
防風性、防水透湿性に優れる積層シート、それを用いた生地及びそれらの製造方法
【課題】それ自体防水透湿性と防風性を合わせ持ち、且つ簡単な熱プレスにより、他の生地やその他の基材に貼り合わせることができ、生地や基材に、優れた防水透湿性と好適な防風性(通気性)を付与することができる材料を提供する。
【解決手段】不織布(A)の片面に、エレクトロスピニング法によって形成されたナノファイバー層(B)と、非全面的な状態でドット状に塗布されたホットメルト接着剤(C)とを順次積層してなる積層シート。また該積層シートを芯地として用い、そのホットメルト接着剤(C)側に表地生地と接着一体化した生地、及びそれらの製造方法。
【解決手段】不織布(A)の片面に、エレクトロスピニング法によって形成されたナノファイバー層(B)と、非全面的な状態でドット状に塗布されたホットメルト接着剤(C)とを順次積層してなる積層シート。また該積層シートを芯地として用い、そのホットメルト接着剤(C)側に表地生地と接着一体化した生地、及びそれらの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、防風性、防水透湿性に優れる積層シート、それを用いた生地及びそれらの製造方法に関し、さらに詳しくは、不織布の片面に、ナノファイバーからなる不織布を積層した、防風性、防水透湿性に優れる積層シート、それを用いた生地及びそれらの製造方法に関する。
【背景技術】
【0002】
最近の衣類は、ユーザーの多様化と商品感覚の高度化によって、その用途に応じて、高度の機能が付与されたものが求められるようになってきている。例えば、屋外で着用されるスポーツ着や作業着の場合、かいた汗がいつまでも肌のところに留まる不快感が嫌われ、また一方、寒い外気から体を保温するため、風を遮る機能が求められている。
このような消費者ニーズに応えるために、汗等の湿気は、透過することができるが、外気の流れを遮断することができるような機能を持った外衣を提供することが要望されている。
【0003】
上記の要望等に対応する衣類または生地として、2枚の表地の間にポリウレタン製など多孔質フィルムを挿入したものが市場に出ている。この商品は、上記の要求性能を満たすものであるが、既に一つの固定した形態でしかなく、市場にある種々のタイプの好みの表地生地と組み合せて、それに防風性、防水透湿性を付与する目的で使用できるものでないという難点を有している。
したがって、衣類または生地に、防風性、防水透湿性の機能を付与するために、汗等の湿気は、透過することができるが、外気の流れを遮断することができるような機能を持った繊維、織物自身の改良と同時に、種々のタイプの好みの表地生地と組み合せることができる芯地等の改良も、要望されている。
【0004】
上記芯地について、従来から、衣服においては、生地素材の特性を生かし、生地素材の弱点を補強するために、種々の芯地が使用されている。これら芯地の1つとして、繊維シートの片面に接着剤を付着させた、いわゆる接着芯地があり、この接着芯地は、生地に熱プレスさせることにより、可縫性や保型性を生地に付与する機能を有しているため、好適に使用されている。
上記接着芯地は、衣服に保型性を持たせる目的で広く用いられており、表地と接着するための接着樹脂を芯地基布に所定形状で被着形成した構成が一般的である。芯地基材布として、織編物や不織布などが用いられ、接着樹脂には、接着プレス機などの加熱手段により、表地と容易に熱接着し得るホットメルト樹脂が利用されている。接着プレス機は、主に縫製工場で使用される温度・圧力・時間の調整が出来るプレス機をいう。
これら接着芯地の基材の一つとして、不織布芯地は、保型性の出にくい素材に補強して保型性を出す基材として多用されている。特に不織布に接着剤を塗布した接着芯地は、芯地の特性が生地に影響を与えることが多く、その選択には種々検討が加えられている。
【0005】
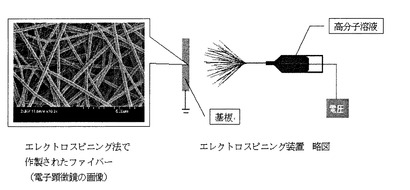
一方、近年、簡単にサブミクロンスケールの直径を持つファイバーを作製できる技術として、エレクトロスピニング法が注目されている。この手法は、図1に示すように、高分子(ポリマー)溶液に高電圧を印加することによって、溶液をキャピラリー先端からスプレーし、ポリマー溶液を極細化すると同時に溶媒を蒸発させ、続いてポリマーを捕集することにより、一工程で超極細繊維(ナノファイバー)を形成させるものである。ファイバーの太さは、印加電圧、溶液濃度、スプレーの飛散距離に依存する。基板上に連続的にファイバーを作製することによって、立体的な網目をもつ3次元構造の薄膜が得られる。また、この手法では、膜を布のように厚くすることが可能であり、サブミクロンの網目をもつ不織布を作製することができる。すなわち、エレクトロスピニング法では、一工程で超極細繊維(ナノファイバー)からなる不織布を得ることができる。
【0006】
エレクトロスピニング法を用いた不織布などとしては、例えば、繊維径の小さい繊維が均一に分散した平均流量孔径の小さい、各種性能の優れる不織布、及びその製造方法を提供するために、どこにおいても束状の状態にはない繊維から構成される、平均流量孔径が0.8μm以下の不織布であり、前記構成繊維の平均繊維径が1μm以下であり、しかも前記構成繊維の繊維径の標準偏差(Dd)の、平均繊維径(Da)に対する比(Dd/Da)が、0.2以下であることを特徴とする不織布、及び(1)紡糸溶液をノズルから押し出すとともに、押し出した紡糸溶液に電界を作用させて繊維化する紡糸工程、(2)前記繊維を捕集体上に集積させて繊維ウエブを形成する集積工程、(3)前記繊維ウエブに圧力を加えて緻密化し、不織布を形成する緻密化工程、とを含むことを特徴とする、不織布の製造方法(特許文献1参照。)や、電荷誘導紡糸法を用いて、均一な形状および特性を有する不織布を高速かつ安全に量産するために、(1)正または負に帯電させた高分子化合物を含有する溶液を紡出する紡出部(A)から、(2)当該部位とは逆の極性に帯電させた板状の電極(B)に向けて高分子化合物溶液を吐出し、(3)当該高分子化合物からなる繊維構造物を堆積させる不織布の製造方法であって、(4)紡出部(A)と電極(B)の間に、複数の孔を有する平面状構造体(C)を挿入し、(5)当該構造体(C)表面上に高分子化合物からなる繊維構造体を堆積させて不織布を得ることを特徴とする電荷誘電紡糸法による不織布の製造方法(特許文献2参照。)や、帯電防止能の優れたフィルムまたはシートの積層体及びその製造方法を提供するために、合成樹脂からなるフィルムまたはシートの少なくとも片面に、1nm〜10μmの繊維径と繊維径に対して100倍以上の長さを有する微細な長繊維を含む層が積層されていることを特徴とする積層体、及び溶融押出法で合成樹脂のフィルムまたはシートを形成した後、エレクトロスピニング法により長繊維層を含む層を、該フィルムまたはシート上に形成し、縦方向および/又は横方向に延伸することを特徴とする積層体の製造方法(特許文献3参照。)などが提案されている。
しかし、前記接着芯地や生地などの構成成分として、エレクトロスピニング法を用いた不織布を用いたものは、未だ見当らない。
【特許文献1】特開2005−029931号公報
【特許文献1】特開2005−273067号公報
【特許文献3】特開2006−123360号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、上記従来技術の問題点に鑑み、それ自体防水透湿性と防風性を合わせ持ち、且つ簡単な熱プレスにより、他の生地やその他の基材に貼り合わせることができ、生地や基材に、優れた防水透湿性と好適な防風性(通気性)を付与することができる材料を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、ナノファイバーは径が細く、その集積体である超極細繊維(ナノファイバー)からなる不織布は、気孔率が大きいため、透湿性に優れると、また、不織布を厚くすることやファイバーの太さを変えることなどの対策により防風性にも優れると、想到し、従来の芯地基布としての不織布に、超極細繊維(ナノファイバー)からなる不織布(即ち、ナノファイバー層)を接着・積層することにより、優れた防水透湿性と防風性を付与できることを、また、その積層体(シート)を衣服用の機能性芯地として、好適に用いることができることを見出し、さらに、検討を重ね、本発明を完成するに至った。
【0009】
すなわち、本発明の第1の発明によれば、不織布(A)の片面に、エレクトロスピニング法によって形成されたナノファイバー層(B)と、非全面的な状態でドット状に塗布されたホットメルト接着剤(C)とを順次積層してなる積層シートが提供される。
また、本発明の第2の発明によれば、第1の発明において、不織布(A)とナノファイバー層(B)との間に、非全面的な状態でドット状にホットメルト接着剤(C’)が塗布されていることを特徴とする積層シートが提供される。
さらに、本発明の第3の発明によれば、第1の発明において、不織布(A)の他の片面に、非全面的な状態でドット状にホットメルト接着剤(C”)が塗布されていることを特徴とする積層シートが提供される。
【0010】
本発明の第4の発明によれば、第1の発明において、不織布(A)は、ポリアミド、ポリエステル、アクリル、レーヨン、綿、および羊毛からなる群から選ばれる少なくとも1種の繊維材料から形成されることを特徴とする積層シートが提供される。
また、本発明の第5の発明によれば、第1の発明において、ナノファイバー層(B)は、ポリウレタン、ポリアミド、ポリアクリロニトリル、ポリビニルアルコール、メタ系アラミド、ポリエステル、およびポリ乳酸からなる群から選ばれる少なくとも1種の樹脂材料から形成される単位繊維で構成されることを特徴とする積層シートが提供される。
さらに、本発明の第6の発明によれば、第5の発明において、前記単位繊維の繊維径は、200〜800nmであることを特徴とする積層シートが提供される。
【0011】
本発明の第7の発明によれば、第1の発明において、ナノファイバー層(B)の積層量は、0.5〜10g/m2であることを特徴とする積層シートが提供される。
また、本発明の第8の発明によれば、第1〜7のいずれかの発明において、JIS L1099の塩化カルシウム法(A−1法)による透湿度が3000〜20000(g/m2・24h)、及びJIS L1018による通気性が0〜20(cm3/cm2/s)の範囲であることを特徴とする積層シートが提供される。
さらに、本発明の第9の発明によれば、第1〜8のいずれかの発明に係る積層シートを製造する方法であって、下記の(I)〜(III)の工程を含むことを特徴とする積層シートの製造方法が提供される。
(I):不織布(A)を準備し、そのまま使用するか、或いは、その片面上に、ドット加工法により、ホットメルト接着剤(C’)を非全面的な状態で積層する工程
(II):不織布(A)の片面上に、或いは、そのホットメルト接着剤(C’)側に、エレクトロスピニング法により、ナノファイバー層(B)を形成させる工程
(III):ナノファイバー層(B)に、ドット加工法により、ホットメルト接着剤(C)を非全面的な状態で塗布する工程
【0012】
一方、本発明の第10の発明によれば、第1〜8のいずれかの発明に係る積層シートを芯地として用い、そのホットメルト接着剤(C)側に表地生地と接着一体化してなる生地が提供される。
また、本発明の第11の発明によれば、第3の発明に係る積層シートを芯地として用い、そのホットメルト接着剤(C”)側に裏地生地と接着一体化してなる生地が提供される。
さらに、本発明の第12の発明によれば、前記(I)〜(III)の工程に加え、下記の(IV)の工程を含むことを特徴とする第10の発明に係る生地の製造方法が提供される。
(IV):積層シートのホットメルト接着剤(C)側に、熱プレスにより、表地生地を接着一体化する工程
またさらに、本発明の第13の発明によれば、前記(I)〜(IV)の工程に加え、下記の(V)の工程を含むことを特徴とする第10の発明に係る生地の製造方法が提供される。
(V):積層シートのホットメルト接着剤(C”)側に、熱プレスにより、裏地生地を接着一体化する工程
【発明の効果】
【0013】
本発明の積層シートは、上述のような構成、すなわち、不織布(A)の片面に、特定のナノファイバー層(B)およびホットメルト接着剤(C)を順次積層してなる積層シートであるので、この積層シートを機能性芯地として用いると、若干の通気性すなわち好適な防風性と、優れた防水透湿性を有する生地を提供できる。尚、生地が若干の通気性を有するために、発汗蒸気を体外に逃がし、ムレにくいという利点もある。
その結果、通気性が0までの性能が必要でないカジュアル衣料などに好適に用いることができる。
また、この積層シートを機能性芯地として用いると、従来の接着芯地と同様の取り扱いが可能となり、接着プレス機があれば、縫製工場でも、表地生地或いは裏地生地との接着一体化が可能となる効果も、奏する。
【発明を実施するための最良の形態】
【0014】
本発明の積層シートは、不織布(A)の片面に、エレクトロスピニング法によって形成されたナノファイバー層(B)と、非全面的な状態でドット状に塗布されたホットメルト接着剤(C)とを順次積層してなる積層シートであって、防風性、防水透湿性に優れるものである。以下、項目毎に詳細に説明する。
【0015】
1.不織布(A)
本発明の積層シートに用いられる不織布(A)は、特に限定されないが、用途によってそれぞれ適した構造、材質、目付のものを使用すればよい。例えば、テキスタイルの芯地として使用する場合は、従来芯地として使用されていたもののいずれもが使用できる。
例えば、構造や製造方法としては、短繊維を一方向に揃えるようにするパラレルカード機、クロスカード機等を用い、熱融着によって不織布とするサーマルボンド法不織布、あるいは接着剤を使用するケミカルボンド法不織布あるいは水流によって繊維を交絡させたスパンレース法不織布やニードルパンチ不織布あるいは、スパンボンド不織布等がある。
また、不織布を構成する材料、材質としては、芯地としての機能を果たす材料であれば、特に限定されないが、ナイロン、ポリエステル、アクリル、レーヨン、綿、羊毛等が好ましく、これらの繊維を2種以上混合して用いても良い。
さらに、本発明で用いる不織布(A)の目付としては、10〜100g/m2が好適であり、より好ましくは10〜40g/m2である。不織布の目付けが10g/m2未満では、接着剤の染み出しが発生して、風合いが硬くなる恐れがあり、100g/m2を超えると、厚みが加工時につぶれてなくなり、硬くなる恐れがある。
【0016】
2.ナノファイバー層(B)
本発明の積層シートに用いられるナノファイバー層(B)は、例えば、電界紡糸法(或いは電気紡織法、電荷誘導紡糸法、エレクトロスピニング法、エレクトロスプレー法であり、以下、エレクトロスピニング法という。)により作製されたものである。
エレクトロスピニング法とは、前記し、図1に示すように、高分子(ポリマー)溶液に、2〜20kV程度の高電圧を印加することによって、溶液をキャピラリー先端からスプレー(噴射)し、ポリマー溶液を極細化すると同時に溶媒を蒸発させ、続いてポリマーを捕集することにより、一工程で超極細繊維(ナノファイバー)からなる不織布を得る方法である。
ナノファイバーは、単位繊維がナノメートルサイズ(繊維径1μm以下、すなわち、1000nm以下)の超極細繊維であり、比表面積が非常に大きいという特徴を有する。
本発明においては、ナノファイバー層(B)の単位繊維の繊維径は、好ましくは200〜800nmである。尚、従来の紡糸技術および不織布製造技術を利用して得られた繊維の直径、および不織布を構成する繊維の直径は、既存の繊維と同等の直径(数〜数十μm程度)である。
【0017】
ナノファイバー層(B)に用いられる上記高分子(ポリマー)の材質としては、特に限定されるものではなく、例えば、ポリプロピレン、ポリエチレン、ポリスチレン、ポリエチレンオキサイド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリ−m−フェニレンテレフタレート、ポリ−p−フェニレンイソフタレート、ポリフッ化ビニリデン、ポリフッ化ビニリデン−ヘキサフルオロプロピレン共重合体、ポリ塩化ビニル、ポリ塩化ビニリデン−アクリレート共重合体、ポリアクリロニトリル、ポリアクリロニトリル−メタクリレート共重合体、ポリカーボネート、ポリアリレート、ポリエステルカーボネート、ポリウレタン、ポリアミド、ナイロン、アラミド、ポリカプロラクトン、ポリ乳酸、ポリグリコール酸、コラーゲン、ポリヒドロキシ酪酸、ポリ酢酸ビニル、ポリペプチド等の少なくとも1種が挙げられるが、好ましくは、ポリウレタン、ポリアミド、ポリアクリロニトリル、ポリビニルアルコール、メタ系アラミド、ポリエステル、およびポリ乳酸などが挙げられ、特に好ましいのは、ポリウレタンである。
また、本発明において、エレクトロスピニング法で使用される溶媒としては、メタノール、エタノール、1−プロパノール、2−プロパノール、テトラエチレングリコール、トリエチレングリコール、メチルイソブチルケトン、メチル−n−ヘキシルケトン、メチル−n−プロピルケトン、ジイソプロピルケトン、ジイソブチルケトン、アセトン、フェノール、ギ酸メチル、ギ酸エチル、ギ酸プロピル、安息香酸メチル、安息香酸エチル、安息香酸プロピル、酢酸メチル、酢酸エチル、酢酸プロピル、フタル酸ジメチル、フタル酸ジエチル、フタル酸ジプロピル、塩化メチル、塩化エチル、塩化メチレン、o−クロロトルエン、p−クロロトルエン、クロロホルム、四塩化炭素、1,1−ジクロロエタン、1,2−ジクロロエタン、ジクロロプロパン、ジブロモエタン、ジブロモプロパン、臭化メチル、臭化エチル、臭化プロピル、ベンゼン、トルエン、ヘキサン、シクロヘキサン、シクロペンタン、o−キシレン、p−キシレン、m−キシレン、水等の少なくとも1種が挙げられるが、特にこれらに限定されるものではない。
【0018】
本発明においては、ナノファイバー層(B)を不織布(A)の片面に積層することにより、このナノファイバー層(B)の緻密な層でもって、好適な防風性(或いは通気性)と優れた防水透湿性を有する芯地を提供できるところに、最大の特徴がある。
ナノファイバー層(B)の積層量は、0.5g/m2〜10g/m2にすることが好ましい。より好ましくは1〜8g/m2である。さらに好ましくは1〜5g/m2である。ナノファイバー層(B)の積層量が0.5g/m2未満では、防風性が小さく、一方、10g/m2を超えると、通気性と透湿性が阻害される。積層量をこの範囲内とすることにより、好適な防風性(或いは通気性)と優れた防水透湿性を有する積層シートや芯地を提供できる。
【0019】
3.ホットメルト接着剤(C,C’,C”)
本発明の積層シートは、不織布(A)の片面に、上記のエレクトロスピニング法によって形成されたナノファイバー層(B)およびホットメルト接着剤(C)を順次積層してなる積層シートであり、その好ましい態様として、(i)前記不織布(A)とナノファイバー層(B)間には、ホットメルト接着剤(C’)が積層されたものであり、及び/又は(ii)不織布(A)の他の片面には、ホットメルト接着剤(C”)が積層されたものである。
すなわち、不織布(A)には、片面または両面に、ホットメルト接着剤(C’,C”)が付いたものを使用するのが好ましい。(i)前記不織布(A)とナノファイバー層(B)間に、ホットメルト接着剤(C’)を使用することにより、ナノファイバー層(B)と重ねた状態で、熱プレスするだけで、不織布(A)とナノファイバー層(B)とを、簡単に接着することができる。また、(ii)不織布(A)の他の片面に、ホットメルト接着剤(C”)が積層された場合には、同様に熱プレスするだけで、本発明の積層シートと裏地生地との接着一体化が可能となる。
【0020】
また、ナノファイバー層(B)には、ホットメルト接着剤(C)が積層され、この場合、上記と同様に熱プレスするだけで、本発明の積層シートと表地生地との接着一体化が可能となる。
【0021】
ホットメルト接着剤(C,C’,C”)は、不織布(A)或いはナノファイバー層(B)上に、全面塗布する方法やドット状に塗布する方法等を用いることができる。これらの中では、接着剤を、全面でなく、非全面的な状態でドット状に塗布する方法が好ましく、ドット状に付着されたホットメルト接着剤により、不織布(A)とナノファイバー層(B)とは、或いは不織布(A)と裏地生地とは、或いはナノファイバー層(B)と表地生地とは、点接合で一体化される。この点接合により、表地動きの過度の高速化や接着剤の硬化、風合いの悪化や透湿性の低下を回避することができる。特に、接着剤が非全面的な状態で積層されていることにより、積層シート全体として、透湿性が低下することがないという効果を奏する。
【0022】
接着剤をドット状に付着させる場合は、表地の風合いおよび伸張回復性を損なわぬよう、接着剤が適度の密度間隔でドット状に置かれ、かつ、不織布上のどの部分をとっても一様に配置されていることが好ましく、ドットの配置密度および一個のドットの大きさは、表地の風合いや伸張回復性などを損なわないように、不織布(A)とナノファイバー層(B)、不織布(A)と裏地生地、或いはナノファイバー層(B)と表地生地とを接着一体化するように適宜選択される。
例えば、不織布(A)の片面、或いはナノファイバー層(B)においては、個々のドットの直径は、0.1〜3.0mmが好ましく、不織布(A)面、或いはナノファイバー層(B)面上のドットの密度は、50〜1,500個/in2が好ましく、不織布(A)面、或いはナノファイバー層(B)面に対するドットの付着量は、2〜60g/m2が好ましい。ドットの直径、密度、付着量がこの範囲未満であると、例えば、表地との良好な接着強度が保証されず、この範囲を超えると接着加熱加圧時に裏面にしみだし、外観風合いを損なう。
なお、不織布(A)の両面に接着剤を付着させる場合は、両面に同じように付着させる必要がなく、上記の範囲内でそれぞれ接着させる材料に合わせた直径、密度、付着量にすることができる。また、ナノファイバー層(B)に接着剤を付着させる場合も、上記と同様に、上記の範囲内で接着させる表地の材料に合わせた直径、密度、付着量にすることができる。
【0023】
接着剤のドット状の塗布方法としては、特に限定されず、例えば、ディスパージョンドット塗布法、パウダードット塗布法、ダブルドットコーティング法等を用いることができる。また、ドット状の付着パターンとしては、特に限定されず、例えば、ランダム・パターン、格子状パターン(またはレギュラーパターン)などを挙げることができる。これらのパターンは、用途、表地の生地厚み、風合いなどに応じて使い分けることができる。
【0024】
本発明においては、ホットメルト接着剤(C,C’,C”)が用いられる。そのホットメルト接着剤としては、100〜150℃、好ましくは120〜150℃で溶融して、接着機能を発揮するものであれば、特に限定されず、その材質としては、例えば、ポリアミド、ポリエステル、ポリウレタン、ポリエチレン、エチレン−酢酸ビニル共重合体等であるが、特に好ましくは、ポリアミド、ポリエステル、ポリウレタン系のホットメルト樹脂である。
【0025】
4.積層シート、その製造方法及び用途
本発明の積層シートは、例えば、次の工程を含むことにより、作製することができる。
すなわち、
(I):不織布(A)を準備し、そのまま使用するか、或いは、その片面上に、ドット加工法により、ホットメルト接着剤(C’)を非全面的な状態で積層する工程と、
(II):不織布(A)の片面上に、或いは、そのホットメルト接着剤(C’)側に、エレクトロスピニング法により、ナノファイバー層(B)を形成させる工程と、
(III):ナノファイバー層(B)に、ドット加工法により、ホットメルト接着剤(C)を非全面的な状態で塗布する工程と、
を含む。
【0026】
上記のように、好ましい態様として、不織布(A)のホットメルト接着剤(C’)側に、エレクトロスピニング法により、ナノファイバー層(B)を形成、積層し、ホットメルト樹脂が接着剤として機能する温度以上で、また、ナノファイバー層(B)の透湿性を損なわない温度範囲で熱プレスする。
こうして、先ず、不織布(A)とナノファイバー層(B)との積層シートを形成することができる。
次に、この積層シートのナノファイバー層(B)側に、ホットメルト接着剤(C)を積層する。積層に際しては、例えば、ドット加工機により、ホットメルト接着剤(C)をドット状に塗布した後、溶融し固化させることにより、容易に行うことができる。
【0027】
こうして作製された本発明の積層シートは、JIS L1099の塩化カルシウム法(A−1法)による透湿度が3000〜20000(g/m2・24h)、及びJIS L1018による通気性が0〜20(cm3/cm2/s)の範囲となり、好適な防風性(或いは通気性)と優れた防水透湿性を有する。
【0028】
また、本発明の積層シートは、種々の基材に貼り合わせることにより、基材に好適な防風性(或いは通気性)と優れた防水透湿性を付与することができる。例えば、本発明の積層シートは、生地や衣類の防水透湿性及び防風性芯地として、好適であり、また、帽子、手袋、靴などにも、広く使用できる。
【0029】
さらに、本発明の積層シートを衣類又は生地の芯地として、使用する場合には、更に、次ぎの工程を含む。
(IV):積層シートのホットメルト接着剤(C)側に、熱プレス法により、表地生地を接着一体化する工程、
或いは、所望により、
(V):積層シートのナノファイバー層(B)側とは反対面に、すなわち、積層シートのホットメルト接着剤(C”)側に、熱プレス法により、裏地生地を接着一体化する工程、とを含む。
【0030】
上記のように、芯地としての本発明の積層シートと表地になる生地とを、積層シートのホットメルト接着剤が表地と接するように、重ね合わせ、これを熱プレスで圧着することにより、貼り合わせることができる。
また、上記のように、所望により、積層シートの裏面に、上記と同様に、裏地を重ね合わせ、これを熱プレスで圧着することにより、貼り合わせることができる。
さらに、必要であれば、積層シートの外側に、更に表地または裏地を縫製等により取り付けることで、積層シートを隠すことができる。
【実施例】
【0031】
以下に本発明を実施例で説明するが、本発明は、実施例のみに限定されるものではない。なお、実施例、比較例で用いた試験方法は以下の通りである。
【0032】
(1)積層シートの透湿度:JIS L1099「繊維製品の透湿度試験方法」の「4.1.1 塩化カルシウム法(A−1法)」に準拠し、透湿度(g/m2・24h)を測定した。
(2)積層シートの通気性:JIS L1018「ニット生地試験方法」の「8.33 通気性」に準拠し、フラジール形試験機を用いて、試験片を通過する空気量(cm3/cm2・s)、すなわち通気性(cm3/cm2/s)を測定した。
【0033】
[実施例1]
目付16g/m2のサーマルボンドタイプ不織布(ナイロン/ポリエステル=85/15)の片面に、共重合ポリエステルホットメルト樹脂を、ドット加工により、目付9.5g/m2(ドットポイント30×30千鳥/in2)で積層したものに、ナノファイバー層(B)として、エレクトロスピニング法によって作製した、目付2g/m2の不織布を結合することにより、積層シートA’を作製した。
次に、積層シートA’のナノファイバー層(B)側に、共重合ポリエステルホットメルト樹脂を、ドット加工により、目付9g/m2(ドットポイント450ランダム/in2)で積層し、積層シートAを得た。
得られた積層シートAについて性能評価を行なった。その評価結果を表1に示す。
【0034】
[実施例2]
目付16g/m2のサーマルボンドタイプ不織布(ナイロン/ポリエステル=85/15)の片面に、共重合ポリエステルホットメルト樹脂を、ドット加工により、目付9.5g/m2(ドットポイント30×30千鳥/in2)で積層したものに、ナノファイバー層(B)として、エレクトロスピニング法によって作製した、目付3g/m2の不織布を結合することにより、積層シートB’を作製した。
次に、積層シートB’のナノファイバー層(B)側に、共重合ポリエステルホットメルト樹脂を、ドット加工により、目付9g/m2(ドットポイント450ランダム/in2)で積層し、積層シートBを得た。
得られた積層シートBについて性能評価を行なった。その評価結果を表1に示す。
【0035】
[比較例1]
サーマルボンドタイプ不織布(ナイロン/ポリエステル=85/15)目付16g/m2の片面に共重合ポリエステルホットメルト樹脂をドット加工により目付10g/m2ドットポイント330ランダム/in2積層したものと、ポリエステルエラストマーフィルム(厚み:15μm)とを接着した。その積層シートC’のフィルム側に共重合ポリエステルホットメルト樹脂をドット加工により目付9g/m2(ドットポイント117ランダム/in2)で積層させ、積層シートCを得た。
得られた積層シートCについて性能評価を行なった。その評価結果を表1に示す。
【0036】
[生地の評価]
次に、実施例1、2及び比較例1で得られた積層シートA〜Cを芯地として用い、そのホットメルト接着剤側に、表1に示す表地と、表地接着条件:熱プレス機(JR600)、130℃×6.9N/cm×10secで、接着一体化し、得られた生地について、初期、洗濯(条件:洗い10分、すすぎ3分×2回、脱水1分)3回後、パークレンの商業ドライ3回後、及び石油系の商業ドライ3回後における剥離強力(cN/2.5cm巾)を測定し、接着性評価した。また、生地の風合い、音、重さも、良い(○)、普通(△)、悪い(×)との3段階で、官能評価した。その評価結果を、積層シート単体の物性評価と共に、表1に示す。
【0037】
【表1】

【0038】
表1から明らかなように、接着性評価は、比較例1のフィルム接着品に比べ、実施例1,2とも初期、洗濯後、ドライ後いずれも良好である。
また、実施例1、2の積層シートは、いずれも、通気度が0とはならないが、防風性があるといえる値であり、透湿度も、十分な値である。さらに、全体の目付に関しては、比較例1に比べ、軽い。
その結果、本発明の積層シートは、好適な防風性(或いは通気性)と優れた防水透湿性を有することが明らかであり、機能性芯地として、好適に用いることができる。
【産業上の利用可能性】
【0039】
本発明の積層シートは、好適な防風性(或いは通気性)と優れた防水透湿性を有するので、防水透湿性を必要とする生地や衣類が好適であり、また、帽子、手袋、靴などにも、広く適用できる。
【図面の簡単な説明】
【0040】
【図1】本発明に係るエレクトロスピニング法で作製されるナノファイバー層(B)を説明する図である。
【技術分野】
【0001】
本発明は、防風性、防水透湿性に優れる積層シート、それを用いた生地及びそれらの製造方法に関し、さらに詳しくは、不織布の片面に、ナノファイバーからなる不織布を積層した、防風性、防水透湿性に優れる積層シート、それを用いた生地及びそれらの製造方法に関する。
【背景技術】
【0002】
最近の衣類は、ユーザーの多様化と商品感覚の高度化によって、その用途に応じて、高度の機能が付与されたものが求められるようになってきている。例えば、屋外で着用されるスポーツ着や作業着の場合、かいた汗がいつまでも肌のところに留まる不快感が嫌われ、また一方、寒い外気から体を保温するため、風を遮る機能が求められている。
このような消費者ニーズに応えるために、汗等の湿気は、透過することができるが、外気の流れを遮断することができるような機能を持った外衣を提供することが要望されている。
【0003】
上記の要望等に対応する衣類または生地として、2枚の表地の間にポリウレタン製など多孔質フィルムを挿入したものが市場に出ている。この商品は、上記の要求性能を満たすものであるが、既に一つの固定した形態でしかなく、市場にある種々のタイプの好みの表地生地と組み合せて、それに防風性、防水透湿性を付与する目的で使用できるものでないという難点を有している。
したがって、衣類または生地に、防風性、防水透湿性の機能を付与するために、汗等の湿気は、透過することができるが、外気の流れを遮断することができるような機能を持った繊維、織物自身の改良と同時に、種々のタイプの好みの表地生地と組み合せることができる芯地等の改良も、要望されている。
【0004】
上記芯地について、従来から、衣服においては、生地素材の特性を生かし、生地素材の弱点を補強するために、種々の芯地が使用されている。これら芯地の1つとして、繊維シートの片面に接着剤を付着させた、いわゆる接着芯地があり、この接着芯地は、生地に熱プレスさせることにより、可縫性や保型性を生地に付与する機能を有しているため、好適に使用されている。
上記接着芯地は、衣服に保型性を持たせる目的で広く用いられており、表地と接着するための接着樹脂を芯地基布に所定形状で被着形成した構成が一般的である。芯地基材布として、織編物や不織布などが用いられ、接着樹脂には、接着プレス機などの加熱手段により、表地と容易に熱接着し得るホットメルト樹脂が利用されている。接着プレス機は、主に縫製工場で使用される温度・圧力・時間の調整が出来るプレス機をいう。
これら接着芯地の基材の一つとして、不織布芯地は、保型性の出にくい素材に補強して保型性を出す基材として多用されている。特に不織布に接着剤を塗布した接着芯地は、芯地の特性が生地に影響を与えることが多く、その選択には種々検討が加えられている。
【0005】
一方、近年、簡単にサブミクロンスケールの直径を持つファイバーを作製できる技術として、エレクトロスピニング法が注目されている。この手法は、図1に示すように、高分子(ポリマー)溶液に高電圧を印加することによって、溶液をキャピラリー先端からスプレーし、ポリマー溶液を極細化すると同時に溶媒を蒸発させ、続いてポリマーを捕集することにより、一工程で超極細繊維(ナノファイバー)を形成させるものである。ファイバーの太さは、印加電圧、溶液濃度、スプレーの飛散距離に依存する。基板上に連続的にファイバーを作製することによって、立体的な網目をもつ3次元構造の薄膜が得られる。また、この手法では、膜を布のように厚くすることが可能であり、サブミクロンの網目をもつ不織布を作製することができる。すなわち、エレクトロスピニング法では、一工程で超極細繊維(ナノファイバー)からなる不織布を得ることができる。
【0006】
エレクトロスピニング法を用いた不織布などとしては、例えば、繊維径の小さい繊維が均一に分散した平均流量孔径の小さい、各種性能の優れる不織布、及びその製造方法を提供するために、どこにおいても束状の状態にはない繊維から構成される、平均流量孔径が0.8μm以下の不織布であり、前記構成繊維の平均繊維径が1μm以下であり、しかも前記構成繊維の繊維径の標準偏差(Dd)の、平均繊維径(Da)に対する比(Dd/Da)が、0.2以下であることを特徴とする不織布、及び(1)紡糸溶液をノズルから押し出すとともに、押し出した紡糸溶液に電界を作用させて繊維化する紡糸工程、(2)前記繊維を捕集体上に集積させて繊維ウエブを形成する集積工程、(3)前記繊維ウエブに圧力を加えて緻密化し、不織布を形成する緻密化工程、とを含むことを特徴とする、不織布の製造方法(特許文献1参照。)や、電荷誘導紡糸法を用いて、均一な形状および特性を有する不織布を高速かつ安全に量産するために、(1)正または負に帯電させた高分子化合物を含有する溶液を紡出する紡出部(A)から、(2)当該部位とは逆の極性に帯電させた板状の電極(B)に向けて高分子化合物溶液を吐出し、(3)当該高分子化合物からなる繊維構造物を堆積させる不織布の製造方法であって、(4)紡出部(A)と電極(B)の間に、複数の孔を有する平面状構造体(C)を挿入し、(5)当該構造体(C)表面上に高分子化合物からなる繊維構造体を堆積させて不織布を得ることを特徴とする電荷誘電紡糸法による不織布の製造方法(特許文献2参照。)や、帯電防止能の優れたフィルムまたはシートの積層体及びその製造方法を提供するために、合成樹脂からなるフィルムまたはシートの少なくとも片面に、1nm〜10μmの繊維径と繊維径に対して100倍以上の長さを有する微細な長繊維を含む層が積層されていることを特徴とする積層体、及び溶融押出法で合成樹脂のフィルムまたはシートを形成した後、エレクトロスピニング法により長繊維層を含む層を、該フィルムまたはシート上に形成し、縦方向および/又は横方向に延伸することを特徴とする積層体の製造方法(特許文献3参照。)などが提案されている。
しかし、前記接着芯地や生地などの構成成分として、エレクトロスピニング法を用いた不織布を用いたものは、未だ見当らない。
【特許文献1】特開2005−029931号公報
【特許文献1】特開2005−273067号公報
【特許文献3】特開2006−123360号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、上記従来技術の問題点に鑑み、それ自体防水透湿性と防風性を合わせ持ち、且つ簡単な熱プレスにより、他の生地やその他の基材に貼り合わせることができ、生地や基材に、優れた防水透湿性と好適な防風性(通気性)を付与することができる材料を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、ナノファイバーは径が細く、その集積体である超極細繊維(ナノファイバー)からなる不織布は、気孔率が大きいため、透湿性に優れると、また、不織布を厚くすることやファイバーの太さを変えることなどの対策により防風性にも優れると、想到し、従来の芯地基布としての不織布に、超極細繊維(ナノファイバー)からなる不織布(即ち、ナノファイバー層)を接着・積層することにより、優れた防水透湿性と防風性を付与できることを、また、その積層体(シート)を衣服用の機能性芯地として、好適に用いることができることを見出し、さらに、検討を重ね、本発明を完成するに至った。
【0009】
すなわち、本発明の第1の発明によれば、不織布(A)の片面に、エレクトロスピニング法によって形成されたナノファイバー層(B)と、非全面的な状態でドット状に塗布されたホットメルト接着剤(C)とを順次積層してなる積層シートが提供される。
また、本発明の第2の発明によれば、第1の発明において、不織布(A)とナノファイバー層(B)との間に、非全面的な状態でドット状にホットメルト接着剤(C’)が塗布されていることを特徴とする積層シートが提供される。
さらに、本発明の第3の発明によれば、第1の発明において、不織布(A)の他の片面に、非全面的な状態でドット状にホットメルト接着剤(C”)が塗布されていることを特徴とする積層シートが提供される。
【0010】
本発明の第4の発明によれば、第1の発明において、不織布(A)は、ポリアミド、ポリエステル、アクリル、レーヨン、綿、および羊毛からなる群から選ばれる少なくとも1種の繊維材料から形成されることを特徴とする積層シートが提供される。
また、本発明の第5の発明によれば、第1の発明において、ナノファイバー層(B)は、ポリウレタン、ポリアミド、ポリアクリロニトリル、ポリビニルアルコール、メタ系アラミド、ポリエステル、およびポリ乳酸からなる群から選ばれる少なくとも1種の樹脂材料から形成される単位繊維で構成されることを特徴とする積層シートが提供される。
さらに、本発明の第6の発明によれば、第5の発明において、前記単位繊維の繊維径は、200〜800nmであることを特徴とする積層シートが提供される。
【0011】
本発明の第7の発明によれば、第1の発明において、ナノファイバー層(B)の積層量は、0.5〜10g/m2であることを特徴とする積層シートが提供される。
また、本発明の第8の発明によれば、第1〜7のいずれかの発明において、JIS L1099の塩化カルシウム法(A−1法)による透湿度が3000〜20000(g/m2・24h)、及びJIS L1018による通気性が0〜20(cm3/cm2/s)の範囲であることを特徴とする積層シートが提供される。
さらに、本発明の第9の発明によれば、第1〜8のいずれかの発明に係る積層シートを製造する方法であって、下記の(I)〜(III)の工程を含むことを特徴とする積層シートの製造方法が提供される。
(I):不織布(A)を準備し、そのまま使用するか、或いは、その片面上に、ドット加工法により、ホットメルト接着剤(C’)を非全面的な状態で積層する工程
(II):不織布(A)の片面上に、或いは、そのホットメルト接着剤(C’)側に、エレクトロスピニング法により、ナノファイバー層(B)を形成させる工程
(III):ナノファイバー層(B)に、ドット加工法により、ホットメルト接着剤(C)を非全面的な状態で塗布する工程
【0012】
一方、本発明の第10の発明によれば、第1〜8のいずれかの発明に係る積層シートを芯地として用い、そのホットメルト接着剤(C)側に表地生地と接着一体化してなる生地が提供される。
また、本発明の第11の発明によれば、第3の発明に係る積層シートを芯地として用い、そのホットメルト接着剤(C”)側に裏地生地と接着一体化してなる生地が提供される。
さらに、本発明の第12の発明によれば、前記(I)〜(III)の工程に加え、下記の(IV)の工程を含むことを特徴とする第10の発明に係る生地の製造方法が提供される。
(IV):積層シートのホットメルト接着剤(C)側に、熱プレスにより、表地生地を接着一体化する工程
またさらに、本発明の第13の発明によれば、前記(I)〜(IV)の工程に加え、下記の(V)の工程を含むことを特徴とする第10の発明に係る生地の製造方法が提供される。
(V):積層シートのホットメルト接着剤(C”)側に、熱プレスにより、裏地生地を接着一体化する工程
【発明の効果】
【0013】
本発明の積層シートは、上述のような構成、すなわち、不織布(A)の片面に、特定のナノファイバー層(B)およびホットメルト接着剤(C)を順次積層してなる積層シートであるので、この積層シートを機能性芯地として用いると、若干の通気性すなわち好適な防風性と、優れた防水透湿性を有する生地を提供できる。尚、生地が若干の通気性を有するために、発汗蒸気を体外に逃がし、ムレにくいという利点もある。
その結果、通気性が0までの性能が必要でないカジュアル衣料などに好適に用いることができる。
また、この積層シートを機能性芯地として用いると、従来の接着芯地と同様の取り扱いが可能となり、接着プレス機があれば、縫製工場でも、表地生地或いは裏地生地との接着一体化が可能となる効果も、奏する。
【発明を実施するための最良の形態】
【0014】
本発明の積層シートは、不織布(A)の片面に、エレクトロスピニング法によって形成されたナノファイバー層(B)と、非全面的な状態でドット状に塗布されたホットメルト接着剤(C)とを順次積層してなる積層シートであって、防風性、防水透湿性に優れるものである。以下、項目毎に詳細に説明する。
【0015】
1.不織布(A)
本発明の積層シートに用いられる不織布(A)は、特に限定されないが、用途によってそれぞれ適した構造、材質、目付のものを使用すればよい。例えば、テキスタイルの芯地として使用する場合は、従来芯地として使用されていたもののいずれもが使用できる。
例えば、構造や製造方法としては、短繊維を一方向に揃えるようにするパラレルカード機、クロスカード機等を用い、熱融着によって不織布とするサーマルボンド法不織布、あるいは接着剤を使用するケミカルボンド法不織布あるいは水流によって繊維を交絡させたスパンレース法不織布やニードルパンチ不織布あるいは、スパンボンド不織布等がある。
また、不織布を構成する材料、材質としては、芯地としての機能を果たす材料であれば、特に限定されないが、ナイロン、ポリエステル、アクリル、レーヨン、綿、羊毛等が好ましく、これらの繊維を2種以上混合して用いても良い。
さらに、本発明で用いる不織布(A)の目付としては、10〜100g/m2が好適であり、より好ましくは10〜40g/m2である。不織布の目付けが10g/m2未満では、接着剤の染み出しが発生して、風合いが硬くなる恐れがあり、100g/m2を超えると、厚みが加工時につぶれてなくなり、硬くなる恐れがある。
【0016】
2.ナノファイバー層(B)
本発明の積層シートに用いられるナノファイバー層(B)は、例えば、電界紡糸法(或いは電気紡織法、電荷誘導紡糸法、エレクトロスピニング法、エレクトロスプレー法であり、以下、エレクトロスピニング法という。)により作製されたものである。
エレクトロスピニング法とは、前記し、図1に示すように、高分子(ポリマー)溶液に、2〜20kV程度の高電圧を印加することによって、溶液をキャピラリー先端からスプレー(噴射)し、ポリマー溶液を極細化すると同時に溶媒を蒸発させ、続いてポリマーを捕集することにより、一工程で超極細繊維(ナノファイバー)からなる不織布を得る方法である。
ナノファイバーは、単位繊維がナノメートルサイズ(繊維径1μm以下、すなわち、1000nm以下)の超極細繊維であり、比表面積が非常に大きいという特徴を有する。
本発明においては、ナノファイバー層(B)の単位繊維の繊維径は、好ましくは200〜800nmである。尚、従来の紡糸技術および不織布製造技術を利用して得られた繊維の直径、および不織布を構成する繊維の直径は、既存の繊維と同等の直径(数〜数十μm程度)である。
【0017】
ナノファイバー層(B)に用いられる上記高分子(ポリマー)の材質としては、特に限定されるものではなく、例えば、ポリプロピレン、ポリエチレン、ポリスチレン、ポリエチレンオキサイド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリ−m−フェニレンテレフタレート、ポリ−p−フェニレンイソフタレート、ポリフッ化ビニリデン、ポリフッ化ビニリデン−ヘキサフルオロプロピレン共重合体、ポリ塩化ビニル、ポリ塩化ビニリデン−アクリレート共重合体、ポリアクリロニトリル、ポリアクリロニトリル−メタクリレート共重合体、ポリカーボネート、ポリアリレート、ポリエステルカーボネート、ポリウレタン、ポリアミド、ナイロン、アラミド、ポリカプロラクトン、ポリ乳酸、ポリグリコール酸、コラーゲン、ポリヒドロキシ酪酸、ポリ酢酸ビニル、ポリペプチド等の少なくとも1種が挙げられるが、好ましくは、ポリウレタン、ポリアミド、ポリアクリロニトリル、ポリビニルアルコール、メタ系アラミド、ポリエステル、およびポリ乳酸などが挙げられ、特に好ましいのは、ポリウレタンである。
また、本発明において、エレクトロスピニング法で使用される溶媒としては、メタノール、エタノール、1−プロパノール、2−プロパノール、テトラエチレングリコール、トリエチレングリコール、メチルイソブチルケトン、メチル−n−ヘキシルケトン、メチル−n−プロピルケトン、ジイソプロピルケトン、ジイソブチルケトン、アセトン、フェノール、ギ酸メチル、ギ酸エチル、ギ酸プロピル、安息香酸メチル、安息香酸エチル、安息香酸プロピル、酢酸メチル、酢酸エチル、酢酸プロピル、フタル酸ジメチル、フタル酸ジエチル、フタル酸ジプロピル、塩化メチル、塩化エチル、塩化メチレン、o−クロロトルエン、p−クロロトルエン、クロロホルム、四塩化炭素、1,1−ジクロロエタン、1,2−ジクロロエタン、ジクロロプロパン、ジブロモエタン、ジブロモプロパン、臭化メチル、臭化エチル、臭化プロピル、ベンゼン、トルエン、ヘキサン、シクロヘキサン、シクロペンタン、o−キシレン、p−キシレン、m−キシレン、水等の少なくとも1種が挙げられるが、特にこれらに限定されるものではない。
【0018】
本発明においては、ナノファイバー層(B)を不織布(A)の片面に積層することにより、このナノファイバー層(B)の緻密な層でもって、好適な防風性(或いは通気性)と優れた防水透湿性を有する芯地を提供できるところに、最大の特徴がある。
ナノファイバー層(B)の積層量は、0.5g/m2〜10g/m2にすることが好ましい。より好ましくは1〜8g/m2である。さらに好ましくは1〜5g/m2である。ナノファイバー層(B)の積層量が0.5g/m2未満では、防風性が小さく、一方、10g/m2を超えると、通気性と透湿性が阻害される。積層量をこの範囲内とすることにより、好適な防風性(或いは通気性)と優れた防水透湿性を有する積層シートや芯地を提供できる。
【0019】
3.ホットメルト接着剤(C,C’,C”)
本発明の積層シートは、不織布(A)の片面に、上記のエレクトロスピニング法によって形成されたナノファイバー層(B)およびホットメルト接着剤(C)を順次積層してなる積層シートであり、その好ましい態様として、(i)前記不織布(A)とナノファイバー層(B)間には、ホットメルト接着剤(C’)が積層されたものであり、及び/又は(ii)不織布(A)の他の片面には、ホットメルト接着剤(C”)が積層されたものである。
すなわち、不織布(A)には、片面または両面に、ホットメルト接着剤(C’,C”)が付いたものを使用するのが好ましい。(i)前記不織布(A)とナノファイバー層(B)間に、ホットメルト接着剤(C’)を使用することにより、ナノファイバー層(B)と重ねた状態で、熱プレスするだけで、不織布(A)とナノファイバー層(B)とを、簡単に接着することができる。また、(ii)不織布(A)の他の片面に、ホットメルト接着剤(C”)が積層された場合には、同様に熱プレスするだけで、本発明の積層シートと裏地生地との接着一体化が可能となる。
【0020】
また、ナノファイバー層(B)には、ホットメルト接着剤(C)が積層され、この場合、上記と同様に熱プレスするだけで、本発明の積層シートと表地生地との接着一体化が可能となる。
【0021】
ホットメルト接着剤(C,C’,C”)は、不織布(A)或いはナノファイバー層(B)上に、全面塗布する方法やドット状に塗布する方法等を用いることができる。これらの中では、接着剤を、全面でなく、非全面的な状態でドット状に塗布する方法が好ましく、ドット状に付着されたホットメルト接着剤により、不織布(A)とナノファイバー層(B)とは、或いは不織布(A)と裏地生地とは、或いはナノファイバー層(B)と表地生地とは、点接合で一体化される。この点接合により、表地動きの過度の高速化や接着剤の硬化、風合いの悪化や透湿性の低下を回避することができる。特に、接着剤が非全面的な状態で積層されていることにより、積層シート全体として、透湿性が低下することがないという効果を奏する。
【0022】
接着剤をドット状に付着させる場合は、表地の風合いおよび伸張回復性を損なわぬよう、接着剤が適度の密度間隔でドット状に置かれ、かつ、不織布上のどの部分をとっても一様に配置されていることが好ましく、ドットの配置密度および一個のドットの大きさは、表地の風合いや伸張回復性などを損なわないように、不織布(A)とナノファイバー層(B)、不織布(A)と裏地生地、或いはナノファイバー層(B)と表地生地とを接着一体化するように適宜選択される。
例えば、不織布(A)の片面、或いはナノファイバー層(B)においては、個々のドットの直径は、0.1〜3.0mmが好ましく、不織布(A)面、或いはナノファイバー層(B)面上のドットの密度は、50〜1,500個/in2が好ましく、不織布(A)面、或いはナノファイバー層(B)面に対するドットの付着量は、2〜60g/m2が好ましい。ドットの直径、密度、付着量がこの範囲未満であると、例えば、表地との良好な接着強度が保証されず、この範囲を超えると接着加熱加圧時に裏面にしみだし、外観風合いを損なう。
なお、不織布(A)の両面に接着剤を付着させる場合は、両面に同じように付着させる必要がなく、上記の範囲内でそれぞれ接着させる材料に合わせた直径、密度、付着量にすることができる。また、ナノファイバー層(B)に接着剤を付着させる場合も、上記と同様に、上記の範囲内で接着させる表地の材料に合わせた直径、密度、付着量にすることができる。
【0023】
接着剤のドット状の塗布方法としては、特に限定されず、例えば、ディスパージョンドット塗布法、パウダードット塗布法、ダブルドットコーティング法等を用いることができる。また、ドット状の付着パターンとしては、特に限定されず、例えば、ランダム・パターン、格子状パターン(またはレギュラーパターン)などを挙げることができる。これらのパターンは、用途、表地の生地厚み、風合いなどに応じて使い分けることができる。
【0024】
本発明においては、ホットメルト接着剤(C,C’,C”)が用いられる。そのホットメルト接着剤としては、100〜150℃、好ましくは120〜150℃で溶融して、接着機能を発揮するものであれば、特に限定されず、その材質としては、例えば、ポリアミド、ポリエステル、ポリウレタン、ポリエチレン、エチレン−酢酸ビニル共重合体等であるが、特に好ましくは、ポリアミド、ポリエステル、ポリウレタン系のホットメルト樹脂である。
【0025】
4.積層シート、その製造方法及び用途
本発明の積層シートは、例えば、次の工程を含むことにより、作製することができる。
すなわち、
(I):不織布(A)を準備し、そのまま使用するか、或いは、その片面上に、ドット加工法により、ホットメルト接着剤(C’)を非全面的な状態で積層する工程と、
(II):不織布(A)の片面上に、或いは、そのホットメルト接着剤(C’)側に、エレクトロスピニング法により、ナノファイバー層(B)を形成させる工程と、
(III):ナノファイバー層(B)に、ドット加工法により、ホットメルト接着剤(C)を非全面的な状態で塗布する工程と、
を含む。
【0026】
上記のように、好ましい態様として、不織布(A)のホットメルト接着剤(C’)側に、エレクトロスピニング法により、ナノファイバー層(B)を形成、積層し、ホットメルト樹脂が接着剤として機能する温度以上で、また、ナノファイバー層(B)の透湿性を損なわない温度範囲で熱プレスする。
こうして、先ず、不織布(A)とナノファイバー層(B)との積層シートを形成することができる。
次に、この積層シートのナノファイバー層(B)側に、ホットメルト接着剤(C)を積層する。積層に際しては、例えば、ドット加工機により、ホットメルト接着剤(C)をドット状に塗布した後、溶融し固化させることにより、容易に行うことができる。
【0027】
こうして作製された本発明の積層シートは、JIS L1099の塩化カルシウム法(A−1法)による透湿度が3000〜20000(g/m2・24h)、及びJIS L1018による通気性が0〜20(cm3/cm2/s)の範囲となり、好適な防風性(或いは通気性)と優れた防水透湿性を有する。
【0028】
また、本発明の積層シートは、種々の基材に貼り合わせることにより、基材に好適な防風性(或いは通気性)と優れた防水透湿性を付与することができる。例えば、本発明の積層シートは、生地や衣類の防水透湿性及び防風性芯地として、好適であり、また、帽子、手袋、靴などにも、広く使用できる。
【0029】
さらに、本発明の積層シートを衣類又は生地の芯地として、使用する場合には、更に、次ぎの工程を含む。
(IV):積層シートのホットメルト接着剤(C)側に、熱プレス法により、表地生地を接着一体化する工程、
或いは、所望により、
(V):積層シートのナノファイバー層(B)側とは反対面に、すなわち、積層シートのホットメルト接着剤(C”)側に、熱プレス法により、裏地生地を接着一体化する工程、とを含む。
【0030】
上記のように、芯地としての本発明の積層シートと表地になる生地とを、積層シートのホットメルト接着剤が表地と接するように、重ね合わせ、これを熱プレスで圧着することにより、貼り合わせることができる。
また、上記のように、所望により、積層シートの裏面に、上記と同様に、裏地を重ね合わせ、これを熱プレスで圧着することにより、貼り合わせることができる。
さらに、必要であれば、積層シートの外側に、更に表地または裏地を縫製等により取り付けることで、積層シートを隠すことができる。
【実施例】
【0031】
以下に本発明を実施例で説明するが、本発明は、実施例のみに限定されるものではない。なお、実施例、比較例で用いた試験方法は以下の通りである。
【0032】
(1)積層シートの透湿度:JIS L1099「繊維製品の透湿度試験方法」の「4.1.1 塩化カルシウム法(A−1法)」に準拠し、透湿度(g/m2・24h)を測定した。
(2)積層シートの通気性:JIS L1018「ニット生地試験方法」の「8.33 通気性」に準拠し、フラジール形試験機を用いて、試験片を通過する空気量(cm3/cm2・s)、すなわち通気性(cm3/cm2/s)を測定した。
【0033】
[実施例1]
目付16g/m2のサーマルボンドタイプ不織布(ナイロン/ポリエステル=85/15)の片面に、共重合ポリエステルホットメルト樹脂を、ドット加工により、目付9.5g/m2(ドットポイント30×30千鳥/in2)で積層したものに、ナノファイバー層(B)として、エレクトロスピニング法によって作製した、目付2g/m2の不織布を結合することにより、積層シートA’を作製した。
次に、積層シートA’のナノファイバー層(B)側に、共重合ポリエステルホットメルト樹脂を、ドット加工により、目付9g/m2(ドットポイント450ランダム/in2)で積層し、積層シートAを得た。
得られた積層シートAについて性能評価を行なった。その評価結果を表1に示す。
【0034】
[実施例2]
目付16g/m2のサーマルボンドタイプ不織布(ナイロン/ポリエステル=85/15)の片面に、共重合ポリエステルホットメルト樹脂を、ドット加工により、目付9.5g/m2(ドットポイント30×30千鳥/in2)で積層したものに、ナノファイバー層(B)として、エレクトロスピニング法によって作製した、目付3g/m2の不織布を結合することにより、積層シートB’を作製した。
次に、積層シートB’のナノファイバー層(B)側に、共重合ポリエステルホットメルト樹脂を、ドット加工により、目付9g/m2(ドットポイント450ランダム/in2)で積層し、積層シートBを得た。
得られた積層シートBについて性能評価を行なった。その評価結果を表1に示す。
【0035】
[比較例1]
サーマルボンドタイプ不織布(ナイロン/ポリエステル=85/15)目付16g/m2の片面に共重合ポリエステルホットメルト樹脂をドット加工により目付10g/m2ドットポイント330ランダム/in2積層したものと、ポリエステルエラストマーフィルム(厚み:15μm)とを接着した。その積層シートC’のフィルム側に共重合ポリエステルホットメルト樹脂をドット加工により目付9g/m2(ドットポイント117ランダム/in2)で積層させ、積層シートCを得た。
得られた積層シートCについて性能評価を行なった。その評価結果を表1に示す。
【0036】
[生地の評価]
次に、実施例1、2及び比較例1で得られた積層シートA〜Cを芯地として用い、そのホットメルト接着剤側に、表1に示す表地と、表地接着条件:熱プレス機(JR600)、130℃×6.9N/cm×10secで、接着一体化し、得られた生地について、初期、洗濯(条件:洗い10分、すすぎ3分×2回、脱水1分)3回後、パークレンの商業ドライ3回後、及び石油系の商業ドライ3回後における剥離強力(cN/2.5cm巾)を測定し、接着性評価した。また、生地の風合い、音、重さも、良い(○)、普通(△)、悪い(×)との3段階で、官能評価した。その評価結果を、積層シート単体の物性評価と共に、表1に示す。
【0037】
【表1】
【0038】
表1から明らかなように、接着性評価は、比較例1のフィルム接着品に比べ、実施例1,2とも初期、洗濯後、ドライ後いずれも良好である。
また、実施例1、2の積層シートは、いずれも、通気度が0とはならないが、防風性があるといえる値であり、透湿度も、十分な値である。さらに、全体の目付に関しては、比較例1に比べ、軽い。
その結果、本発明の積層シートは、好適な防風性(或いは通気性)と優れた防水透湿性を有することが明らかであり、機能性芯地として、好適に用いることができる。
【産業上の利用可能性】
【0039】
本発明の積層シートは、好適な防風性(或いは通気性)と優れた防水透湿性を有するので、防水透湿性を必要とする生地や衣類が好適であり、また、帽子、手袋、靴などにも、広く適用できる。
【図面の簡単な説明】
【0040】
【図1】本発明に係るエレクトロスピニング法で作製されるナノファイバー層(B)を説明する図である。
【特許請求の範囲】
【請求項1】
不織布(A)の片面に、エレクトロスピニング法によって形成されたナノファイバー層(B)と、非全面的な状態でドット状に塗布されたホットメルト接着剤(C)とを順次積層してなる積層シート。
【請求項2】
不織布(A)とナノファイバー層(B)との間に、非全面的な状態でドット状にホットメルト接着剤(C’)が塗布されていることを特徴とする請求項1に記載の積層シート。
【請求項3】
不織布(A)の他の片面に、非全面的な状態でドット状にホットメルト接着剤(C”)が塗布されていることを特徴とする請求項1に記載の積層シート。
【請求項4】
不織布(A)は、ポリアミド、ポリエステル、アクリル、レーヨン、綿、および羊毛からなる群から選ばれる少なくとも1種の繊維材料から形成されることを特徴とする請求項1に記載の積層シート。
【請求項5】
ナノファイバー層(B)は、ポリウレタン、ポリアミド、ポリアクリロニトリル、ポリビニルアルコール、メタ系アラミド、ポリエステル、およびポリ乳酸からなる群から選ばれる少なくとも1種の樹脂材料から形成される単位繊維で構成されることを特徴とする請求項1に記載の積層シート。
【請求項6】
前記単位繊維の繊維径は、200〜800nmであることを特徴とする請求項5に記載の積層シート。
【請求項7】
ナノファイバー層(B)の積層量は、0.5〜10g/m2であることを特徴とする請求項1に記載の積層シート。
【請求項8】
JIS L1099の塩化カルシウム法(A−1法)による透湿度が3000〜20000(g/m2・24h)、及びJIS L1018による通気性が0〜20(cm3/cm2/s)の範囲であることを特徴とする請求項1〜7のいずれかに記載の積層シート。
【請求項9】
請求項1〜8のいずれかに記載の積層シートを製造する方法であって、下記の(I)〜(III)の工程を含むことを特徴とする積層シートの製造方法。
(I):不織布(A)を準備し、そのまま使用するか、或いは、その片面上に、ドット加工法により、ホットメルト接着剤(C’)を非全面的な状態で積層する工程
(II):不織布(A)の片面上に、或いは、そのホットメルト接着剤(C’)側に、エレクトロスピニング法により、ナノファイバー層(B)を形成させる工程
(III):ナノファイバー層(B)に、ドット加工法により、ホットメルト接着剤(C)を非全面的な状態で塗布する工程
【請求項10】
請求項1〜8のいずれかに記載の積層シートを芯地として用い、そのホットメルト接着剤(C)側に表地生地と接着一体化してなる生地。
【請求項11】
請求項3に記載の積層シートを芯地として用い、そのホットメルト接着剤(C”)側に裏地生地と接着一体化してなる生地。
【請求項12】
前記(I)〜(III)の工程に加え、下記の(IV)の工程を含むことを特徴とする請求項10に記載の生地の製造方法。
(IV):積層シートのホットメルト接着剤(C)側に、熱プレスにより、表地生地を接着一体化する工程
【請求項13】
前記(I)〜(IV)の工程に加え、下記の(V)の工程を含むことを特徴とする請求項10に記載の生地の製造方法。
(V):積層シートのホットメルト接着剤(C”)側に、熱プレスにより、裏地生地を接着一体化する工程
【請求項1】
不織布(A)の片面に、エレクトロスピニング法によって形成されたナノファイバー層(B)と、非全面的な状態でドット状に塗布されたホットメルト接着剤(C)とを順次積層してなる積層シート。
【請求項2】
不織布(A)とナノファイバー層(B)との間に、非全面的な状態でドット状にホットメルト接着剤(C’)が塗布されていることを特徴とする請求項1に記載の積層シート。
【請求項3】
不織布(A)の他の片面に、非全面的な状態でドット状にホットメルト接着剤(C”)が塗布されていることを特徴とする請求項1に記載の積層シート。
【請求項4】
不織布(A)は、ポリアミド、ポリエステル、アクリル、レーヨン、綿、および羊毛からなる群から選ばれる少なくとも1種の繊維材料から形成されることを特徴とする請求項1に記載の積層シート。
【請求項5】
ナノファイバー層(B)は、ポリウレタン、ポリアミド、ポリアクリロニトリル、ポリビニルアルコール、メタ系アラミド、ポリエステル、およびポリ乳酸からなる群から選ばれる少なくとも1種の樹脂材料から形成される単位繊維で構成されることを特徴とする請求項1に記載の積層シート。
【請求項6】
前記単位繊維の繊維径は、200〜800nmであることを特徴とする請求項5に記載の積層シート。
【請求項7】
ナノファイバー層(B)の積層量は、0.5〜10g/m2であることを特徴とする請求項1に記載の積層シート。
【請求項8】
JIS L1099の塩化カルシウム法(A−1法)による透湿度が3000〜20000(g/m2・24h)、及びJIS L1018による通気性が0〜20(cm3/cm2/s)の範囲であることを特徴とする請求項1〜7のいずれかに記載の積層シート。
【請求項9】
請求項1〜8のいずれかに記載の積層シートを製造する方法であって、下記の(I)〜(III)の工程を含むことを特徴とする積層シートの製造方法。
(I):不織布(A)を準備し、そのまま使用するか、或いは、その片面上に、ドット加工法により、ホットメルト接着剤(C’)を非全面的な状態で積層する工程
(II):不織布(A)の片面上に、或いは、そのホットメルト接着剤(C’)側に、エレクトロスピニング法により、ナノファイバー層(B)を形成させる工程
(III):ナノファイバー層(B)に、ドット加工法により、ホットメルト接着剤(C)を非全面的な状態で塗布する工程
【請求項10】
請求項1〜8のいずれかに記載の積層シートを芯地として用い、そのホットメルト接着剤(C)側に表地生地と接着一体化してなる生地。
【請求項11】
請求項3に記載の積層シートを芯地として用い、そのホットメルト接着剤(C”)側に裏地生地と接着一体化してなる生地。
【請求項12】
前記(I)〜(III)の工程に加え、下記の(IV)の工程を含むことを特徴とする請求項10に記載の生地の製造方法。
(IV):積層シートのホットメルト接着剤(C)側に、熱プレスにより、表地生地を接着一体化する工程
【請求項13】
前記(I)〜(IV)の工程に加え、下記の(V)の工程を含むことを特徴とする請求項10に記載の生地の製造方法。
(V):積層シートのホットメルト接着剤(C”)側に、熱プレスにより、裏地生地を接着一体化する工程
【図1】

【公開番号】特開2008−36985(P2008−36985A)
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願番号】特願2006−215287(P2006−215287)
【出願日】平成18年8月8日(2006.8.8)
【出願人】(000201881)倉敷繊維加工株式会社 (41)
【Fターム(参考)】
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願日】平成18年8月8日(2006.8.8)
【出願人】(000201881)倉敷繊維加工株式会社 (41)
【Fターム(参考)】
[ Back to top ]