
隠れ画像の識別システム、製品、識別手段及び製造方法
【課題】本発明は、従来の隠れ画像の識別技術の偽造防止精度が悪く、検出が不便である等の欠点を解消するために、隠れ画像の製品、隠れ画像の情報を現わすことができる識別手段、識別システム、及び製品と識別手段の製造方法を提供する。
【解決手段】本発明の識別手段は、指定アレイ微細構造を含むシートであり、前記製品は、前記識別手段のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素と前記識別手段上のアレイ微細構造の選定領域は、全部または局所の制御的な位相オフセットを有し、前記製品のアレイ画素と前記識別手段のアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた時に、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れる。それによって、偽造防止精度を向上させ、且つ便利な検出を行うことができる。
【解決手段】本発明の識別手段は、指定アレイ微細構造を含むシートであり、前記製品は、前記識別手段のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素と前記識別手段上のアレイ微細構造の選定領域は、全部または局所の制御的な位相オフセットを有し、前記製品のアレイ画素と前記識別手段のアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた時に、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れる。それによって、偽造防止精度を向上させ、且つ便利な検出を行うことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光学的に画像の隠れと識別を行う技術分野に関し、特に、隠れ画像の製品、隠れ画像の情報を現わす識別手段、識別システム、及び製品と識別手段との製造方法に関する。
【背景技術】
【0002】
従来の識別技術において、絶対多数は、例えば、ラベル貼り、無線周波(RFID)ラベル貼り、バーコード、エンコード、電気通信エンコード技術、製品自身の包装、データベース、特別工程、資材、色、形状の大きさ、製品名、または型番等の第三者(第3の資材)により、製品の身分を分別している。しかし、それらの記号は、いずれも目視で区別できるものであり、可視的であるため模造することができ、偽造防止の効果が悪い。そのうち、一部は、専門的或いは高価な電子検出手段を用いてこそ検出でき、その検出が不便であり、検出コストも高く、普及しにくくなっている。
【0003】
好ましい識別または偽造防止技術として、以下のような条件を満足すべきである。即ち、加工コストや検出コストが低く、検出情報が精確で、偽造者が把握できなく、外観や製造プロセスを影響せず、加工工程に合わせることができ、便利に検出し、遡及性、唯一性、盗作防止機能、製品互換性、及び制御管理能力を有し、自己技術の保護等がある。
【0004】
以上の機能を備えるためには、技術自身が最も重要であり、新資材、煩雑な加工プロセスまたは工程に依頼することができなく、さらに複雑で高価な電子検出機器を避けて、外注加工処理を必要せず、生産過程において加入可能な技術を用いるべきである。最適なのは、資材自身の本体表面のテクスチャー構造或いは印刷メッシュ構造に依存して識別することであり、これは生物の指紋や瞳孔等の識別方法と同じである。
【0005】
現在の隠れ画像の識別技術は、いずれも精度不足の問題があり、目視で識別できるものでなければ、個別の識別機、シートまたは市販されるラスター材料を用いて検出できるものであるので、検出した画像バンドが暗号のように紛らわしくなり、画像構造が単一で、精確密度が一般に200線/インチまたは80線/センチ以内であるため、現在の識別及びセキュア偽造防止の要求に対応できない。
【0006】
さらに、現在の隠れ画像の識別技術は、いずれも単純にラスターの特性を利用したものであり、ドット状のメッシュで構成されることを要求するため、製品に直接に応用し難く、印刷品にしか適用できない。製品に直接に応用すると、製品の外観仕上を損することになる。そして、市販されるラスターシートはいずれも立体ラスターの絵として用いられ、偽造防止及びセキュア識別に応用されたことがない。それらラスターの線数は、最高でも159線/インチまたは63線/センチメートル以下であるため、偽造者の模造への対応力が不充分である。また、単にラスターのような規則的ストライプ状のテクスチャー構造は、識別及びセキュア偽造防止効果を達しにくくなっている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、現在の隠れ画像の識別技術の偽造防止精度が悪く、検出が不便である等の欠点を解消するために、偽造防止精度を向上し、且つ便利に検出される隠れ画像の製品、隠れ画像の情報を現わすことができる識別手段、識別システム、及び製品と識別手段の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記した課題を解決するために、本発明に係る隠れ画像の識別システムは、製品と識別手段を備え、前記識別手段は、指定アレイ微細構造を含むシートであり、前記製品は、前記識別手段のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素と前記識別手段上のアレイ微細構造の選定領域は、全部または局所の制御的な位相オフセットを有し、前記製品のアレイ画素と前記識別手段とのアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた際、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにする。
【0009】
前記製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置している。
【0010】
前記位相オフセットは、二次元または三次元の立体空間位置、大きさ、深さまたは色相の変化を含む。
【0011】
画像が前記製品上に隠れるように、前記アレイ画素に対して位相オフセットを行い、或いは、画像が前記識別手段上に隠れるように、前記アレイ微細構造に対して位相オフセットを行い、或いは、画像が同時に前記製品及び前記識別手段上に隠れるように、前記アレイ画素及び前記アレイ微細構造に対して同時に位相オフセットを行っさせてもよい。
【0012】
前記識別手段は、自動識別システムであり、前記シートを介して、センサ機器でシート上に現れる隠れ画像を受け取り、画像の特徴抽出及び分析により、自動的に隠れ画像の識別を行っている。
【0013】
前記識別手段のシート内の微細構造に対して層化、角度化または段化のアレイ組合わせを行い、製品の隠れ画像に対して積み重ねの組合処理を行って、同一位置上に複数の隠れ画像、動画像の見え隠れを実現し、或いは立体画像効果を生じてもよい。
【0014】
前記識別手段のシートの表面精度及び鏡面粗さはナノオーダーであり、前記製品のアレイ画素の精度もナノオーダーである。
【0015】
前記識別手段は、前記製品の構造の一部であり、製品の自己検出または製品の特別な表示効果として用いられてもよい。
【0016】
また、本発明に係る隠れ画像の製品は、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素の選定領域で前記識別手段上のアレイ微細構造と全部または局所で制御的な位相オフセットを行って、前記製品のアレイ画素と前記識別手段のアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた際、前記画素で位相オフセットにより隠れた画像が現れるようにする。
【0017】
前記製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置している。
【0018】
前記製品のアレイ画素の精度はナノオーダーである。
【0019】
また、本発明に係る隠れ画像の識別手段は、指定アレイ微細構造を含むシートであり、前記アレイ微細構造は、被識別製品のアレイ画素に相応し、同じアレイピッチを有しており、前記識別手段上のアレイ微細構造及び前記被識別製品のアレイ画素の選定領域で、全部または局所で制御的な位相オフセットを行って、前記被識別製品のアレイ画素と前記識別手段のアレイ微細構造の積み重ねられ或いは距離を置いてアライメントされた際、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにする。
【0020】
前記識別手段のシートとして、射出成形のシート、カストシート、モールドシート、エッチングシート、フォトリソグラフィシート、レーザシート、コーティングシート、デジタル液晶シートまたはフィルムシートを用いてもよい。
【0021】
前記識別手段は、プラスチック、水晶またはガラスを含む透明、半透明材料または色つや付けの半透明材料を用いてもよい。
【0022】
前記識別手段のシートは、単一または複合構造を有し、シートの表面の微細構造は、凸レンズ、凹レンズ、フラットミラー、プリズム、V溝ミラーまたはラスターミラー、または上記微細構造のマルチ組合わせであってもよい。
【0023】
前記識別手段のシートの表面の微細構造が凸レンズである場合、シートの微細構造の凸レンズの半径は、
r=f÷(2×Mf×Sf×If)
(但し、fは、シートの凸面と製品表面の設定距離であり、Mfは、シートの媒体の光学屈折率であり、Sfは、製品表面のテクスチャーまたは印刷メッシュ構造とシートのアレイグリッドピッチの密度の大きさ比率値であり、Ifは、シート資材の製造過程における離型後の収縮率である)
から求められた値である。
【0024】
前記識別手段のシートの表面精度及び鏡面粗さはナノオーダーである。
【0025】
前記識別手段は、自動識別システムであり、前記シートを介して、センサ機器でシート上に現れる隠れ画像を受け取り、画像の特徴抽出及び分析により、自動的に画像の識別を行ってもよい。
【0026】
また、本発明に係る隠れ画像の製品の製造方法は、製品に使用される、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチを有するアレイ画素を設定するステップと、隠れ画像の内容及び前記アレイ画素における位置を設定するステップと、設定された隠れ画像領域の画素のドットマトリクスに対して位相オフセット処理を行うステップと、上記設定されたアレイ画素を製品上に加工するステップとを含む。
【0027】
係る隠れ画像の識別手段の製造方法であって、識別手段のシートに使用される、被識別製品上のアレイ画素に応じた同じアレイピッチを有するアレイ微細構造を設定するステップと、必要に応じて、予めに設定された隠れ画像領域に応じた識別手段上のアレイ微細構造に対して、位相オフセット処理を行うステップと、上記の設定に基いて、識別手段のシート上のアレイ微細構造の加工製造を行うステップとを含む。
【発明の効果】
【0028】
本発明は、精密デジタル複数軸自由光学曲面加工(Freeform
Machining)ディバイス及び配合可能なシングルポイントダイヤモンド加工技術(Single−Point Diamond Turning)により、光学モールドまたは部品の対称或いは非対称の微細構造の加工を図り、ナノオーダーの光学シートを形成する。当該加工モードは、同じ微細構造を、コンピュータを介して対応する隠れ画像領域の標記に対してデジタル位相の微細処理を行って、製品モールド、印刷製版または電子映像画像信号上に加工することができる。製品は、対応する光学シートを積み重ねて検出する場合に、シートと製品との間に空間的な可視周期数を形成することにより、「モアレ」効果が生じる。なお、その精度が極めて高く、増光効果を有するため、可視画像が極めて豊かな立体感を有し、悪環境においても便利で快速に真偽を識別することができる。さらに、製品及びシート自身は、極めて精密な光学立体構造を有し、模造し難いものである。
【0029】
本発明によれば、予定外の機械加工、デジタル加工または化学加工のプロセス、資材、労働者、高価の検出ディバイス、箇所空間の増加を免除することができ、製品の外観に影響を与えず、殆どの資材に適用でき、製品に対し、実質的に製造過程中で、身分を識別可能な信号または記号を生成させ、その信号標記は、目視で識別できず、製造過程中で配置された光学シートを用いて検出すべきものである。
【0030】
本発明は、全てのモールド製品、各種類の印刷製品及び電子映像画像信号上に適用できる。資材として、プラスチック、金属、セラミック、ガラス、紙等の非流体製品が含まれ、自然界の固定形態を有する物質及び製品である。加工方法として、射出成形、各種類の印刷、熱圧、押し抜き、エッチング、レーザ加工、メッキ及びデジタルコントロールディバイス処理等が含まれる。電子映像信号として、電子デジタル画像が含まれる。当該技術を用いて設置する場合に、各種類の資材の加工モード、加工位置及び技術量の精度のそれぞれの関係を考慮すると、本発明の利点を効率よく奏することができる。
【0031】
本発明は、ナノオーダーの光学シートを使用し且つそのマイクロプロセス製造技術を合わせて採用することで、隠れ画像が現れる。当該技術は、現在の関連する隠れ識別技術と比べて、具体的に以下の利点を有する。
【0032】
1、検出コストが低い。特別な機器や分析検出が必要なく、且つ電子または照明ディバイスを必要せずに、便利で快速に検出を行う。
2、検出した情報は、精確であり、似非の灰色領域がない。
3、製品の外観に影響を与えない。製品の表面で極めて精細な加工処理を行うことができるため、目視では発見できなく、情報を加えた後でも製品の平滑、平らな表面を目立つことができる。
4、模造が非常に難しい。その隠れ内容は指定された光学シートと合わせてこそ解釈でき、さらに、シート上のアレイの画像構造は、平面向きまたは立面向きで、多角度、多密度、多深さの全方位混合によって変化されるため、コピー及び復号される確率を大きく低減させる。このように、多層、多面、多回数、多角度による全方位の段階立体符号化モードにおいて、本技術の符号化データは、他のデジタル符号化技術と比べものにならないほど大きい。グラフィックスデータの可変性が柔軟である以外、さらに、模造者がコピーを把握できないように、先端の光学曲面加工ディバイス技術を合わせる必要がある。
5、走査強度が高い。製品及び印刷品の表面にマイクロメーターオーダー精度の微細構造またはメッシュを持っていると、現在の高級走査機及び三次元のスキャナーもナノオーダー内の有効データを取り得ることができない。
6、互換性が極めて高い。製品が、モールド、製版、印刷、エッチング、メッキまたはデジタル加工等の固定プロセスにより生産された製品である限り、本発明はいずれも適用できる。
7、自動センサ識別システムと合わせて隠れ信号を取り得ることができる。データベースに接続されてより多い製品の情報の取り出しや検出記録と管理を行う。
8、段化、階段化の偽造防止、検出、偽物の取締り、物流、セキュア管理を行う。その精密の光学微細構造がアレイに取り組まれたため、隠れ標記が動き、立体、カラー等の効果を容易に実現できる。
9、本発明のマイクロレンズシートの構造内には、弧面の凸レンズ構造が有るので、シートと被検出物との焦点距離が有効に制御される。このため、距離を有する観察検出や異形、曲面上の隠れ標記の検出が実現できる。
10、本発明の光学シートの透明特性によって、光線の暗弱い環境においても便利に検出でき、さらに特別な光源、コート膜、偏光技術またはインキと合わせて、シート検出能力をより高い分野に広げている。
11、本発明によると、プロデューサーの管理セキュア偽造防止能力を大きく高め、プロデューサーは、生産過程中で既に隠れ標記を加入したため、外加工または外から偽造防止ラベルを買う必要がなく、生産や販売管理が便利である。
12、本発明は、いずれか実物の製品の検出に適用できるとともに、電子映像画像に適用して知的及び画像著作権の持分を保護することもできる。
【図面の簡単な説明】
【0033】
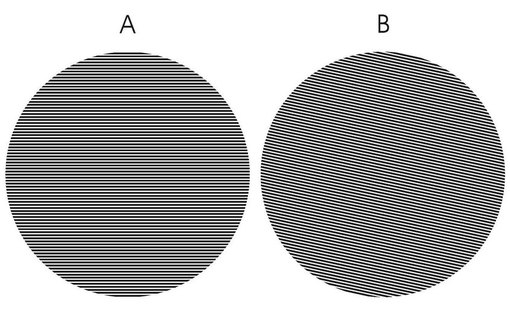
【図1】2つの同一または類似な周期数を有するパターンであり、図におけるAは、製品表面を示し、図におけるBはAと対応し、一般のラスターシートを示す。
【図2】2つの同一または類似な周期数を有するパターンが互いに積み重ねて、第3類の新周期数を形成する映像効果図である。
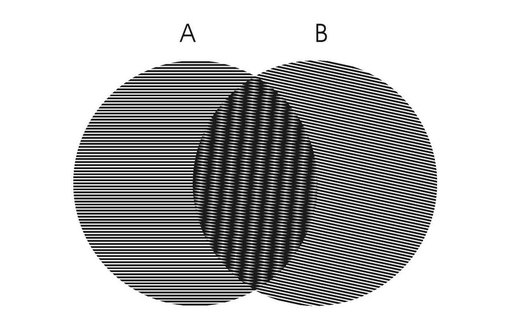
【図3】2つの予めに設定されたの同じテクスチャーの構造図であり、図におけるCは製品表面を示し、図におけるDは一般のラスターシートを示す。
【図4】隠れるべき情報の内容である「英文字母<B>」の示意図である。
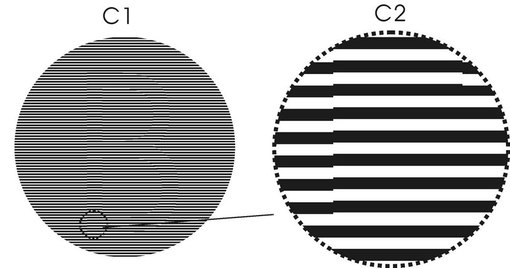
【図5】図3におけるCが図4の予めに設定された情報によって位相オフセットを行った後の影像図C1及びその位相処理部分の拡大図C2である。
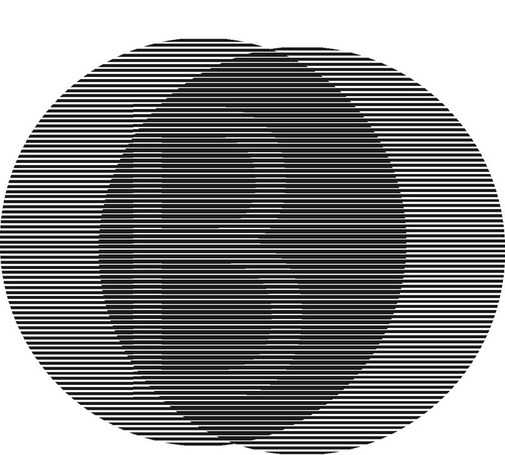
【図6】図5におけるC1が、図3での一般なラスターシートDと積み重ねた後に見られる隠れ標記の効果図である。
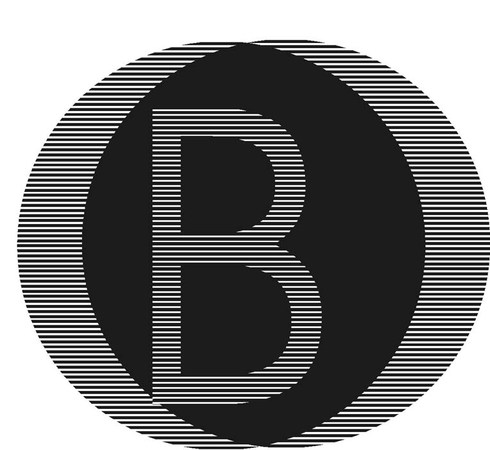
【図7】図5におけるC1が、図3でのDグラフィックスと同じ周期数を有するナノオーダーの光学シートと積み重ねた後の明瞭な効果図である。
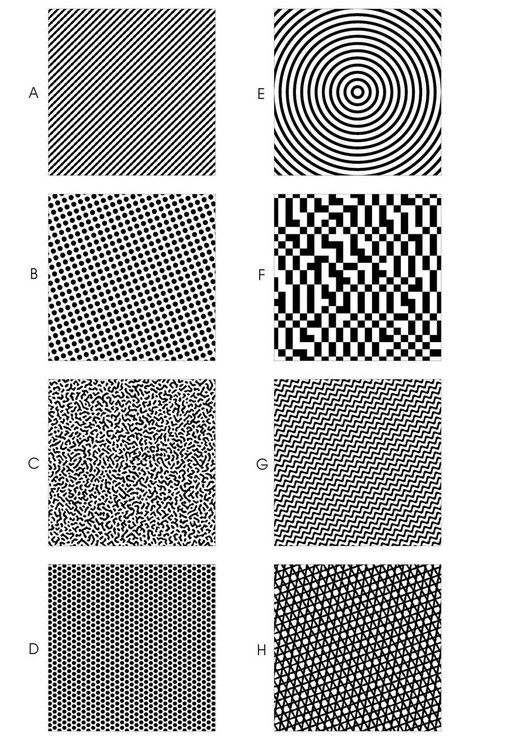
【図8】本発明の各種類のアレイ画像、グラフィックス、密度、線数及び角度周期数等の例示拡大図A〜Hである。
【図9】本発明に係る実施例に用いられるグラフィックステクスチャーの設定図である。
【図10】本発明に係るシートの設定における1種類の対応するグラフィックスである。
【図11】本発明に係るシートの設定における第2種類の対応するグラフィックスである。
【図12】本発明に係る実施例で設定された隠れ標記の内容及び位置を示す。
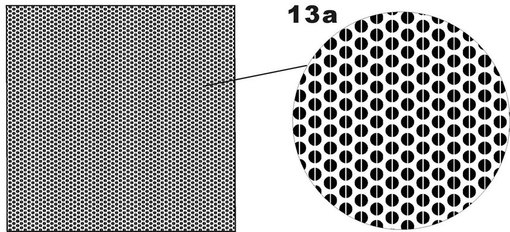
【図13】本発明に係る実施例で設定したグラフィックステクスチャーとシートグラフィックステクスチャーに対応するアレイグリッド及びその拡大図13a(図において、白線はドットマトリクスにおけるグリッドの元の位置であり、シート微細構造の凸レンズの主軸位置に相当する)である。
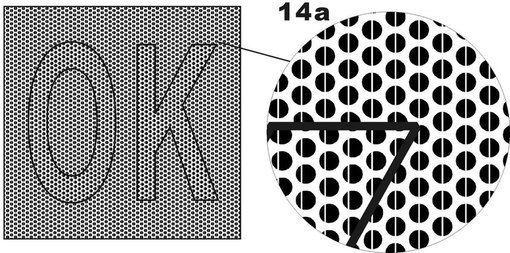
【図14】本発明に係る実施例の設定グラフィックスの設定位置領域での位相オフセット図及びその拡大図14aである。
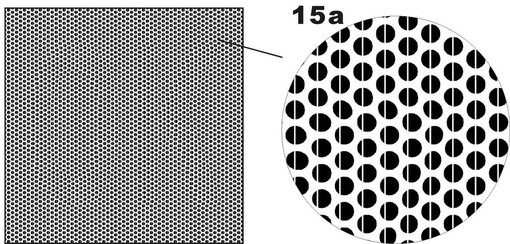
【図15】本発明に係る実施例における位相処理後の最終グラフィックス及びその拡大図15aであり、図12において設定した隠れ標記が内蔵されている。
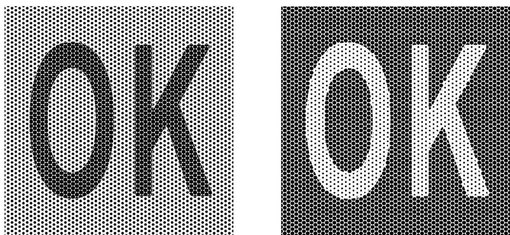
【図16】本発明に係る実施例におけるナノオーダーの光学シートの図11を図15に積み重ねた後、及び経時的に見えられる深さレベルが明らかな映像効果図である。
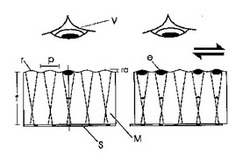
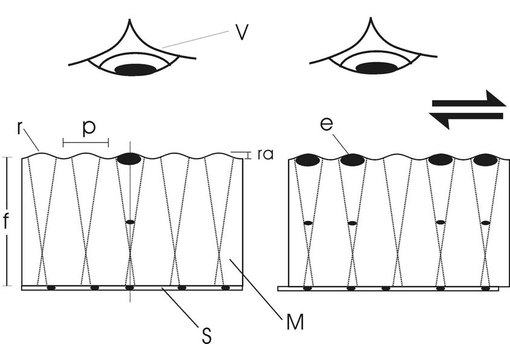
【図17】本発明に係るナノオーダーの光学シートの動作原理の示す。
【発明を実施するための形態】
【0034】
以下、図面を参照して、実施例に基いて本発明をさらに詳しく説明する。
【0035】
本発明は、主に、2つの同一または類似な周期数を有するグラフィックスが積み重ねると(光学シートが1種類の周期数を有し、製品が他の1種類の類似の周期数を有する)、第3組の新画像周期数が生じる技術に応用される。この効果を利用して、隠れ画像の現わせを実現する現象であって、それらの隠れ標記のパターンは、そのうちの1つまたは互いに位相オフセットされた後に生じた「モアレ」効果であり、有効に位相のオフセットを制御すると、予めに設定された隠れ標記を表示することができる。
【0036】
本発明は、製品及び識別手段を備える隠れ画像の識別システムを提供しており、前記識別手段は、指定アレイ微細構造を含むシートであり、前記製品は、前記識別手段のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素及び前記識別手段上のアレイ微細構造の選定領域は、全部または局所の制御的な位相オフセットを有し、前記製品のアレイ画素と前記識別手段のアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた時に、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにする。隠れた画像は、位相オフセットを行った後に生じる「モアレ」効果であり、2つの同一または類似な周期数を有するグラフィックスが積み重ねた場合に、第3組の新画像周期数が形成される。
【0037】
製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置している。
【0038】
前記位相オフセットは、二次元または三次元の立体空間位置、大きさ、深さまたは色相の変化を含む。
【0039】
画像が前記製品上に隠れるように、前記アレイ画素に対して位相オフセットを行い、或いは、画像が前記識別手段上に隠れるように、前記アレイ微細構造に対して位相オフセットを行い、或いは、画像が同時に前記製品及び前記識別手段上に隠れるように、前記アレイ画素及び前記アレイ微細構造に対して同時に位相オフセットを行ってもよい。
【0040】
本発明の隠れ画像の製品は、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチを有するアレイ画素を含み、前記アレイ画素の選定領域で、前記識別手段上のアレイ微細構造と全部または局所で制御的な位相オフセットを行い、前記製品のアレイ画素と前記識別手段とのアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた時に、前記画素で位相オフセットにより隠れた画像が現れるようにする。前記製品のアレイ画素の精度はナノオーダーである。
【0041】
本発明の隠れ画像の識別手段は、指定のアレイ微細構造を含むシートであり、前記アレイ微細構造は、被識別製品のアレイ画素に相応し、同じアレイピッチを有し、前記識別手段上のアレイ微細構造及び前記被識別製品のアレイ画素の選定領域で、全部または局所で制御的な位相オフセットを行って、前記被識別製品のアレイ画素と前記識別手段のアレイ微細構造の積み重ねられ或いは距離を置いてアライメントされた時に、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにする。
【0042】
前記識別手段において、シートの表面精度及び鏡面粗さがナノオーダーであるため、シートの光透過性が極めて高く、表面が平らで均一である。鏡面加工手段が製品または製品モールドと同一または精度が一致しているため、互いに検出する時の誤差を有効に確保することかできる。もし、何れか製品または製品モールド上に、シート上に使用される同じ加工モード、立体微細構造、アレイピッチ、密度周期数によって加工すると、本発明は、便利的に隠れ標記をシートモールド上または製品モールド上に適用でき、位相オフセットを行うことで、シートで隠れ標記を検出できるとの効果を達することができ、製品の外観に影響を与えずに、製品を識別できる。まるで製品上に残された隠れ母斑のようである。そして、便利で検出し、且つ製品の製造プロセスに影響を与えしないばかりでなく、検出、偽造防止、偽物の取締り、物流、セキュア等のコストも大きく低減できる。隠れ標記またはシートは、管理のニーズによって不断に変更でき、段化や階段化に管理することもできる。それらの光学シート及びモールドを模造することが極めて難しいため、製品の知的財産を有効に保護し、識別効率を向上する。
【0043】
本発明の可視隠れ画像の標記のナノオーダーの光学シートは、その精密な光学立体構造によって、距離のある観察検出が実現でき、曲面製品または異形製品の構造上に適用され、また、シート内の立体微細構造は、層化、角度化及び段化等のアレイ組合わせを行うことができるため、製品表面の隠れ画像の標記に対して積み重ねの組合処理を行うことができ、同一位置上で、複数の隠れ標記、動画像または立体等の画像標記を見え隠らせることができる。シートは、色分離パターン層を印刷することに合わせて、或いは光学電気表示ディバイスによりカラー効果を有する隠れ画像の標記の検出を実現することができ、ある空間に位置するもの、例えば、印刷品、模製品に対し、複数の隠れ標記、動画像、立体またはカラー画像を作成することができ、それらは、教学及び益智書の答案またはコメントの表示方式として使われることができ、紙の利用を減らし、環境保護や印刷及び物流コストを低減でき、利用者の答案確認が便利で、紙製及びモールド製のゲーム製品上に用いることができる。ゲーム開発とシート技術の結合及びその多変の機能への応用により、参加者の記憶を啓発でき、ゲームに趣味性及び思索性を持たせることができる。
【0044】
可視隠れ画像の標記のナノオーダーの光学シート及びその製造技術は、自動識別システムに応用されることができ、該システムは、センサ電子識別機器を使用し、光学シートを介して、センサ機器でシート上に現われる隠れ標記の画像信号を受け取り、画像または特徴抽出及び分析の過程により、限定的マーク、キャラクタ、グラフィックスを自動的に識別し、或いは現在の二次元のエンコード構造をデータベースに接続させてより多い製品の情報データを取出し、検出記録及び管理を行うことができる。
【0045】
隠れ標記をシート及び製品モールド或は最終製品上にそれぞれ部分的に設け、両者を緊密に合せて、不可欠な検出モードを形成し、偽造防止検出の確定性の標準を最高点に昇せる。識別手段は製品構造の一部になることもでき、これにより、製品の自己検出、或いは製品の特別な表示効果として使用されることができる。
【0046】
以下、図面に基いて具体的な実施例基いてを説明する。
本発明は、ナノオーダーの光学シートの復号システムによる製品、印刷品または電子映像画像における隠れ標記の検出及びその製造技術に関し、その動作原理は、「モアレ」定律を用い、図1に示すように、2つの同一または類似な対応する周期数を有するパターンA及びBにおいて、2つのグラフィックスが積み重ねまたは衝突する際、図2に示すように、第3類の周期数の映像効果が生成される。図3のCは製品表面の微小テクスチャーを示し、Dは透明なラスターシートを示している。ここで、図3のC表面の微小テクスチャーの位相を、隠れ標記の図4の位置に対して有効に適切にオフセットさせると、図5のオフセット効果が得られる。ラスターシートの積み重ねによりグリッドの大きさを変化させ、その後に、所定の隠れ標記が生じられる。図6に示すように、そのオフセット幅が小さいため、現わす効果が好ましくない。オフセット幅が大きくなると、効果が良くなる代わりに、製品または印刷品の外観に影響を与え、表面が平らでなく、美感が破られ、痕跡を残すため、好ましくは、オフセット幅を小さくし、ナノオーダーの光学製造シートにより隠れ標記を検出する最適な解決策を選択することである。
【0047】
図7に示すように、本発明は、光学シートの光学立体微細構造を用いるため、計算中の微小オフセットを検出範囲に確実に収容させることができ、立体拡大及びレンズ増光効果により、図5における予め設定された隠れ標記を明らかに検出することができる。
【0048】
隠れ画像製品の製造方法として好ましくは、
A、製品に使用される、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチを有するアレイ画素を設定するステップと、
B、隠れ画像の内容と前記アレイ画素における位置を設定するステップと、
C、設定された隠れ画像領域の画素のドットマトリクスについて位相オフセット処理を行うステップと、
D、上記設定されたアレイ画素を製品上に加工するステップと、を含む。
【0049】
隠れ画像の識別手段の製造方法として好ましくは、
A、識別手段のシートに使用される、被識別製品上のアレイ画素に応じた同じアレイピッチを有するアレイ微細構造を設定するステップと、
B、必要に応じて、予めに設定された隠れ画像領域に応じた識別手段上のアレイ微細構造について、位相オフセット処理を行うステップと、
C、上記の設定に基いて識別手段のシート上のアレイ微細構造の加工製造を行うステップと、を含む。
【0050】
ナノオーダーの光学シート及び製品の生産において、隠れ標記を作成する際に、その製品の製造材料、製造プロセス、製造工程及び用いられるディバイスを明確に認識すべきであり、必要な最適表示効果及び偽造防止手段を実施する初期設定として選択する。以下、実例に合わせて具体的に説明する。
【0051】
(1)製品または製品モールド上に使用されるアレイ画像、グラフィックス、密度、線数及び角度等のテクスチャー組合を設定する。グラフィックスは、図8に例示された各種類のグラフィックスのように、直線、曲線、各種類のアレイドット状であってもよく、幅調整または周期数調整の配列であってもよく、対称或いは非対称、ランダム、多角度等の組合わせの配列であってもよい。ここで、図9と合わせて説明すると、製品を設定するとともに、シートアレイの設定も対応する製品の表面処理グラフィックス、密度等のデータに基づくことであり、アレイピッチと同じ数値の対応する光学シートの仕様を設定する(図10または図11をご参照)。
【0052】
その製品の品質、生産ディバイスの精度及び偽造防止の要求する強度に従って異なる密度グラフィックスを選択して用いる。一般に、以下のように設定される。
模製品または製品:250〜600lpi
各種類の印刷品 :175〜300lpi(幅調整メッシュ印刷)
600〜2400lpi(周期数調整メッシュ印刷)
電子映像画像 :72〜300ppi(ピクセル)
【0053】
(2)隠れ標記の内容及び位置を設定する。
隠れグラフィックスは、黒と白、諧調、カラーのレベルのある二次元または三次元の文字、画像、パターンから選ぶことができ、放置の位置は、製品のいずれか部位または複数の部位であってもよく、或いはシート上に設けてもよい。通常、図12に示すように、検出しやすくて外観に影響を与えず、かつ、コピーしにくい位置に設ける。
【0054】
(3)位相のオフセット処理は、図13に示すように、予めに設定された画像の周期数を選定することにより、予めに設定した図12の隠れ標記に対応される(図13の白線はドットマトリクスにおけるグリッドの元の位置であり、シート微細構造の凸レンズの主軸位置に相当する)。
【0055】
図14に示すように、画像位置及び位置諧調の設置により、グラフィックス、画像ソフトウェアを用いて、或いはグラフィックスデータから直接に位相オフセットまたは変化した振幅を処理し制御し、諧調値が大きいほどオフセット幅が大きいが、上限を密度間距D÷2を越えないように制御すべきである。図15に示すように、隠れ標記付けの製品、製品モールドまたはシートのグラフィックスを製造することができる。当該グラフィックスは、デジタル画像によりグラフィックスまたは画像データにデータ変換することができる。また、当該データは、各種類の加工についてデジタルコントロール処理を行うことができる。ここで説明した位相オフセットは、印刷品において、画像及びそのメッシュの二次元位置、大きさまたは色相変化であってもよく、シートを含む模製品の製造において、加工面の三次元の立体データ、位置、大きさまたは深さの変化であってもよく、電子映像画像において、ピクセル、グリッド密度の二次元位置及び色相変化であってもよい。
【0056】
(4)製造
a)シートの製造において、シートとして好ましくは、射出成形シート、カストシート、モールドシート、エッチングシート、フォトリソグラフィシート、レーザシート、コーティングシート、デジタル液晶シート、フィルムシート等であり、その材料としては、様々なプラスチック、水晶、ガラス等の透明、半透明または色つや付けの半透明材料を利用することが可能である。そして、シート表面の微細構造としては、凸レンズ、凹レンズ、フラットミラー、プリズム、V溝ミラー、ラスターミラー等のマルチ組合にすることができ、その光学的構造としては、球体、非球体、柱形、対称、非対称または自由曲面のような様々なアレイモードからなることができ、シートは、単一または複合構造、もしくは、組合わせ式積み重ねて用いることができ、特別環境下では、他の有効光源を採用して補助的な検出を行ってもいい。
【0057】
前記作業としては、現代化の加工ディバイスを用いてシートのモールド加工を行い、或いは直接にシート上に加工し、モールド材料は、鋼、銅、ニッケル、銅合金または他の金属合金と組合わせてなることが一般である。機械加工としては、デジタル化の超精密加工プロセスが用いられる。例えば、自由曲面加工技術(Freeform Machining Technology)、シングルポイントダイヤモンド加工技術(Single−Point Diamond Turning)、複数軸超精密デジタルコントロール加工(Three−Dimensional non−axisymmetric freeform milling)及び高速工具サーボ(Fast Tool Servo)等がある。化学加工としては、精密感光工程を通じて、適切な緩いエッチングプロセスを合せることにより完成することができる。それらのディバイスを用いて、以下の仕様設定例を製造することにより、可視隠れ画像の標記のナノオーダーの光学シートを製造することができる。
【0058】
図17は可視隠れ画像の標記のナノオーダーの光学シートの微細構造を示す。図17の左右両図は、シートを製品の表面で移動する場合の可視効果図をそれぞれ示している。ここで、
p=シートのアレイグリッドピッチ密度
r=シートの微細構造の凸レンズの半径値
f=シートの凸面と製品表面の設定距離
M=シートの媒体の資材
Mf=媒体の光学屈折率
S=製品表面のテクスチャーまたは印刷メッシュの構造
e=目視で見えるシート上の映像のビデオ効果
ra=凸レンズの処理深さ、一般に0.001mmよりも小さい
V=上面から見たシートの示す図
Sf=製品の表面構造とpアレイグリッドピッチ密度の大きさとの比率値
If=シート資材の製造過程において、離型後の収縮率
であり、
重要な設定値はr値であり、他の数値はいずれも設定可能値である。なお、シートの微細構造が凸レンズである時、シートの微細構造の凸レンズの半径値は、
r=f÷2×Mf×Sf×If
である。
【0059】
b)製品部分
模製品としては、直接に製品モールドの表面或いは製品の表面で処理することができ、適切なテクスチャー周期数を選択して設定した後に、製品の材料特性に基いて様々な加工を行うことができる。
金属――CNCデジタルコントロール加工センター、光学研磨機及び他の精密加工ディバイスを介して、フィルム露光化学エッチング、レーザ加工、モールド押し抜き、色分離メッキ等により製造される。
紙包装製品――型押しまたは直接にメッシュ印刷を行う。
プラスチック製品――殆どのプラスチック製品はいずれもモールド射出成形または熱圧してなるため、金型上に直接に製造する。さらに、プラスチック製品は、カッターCNC加工センター、レーザ加工等により直接に製造することもできる。
【0060】
当業者であれば、本発明の実体及び精神の範囲内で、様々な変形案により本発明を実現することができる。以上は、本発明の好ましい実施例を示しており、本発明の特許請求の範囲を限定するものではなく、本発明の明細書及び図面の内容を用いて完成した同等の変化は、いずれも本発明の特許請求の範囲に含まれる。
【技術分野】
【0001】
本発明は、光学的に画像の隠れと識別を行う技術分野に関し、特に、隠れ画像の製品、隠れ画像の情報を現わす識別手段、識別システム、及び製品と識別手段との製造方法に関する。
【背景技術】
【0002】
従来の識別技術において、絶対多数は、例えば、ラベル貼り、無線周波(RFID)ラベル貼り、バーコード、エンコード、電気通信エンコード技術、製品自身の包装、データベース、特別工程、資材、色、形状の大きさ、製品名、または型番等の第三者(第3の資材)により、製品の身分を分別している。しかし、それらの記号は、いずれも目視で区別できるものであり、可視的であるため模造することができ、偽造防止の効果が悪い。そのうち、一部は、専門的或いは高価な電子検出手段を用いてこそ検出でき、その検出が不便であり、検出コストも高く、普及しにくくなっている。
【0003】
好ましい識別または偽造防止技術として、以下のような条件を満足すべきである。即ち、加工コストや検出コストが低く、検出情報が精確で、偽造者が把握できなく、外観や製造プロセスを影響せず、加工工程に合わせることができ、便利に検出し、遡及性、唯一性、盗作防止機能、製品互換性、及び制御管理能力を有し、自己技術の保護等がある。
【0004】
以上の機能を備えるためには、技術自身が最も重要であり、新資材、煩雑な加工プロセスまたは工程に依頼することができなく、さらに複雑で高価な電子検出機器を避けて、外注加工処理を必要せず、生産過程において加入可能な技術を用いるべきである。最適なのは、資材自身の本体表面のテクスチャー構造或いは印刷メッシュ構造に依存して識別することであり、これは生物の指紋や瞳孔等の識別方法と同じである。
【0005】
現在の隠れ画像の識別技術は、いずれも精度不足の問題があり、目視で識別できるものでなければ、個別の識別機、シートまたは市販されるラスター材料を用いて検出できるものであるので、検出した画像バンドが暗号のように紛らわしくなり、画像構造が単一で、精確密度が一般に200線/インチまたは80線/センチ以内であるため、現在の識別及びセキュア偽造防止の要求に対応できない。
【0006】
さらに、現在の隠れ画像の識別技術は、いずれも単純にラスターの特性を利用したものであり、ドット状のメッシュで構成されることを要求するため、製品に直接に応用し難く、印刷品にしか適用できない。製品に直接に応用すると、製品の外観仕上を損することになる。そして、市販されるラスターシートはいずれも立体ラスターの絵として用いられ、偽造防止及びセキュア識別に応用されたことがない。それらラスターの線数は、最高でも159線/インチまたは63線/センチメートル以下であるため、偽造者の模造への対応力が不充分である。また、単にラスターのような規則的ストライプ状のテクスチャー構造は、識別及びセキュア偽造防止効果を達しにくくなっている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、現在の隠れ画像の識別技術の偽造防止精度が悪く、検出が不便である等の欠点を解消するために、偽造防止精度を向上し、且つ便利に検出される隠れ画像の製品、隠れ画像の情報を現わすことができる識別手段、識別システム、及び製品と識別手段の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記した課題を解決するために、本発明に係る隠れ画像の識別システムは、製品と識別手段を備え、前記識別手段は、指定アレイ微細構造を含むシートであり、前記製品は、前記識別手段のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素と前記識別手段上のアレイ微細構造の選定領域は、全部または局所の制御的な位相オフセットを有し、前記製品のアレイ画素と前記識別手段とのアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた際、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにする。
【0009】
前記製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置している。
【0010】
前記位相オフセットは、二次元または三次元の立体空間位置、大きさ、深さまたは色相の変化を含む。
【0011】
画像が前記製品上に隠れるように、前記アレイ画素に対して位相オフセットを行い、或いは、画像が前記識別手段上に隠れるように、前記アレイ微細構造に対して位相オフセットを行い、或いは、画像が同時に前記製品及び前記識別手段上に隠れるように、前記アレイ画素及び前記アレイ微細構造に対して同時に位相オフセットを行っさせてもよい。
【0012】
前記識別手段は、自動識別システムであり、前記シートを介して、センサ機器でシート上に現れる隠れ画像を受け取り、画像の特徴抽出及び分析により、自動的に隠れ画像の識別を行っている。
【0013】
前記識別手段のシート内の微細構造に対して層化、角度化または段化のアレイ組合わせを行い、製品の隠れ画像に対して積み重ねの組合処理を行って、同一位置上に複数の隠れ画像、動画像の見え隠れを実現し、或いは立体画像効果を生じてもよい。
【0014】
前記識別手段のシートの表面精度及び鏡面粗さはナノオーダーであり、前記製品のアレイ画素の精度もナノオーダーである。
【0015】
前記識別手段は、前記製品の構造の一部であり、製品の自己検出または製品の特別な表示効果として用いられてもよい。
【0016】
また、本発明に係る隠れ画像の製品は、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素の選定領域で前記識別手段上のアレイ微細構造と全部または局所で制御的な位相オフセットを行って、前記製品のアレイ画素と前記識別手段のアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた際、前記画素で位相オフセットにより隠れた画像が現れるようにする。
【0017】
前記製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置している。
【0018】
前記製品のアレイ画素の精度はナノオーダーである。
【0019】
また、本発明に係る隠れ画像の識別手段は、指定アレイ微細構造を含むシートであり、前記アレイ微細構造は、被識別製品のアレイ画素に相応し、同じアレイピッチを有しており、前記識別手段上のアレイ微細構造及び前記被識別製品のアレイ画素の選定領域で、全部または局所で制御的な位相オフセットを行って、前記被識別製品のアレイ画素と前記識別手段のアレイ微細構造の積み重ねられ或いは距離を置いてアライメントされた際、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにする。
【0020】
前記識別手段のシートとして、射出成形のシート、カストシート、モールドシート、エッチングシート、フォトリソグラフィシート、レーザシート、コーティングシート、デジタル液晶シートまたはフィルムシートを用いてもよい。
【0021】
前記識別手段は、プラスチック、水晶またはガラスを含む透明、半透明材料または色つや付けの半透明材料を用いてもよい。
【0022】
前記識別手段のシートは、単一または複合構造を有し、シートの表面の微細構造は、凸レンズ、凹レンズ、フラットミラー、プリズム、V溝ミラーまたはラスターミラー、または上記微細構造のマルチ組合わせであってもよい。
【0023】
前記識別手段のシートの表面の微細構造が凸レンズである場合、シートの微細構造の凸レンズの半径は、
r=f÷(2×Mf×Sf×If)
(但し、fは、シートの凸面と製品表面の設定距離であり、Mfは、シートの媒体の光学屈折率であり、Sfは、製品表面のテクスチャーまたは印刷メッシュ構造とシートのアレイグリッドピッチの密度の大きさ比率値であり、Ifは、シート資材の製造過程における離型後の収縮率である)
から求められた値である。
【0024】
前記識別手段のシートの表面精度及び鏡面粗さはナノオーダーである。
【0025】
前記識別手段は、自動識別システムであり、前記シートを介して、センサ機器でシート上に現れる隠れ画像を受け取り、画像の特徴抽出及び分析により、自動的に画像の識別を行ってもよい。
【0026】
また、本発明に係る隠れ画像の製品の製造方法は、製品に使用される、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチを有するアレイ画素を設定するステップと、隠れ画像の内容及び前記アレイ画素における位置を設定するステップと、設定された隠れ画像領域の画素のドットマトリクスに対して位相オフセット処理を行うステップと、上記設定されたアレイ画素を製品上に加工するステップとを含む。
【0027】
係る隠れ画像の識別手段の製造方法であって、識別手段のシートに使用される、被識別製品上のアレイ画素に応じた同じアレイピッチを有するアレイ微細構造を設定するステップと、必要に応じて、予めに設定された隠れ画像領域に応じた識別手段上のアレイ微細構造に対して、位相オフセット処理を行うステップと、上記の設定に基いて、識別手段のシート上のアレイ微細構造の加工製造を行うステップとを含む。
【発明の効果】
【0028】
本発明は、精密デジタル複数軸自由光学曲面加工(Freeform
Machining)ディバイス及び配合可能なシングルポイントダイヤモンド加工技術(Single−Point Diamond Turning)により、光学モールドまたは部品の対称或いは非対称の微細構造の加工を図り、ナノオーダーの光学シートを形成する。当該加工モードは、同じ微細構造を、コンピュータを介して対応する隠れ画像領域の標記に対してデジタル位相の微細処理を行って、製品モールド、印刷製版または電子映像画像信号上に加工することができる。製品は、対応する光学シートを積み重ねて検出する場合に、シートと製品との間に空間的な可視周期数を形成することにより、「モアレ」効果が生じる。なお、その精度が極めて高く、増光効果を有するため、可視画像が極めて豊かな立体感を有し、悪環境においても便利で快速に真偽を識別することができる。さらに、製品及びシート自身は、極めて精密な光学立体構造を有し、模造し難いものである。
【0029】
本発明によれば、予定外の機械加工、デジタル加工または化学加工のプロセス、資材、労働者、高価の検出ディバイス、箇所空間の増加を免除することができ、製品の外観に影響を与えず、殆どの資材に適用でき、製品に対し、実質的に製造過程中で、身分を識別可能な信号または記号を生成させ、その信号標記は、目視で識別できず、製造過程中で配置された光学シートを用いて検出すべきものである。
【0030】
本発明は、全てのモールド製品、各種類の印刷製品及び電子映像画像信号上に適用できる。資材として、プラスチック、金属、セラミック、ガラス、紙等の非流体製品が含まれ、自然界の固定形態を有する物質及び製品である。加工方法として、射出成形、各種類の印刷、熱圧、押し抜き、エッチング、レーザ加工、メッキ及びデジタルコントロールディバイス処理等が含まれる。電子映像信号として、電子デジタル画像が含まれる。当該技術を用いて設置する場合に、各種類の資材の加工モード、加工位置及び技術量の精度のそれぞれの関係を考慮すると、本発明の利点を効率よく奏することができる。
【0031】
本発明は、ナノオーダーの光学シートを使用し且つそのマイクロプロセス製造技術を合わせて採用することで、隠れ画像が現れる。当該技術は、現在の関連する隠れ識別技術と比べて、具体的に以下の利点を有する。
【0032】
1、検出コストが低い。特別な機器や分析検出が必要なく、且つ電子または照明ディバイスを必要せずに、便利で快速に検出を行う。
2、検出した情報は、精確であり、似非の灰色領域がない。
3、製品の外観に影響を与えない。製品の表面で極めて精細な加工処理を行うことができるため、目視では発見できなく、情報を加えた後でも製品の平滑、平らな表面を目立つことができる。
4、模造が非常に難しい。その隠れ内容は指定された光学シートと合わせてこそ解釈でき、さらに、シート上のアレイの画像構造は、平面向きまたは立面向きで、多角度、多密度、多深さの全方位混合によって変化されるため、コピー及び復号される確率を大きく低減させる。このように、多層、多面、多回数、多角度による全方位の段階立体符号化モードにおいて、本技術の符号化データは、他のデジタル符号化技術と比べものにならないほど大きい。グラフィックスデータの可変性が柔軟である以外、さらに、模造者がコピーを把握できないように、先端の光学曲面加工ディバイス技術を合わせる必要がある。
5、走査強度が高い。製品及び印刷品の表面にマイクロメーターオーダー精度の微細構造またはメッシュを持っていると、現在の高級走査機及び三次元のスキャナーもナノオーダー内の有効データを取り得ることができない。
6、互換性が極めて高い。製品が、モールド、製版、印刷、エッチング、メッキまたはデジタル加工等の固定プロセスにより生産された製品である限り、本発明はいずれも適用できる。
7、自動センサ識別システムと合わせて隠れ信号を取り得ることができる。データベースに接続されてより多い製品の情報の取り出しや検出記録と管理を行う。
8、段化、階段化の偽造防止、検出、偽物の取締り、物流、セキュア管理を行う。その精密の光学微細構造がアレイに取り組まれたため、隠れ標記が動き、立体、カラー等の効果を容易に実現できる。
9、本発明のマイクロレンズシートの構造内には、弧面の凸レンズ構造が有るので、シートと被検出物との焦点距離が有効に制御される。このため、距離を有する観察検出や異形、曲面上の隠れ標記の検出が実現できる。
10、本発明の光学シートの透明特性によって、光線の暗弱い環境においても便利に検出でき、さらに特別な光源、コート膜、偏光技術またはインキと合わせて、シート検出能力をより高い分野に広げている。
11、本発明によると、プロデューサーの管理セキュア偽造防止能力を大きく高め、プロデューサーは、生産過程中で既に隠れ標記を加入したため、外加工または外から偽造防止ラベルを買う必要がなく、生産や販売管理が便利である。
12、本発明は、いずれか実物の製品の検出に適用できるとともに、電子映像画像に適用して知的及び画像著作権の持分を保護することもできる。
【図面の簡単な説明】
【0033】
【図1】2つの同一または類似な周期数を有するパターンであり、図におけるAは、製品表面を示し、図におけるBはAと対応し、一般のラスターシートを示す。
【図2】2つの同一または類似な周期数を有するパターンが互いに積み重ねて、第3類の新周期数を形成する映像効果図である。
【図3】2つの予めに設定されたの同じテクスチャーの構造図であり、図におけるCは製品表面を示し、図におけるDは一般のラスターシートを示す。
【図4】隠れるべき情報の内容である「英文字母<B>」の示意図である。
【図5】図3におけるCが図4の予めに設定された情報によって位相オフセットを行った後の影像図C1及びその位相処理部分の拡大図C2である。
【図6】図5におけるC1が、図3での一般なラスターシートDと積み重ねた後に見られる隠れ標記の効果図である。
【図7】図5におけるC1が、図3でのDグラフィックスと同じ周期数を有するナノオーダーの光学シートと積み重ねた後の明瞭な効果図である。
【図8】本発明の各種類のアレイ画像、グラフィックス、密度、線数及び角度周期数等の例示拡大図A〜Hである。
【図9】本発明に係る実施例に用いられるグラフィックステクスチャーの設定図である。
【図10】本発明に係るシートの設定における1種類の対応するグラフィックスである。
【図11】本発明に係るシートの設定における第2種類の対応するグラフィックスである。
【図12】本発明に係る実施例で設定された隠れ標記の内容及び位置を示す。
【図13】本発明に係る実施例で設定したグラフィックステクスチャーとシートグラフィックステクスチャーに対応するアレイグリッド及びその拡大図13a(図において、白線はドットマトリクスにおけるグリッドの元の位置であり、シート微細構造の凸レンズの主軸位置に相当する)である。
【図14】本発明に係る実施例の設定グラフィックスの設定位置領域での位相オフセット図及びその拡大図14aである。
【図15】本発明に係る実施例における位相処理後の最終グラフィックス及びその拡大図15aであり、図12において設定した隠れ標記が内蔵されている。
【図16】本発明に係る実施例におけるナノオーダーの光学シートの図11を図15に積み重ねた後、及び経時的に見えられる深さレベルが明らかな映像効果図である。
【図17】本発明に係るナノオーダーの光学シートの動作原理の示す。
【発明を実施するための形態】
【0034】
以下、図面を参照して、実施例に基いて本発明をさらに詳しく説明する。
【0035】
本発明は、主に、2つの同一または類似な周期数を有するグラフィックスが積み重ねると(光学シートが1種類の周期数を有し、製品が他の1種類の類似の周期数を有する)、第3組の新画像周期数が生じる技術に応用される。この効果を利用して、隠れ画像の現わせを実現する現象であって、それらの隠れ標記のパターンは、そのうちの1つまたは互いに位相オフセットされた後に生じた「モアレ」効果であり、有効に位相のオフセットを制御すると、予めに設定された隠れ標記を表示することができる。
【0036】
本発明は、製品及び識別手段を備える隠れ画像の識別システムを提供しており、前記識別手段は、指定アレイ微細構造を含むシートであり、前記製品は、前記識別手段のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素及び前記識別手段上のアレイ微細構造の選定領域は、全部または局所の制御的な位相オフセットを有し、前記製品のアレイ画素と前記識別手段のアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた時に、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにする。隠れた画像は、位相オフセットを行った後に生じる「モアレ」効果であり、2つの同一または類似な周期数を有するグラフィックスが積み重ねた場合に、第3組の新画像周期数が形成される。
【0037】
製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置している。
【0038】
前記位相オフセットは、二次元または三次元の立体空間位置、大きさ、深さまたは色相の変化を含む。
【0039】
画像が前記製品上に隠れるように、前記アレイ画素に対して位相オフセットを行い、或いは、画像が前記識別手段上に隠れるように、前記アレイ微細構造に対して位相オフセットを行い、或いは、画像が同時に前記製品及び前記識別手段上に隠れるように、前記アレイ画素及び前記アレイ微細構造に対して同時に位相オフセットを行ってもよい。
【0040】
本発明の隠れ画像の製品は、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチを有するアレイ画素を含み、前記アレイ画素の選定領域で、前記識別手段上のアレイ微細構造と全部または局所で制御的な位相オフセットを行い、前記製品のアレイ画素と前記識別手段とのアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた時に、前記画素で位相オフセットにより隠れた画像が現れるようにする。前記製品のアレイ画素の精度はナノオーダーである。
【0041】
本発明の隠れ画像の識別手段は、指定のアレイ微細構造を含むシートであり、前記アレイ微細構造は、被識別製品のアレイ画素に相応し、同じアレイピッチを有し、前記識別手段上のアレイ微細構造及び前記被識別製品のアレイ画素の選定領域で、全部または局所で制御的な位相オフセットを行って、前記被識別製品のアレイ画素と前記識別手段のアレイ微細構造の積み重ねられ或いは距離を置いてアライメントされた時に、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにする。
【0042】
前記識別手段において、シートの表面精度及び鏡面粗さがナノオーダーであるため、シートの光透過性が極めて高く、表面が平らで均一である。鏡面加工手段が製品または製品モールドと同一または精度が一致しているため、互いに検出する時の誤差を有効に確保することかできる。もし、何れか製品または製品モールド上に、シート上に使用される同じ加工モード、立体微細構造、アレイピッチ、密度周期数によって加工すると、本発明は、便利的に隠れ標記をシートモールド上または製品モールド上に適用でき、位相オフセットを行うことで、シートで隠れ標記を検出できるとの効果を達することができ、製品の外観に影響を与えずに、製品を識別できる。まるで製品上に残された隠れ母斑のようである。そして、便利で検出し、且つ製品の製造プロセスに影響を与えしないばかりでなく、検出、偽造防止、偽物の取締り、物流、セキュア等のコストも大きく低減できる。隠れ標記またはシートは、管理のニーズによって不断に変更でき、段化や階段化に管理することもできる。それらの光学シート及びモールドを模造することが極めて難しいため、製品の知的財産を有効に保護し、識別効率を向上する。
【0043】
本発明の可視隠れ画像の標記のナノオーダーの光学シートは、その精密な光学立体構造によって、距離のある観察検出が実現でき、曲面製品または異形製品の構造上に適用され、また、シート内の立体微細構造は、層化、角度化及び段化等のアレイ組合わせを行うことができるため、製品表面の隠れ画像の標記に対して積み重ねの組合処理を行うことができ、同一位置上で、複数の隠れ標記、動画像または立体等の画像標記を見え隠らせることができる。シートは、色分離パターン層を印刷することに合わせて、或いは光学電気表示ディバイスによりカラー効果を有する隠れ画像の標記の検出を実現することができ、ある空間に位置するもの、例えば、印刷品、模製品に対し、複数の隠れ標記、動画像、立体またはカラー画像を作成することができ、それらは、教学及び益智書の答案またはコメントの表示方式として使われることができ、紙の利用を減らし、環境保護や印刷及び物流コストを低減でき、利用者の答案確認が便利で、紙製及びモールド製のゲーム製品上に用いることができる。ゲーム開発とシート技術の結合及びその多変の機能への応用により、参加者の記憶を啓発でき、ゲームに趣味性及び思索性を持たせることができる。
【0044】
可視隠れ画像の標記のナノオーダーの光学シート及びその製造技術は、自動識別システムに応用されることができ、該システムは、センサ電子識別機器を使用し、光学シートを介して、センサ機器でシート上に現われる隠れ標記の画像信号を受け取り、画像または特徴抽出及び分析の過程により、限定的マーク、キャラクタ、グラフィックスを自動的に識別し、或いは現在の二次元のエンコード構造をデータベースに接続させてより多い製品の情報データを取出し、検出記録及び管理を行うことができる。
【0045】
隠れ標記をシート及び製品モールド或は最終製品上にそれぞれ部分的に設け、両者を緊密に合せて、不可欠な検出モードを形成し、偽造防止検出の確定性の標準を最高点に昇せる。識別手段は製品構造の一部になることもでき、これにより、製品の自己検出、或いは製品の特別な表示効果として使用されることができる。
【0046】
以下、図面に基いて具体的な実施例基いてを説明する。
本発明は、ナノオーダーの光学シートの復号システムによる製品、印刷品または電子映像画像における隠れ標記の検出及びその製造技術に関し、その動作原理は、「モアレ」定律を用い、図1に示すように、2つの同一または類似な対応する周期数を有するパターンA及びBにおいて、2つのグラフィックスが積み重ねまたは衝突する際、図2に示すように、第3類の周期数の映像効果が生成される。図3のCは製品表面の微小テクスチャーを示し、Dは透明なラスターシートを示している。ここで、図3のC表面の微小テクスチャーの位相を、隠れ標記の図4の位置に対して有効に適切にオフセットさせると、図5のオフセット効果が得られる。ラスターシートの積み重ねによりグリッドの大きさを変化させ、その後に、所定の隠れ標記が生じられる。図6に示すように、そのオフセット幅が小さいため、現わす効果が好ましくない。オフセット幅が大きくなると、効果が良くなる代わりに、製品または印刷品の外観に影響を与え、表面が平らでなく、美感が破られ、痕跡を残すため、好ましくは、オフセット幅を小さくし、ナノオーダーの光学製造シートにより隠れ標記を検出する最適な解決策を選択することである。
【0047】
図7に示すように、本発明は、光学シートの光学立体微細構造を用いるため、計算中の微小オフセットを検出範囲に確実に収容させることができ、立体拡大及びレンズ増光効果により、図5における予め設定された隠れ標記を明らかに検出することができる。
【0048】
隠れ画像製品の製造方法として好ましくは、
A、製品に使用される、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチを有するアレイ画素を設定するステップと、
B、隠れ画像の内容と前記アレイ画素における位置を設定するステップと、
C、設定された隠れ画像領域の画素のドットマトリクスについて位相オフセット処理を行うステップと、
D、上記設定されたアレイ画素を製品上に加工するステップと、を含む。
【0049】
隠れ画像の識別手段の製造方法として好ましくは、
A、識別手段のシートに使用される、被識別製品上のアレイ画素に応じた同じアレイピッチを有するアレイ微細構造を設定するステップと、
B、必要に応じて、予めに設定された隠れ画像領域に応じた識別手段上のアレイ微細構造について、位相オフセット処理を行うステップと、
C、上記の設定に基いて識別手段のシート上のアレイ微細構造の加工製造を行うステップと、を含む。
【0050】
ナノオーダーの光学シート及び製品の生産において、隠れ標記を作成する際に、その製品の製造材料、製造プロセス、製造工程及び用いられるディバイスを明確に認識すべきであり、必要な最適表示効果及び偽造防止手段を実施する初期設定として選択する。以下、実例に合わせて具体的に説明する。
【0051】
(1)製品または製品モールド上に使用されるアレイ画像、グラフィックス、密度、線数及び角度等のテクスチャー組合を設定する。グラフィックスは、図8に例示された各種類のグラフィックスのように、直線、曲線、各種類のアレイドット状であってもよく、幅調整または周期数調整の配列であってもよく、対称或いは非対称、ランダム、多角度等の組合わせの配列であってもよい。ここで、図9と合わせて説明すると、製品を設定するとともに、シートアレイの設定も対応する製品の表面処理グラフィックス、密度等のデータに基づくことであり、アレイピッチと同じ数値の対応する光学シートの仕様を設定する(図10または図11をご参照)。
【0052】
その製品の品質、生産ディバイスの精度及び偽造防止の要求する強度に従って異なる密度グラフィックスを選択して用いる。一般に、以下のように設定される。
模製品または製品:250〜600lpi
各種類の印刷品 :175〜300lpi(幅調整メッシュ印刷)
600〜2400lpi(周期数調整メッシュ印刷)
電子映像画像 :72〜300ppi(ピクセル)
【0053】
(2)隠れ標記の内容及び位置を設定する。
隠れグラフィックスは、黒と白、諧調、カラーのレベルのある二次元または三次元の文字、画像、パターンから選ぶことができ、放置の位置は、製品のいずれか部位または複数の部位であってもよく、或いはシート上に設けてもよい。通常、図12に示すように、検出しやすくて外観に影響を与えず、かつ、コピーしにくい位置に設ける。
【0054】
(3)位相のオフセット処理は、図13に示すように、予めに設定された画像の周期数を選定することにより、予めに設定した図12の隠れ標記に対応される(図13の白線はドットマトリクスにおけるグリッドの元の位置であり、シート微細構造の凸レンズの主軸位置に相当する)。
【0055】
図14に示すように、画像位置及び位置諧調の設置により、グラフィックス、画像ソフトウェアを用いて、或いはグラフィックスデータから直接に位相オフセットまたは変化した振幅を処理し制御し、諧調値が大きいほどオフセット幅が大きいが、上限を密度間距D÷2を越えないように制御すべきである。図15に示すように、隠れ標記付けの製品、製品モールドまたはシートのグラフィックスを製造することができる。当該グラフィックスは、デジタル画像によりグラフィックスまたは画像データにデータ変換することができる。また、当該データは、各種類の加工についてデジタルコントロール処理を行うことができる。ここで説明した位相オフセットは、印刷品において、画像及びそのメッシュの二次元位置、大きさまたは色相変化であってもよく、シートを含む模製品の製造において、加工面の三次元の立体データ、位置、大きさまたは深さの変化であってもよく、電子映像画像において、ピクセル、グリッド密度の二次元位置及び色相変化であってもよい。
【0056】
(4)製造
a)シートの製造において、シートとして好ましくは、射出成形シート、カストシート、モールドシート、エッチングシート、フォトリソグラフィシート、レーザシート、コーティングシート、デジタル液晶シート、フィルムシート等であり、その材料としては、様々なプラスチック、水晶、ガラス等の透明、半透明または色つや付けの半透明材料を利用することが可能である。そして、シート表面の微細構造としては、凸レンズ、凹レンズ、フラットミラー、プリズム、V溝ミラー、ラスターミラー等のマルチ組合にすることができ、その光学的構造としては、球体、非球体、柱形、対称、非対称または自由曲面のような様々なアレイモードからなることができ、シートは、単一または複合構造、もしくは、組合わせ式積み重ねて用いることができ、特別環境下では、他の有効光源を採用して補助的な検出を行ってもいい。
【0057】
前記作業としては、現代化の加工ディバイスを用いてシートのモールド加工を行い、或いは直接にシート上に加工し、モールド材料は、鋼、銅、ニッケル、銅合金または他の金属合金と組合わせてなることが一般である。機械加工としては、デジタル化の超精密加工プロセスが用いられる。例えば、自由曲面加工技術(Freeform Machining Technology)、シングルポイントダイヤモンド加工技術(Single−Point Diamond Turning)、複数軸超精密デジタルコントロール加工(Three−Dimensional non−axisymmetric freeform milling)及び高速工具サーボ(Fast Tool Servo)等がある。化学加工としては、精密感光工程を通じて、適切な緩いエッチングプロセスを合せることにより完成することができる。それらのディバイスを用いて、以下の仕様設定例を製造することにより、可視隠れ画像の標記のナノオーダーの光学シートを製造することができる。
【0058】
図17は可視隠れ画像の標記のナノオーダーの光学シートの微細構造を示す。図17の左右両図は、シートを製品の表面で移動する場合の可視効果図をそれぞれ示している。ここで、
p=シートのアレイグリッドピッチ密度
r=シートの微細構造の凸レンズの半径値
f=シートの凸面と製品表面の設定距離
M=シートの媒体の資材
Mf=媒体の光学屈折率
S=製品表面のテクスチャーまたは印刷メッシュの構造
e=目視で見えるシート上の映像のビデオ効果
ra=凸レンズの処理深さ、一般に0.001mmよりも小さい
V=上面から見たシートの示す図
Sf=製品の表面構造とpアレイグリッドピッチ密度の大きさとの比率値
If=シート資材の製造過程において、離型後の収縮率
であり、
重要な設定値はr値であり、他の数値はいずれも設定可能値である。なお、シートの微細構造が凸レンズである時、シートの微細構造の凸レンズの半径値は、
r=f÷2×Mf×Sf×If
である。
【0059】
b)製品部分
模製品としては、直接に製品モールドの表面或いは製品の表面で処理することができ、適切なテクスチャー周期数を選択して設定した後に、製品の材料特性に基いて様々な加工を行うことができる。
金属――CNCデジタルコントロール加工センター、光学研磨機及び他の精密加工ディバイスを介して、フィルム露光化学エッチング、レーザ加工、モールド押し抜き、色分離メッキ等により製造される。
紙包装製品――型押しまたは直接にメッシュ印刷を行う。
プラスチック製品――殆どのプラスチック製品はいずれもモールド射出成形または熱圧してなるため、金型上に直接に製造する。さらに、プラスチック製品は、カッターCNC加工センター、レーザ加工等により直接に製造することもできる。
【0060】
当業者であれば、本発明の実体及び精神の範囲内で、様々な変形案により本発明を実現することができる。以上は、本発明の好ましい実施例を示しており、本発明の特許請求の範囲を限定するものではなく、本発明の明細書及び図面の内容を用いて完成した同等の変化は、いずれも本発明の特許請求の範囲に含まれる。
【特許請求の範囲】
【請求項1】
隠れ画像の識別システムであって、製品と識別手段を備え、前記識別手段は、指定アレイ微細構造を含むシートであり、前記製品は、前記識別手段のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素と前記識別手段上のアレイ微細構造の選定領域は、全部または局所の制御的な位相オフセットを有し、前記製品のアレイ画素と前記識別手段とのアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた際、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにすることを特徴とする隠れ画像の識別システム。
【請求項2】
前記製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置していることを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項3】
前記位相オフセットは、二次元または三次元の立体空間位置、大きさ、深さまたは色相の変化を含むことを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項4】
画像が前記製品上に隠れるように、前記アレイ画素に対して位相オフセットを行い、或いは、画像が前記識別手段上に隠れるように、前記アレイ微細構造に対して位相オフセットを行い、或いは、画像が同時に前記製品及び前記識別手段上に隠れるように、前記アレイ画素及び前記アレイ微細構造に対して同時に位相オフセットを行うことを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項5】
前記識別手段は、自動識別システムであり、前記シートを介して、センサ機器でシート上に現れる隠れ画像を受け取り、画像の特徴抽出及び分析により、自動的に隠れ画像の識別を行うことを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項6】
前記識別手段のシート内の微細構造に対して層化、角度化または段化のアレイ組合わせを行い、製品の隠れ画像に対して積み重ねの組合処理を行って、同一位置上に、複数の隠れ画像、動画像の見え隠れを実現し、或いは立体画像効果を生じることを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項7】
前記識別手段のシートの表面精度及び鏡面粗さはナノオーダーであり、前記製品のアレイ画素の精度もナノオーダーであることを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項8】
前記識別手段は、前記製品の構造の一部であり、製品の自己検出または製品の特別な表示効果として用いられることを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項9】
隠れ画像の製品であって、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素の選定領域で、前記識別手段上のアレイ微細構造と全部または局所で制御的な位相オフセットを行って、前記製品のアレイ画素と前記識別手段とのアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた際、前記画素で位相オフセットにより隠れた画像が現れるようにすることを特徴とする隠れ画像の製品。
【請求項10】
前記製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置していることを特徴とする請求項9に記載の隠れ画像の製品。
【請求項11】
前記製品のアレイ画素の精度はナノオーダーであることを特徴とする請求項9に記載の隠れ画像の製品。
【請求項12】
隠れ画像の識別手段であって、前記識別手段は指定アレイ微細構造を含むシートであり、前記アレイ微細構造は、被識別製品のアレイ画素に相応し、同じアレイピッチを有し、前記識別手段上のアレイ微細構造及び前記被識別製品のアレイ画素の選定領域で、全部または局所で制御的な位相オフセットを行って、前記被識別製品のアレイ画素と前記識別手段とのアレイ微細構造の積み重ねられ或いは距離を置いてアライメントされた際、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにすることを特徴とする隠れ画像の識別手段。
【請求項13】
前記識別手段のシートとして、射出成形のシート、カストシート、モールドシート、エッチングシート、フォトリソグラフィシート、レーザシート、コーティングシート、デジタル液晶シートまたはフィルムシートを用いることを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項14】
前記識別手段は、プラスチック、水晶またはガラスを含む透明、半透明材料または色つや付けの半透明材料を用いることを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項15】
前記識別手段のシートは単一または複合構造を有し、シートの表面の微細構造は、凸レンズ、凹レンズ、フラットミラー、プリズム、V溝ミラーまたはラスターミラー、または上記微細構造のマルチ組合わせであることを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項16】
前記識別手段のシートの表面の微細構造が凸レンズである場合、シートの微細構造の凸レンズの半径は、
r=f÷(2×Mf×Sf×If)
(但し、fはシートの凸面と製品表面の設定距離であり、Mfはシートの媒体の光学屈折率であり、Sfは製品表面のテクスチャーまたは印刷メッシュ構造とシートのアレイグリッドピッチの密度の大きさ比率値であり、Ifはシート資材の製造過程における離型後の収縮率である)
から求められた値であることを特徴とする請求項15に記載の隠れ画像の識別手段。
【請求項17】
前記識別手段のシートの表面精度及び鏡面粗さはナノオーダーであることを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項18】
前記識別手段は、自動識別システムであり、前記シートを介して、センサ機器でシート上に現れる隠れ画像を受け取り、画像の特徴抽出及び分析により、自動的に画像の識別を行うことを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項19】
隠れ画像の製品の製造方法であって、
製品に使用される、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチを有するアレイ画素を設定するステップと、
隠れ画像の内容及び前記アレイ画素における位置を設定するステップと、
設定された隠れ画像領域の画素のドットマトリクスに対して位相オフセット処理を行うステップと、
上記設定されたアレイ画素を製品上に加工するステップとを含むことを特徴とする隠れ画像の製品の製造方法。
【請求項20】
隠れ画像の識別手段の製造方法であって、
識別手段のシートに使用される、被識別製品上のアレイ画素に応じた同じアレイピッチを有するアレイ微細構造を設定するステップと、
必要に応じて、予めに設定された隠れ画像領域に応じた識別手段上のアレイ微細構造に対して、位相オフセット処理を行うステップと、
上記の設定に基いて、識別手段のシート上のアレイ微細構造の加工製造を行うステップとを含むことを特徴とする隠れ画像の識別手段の製造方法。
【請求項1】
隠れ画像の識別システムであって、製品と識別手段を備え、前記識別手段は、指定アレイ微細構造を含むシートであり、前記製品は、前記識別手段のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素と前記識別手段上のアレイ微細構造の選定領域は、全部または局所の制御的な位相オフセットを有し、前記製品のアレイ画素と前記識別手段とのアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた際、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにすることを特徴とする隠れ画像の識別システム。
【請求項2】
前記製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置していることを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項3】
前記位相オフセットは、二次元または三次元の立体空間位置、大きさ、深さまたは色相の変化を含むことを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項4】
画像が前記製品上に隠れるように、前記アレイ画素に対して位相オフセットを行い、或いは、画像が前記識別手段上に隠れるように、前記アレイ微細構造に対して位相オフセットを行い、或いは、画像が同時に前記製品及び前記識別手段上に隠れるように、前記アレイ画素及び前記アレイ微細構造に対して同時に位相オフセットを行うことを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項5】
前記識別手段は、自動識別システムであり、前記シートを介して、センサ機器でシート上に現れる隠れ画像を受け取り、画像の特徴抽出及び分析により、自動的に隠れ画像の識別を行うことを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項6】
前記識別手段のシート内の微細構造に対して層化、角度化または段化のアレイ組合わせを行い、製品の隠れ画像に対して積み重ねの組合処理を行って、同一位置上に、複数の隠れ画像、動画像の見え隠れを実現し、或いは立体画像効果を生じることを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項7】
前記識別手段のシートの表面精度及び鏡面粗さはナノオーダーであり、前記製品のアレイ画素の精度もナノオーダーであることを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項8】
前記識別手段は、前記製品の構造の一部であり、製品の自己検出または製品の特別な表示効果として用いられることを特徴とする請求項1に記載の隠れ画像の識別システム。
【請求項9】
隠れ画像の製品であって、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチのアレイ画素を含み、前記アレイ画素の選定領域で、前記識別手段上のアレイ微細構造と全部または局所で制御的な位相オフセットを行って、前記製品のアレイ画素と前記識別手段とのアレイ微細構造が積み重ねられ或いは距離を置いてアライメントされた際、前記画素で位相オフセットにより隠れた画像が現れるようにすることを特徴とする隠れ画像の製品。
【請求項10】
前記製品は、モールド、モールド製品或いは非モールド製品、印刷品または電子映像画像を放出可能な光学電気表示ディバイスを含み、前記アレイ画素は、モールド、モールド製品或いは非モールド製品または印刷品の表面、或いは前記電子映像画像の中に位置していることを特徴とする請求項9に記載の隠れ画像の製品。
【請求項11】
前記製品のアレイ画素の精度はナノオーダーであることを特徴とする請求項9に記載の隠れ画像の製品。
【請求項12】
隠れ画像の識別手段であって、前記識別手段は指定アレイ微細構造を含むシートであり、前記アレイ微細構造は、被識別製品のアレイ画素に相応し、同じアレイピッチを有し、前記識別手段上のアレイ微細構造及び前記被識別製品のアレイ画素の選定領域で、全部または局所で制御的な位相オフセットを行って、前記被識別製品のアレイ画素と前記識別手段とのアレイ微細構造の積み重ねられ或いは距離を置いてアライメントされた際、前記微細構造または前記画素で位相オフセットにより隠れた画像が現れるようにすることを特徴とする隠れ画像の識別手段。
【請求項13】
前記識別手段のシートとして、射出成形のシート、カストシート、モールドシート、エッチングシート、フォトリソグラフィシート、レーザシート、コーティングシート、デジタル液晶シートまたはフィルムシートを用いることを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項14】
前記識別手段は、プラスチック、水晶またはガラスを含む透明、半透明材料または色つや付けの半透明材料を用いることを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項15】
前記識別手段のシートは単一または複合構造を有し、シートの表面の微細構造は、凸レンズ、凹レンズ、フラットミラー、プリズム、V溝ミラーまたはラスターミラー、または上記微細構造のマルチ組合わせであることを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項16】
前記識別手段のシートの表面の微細構造が凸レンズである場合、シートの微細構造の凸レンズの半径は、
r=f÷(2×Mf×Sf×If)
(但し、fはシートの凸面と製品表面の設定距離であり、Mfはシートの媒体の光学屈折率であり、Sfは製品表面のテクスチャーまたは印刷メッシュ構造とシートのアレイグリッドピッチの密度の大きさ比率値であり、Ifはシート資材の製造過程における離型後の収縮率である)
から求められた値であることを特徴とする請求項15に記載の隠れ画像の識別手段。
【請求項17】
前記識別手段のシートの表面精度及び鏡面粗さはナノオーダーであることを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項18】
前記識別手段は、自動識別システムであり、前記シートを介して、センサ機器でシート上に現れる隠れ画像を受け取り、画像の特徴抽出及び分析により、自動的に画像の識別を行うことを特徴とする請求項12に記載の隠れ画像の識別手段。
【請求項19】
隠れ画像の製品の製造方法であって、
製品に使用される、画像を現すための識別手段のシート上のアレイ微細構造に応じた同じアレイピッチを有するアレイ画素を設定するステップと、
隠れ画像の内容及び前記アレイ画素における位置を設定するステップと、
設定された隠れ画像領域の画素のドットマトリクスに対して位相オフセット処理を行うステップと、
上記設定されたアレイ画素を製品上に加工するステップとを含むことを特徴とする隠れ画像の製品の製造方法。
【請求項20】
隠れ画像の識別手段の製造方法であって、
識別手段のシートに使用される、被識別製品上のアレイ画素に応じた同じアレイピッチを有するアレイ微細構造を設定するステップと、
必要に応じて、予めに設定された隠れ画像領域に応じた識別手段上のアレイ微細構造に対して、位相オフセット処理を行うステップと、
上記の設定に基いて、識別手段のシート上のアレイ微細構造の加工製造を行うステップとを含むことを特徴とする隠れ画像の識別手段の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公表番号】特表2009−543712(P2009−543712A)
【公表日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願番号】特願2009−518706(P2009−518706)
【出願日】平成19年7月12日(2007.7.12)
【国際出願番号】PCT/CN2007/002141
【国際公開番号】WO2008/009222
【国際公開日】平成20年1月24日(2008.1.24)
【出願人】(509011606)
【Fターム(参考)】
【公表日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願日】平成19年7月12日(2007.7.12)
【国際出願番号】PCT/CN2007/002141
【国際公開番号】WO2008/009222
【国際公開日】平成20年1月24日(2008.1.24)
【出願人】(509011606)
【Fターム(参考)】
[ Back to top ]