
障子紙及びその製造方法
【課題】風雨に強く破裂強度に富み、同時に障子の桟に接着する貼付け作業と剥離作業が容易な障子紙を提供する。
【解決手段】植物繊維その他の繊維状物質を含有する紙質フィルム層11の外表面側に合成樹脂を主成分とするコートフィルム層12を貼着剤14で接着し、この紙質フィルム層11の内表面側に障子の桟21a,21bに接着する接着層13を形成する。このときコートフィルム層12は紙質フィルム層11より破裂強度と撥水性が高くなるように構成し、上記接着層13は熱溶融性接着剤で上記コートフィルム層12と貼着剤層14より熱溶融温度が低い材料で構成する。そして上記コートフィルム層12の表裏面の少なくとも片面には艶消し加工を施す。
【解決手段】植物繊維その他の繊維状物質を含有する紙質フィルム層11の外表面側に合成樹脂を主成分とするコートフィルム層12を貼着剤14で接着し、この紙質フィルム層11の内表面側に障子の桟21a,21bに接着する接着層13を形成する。このときコートフィルム層12は紙質フィルム層11より破裂強度と撥水性が高くなるように構成し、上記接着層13は熱溶融性接着剤で上記コートフィルム層12と貼着剤層14より熱溶融温度が低い材料で構成する。そして上記コートフィルム層12の表裏面の少なくとも片面には艶消し加工を施す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アイロンなどの加熱器で加熱するだけで簡単に障子の桟に貼付けることができると共に、貼り替え時には再加熱することで簡単にしかも確実に剥し取ることができる障子紙に関する。
【背景技術】
【0002】
従来、障子紙は楮、繊維麻、三潴、パルプなどの原材料を漉いてシート状或いはロール状に成形いる和紙が広く知られている。このような障子紙は和紙特有の風合いを具え、糊などで簡単に障子の桟に接着することが出来る。
これと共に加水することによって容易に剥がすことが出来、一般需用者が簡単に張り替えることが出来る特徴を備えている。この反面、風雨などに弱く、その破裂強度が弱いことが知られている。
【0003】
そこで、このような障子紙を、紙の表面にエチレン酢酸ビニル共重合体を点状に付着して家庭用アイロンなどの加熱手段で障子の桟に貼着することが特許文献1に提案されている。この熱溶融性接着剤を点在させた障子紙はアイロンなどで簡単に接着する特徴がある反面、破裂強度が弱く、特に水分に弱い欠点が知られている。
【0004】
また、この破裂強度と耐水性を向上させるために障子紙をプラスチックフィルムで形成することが試みられている。例えばポリエチレンなどの透光性材料のフィルムを両面接着テープで障子の桟に接着することが種々提案されている。
このようなプラスチック製の障子紙は風合いが和紙とは異なり、その接着(貼付け)も両面粘着テープで接着しているため、貼付けづらく同時に剥がしづらい問題が知られている。
【0005】
特許文献2には、紙基材の両面に樹脂フィルムを接着剤層で貼着した障子紙の積層構造が提案されている。そしてこの障子紙は障子の桟に両面粘着テープで貼付け、これによって強度と耐汚染性に富んだ表装が得られると同文献には記載されている。
【0006】
また、特許文献3には紙質層の両面にポリエチレンフィルム層をコーティングし、更にその外側両面にポリプロピレンフィルム層でコーティングすることが提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−229099号公報
【特許文献2】特開2004−114653号公報
【特許文献3】特許第4162583号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述のように障子紙を障子の桟に熱で貼着する方法が熱貼着性障子紙として前掲特許文献1などに提案されている。このような熱貼着性障子紙は、紙基材の表面に熱溶融性接着剤を点在させて家庭用アイロンなどで貼着し、同時にこの熱溶融性接着剤を加熱することによって剥離することが既に知られている。これと同時に紙基材を主成分とするため破裂強度に弱く、水分例えば風雨で容易に破損する欠点も知られている。
【0009】
そこで前掲特許文献2及び3には紙質層の表裏面をプラスチックフィルム層でコーティングすることによって破裂強度と耐水性を向上させることが提案されている。そしてこのようなプラスチックフィルム層でコーティングした障子紙は両面テープなどの接着剤で障子の桟に貼着し、このテープを引き剥がすことによって剥離させている。
このため両面テープで貼着する作業が比較的面倒であり、使用する両面テープによっては、剥離後に接着テープが桟に残留する欠点が知られている。
【0010】
つまり従来は、紙基材の表面に熱溶融性接着剤層をコーティングする熱貼着性障子紙は、紙基材であるため破裂強度に弱く、また接着剤層を障子の桟から容易に剥離するために水溶性(加水分離特性)にしているため、風雨(耐水性)に弱い欠点が問題とされている。
【0011】
また、紙基材の障子紙の破裂強度と耐水性を向上させるために紙基材の表裏面にプラスチックフィルムを貼着する樹脂コーティング障子紙は、破裂強度と耐水性は得られるが紙の風合いを損ない易く、またプラスチックフィルム特有の光沢感が問題となる。
これと共にこのような耐水性(撥水性)に富んだ障子紙は両面テープなどで障子の桟に貼着するため、このテープ端面に塵が付着して美観を損ね、その剥離作業も桟に残ったテープ残滓が容易に除去できない問題がある。
【0012】
そして、このような障子紙は、障子の桟に貼着する際の貼着作業が例えば加熱処理で容易で行え、同時に剥離作業が例えば加熱処理で簡単に行えること、そして風雨、衝撃などの際の破裂強度と耐水性に富んだものであることがその機能として望まれている。
これと同時に和紙などの紙の風合いを損ねないことが美観など表装品位として望まれる。
【0013】
ところが紙基材の強度と耐水性を改善するために樹脂フィルムでコーティングする従来の障子紙は、紙基材の表裏両面を樹脂フィルムでコーティングしているため風雨などの耐水性(撥水性)に富み、同時に剥離作業時に加熱剥離することは矛盾する条件となり、同時に樹脂フィルムでコーティングした上で紙基材の風合いを表出することは高い透明度の樹脂フィルムを使用しても樹脂特有の光沢、風合いが残ることとなり、上述の機能特性と美観特性を同時に達成することは不可能に近いことである。
【0014】
そこで本発明者は、障子紙を桟に貼着する場合に、紙基材の外表面を樹脂フィルムで、その内表面を熱溶融性の接着剤層でコーティングすることによって、外表面で撥水性と破裂強度を確保し、内表面で貼付け剥離の容易性と紙質の美観特性が得られるとの着想に至った。
【0015】
本発明は、風雨に強く破裂強度に富み、同時に障子の桟に接着する貼付け作業と剥離作業が容易な障子紙の提供をその課題としている。
更に、本発明は障子の桟に貼着した際に、桟側の内表面からの美観は紙質の風合いを損なうことがなく、同時に外側の外表面に補強フィルムの光沢度が表出することのない障子紙の提供をその課題としている。
【課題を解決するための手段】
【0016】
なお、本発明にあって障子紙の外表面とは建造物の外部に面する表面を、内表面とは建造物の室内に面する表面を云う。
そこで本発明は上記課題を達成するため、植物繊維その他の繊維状物質を含有する紙質フィルム層の外表面側に合成樹脂を主成分とするコートフィルム層を貼着剤で接着し、この紙質フィルム層の内表面側に障子の桟に接着する接着層を形成する。このときコートフィルム層は紙質フィルム層より破裂強度と撥水性が高くなるように構成し、上記接着層は熱溶融性接着剤で上記コートフィルム層と貼着剤層より熱溶融温度が低い材料で構成する。そして上記コートフィルム層の表裏面の少なくとも片面には艶消し加工を施すことを特徴としている。
【0017】
これによってコートフィルム層の上からアイロンなどの加熱手段で加熱すると熱溶融温度の低い接着層が溶融して障子の桟に紙質フィルム層を貼着することが出来ることとなり貼付け作業を加熱手段で熟練を要することなく簡単に行えることとなる。
これと共に剥離作業は加熱処理することによって紙質フィルム層が分解され桟から簡単に剥離することが可能となる。また外表面側が風雨に晒されてもコートフィルム層で撥水され、その破裂強度も樹脂フィルム層で確保される。
【0018】
更に、具体的構成を詳述すると、植物繊維その他の紙質フィルム層(11)と、合成樹脂を主成分とするコートフィルム層(12)と、紙質フィルム層の表面側にコートフィルム層を接着する貼着剤層(14)と、紙質フィルム層の内表面側に形成され障子の桟に接着する接着層(16)と、から構成する。
そして上記紙質フィルム層は親水性に富んだ紙基材で形成し、上記コートフィルム層は透光性を有する樹脂フィルム基材で形成し、上記接着層は熱溶融性接着剤で形成する。このとき、上記コートフィルム層は紙質フィルム層より破裂強度と撥水性がいずれも高くなるように構成し、上記接着層はコートフィルム層及び貼着剤層より熱溶融温度が低い材料で構成する。そして上記コートフィルム層の表裏面の少なくとも片面には艶消し加工を施す。
これによって外表面側が風雨に晒されても破損、剥離することがなく、同時に表裏両面のいずれに外力が作用してもコートフィルム層によって容易に破損することがない。また室内に望む内表面側は紙質フィルム層がコートフィルム層に覆われることがなく、紙質の風合いと地合いを損ねることがなく美観に富んだ障子紙が得られる。
【0019】
上記コートフィルム層をポリエチレンテレフタレート(PET)その他の透光性を有する樹脂フィルム基材で構成する。これによって破裂強度が高く、撥水性に富んだ障子紙が得られる。従って風雨に晒されても、外力が作用しても容易に破損することがない。これと共にこのコートフィルム層の裏面側(内表面側)にシボ状凹凸面を形成することによって貼付け作業時に過度の熱或いは圧力が加わっても、テカリなどの異常光沢が発生することがない。
【0020】
上記接着層をエチレン酢酸ビニル共重合体(EVA)その他の熱溶融性接着剤を主成分とするフィルム基材で構成する。これによって和紙などの紙質フィルム層は比較的均一な厚さの透明薄膜で覆われることとなり、接着層を塗布或いはラミネート加工で形成する場合に比べ均一な薄膜形成が可能であるから紙質フィルム層の地合いと風合いを損ねることがない。
【0021】
また、上記紙質フィルム層の内表面側に環境温度によって変色する示温表示部をその少なくとも一部に形成することによって障子枠に表装した際に建造物の室内からその都度の温度を色模様として視認することが出来る。この場合の示温材料は例えば19℃〜28℃の範囲で段階的に発色するインク塗料を使用する。
【0022】
また、上記示温表示部は紙質フィルム層を紙基材で構成する際に紙を抄く工程で示温材料片を混抄することによって外部から汚損することのない示温模様を施すことが可能である。更にこの示温表示部は紙質フィルム層の裏面に示温材料片を貼着しても、或いは示温インクを塗布することによって形成することも可能である。
【0023】
本発明に係わる障子紙の製造方法は、植物繊維その他の繊維を主成分とする親水性紙質フィルムと、合成樹脂を主成分とする透光性コートフィルムと、熱溶融性接着剤を主成分とする接着フィルムと、をそれぞれ成形する工程と、上記紙質フィルムの外表面側に上記コートフィルムを熱溶融性貼着剤で接着して積層フィルムを生成する工程と、上記工程で生成された積層フィルムの内表面側に上記接着フィルムを熱溶融性貼着剤で接着する工程とから構成する。
【0024】
そして上記コートフィルムの内表面側に面する裏面にはシボ状凹凸面を形成し、上記コートフィルムは上記紙質フィルムより耐熱性と破裂強度と撥水性がいずれも高くなるように構成する。また、上記接着フィルムは上記コートフィルム及び上記熱溶融性貼着剤より熱溶融温度が低い材料で構成する。
【発明の効果】
【0025】
本発明は、繊維状物質を含有する紙質フィルム層の表面側にコートフィルム層を、裏面側に障子の桟に接着する接着層をそれぞれ貼着し、コートフィルム層は紙質フィルム層より破裂強度と撥水性が高くなる樹脂材料で、接着層は熱溶融性接着剤でコートフィルム層とこれを貼着する貼着剤層より熱溶融温度が低い材料で構成したものであるから以下の効果を奏する。
【0026】
和紙その他の紙質フィルム層の外表面側は破裂強度と撥水性が高いコートフィルム層でコーティングされているから、障子の桟に貼付けた際に外部からの風雨、露水、衝撃などで容易に破損することも、また雨水、露水などで接着部が剥れる恐れがない。
これと共に障子の桟への貼付けと剥離は、紙質フィルム層の内表面側(障子の桟側)に熱溶融性の接着層が形成されているから、コートフィルム層の外表面から家庭用アイロンなどの加熱手段で加熱することによって最下層に位置する低融点の接着層が溶融して障子の桟に接着する。
従って貼付け作業は接着糊、両面テープなどを必要とすることがなく至って簡単であり、障子の桟に接着層が残っても加熱することによって簡単に剥がすことが出来る。
【0027】
更に本発明は、障子の桟に貼着した状態で家屋の室内からは紙質フィルム層が樹脂のコートフィルム層で覆われることがないから、紙の風合いと質感を損なうことが比較的少ない。また、家屋外部からの外表面はコートフィルム層の表裏面の少なくとも片面に艶消し加工が施されているから樹脂フィルム特有の光沢度でテカルことがない。
【0028】
また、本発明はコートフィルム層の裏面側をシボ状凹凸面に艶消し加工することによって加熱手段で加熱貼付けする際に、シボ状凹凸面が平坦面に押し潰されてテカルことがない。つまりコートフィルム層の表面側から家庭用アイロンなどで加熱処理する際に、この凹凸面は裏面側に形成されているため、加圧力或いは熱によって変形して平坦なテカリ面となることがないので美観を損なうことがない。
【0029】
更に本発明は繊維状物質を含有する紙質フィルム層に示温材料を貼着或いは混抄することによって示温表示部を形成すると、家屋の室内から簡単に環境温度を視認することが出来る。
【図面の簡単な説明】
【0030】
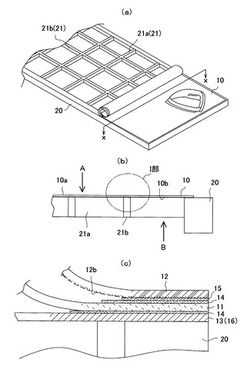
【図1】本発明に係わる障子紙構造を示し、(a)は障子の桟に一部を貼着した状態の障子紙を示し、(b)は(a)に示すx−x線の断面構造を示し、(c)は(b)に示すI部の拡大断面を示す。
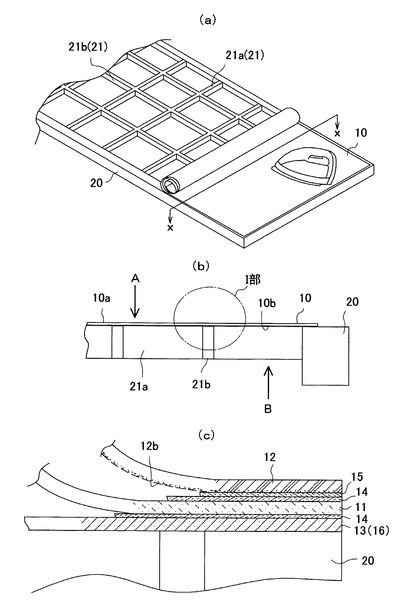
【図2】本発明に係わる障子紙の製造方法の説明図であり、(a)は紙質フィルムにコートフィルムを貼着する際の工程説明図を、(b)は接着フィルムを貼着する際の工程説明図を示す。
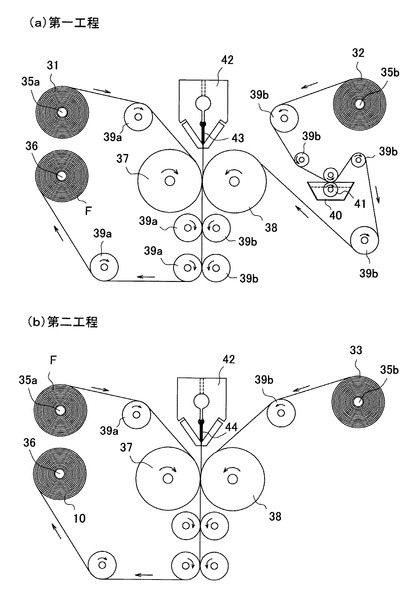
【図3】図1の障子紙に示温表示部を設けた場合の説明図であり、(a)は障子紙の断面構造を、(b)は建造物の室内側から示温表示部(示温模様)を見た場合の説明図である。
【発明を実施するための形態】
【0031】
以下、本発明の好適な実施の形態に基づいて本発明を詳述する。図1には本発明に係わる障子紙10の構造を示す。同図(a)は障子枠20に障子紙10を一部貼着した状態を示す。障子枠20は横桟21aと縦桟21bを格子状に組み合わせて構成されている。この縦横の組子21はそれぞれ障子の用途に応じて種々の形状、デザインのものが知られ本発明の障子紙10はそのいずれにも採用可能である。
【0032】
障子紙10はシート状、ロール状など商流に適した形態に形成され、一般需要者が建具としての障子枠に貼り合わせている。そしてこの障子紙は古くからデンプン糊で組子21に張り合わされ、取り除くときには水を含ませることによって障子枠20から剥がしている。また、この場合に障子紙10として和紙(楮、三潴など)、パルプ紙、混抄紙(パルプ原料にレーヨンを配合したもの)を用いると紙基調となり、このような紙基材を樹脂フィルムでコーティングするとプラスチック障子紙として樹脂基調となることは既に知られている。この場合に紙基調の障子紙はデンプン糊で貼り合わせ、水分を付加して剥がし、プラスチック障子紙は両面テープなどの粘着性接着剤で貼り合わせ、剥がし液で剥離することが知られている。
【0033】
そこで図1(b)に障子紙10の一部を貼着した状態を、図1(c)に障子紙10の断面構造を示し、本発明に係わる障子紙10の構造について説明する。本発明の障子紙10は紙質フィルム層11とコートフィルム層12と接着フィルム層13で構成する。
【0034】
[紙質フィルム層]
紙質フィルム層11は、楮、三潴、麻、或いはパルプなどの原材料、或いはこれらにレーヨン、ビニロンなどを混合した原材料を手漉き、機械漉きなどでシード状、或いはロール状に成形する。この場合に原材料に二酸化チタンなどの光触媒物質を混入すると空気浄化作用が得られるなど用途に応じた添加剤を混入する。
そしてこの紙質フィルム層11は親水性に富んだフィルム層として形成し、後述する接着フィルム層13の加熱溶融温度では、容易に変質しない添加剤と原材料を選定する。例えば楮、三潴などを主成分とする紙質フィルム層は比較的強靱で和紙の風合いに富んだ基材フィルムが得られ、例えばスポンジなどで加水すると溶解する。
【0035】
[コートフィルム層]
コートフィルム層12は、合成樹脂を主成分とする基材フィルムで構成する。このコートフィルム層は、透光性と破裂強度と撥水性に富んだ材料で構成する。図示のコートフィルム層12はポリエチレンテレフタレート(PET)を主成分とする基材フィルムで構成してある。このPETは透明性(透光性)に富んだ無色のフィルム基材が得られ、耐熱性に富んでいる。
これは後述する接着層13を家庭用のアイロンで加熱貼着する関係で、アイロンの温度(通常160℃以下)では容易に融点に達しない樹脂材料を選定することが好ましい。図示のPETの融点は264℃であり、通常の家庭用アイロンではこれを越えることがない。
なお、本発明にあってコートフィルム層12はPET材料に限らず、透光性と耐熱性に富んだ材料であれば、例えばPEN(ポリエチレンナフタレート;polyethylene naphthalate)、PEB(ポリブチレンテレフタレート;polybuthylene terephthalate)などであっても良い。
【0036】
そして、コートフィルム層12のフィルム厚さは紙質フィルム層11より高い破裂強度を備える厚さに形成する。図示のコートフィルム層12の厚さは実験によって通常の使用に耐える破裂強度を有するように設定する。例えば紙質フィルム層11の破裂強さは楮を主成分とする和紙の場合、0.8kgf(=78、45Pa)である。
従ってコートフィルム層12の破裂強度は、これより強い破裂強度に設定する。図示のものは5倍程度、4〜5kgfに設定してある。これによって紙基体の障子紙の強度を数倍に補強することが可能となる。
【0037】
[接着層]
接着層13は、熱溶融性接着剤で構成する。図示のものはエチレン−酢酸ビニル共重合樹脂(Ethylene-Vinyl Acetate)のフィルムで形成され、前述の紙質フィルム層11に貼着される。このEVAは融点が74℃〜105℃程度であり、100℃前後の加熱によって接着するホットメルト接着剤として知られている。このEVAの他、接着層13は、ポリアミド系、ポリエステル系、ポリウレタン系樹脂を主成分とするホットメルト接着剤であっても良い。また接着層13はフィルム状のホットメルト接着剤の他、溶融ポリエチレン(PE)で構成することも可能である。
【0038】
次に上述の紙質フィルム層11とコートフィルム層12と接着層13は、図1(b)及び(c)に示すようにシート状の積層構造として障子紙10を形成する。この障子紙10は図1(b)に示すように障子の組子21に貼着され、同図矢示Aで示す外表面10aを家屋外部に向けて、矢示Bで示す内表面10bを障子の組子21に貼着して室内に向ける。
【0039】
そこで、フィルム状に形成された紙質フィルム層11には外表面側にコートフィルム層12が、内表面側に接着層13が重合されている。紙質フィルム層11の外表面側にはコートフィルム層12が貼着剤A層14とアンカーコート層15で貼着されている。この貼着剤A層14は、後述する熱溶融性樹脂で構成され、アンカーコート層15はPETで構成されているコートフィルム層12の接着性を向上させるためであり、PET用アンカーコート剤として知られている素材を使用する。
【0040】
紙質フィルム層11の内表面側には接着層13が貼着剤B層16で貼着されている。上記貼着剤A層14と貼着剤B層16は、熱溶融性接着剤で紙質フィルム層11にコートフィルム層12と接着層13を貼着する好適な材料を使用する。図示のものは熱溶融性ポリエチレン樹脂(PE)で構成してあり、貼着剤A層14と貼着剤B層16は同一組成(高密度PE樹脂)で同一融点温度120℃〜140℃で構成されている。
この場合貼着剤A層14を高密度PE樹脂(融点120℃〜140℃)で形成し、貼着剤B層16を低密度PE樹脂(融点105℃〜12℃)で構成すると、外表面10aをアイロンなどで加熱する際に、上層に位置する貼着剤A層14は高融点、下層に位置する貼着剤B層16は低融点となり加熱処理時に皺などが生ずる恐れがない。
【0041】
このように形成された障子紙10は、その外表面10aをコートフィルム層12が覆うこととなる。このコートフィルム層12は上述したように、破裂強度と撥水性が紙質フィルム層11より高く形成されている。この破裂強度は前述したように紙質フィルム層11に対してコートフィルム層12は、その4〜5倍或いはそれ以上の破裂強度に設定することができ、障子紙10の通常使用される強度をコートフィルム層12で確保する。
また、撥水性は、紙質フィルム層11が紙素材で親水性であるのに対して、コートフィルム層12はPETなどの高分子樹脂で構成されているためその撥水性は高いものとなる。
なお、コートフィルム層12には、紫外線をカットする素材(蛍光剤など)を混入することも可能である。
【0042】
また、障子紙10は、その内表面10bを接着層13が覆うこととなる。この接着層13は熱溶融性フィルム(EVA)などの熱溶融性接着剤で構成されている。このためアイロンなど加熱手段で加熱すると障子の組子21に容易に貼着する。このとき、外表面10aはコートフィルム層12で例えばPETフィルムで形成され、貼着剤A層14(例えばPE樹脂)で紙質フィルム層11に貼着され、更に貼着剤B層16(例えばPE樹脂)でEVAフィルムが貼着されている。
【0043】
このような構造で外表面10aからアイロンをあてると、このアイロンは通常160℃以下であり、PETフィルムの融点は264℃、貼着剤A層のPEの融点は120℃〜140℃である。そして紙質フィルム層11の耐熱温度は例えば和紙の場合180℃〜200℃であり、更に貼着剤B層のPEの融点は120℃〜140℃であり、最下層のEVAフィルムは融点が74℃〜105℃である。
【0044】
従ってアイロンが相当高温に設定されていてもPETフィルムが溶融、或いは変色する恐れがなく、その下層に位置する貼着剤A層14は長時間加熱しない限り融点を越えることはない。そして最下層のEVAフィルムは融点が74℃〜105℃であるため比較的容易に溶融して障子枠20に確実に接着される。
【0045】
一方、加熱処理によって障子枠20に接着された障子紙10は、貼合わせ作業と反対にアイロンなどで加熱することによって最下層のEVAフィルムが溶融し障子枠20から剥離することが出来る。
【0046】
このように構成された障子紙10は、その内表面10b側に紙質フィルム層11と接着層13が望むこととなる。このとき接着層13は例えばEVAフィルムのような透明で薄い皮膜に形成することが可能であるから、室内からは紙質フィルム層11の風合いと質感を損なうことなく美観に優れた障子紙となる。
【0047】
一方、外表面10a側にはコートフィルム層12が望み、このコートフィルム層はPETなどの透光性樹脂フィルムであるため、樹脂特有の光沢を有する質感となる。そこで、本発明は表裏面の少なくとも片面に艶消し加工を施すことによって和紙などの紙質フィルム層11と同様の質感をもたせている。
【0048】
特に図示のものは、コートフィルム層12の紙質フィルム層11に貼着する裏面側にシボ状凹凸面12bを形成している。このシボ状凹凸面12bはマット加工又はエンボス加工によって梨地形状にしている。特にこのシボ状凹凸面12bを障子紙10の外表面10aを形成する面とは異なる裏面側に形成している。このため貼付け作業で外表面10aをアイロンなどで加熱しても、シボ状凹凸面12bが熱変形或いは加圧変形して光沢度が異なってテカルことがない。
【0049】
従って樹脂フィルム特有の光沢感をなくすためにコートフィルム層12を紙質フィルム層11同様にシボ状凹凸面12bに表面処理する際に、このシボ状凹凸面12bが外表面側に形成されていないので障子紙の貼付け作業時にアイロンで加熱処理するときに部分的なテカリが発生することがない。この貼付け仕上げ後に障子紙の貼着部に部分的なテカリが正ずる原因は、貼付け時に使用者が設定温度を高温にしたとき、定温設定のアイロンを長時間か掛け続けたとき、或いは極めて強く加圧したとき外表面が変形することに原因する。
このため、本発明は、(1)コートフィルム層12を200℃以上の融点を有する透明樹脂、例えばPETで構成すること、(2)コートフィルム層12の裏面側(障子紙の内表面側)にシボ状凹凸面12bを形成すること、(3)コートフィルム層12を紙質フィルム層11に貼着する貼着剤A層の融点を200℃以下に設定すること、を特徴としている。
【0050】
このような条件に設定することによって通常の家庭用アイロンは210℃以下であるため、外表面を形成するコートフィルム層12をPETなどの融点が210℃以上の素材とすることによって表面が熱変形してテカルことがない。これと共にシボ状凹凸面を内表面側に面するフィルム裏面に形成し、このシボ面を紙質フィルム層11に貼着する貼着剤A層の融点をPETより融点の低い200℃以下に設定したことによってシボ状凹凸面が加圧力で変形することなくこれを接着する貼着剤層(PE層)を熱変形させてシボ状凹凸面の変形を防止することが可能となる。
【0051】
つまり、樹脂フィルムの外表面にシボ状凹凸面12bを形成すると、使用者がアイロンの設定温度を誤って高温に設定したとき、使用者が長時間アイロンで加熱したとき、或いは所用者がアイロンの加圧力を強くしても、梨地凹凸面が熱変形、加圧変形して所謂部分的なテカリが発生し、著しく美観を損ねるのに対して、本発明のコートフィルム層12には、その裏面側にシボ状凹凸面12bが形成されているため貼付け作業時にアイロン加熱によるテカリが発生することがない。
【0052】
次に、図2に従って本発明の障子紙10の製造方法について説明する。図2にその製造工程を示す。
[第1工程]
紙質フィルム31を、例えば通常の和紙の漉き工程で成形する。図示のものはロール形状に和紙フィルム31を和紙成形工程で成形している。同様に別工程でコートフィルム32を、例えばPETフィルムを例えばカレンダー加工で成形する。
このコートフィルム32の片面(障子紙成形時に内表面側に面する裏面)には、マット加工(サンドブラスト加工)或いはエンボス加工によってシボ状凹凸面12bを形成する(不図示)。また、更に別工程で接着フィルム33を例えばEVAフィルムで成形する。
【0053】
[第2工程]
図2(a)に示すように上記紙質フィルム31をロール状に巻回して供給軸35aに巻回装着する。また上記コートフィルム32をロール状に巻回して供給軸35bに巻回装着する。そして一対のプレッシャローラ37、38を介して巻上げ軸36を配置する。この2つのロールフィルム31,32をフィードローラ39a、39bでプレッシャローラ37、38のニップ位置に給送する。
このときコートフィルム32のフィードローラ39bにはアンカーコート塗布槽40を配置する。このアンカーコート塗布槽40にはPET用のアンカーコート剤が充填され、塗布ロール41が設けられている。
【0054】
そしてプレッシャローラ37、38のニップ位置には貼着剤供給用のダイ42が設けられ、内部には貼着剤として熱溶融性貼着剤(PEなど)が溶融充填されている。そこでプレッシャローラ37、38とフィードローラ39a、39bを所定速度で回転し、同時にダイ42から所定温度に加熱溶融した貼着剤43を滴下する。すると紙質フィルム31とコートフィルム32は貼着剤43で一体的に重ね合わせ接着される。このときコートフィルム32の接着面にはアンカーコート剤を塗布した後に接着される。
なお、コートフィルム32の接着面側にはシボ状凹凸面12bが形成されている。このようにして紙質フィルム31とコートフィルム32は貼着剤43で積層状に一体形成され、巻上げ軸36に巻回される。
【0055】
[第3工程]
次に図2(b)に示すように第1工程で積層されたフィルム層(紙質フィルム31/コートフィルム32;以下積層フィルムFという)と接着フィルム33を供給軸35aと供給軸35bに巻回装着する。そしてダイ42から熱溶融性貼着剤(溶融PE)44を滴下しながら巻上げ軸36に巻き上げる。すると積層フィルムFと接着フィルム33が貼着剤44で一体的に重ね合わせ接着される。このときコートフィルム32・紙質フィルム31・接着フィルム33の積層順となるようになっている。従って前述した障子紙10の積層構造体が生成される。
【0056】
なお、上述した紙質フィルム層11には環境温度によって変色する示温表示部Cが少なくとも一部に形成されている。図3に示すものは、紙質フィルム31を生成する際に、例えば繊維状物質を漉く際、示温片10cを混入することによって紙成形時に示温片が漉き込まれるようになっている。このため示温片10cは例えば紙質片、プラスチック片に示温インクが塗布してある。
【0057】
このほか、示温表示部Cとしては紙質フィルム層11の裏面に示温材料を有する材料片を貼着する方法、或いは紙質フィルム層11の裏面に直接示温インクを塗布することによっても同様の効果が得られる。
【符号の説明】
【0058】
10 障子紙
10a 外表面
10b 内表面
10c 示温片
11 紙質フィルム層
12 コートフィルム層
12b シボ状凹凸面
13 接着フィルム層(接着層)
14 貼着剤A層
15 アンカーコート層
16 貼着剤B層
20 障子枠
21 組子
21a 横桟
21b 縦桟
31 紙質フィルム
32 コートフィルム
33 接着フィルム
35a 供給軸
35b 供給軸
36 巻上げ軸
37 プレッシャローラ
38 プレッシャローラ
42 ダイ
43 貼着剤
44 熱溶融性貼着剤(溶融PE)
C 示温表示部
【技術分野】
【0001】
本発明は、アイロンなどの加熱器で加熱するだけで簡単に障子の桟に貼付けることができると共に、貼り替え時には再加熱することで簡単にしかも確実に剥し取ることができる障子紙に関する。
【背景技術】
【0002】
従来、障子紙は楮、繊維麻、三潴、パルプなどの原材料を漉いてシート状或いはロール状に成形いる和紙が広く知られている。このような障子紙は和紙特有の風合いを具え、糊などで簡単に障子の桟に接着することが出来る。
これと共に加水することによって容易に剥がすことが出来、一般需用者が簡単に張り替えることが出来る特徴を備えている。この反面、風雨などに弱く、その破裂強度が弱いことが知られている。
【0003】
そこで、このような障子紙を、紙の表面にエチレン酢酸ビニル共重合体を点状に付着して家庭用アイロンなどの加熱手段で障子の桟に貼着することが特許文献1に提案されている。この熱溶融性接着剤を点在させた障子紙はアイロンなどで簡単に接着する特徴がある反面、破裂強度が弱く、特に水分に弱い欠点が知られている。
【0004】
また、この破裂強度と耐水性を向上させるために障子紙をプラスチックフィルムで形成することが試みられている。例えばポリエチレンなどの透光性材料のフィルムを両面接着テープで障子の桟に接着することが種々提案されている。
このようなプラスチック製の障子紙は風合いが和紙とは異なり、その接着(貼付け)も両面粘着テープで接着しているため、貼付けづらく同時に剥がしづらい問題が知られている。
【0005】
特許文献2には、紙基材の両面に樹脂フィルムを接着剤層で貼着した障子紙の積層構造が提案されている。そしてこの障子紙は障子の桟に両面粘着テープで貼付け、これによって強度と耐汚染性に富んだ表装が得られると同文献には記載されている。
【0006】
また、特許文献3には紙質層の両面にポリエチレンフィルム層をコーティングし、更にその外側両面にポリプロピレンフィルム層でコーティングすることが提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−229099号公報
【特許文献2】特開2004−114653号公報
【特許文献3】特許第4162583号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述のように障子紙を障子の桟に熱で貼着する方法が熱貼着性障子紙として前掲特許文献1などに提案されている。このような熱貼着性障子紙は、紙基材の表面に熱溶融性接着剤を点在させて家庭用アイロンなどで貼着し、同時にこの熱溶融性接着剤を加熱することによって剥離することが既に知られている。これと同時に紙基材を主成分とするため破裂強度に弱く、水分例えば風雨で容易に破損する欠点も知られている。
【0009】
そこで前掲特許文献2及び3には紙質層の表裏面をプラスチックフィルム層でコーティングすることによって破裂強度と耐水性を向上させることが提案されている。そしてこのようなプラスチックフィルム層でコーティングした障子紙は両面テープなどの接着剤で障子の桟に貼着し、このテープを引き剥がすことによって剥離させている。
このため両面テープで貼着する作業が比較的面倒であり、使用する両面テープによっては、剥離後に接着テープが桟に残留する欠点が知られている。
【0010】
つまり従来は、紙基材の表面に熱溶融性接着剤層をコーティングする熱貼着性障子紙は、紙基材であるため破裂強度に弱く、また接着剤層を障子の桟から容易に剥離するために水溶性(加水分離特性)にしているため、風雨(耐水性)に弱い欠点が問題とされている。
【0011】
また、紙基材の障子紙の破裂強度と耐水性を向上させるために紙基材の表裏面にプラスチックフィルムを貼着する樹脂コーティング障子紙は、破裂強度と耐水性は得られるが紙の風合いを損ない易く、またプラスチックフィルム特有の光沢感が問題となる。
これと共にこのような耐水性(撥水性)に富んだ障子紙は両面テープなどで障子の桟に貼着するため、このテープ端面に塵が付着して美観を損ね、その剥離作業も桟に残ったテープ残滓が容易に除去できない問題がある。
【0012】
そして、このような障子紙は、障子の桟に貼着する際の貼着作業が例えば加熱処理で容易で行え、同時に剥離作業が例えば加熱処理で簡単に行えること、そして風雨、衝撃などの際の破裂強度と耐水性に富んだものであることがその機能として望まれている。
これと同時に和紙などの紙の風合いを損ねないことが美観など表装品位として望まれる。
【0013】
ところが紙基材の強度と耐水性を改善するために樹脂フィルムでコーティングする従来の障子紙は、紙基材の表裏両面を樹脂フィルムでコーティングしているため風雨などの耐水性(撥水性)に富み、同時に剥離作業時に加熱剥離することは矛盾する条件となり、同時に樹脂フィルムでコーティングした上で紙基材の風合いを表出することは高い透明度の樹脂フィルムを使用しても樹脂特有の光沢、風合いが残ることとなり、上述の機能特性と美観特性を同時に達成することは不可能に近いことである。
【0014】
そこで本発明者は、障子紙を桟に貼着する場合に、紙基材の外表面を樹脂フィルムで、その内表面を熱溶融性の接着剤層でコーティングすることによって、外表面で撥水性と破裂強度を確保し、内表面で貼付け剥離の容易性と紙質の美観特性が得られるとの着想に至った。
【0015】
本発明は、風雨に強く破裂強度に富み、同時に障子の桟に接着する貼付け作業と剥離作業が容易な障子紙の提供をその課題としている。
更に、本発明は障子の桟に貼着した際に、桟側の内表面からの美観は紙質の風合いを損なうことがなく、同時に外側の外表面に補強フィルムの光沢度が表出することのない障子紙の提供をその課題としている。
【課題を解決するための手段】
【0016】
なお、本発明にあって障子紙の外表面とは建造物の外部に面する表面を、内表面とは建造物の室内に面する表面を云う。
そこで本発明は上記課題を達成するため、植物繊維その他の繊維状物質を含有する紙質フィルム層の外表面側に合成樹脂を主成分とするコートフィルム層を貼着剤で接着し、この紙質フィルム層の内表面側に障子の桟に接着する接着層を形成する。このときコートフィルム層は紙質フィルム層より破裂強度と撥水性が高くなるように構成し、上記接着層は熱溶融性接着剤で上記コートフィルム層と貼着剤層より熱溶融温度が低い材料で構成する。そして上記コートフィルム層の表裏面の少なくとも片面には艶消し加工を施すことを特徴としている。
【0017】
これによってコートフィルム層の上からアイロンなどの加熱手段で加熱すると熱溶融温度の低い接着層が溶融して障子の桟に紙質フィルム層を貼着することが出来ることとなり貼付け作業を加熱手段で熟練を要することなく簡単に行えることとなる。
これと共に剥離作業は加熱処理することによって紙質フィルム層が分解され桟から簡単に剥離することが可能となる。また外表面側が風雨に晒されてもコートフィルム層で撥水され、その破裂強度も樹脂フィルム層で確保される。
【0018】
更に、具体的構成を詳述すると、植物繊維その他の紙質フィルム層(11)と、合成樹脂を主成分とするコートフィルム層(12)と、紙質フィルム層の表面側にコートフィルム層を接着する貼着剤層(14)と、紙質フィルム層の内表面側に形成され障子の桟に接着する接着層(16)と、から構成する。
そして上記紙質フィルム層は親水性に富んだ紙基材で形成し、上記コートフィルム層は透光性を有する樹脂フィルム基材で形成し、上記接着層は熱溶融性接着剤で形成する。このとき、上記コートフィルム層は紙質フィルム層より破裂強度と撥水性がいずれも高くなるように構成し、上記接着層はコートフィルム層及び貼着剤層より熱溶融温度が低い材料で構成する。そして上記コートフィルム層の表裏面の少なくとも片面には艶消し加工を施す。
これによって外表面側が風雨に晒されても破損、剥離することがなく、同時に表裏両面のいずれに外力が作用してもコートフィルム層によって容易に破損することがない。また室内に望む内表面側は紙質フィルム層がコートフィルム層に覆われることがなく、紙質の風合いと地合いを損ねることがなく美観に富んだ障子紙が得られる。
【0019】
上記コートフィルム層をポリエチレンテレフタレート(PET)その他の透光性を有する樹脂フィルム基材で構成する。これによって破裂強度が高く、撥水性に富んだ障子紙が得られる。従って風雨に晒されても、外力が作用しても容易に破損することがない。これと共にこのコートフィルム層の裏面側(内表面側)にシボ状凹凸面を形成することによって貼付け作業時に過度の熱或いは圧力が加わっても、テカリなどの異常光沢が発生することがない。
【0020】
上記接着層をエチレン酢酸ビニル共重合体(EVA)その他の熱溶融性接着剤を主成分とするフィルム基材で構成する。これによって和紙などの紙質フィルム層は比較的均一な厚さの透明薄膜で覆われることとなり、接着層を塗布或いはラミネート加工で形成する場合に比べ均一な薄膜形成が可能であるから紙質フィルム層の地合いと風合いを損ねることがない。
【0021】
また、上記紙質フィルム層の内表面側に環境温度によって変色する示温表示部をその少なくとも一部に形成することによって障子枠に表装した際に建造物の室内からその都度の温度を色模様として視認することが出来る。この場合の示温材料は例えば19℃〜28℃の範囲で段階的に発色するインク塗料を使用する。
【0022】
また、上記示温表示部は紙質フィルム層を紙基材で構成する際に紙を抄く工程で示温材料片を混抄することによって外部から汚損することのない示温模様を施すことが可能である。更にこの示温表示部は紙質フィルム層の裏面に示温材料片を貼着しても、或いは示温インクを塗布することによって形成することも可能である。
【0023】
本発明に係わる障子紙の製造方法は、植物繊維その他の繊維を主成分とする親水性紙質フィルムと、合成樹脂を主成分とする透光性コートフィルムと、熱溶融性接着剤を主成分とする接着フィルムと、をそれぞれ成形する工程と、上記紙質フィルムの外表面側に上記コートフィルムを熱溶融性貼着剤で接着して積層フィルムを生成する工程と、上記工程で生成された積層フィルムの内表面側に上記接着フィルムを熱溶融性貼着剤で接着する工程とから構成する。
【0024】
そして上記コートフィルムの内表面側に面する裏面にはシボ状凹凸面を形成し、上記コートフィルムは上記紙質フィルムより耐熱性と破裂強度と撥水性がいずれも高くなるように構成する。また、上記接着フィルムは上記コートフィルム及び上記熱溶融性貼着剤より熱溶融温度が低い材料で構成する。
【発明の効果】
【0025】
本発明は、繊維状物質を含有する紙質フィルム層の表面側にコートフィルム層を、裏面側に障子の桟に接着する接着層をそれぞれ貼着し、コートフィルム層は紙質フィルム層より破裂強度と撥水性が高くなる樹脂材料で、接着層は熱溶融性接着剤でコートフィルム層とこれを貼着する貼着剤層より熱溶融温度が低い材料で構成したものであるから以下の効果を奏する。
【0026】
和紙その他の紙質フィルム層の外表面側は破裂強度と撥水性が高いコートフィルム層でコーティングされているから、障子の桟に貼付けた際に外部からの風雨、露水、衝撃などで容易に破損することも、また雨水、露水などで接着部が剥れる恐れがない。
これと共に障子の桟への貼付けと剥離は、紙質フィルム層の内表面側(障子の桟側)に熱溶融性の接着層が形成されているから、コートフィルム層の外表面から家庭用アイロンなどの加熱手段で加熱することによって最下層に位置する低融点の接着層が溶融して障子の桟に接着する。
従って貼付け作業は接着糊、両面テープなどを必要とすることがなく至って簡単であり、障子の桟に接着層が残っても加熱することによって簡単に剥がすことが出来る。
【0027】
更に本発明は、障子の桟に貼着した状態で家屋の室内からは紙質フィルム層が樹脂のコートフィルム層で覆われることがないから、紙の風合いと質感を損なうことが比較的少ない。また、家屋外部からの外表面はコートフィルム層の表裏面の少なくとも片面に艶消し加工が施されているから樹脂フィルム特有の光沢度でテカルことがない。
【0028】
また、本発明はコートフィルム層の裏面側をシボ状凹凸面に艶消し加工することによって加熱手段で加熱貼付けする際に、シボ状凹凸面が平坦面に押し潰されてテカルことがない。つまりコートフィルム層の表面側から家庭用アイロンなどで加熱処理する際に、この凹凸面は裏面側に形成されているため、加圧力或いは熱によって変形して平坦なテカリ面となることがないので美観を損なうことがない。
【0029】
更に本発明は繊維状物質を含有する紙質フィルム層に示温材料を貼着或いは混抄することによって示温表示部を形成すると、家屋の室内から簡単に環境温度を視認することが出来る。
【図面の簡単な説明】
【0030】
【図1】本発明に係わる障子紙構造を示し、(a)は障子の桟に一部を貼着した状態の障子紙を示し、(b)は(a)に示すx−x線の断面構造を示し、(c)は(b)に示すI部の拡大断面を示す。
【図2】本発明に係わる障子紙の製造方法の説明図であり、(a)は紙質フィルムにコートフィルムを貼着する際の工程説明図を、(b)は接着フィルムを貼着する際の工程説明図を示す。
【図3】図1の障子紙に示温表示部を設けた場合の説明図であり、(a)は障子紙の断面構造を、(b)は建造物の室内側から示温表示部(示温模様)を見た場合の説明図である。
【発明を実施するための形態】
【0031】
以下、本発明の好適な実施の形態に基づいて本発明を詳述する。図1には本発明に係わる障子紙10の構造を示す。同図(a)は障子枠20に障子紙10を一部貼着した状態を示す。障子枠20は横桟21aと縦桟21bを格子状に組み合わせて構成されている。この縦横の組子21はそれぞれ障子の用途に応じて種々の形状、デザインのものが知られ本発明の障子紙10はそのいずれにも採用可能である。
【0032】
障子紙10はシート状、ロール状など商流に適した形態に形成され、一般需要者が建具としての障子枠に貼り合わせている。そしてこの障子紙は古くからデンプン糊で組子21に張り合わされ、取り除くときには水を含ませることによって障子枠20から剥がしている。また、この場合に障子紙10として和紙(楮、三潴など)、パルプ紙、混抄紙(パルプ原料にレーヨンを配合したもの)を用いると紙基調となり、このような紙基材を樹脂フィルムでコーティングするとプラスチック障子紙として樹脂基調となることは既に知られている。この場合に紙基調の障子紙はデンプン糊で貼り合わせ、水分を付加して剥がし、プラスチック障子紙は両面テープなどの粘着性接着剤で貼り合わせ、剥がし液で剥離することが知られている。
【0033】
そこで図1(b)に障子紙10の一部を貼着した状態を、図1(c)に障子紙10の断面構造を示し、本発明に係わる障子紙10の構造について説明する。本発明の障子紙10は紙質フィルム層11とコートフィルム層12と接着フィルム層13で構成する。
【0034】
[紙質フィルム層]
紙質フィルム層11は、楮、三潴、麻、或いはパルプなどの原材料、或いはこれらにレーヨン、ビニロンなどを混合した原材料を手漉き、機械漉きなどでシード状、或いはロール状に成形する。この場合に原材料に二酸化チタンなどの光触媒物質を混入すると空気浄化作用が得られるなど用途に応じた添加剤を混入する。
そしてこの紙質フィルム層11は親水性に富んだフィルム層として形成し、後述する接着フィルム層13の加熱溶融温度では、容易に変質しない添加剤と原材料を選定する。例えば楮、三潴などを主成分とする紙質フィルム層は比較的強靱で和紙の風合いに富んだ基材フィルムが得られ、例えばスポンジなどで加水すると溶解する。
【0035】
[コートフィルム層]
コートフィルム層12は、合成樹脂を主成分とする基材フィルムで構成する。このコートフィルム層は、透光性と破裂強度と撥水性に富んだ材料で構成する。図示のコートフィルム層12はポリエチレンテレフタレート(PET)を主成分とする基材フィルムで構成してある。このPETは透明性(透光性)に富んだ無色のフィルム基材が得られ、耐熱性に富んでいる。
これは後述する接着層13を家庭用のアイロンで加熱貼着する関係で、アイロンの温度(通常160℃以下)では容易に融点に達しない樹脂材料を選定することが好ましい。図示のPETの融点は264℃であり、通常の家庭用アイロンではこれを越えることがない。
なお、本発明にあってコートフィルム層12はPET材料に限らず、透光性と耐熱性に富んだ材料であれば、例えばPEN(ポリエチレンナフタレート;polyethylene naphthalate)、PEB(ポリブチレンテレフタレート;polybuthylene terephthalate)などであっても良い。
【0036】
そして、コートフィルム層12のフィルム厚さは紙質フィルム層11より高い破裂強度を備える厚さに形成する。図示のコートフィルム層12の厚さは実験によって通常の使用に耐える破裂強度を有するように設定する。例えば紙質フィルム層11の破裂強さは楮を主成分とする和紙の場合、0.8kgf(=78、45Pa)である。
従ってコートフィルム層12の破裂強度は、これより強い破裂強度に設定する。図示のものは5倍程度、4〜5kgfに設定してある。これによって紙基体の障子紙の強度を数倍に補強することが可能となる。
【0037】
[接着層]
接着層13は、熱溶融性接着剤で構成する。図示のものはエチレン−酢酸ビニル共重合樹脂(Ethylene-Vinyl Acetate)のフィルムで形成され、前述の紙質フィルム層11に貼着される。このEVAは融点が74℃〜105℃程度であり、100℃前後の加熱によって接着するホットメルト接着剤として知られている。このEVAの他、接着層13は、ポリアミド系、ポリエステル系、ポリウレタン系樹脂を主成分とするホットメルト接着剤であっても良い。また接着層13はフィルム状のホットメルト接着剤の他、溶融ポリエチレン(PE)で構成することも可能である。
【0038】
次に上述の紙質フィルム層11とコートフィルム層12と接着層13は、図1(b)及び(c)に示すようにシート状の積層構造として障子紙10を形成する。この障子紙10は図1(b)に示すように障子の組子21に貼着され、同図矢示Aで示す外表面10aを家屋外部に向けて、矢示Bで示す内表面10bを障子の組子21に貼着して室内に向ける。
【0039】
そこで、フィルム状に形成された紙質フィルム層11には外表面側にコートフィルム層12が、内表面側に接着層13が重合されている。紙質フィルム層11の外表面側にはコートフィルム層12が貼着剤A層14とアンカーコート層15で貼着されている。この貼着剤A層14は、後述する熱溶融性樹脂で構成され、アンカーコート層15はPETで構成されているコートフィルム層12の接着性を向上させるためであり、PET用アンカーコート剤として知られている素材を使用する。
【0040】
紙質フィルム層11の内表面側には接着層13が貼着剤B層16で貼着されている。上記貼着剤A層14と貼着剤B層16は、熱溶融性接着剤で紙質フィルム層11にコートフィルム層12と接着層13を貼着する好適な材料を使用する。図示のものは熱溶融性ポリエチレン樹脂(PE)で構成してあり、貼着剤A層14と貼着剤B層16は同一組成(高密度PE樹脂)で同一融点温度120℃〜140℃で構成されている。
この場合貼着剤A層14を高密度PE樹脂(融点120℃〜140℃)で形成し、貼着剤B層16を低密度PE樹脂(融点105℃〜12℃)で構成すると、外表面10aをアイロンなどで加熱する際に、上層に位置する貼着剤A層14は高融点、下層に位置する貼着剤B層16は低融点となり加熱処理時に皺などが生ずる恐れがない。
【0041】
このように形成された障子紙10は、その外表面10aをコートフィルム層12が覆うこととなる。このコートフィルム層12は上述したように、破裂強度と撥水性が紙質フィルム層11より高く形成されている。この破裂強度は前述したように紙質フィルム層11に対してコートフィルム層12は、その4〜5倍或いはそれ以上の破裂強度に設定することができ、障子紙10の通常使用される強度をコートフィルム層12で確保する。
また、撥水性は、紙質フィルム層11が紙素材で親水性であるのに対して、コートフィルム層12はPETなどの高分子樹脂で構成されているためその撥水性は高いものとなる。
なお、コートフィルム層12には、紫外線をカットする素材(蛍光剤など)を混入することも可能である。
【0042】
また、障子紙10は、その内表面10bを接着層13が覆うこととなる。この接着層13は熱溶融性フィルム(EVA)などの熱溶融性接着剤で構成されている。このためアイロンなど加熱手段で加熱すると障子の組子21に容易に貼着する。このとき、外表面10aはコートフィルム層12で例えばPETフィルムで形成され、貼着剤A層14(例えばPE樹脂)で紙質フィルム層11に貼着され、更に貼着剤B層16(例えばPE樹脂)でEVAフィルムが貼着されている。
【0043】
このような構造で外表面10aからアイロンをあてると、このアイロンは通常160℃以下であり、PETフィルムの融点は264℃、貼着剤A層のPEの融点は120℃〜140℃である。そして紙質フィルム層11の耐熱温度は例えば和紙の場合180℃〜200℃であり、更に貼着剤B層のPEの融点は120℃〜140℃であり、最下層のEVAフィルムは融点が74℃〜105℃である。
【0044】
従ってアイロンが相当高温に設定されていてもPETフィルムが溶融、或いは変色する恐れがなく、その下層に位置する貼着剤A層14は長時間加熱しない限り融点を越えることはない。そして最下層のEVAフィルムは融点が74℃〜105℃であるため比較的容易に溶融して障子枠20に確実に接着される。
【0045】
一方、加熱処理によって障子枠20に接着された障子紙10は、貼合わせ作業と反対にアイロンなどで加熱することによって最下層のEVAフィルムが溶融し障子枠20から剥離することが出来る。
【0046】
このように構成された障子紙10は、その内表面10b側に紙質フィルム層11と接着層13が望むこととなる。このとき接着層13は例えばEVAフィルムのような透明で薄い皮膜に形成することが可能であるから、室内からは紙質フィルム層11の風合いと質感を損なうことなく美観に優れた障子紙となる。
【0047】
一方、外表面10a側にはコートフィルム層12が望み、このコートフィルム層はPETなどの透光性樹脂フィルムであるため、樹脂特有の光沢を有する質感となる。そこで、本発明は表裏面の少なくとも片面に艶消し加工を施すことによって和紙などの紙質フィルム層11と同様の質感をもたせている。
【0048】
特に図示のものは、コートフィルム層12の紙質フィルム層11に貼着する裏面側にシボ状凹凸面12bを形成している。このシボ状凹凸面12bはマット加工又はエンボス加工によって梨地形状にしている。特にこのシボ状凹凸面12bを障子紙10の外表面10aを形成する面とは異なる裏面側に形成している。このため貼付け作業で外表面10aをアイロンなどで加熱しても、シボ状凹凸面12bが熱変形或いは加圧変形して光沢度が異なってテカルことがない。
【0049】
従って樹脂フィルム特有の光沢感をなくすためにコートフィルム層12を紙質フィルム層11同様にシボ状凹凸面12bに表面処理する際に、このシボ状凹凸面12bが外表面側に形成されていないので障子紙の貼付け作業時にアイロンで加熱処理するときに部分的なテカリが発生することがない。この貼付け仕上げ後に障子紙の貼着部に部分的なテカリが正ずる原因は、貼付け時に使用者が設定温度を高温にしたとき、定温設定のアイロンを長時間か掛け続けたとき、或いは極めて強く加圧したとき外表面が変形することに原因する。
このため、本発明は、(1)コートフィルム層12を200℃以上の融点を有する透明樹脂、例えばPETで構成すること、(2)コートフィルム層12の裏面側(障子紙の内表面側)にシボ状凹凸面12bを形成すること、(3)コートフィルム層12を紙質フィルム層11に貼着する貼着剤A層の融点を200℃以下に設定すること、を特徴としている。
【0050】
このような条件に設定することによって通常の家庭用アイロンは210℃以下であるため、外表面を形成するコートフィルム層12をPETなどの融点が210℃以上の素材とすることによって表面が熱変形してテカルことがない。これと共にシボ状凹凸面を内表面側に面するフィルム裏面に形成し、このシボ面を紙質フィルム層11に貼着する貼着剤A層の融点をPETより融点の低い200℃以下に設定したことによってシボ状凹凸面が加圧力で変形することなくこれを接着する貼着剤層(PE層)を熱変形させてシボ状凹凸面の変形を防止することが可能となる。
【0051】
つまり、樹脂フィルムの外表面にシボ状凹凸面12bを形成すると、使用者がアイロンの設定温度を誤って高温に設定したとき、使用者が長時間アイロンで加熱したとき、或いは所用者がアイロンの加圧力を強くしても、梨地凹凸面が熱変形、加圧変形して所謂部分的なテカリが発生し、著しく美観を損ねるのに対して、本発明のコートフィルム層12には、その裏面側にシボ状凹凸面12bが形成されているため貼付け作業時にアイロン加熱によるテカリが発生することがない。
【0052】
次に、図2に従って本発明の障子紙10の製造方法について説明する。図2にその製造工程を示す。
[第1工程]
紙質フィルム31を、例えば通常の和紙の漉き工程で成形する。図示のものはロール形状に和紙フィルム31を和紙成形工程で成形している。同様に別工程でコートフィルム32を、例えばPETフィルムを例えばカレンダー加工で成形する。
このコートフィルム32の片面(障子紙成形時に内表面側に面する裏面)には、マット加工(サンドブラスト加工)或いはエンボス加工によってシボ状凹凸面12bを形成する(不図示)。また、更に別工程で接着フィルム33を例えばEVAフィルムで成形する。
【0053】
[第2工程]
図2(a)に示すように上記紙質フィルム31をロール状に巻回して供給軸35aに巻回装着する。また上記コートフィルム32をロール状に巻回して供給軸35bに巻回装着する。そして一対のプレッシャローラ37、38を介して巻上げ軸36を配置する。この2つのロールフィルム31,32をフィードローラ39a、39bでプレッシャローラ37、38のニップ位置に給送する。
このときコートフィルム32のフィードローラ39bにはアンカーコート塗布槽40を配置する。このアンカーコート塗布槽40にはPET用のアンカーコート剤が充填され、塗布ロール41が設けられている。
【0054】
そしてプレッシャローラ37、38のニップ位置には貼着剤供給用のダイ42が設けられ、内部には貼着剤として熱溶融性貼着剤(PEなど)が溶融充填されている。そこでプレッシャローラ37、38とフィードローラ39a、39bを所定速度で回転し、同時にダイ42から所定温度に加熱溶融した貼着剤43を滴下する。すると紙質フィルム31とコートフィルム32は貼着剤43で一体的に重ね合わせ接着される。このときコートフィルム32の接着面にはアンカーコート剤を塗布した後に接着される。
なお、コートフィルム32の接着面側にはシボ状凹凸面12bが形成されている。このようにして紙質フィルム31とコートフィルム32は貼着剤43で積層状に一体形成され、巻上げ軸36に巻回される。
【0055】
[第3工程]
次に図2(b)に示すように第1工程で積層されたフィルム層(紙質フィルム31/コートフィルム32;以下積層フィルムFという)と接着フィルム33を供給軸35aと供給軸35bに巻回装着する。そしてダイ42から熱溶融性貼着剤(溶融PE)44を滴下しながら巻上げ軸36に巻き上げる。すると積層フィルムFと接着フィルム33が貼着剤44で一体的に重ね合わせ接着される。このときコートフィルム32・紙質フィルム31・接着フィルム33の積層順となるようになっている。従って前述した障子紙10の積層構造体が生成される。
【0056】
なお、上述した紙質フィルム層11には環境温度によって変色する示温表示部Cが少なくとも一部に形成されている。図3に示すものは、紙質フィルム31を生成する際に、例えば繊維状物質を漉く際、示温片10cを混入することによって紙成形時に示温片が漉き込まれるようになっている。このため示温片10cは例えば紙質片、プラスチック片に示温インクが塗布してある。
【0057】
このほか、示温表示部Cとしては紙質フィルム層11の裏面に示温材料を有する材料片を貼着する方法、或いは紙質フィルム層11の裏面に直接示温インクを塗布することによっても同様の効果が得られる。
【符号の説明】
【0058】
10 障子紙
10a 外表面
10b 内表面
10c 示温片
11 紙質フィルム層
12 コートフィルム層
12b シボ状凹凸面
13 接着フィルム層(接着層)
14 貼着剤A層
15 アンカーコート層
16 貼着剤B層
20 障子枠
21 組子
21a 横桟
21b 縦桟
31 紙質フィルム
32 コートフィルム
33 接着フィルム
35a 供給軸
35b 供給軸
36 巻上げ軸
37 プレッシャローラ
38 プレッシャローラ
42 ダイ
43 貼着剤
44 熱溶融性貼着剤(溶融PE)
C 示温表示部
【特許請求の範囲】
【請求項1】
植物繊維その他の繊維を主成分とする紙質フィルム層と、
合成樹脂を主成分とするコートフィルム層と、
前記紙質フィルム層の表面側に前記コートフィルム層を接着する貼着剤層3と、
前記紙質フィルム層の裏面側に形成され障子の桟に接着する接着層4と、
から構成される障子紙であって、
前記紙質フィルム層は和紙基材で形成され、
前記コートフィルム層は透光性を有する樹脂基材で形成され
前記接着層は熱溶融性接着剤で形成され、
前記コートフィルム層は前記紙質フィルム層より破裂強度と撥水性がいずれも高くなるように構成され、
前記接着層は前記コートフィルム層及び前記貼着剤層より熱溶融温度が低い材料で構成され、
前記コートフィルム層の表裏面の少なくとも片面には艶消し加工が施されていることを特徴とする障子紙。
【請求項2】
前記紙質フィルム層は植物繊維を含有する親水性に富んだ紙基材で構成されていることを特徴とする請求項1に記載の障子紙。
【請求項3】
前記コートフィルム層はポリエチレンテレフタレート(PET)その他の透光性を有する樹脂フィルム基材で構成され、
前記紙質フィルム層と接着する裏面側にはシボ状凹凸面が形成されていることを特徴とする請求項1に記載の障子紙。
【請求項4】
前記コートフィルム層の裏面側のシボ状凹凸面はマット加工又はエンボス加工によって形成されていることを特徴とする請求項3に記載の障子紙。
【請求項5】
前記接着層はエチレン酢酸ビニル共重合体(EVA)その他の熱溶融性接着剤を主成分とするフィルム基材で形成されていることを特徴とする請求項1に記載の障子紙。
【請求項6】
前記紙質フィルム層1には環境温度によって変色する示温表示部が少なくとも一部に形成されていることを特徴とする請求項1に記載の障子紙。
【請求項7】
前記紙質フィルム層は紙基材で構成され、
前記示温表示部は、紙を抄く際に示温材料を有する材料片を混抄することによって前記紙質フィルム層の内部に形成することを特徴とする請求項6に記載の障子紙。
【請求項8】
前記示温表示部は、前記紙質フィルム層の表裏片面に示温材料を有する材料片を貼着するか、又は示温材料を塗布することによって形成することを特徴とする請求項6に記載の障子紙。
【請求項9】
植物繊維その他の繊維状物質を主成分とする紙質フィルム層と、
合成樹脂を主成分とするコートフィルム層と、
熱溶融性接着剤を主成分とする接着フィルム層と、
から構成される障子紙であって、
前記コートフィルム層は前記紙質フィルム層の表面側に貼着剤で貼着され、
前記接着フィルム層は前記紙質フィルム層の裏面側に貼着剤で貼着され、
前記コートフィルム層は前記紙質フィルム層より破裂強度と撥水性が高く構成され、
前記接着フィルム層は前記コートフィルム層より熱溶融温度が低く構成され、
前記コートフィルム層には前記紙質フィルム層に貼着する裏面側にシボ状凹凸面に形成されていることを特徴とする障子紙。
【請求項10】
前記コートフィルム層と前記接着フィルム層は前記紙質フィルム層の表裏面にそれぞれ熱溶融性貼着剤で貼着され、
この熱溶融性貼着剤は前記接着フィルム層の熱溶融温度より高い材料で構成されていることを特徴とする請求項9に記載の障子紙。
【請求項11】
紙質フィルム層の外表面側にコートフィルム層を、内表面側に接着フィルム層を積層した障子紙の製造方法であって、
植物繊維その他の繊維を主成分とする親水性紙質フィルムと、
合成樹脂を主成分とする透光性コートフィルムと、
熱溶融性接着剤を主成分とする接着フィルムと、
をそれぞれ成形する工程と、
前記紙質フィルムの外表面側に前記コートフィルムを熱溶融性貼着剤で接着して積層フィルムを生成する工程と、
前記工程で生成された積層フィルムの内表面側に前記接着フィルムを熱溶融性貼着剤で接着する工程とから構成され、
前記コートフィルムの内表面側に面する裏面にはシボ状凹凸面が形成され、
前記コートフィルムは前記紙質フィルムより耐熱性と破裂強度と撥水性がいずれも高くなるように構成されていることを特徴とする障子紙の製造方法。
【請求項1】
植物繊維その他の繊維を主成分とする紙質フィルム層と、
合成樹脂を主成分とするコートフィルム層と、
前記紙質フィルム層の表面側に前記コートフィルム層を接着する貼着剤層3と、
前記紙質フィルム層の裏面側に形成され障子の桟に接着する接着層4と、
から構成される障子紙であって、
前記紙質フィルム層は和紙基材で形成され、
前記コートフィルム層は透光性を有する樹脂基材で形成され
前記接着層は熱溶融性接着剤で形成され、
前記コートフィルム層は前記紙質フィルム層より破裂強度と撥水性がいずれも高くなるように構成され、
前記接着層は前記コートフィルム層及び前記貼着剤層より熱溶融温度が低い材料で構成され、
前記コートフィルム層の表裏面の少なくとも片面には艶消し加工が施されていることを特徴とする障子紙。
【請求項2】
前記紙質フィルム層は植物繊維を含有する親水性に富んだ紙基材で構成されていることを特徴とする請求項1に記載の障子紙。
【請求項3】
前記コートフィルム層はポリエチレンテレフタレート(PET)その他の透光性を有する樹脂フィルム基材で構成され、
前記紙質フィルム層と接着する裏面側にはシボ状凹凸面が形成されていることを特徴とする請求項1に記載の障子紙。
【請求項4】
前記コートフィルム層の裏面側のシボ状凹凸面はマット加工又はエンボス加工によって形成されていることを特徴とする請求項3に記載の障子紙。
【請求項5】
前記接着層はエチレン酢酸ビニル共重合体(EVA)その他の熱溶融性接着剤を主成分とするフィルム基材で形成されていることを特徴とする請求項1に記載の障子紙。
【請求項6】
前記紙質フィルム層1には環境温度によって変色する示温表示部が少なくとも一部に形成されていることを特徴とする請求項1に記載の障子紙。
【請求項7】
前記紙質フィルム層は紙基材で構成され、
前記示温表示部は、紙を抄く際に示温材料を有する材料片を混抄することによって前記紙質フィルム層の内部に形成することを特徴とする請求項6に記載の障子紙。
【請求項8】
前記示温表示部は、前記紙質フィルム層の表裏片面に示温材料を有する材料片を貼着するか、又は示温材料を塗布することによって形成することを特徴とする請求項6に記載の障子紙。
【請求項9】
植物繊維その他の繊維状物質を主成分とする紙質フィルム層と、
合成樹脂を主成分とするコートフィルム層と、
熱溶融性接着剤を主成分とする接着フィルム層と、
から構成される障子紙であって、
前記コートフィルム層は前記紙質フィルム層の表面側に貼着剤で貼着され、
前記接着フィルム層は前記紙質フィルム層の裏面側に貼着剤で貼着され、
前記コートフィルム層は前記紙質フィルム層より破裂強度と撥水性が高く構成され、
前記接着フィルム層は前記コートフィルム層より熱溶融温度が低く構成され、
前記コートフィルム層には前記紙質フィルム層に貼着する裏面側にシボ状凹凸面に形成されていることを特徴とする障子紙。
【請求項10】
前記コートフィルム層と前記接着フィルム層は前記紙質フィルム層の表裏面にそれぞれ熱溶融性貼着剤で貼着され、
この熱溶融性貼着剤は前記接着フィルム層の熱溶融温度より高い材料で構成されていることを特徴とする請求項9に記載の障子紙。
【請求項11】
紙質フィルム層の外表面側にコートフィルム層を、内表面側に接着フィルム層を積層した障子紙の製造方法であって、
植物繊維その他の繊維を主成分とする親水性紙質フィルムと、
合成樹脂を主成分とする透光性コートフィルムと、
熱溶融性接着剤を主成分とする接着フィルムと、
をそれぞれ成形する工程と、
前記紙質フィルムの外表面側に前記コートフィルムを熱溶融性貼着剤で接着して積層フィルムを生成する工程と、
前記工程で生成された積層フィルムの内表面側に前記接着フィルムを熱溶融性貼着剤で接着する工程とから構成され、
前記コートフィルムの内表面側に面する裏面にはシボ状凹凸面が形成され、
前記コートフィルムは前記紙質フィルムより耐熱性と破裂強度と撥水性がいずれも高くなるように構成されていることを特徴とする障子紙の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−245831(P2011−245831A)
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2010−124283(P2010−124283)
【出願日】平成22年5月31日(2010.5.31)
【出願人】(393000881)株式会社マルアイ (10)
【Fターム(参考)】
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成22年5月31日(2010.5.31)
【出願人】(393000881)株式会社マルアイ (10)
【Fターム(参考)】
[ Back to top ]