
階間搬送リフター
【課題】基板を複数階に跨いで搬送する階間搬送リフターを出来る限り小さな区画で設置可能なものとし、更に階間搬送リフターの搬送部を軽量化して、その結果、高速搬送可能で設備費用を抑えた階間搬送リフターを提供する。
【解決手段】基板を階間を跨いで昇降搬送する階間搬送リフターにおいて、基板を水平搬送する水平搬送機構と、水平搬送された基板を水平方向から方向変換する第一の方向変換機構と、方向変換させられた基板を昇降搬送する昇降搬送機構と、昇降搬送された基板を水平方向に変換する第二の方向変換機構とを有することを特徴とする階間搬送リフター。
【解決手段】基板を階間を跨いで昇降搬送する階間搬送リフターにおいて、基板を水平搬送する水平搬送機構と、水平搬送された基板を水平方向から方向変換する第一の方向変換機構と、方向変換させられた基板を昇降搬送する昇降搬送機構と、昇降搬送された基板を水平方向に変換する第二の方向変換機構とを有することを特徴とする階間搬送リフター。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばカラー液晶表示装置に用いられるガラス基板を階間にわたって昇降搬送する階間搬送リフターに関するものである。
【背景技術】
【0002】
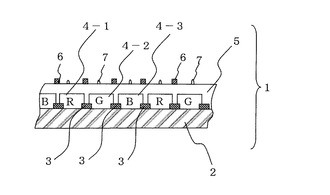
図1はカラー液晶表示装置に用いられるカラーフィルタの一例を断面で示した図である。カラーフィルタ1は、ガラス基板2上にブラックマトリックス(以下、BM)3、レッドRの着色画素(以下、R画素)4−1、グリーンGの着色画素(以下、G画素)4−2、ブルーBの着色画素(以下、B画素)4−3、透明電極5、及びフォトスペーサー(Photo Spacer)(以下、PS)6、バーテイカルアライメント(Vertical Alignment)(以下、VA)7が順次形成されたものである。
【0003】
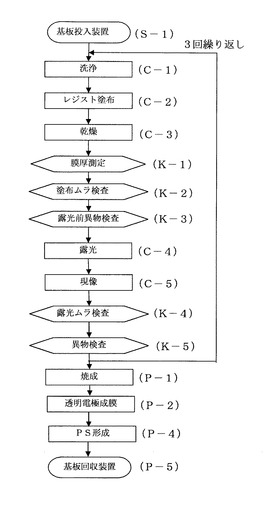
上記構造のカラーフィルタの製造方法は、フォトリソグラフィー法、印刷法、インクジェット法が知られているが、図2は一般的に用いられているフォトリソグラフィー法の工程の一例を示すフロー図であり、BMを形成された後のカラーフィルタの製造工程を示すものである。
【0004】
BMが形成されたガラス基板は、基板投入装置によって洗浄装置に投入され(S−1)、洗浄された後(C−1)、フォトレジストが塗布され(C−2)、乾燥される(C−3)。乾燥後、フォトレジストの膜厚が測定され(K−1)、膜厚が品質基準管理値内にあるか否かが判断される。その後、塗布ムラ検査(K−2)と露光前異物検査(K−3)が行われ、欠陥の無いものは露光装置で露光用のマスクパターンを用いて露光される(C−4)。露光後、現像され(C−5)、露光によるムラ欠陥が無いかが露光ムラ検査によって行われる(K−4)。その後、基板に異物が付着していないか異物検査され(K−5)、焼成(P−1)される。焼成後、透明電極の成膜(P−2)、PSが形成(P−3)された後、基板回収装置によって回収される(P−4)。
【0005】
例えば、R画素、G画素、B画素の順に画素が形成される場合には、カラーフィルタ用ガラス基板を洗浄処理する工程(C−1)から、異物検査工程(K−5)間はレッドR、グリーンG、ブルーBの順に着色レジストを変更して3回繰り返されてR画素、G画素、B画素が形成される。この場合、R画素、G画素、B画素の形成処理を単色処理装置で3回繰り返し行う場合と、多色処理装置によってガラス基板投入(S−1)から基板回収(P−4)を直列配置した一連の処理装置によって行われる場合があり、後者の直列配置した一連の処理装置は製造効率の点で優れている反面、広い設置面積を必要とする問題や多額の設備金額を必要とするなどの問題がある。
【0006】
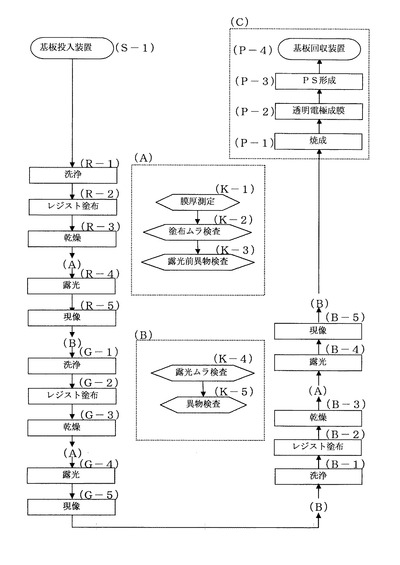
上記問題を解決するためにフローシップ型の装置の配置形態を採用することが考えられる。前記フローシップ型の装置を配置した工程のフローの一例を図3に示す。図2に示した工程のうちR画素、G画素、B画素を形成する工程、すなわち前記フローシップ型の装置である洗浄(C−1)、レジスト塗布(C−2)、乾燥(C−3)、露光(C−4)、現像(C−5)と、各着色画素を形成する中で共通に用いられる膜厚測定(K−1)、塗布ムラ検査(K−2)、露光前異物検査(K−3)、また露光ムラ検査(K−4)、異物検査(K−5)の各装置、更に焼成(P−1)、透明電極成膜(P−2)、PS形成(P−3)、基板回収(P−4)の各装置を、例えば各着色画素を形成する一連の処理装置とは切り離して、別の階に設置するなどの方法が採用される。この方法によれば、膜厚測定(K−1)、塗布ムラ検査(K−2)、露光前異物検査(K−3)、また露光ムラ検査(K−4)、異物検査(K−5)の各装置を各着色画素を形成する工程の中で共用化し、更に前記洗浄(C−1)、レジスト塗布(C−2)、乾燥(C−3)、露光(C−4)、現像(C−5)処理する一連の処理装置と前記膜厚測定(K−1)、塗布ムラ検査(K−2)、露光前異物検査(K−3)、また露光ムラ検査(K−4)、異物検査(K−5)の各装置と前記焼成(P−1)、透明電極成膜(P−2)、PS形成(P−3)、基板回収(P−4)の各装置を複数階に跨いで設置することによって、広い設備の設置面積と多額の設備金額を削減する効果が得られる。
【0007】
すなわち図3では、基板投入後(S−1)、R画素を形成するため洗浄(R−1)、レジスト塗布(R−2)、乾燥(R−3)の後、別の階にガラス基板を搬送し膜厚測定(K−1)、塗布ムラ検査(K−2)、露光前異物検査(K−3)(以上、図3に示される(A)処理)を経た後、再び着色画素を形成する一連の処理装置が設置される階に搬送され、露光(R−4)、現像(R−5)される。その後別の階に搬送され、露光ムラ検査(K−4)、異物検査(K−5)(以上、図3に示される(B)処理)を経て再び着色画素を形成する一連の処理装置が設置される階に搬送され次の着色画素であるG画素の形成処理のされる。G画素の形成は前記R画素の形成同様に、(G−1)〜(G−3)の後、(A)処理を経て、(G−4)〜(G−5)の後(B)処理が行われ、次に3色目の着色画素であるB画素の形成が行われる。前記R画素、G画素と同様な処理工程を経てB画素が形成された後、別の階に設置された焼成(P−1)、透明電極成膜(P−2)、PS形成(P−3)、基板回収(P−4)(以上、図3に示される(C)処理)される。
【0008】
しかしながら上記複数階に跨いで処理装置を設置した場合は、基板を階間で搬送する搬送手段が必要となる。
【0009】
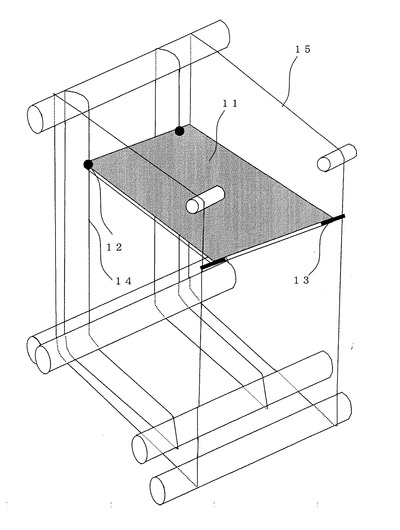
基板を階間で搬送する搬送装置としては、様々あるが、例えば基板を複数枚載置したラックをエレベータによって搬送したり、また図4に示すような階間搬送リフターが提案されている(特許文献1)。図4に示される階間搬送リフターは、基板11の一端部12に連結されているワイヤー14と基板11の他の端部13に連結されているワイヤー15を上下に移動させる駆動装置によって基板を上下させ、基板に基板を載せて階間搬送するリフターが一般的に使用されている。しかしながら前記エレベータによる方法や階間搬送リフターは搬送装置の設置面積、設備費用、搬送速度等に問題があった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2005−126243号公報
【特許文献2】特開平5−270650号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
前記階間搬送リフターを設置する区画は、消防法によって防火区画とする必要があるため、階間搬送リフター区間を出来る限り小さな区画として、それに要する費用を抑えること、また階間搬送リフター装置の搬送部を軽量化するなどして、階間搬送リフター装置自体の設備費用を抑えると同時に、搬送速度を速めることが重要である。
【0012】
そこで本発明では、基板を複数階に跨いで搬送する階間搬送リフターを出来る限り小さな区画で設置可能なものとし、更に階間搬送リフターの搬送部を軽量化して、その結果、高速搬送可能で設備費用を抑えた階間搬送リフターを提供するものである。
【課題を解決するための手段】
【0013】
本発明の請求項1に係る発明は、基板を階間を跨いで昇降搬送する階間搬送リフターにおいて、基板を水平搬送する水平搬送機構と、水平搬送された基板を水平方向から方向変
換する第一の方向変換機構と、方向変換させられた基板を昇降搬送する昇降搬送機構と、昇降搬送された基板を水平方向に変換する第二の方向変換機構とを有することを特徴とする階間搬送リフターである。
【0014】
本発明の請求項2に係る発明は、昇降搬送機構は基板の一辺を真空吸着保持する真空吸着機構と、真空吸着機構を昇降方向に移動する搬送機構と、真空吸着された基板をエア浮上させる搬送サポート面とを有することを特徴とする請求項1記載の階間搬送リフターである。
【0015】
本発明の請求項3に係る発明は、基板の対向する2辺に対しそれぞれ真空吸着機構を有することを特徴とする請求項1または2に記載の階間搬送リフターである。
【0016】
本発明の請求項4に係る発明は、第一の方向変換機構及び第二の方向変換機構は、傾斜トレイの一辺に備えられた回転部を有し、回転部の中心を回転軸として回転することを特徴とする請求項1から3のいずれかに記載の階間搬送リフターである
【発明の効果】
【0017】
階間搬送リフターの設置区画を出来る限り小さな区画とすることによって、防火区画に要する費用を抑制することが出来、更に階間搬送リフターの搬送部を軽量化することによって、階間搬送リフターの設備費用を抑えることが可能となる。
【0018】
また、階間搬送リフターの搬送部の軽量化と、エア浮上させる搬送サポート面とを有する傾斜機構採用により、基板を高速で搬送することが可能となり、その結果、カラーフィルタ製造の高スループット化が期待できる。
【図面の簡単な説明】
【0019】
【図1】カラー液晶表示装置に用いられるカラーフィルタの一例を断面で示した図。
【図2】一般的に用いられているフォトリソグラフィー法の工程の一例を示すフロー図。
【図3】フローシップ型の装置を配置した工程のフローの一例を示す図。
【図4】従来の基板を階間で搬送する搬送装置の一例を示す図。
【図5】本発明に係る階間搬送リフターの構成の概略を示す図。 (a)は側面から見た図。 (b)は正面から見た図。
【図6】本発明による階間搬送リフターの動作フローを示す図。
【図7】本発明による階間搬送リフターの基板支持バーを説明するための図。 (a)は側面から見た図。 (b)は正面から見た図。
【図8】本発明による階間搬送リフターの真空吸着パッドによって基板の裏面が吸着されている状態を示す図。
【図9】本発明による階間搬送リフターの搬送サポート面を説明するための図。
【図10】本発明による階間搬送リフターの別の基板支持バーを説明するための図。
【図11】本発明による基板の階間搬送リフターを用いた場合と、従来の階間搬送リフターの場合の設置区画の比較を示した図。 (a)は本発明による基板の階間搬送リフターを用いた場合の設置区画を示す図。 (b)は従来の階間搬送リフターを用いた場合の設置区画を示す図。
【図12】本発明による基板の階間搬送リフターの昇降搬送機構を示す図。
【図13】本発明による基板の階間搬送リフターの傾斜トレイを示す図。
【図14】本発明による基板の階間搬送リフターの基板端面保持具を示す図。
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明に係る階間搬送リフターの実施形態を説明する。
【0021】
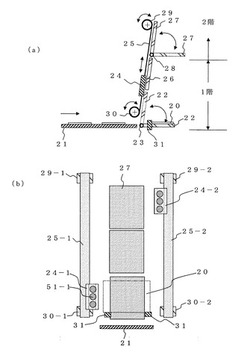
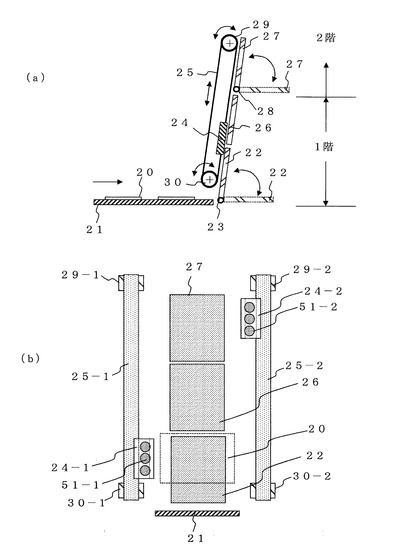
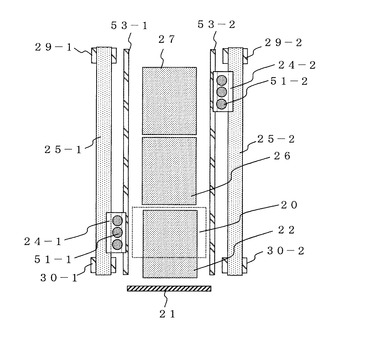
図5は本発明に係る階間搬送リフターの構成の概略を示す図で、図5(a)は側面から見た図、図5(b)は正面から見た図である。
【0022】
図5(a)に示す階間搬送リフターは、基板20を水平搬送するための搬送コンベア21、基板20を水平方向から方向変換する傾斜トレイA22、傾斜トレイA22を回転させるためのローラA23、基板の一辺を真空吸着する真空吸着パッド(図示せず)を備えた搬送力供給ユニット24、搬送力供給ユニット24を駆動する駆動ベルト25、基板20をエア浮上させるエア浮上パッド26、搬送された基板を水平方向に方向変換する傾斜トレイB27、傾斜トレイB27を回転させるためのローラB28、駆動ベルト25を駆動する駆動用サーボモータ29とローラ30等を有している。なお、傾斜トレイA22及び傾斜トレイB27は、トレイ内部にそれぞれエア浮上パッドを有している。また、傾斜トレイA22はローラA23の中心を回転軸として回転し、傾斜トレイB27はローラB28の中心を回転軸として回転して、基板20の方向を変換する。
【0023】
図5(b)に示すように階間搬送リフターは、基板の一辺を真空吸着して基板20搬送する搬送力供給ユニット24は左右にそれぞれ搬送力供給ユニット24−1と搬送力供給ユニット24−2があり、同様に、駆動ベルト25−1と駆動ベルト25−2、駆動ベルト駆動用サーボモータ29-1及びローラ30−1と駆動ベルト駆動用サーボモータ29-2及びローラ30−2を有している。なお、搬送力供給ユニット24−1と搬送力供給ユニット24−2にはそれぞれ真空吸着パッド51−1、真空吸着パッド51−2が備えられている。
【0024】
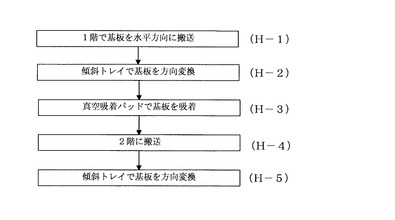
図6は本発明による階間搬送リフターの動作フローを示す図である。階間搬送リフターの動作フローを1階から2階へ基板20を搬送する場合を例として説明する。
【0025】
水平搬送機構である搬送コンベア21によって1階にて基板20を水平方向に搬送する(H−1)。搬送コンベアに限定されず搬送用コロ等を用いても良い。
【0026】
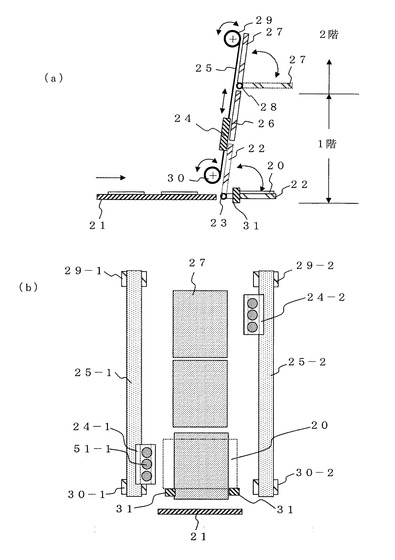
搬送コンベア21から受取った基板20を、第一の方向変換機構である傾斜トレイA22によって昇降方向に近い姿勢へと方向変換する(H−2)。傾斜トレイA22が昇降方向に方向変換する際に、図7に示す基板支持バー31が傾斜トレイA22の左右端から飛び出して、基板20を支える。図7(a)は側面から見た図で、基板20が傾斜トレイA22に搬送された後、基板支持バー31が飛び出した図、図7(b)は正面から見た図で傾斜トレイA22が方向変換した後、基板20を基板支持バー31が支えている状態を示す図である。
【0027】
傾斜トレイA22によって昇降方向へと方向変換させられた基板20は、図8に示す搬送力供給ユニット24−1に備えられた真空吸着機構である真空吸着パッド51−1によって裏面が吸着される(H−3)。この際、搬送力供給ユニット24−1は基板20が昇降方向へと方向変換された後に延伸バー32−1によって基板20の内側まで移動した後、基板20の裏面を真空吸着パッド51−1によって真空吸着する。
【0028】
真空吸着された基板20は、真空吸着パッド51−1によって真空吸着されたまま、傾斜トレイA22、エア浮上パッド26、傾斜トレイB27が有する搬送サポート面(図示せず)によってエア浮上され2階まで搬送される(H−4)。この時、搬送力供給ユニット24−2は下降して、傾斜トレイA22の位置で次の基板を搬送するために待機する。
【0029】
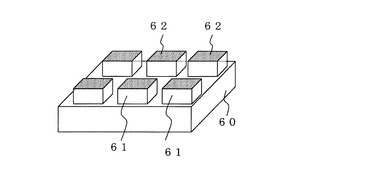
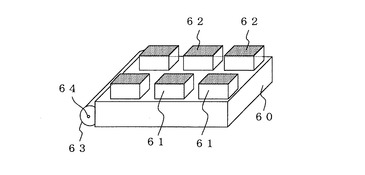
搬送サポート面を図9を用いて説明する。図9は傾斜トレイA22、エア浮上パッド2
6、傾斜トレイB27を示す図で、例えばエア浮上パッド26は固定架台60上に設けられた多孔質樹脂61に圧縮空気を注入し、多孔質樹脂61の表面のエア噴出し部62の表面から表面全体にわたって均一な流量のエアを噴出する構造となっている。圧縮空気は圧縮ポンプによって圧縮され、且つ、フィルタを介した後、多孔質樹脂61に注入し供給される。図9では、搬送サポート面は6個のエア噴出し部62から構成されているが、6個に限定されず、基板20が多孔質樹脂61の隙間で多孔質樹脂61に衝突することなく浮上搬送される構造とすることが望ましい。また、上記構造は、傾斜トレイA22、エア浮上パッド26、傾斜トレイB27のいずれにも採用できる。
【0030】
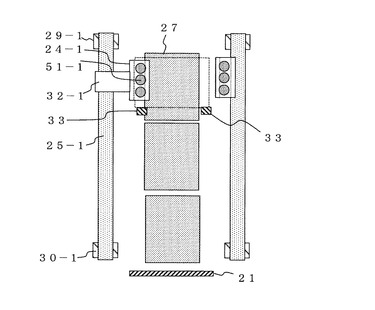
エア浮上され2階まで搬送された基板20は、第二の方向変換機構である傾斜トレイB27によって昇降方向から水平方向に方向変換される(H−5)。傾斜トレイB27が昇降方向から水平に方向変換する際には、図7に示す基板支持バーA31と同じように、図10に示す基板支持バーB33が傾斜トレイB27の左右端から飛び出して基板20の下端辺を支えた後、真空吸着パッド51−1による真空吸着が解かれる。
【0031】
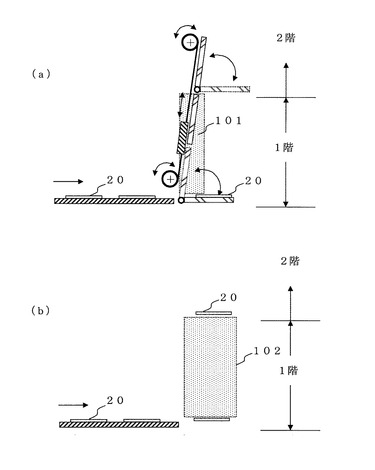
図11は、本発明による基板の階間搬送リフターを用いた場合(図11(a)と、従来の階間搬送リフターの場合(図11(b))の設置区画の比較を示した図で、本発明による基板の階間搬送リフターを用いた場合は、その設置区画101は、例えば図4に示す従来の階間搬送リフターの場合の設置区画102と比較して、より小さな区画とすることが出来る。
【0032】
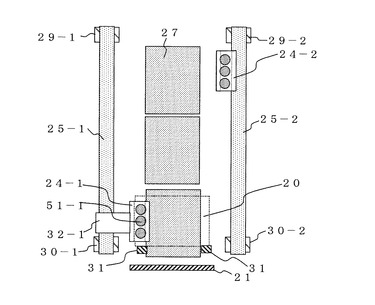
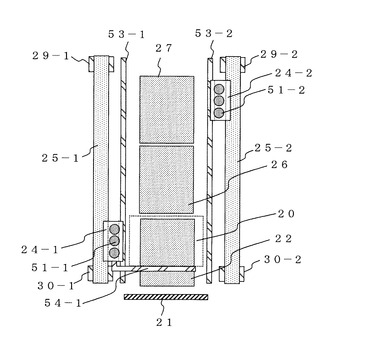
図12に昇降搬送機構を示す。昇降搬送機構は次に述べる真空吸着機構と搬送サポート面とを有している。即ち、真空吸着機構である真空吸着パッド51−1を備える搬送力供給ユニット24−1は駆動ベルト25−1とベルト駆動用サーボモータ29-1及びローラ30−1の搬送機構によって昇降する。ベルト駆動用サーボモータ29-1は、基板20を昇降搬送するための駆動力源を駆動ベルト25−1に供給するためのもので、駆動ベルト25−1は駆動ベルト引張力により駆動力を得て上下方向に繰り返し駆動される。ベルト駆動用サーボモータ29-1を制御することによって搬送力供給ユニット24−1の移動量は制御される。また、搬送力供給ユニット51を案内する案内レール53を備えており、高速で安定した搬送を可能にしている。
【0033】
基板20を昇降搬送する際に、基板20は真空吸着パッド51によって真空吸着されたまま、傾斜トレイA22、エア浮上パッド26、傾斜トレイB27が有する搬送サポート面によってエア浮上され、基板はサポートされる。
【0034】
このように本発明による階間搬送リフターは、基板20を搬送するためには、搬送力供給ユニット24と基板20のみを移動すればよく、搬送荷重は軽量であるため、搬送力供給ユニット24自体を軽量化しやすく、高速な搬送に適したリフターを提供出来る。
【0035】
基板の一辺を真空吸着する真空吸着吸着パッド51は左右にそれぞれ真空吸着吸着パッド52−1と真空吸着吸着パッド52−2が備えられており、同様に、駆動ベルト25は駆動ベルト25−1と駆動ベルト25−2、ベルト駆動用サーボモータ29はベルト駆動用サーボモータ29-1及びローラ30−1とベルト駆動用サーボモータ29-2及びローラ30−2を備えている。これにより、片側のみでの搬送を可能とすることで、装置の高速化を実現する。真空吸着ユニットへの減圧力供給は、既に配管されている減圧エアー配管に接続するか、若しくは、小型の減圧ポンプを自装させることにより達成される。
【0036】
搬送サポート面によって基板をサポートして高速搬送が可能となるが、高速搬送が要求されない場合は、コロコンベアを配置した搬送サポート面を構成してもよい。
【0037】
傾斜トレイA22を図13に示す。傾斜トレイA22は、エア浮上パッドが配置されたトレイであり、1辺に備えられたローラ63を有する。エア浮上パッドを含む傾斜トレイ全体が、このローラ63の中心64を回転軸として回転して傾斜する。基板を載せた状態で回転することにより基板は傾斜姿勢となる。傾斜トレイB27は傾斜トレイA22と同じ構造のものが採用される。
【0038】
更に、基板が大型になった場合には図14に示す基板端面保持具54を用いることが望ましい。基板端面保持具54−1(図示していないが右側には基板端面保持具54−2)を用いることによって大型基板の搬送方向の後端辺を支えることが出来、より安定して高速な搬送が可能となる。
【0039】
また、傾斜トレイA22、傾斜トレイB27、エア浮上パッド26は、基板20よりも幅狭な構造とし、更に、基板を傾斜した後、搬送力供給ユニット24を基板側にスライドする機械的な構造(例えば前述した延伸バー32−1)を採用することによって、搬送力供給ユニット24と傾斜トレイA22、傾斜トレイB27、エア浮上パッド26が干渉しない形態が可能となる。
【0040】
本発明による階間搬送リフターは基板を1階から2階への搬送または2階から1階への昇降搬送のほかに、同一階での受入と同じ方向への払出し搬送においても、上記装置構成を採用することが出来る。
【0041】
また、同一階におけるリフター機構として採用した場合にも、装置の占有スペース(フットプリント)を削減する効果を期待できる。
【0042】
以上のように本発明によれば、階間搬送リフターの設置区画を出来る限り小さな区画とすることによって、防火区画に要する費用を抑制することが出来、更に階間搬送リフターの搬送部を軽量化することによって、階間搬送リフターの設備費用を抑えることが可能となる。
【0043】
また、階間搬送リフターの搬送部の軽量化と、エア浮上させる搬送サポート面とを採用用により、基板を高速で搬送することが可能となり、その結果、カラーフィルタ製造の高スループット化が期待できる。
【符号の説明】
【0044】
1・・・カラーフィルタ
2・・・ガラス基板
3・・・ブラックマトリックス
4−1・・・レッドRの着色画素
4−2・・・グリーンGの着色画素
4−3・・・ブルーBの着色画素
5・・・透明電極
6・・・フォトスペーサー
7・・・バーテイカルアライメント
11・・・基板
12・・・基板の一端部
13・・・基板の他の端部
14・・・ワイヤー
15・・・ワイヤー
20・・・基板
21・・・搬送コンベア
22・・・傾斜トレイA
23・・・ローラA
24・・・搬送力供給ユニット
24−1・・・搬送力供給ユニット
24−2・・・搬送力供給ユニット
25・・・駆動ベルト
25−1・・・駆動ベルト
25−2・・・駆動ベルト
26・・・エア浮上パッド
27・・・傾斜トレイ
28・・・ローラB
29・・・駆動用サーボモータ
29−1・・・駆動ベルト駆動用サーボモータ
29−2・・・駆動ベルト駆動用サーボモータ
30・・・ローラ
30−1・・・ローラ
30−2・・・ローラ
31・・・基板支持バー
32−1・・・延伸バー
33・・・基板支持バー
51−1・・・真空吸着パッド
51−2・・・真空吸着パッド
60・・・固定架台
61・・・多孔質樹脂
62・・・エア噴出し部
101・・・本発明による階間搬送リフターの設置区画
102・・・従来の階間搬送リフターの設置区画
【技術分野】
【0001】
本発明は、例えばカラー液晶表示装置に用いられるガラス基板を階間にわたって昇降搬送する階間搬送リフターに関するものである。
【背景技術】
【0002】
図1はカラー液晶表示装置に用いられるカラーフィルタの一例を断面で示した図である。カラーフィルタ1は、ガラス基板2上にブラックマトリックス(以下、BM)3、レッドRの着色画素(以下、R画素)4−1、グリーンGの着色画素(以下、G画素)4−2、ブルーBの着色画素(以下、B画素)4−3、透明電極5、及びフォトスペーサー(Photo Spacer)(以下、PS)6、バーテイカルアライメント(Vertical Alignment)(以下、VA)7が順次形成されたものである。
【0003】
上記構造のカラーフィルタの製造方法は、フォトリソグラフィー法、印刷法、インクジェット法が知られているが、図2は一般的に用いられているフォトリソグラフィー法の工程の一例を示すフロー図であり、BMを形成された後のカラーフィルタの製造工程を示すものである。
【0004】
BMが形成されたガラス基板は、基板投入装置によって洗浄装置に投入され(S−1)、洗浄された後(C−1)、フォトレジストが塗布され(C−2)、乾燥される(C−3)。乾燥後、フォトレジストの膜厚が測定され(K−1)、膜厚が品質基準管理値内にあるか否かが判断される。その後、塗布ムラ検査(K−2)と露光前異物検査(K−3)が行われ、欠陥の無いものは露光装置で露光用のマスクパターンを用いて露光される(C−4)。露光後、現像され(C−5)、露光によるムラ欠陥が無いかが露光ムラ検査によって行われる(K−4)。その後、基板に異物が付着していないか異物検査され(K−5)、焼成(P−1)される。焼成後、透明電極の成膜(P−2)、PSが形成(P−3)された後、基板回収装置によって回収される(P−4)。
【0005】
例えば、R画素、G画素、B画素の順に画素が形成される場合には、カラーフィルタ用ガラス基板を洗浄処理する工程(C−1)から、異物検査工程(K−5)間はレッドR、グリーンG、ブルーBの順に着色レジストを変更して3回繰り返されてR画素、G画素、B画素が形成される。この場合、R画素、G画素、B画素の形成処理を単色処理装置で3回繰り返し行う場合と、多色処理装置によってガラス基板投入(S−1)から基板回収(P−4)を直列配置した一連の処理装置によって行われる場合があり、後者の直列配置した一連の処理装置は製造効率の点で優れている反面、広い設置面積を必要とする問題や多額の設備金額を必要とするなどの問題がある。
【0006】
上記問題を解決するためにフローシップ型の装置の配置形態を採用することが考えられる。前記フローシップ型の装置を配置した工程のフローの一例を図3に示す。図2に示した工程のうちR画素、G画素、B画素を形成する工程、すなわち前記フローシップ型の装置である洗浄(C−1)、レジスト塗布(C−2)、乾燥(C−3)、露光(C−4)、現像(C−5)と、各着色画素を形成する中で共通に用いられる膜厚測定(K−1)、塗布ムラ検査(K−2)、露光前異物検査(K−3)、また露光ムラ検査(K−4)、異物検査(K−5)の各装置、更に焼成(P−1)、透明電極成膜(P−2)、PS形成(P−3)、基板回収(P−4)の各装置を、例えば各着色画素を形成する一連の処理装置とは切り離して、別の階に設置するなどの方法が採用される。この方法によれば、膜厚測定(K−1)、塗布ムラ検査(K−2)、露光前異物検査(K−3)、また露光ムラ検査(K−4)、異物検査(K−5)の各装置を各着色画素を形成する工程の中で共用化し、更に前記洗浄(C−1)、レジスト塗布(C−2)、乾燥(C−3)、露光(C−4)、現像(C−5)処理する一連の処理装置と前記膜厚測定(K−1)、塗布ムラ検査(K−2)、露光前異物検査(K−3)、また露光ムラ検査(K−4)、異物検査(K−5)の各装置と前記焼成(P−1)、透明電極成膜(P−2)、PS形成(P−3)、基板回収(P−4)の各装置を複数階に跨いで設置することによって、広い設備の設置面積と多額の設備金額を削減する効果が得られる。
【0007】
すなわち図3では、基板投入後(S−1)、R画素を形成するため洗浄(R−1)、レジスト塗布(R−2)、乾燥(R−3)の後、別の階にガラス基板を搬送し膜厚測定(K−1)、塗布ムラ検査(K−2)、露光前異物検査(K−3)(以上、図3に示される(A)処理)を経た後、再び着色画素を形成する一連の処理装置が設置される階に搬送され、露光(R−4)、現像(R−5)される。その後別の階に搬送され、露光ムラ検査(K−4)、異物検査(K−5)(以上、図3に示される(B)処理)を経て再び着色画素を形成する一連の処理装置が設置される階に搬送され次の着色画素であるG画素の形成処理のされる。G画素の形成は前記R画素の形成同様に、(G−1)〜(G−3)の後、(A)処理を経て、(G−4)〜(G−5)の後(B)処理が行われ、次に3色目の着色画素であるB画素の形成が行われる。前記R画素、G画素と同様な処理工程を経てB画素が形成された後、別の階に設置された焼成(P−1)、透明電極成膜(P−2)、PS形成(P−3)、基板回収(P−4)(以上、図3に示される(C)処理)される。
【0008】
しかしながら上記複数階に跨いで処理装置を設置した場合は、基板を階間で搬送する搬送手段が必要となる。
【0009】
基板を階間で搬送する搬送装置としては、様々あるが、例えば基板を複数枚載置したラックをエレベータによって搬送したり、また図4に示すような階間搬送リフターが提案されている(特許文献1)。図4に示される階間搬送リフターは、基板11の一端部12に連結されているワイヤー14と基板11の他の端部13に連結されているワイヤー15を上下に移動させる駆動装置によって基板を上下させ、基板に基板を載せて階間搬送するリフターが一般的に使用されている。しかしながら前記エレベータによる方法や階間搬送リフターは搬送装置の設置面積、設備費用、搬送速度等に問題があった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2005−126243号公報
【特許文献2】特開平5−270650号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
前記階間搬送リフターを設置する区画は、消防法によって防火区画とする必要があるため、階間搬送リフター区間を出来る限り小さな区画として、それに要する費用を抑えること、また階間搬送リフター装置の搬送部を軽量化するなどして、階間搬送リフター装置自体の設備費用を抑えると同時に、搬送速度を速めることが重要である。
【0012】
そこで本発明では、基板を複数階に跨いで搬送する階間搬送リフターを出来る限り小さな区画で設置可能なものとし、更に階間搬送リフターの搬送部を軽量化して、その結果、高速搬送可能で設備費用を抑えた階間搬送リフターを提供するものである。
【課題を解決するための手段】
【0013】
本発明の請求項1に係る発明は、基板を階間を跨いで昇降搬送する階間搬送リフターにおいて、基板を水平搬送する水平搬送機構と、水平搬送された基板を水平方向から方向変
換する第一の方向変換機構と、方向変換させられた基板を昇降搬送する昇降搬送機構と、昇降搬送された基板を水平方向に変換する第二の方向変換機構とを有することを特徴とする階間搬送リフターである。
【0014】
本発明の請求項2に係る発明は、昇降搬送機構は基板の一辺を真空吸着保持する真空吸着機構と、真空吸着機構を昇降方向に移動する搬送機構と、真空吸着された基板をエア浮上させる搬送サポート面とを有することを特徴とする請求項1記載の階間搬送リフターである。
【0015】
本発明の請求項3に係る発明は、基板の対向する2辺に対しそれぞれ真空吸着機構を有することを特徴とする請求項1または2に記載の階間搬送リフターである。
【0016】
本発明の請求項4に係る発明は、第一の方向変換機構及び第二の方向変換機構は、傾斜トレイの一辺に備えられた回転部を有し、回転部の中心を回転軸として回転することを特徴とする請求項1から3のいずれかに記載の階間搬送リフターである
【発明の効果】
【0017】
階間搬送リフターの設置区画を出来る限り小さな区画とすることによって、防火区画に要する費用を抑制することが出来、更に階間搬送リフターの搬送部を軽量化することによって、階間搬送リフターの設備費用を抑えることが可能となる。
【0018】
また、階間搬送リフターの搬送部の軽量化と、エア浮上させる搬送サポート面とを有する傾斜機構採用により、基板を高速で搬送することが可能となり、その結果、カラーフィルタ製造の高スループット化が期待できる。
【図面の簡単な説明】
【0019】
【図1】カラー液晶表示装置に用いられるカラーフィルタの一例を断面で示した図。
【図2】一般的に用いられているフォトリソグラフィー法の工程の一例を示すフロー図。
【図3】フローシップ型の装置を配置した工程のフローの一例を示す図。
【図4】従来の基板を階間で搬送する搬送装置の一例を示す図。
【図5】本発明に係る階間搬送リフターの構成の概略を示す図。 (a)は側面から見た図。 (b)は正面から見た図。
【図6】本発明による階間搬送リフターの動作フローを示す図。
【図7】本発明による階間搬送リフターの基板支持バーを説明するための図。 (a)は側面から見た図。 (b)は正面から見た図。
【図8】本発明による階間搬送リフターの真空吸着パッドによって基板の裏面が吸着されている状態を示す図。
【図9】本発明による階間搬送リフターの搬送サポート面を説明するための図。
【図10】本発明による階間搬送リフターの別の基板支持バーを説明するための図。
【図11】本発明による基板の階間搬送リフターを用いた場合と、従来の階間搬送リフターの場合の設置区画の比較を示した図。 (a)は本発明による基板の階間搬送リフターを用いた場合の設置区画を示す図。 (b)は従来の階間搬送リフターを用いた場合の設置区画を示す図。
【図12】本発明による基板の階間搬送リフターの昇降搬送機構を示す図。
【図13】本発明による基板の階間搬送リフターの傾斜トレイを示す図。
【図14】本発明による基板の階間搬送リフターの基板端面保持具を示す図。
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明に係る階間搬送リフターの実施形態を説明する。
【0021】
図5は本発明に係る階間搬送リフターの構成の概略を示す図で、図5(a)は側面から見た図、図5(b)は正面から見た図である。
【0022】
図5(a)に示す階間搬送リフターは、基板20を水平搬送するための搬送コンベア21、基板20を水平方向から方向変換する傾斜トレイA22、傾斜トレイA22を回転させるためのローラA23、基板の一辺を真空吸着する真空吸着パッド(図示せず)を備えた搬送力供給ユニット24、搬送力供給ユニット24を駆動する駆動ベルト25、基板20をエア浮上させるエア浮上パッド26、搬送された基板を水平方向に方向変換する傾斜トレイB27、傾斜トレイB27を回転させるためのローラB28、駆動ベルト25を駆動する駆動用サーボモータ29とローラ30等を有している。なお、傾斜トレイA22及び傾斜トレイB27は、トレイ内部にそれぞれエア浮上パッドを有している。また、傾斜トレイA22はローラA23の中心を回転軸として回転し、傾斜トレイB27はローラB28の中心を回転軸として回転して、基板20の方向を変換する。
【0023】
図5(b)に示すように階間搬送リフターは、基板の一辺を真空吸着して基板20搬送する搬送力供給ユニット24は左右にそれぞれ搬送力供給ユニット24−1と搬送力供給ユニット24−2があり、同様に、駆動ベルト25−1と駆動ベルト25−2、駆動ベルト駆動用サーボモータ29-1及びローラ30−1と駆動ベルト駆動用サーボモータ29-2及びローラ30−2を有している。なお、搬送力供給ユニット24−1と搬送力供給ユニット24−2にはそれぞれ真空吸着パッド51−1、真空吸着パッド51−2が備えられている。
【0024】
図6は本発明による階間搬送リフターの動作フローを示す図である。階間搬送リフターの動作フローを1階から2階へ基板20を搬送する場合を例として説明する。
【0025】
水平搬送機構である搬送コンベア21によって1階にて基板20を水平方向に搬送する(H−1)。搬送コンベアに限定されず搬送用コロ等を用いても良い。
【0026】
搬送コンベア21から受取った基板20を、第一の方向変換機構である傾斜トレイA22によって昇降方向に近い姿勢へと方向変換する(H−2)。傾斜トレイA22が昇降方向に方向変換する際に、図7に示す基板支持バー31が傾斜トレイA22の左右端から飛び出して、基板20を支える。図7(a)は側面から見た図で、基板20が傾斜トレイA22に搬送された後、基板支持バー31が飛び出した図、図7(b)は正面から見た図で傾斜トレイA22が方向変換した後、基板20を基板支持バー31が支えている状態を示す図である。
【0027】
傾斜トレイA22によって昇降方向へと方向変換させられた基板20は、図8に示す搬送力供給ユニット24−1に備えられた真空吸着機構である真空吸着パッド51−1によって裏面が吸着される(H−3)。この際、搬送力供給ユニット24−1は基板20が昇降方向へと方向変換された後に延伸バー32−1によって基板20の内側まで移動した後、基板20の裏面を真空吸着パッド51−1によって真空吸着する。
【0028】
真空吸着された基板20は、真空吸着パッド51−1によって真空吸着されたまま、傾斜トレイA22、エア浮上パッド26、傾斜トレイB27が有する搬送サポート面(図示せず)によってエア浮上され2階まで搬送される(H−4)。この時、搬送力供給ユニット24−2は下降して、傾斜トレイA22の位置で次の基板を搬送するために待機する。
【0029】
搬送サポート面を図9を用いて説明する。図9は傾斜トレイA22、エア浮上パッド2
6、傾斜トレイB27を示す図で、例えばエア浮上パッド26は固定架台60上に設けられた多孔質樹脂61に圧縮空気を注入し、多孔質樹脂61の表面のエア噴出し部62の表面から表面全体にわたって均一な流量のエアを噴出する構造となっている。圧縮空気は圧縮ポンプによって圧縮され、且つ、フィルタを介した後、多孔質樹脂61に注入し供給される。図9では、搬送サポート面は6個のエア噴出し部62から構成されているが、6個に限定されず、基板20が多孔質樹脂61の隙間で多孔質樹脂61に衝突することなく浮上搬送される構造とすることが望ましい。また、上記構造は、傾斜トレイA22、エア浮上パッド26、傾斜トレイB27のいずれにも採用できる。
【0030】
エア浮上され2階まで搬送された基板20は、第二の方向変換機構である傾斜トレイB27によって昇降方向から水平方向に方向変換される(H−5)。傾斜トレイB27が昇降方向から水平に方向変換する際には、図7に示す基板支持バーA31と同じように、図10に示す基板支持バーB33が傾斜トレイB27の左右端から飛び出して基板20の下端辺を支えた後、真空吸着パッド51−1による真空吸着が解かれる。
【0031】
図11は、本発明による基板の階間搬送リフターを用いた場合(図11(a)と、従来の階間搬送リフターの場合(図11(b))の設置区画の比較を示した図で、本発明による基板の階間搬送リフターを用いた場合は、その設置区画101は、例えば図4に示す従来の階間搬送リフターの場合の設置区画102と比較して、より小さな区画とすることが出来る。
【0032】
図12に昇降搬送機構を示す。昇降搬送機構は次に述べる真空吸着機構と搬送サポート面とを有している。即ち、真空吸着機構である真空吸着パッド51−1を備える搬送力供給ユニット24−1は駆動ベルト25−1とベルト駆動用サーボモータ29-1及びローラ30−1の搬送機構によって昇降する。ベルト駆動用サーボモータ29-1は、基板20を昇降搬送するための駆動力源を駆動ベルト25−1に供給するためのもので、駆動ベルト25−1は駆動ベルト引張力により駆動力を得て上下方向に繰り返し駆動される。ベルト駆動用サーボモータ29-1を制御することによって搬送力供給ユニット24−1の移動量は制御される。また、搬送力供給ユニット51を案内する案内レール53を備えており、高速で安定した搬送を可能にしている。
【0033】
基板20を昇降搬送する際に、基板20は真空吸着パッド51によって真空吸着されたまま、傾斜トレイA22、エア浮上パッド26、傾斜トレイB27が有する搬送サポート面によってエア浮上され、基板はサポートされる。
【0034】
このように本発明による階間搬送リフターは、基板20を搬送するためには、搬送力供給ユニット24と基板20のみを移動すればよく、搬送荷重は軽量であるため、搬送力供給ユニット24自体を軽量化しやすく、高速な搬送に適したリフターを提供出来る。
【0035】
基板の一辺を真空吸着する真空吸着吸着パッド51は左右にそれぞれ真空吸着吸着パッド52−1と真空吸着吸着パッド52−2が備えられており、同様に、駆動ベルト25は駆動ベルト25−1と駆動ベルト25−2、ベルト駆動用サーボモータ29はベルト駆動用サーボモータ29-1及びローラ30−1とベルト駆動用サーボモータ29-2及びローラ30−2を備えている。これにより、片側のみでの搬送を可能とすることで、装置の高速化を実現する。真空吸着ユニットへの減圧力供給は、既に配管されている減圧エアー配管に接続するか、若しくは、小型の減圧ポンプを自装させることにより達成される。
【0036】
搬送サポート面によって基板をサポートして高速搬送が可能となるが、高速搬送が要求されない場合は、コロコンベアを配置した搬送サポート面を構成してもよい。
【0037】
傾斜トレイA22を図13に示す。傾斜トレイA22は、エア浮上パッドが配置されたトレイであり、1辺に備えられたローラ63を有する。エア浮上パッドを含む傾斜トレイ全体が、このローラ63の中心64を回転軸として回転して傾斜する。基板を載せた状態で回転することにより基板は傾斜姿勢となる。傾斜トレイB27は傾斜トレイA22と同じ構造のものが採用される。
【0038】
更に、基板が大型になった場合には図14に示す基板端面保持具54を用いることが望ましい。基板端面保持具54−1(図示していないが右側には基板端面保持具54−2)を用いることによって大型基板の搬送方向の後端辺を支えることが出来、より安定して高速な搬送が可能となる。
【0039】
また、傾斜トレイA22、傾斜トレイB27、エア浮上パッド26は、基板20よりも幅狭な構造とし、更に、基板を傾斜した後、搬送力供給ユニット24を基板側にスライドする機械的な構造(例えば前述した延伸バー32−1)を採用することによって、搬送力供給ユニット24と傾斜トレイA22、傾斜トレイB27、エア浮上パッド26が干渉しない形態が可能となる。
【0040】
本発明による階間搬送リフターは基板を1階から2階への搬送または2階から1階への昇降搬送のほかに、同一階での受入と同じ方向への払出し搬送においても、上記装置構成を採用することが出来る。
【0041】
また、同一階におけるリフター機構として採用した場合にも、装置の占有スペース(フットプリント)を削減する効果を期待できる。
【0042】
以上のように本発明によれば、階間搬送リフターの設置区画を出来る限り小さな区画とすることによって、防火区画に要する費用を抑制することが出来、更に階間搬送リフターの搬送部を軽量化することによって、階間搬送リフターの設備費用を抑えることが可能となる。
【0043】
また、階間搬送リフターの搬送部の軽量化と、エア浮上させる搬送サポート面とを採用用により、基板を高速で搬送することが可能となり、その結果、カラーフィルタ製造の高スループット化が期待できる。
【符号の説明】
【0044】
1・・・カラーフィルタ
2・・・ガラス基板
3・・・ブラックマトリックス
4−1・・・レッドRの着色画素
4−2・・・グリーンGの着色画素
4−3・・・ブルーBの着色画素
5・・・透明電極
6・・・フォトスペーサー
7・・・バーテイカルアライメント
11・・・基板
12・・・基板の一端部
13・・・基板の他の端部
14・・・ワイヤー
15・・・ワイヤー
20・・・基板
21・・・搬送コンベア
22・・・傾斜トレイA
23・・・ローラA
24・・・搬送力供給ユニット
24−1・・・搬送力供給ユニット
24−2・・・搬送力供給ユニット
25・・・駆動ベルト
25−1・・・駆動ベルト
25−2・・・駆動ベルト
26・・・エア浮上パッド
27・・・傾斜トレイ
28・・・ローラB
29・・・駆動用サーボモータ
29−1・・・駆動ベルト駆動用サーボモータ
29−2・・・駆動ベルト駆動用サーボモータ
30・・・ローラ
30−1・・・ローラ
30−2・・・ローラ
31・・・基板支持バー
32−1・・・延伸バー
33・・・基板支持バー
51−1・・・真空吸着パッド
51−2・・・真空吸着パッド
60・・・固定架台
61・・・多孔質樹脂
62・・・エア噴出し部
101・・・本発明による階間搬送リフターの設置区画
102・・・従来の階間搬送リフターの設置区画
【特許請求の範囲】
【請求項1】
基板を階間を跨いで昇降搬送する階間搬送リフターにおいて、基板を水平搬送する水平搬送機構と、水平搬送された基板を水平方向から方向変換する第一の方向変換機構と、方向変換させられた基板を昇降搬送する昇降搬送機構と、昇降搬送された基板を水平方向に変換する第二の方向変換機構とを有することを特徴とする階間搬送リフター。
【請求項2】
昇降搬送機構は基板の一辺を真空吸着保持する真空吸着機構と、真空吸着機構を昇降方向に移動する搬送機構と、真空吸着された基板をエア浮上させる搬送サポート面とを有することを特徴とする請求項1記載の階間搬送リフター。
【請求項3】
基板の対向する2辺に対しそれぞれ真空吸着機構を有することを特徴とする請求項1または2に記載の階間搬送リフター。
【請求項4】
第一の方向変換機構及び第二の方向変換機構は、傾斜トレイの一辺に備えられたローラを有し、ローラの中心を回転軸として回転することを特徴とする請求項1から3のいずれかに記載の階間搬送リフター。
【請求項1】
基板を階間を跨いで昇降搬送する階間搬送リフターにおいて、基板を水平搬送する水平搬送機構と、水平搬送された基板を水平方向から方向変換する第一の方向変換機構と、方向変換させられた基板を昇降搬送する昇降搬送機構と、昇降搬送された基板を水平方向に変換する第二の方向変換機構とを有することを特徴とする階間搬送リフター。
【請求項2】
昇降搬送機構は基板の一辺を真空吸着保持する真空吸着機構と、真空吸着機構を昇降方向に移動する搬送機構と、真空吸着された基板をエア浮上させる搬送サポート面とを有することを特徴とする請求項1記載の階間搬送リフター。
【請求項3】
基板の対向する2辺に対しそれぞれ真空吸着機構を有することを特徴とする請求項1または2に記載の階間搬送リフター。
【請求項4】
第一の方向変換機構及び第二の方向変換機構は、傾斜トレイの一辺に備えられたローラを有し、ローラの中心を回転軸として回転することを特徴とする請求項1から3のいずれかに記載の階間搬送リフター。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2010−215337(P2010−215337A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−62815(P2009−62815)
【出願日】平成21年3月16日(2009.3.16)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月16日(2009.3.16)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]