
防食塗装管およびその製造方法

【課題】水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができると共に耐衝撃性に優れ、しかも、内外面同時塗装が可能であり、さらに、塗装後、急冷することによって直ちに使用することができる。
【解決手段】金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した前記金属製管を予熱し、次いで、予熱した前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時に塗装し、そして、前記金属製管を冷却し、かくして、前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成する。
【解決手段】金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した前記金属製管を予熱し、次いで、予熱した前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時に塗装し、そして、前記金属製管を冷却し、かくして、前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、防食塗装管およびその製造方法、特に、水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができると共に耐衝撃性に優れ、しかも、内外面同時塗装が可能であり、さらに、塗装後、急冷することによって、直ちに使用可能な状態になる防食塗装管およびその製造方法に関するものである。
【背景技術】
【0002】
従来、水道用あるいは下水道用等に使用されている塗装金属製管において、内面塗装は、2液の液状エポキシ樹脂塗料あるいはエポキシ樹脂粉体塗料等が使用され、外面塗装は、一般的に、液状の合成樹脂塗料が使用されている。
【0003】
特許文献1(特開2003−11253号公報)には、エポキシ樹脂の成分を特定したエポキシ樹脂粉体塗料を塗装した金属管が開示されている。
【0004】
内面塗装にエポキシ樹脂粉体塗料を使用する場合、エポキシ樹脂粉体塗料には、溶剤が含有されておらず、予熱した金属製管に塗装することから、乾燥に時間がかからず、しかも、水質に悪影響を及ぼす懸念はない。従って、エポキシ樹脂粉体塗料は、内面塗装に適している。
【0005】
【特許文献1】特開2003−11253号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記のように内面に2液の液状エポキシ樹脂塗料が使用されている場合、一般に液状エポキシ樹脂塗料には、溶剤が含有されているので、厚塗りすると乾燥に時間がかかり、また、水質に悪影響を及ぼす懸念がある。
【0007】
これに対して、エポキシ樹脂粉体塗料の場合には、上述したように、溶剤が含有されておらず、予熱した金属製管に塗装することから、乾燥に時間がかからず、しかも、水質に悪影響を及ぼす懸念はないことから、内面塗装に適しているが、これを外面に適用する場合は、塗膜が硬く、耐衝撃性が低いことから不向きである。
【0008】
一方、外面については、一般的に使用されている液状の合成樹脂塗料は、厚塗りが困難で、また、乾燥に時間がかかり、防食性も低く、腐食性の土壌に埋設された場合、短期間に、金属製管が腐食し、短期間にその寿命を終えるケースがある。
【0009】
また、従来は、管の内外面を同一の塗料による同時塗装は不可能であり、一般的に内面塗装後に外面塗装を行っているのが現状である。
【0010】
従って、この発明の目的は、水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができると共に耐衝撃性に優れ、しかも、内外面同時塗装が可能であり、さらに、塗装後、急冷することによって直ちに使用することができる防食塗装管およびその製造方法を提供することにある。
【課題を解決するための手段】
【0011】
そこで、本願発明者は、上記目的を達成すべく、鋭意研究を重ねた。この結果、以下のような知見を得た。
【0012】
熱可塑性飽和ポリエステル樹脂粉体塗料は、溶剤を含有せず、しかも、環境ホルモン等の有害な物質も含まないことから、水質に悪影響を及ぼすことはない。また、熱可塑性飽和ポリエステル樹脂粉体塗料によれば、管内外面の同時塗装が可能であり、さらに、塗装後、急冷すれば、直ちに使用可能な状態となる。
【0013】
この発明は、上記知見に基づきなされたものであって、下記を特徴とするものである。
【0014】
請求項1記載の発明は、金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体からなる塗膜が形成されていることに特徴を有するものである。
【0015】
請求項2記載の発明は、請求項1記載の発明において、前記塗膜の膜厚は、0.3mmから1.0mmの範囲内であることに特徴を有するものである。
【0016】
請求項3記載の発明は、請求項1または2記載の発明において、前記金属製管は、鋳鉄管または鉄管であることに特徴を有するものである。
【0017】
請求項4記載の発明は、金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した前記金属製管を予熱し、次いで、予熱した前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時にコーティングし、そして、前記金属製管を冷却し、かくして、前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成することに特徴を有するものである。
【0018】
請求項5記載の発明は、請求項4記載の発明において、前記金属製管の予熱温度は、270℃から320℃の範囲内であることに特徴を有するものである。
【0019】
請求項6記載の発明は、請求項4または5記載の発明において、前記塗膜の膜厚は、0.3mmから1.0mmの範囲内であることに特徴を有するものである。
【0020】
請求項7記載の発明は、請求項4から6の何れか1つに記載の発明において、前記金属製管の冷却速度は、40℃/分から200℃/分の範囲内であることに特徴を有するものである。
【0021】
請求項8記載の発明は、請求項4から7の何れか1つに記載の発明において、前記金属製管は、鋳鉄管または鉄管であることに特徴を有するものである。
【発明の効果】
【0022】
この発明によれば、水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができると共に耐衝撃性に優れ、しかも、内外面同時塗装が可能であり、さらに、塗装後、急冷することによって直ちに使用することができる。
【発明を実施するための最良の形態】
【0023】
次に、この発明の防食塗装管の一実施態様を説明する。
【0024】
この発明の防食塗装管は、鋳鉄管または鉄管等の金属製管の内外面に、熱可塑性飽和ポリエステル樹脂粉体からなる膜厚0.3mmから1.0mmの範囲内の塗膜が形成されたものからなっている。
【0025】
膜厚が0.3mm未満であると、ピンホール等の塗膜欠陥が生じやすく、所望の防食効果が得られない。一方、膜厚が1.0mmを超えると、塗料垂れが生じて外観が悪くなる。また、塗膜の耐衝撃性が低下する。さらに、管外径が大きくなって継手よる管接合に影響を及ぼす。従って、この発明では、熱可塑性飽和ポリエステル樹脂粉体の膜厚を0.3mmから1.0mmの範囲内とした。好ましくは、0.5mmから0.8mmの範囲内が良い。
【0026】
一般の合成樹脂塗料は、固形分(塗膜となる成分)が30%から50%と低いので、厚く塗ると塗料垂れ等の不都合が発生するので、厚塗りが困難であるが、熱可塑性飽和ポリエステル樹脂粉体の場合には、固形分がほぼ100%であり、一般の合成樹脂塗料に比べ、10倍以上の厚塗りが可能である。
【0027】
次に、この発明の防食塗装管の製造方法について説明する。
【0028】
この発明の防食塗装管は、鋳鉄管または鉄管等の金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した金属製管を予熱し、次いで、予熱した金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時に塗装し、そして、金属製管を冷却し、かくして、金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成することによって製造される。
【0029】
金属製管の予熱温度は、270℃から320℃の範囲内とする。予熱温度が270℃未満であると、粉体が完全に溶融しないので、本来の塗膜の効果が得られない。しかも、耐衝撃性が低下する。一方、320℃を超えると、塗料の樹脂が熱劣化して、本来の塗膜の効果が得られない。また、変色して、外観が悪くなる。従って、この発明では、金属製管の予熱温度を270℃から320℃の範囲内とした。好ましくは、280℃から300℃の範囲内が良い。
【0030】
熱可塑性飽和ポリエステル樹脂粉体の膜厚は、上述した通りである。
【0031】
金属製管の冷却速度は、40℃/分から200℃/分の範囲内とする。塗膜の効果は、急冷による熱可塑性飽和ポリエステル樹脂の結晶化によってもたらされるが、冷却速度が40℃/分未満であると、樹脂が結晶化しにくいので、所望の効果が得られない。一方、200℃/分を超えても樹脂の結晶化の効果は変わらず、冷却設備が大型化する分、無駄となる。従って、この発明では、金属製管の冷却速度を40℃/分から200℃/分の範囲内とした。好ましくは、100℃/分から200℃/分の範囲内が良い。
【0032】
上述のように、熱可塑性飽和ポリエステル樹脂は、急冷することによって結晶化して、本来の性能が発揮されるために急冷は、必須である。
【0033】
塗料の粒度は、本来の性能を得るために、40メッシュ、融点は、230℃から240℃、密度は、1.28から1.30の範囲内が良い。
【0034】
なお、外面防食性能を更に向上させるために、プライマーとして、亜鉛あるいは亜鉛−アルミの溶射を行った後、その上に熱可塑性飽和ポリエステル樹脂粉体塗装を行うと良い。これによって、たとえ、塗膜に傷がついても亜鉛あるいは亜鉛−アルミの犠牲陽極反応にて管体の腐食の進行を防ぐことができる。
【実施例】
【0035】
次に、この発明を実施例により、さらに説明する。
【0036】
口径φ75mm、肉厚7.5mm、長さ4000mmのダクタイル鋳鉄管を加熱炉で300℃に予熱し、内外面自動粉体塗装装置を使用して、膜厚が0.5mmになるように熱可塑性飽和ポリエステル粉体塗料を管内外面に同時塗装した。なお、この熱可塑性飽和ポリエステル粉体塗料は、イソフタル酸成分8〜20モル%、固有粘度0.7〜1.0の熱可塑性ポリエチレンテレフタレート共重合体より成るポリエステル系重合体からなり、粒度は、40メッシュ、融点は、230℃、密度は、1.28であった。このようにして、管内外面に粉体塗料を同時塗装した後、直ちに、管を冷却速度100℃/分で水冷して、内外面熱可塑性飽和ポリエステル粉体塗装管を製造した。
【0037】
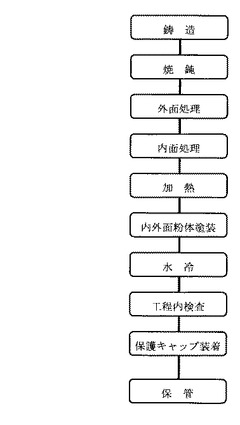
図1に、この発明の防食塗装管の製造工程を示す。
【0038】
以上のようにして製造した、この発明の防食塗装管によれば、熱可塑性飽和ポリエステル粉体塗料を使用することによって、水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができた。また、耐衝撃性に優れ、しかも、管内外面に同じ塗料を使用できるので、内外面同時塗装が可能となり、管の塗装時間が大幅に短縮された。さらに、塗装後、急冷することによって、直ちに使用可能な状態になるので、管製造後の保管、出荷等に便利であった。
【図面の簡単な説明】
【0039】
【図1】この発明の防食塗装管の製造工程図である。
【技術分野】
【0001】
この発明は、防食塗装管およびその製造方法、特に、水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができると共に耐衝撃性に優れ、しかも、内外面同時塗装が可能であり、さらに、塗装後、急冷することによって、直ちに使用可能な状態になる防食塗装管およびその製造方法に関するものである。
【背景技術】
【0002】
従来、水道用あるいは下水道用等に使用されている塗装金属製管において、内面塗装は、2液の液状エポキシ樹脂塗料あるいはエポキシ樹脂粉体塗料等が使用され、外面塗装は、一般的に、液状の合成樹脂塗料が使用されている。
【0003】
特許文献1(特開2003−11253号公報)には、エポキシ樹脂の成分を特定したエポキシ樹脂粉体塗料を塗装した金属管が開示されている。
【0004】
内面塗装にエポキシ樹脂粉体塗料を使用する場合、エポキシ樹脂粉体塗料には、溶剤が含有されておらず、予熱した金属製管に塗装することから、乾燥に時間がかからず、しかも、水質に悪影響を及ぼす懸念はない。従って、エポキシ樹脂粉体塗料は、内面塗装に適している。
【0005】
【特許文献1】特開2003−11253号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記のように内面に2液の液状エポキシ樹脂塗料が使用されている場合、一般に液状エポキシ樹脂塗料には、溶剤が含有されているので、厚塗りすると乾燥に時間がかかり、また、水質に悪影響を及ぼす懸念がある。
【0007】
これに対して、エポキシ樹脂粉体塗料の場合には、上述したように、溶剤が含有されておらず、予熱した金属製管に塗装することから、乾燥に時間がかからず、しかも、水質に悪影響を及ぼす懸念はないことから、内面塗装に適しているが、これを外面に適用する場合は、塗膜が硬く、耐衝撃性が低いことから不向きである。
【0008】
一方、外面については、一般的に使用されている液状の合成樹脂塗料は、厚塗りが困難で、また、乾燥に時間がかかり、防食性も低く、腐食性の土壌に埋設された場合、短期間に、金属製管が腐食し、短期間にその寿命を終えるケースがある。
【0009】
また、従来は、管の内外面を同一の塗料による同時塗装は不可能であり、一般的に内面塗装後に外面塗装を行っているのが現状である。
【0010】
従って、この発明の目的は、水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができると共に耐衝撃性に優れ、しかも、内外面同時塗装が可能であり、さらに、塗装後、急冷することによって直ちに使用することができる防食塗装管およびその製造方法を提供することにある。
【課題を解決するための手段】
【0011】
そこで、本願発明者は、上記目的を達成すべく、鋭意研究を重ねた。この結果、以下のような知見を得た。
【0012】
熱可塑性飽和ポリエステル樹脂粉体塗料は、溶剤を含有せず、しかも、環境ホルモン等の有害な物質も含まないことから、水質に悪影響を及ぼすことはない。また、熱可塑性飽和ポリエステル樹脂粉体塗料によれば、管内外面の同時塗装が可能であり、さらに、塗装後、急冷すれば、直ちに使用可能な状態となる。
【0013】
この発明は、上記知見に基づきなされたものであって、下記を特徴とするものである。
【0014】
請求項1記載の発明は、金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体からなる塗膜が形成されていることに特徴を有するものである。
【0015】
請求項2記載の発明は、請求項1記載の発明において、前記塗膜の膜厚は、0.3mmから1.0mmの範囲内であることに特徴を有するものである。
【0016】
請求項3記載の発明は、請求項1または2記載の発明において、前記金属製管は、鋳鉄管または鉄管であることに特徴を有するものである。
【0017】
請求項4記載の発明は、金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した前記金属製管を予熱し、次いで、予熱した前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時にコーティングし、そして、前記金属製管を冷却し、かくして、前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成することに特徴を有するものである。
【0018】
請求項5記載の発明は、請求項4記載の発明において、前記金属製管の予熱温度は、270℃から320℃の範囲内であることに特徴を有するものである。
【0019】
請求項6記載の発明は、請求項4または5記載の発明において、前記塗膜の膜厚は、0.3mmから1.0mmの範囲内であることに特徴を有するものである。
【0020】
請求項7記載の発明は、請求項4から6の何れか1つに記載の発明において、前記金属製管の冷却速度は、40℃/分から200℃/分の範囲内であることに特徴を有するものである。
【0021】
請求項8記載の発明は、請求項4から7の何れか1つに記載の発明において、前記金属製管は、鋳鉄管または鉄管であることに特徴を有するものである。
【発明の効果】
【0022】
この発明によれば、水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができると共に耐衝撃性に優れ、しかも、内外面同時塗装が可能であり、さらに、塗装後、急冷することによって直ちに使用することができる。
【発明を実施するための最良の形態】
【0023】
次に、この発明の防食塗装管の一実施態様を説明する。
【0024】
この発明の防食塗装管は、鋳鉄管または鉄管等の金属製管の内外面に、熱可塑性飽和ポリエステル樹脂粉体からなる膜厚0.3mmから1.0mmの範囲内の塗膜が形成されたものからなっている。
【0025】
膜厚が0.3mm未満であると、ピンホール等の塗膜欠陥が生じやすく、所望の防食効果が得られない。一方、膜厚が1.0mmを超えると、塗料垂れが生じて外観が悪くなる。また、塗膜の耐衝撃性が低下する。さらに、管外径が大きくなって継手よる管接合に影響を及ぼす。従って、この発明では、熱可塑性飽和ポリエステル樹脂粉体の膜厚を0.3mmから1.0mmの範囲内とした。好ましくは、0.5mmから0.8mmの範囲内が良い。
【0026】
一般の合成樹脂塗料は、固形分(塗膜となる成分)が30%から50%と低いので、厚く塗ると塗料垂れ等の不都合が発生するので、厚塗りが困難であるが、熱可塑性飽和ポリエステル樹脂粉体の場合には、固形分がほぼ100%であり、一般の合成樹脂塗料に比べ、10倍以上の厚塗りが可能である。
【0027】
次に、この発明の防食塗装管の製造方法について説明する。
【0028】
この発明の防食塗装管は、鋳鉄管または鉄管等の金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した金属製管を予熱し、次いで、予熱した金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時に塗装し、そして、金属製管を冷却し、かくして、金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成することによって製造される。
【0029】
金属製管の予熱温度は、270℃から320℃の範囲内とする。予熱温度が270℃未満であると、粉体が完全に溶融しないので、本来の塗膜の効果が得られない。しかも、耐衝撃性が低下する。一方、320℃を超えると、塗料の樹脂が熱劣化して、本来の塗膜の効果が得られない。また、変色して、外観が悪くなる。従って、この発明では、金属製管の予熱温度を270℃から320℃の範囲内とした。好ましくは、280℃から300℃の範囲内が良い。
【0030】
熱可塑性飽和ポリエステル樹脂粉体の膜厚は、上述した通りである。
【0031】
金属製管の冷却速度は、40℃/分から200℃/分の範囲内とする。塗膜の効果は、急冷による熱可塑性飽和ポリエステル樹脂の結晶化によってもたらされるが、冷却速度が40℃/分未満であると、樹脂が結晶化しにくいので、所望の効果が得られない。一方、200℃/分を超えても樹脂の結晶化の効果は変わらず、冷却設備が大型化する分、無駄となる。従って、この発明では、金属製管の冷却速度を40℃/分から200℃/分の範囲内とした。好ましくは、100℃/分から200℃/分の範囲内が良い。
【0032】
上述のように、熱可塑性飽和ポリエステル樹脂は、急冷することによって結晶化して、本来の性能が発揮されるために急冷は、必須である。
【0033】
塗料の粒度は、本来の性能を得るために、40メッシュ、融点は、230℃から240℃、密度は、1.28から1.30の範囲内が良い。
【0034】
なお、外面防食性能を更に向上させるために、プライマーとして、亜鉛あるいは亜鉛−アルミの溶射を行った後、その上に熱可塑性飽和ポリエステル樹脂粉体塗装を行うと良い。これによって、たとえ、塗膜に傷がついても亜鉛あるいは亜鉛−アルミの犠牲陽極反応にて管体の腐食の進行を防ぐことができる。
【実施例】
【0035】
次に、この発明を実施例により、さらに説明する。
【0036】
口径φ75mm、肉厚7.5mm、長さ4000mmのダクタイル鋳鉄管を加熱炉で300℃に予熱し、内外面自動粉体塗装装置を使用して、膜厚が0.5mmになるように熱可塑性飽和ポリエステル粉体塗料を管内外面に同時塗装した。なお、この熱可塑性飽和ポリエステル粉体塗料は、イソフタル酸成分8〜20モル%、固有粘度0.7〜1.0の熱可塑性ポリエチレンテレフタレート共重合体より成るポリエステル系重合体からなり、粒度は、40メッシュ、融点は、230℃、密度は、1.28であった。このようにして、管内外面に粉体塗料を同時塗装した後、直ちに、管を冷却速度100℃/分で水冷して、内外面熱可塑性飽和ポリエステル粉体塗装管を製造した。
【0037】
図1に、この発明の防食塗装管の製造工程を示す。
【0038】
以上のようにして製造した、この発明の防食塗装管によれば、熱可塑性飽和ポリエステル粉体塗料を使用することによって、水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができた。また、耐衝撃性に優れ、しかも、管内外面に同じ塗料を使用できるので、内外面同時塗装が可能となり、管の塗装時間が大幅に短縮された。さらに、塗装後、急冷することによって、直ちに使用可能な状態になるので、管製造後の保管、出荷等に便利であった。
【図面の簡単な説明】
【0039】
【図1】この発明の防食塗装管の製造工程図である。
【特許請求の範囲】
【請求項1】
金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体からなる塗膜が形成されていることを特徴とする防食塗装管。
【請求項2】
前記塗膜の膜厚は、0.3mmから1.0mmの範囲内であることを特徴とする、請求項1記載の防食塗装管。
【請求項3】
前記金属製管は、鋳鉄管または鉄管であることを特徴とする、請求項1または2記載の防食塗装管。
【請求項4】
金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した前記金属製管を予熱し、次いで、予熱した前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時に塗装し、そして、前記金属製管を冷却し、かくして、前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成することを特徴とする、防食塗装管の製造方法。
【請求項5】
前記金属製管の予熱温度は、270℃から320℃の範囲内であることを特徴とする、請求項4記載の、防食塗装管の製造方法。
【請求項6】
前記塗膜の膜厚は、0.3mmから1.0mmの範囲内であることを特徴とする、請求項4または5記載の、防食塗装管の製造方法。
【請求項7】
前記金属製管の冷却速度は、40℃/分から200℃/分の範囲内であることを特徴とする、請求項4から6の何れか1つに記載の、防食塗装管の製造方法。
【請求項8】
前記金属製管は、鋳鉄管または鉄管であることを特徴とする、請求項4から7の何れか1つに記載の、防食塗装管の製造方法。
【請求項1】
金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体からなる塗膜が形成されていることを特徴とする防食塗装管。
【請求項2】
前記塗膜の膜厚は、0.3mmから1.0mmの範囲内であることを特徴とする、請求項1記載の防食塗装管。
【請求項3】
前記金属製管は、鋳鉄管または鉄管であることを特徴とする、請求項1または2記載の防食塗装管。
【請求項4】
金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した前記金属製管を予熱し、次いで、予熱した前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時に塗装し、そして、前記金属製管を冷却し、かくして、前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成することを特徴とする、防食塗装管の製造方法。
【請求項5】
前記金属製管の予熱温度は、270℃から320℃の範囲内であることを特徴とする、請求項4記載の、防食塗装管の製造方法。
【請求項6】
前記塗膜の膜厚は、0.3mmから1.0mmの範囲内であることを特徴とする、請求項4または5記載の、防食塗装管の製造方法。
【請求項7】
前記金属製管の冷却速度は、40℃/分から200℃/分の範囲内であることを特徴とする、請求項4から6の何れか1つに記載の、防食塗装管の製造方法。
【請求項8】
前記金属製管は、鋳鉄管または鉄管であることを特徴とする、請求項4から7の何れか1つに記載の、防食塗装管の製造方法。
【図1】


【公開番号】特開2008−178991(P2008−178991A)
【公開日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願番号】特願2007−12377(P2007−12377)
【出願日】平成19年1月23日(2007.1.23)
【出願人】(000231877)日本鋳鉄管株式会社 (48)
【Fターム(参考)】
【公開日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願日】平成19年1月23日(2007.1.23)
【出願人】(000231877)日本鋳鉄管株式会社 (48)
【Fターム(参考)】
[ Back to top ]