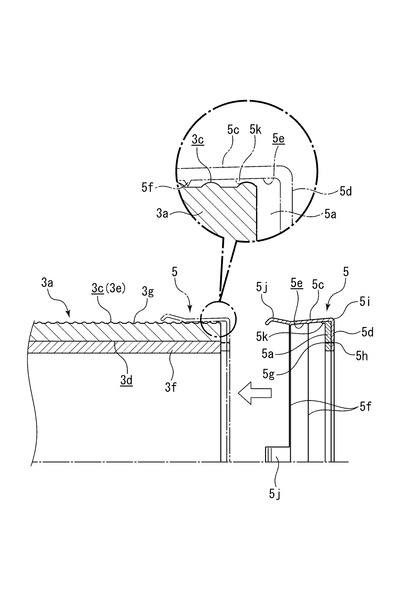
このため、図3に示すように、流体管2,3は、鋳造工程でダクタイル鋳鉄が前記鋳型の前記凹凸部にも流し込まれることにより、ダクタイル鋳鉄が冷却されて前記鋳型から外された流体管2,3の外周面3cの略全周(流体管2の外周面は図示せず)に亘って、複数の凹部3gを有する被係合部3eが形成されている。
【0016】
尚、本実施例の流体管2,3は、重力鋳造法やダイカスト鋳造法、遠心鋳造法等によって鋳造されている。特に、遠心鋳造法によって流体管2,3が鋳造される場合には、前記鋳型の内面に形成された無数の凹部によって鋳型内で遠心運動を行う液状のダクタイル鋳鉄に摩擦力を与え、ダクタイル鋳鉄の偏りが少ない流体管2,3を鋳造することができる。
【0017】
更に尚、流体管2,3は、鋳造後に外周面3cの略全周に亘って図示しない防錆塗料が塗布されるようになっており、この防錆塗料が被係合部3eの凹部に溜まりこむことで、流体管2,3の外周面3cの防錆効果が上昇するようになっている。
【0018】
受口部2aの先端は、内径が挿口部3aの外径よりも大径の内周面2bに形成されている。この受口部2aの先端部には、周方向に所定間隔おきに管軸Cに向けて開口する溝部2cが受口部2aに形成されている。これら溝部2c内には、金属材等で構成され、管軸C側を向く端部に尖鋭刃6aを有している固定爪6が配置されている。
【0019】
更に、受口部2aの先端部には、周方向に所定間隔おきにボルト孔2dが複数形成されている。これらボルト孔2dは、それぞれ異なる溝部2cに連通しているとともにボルト7が螺着されている。このため、固定爪6は、ボルト7を螺入することによって管軸Cに向けて押圧されるようになっている。尚、受口部2aの内周面2bにおける溝部2cよりも挿口部3aの挿入方向側には、シール部材4の後述する嵌合部4aが嵌合するための、環状の嵌合溝2eが形成されている。
【0020】
受口部2aの内周面2bにおける嵌合溝2eよりも奥側には、受口部2aの先端よりも小径の内周面2gに連設するように、管軸Cに対して略垂直をなす環状の奥端面2hが形成されている。
【0021】
尚、図1に示すように、流体管3の内周面3dには、流体管2,3内を流れる流体からの防錆を行う防錆処理として、モルタルによってライニング層3fが形成されている。尚、このライニング層3fは、本実施例では防錆のために十分な肉厚を有するモルタルで構成されているが、流体管3の内周面3dを防錆可能であればより薄層に形成してもよいし、例えば防錆材から成る粉体塗料によって薄層のコーティング層で構成しても構わない。
【0022】
シール部材4は、図1及び図4に示すように、嵌合溝2eに嵌合される嵌合部4aを備えている。また、この嵌合部4aからは、受口部2aの内周面2bと受口部2a内に挿入された挿口部3aの外周面3cとの間隙を水密的に密封するためのバルブ部4bが膨出している。
【0023】
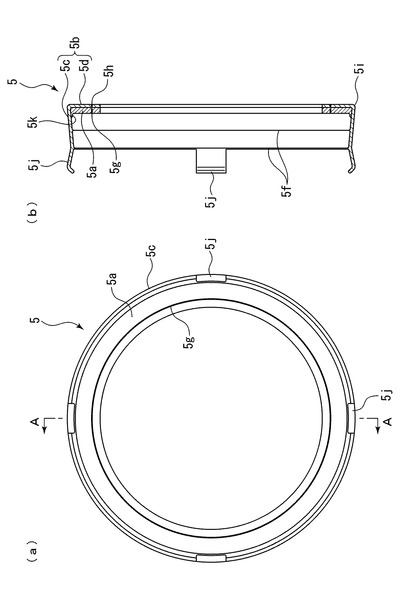
図1、図2(a)及び図2(b)に示すように、防錆カバー5は、挿口部3aの管端面3bを全周に亘って防錆するための本発明における弾性部材としての環状に形成された防錆ゴム5aと、管端面3bを防錆する際に防錆ゴム5aを挿口部3aとの間で保持する本発明における保持部としてのガイドリング5bと、から構成されている。ガイドリング5bは、正面視で環状の弾性を有する軟質樹脂材等により構成されており、防錆ゴム5aは、低反発弾性材、すなわち反発弾性率が比較的低い材料であって、粘着力を有するブチルゴムにより構成されている。
【0024】
また、ガイドリング5bは、図2(b)に示すように、防錆カバー5の前後方向を向き、ガイドリング5bの全周に亘って環状に形成された本発明における延設部としての外周片部5cと、この外周片部5cの後端部から防錆カバー5の内径側に向けて延設された保持片部5dと、から構成されている。このため、外周片部5cの後端部と保持片部5dの防錆カバー5における外径側端部との間は、ガイドリング5bを全周に亘り図2(b)に示す断面視で略L字形状をなすように形成する屈曲部5iに形成されている。
【0025】
このうち、外周片部5cは、防錆カバー5の挿口部3aへの後述する挿嵌方向側である正面側に向けて漸次縮径するテーパー状に形成されている。このため、ガイドリング5bは、後端部の直径が受口部3aの直径よりも僅かに長寸に形成されている。また、外周片部5cの内周面5eには、外周片部5cの周方向の全周に亘って本発明における係合部としての突部5fが管軸C方向に離間して2条突設されている。
【0026】
更に、外周片部5cの前端部には、周方向に所定間隔おきに正面側に向けて漸次拡径するテーパー状に形成された摺接部5jが形成されている。これら摺接部5jは、図5に示すように、挿口部3aが受口部2a内に挿入された際に受口部2aの内周面2bに摺接可能なように外周片部5cの後端部における外径よりも僅かに大径に形成されている。
【0027】
図2(b)及び図3に示すように、防錆ゴム5aと保持片部5dは、ガイドリング5bの径方向に略同一長さの寸法を有しており、防錆ゴム5aは、保持片部5dの正面側に接着剤等で固着されている。この防錆ゴム5aの防錆カバー5における外径側端部には、防錆カバー5の挿口部3aへの前記挿嵌方向側である正面側に向けて膨出部5kが膨出している。尚、図2(a)及び図2(b)に示すように、防錆ゴム5aの内径側端部には、防錆ゴム5aの周方向の全周に亘って切欠5gが防錆ゴム5aの正面側に向けて開口するように形成されている。
【0028】
同様に、保持片部5dのガイドリング5bにおける内径側端部には、保持片部5dの周方向の全周に亘って切欠5hがガイドリング5bの背面側に向けて開口するように形成されている。これら切欠5g,5hは管軸C方向で対向しており、後述するように、使用者が防錆ゴム5aと保持片部5dの内径側を切欠5g,5hに沿って切除することで、防錆ゴム5aと保持片部5dの径方向側の寸法を短寸に調整可能となっている。尚、切欠5g若しくは切欠5hは、必ずしも本実施例のように周方向に全周に亘って形成されているものに限られず、例えば周方向に沿って所定間隔置きにミシン目状に形成されていても構わない。
【0029】
次に、前述のように構成した管継手1を用いる流体管2,3の接続について説明する。先ず、図1及び図3に示すように、防錆カバー5を流体管3の管軸C上に配置し、防錆カバー5の正面側を挿口部3aの管端面3bと対向させる。そして、防錆カバー5の正面側に向けて漸次縮径するテーパー状に形成されている外周片部5cを、挿口部3aに押し付けて先端部を拡径させた状態で外周面3cに摺接させながら、防錆カバー5を挿口部3aの管端面3bに向けて挿嵌させることで、保持片部5dによって防錆ゴム5aを管端面3bに向けて押圧する。
【0030】
この保持片部5dによる防錆ゴム5aの管端面3bへの押圧によって、各突部5f,5fが外周片部5cの縮径方向への復元力によって凹部3gに係合するとともに、防錆ゴム5aは管端面3bに密着する形状に弾性変形するとともに管端面3bに密着する。
【0031】
このとき、防錆ゴム5aは、保持片部5dと管端面3bとで挟圧されることによる弾性変形に伴い、防錆カバー5における内径側及び外径側に向けて伸出される。更に、膨出部5kは、図3に示すように、防錆カバー5が挿口部3aに挿嵌されることで外周片部5cの内周面5eと管端面3b近傍の外周面3cとの間で挟持される。この外周片部5cの内周面5eと管端面3b近傍の外周面3cとによる膨出部5kの挟持により、膨出部5kは、弾性変形して外周片部5cの内周面5eと管端面3b近傍の外周面3cとの双方に対して密着し、外周片部5cの内周面5e及び管端面3b近傍の外周面3cを防錆することができる。
【0032】
また、防錆ゴム5aは、ブチルゴムからなる防錆ゴム5a自身が有する粘着力により、前記弾性変形した状態で管端面3bに接着されるとともに、ブチルゴムからなる防錆ゴム5a自身が有する低反発弾性の範囲で弾性復元しようとする力により、外周片部5cから突設された各突部5f,5fをそれぞれ被係合部3eに形成された凹部3gに対してより強力に係合させる。
【0033】
これら各突部5f,5fと被係合部3eとの凹凸係合によって、防錆カバー5は、挿口部3aを外径側に配置された外周片部5cによって径方向に押圧し、挿口部3aに対して位置決めがなされる。更に、防錆ゴム5aは、保持片部5dと管端面3bとの間で弾性変形して管端面3bに密着した状態で保持され、挿口部3aに対する防錆カバー5の取り付けが終了する。
【0034】
尚、本実施例では、ライニング層3fを含む挿口部3aの肉厚は、防錆ゴム5a及び保持片部5dの径方向の寸法よりも長寸に形成されているため、防錆ゴム5a及び保持片部5dは、管端面3bの外周側であるダクタイル鋳鉄で構成された側を防錆しながら、内径側端部がライニング層3fの内径側端部よりも外径側に配置される。このため、防錆ゴム5a及び保持片部5dの内径側の端部は、流体管2,3内を流れる流体から受ける抗力を小さく抑えることができるようになっている。
【0035】
更に尚、特に図示しないが、ライニング層3fを含む挿口部3aの肉厚が防錆ゴム5a及び保持片部5dの径方向の寸法よりも長寸に形成されている場合には、使用者が防錆ゴム5aと保持片部5dの内径側を切欠5g,5hに沿って切除することで防錆ゴム5aと保持片部5dとの径方向の寸法を短寸に調整し、防錆ゴム5aと保持片部5dの内径側端部がライニング層3fよりも挿口部3aの内径側に突出しないようにすることができる。
【0036】
そして、図4及び図5に示すように、シール部材4の嵌合部4aを嵌合溝2eの全周に亘って嵌合させた後、防錆カバー5を取り付けた挿口部3aを奥端面2hに当接するまで受口部2a内に挿入することで、挿口部3aの外周面3cと受口部2aの内周面2bとでバルブ部4bを弾性変形させながら、挿口部3aと受口部2aとの間を水密に密封する。
【0037】
このとき、図5に示すように、摺接部5jが受口部2aの奥端面2hとシール部材4のバルブ4bとの間で受口部2aの内周面2bに当接することで、摺接部5jと内周面2bとの間に生じる摩擦力によって、挿口部3aとガイドリング5bとが挿口部3aの管軸C方向に向け相対移動される。この挿口部3aとガイドリング5bとの相対移動によって、保持片部5dと管端面3bとの間の防錆ゴム5aがより強力に管端面3bに対して押圧される。
【0038】
更に、図6に示すように、摺接部5jを内周面2bに当接させながら、奥端面2hにガイドリング5bが当接するまで挿口部3aを受口部2a内に挿入していき、ガイドリング5bと奥端面2hとを当接させることで防錆ゴム5aを保持片部5dによって管端面3bに対して更に押圧し、防錆ゴム5aの管端面3bへの密着を確実に行う。
【0039】
尚、本実施例では、このように挿口部3aをガイドリング5bが受口部2a内の奥端面2hに当接するまで受口部2a内に挿入したが、防錆ゴム5aと管端面3bとの密着が十分になされていれば、挿口部3aをガイドリング5bと奥端面2hとを当接させるまで受口部2a内に挿入せずともよい。
【0040】
そして最後に、各ボルト7を螺入することによって各固定爪6の尖鋭刃6aを挿口部3aの外周面3cに食い込ませることで挿口部3aを受口部2a内で固定し、流体管2,3の接続を完了する。
【0041】
尚、本実施例では、ガイドリング5bを、防錆カバー5の前後方向を向き、ガイドリング5bの全周に亘って環状に形成された外周片部5cと、この外周片部5cの後端部から防錆カバー5の内径側に向けて延設された保持片部5dと、から構成し、ガイドリング5bを全周に亘り図2(b)に示す断面視において略L字形状となるよう形成したが、本実施例の第1の変形例として、ガイドリング5bの屈曲部5i内部に、ガイドリング5bを構成する軟質樹脂材よりも強い強度を有する硬質樹脂材や金属材等で構成された断面視略L字形状の芯材5mを埋設することで、ガイドリング5bの強度を向上させてもよい。
【0042】
このようにガイドリング5bを構成することで、挿口部3aを受口部2a内に挿入する際に、ガイドリング5bの外周片部5cに設けられた摺接部5jと受口部2a内の内周面2bとの摺接によって生じる摩擦力によるガイドリング5bの変形を抑えることが可能となる。
【0043】
また、本実施例では、防錆カバー5を挿口部3aに挿嵌させることで、防錆ゴム5aを保持片部5dと管端面3bとの間で弾性変形させ、防錆ゴム5aを管端面3bに密着させたが、本実施例の第2の変形例として、図8に示すように、ガイドリング5bにおける外周片部5cと保持片部5dとが成す屈曲部5nを防錆カバー5における外径側後方に向けて膨出させるとともに、この屈曲部5nの防錆カバー5における内径側に間隙5pを形成する。
【0044】
このようにガイドリング5bを構成することで、防錆カバー5を挿口部3aに挿嵌させる際、防錆ゴム5aが保持片部5dと管端面3bとの間で弾性変形されることで、防錆ゴム5aの一部が間隙5p内に伸出され、管端面3bと保持片部5dとの間で防錆ゴム5aに生じる復元力を小さく抑えることができる。
【0045】
以上、本実施例における防錆カバー5にあっては、ガイドリング5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3cに係合する外周片部5cと、外周片部5cから内径方向側に向けて延設された保持片部5dと、から構成され、外周片部5cと受口部2aの内周面2bとが摺接してガイドリング5bと挿口部3aとを挿口部3aの管軸C方向に相対移動させることで、防錆ゴム5aを管端面3bと保持片部5dとで挟圧するので、挿口部3aを受口部2aに挿入する際に保持片部5dと受口部2aの内周面2b間に生じる摩擦力によって、挿口部3aとガイドリング5bとを挿口部3aの管軸C方向に相対移動させることで、保持片部5dと管端面3bとの間で防錆ゴム5aを管端面3bに押圧し、防錆ゴム5aを管端面3bに密着させて防錆することができるので、挿口部3aを受口部2aに挿入する際に管端面3bと防錆ゴム5aとを離間させることなく防錆を維持することができる。
【0046】
また、防錆ゴム5aの外径側端部には、防錆カバー5の挿口部3aへの挿嵌方向に向けて膨出し、挿口部3aの外周面3cと外周片部5cとの間に挟持される膨出部5kが設けられているので、防錆ゴム5aは、挿口部3aと受口部2aとの間に流体管2,3内を流れる流体が流れ込んでも、膨出部5kを管端面3b近傍の挿口部3aの外周面3cに密着させることで、挿口部3aの外周面3bから管端面3bに向けての流体の浸入を防止することができるので、挿口部3aの管端面3b及び管端面3b近傍の挿口部3aの外周面3cに亘って防錆することができる。
【0047】
また、ガイドリング5bは、外周片部5cと保持片部5dとがなす屈曲部5iに芯材5mを備えているので、芯材5mによりガイドリング5bの強度を向上させることができるので、保持片部5dと受口部2aの内周面2b間に生じる摩擦力によるガイドリング5bの変形を抑え、安定して防錆カバー5の挿口部3aへの挿嵌を維持することができる。
【0048】
また、外周片部5cと挿口部3aとの間には、弾性変形する防錆ゴム5aの外径方向への伸出を許容する間隙5pが形成されているので、弾性変形した防錆ゴム5aの一部を間隙5p内に収容し、管端面3bと外周片部5cとの間で防錆ゴム5aから防錆カバー5に管端面3bから離間する方向に作用する防錆ゴム5aの復元力を小さく抑えることができる。
【0049】
以上、本発明の実施例を図面により説明してきたが、具体的な構成はこれら実施例に限られるものではなく、本発明の要旨を逸脱しない範囲における変更や追加があっても本発明に含まれる。
【0050】
例えば、前記実施例では、両流体管2,3を内部に上水が流れる水道管として説明したが、両流体管2,3内を流れる流体は上水の他、石油等の水以外の液体でもよく、また、液体とガス等の混合物であってもよい。
【0051】
また、前記実施例では、ガイドリング5bを正面視で環状の弾性を有する軟質樹脂材等により構成したが、突部5fを外周面3cに対して係合させることで防錆ゴム5aによる管端面3bの防錆を継続して行うことが可能であれば、ガイドリング5bは硬質樹脂材や耐食性を有する金属材等であってもよい。
【0052】
また、前記実施例では、管端面3bを流体管3を切断した切断面として説明したが、管端面3bは、鋳造した状態での流体管3の端面であってもよい。
【0053】
また、前記実施例では、弾性部材を反発弾性率が比較的低く粘着力を有するブチルゴムにより構成したが、弾性部材は、挿口部3aの管端面3bに密着して防錆可能であれば他の軟質樹脂、弾性体、エラストマー等であってもよい。
【0054】
また、前記実施例では、ガイドリング5bにて外周片部5cの後端部と保持片部5dの防錆カバー5における外径側端部とがなす屈曲部5i内に断面視略L字形状の芯材5mを埋設することで、ガイドリング5bの強度を向上させたが、芯材をガイドリング5bと別体に構成し、該芯材を、例えば、ガイドリング5bの外径側、または内径側から屈曲部5iに取り付けることでガイドリング5bの強度を向上させてもよい。
【符号の説明】
【0055】
1 管継手
2 流体管
2a 受口部
3 流体管
3a 挿口部
3b 管端面
3c 外周面
5 防錆カバー(防錆部材)
5a 防錆ゴム(弾性部材)
5b ガイドリング(保持部)
5c 外周片部(延設部)
5d 保持片部
5i 屈曲部
5j 摺接部
5k 膨出部
5m 芯材
5n 屈曲部
5p 間隙
【技術分野】
【0001】
本発明は、一方の流体管の管軸方向の先端部に形成された挿口部、及び挿口部が水密に挿入され、他方の流体管の管軸方向の先端部に形成された受口部から成る管継手において、挿口部に挿嵌されることで挿口部の管端面を押圧して防錆する弾性部材と、弾性部材を管端面とで保持する保持部と、で構成された環状の防錆部材に関する。
【背景技術】
【0002】
従来、管体(流体管)の端部(挿口部)に外嵌可能なリング本体(防錆部材)と、このリング本体の一端部内周縁から内径方向に形成された内向突片(保持片部)と、を備えた防食リング(防錆部材)がある。このような防食リングは、内向突片の管体の先端面(管端面)と対向する側の面にゴム系接着剤(弾性部材)を配置し、防食リングを管体に外嵌させることで管体の先端面にゴム系接着剤を接着させ、管体の先端面の防錆を行うとともにゴム系接着剤の接着力によりリング本体を管体の端部に係合させている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開平7−22198号公報(第5頁、第1図)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の防錆部材にあっては、防食リング(防錆部材)を管体(流体管)の端部(挿口部)に外嵌させて管体の先端面(管端面)にゴム系接着剤(弾性部材)を接着して先端面を防錆した後、管体の端部を他方の管体の端部に形成された受口部に挿入する場合、この管体の端部を他方の管体の端部に形成された受口部に挿入する過程において、ゴム系接着剤の乾燥やゴム系接着剤の復元力が働くことにより管体の先端面とゴム系接着剤とが部分的に離間してしまい、先端面の防錆を維持できない場合があるという問題がある。
【0005】
本発明は、このような問題点に着目してなされたもので、挿口部を受口部に挿入する際に、挿口部に挿嵌された状態で挿口部の管端面の防錆を維持することができる防錆部材を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、本発明の防錆部材は、
一方の流体管の管軸方向の先端部に形成された挿口部、及び該挿口部が水密に挿入され、他方の流体管の管軸方向の先端部に形成された受口部から成る管継手において、前記挿口部に挿嵌されることで該挿口部の管端面を押圧して防錆する弾性部材と、該弾性部材を前記管端面とで保持する保持部と、で構成された環状の防錆部材であって、
前記保持部は、前記挿口部への挿嵌方向に向けて延設され、前記挿口部の外周面に係合する延設部と、該延設部から内径方向側に向けて延設された保持片部と、から構成され、前記延設部と前記受口部の内周面とが摺接して前記保持部と前記挿口部とを前記挿口部の管軸方向に相対移動させることで、前記弾性部材を前記管端面と前記保持片部とで挟圧することを特徴としている。
この特徴によれば、挿口部を受口部に挿入する際に保持片部と受口部の内周面間に生じる摩擦力によって、挿口部と保持部とを挿口部の管軸方向に相対移動させることで、保持片部と管端面との間で弾性部材を管端面に押圧し、弾性部材を管端面に密着させて防錆することができるので、挿口部を受口部に挿入する際に管端面と弾性部材とを離間させることなく防錆を維持することができる。
【0007】
本発明の防錆部材は、
前記弾性部材の外径側端部には、前記防錆部材の前記挿口部への挿嵌方向に向けて膨出し、前記挿口部の外周面と前記延設部との間に挟持される膨出部が設けられていることを特徴としている。
この特徴によれば、弾性部材は、挿口部と受口部との間に流体管内を流れる流体が流れ込んでも、膨出部を管端面近傍の挿口部の外周面に密着させることで、挿口部の外周面から管端面に向けての流体の浸入を防止することができるので、挿口部の管端面及び管端面近傍の挿口部の外周面に亘って防錆することができる。
【0008】
本発明の防錆部材は、
前記保持部は、前記延設部と前記保持片部とがなす屈曲部に芯材を備えていることを特徴としている。
この特徴によれば、芯材により保持部の強度を向上させることができるので、保持片部と受口部の内周面間に生じる摩擦力による保持部の変形を抑え、安定して防錆部材の挿口部への挿嵌を維持することができる。
【0009】
本発明の防錆部材は、
前記保持部と前記挿口部との間には、弾性変形する前記弾性部材の外径方向への伸出を許容する間隙が形成されていることを特徴としている。
この特徴によれば、弾性変形した弾性部材の一部を間隙内に収容し、管端面と保持部との間で弾性部材から防錆部材に管端面から離間する方向に作用する弾性部材の復元力を小さく抑えることができる。
【図面の簡単な説明】
【0010】
【図1】実施例における受口部と挿口部とを示す管継手の分解断面図である。
【図2】(a)は、防錆カバーを示す正面図であり、(b)は、図2(a)における防錆カバーのA−A断面図である。
【図3】防錆カバーの挿口部への取り付けを示す断面図である。
【図4】防錆カバーが挿嵌された挿口部の受口部への挿入を示す断面図である。
【図5】摺接部と受口部の内周面との摺接を示す断面図である。
【図6】挿口部の受口部への挿入を完了した状態を示す断面図である。
【図7】本実施例の第1の変形例としての防錆カバーの断面図である。
【図8】本実施例の第2の変形例としての防錆カバーの挿口部への取り付けを示す断面図である。
【発明を実施するための形態】
【0011】
本発明に係る防錆部材を実施するための形態を実施例に基づいて以下に説明する。
【実施例】
【0012】
実施例に係る管継手につき、図1から図8を参照して説明する。以下、本実施例では、図1の紙面左側及び図2(a)の紙面手前側を防錆カバーの正面側(前方側)として説明する。図1の符号1は、本発明における防錆部材として防錆カバーが適用された管継手である。
【0013】
図1に示すように、本実施例における管継手1は、管軸C方向の先端部に受口部2aが形成された流体管2と、管軸C方向の先端部に受口部2a内に挿入される挿口部3aが形成された流体管3と、弾性を有し受口部2aと挿口部3aとの間から流体が漏出することを防止するシール部材4と、流体管3を管軸Cに対し略直交に切断することで、挿口部3aに流体管3自体の金属素地が露出して形成された切断面としての管端面3bを防錆するための本発明における防錆部材としての防錆カバー5と、から構成されている。これら流体管2,3は、例えば、内部に流体としての上水を流すための水道管等である。
【0014】
これら流体管2,3は、本実施例では、ダクタイル鋳鉄を鋳型に流し込んだ後に冷却することで製造されるダクタイル鋳鉄管である。尚、図示しないが、ダクタイル鋳鉄管用の鋳型の内面には、流体管2,3の鋳造後に流体管2,3が前記鋳型から外れ易くするよう無数の凹凸部が略全面に亘り打刻されている。
【0015】
このため、図3に示すように、流体管2,3は、鋳造工程でダクタイル鋳鉄が前記鋳型の前記凹凸部にも流し込まれることにより、ダクタイル鋳鉄が冷却されて前記鋳型から外された流体管2,3の外周面3cの略全周(流体管2の外周面は図示せず)に亘って、複数の凹部3gを有する被係合部3eが形成されている。
【0016】
尚、本実施例の流体管2,3は、重力鋳造法やダイカスト鋳造法、遠心鋳造法等によって鋳造されている。特に、遠心鋳造法によって流体管2,3が鋳造される場合には、前記鋳型の内面に形成された無数の凹部によって鋳型内で遠心運動を行う液状のダクタイル鋳鉄に摩擦力を与え、ダクタイル鋳鉄の偏りが少ない流体管2,3を鋳造することができる。
【0017】
更に尚、流体管2,3は、鋳造後に外周面3cの略全周に亘って図示しない防錆塗料が塗布されるようになっており、この防錆塗料が被係合部3eの凹部に溜まりこむことで、流体管2,3の外周面3cの防錆効果が上昇するようになっている。
【0018】
受口部2aの先端は、内径が挿口部3aの外径よりも大径の内周面2bに形成されている。この受口部2aの先端部には、周方向に所定間隔おきに管軸Cに向けて開口する溝部2cが受口部2aに形成されている。これら溝部2c内には、金属材等で構成され、管軸C側を向く端部に尖鋭刃6aを有している固定爪6が配置されている。
【0019】
更に、受口部2aの先端部には、周方向に所定間隔おきにボルト孔2dが複数形成されている。これらボルト孔2dは、それぞれ異なる溝部2cに連通しているとともにボルト7が螺着されている。このため、固定爪6は、ボルト7を螺入することによって管軸Cに向けて押圧されるようになっている。尚、受口部2aの内周面2bにおける溝部2cよりも挿口部3aの挿入方向側には、シール部材4の後述する嵌合部4aが嵌合するための、環状の嵌合溝2eが形成されている。
【0020】
受口部2aの内周面2bにおける嵌合溝2eよりも奥側には、受口部2aの先端よりも小径の内周面2gに連設するように、管軸Cに対して略垂直をなす環状の奥端面2hが形成されている。
【0021】
尚、図1に示すように、流体管3の内周面3dには、流体管2,3内を流れる流体からの防錆を行う防錆処理として、モルタルによってライニング層3fが形成されている。尚、このライニング層3fは、本実施例では防錆のために十分な肉厚を有するモルタルで構成されているが、流体管3の内周面3dを防錆可能であればより薄層に形成してもよいし、例えば防錆材から成る粉体塗料によって薄層のコーティング層で構成しても構わない。
【0022】
シール部材4は、図1及び図4に示すように、嵌合溝2eに嵌合される嵌合部4aを備えている。また、この嵌合部4aからは、受口部2aの内周面2bと受口部2a内に挿入された挿口部3aの外周面3cとの間隙を水密的に密封するためのバルブ部4bが膨出している。
【0023】
図1、図2(a)及び図2(b)に示すように、防錆カバー5は、挿口部3aの管端面3bを全周に亘って防錆するための本発明における弾性部材としての環状に形成された防錆ゴム5aと、管端面3bを防錆する際に防錆ゴム5aを挿口部3aとの間で保持する本発明における保持部としてのガイドリング5bと、から構成されている。ガイドリング5bは、正面視で環状の弾性を有する軟質樹脂材等により構成されており、防錆ゴム5aは、低反発弾性材、すなわち反発弾性率が比較的低い材料であって、粘着力を有するブチルゴムにより構成されている。
【0024】
また、ガイドリング5bは、図2(b)に示すように、防錆カバー5の前後方向を向き、ガイドリング5bの全周に亘って環状に形成された本発明における延設部としての外周片部5cと、この外周片部5cの後端部から防錆カバー5の内径側に向けて延設された保持片部5dと、から構成されている。このため、外周片部5cの後端部と保持片部5dの防錆カバー5における外径側端部との間は、ガイドリング5bを全周に亘り図2(b)に示す断面視で略L字形状をなすように形成する屈曲部5iに形成されている。
【0025】
このうち、外周片部5cは、防錆カバー5の挿口部3aへの後述する挿嵌方向側である正面側に向けて漸次縮径するテーパー状に形成されている。このため、ガイドリング5bは、後端部の直径が受口部3aの直径よりも僅かに長寸に形成されている。また、外周片部5cの内周面5eには、外周片部5cの周方向の全周に亘って本発明における係合部としての突部5fが管軸C方向に離間して2条突設されている。
【0026】
更に、外周片部5cの前端部には、周方向に所定間隔おきに正面側に向けて漸次拡径するテーパー状に形成された摺接部5jが形成されている。これら摺接部5jは、図5に示すように、挿口部3aが受口部2a内に挿入された際に受口部2aの内周面2bに摺接可能なように外周片部5cの後端部における外径よりも僅かに大径に形成されている。
【0027】
図2(b)及び図3に示すように、防錆ゴム5aと保持片部5dは、ガイドリング5bの径方向に略同一長さの寸法を有しており、防錆ゴム5aは、保持片部5dの正面側に接着剤等で固着されている。この防錆ゴム5aの防錆カバー5における外径側端部には、防錆カバー5の挿口部3aへの前記挿嵌方向側である正面側に向けて膨出部5kが膨出している。尚、図2(a)及び図2(b)に示すように、防錆ゴム5aの内径側端部には、防錆ゴム5aの周方向の全周に亘って切欠5gが防錆ゴム5aの正面側に向けて開口するように形成されている。
【0028】
同様に、保持片部5dのガイドリング5bにおける内径側端部には、保持片部5dの周方向の全周に亘って切欠5hがガイドリング5bの背面側に向けて開口するように形成されている。これら切欠5g,5hは管軸C方向で対向しており、後述するように、使用者が防錆ゴム5aと保持片部5dの内径側を切欠5g,5hに沿って切除することで、防錆ゴム5aと保持片部5dの径方向側の寸法を短寸に調整可能となっている。尚、切欠5g若しくは切欠5hは、必ずしも本実施例のように周方向に全周に亘って形成されているものに限られず、例えば周方向に沿って所定間隔置きにミシン目状に形成されていても構わない。
【0029】
次に、前述のように構成した管継手1を用いる流体管2,3の接続について説明する。先ず、図1及び図3に示すように、防錆カバー5を流体管3の管軸C上に配置し、防錆カバー5の正面側を挿口部3aの管端面3bと対向させる。そして、防錆カバー5の正面側に向けて漸次縮径するテーパー状に形成されている外周片部5cを、挿口部3aに押し付けて先端部を拡径させた状態で外周面3cに摺接させながら、防錆カバー5を挿口部3aの管端面3bに向けて挿嵌させることで、保持片部5dによって防錆ゴム5aを管端面3bに向けて押圧する。
【0030】
この保持片部5dによる防錆ゴム5aの管端面3bへの押圧によって、各突部5f,5fが外周片部5cの縮径方向への復元力によって凹部3gに係合するとともに、防錆ゴム5aは管端面3bに密着する形状に弾性変形するとともに管端面3bに密着する。
【0031】
このとき、防錆ゴム5aは、保持片部5dと管端面3bとで挟圧されることによる弾性変形に伴い、防錆カバー5における内径側及び外径側に向けて伸出される。更に、膨出部5kは、図3に示すように、防錆カバー5が挿口部3aに挿嵌されることで外周片部5cの内周面5eと管端面3b近傍の外周面3cとの間で挟持される。この外周片部5cの内周面5eと管端面3b近傍の外周面3cとによる膨出部5kの挟持により、膨出部5kは、弾性変形して外周片部5cの内周面5eと管端面3b近傍の外周面3cとの双方に対して密着し、外周片部5cの内周面5e及び管端面3b近傍の外周面3cを防錆することができる。
【0032】
また、防錆ゴム5aは、ブチルゴムからなる防錆ゴム5a自身が有する粘着力により、前記弾性変形した状態で管端面3bに接着されるとともに、ブチルゴムからなる防錆ゴム5a自身が有する低反発弾性の範囲で弾性復元しようとする力により、外周片部5cから突設された各突部5f,5fをそれぞれ被係合部3eに形成された凹部3gに対してより強力に係合させる。
【0033】
これら各突部5f,5fと被係合部3eとの凹凸係合によって、防錆カバー5は、挿口部3aを外径側に配置された外周片部5cによって径方向に押圧し、挿口部3aに対して位置決めがなされる。更に、防錆ゴム5aは、保持片部5dと管端面3bとの間で弾性変形して管端面3bに密着した状態で保持され、挿口部3aに対する防錆カバー5の取り付けが終了する。
【0034】
尚、本実施例では、ライニング層3fを含む挿口部3aの肉厚は、防錆ゴム5a及び保持片部5dの径方向の寸法よりも長寸に形成されているため、防錆ゴム5a及び保持片部5dは、管端面3bの外周側であるダクタイル鋳鉄で構成された側を防錆しながら、内径側端部がライニング層3fの内径側端部よりも外径側に配置される。このため、防錆ゴム5a及び保持片部5dの内径側の端部は、流体管2,3内を流れる流体から受ける抗力を小さく抑えることができるようになっている。
【0035】
更に尚、特に図示しないが、ライニング層3fを含む挿口部3aの肉厚が防錆ゴム5a及び保持片部5dの径方向の寸法よりも長寸に形成されている場合には、使用者が防錆ゴム5aと保持片部5dの内径側を切欠5g,5hに沿って切除することで防錆ゴム5aと保持片部5dとの径方向の寸法を短寸に調整し、防錆ゴム5aと保持片部5dの内径側端部がライニング層3fよりも挿口部3aの内径側に突出しないようにすることができる。
【0036】
そして、図4及び図5に示すように、シール部材4の嵌合部4aを嵌合溝2eの全周に亘って嵌合させた後、防錆カバー5を取り付けた挿口部3aを奥端面2hに当接するまで受口部2a内に挿入することで、挿口部3aの外周面3cと受口部2aの内周面2bとでバルブ部4bを弾性変形させながら、挿口部3aと受口部2aとの間を水密に密封する。
【0037】
このとき、図5に示すように、摺接部5jが受口部2aの奥端面2hとシール部材4のバルブ4bとの間で受口部2aの内周面2bに当接することで、摺接部5jと内周面2bとの間に生じる摩擦力によって、挿口部3aとガイドリング5bとが挿口部3aの管軸C方向に向け相対移動される。この挿口部3aとガイドリング5bとの相対移動によって、保持片部5dと管端面3bとの間の防錆ゴム5aがより強力に管端面3bに対して押圧される。
【0038】
更に、図6に示すように、摺接部5jを内周面2bに当接させながら、奥端面2hにガイドリング5bが当接するまで挿口部3aを受口部2a内に挿入していき、ガイドリング5bと奥端面2hとを当接させることで防錆ゴム5aを保持片部5dによって管端面3bに対して更に押圧し、防錆ゴム5aの管端面3bへの密着を確実に行う。
【0039】
尚、本実施例では、このように挿口部3aをガイドリング5bが受口部2a内の奥端面2hに当接するまで受口部2a内に挿入したが、防錆ゴム5aと管端面3bとの密着が十分になされていれば、挿口部3aをガイドリング5bと奥端面2hとを当接させるまで受口部2a内に挿入せずともよい。
【0040】
そして最後に、各ボルト7を螺入することによって各固定爪6の尖鋭刃6aを挿口部3aの外周面3cに食い込ませることで挿口部3aを受口部2a内で固定し、流体管2,3の接続を完了する。
【0041】
尚、本実施例では、ガイドリング5bを、防錆カバー5の前後方向を向き、ガイドリング5bの全周に亘って環状に形成された外周片部5cと、この外周片部5cの後端部から防錆カバー5の内径側に向けて延設された保持片部5dと、から構成し、ガイドリング5bを全周に亘り図2(b)に示す断面視において略L字形状となるよう形成したが、本実施例の第1の変形例として、ガイドリング5bの屈曲部5i内部に、ガイドリング5bを構成する軟質樹脂材よりも強い強度を有する硬質樹脂材や金属材等で構成された断面視略L字形状の芯材5mを埋設することで、ガイドリング5bの強度を向上させてもよい。
【0042】
このようにガイドリング5bを構成することで、挿口部3aを受口部2a内に挿入する際に、ガイドリング5bの外周片部5cに設けられた摺接部5jと受口部2a内の内周面2bとの摺接によって生じる摩擦力によるガイドリング5bの変形を抑えることが可能となる。
【0043】
また、本実施例では、防錆カバー5を挿口部3aに挿嵌させることで、防錆ゴム5aを保持片部5dと管端面3bとの間で弾性変形させ、防錆ゴム5aを管端面3bに密着させたが、本実施例の第2の変形例として、図8に示すように、ガイドリング5bにおける外周片部5cと保持片部5dとが成す屈曲部5nを防錆カバー5における外径側後方に向けて膨出させるとともに、この屈曲部5nの防錆カバー5における内径側に間隙5pを形成する。
【0044】
このようにガイドリング5bを構成することで、防錆カバー5を挿口部3aに挿嵌させる際、防錆ゴム5aが保持片部5dと管端面3bとの間で弾性変形されることで、防錆ゴム5aの一部が間隙5p内に伸出され、管端面3bと保持片部5dとの間で防錆ゴム5aに生じる復元力を小さく抑えることができる。
【0045】
以上、本実施例における防錆カバー5にあっては、ガイドリング5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3cに係合する外周片部5cと、外周片部5cから内径方向側に向けて延設された保持片部5dと、から構成され、外周片部5cと受口部2aの内周面2bとが摺接してガイドリング5bと挿口部3aとを挿口部3aの管軸C方向に相対移動させることで、防錆ゴム5aを管端面3bと保持片部5dとで挟圧するので、挿口部3aを受口部2aに挿入する際に保持片部5dと受口部2aの内周面2b間に生じる摩擦力によって、挿口部3aとガイドリング5bとを挿口部3aの管軸C方向に相対移動させることで、保持片部5dと管端面3bとの間で防錆ゴム5aを管端面3bに押圧し、防錆ゴム5aを管端面3bに密着させて防錆することができるので、挿口部3aを受口部2aに挿入する際に管端面3bと防錆ゴム5aとを離間させることなく防錆を維持することができる。
【0046】
また、防錆ゴム5aの外径側端部には、防錆カバー5の挿口部3aへの挿嵌方向に向けて膨出し、挿口部3aの外周面3cと外周片部5cとの間に挟持される膨出部5kが設けられているので、防錆ゴム5aは、挿口部3aと受口部2aとの間に流体管2,3内を流れる流体が流れ込んでも、膨出部5kを管端面3b近傍の挿口部3aの外周面3cに密着させることで、挿口部3aの外周面3bから管端面3bに向けての流体の浸入を防止することができるので、挿口部3aの管端面3b及び管端面3b近傍の挿口部3aの外周面3cに亘って防錆することができる。
【0047】
また、ガイドリング5bは、外周片部5cと保持片部5dとがなす屈曲部5iに芯材5mを備えているので、芯材5mによりガイドリング5bの強度を向上させることができるので、保持片部5dと受口部2aの内周面2b間に生じる摩擦力によるガイドリング5bの変形を抑え、安定して防錆カバー5の挿口部3aへの挿嵌を維持することができる。
【0048】
また、外周片部5cと挿口部3aとの間には、弾性変形する防錆ゴム5aの外径方向への伸出を許容する間隙5pが形成されているので、弾性変形した防錆ゴム5aの一部を間隙5p内に収容し、管端面3bと外周片部5cとの間で防錆ゴム5aから防錆カバー5に管端面3bから離間する方向に作用する防錆ゴム5aの復元力を小さく抑えることができる。
【0049】
以上、本発明の実施例を図面により説明してきたが、具体的な構成はこれら実施例に限られるものではなく、本発明の要旨を逸脱しない範囲における変更や追加があっても本発明に含まれる。
【0050】
例えば、前記実施例では、両流体管2,3を内部に上水が流れる水道管として説明したが、両流体管2,3内を流れる流体は上水の他、石油等の水以外の液体でもよく、また、液体とガス等の混合物であってもよい。
【0051】
また、前記実施例では、ガイドリング5bを正面視で環状の弾性を有する軟質樹脂材等により構成したが、突部5fを外周面3cに対して係合させることで防錆ゴム5aによる管端面3bの防錆を継続して行うことが可能であれば、ガイドリング5bは硬質樹脂材や耐食性を有する金属材等であってもよい。
【0052】
また、前記実施例では、管端面3bを流体管3を切断した切断面として説明したが、管端面3bは、鋳造した状態での流体管3の端面であってもよい。
【0053】
また、前記実施例では、弾性部材を反発弾性率が比較的低く粘着力を有するブチルゴムにより構成したが、弾性部材は、挿口部3aの管端面3bに密着して防錆可能であれば他の軟質樹脂、弾性体、エラストマー等であってもよい。
【0054】
また、前記実施例では、ガイドリング5bにて外周片部5cの後端部と保持片部5dの防錆カバー5における外径側端部とがなす屈曲部5i内に断面視略L字形状の芯材5mを埋設することで、ガイドリング5bの強度を向上させたが、芯材をガイドリング5bと別体に構成し、該芯材を、例えば、ガイドリング5bの外径側、または内径側から屈曲部5iに取り付けることでガイドリング5bの強度を向上させてもよい。
【符号の説明】
【0055】
1 管継手
2 流体管
2a 受口部
3 流体管
3a 挿口部
3b 管端面
3c 外周面
5 防錆カバー(防錆部材)
5a 防錆ゴム(弾性部材)
5b ガイドリング(保持部)
5c 外周片部(延設部)
5d 保持片部
5i 屈曲部
5j 摺接部
5k 膨出部
5m 芯材
5n 屈曲部
5p 間隙
【特許請求の範囲】
【請求項1】
一方の流体管の管軸方向の先端部に形成された挿口部、及び該挿口部が水密に挿入され、他方の流体管の管軸方向の先端部に形成された受口部から成る管継手において、前記挿口部に挿嵌されることで該挿口部の管端面を押圧して防錆する弾性部材と、該弾性部材を前記管端面とで保持する保持部と、で構成された環状の防錆部材であって、
前記保持部は、前記挿口部への挿嵌方向に向けて延設され、前記挿口部の外周面に係合する延設部と、該延設部から内径方向側に向けて延設された保持片部と、から構成され、前記延設部と前記受口部の内周面とが摺接して前記保持部と前記挿口部とを前記挿口部の管軸方向に相対移動させることで、前記弾性部材を前記管端面と前記保持片部とで挟圧することを特徴とする防錆部材。
【請求項2】
前記弾性部材の外径側端部には、前記防錆部材の前記挿口部への挿嵌方向に向けて膨出し、前記挿口部の外周面と前記延設部との間に挟持される膨出部が設けられていることを特徴とする請求項1に記載の防錆部材。
【請求項3】
前記保持部は、前記延設部と前記保持片部とがなす屈曲部に芯材を備えていることを特徴とする請求項1または2に記載の防錆部材。
【請求項4】
前記保持部と前記挿口部との間には、弾性変形する前記弾性部材の外径方向への伸出を許容する間隙が形成されていることを特徴とする請求項1ないし3のいずれかに記載の防錆部材。
【請求項1】
一方の流体管の管軸方向の先端部に形成された挿口部、及び該挿口部が水密に挿入され、他方の流体管の管軸方向の先端部に形成された受口部から成る管継手において、前記挿口部に挿嵌されることで該挿口部の管端面を押圧して防錆する弾性部材と、該弾性部材を前記管端面とで保持する保持部と、で構成された環状の防錆部材であって、
前記保持部は、前記挿口部への挿嵌方向に向けて延設され、前記挿口部の外周面に係合する延設部と、該延設部から内径方向側に向けて延設された保持片部と、から構成され、前記延設部と前記受口部の内周面とが摺接して前記保持部と前記挿口部とを前記挿口部の管軸方向に相対移動させることで、前記弾性部材を前記管端面と前記保持片部とで挟圧することを特徴とする防錆部材。
【請求項2】
前記弾性部材の外径側端部には、前記防錆部材の前記挿口部への挿嵌方向に向けて膨出し、前記挿口部の外周面と前記延設部との間に挟持される膨出部が設けられていることを特徴とする請求項1に記載の防錆部材。
【請求項3】
前記保持部は、前記延設部と前記保持片部とがなす屈曲部に芯材を備えていることを特徴とする請求項1または2に記載の防錆部材。
【請求項4】
前記保持部と前記挿口部との間には、弾性変形する前記弾性部材の外径方向への伸出を許容する間隙が形成されていることを特徴とする請求項1ないし3のいずれかに記載の防錆部材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−145200(P2012−145200A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−5921(P2011−5921)
【出願日】平成23年1月14日(2011.1.14)
【出願人】(000105556)コスモ工機株式会社 (270)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年1月14日(2011.1.14)
【出願人】(000105556)コスモ工機株式会社 (270)
【Fターム(参考)】
[ Back to top ]