
隣接する物品を単一化するための方法
コンベヤ(60)において、横方向に隣接する運搬物品を単一化するための方法。当該方法は、インラインローラ(64)又は運搬方向(70)における第1の速度で回転する斜めローラを有する第1コンベヤ部(62)の手段と、第2の速度である方向に回転し、第1部におけるローラ上に物品を分岐するための第2部(63)における斜めローラ(65)上に物品を動かす斜めローラ(65)を有する第2の横方向に隣接するコンベヤ部(63)の手段によって横方向に隣接する物品を分離するステップとを具える。
【発明の詳細な説明】
【背景技術】
【0001】
本発明は、一般的に、電動式駆動のコンベヤ、特に、隣接する運搬物品を分離して、単一化するためのコンベヤを作動させる方法に関する。
【0002】
単一化するコンベヤは、物品を個別に処理することができるように1列に物品を運搬するために使用される。物品を単一化する従来の一つの方法は、物品をコンベヤの幅方向の横位置に向けて移動させるために、合流方向に回転する物品支持ローラをコンベヤの両側部に有する一連のセンタリングコンベヤを連結することである。一連のセンタリングコンベヤの各々は、連続する物品間での分離を増加させるためにより速い速度で作動する。しかし、箱のようないくつかの物品は、特に、物品が長い側面に沿って横方向に隣接している場合に、互いに摩擦接触した状態を保つ傾向を有する。従来のセンタリングコンベヤは、必ずしも横方向に隣接する箱を分離できるわけではない。
【0003】
従って、横方向に隣接する運搬物品を単一化できるようにそれら物品を分離する方法が必要である。
【発明の概要】
【0004】
本発明の特性を組み込んだコンベヤにおける横方向に隣接する運搬物品を単一化するための方法によって、これらの必要性を満たすことができる。そのような一つの方法は、(a)横方向に隣接する物品を第1コンベヤセグメントの上流部分に供給するステップであって、前記第1コンベヤセグメントが、下流に向けて第1方向に支持物品を移動させるために回転する物品支持ローラを有する第1コンベヤ部と、前記第1コンベヤ部から離れて前記コンベヤの第1側部に向かう第2方向に、下流に向けて支持物品を移動させるために回転する物品支持ローラを有する第2コンベヤ部とに幅方向に分割されるものとするステップと、(b)略運搬方向における速度の下流方向成分を持つ第1の速度で、前記第1コンベヤ部の前記ローラを回転させるとともに、速度の下流方向成分を持つ第2の速度で、前記第2コンベヤ部の前記ローラを回転させるステップとを具え、前記第1方向が前記第2方向から分岐している。
【0005】
本発明の別の態様において、そのような方法は、(a)横方向に隣接する物品を第1コンベヤセグメントの上流部分に供給するステップであって、前記第1コンベヤセグメントが、第1方向に回転するように構成された物品支持ローラを有する第1コンベヤ部と、下流に向けて、前記第1コンベヤ部から離れて前記コンベヤの第1側部に向かう第1方向に対して傾斜する第2方向に回転するように構成された物品支持ローラを有する第2コンベヤ部とに、幅方向に分割されるものとするステップと、(b)前記第1コンベヤ部上のこれらの物品の前記下流方向速度より小さい下流速度で、前記第2コンベヤ部上のこれらの物品を前記コンベヤの前記第1側部に向けて移動させることによって横方向に隣接する物品を分離するステップとを具える。
【0006】
本発明のさらに別の態様において、コンベヤに沿って下流に運搬される横方向に隣接する物品を単一化するための方法は、(a)いくつかの物品を前記コンベヤの第1側部に向けて、他の物品から離して移動させるように構成される物品支持ローラを有する第1分岐ローラコンベヤセグメント上の略運搬方向に物品を運搬するステップと、(b)前記コンベヤの前記第1側部と前記第2側部との間の軸に沿って物品を合流させるように構成する物品支持ローラを有する前記第1分岐ローラコンベヤセグメントの下流側のセンタリングローラコンベヤセグメント上の前記物品を運搬するステップとを具える。
【図面の簡単な説明】
【0007】
本発明のこれらの特性及び態様は、その利点とともに、以下の記述、添付したクレーム及び図面を参照することによって更に良く理解される。
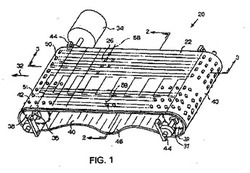
【図1】図1は、本発明の方法を実行するのに有用なベルトコンベヤの不等角投影図である。
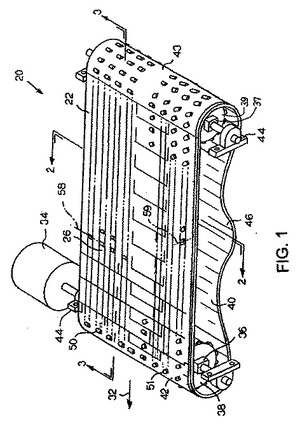
【図2】図2は、図1の2−2線に沿ったベルトコンベヤの部分的な断面図である。
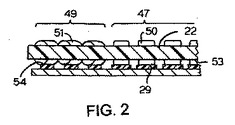
【図3】図3は、図1の3−3線に沿ったベルトコンベヤの断面図である。
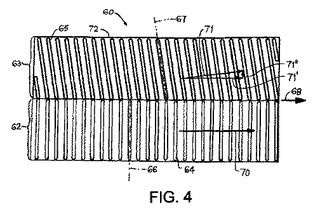
【図4】図4は、本発明の方法を実行するのに有用な電動式ローラコンベヤの平面図である。
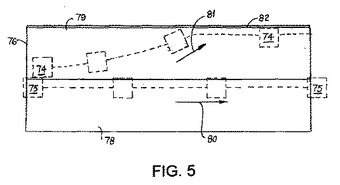
【図5】図5は、図1のベルトコンベヤと、図4の電動式ローラコンベヤの平面概略図で、横方向に隣接する箱をいかに分離するかを示している。
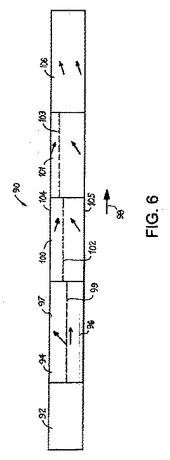
【図6】図6は、本発明の方法を実行するのに有用であり、かつ、図1のベルトコンベヤ又は図4の電動式ローラコンベヤを組み込んだ単一化するコンベヤの平面概略図である。
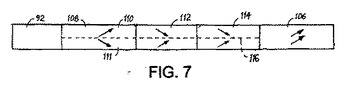
【図7】図7は、本発明の方法を実行するのに有用な他のコンベヤローラの構造の平面概略図である。
【図8】図8は、本発明の方法を実行するのに有用な他のコンベヤローラの構造の平面概略図である。
【図9】図9は、本発明の方法を実行するのに有用な他のコンベヤローラの構造の平面概略図である。
【発明を実施するための形態】
【0008】
本発明の方法に従って横方向に隣接する運搬物品を単一化するのに役立つコンベヤの一態様が図1乃至図3に示されるベルトコンベヤである。コンベヤ20は、上側運搬面26を有する無端コンベヤベルト22を具え、上側運搬面26に沿って物品が運搬されるものとなっている。ベルトの上側運搬面は、ウェアストリップ29、又は同等に、運搬路の幅と長さに及ぶウェアシートなどの支持部材を具える運搬路上に支持されている。コンベヤベルトは、駆動シャフト36に連結したモータ34を含む駆動装置によって運搬方向32に駆動される。駆動シャフトに取り付けられたスプロケット38は、運搬路の下流端部42においてベルトの内面40上の駆動面と係合する。ベルトは、駆動スプロケット38と運搬路の上流端部43のアイドルスプロケット39との間に掛けられている。アイドルスプロケットはアイドルシャフト37に取り付けられている。シャフトは両方とも、コンベヤフレーム(図示せず)に取り付けられた各端部の支持ブロック44において回転するように支持される。ベルトは支持されており、これらの弛みは、ローラ又はシュー48によって下側リターン路46に沿って小さくなる。
【0009】
コンベヤベルト22は、ベルトの厚みより大きい径を有する2セットのローラ50、51を具える。ローラの突出部がベルトの上面52及び下面53を越えて延在する。ローラ50、51の突出部は、支持部材、本実施例ではウェアストリップ29の平坦な上端部によって形成されるローラ係合支持面54に乗って進む。ローラは、ベルトが進むに伴い支持面に係合し、図3で矢印56によって示される方向に回転する。ベルトの一方の側部の第1コンベヤ部47におけるローラ50は、横軸58(運搬方向に対して90度)で回転するように配列される。これらのローラ50は、主な運搬方向、すなわち、ベルトの移動方向32に平行に回転し、運搬物品を押すので、これらはインラインローラと呼ばれる。ベルト22の他方の側部により近い、横方向にオフセットされた第2コンベヤ部49におけるローラ51は、運搬方向及びインラインローラの軸に対して傾斜している軸59を中心に回転するように配列されている。例えば、ローラの軸は、インラインローラの横軸から30度傾けることができる。これらのローラ51は斜めローラと呼ばれる。ベルトが進むに伴い、各ローラは、その上で運搬される物品に、ローラの軸に対して垂直方向に力をかける。従って、インラインローラ50は、物品を運搬方向32に押して、斜めローラ51は第1コンベヤ部47から離れるようにコンベヤ部のその側部に向けて斜めに物品を押す。代替的に、コンベヤは2つの個別の並列なベルトとして実現することができ、一方がインラインローラ、他方が斜めローラをそれぞれ具えることができる。
【0010】
ベルトが進む際に、ローラは示される方向に回転する。ローラが支持面上で回転するときに滑らない場合には、インラインローラ50の上端部が、ベルトの進行方向に向かう、ベルトの運搬面に対する速さと同じ速さの速度を有することとなる。また、斜めローラ51の上端部は、ベルト速度及びインラインローラの速度に等しいベルトの移動方向における速度成分を有することとなる。また、当然ながら、斜めローラの上端部は、速度の横方向の成分を有し、その速度の大きさはローラの傾斜角によって決定する。しかし、ベルトの高速運転においては、斜めローラは、その方向が斜めのため、ベルトの前進により支持面に沿って引きずられるとき、インラインローラより更に滑る。そのスライドは、ローラの回転速度を減少させる。その結果、本質的に斜めローラより滑りの少ないインラインローラのベルトの進行方向における速度成分は、ベルトの進行方向における斜めローラの速度成分より大きくなる。そして、斜めローラの方向の角度が大きくなる程、スリップも大きくなる。2つの並列のベルトの場合には、代替的に各々が、別々の駆動シャフトとアイドルシャフト上に取り付けられて、異なるスピードで駆動されることにより、一方のベルトと他方のベルトとで互いに異なるローラ速度を実現することができる。
【0011】
図4は、本発明の方法を実践するために使用される駆動又は電動式ローラコンベヤを示している。コンベヤ60は、運搬方向68に垂直な第1軸66上で回転するように構成されたインラインローラ64を有する第1コンベヤ部62と、斜めの第2軸67上で回転するように構成された斜めローラ65を有する隣接する第2コンベヤ部63とに横方向に分離されている。ベルトによって進むベルトローラと違って、電動式ローラコンベヤにおけるローラは、動かず、それらの位置はコンベヤに沿って、固定されている。従来、インライン物品支持ローラ64は、ベルト又はバンドにより駆動されて、矢印70の長さに比例したスピードで、矢印70によって与えられた方向にローラ上の物品を前進させるために回転される。斜めローラ65は、運搬方向68における斜めローラの速度71’の成分が、インラインローラの速度より小さくなるように、矢印の長さに比例したスピードで、矢印71の方向に物品を前進させるように構成された分離駆動メカニズム又はインラインローラと同様の駆動メカニズムによって駆動される。(斜めローラの速度71”の横方向の成分は、斜めローラ上に運ばれる物品をインラインローラコンベヤ部の反対側のコンベヤの側部72に移動させる。)
【0012】
図1又は図4の分岐ローラコンベヤの作動方法は、図5に示されている。2つの横方向に隣接している物品74、75は、コンベヤの上流端76において、第1コンベヤ部78におけるインラインローラと、隣接する第2コンベヤ部79における斜めローラ上に供給されている。矢印80と81は、各々のコンベヤ部におけるローラの上端の相対的な速度(大きさ及び方向)を示す。連結した物品が、各々のコンベヤ部においてローラと係合するとき、斜めローラ部上に示される物品74は、回転されて、第2コンベヤ部の外側に隣接する側壁82に向けて方向転換されている。(物品の下流の速度は、側壁との接触摩擦によって遅くなる可能性がある。側壁を高摩擦材から作ることによってその摩擦を増やすことは、斜めローラ部における物品のスピードを制御するもう一つの方法である。)インライン部におけるローラ上に大部分が位置する物品75は、インラインローラのより大きな下流速度によって、物品74より前へ速度を上げられる。斜めローラは、物品75に係合する部分がほとんどないので、運搬方向に前進し続ける。物品のより多くの部分が斜めローラ上にある場合には、最終的に、それは第2コンベヤ部の中に引き込まれ、その後にそれまで対をなしていた物品74から分離されて、物品74の前方に進められることはない。2つの物品の経路が、分岐ローラコンベヤの動作を示すために、4つの異なる時点におけるコンベヤ上のおよその向きと位置が表される物品とともに示されている。経路の最初の分岐は、隣接する物品を分離すること及び更なる相互摩擦作用を除くことのコンベヤの効果を示している。相互摩擦作用は、より狭いコンベヤにおいて、又は隣接する物品がより大きいかあるいはより多くある場合において、ジャミングを引き起こす可能性がある。
【0013】
動作が図5に例示される分岐ローラコンベヤは、図6に示される典型的な単一化コンベヤシステムのようなより長いコンベヤの一部として、更に用いることができる。(コンベヤセグメントの矢印は、コンベヤのその部分におけるローラの回転する方向を示している。)コンベヤ90は、その上流端に、図5の方式に従って作動するような第1分岐ローラコンベヤ94上に混ぜられた多数の物品を供給する送込みコンベヤ92を有する。送込みコンベヤは、例えば、90フィート/分で動作する平面又はモジュール式プラスチックコンベヤベルト又はローラ又は細長い薄型コンベヤであってもよい。物品は、上流の集まりからの分離を増加させるために、140フィート/分で動作する第1分岐ローラコンベヤにおいて、まず最初に分離されて、部分的に単一化される。第1分岐ローラコンベヤは、その幅方向に、インラインローラコンベヤ部96と、インラインローラの向きから30度の方向に向けられたローラを有する斜めローラコンベヤ部97とに分離されて示されている。インラインローラは、下流運搬方向98において、矢印で示されるように、斜めローラより速く回転する。2つの区域間の境界は、コンベヤセグメントのセンターライン99として示されるが、コンベヤのどちらか一方の側部に向けて横にずらすことができる。2つのセンタリングコンベヤ100、101は、第1分岐ローラコンベヤセグメント94の下流に連結される。最上流のセンタリングコンベヤ100内の矢印及び境界線によって示されるように、このコンベヤは、運搬物品を境界線102によって示される横方向に向けて合流させるために、例えば、インラインから±30度傾けた方向に回転するように構成されている斜めローラをともなった2つの並列のコンベヤ部を有し、それにより、略運搬方向に平行な合流軸が形成される。このセンタリングコンベヤセグメントは、約200フィート/分のより速い前進スピードで動作することによって、第1コンベヤセグメントから受け入れた連続する物品間の分離をさらに増加させる機能を果たす。また、センタリングセグメントは、コンベヤの右側部105より左側部104の近くに示される境界線102に沿って1列に物品を整列させる傾向にある。後段のセンタリングコンベヤセグメント101は、あるセグメントから次のセグメントへの加速を通して、さらに大きな物品を分離させるために、前段のコンベヤセグメントよりさらに速く、例えば、約225フィート/分で動作する。2つの斜めローラ部間のその境界線は、前段のセグメントよりも左側部にさらに近くなる。図示の最終コンベヤセグメントは、レジストレーションコンベヤ(registration conveyor)106であり、このコンベヤは、すべての運搬物品を押圧してコンベヤの左側部に対して整列させるように配列された例えば30度の斜めローラを有する。直列に連結されたセグメントに沿う横方向の単一化位置のステッピング(段階状にすること:stepping)は、コンベヤの左側部に対する物品の完全な単一化を確実にするのを助けるが、このステッピングは、すべての用途で必ずしも必要なものではない。
【0014】
他のローラの構成を有する単一化するコンベヤが、図7乃至9に例示されている。図7において、送込みコンベヤ92は、隣り合っている斜めローラ部110、111を有する分岐ローラコンベヤセグメント108上に物品を供給する。図6のセンタリングコンベヤセグメント100、101の斜めローラのように、斜めローラは、互いの鏡像として配置されてもよいが、内側ではなく、外側へ向けられる。また、それらは、同じ速度で回転されて、大きさではなく方向において異なる速度を生じさせる。分離を増大させるために逐次より高速に作動されることとなる、下流のセンタリングコンベヤセグメント112及び114は、異なる方向に向けられたローラ部間の境界線116のステッピングなしにそれらが示されることを除いて、図6の対応セグメントと類似するものである。最終セグメント106は、コンベヤの左側に対して物品を整列させるレジストレーションコンベヤセグメントである。
【0015】
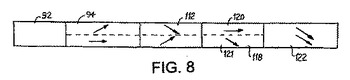
図8における単一化コンベヤは、図7のようなセンタリングコンベヤセグメント112が後に続く図6のコンベヤのような分岐ローラセグメント94を有する。続くセンタリングセグメントは、第2分岐セグメント118であり、そのローラは、左側部分120の物品を運搬方向に向けて進行させるとともに、右側部分121の物品をコンベヤの右側部に向けて運搬方向よりも遅い速さで進行させるように構成されている。第2分岐ローラセグメントは、第1分岐ローラセグメントが移動させるのに比べて、コンベヤの反対側に向けて物品を移動させることから、パッケージが偶然に配列された状態によって第1分岐ローラセグメントが上手く分離することができなかった隣接するパッケージを分離するのに有用となる可能性がある。その後に物品は、調整コンベヤ122上で受け取られ、調整コンベヤ122の斜めローラは、コンベヤの右側部に沿って物品を一列に整列させるように方向付けられる。
【0016】
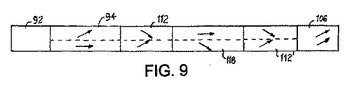
図9において例示されるコンベヤは、第2分岐セグメント118と調整コンベヤ106との間に第2センタリングセグメント112’が挿入されることを除いては、図8のコンベヤに類似し、この例において、調整コンベヤ106は、分離された物品を代わりに左側部へ移動させる。
【0017】
本発明は、いくつかの好適な態様に関して詳細を記載しているが、他の態様も可能である。例えば、斜めローラは、30度の角度しか示していないが、別の角度に向けることも可能である。別の例として、図5の例において与えられる連続するコンベヤセグメントのスピードは、説明の目的のためだけであり、限定の目的ではない。従って、これらのいくつかの実施例が示唆するように、細部構成は、本発明の実践の異なる方法の実施例として提供されたものであり、特許請求の範囲をそれら細部構成に限定する目的で提供されたものではない。
【背景技術】
【0001】
本発明は、一般的に、電動式駆動のコンベヤ、特に、隣接する運搬物品を分離して、単一化するためのコンベヤを作動させる方法に関する。
【0002】
単一化するコンベヤは、物品を個別に処理することができるように1列に物品を運搬するために使用される。物品を単一化する従来の一つの方法は、物品をコンベヤの幅方向の横位置に向けて移動させるために、合流方向に回転する物品支持ローラをコンベヤの両側部に有する一連のセンタリングコンベヤを連結することである。一連のセンタリングコンベヤの各々は、連続する物品間での分離を増加させるためにより速い速度で作動する。しかし、箱のようないくつかの物品は、特に、物品が長い側面に沿って横方向に隣接している場合に、互いに摩擦接触した状態を保つ傾向を有する。従来のセンタリングコンベヤは、必ずしも横方向に隣接する箱を分離できるわけではない。
【0003】
従って、横方向に隣接する運搬物品を単一化できるようにそれら物品を分離する方法が必要である。
【発明の概要】
【0004】
本発明の特性を組み込んだコンベヤにおける横方向に隣接する運搬物品を単一化するための方法によって、これらの必要性を満たすことができる。そのような一つの方法は、(a)横方向に隣接する物品を第1コンベヤセグメントの上流部分に供給するステップであって、前記第1コンベヤセグメントが、下流に向けて第1方向に支持物品を移動させるために回転する物品支持ローラを有する第1コンベヤ部と、前記第1コンベヤ部から離れて前記コンベヤの第1側部に向かう第2方向に、下流に向けて支持物品を移動させるために回転する物品支持ローラを有する第2コンベヤ部とに幅方向に分割されるものとするステップと、(b)略運搬方向における速度の下流方向成分を持つ第1の速度で、前記第1コンベヤ部の前記ローラを回転させるとともに、速度の下流方向成分を持つ第2の速度で、前記第2コンベヤ部の前記ローラを回転させるステップとを具え、前記第1方向が前記第2方向から分岐している。
【0005】
本発明の別の態様において、そのような方法は、(a)横方向に隣接する物品を第1コンベヤセグメントの上流部分に供給するステップであって、前記第1コンベヤセグメントが、第1方向に回転するように構成された物品支持ローラを有する第1コンベヤ部と、下流に向けて、前記第1コンベヤ部から離れて前記コンベヤの第1側部に向かう第1方向に対して傾斜する第2方向に回転するように構成された物品支持ローラを有する第2コンベヤ部とに、幅方向に分割されるものとするステップと、(b)前記第1コンベヤ部上のこれらの物品の前記下流方向速度より小さい下流速度で、前記第2コンベヤ部上のこれらの物品を前記コンベヤの前記第1側部に向けて移動させることによって横方向に隣接する物品を分離するステップとを具える。
【0006】
本発明のさらに別の態様において、コンベヤに沿って下流に運搬される横方向に隣接する物品を単一化するための方法は、(a)いくつかの物品を前記コンベヤの第1側部に向けて、他の物品から離して移動させるように構成される物品支持ローラを有する第1分岐ローラコンベヤセグメント上の略運搬方向に物品を運搬するステップと、(b)前記コンベヤの前記第1側部と前記第2側部との間の軸に沿って物品を合流させるように構成する物品支持ローラを有する前記第1分岐ローラコンベヤセグメントの下流側のセンタリングローラコンベヤセグメント上の前記物品を運搬するステップとを具える。
【図面の簡単な説明】
【0007】
本発明のこれらの特性及び態様は、その利点とともに、以下の記述、添付したクレーム及び図面を参照することによって更に良く理解される。
【図1】図1は、本発明の方法を実行するのに有用なベルトコンベヤの不等角投影図である。
【図2】図2は、図1の2−2線に沿ったベルトコンベヤの部分的な断面図である。
【図3】図3は、図1の3−3線に沿ったベルトコンベヤの断面図である。
【図4】図4は、本発明の方法を実行するのに有用な電動式ローラコンベヤの平面図である。
【図5】図5は、図1のベルトコンベヤと、図4の電動式ローラコンベヤの平面概略図で、横方向に隣接する箱をいかに分離するかを示している。
【図6】図6は、本発明の方法を実行するのに有用であり、かつ、図1のベルトコンベヤ又は図4の電動式ローラコンベヤを組み込んだ単一化するコンベヤの平面概略図である。
【図7】図7は、本発明の方法を実行するのに有用な他のコンベヤローラの構造の平面概略図である。
【図8】図8は、本発明の方法を実行するのに有用な他のコンベヤローラの構造の平面概略図である。
【図9】図9は、本発明の方法を実行するのに有用な他のコンベヤローラの構造の平面概略図である。
【発明を実施するための形態】
【0008】
本発明の方法に従って横方向に隣接する運搬物品を単一化するのに役立つコンベヤの一態様が図1乃至図3に示されるベルトコンベヤである。コンベヤ20は、上側運搬面26を有する無端コンベヤベルト22を具え、上側運搬面26に沿って物品が運搬されるものとなっている。ベルトの上側運搬面は、ウェアストリップ29、又は同等に、運搬路の幅と長さに及ぶウェアシートなどの支持部材を具える運搬路上に支持されている。コンベヤベルトは、駆動シャフト36に連結したモータ34を含む駆動装置によって運搬方向32に駆動される。駆動シャフトに取り付けられたスプロケット38は、運搬路の下流端部42においてベルトの内面40上の駆動面と係合する。ベルトは、駆動スプロケット38と運搬路の上流端部43のアイドルスプロケット39との間に掛けられている。アイドルスプロケットはアイドルシャフト37に取り付けられている。シャフトは両方とも、コンベヤフレーム(図示せず)に取り付けられた各端部の支持ブロック44において回転するように支持される。ベルトは支持されており、これらの弛みは、ローラ又はシュー48によって下側リターン路46に沿って小さくなる。
【0009】
コンベヤベルト22は、ベルトの厚みより大きい径を有する2セットのローラ50、51を具える。ローラの突出部がベルトの上面52及び下面53を越えて延在する。ローラ50、51の突出部は、支持部材、本実施例ではウェアストリップ29の平坦な上端部によって形成されるローラ係合支持面54に乗って進む。ローラは、ベルトが進むに伴い支持面に係合し、図3で矢印56によって示される方向に回転する。ベルトの一方の側部の第1コンベヤ部47におけるローラ50は、横軸58(運搬方向に対して90度)で回転するように配列される。これらのローラ50は、主な運搬方向、すなわち、ベルトの移動方向32に平行に回転し、運搬物品を押すので、これらはインラインローラと呼ばれる。ベルト22の他方の側部により近い、横方向にオフセットされた第2コンベヤ部49におけるローラ51は、運搬方向及びインラインローラの軸に対して傾斜している軸59を中心に回転するように配列されている。例えば、ローラの軸は、インラインローラの横軸から30度傾けることができる。これらのローラ51は斜めローラと呼ばれる。ベルトが進むに伴い、各ローラは、その上で運搬される物品に、ローラの軸に対して垂直方向に力をかける。従って、インラインローラ50は、物品を運搬方向32に押して、斜めローラ51は第1コンベヤ部47から離れるようにコンベヤ部のその側部に向けて斜めに物品を押す。代替的に、コンベヤは2つの個別の並列なベルトとして実現することができ、一方がインラインローラ、他方が斜めローラをそれぞれ具えることができる。
【0010】
ベルトが進む際に、ローラは示される方向に回転する。ローラが支持面上で回転するときに滑らない場合には、インラインローラ50の上端部が、ベルトの進行方向に向かう、ベルトの運搬面に対する速さと同じ速さの速度を有することとなる。また、斜めローラ51の上端部は、ベルト速度及びインラインローラの速度に等しいベルトの移動方向における速度成分を有することとなる。また、当然ながら、斜めローラの上端部は、速度の横方向の成分を有し、その速度の大きさはローラの傾斜角によって決定する。しかし、ベルトの高速運転においては、斜めローラは、その方向が斜めのため、ベルトの前進により支持面に沿って引きずられるとき、インラインローラより更に滑る。そのスライドは、ローラの回転速度を減少させる。その結果、本質的に斜めローラより滑りの少ないインラインローラのベルトの進行方向における速度成分は、ベルトの進行方向における斜めローラの速度成分より大きくなる。そして、斜めローラの方向の角度が大きくなる程、スリップも大きくなる。2つの並列のベルトの場合には、代替的に各々が、別々の駆動シャフトとアイドルシャフト上に取り付けられて、異なるスピードで駆動されることにより、一方のベルトと他方のベルトとで互いに異なるローラ速度を実現することができる。
【0011】
図4は、本発明の方法を実践するために使用される駆動又は電動式ローラコンベヤを示している。コンベヤ60は、運搬方向68に垂直な第1軸66上で回転するように構成されたインラインローラ64を有する第1コンベヤ部62と、斜めの第2軸67上で回転するように構成された斜めローラ65を有する隣接する第2コンベヤ部63とに横方向に分離されている。ベルトによって進むベルトローラと違って、電動式ローラコンベヤにおけるローラは、動かず、それらの位置はコンベヤに沿って、固定されている。従来、インライン物品支持ローラ64は、ベルト又はバンドにより駆動されて、矢印70の長さに比例したスピードで、矢印70によって与えられた方向にローラ上の物品を前進させるために回転される。斜めローラ65は、運搬方向68における斜めローラの速度71’の成分が、インラインローラの速度より小さくなるように、矢印の長さに比例したスピードで、矢印71の方向に物品を前進させるように構成された分離駆動メカニズム又はインラインローラと同様の駆動メカニズムによって駆動される。(斜めローラの速度71”の横方向の成分は、斜めローラ上に運ばれる物品をインラインローラコンベヤ部の反対側のコンベヤの側部72に移動させる。)
【0012】
図1又は図4の分岐ローラコンベヤの作動方法は、図5に示されている。2つの横方向に隣接している物品74、75は、コンベヤの上流端76において、第1コンベヤ部78におけるインラインローラと、隣接する第2コンベヤ部79における斜めローラ上に供給されている。矢印80と81は、各々のコンベヤ部におけるローラの上端の相対的な速度(大きさ及び方向)を示す。連結した物品が、各々のコンベヤ部においてローラと係合するとき、斜めローラ部上に示される物品74は、回転されて、第2コンベヤ部の外側に隣接する側壁82に向けて方向転換されている。(物品の下流の速度は、側壁との接触摩擦によって遅くなる可能性がある。側壁を高摩擦材から作ることによってその摩擦を増やすことは、斜めローラ部における物品のスピードを制御するもう一つの方法である。)インライン部におけるローラ上に大部分が位置する物品75は、インラインローラのより大きな下流速度によって、物品74より前へ速度を上げられる。斜めローラは、物品75に係合する部分がほとんどないので、運搬方向に前進し続ける。物品のより多くの部分が斜めローラ上にある場合には、最終的に、それは第2コンベヤ部の中に引き込まれ、その後にそれまで対をなしていた物品74から分離されて、物品74の前方に進められることはない。2つの物品の経路が、分岐ローラコンベヤの動作を示すために、4つの異なる時点におけるコンベヤ上のおよその向きと位置が表される物品とともに示されている。経路の最初の分岐は、隣接する物品を分離すること及び更なる相互摩擦作用を除くことのコンベヤの効果を示している。相互摩擦作用は、より狭いコンベヤにおいて、又は隣接する物品がより大きいかあるいはより多くある場合において、ジャミングを引き起こす可能性がある。
【0013】
動作が図5に例示される分岐ローラコンベヤは、図6に示される典型的な単一化コンベヤシステムのようなより長いコンベヤの一部として、更に用いることができる。(コンベヤセグメントの矢印は、コンベヤのその部分におけるローラの回転する方向を示している。)コンベヤ90は、その上流端に、図5の方式に従って作動するような第1分岐ローラコンベヤ94上に混ぜられた多数の物品を供給する送込みコンベヤ92を有する。送込みコンベヤは、例えば、90フィート/分で動作する平面又はモジュール式プラスチックコンベヤベルト又はローラ又は細長い薄型コンベヤであってもよい。物品は、上流の集まりからの分離を増加させるために、140フィート/分で動作する第1分岐ローラコンベヤにおいて、まず最初に分離されて、部分的に単一化される。第1分岐ローラコンベヤは、その幅方向に、インラインローラコンベヤ部96と、インラインローラの向きから30度の方向に向けられたローラを有する斜めローラコンベヤ部97とに分離されて示されている。インラインローラは、下流運搬方向98において、矢印で示されるように、斜めローラより速く回転する。2つの区域間の境界は、コンベヤセグメントのセンターライン99として示されるが、コンベヤのどちらか一方の側部に向けて横にずらすことができる。2つのセンタリングコンベヤ100、101は、第1分岐ローラコンベヤセグメント94の下流に連結される。最上流のセンタリングコンベヤ100内の矢印及び境界線によって示されるように、このコンベヤは、運搬物品を境界線102によって示される横方向に向けて合流させるために、例えば、インラインから±30度傾けた方向に回転するように構成されている斜めローラをともなった2つの並列のコンベヤ部を有し、それにより、略運搬方向に平行な合流軸が形成される。このセンタリングコンベヤセグメントは、約200フィート/分のより速い前進スピードで動作することによって、第1コンベヤセグメントから受け入れた連続する物品間の分離をさらに増加させる機能を果たす。また、センタリングセグメントは、コンベヤの右側部105より左側部104の近くに示される境界線102に沿って1列に物品を整列させる傾向にある。後段のセンタリングコンベヤセグメント101は、あるセグメントから次のセグメントへの加速を通して、さらに大きな物品を分離させるために、前段のコンベヤセグメントよりさらに速く、例えば、約225フィート/分で動作する。2つの斜めローラ部間のその境界線は、前段のセグメントよりも左側部にさらに近くなる。図示の最終コンベヤセグメントは、レジストレーションコンベヤ(registration conveyor)106であり、このコンベヤは、すべての運搬物品を押圧してコンベヤの左側部に対して整列させるように配列された例えば30度の斜めローラを有する。直列に連結されたセグメントに沿う横方向の単一化位置のステッピング(段階状にすること:stepping)は、コンベヤの左側部に対する物品の完全な単一化を確実にするのを助けるが、このステッピングは、すべての用途で必ずしも必要なものではない。
【0014】
他のローラの構成を有する単一化するコンベヤが、図7乃至9に例示されている。図7において、送込みコンベヤ92は、隣り合っている斜めローラ部110、111を有する分岐ローラコンベヤセグメント108上に物品を供給する。図6のセンタリングコンベヤセグメント100、101の斜めローラのように、斜めローラは、互いの鏡像として配置されてもよいが、内側ではなく、外側へ向けられる。また、それらは、同じ速度で回転されて、大きさではなく方向において異なる速度を生じさせる。分離を増大させるために逐次より高速に作動されることとなる、下流のセンタリングコンベヤセグメント112及び114は、異なる方向に向けられたローラ部間の境界線116のステッピングなしにそれらが示されることを除いて、図6の対応セグメントと類似するものである。最終セグメント106は、コンベヤの左側に対して物品を整列させるレジストレーションコンベヤセグメントである。
【0015】
図8における単一化コンベヤは、図7のようなセンタリングコンベヤセグメント112が後に続く図6のコンベヤのような分岐ローラセグメント94を有する。続くセンタリングセグメントは、第2分岐セグメント118であり、そのローラは、左側部分120の物品を運搬方向に向けて進行させるとともに、右側部分121の物品をコンベヤの右側部に向けて運搬方向よりも遅い速さで進行させるように構成されている。第2分岐ローラセグメントは、第1分岐ローラセグメントが移動させるのに比べて、コンベヤの反対側に向けて物品を移動させることから、パッケージが偶然に配列された状態によって第1分岐ローラセグメントが上手く分離することができなかった隣接するパッケージを分離するのに有用となる可能性がある。その後に物品は、調整コンベヤ122上で受け取られ、調整コンベヤ122の斜めローラは、コンベヤの右側部に沿って物品を一列に整列させるように方向付けられる。
【0016】
図9において例示されるコンベヤは、第2分岐セグメント118と調整コンベヤ106との間に第2センタリングセグメント112’が挿入されることを除いては、図8のコンベヤに類似し、この例において、調整コンベヤ106は、分離された物品を代わりに左側部へ移動させる。
【0017】
本発明は、いくつかの好適な態様に関して詳細を記載しているが、他の態様も可能である。例えば、斜めローラは、30度の角度しか示していないが、別の角度に向けることも可能である。別の例として、図5の例において与えられる連続するコンベヤセグメントのスピードは、説明の目的のためだけであり、限定の目的ではない。従って、これらのいくつかの実施例が示唆するように、細部構成は、本発明の実践の異なる方法の実施例として提供されたものであり、特許請求の範囲をそれら細部構成に限定する目的で提供されたものではない。
【特許請求の範囲】
【請求項1】
コンベヤにおいて横方向に隣接する運搬物品を単一化するための方法において:
横方向に隣接する物品を第1コンベヤセグメントの上流部分に供給するステップであって、前記第1コンベヤセグメントが、下流に向けて第1方向に支持物品を移動させるために回転する物品支持ローラを有する第1コンベヤ部と、前記第1コンベヤ部から離れて前記コンベヤの第1側部に向かう第2方向に、下流に向けて支持物品を移動させるために回転する物品支持ローラを有する第2コンベヤ部とに幅方向に分割されるものとするステップと;
略運搬方向における速度の下流方向成分を持つ第1の速度で、前記第1コンベヤ部の前記ローラを回転させるとともに、速度の下流方向成分を持つ第2の速度で、前記第2コンベヤ部の前記ローラを回転させるステップとを具え、
前記第1方向が前記第2方向から分岐していることを特徴とする方法。
【請求項2】
請求項1に記載の方法において、前記第1方向が、前記略運搬方向におけるものであり、前記第2の速度が、横方向の速度成分と、前記第1の速度の前記下流方向成分より小さい速度の下流方向成分とを有することを特徴とする方法。
【請求項3】
請求項1又は2に記載の方法において、前記第1コンベヤセグメントにおける前記ローラが、同じ速度で前記運搬方向に前進することを特徴とする方法。
【請求項4】
請求項1又は2に記載の方法において、前記第1コンベヤセグメントにおける前記ローラが、固定されていることを特徴とする方法。
【請求項5】
請求項1乃至4の何れか1項に記載の方法において、更に、前記第1コンベヤセグメントの下流側の1又はそれ以上のコンベヤセグメント内の、前記コンベヤの前記幅方向における予め選択した位置で運搬物品をセンタリングするステップを具えることを特徴とする方法。
【請求項6】
請求項5に記載の方法において、更に、センタリング中に、前記第1方向における前記物品を加速させるステップを具えることを特徴とする方法。
【請求項7】
請求項1乃至6の何れか1項にに記載の方法において、更に、運搬物品を前記コンベヤの前記第1側部に向けて移動させるために、前記第1コンベヤセグメントの下流側のコンベヤセグメントおける物品支持ローラをある方向に回転させるステップを具えることを特徴とする方法。
【請求項8】
コンベヤに沿って略運搬方向に前進する横方向に隣接する運搬物品を単一化するための方法において:
横方向に隣接する物品を第1コンベヤセグメントの上流部分に供給するステップであって、前記第1コンベヤセグメントが、第1方向に回転するように構成された物品支持ローラを有する第1コンベヤ部と、下流に向けて、前記第1コンベヤ部から離れて前記コンベヤの第1側部に向かう第1方向に対して傾斜する第2方向に回転するように構成された物品支持ローラを有する第2コンベヤ部とに、幅方向に分割されるものとするステップと;
前記第1コンベヤ部上のこれらの物品の前記下流方向速度より小さい下流速度で、前記第2コンベヤ部上のこれらの物品を前記コンベヤの前記第1側部に向けて移動させることによって横方向に隣接する物品を分離するステップとを具えることを特徴とする方法。
【請求項9】
請求項8に記載の方法において、前記第1の方向が、前記略運搬方向に対して平行になることを特徴とする方法。
【請求項10】
請求項8又は9に記載の方法において、前記第1コンベヤセグメントにおける前記ローラが、同じ速度で前記運搬方向に前進することを特徴とする方法。
【請求項11】
請求項8又は9に記載の方法において、前記第1コンベヤセグメントにおける前記ローラが、固定されていることを特徴とする方法。
【請求項12】
請求項8、9、10又は11に記載の方法において、更に、前記第1コンベヤセグメントの下流側の1又はそれ以上のコンベヤセグメント内の、前記コンベヤの前記幅方向における予め選択した位置で運搬物品をセンタリングするステップを具えることを特徴とする方法。
【請求項13】
請求項12に記載の方法において、更に、センタリング中に、前記第1方向における前記物品を加速させるステップを具えることを特徴とする方法。
【請求項14】
請求項8乃至13の何れか1項に記載の方法において、更に、運搬物品を前記コンベヤの前記第1側部に向けて移動させるために、前記第1コンベヤセグメントの下流側の第2コンベヤセグメントおける物品支持ローラをある方向に回転させるステップを具えることを特徴とする方法。
【請求項15】
コンベヤに沿って下流に運搬される横方向に隣接する物品を単一化するための方法において:
いくつかの物品を前記コンベヤの第1側部に向けて、他の物品から離して移動させるように構成される物品支持ローラを有する第1分岐ローラコンベヤセグメント上の略運搬方向に物品を運搬するステップと;
前記コンベヤの前記第1側部と前記第2側部との間の軸に沿って物品を合流させるように構成する物品支持ローラを有する前記第1分岐ローラコンベヤセグメントの下流側のセンタリングローラコンベヤセグメント上の前記物品を運搬するステップとを具えることを特徴とする方法。
【請求項16】
請求項15に記載の方法において、更に、いくつかの物品を前記コンベヤの前記第2側部に向けて、前記他の物品から離して移動させるように構成される物品支持ローラを有する前記第1分岐ローラコンベヤセグメントの下流側の第2分岐ローラコンベヤセグメント上の前記物品を運搬するステップを具えることを特徴とする方法。
【請求項17】
請求項15又は16に記載の方法において、前記コンベヤの前記2つの側部の一方に沿って前記分岐ローラコンベヤセグメント上の前記物品支持ローラが、インラインローラとして構成され、前記コンベヤの他方の側部の前記物品支持ローラが、斜めローラとして構成されることを特徴とする方法。
【請求項18】
請求項15、16又は17に記載の方法において、前記コンベヤの2つの側部の一方に沿って前記分岐ローラコンベヤセグメント上の前記物品支持ローラが、前記コンベヤの他方の側部の前記物品支持ローラの速度より大きい速度の下流方向成分で回転するように構成されることを特徴とする方法。
【請求項19】
請求項15乃至18の何れか1項に記載の方法において、更に、前記分岐ローラコンベヤセグメントに、側壁であって、下流側への前記物品の前記前進を遅くするのに充分な摩擦で当該側壁に対して移動させられた物品と摩擦係合する側壁を与えるステップを具えることを特徴とする方法。
【請求項1】
コンベヤにおいて横方向に隣接する運搬物品を単一化するための方法において:
横方向に隣接する物品を第1コンベヤセグメントの上流部分に供給するステップであって、前記第1コンベヤセグメントが、下流に向けて第1方向に支持物品を移動させるために回転する物品支持ローラを有する第1コンベヤ部と、前記第1コンベヤ部から離れて前記コンベヤの第1側部に向かう第2方向に、下流に向けて支持物品を移動させるために回転する物品支持ローラを有する第2コンベヤ部とに幅方向に分割されるものとするステップと;
略運搬方向における速度の下流方向成分を持つ第1の速度で、前記第1コンベヤ部の前記ローラを回転させるとともに、速度の下流方向成分を持つ第2の速度で、前記第2コンベヤ部の前記ローラを回転させるステップとを具え、
前記第1方向が前記第2方向から分岐していることを特徴とする方法。
【請求項2】
請求項1に記載の方法において、前記第1方向が、前記略運搬方向におけるものであり、前記第2の速度が、横方向の速度成分と、前記第1の速度の前記下流方向成分より小さい速度の下流方向成分とを有することを特徴とする方法。
【請求項3】
請求項1又は2に記載の方法において、前記第1コンベヤセグメントにおける前記ローラが、同じ速度で前記運搬方向に前進することを特徴とする方法。
【請求項4】
請求項1又は2に記載の方法において、前記第1コンベヤセグメントにおける前記ローラが、固定されていることを特徴とする方法。
【請求項5】
請求項1乃至4の何れか1項に記載の方法において、更に、前記第1コンベヤセグメントの下流側の1又はそれ以上のコンベヤセグメント内の、前記コンベヤの前記幅方向における予め選択した位置で運搬物品をセンタリングするステップを具えることを特徴とする方法。
【請求項6】
請求項5に記載の方法において、更に、センタリング中に、前記第1方向における前記物品を加速させるステップを具えることを特徴とする方法。
【請求項7】
請求項1乃至6の何れか1項にに記載の方法において、更に、運搬物品を前記コンベヤの前記第1側部に向けて移動させるために、前記第1コンベヤセグメントの下流側のコンベヤセグメントおける物品支持ローラをある方向に回転させるステップを具えることを特徴とする方法。
【請求項8】
コンベヤに沿って略運搬方向に前進する横方向に隣接する運搬物品を単一化するための方法において:
横方向に隣接する物品を第1コンベヤセグメントの上流部分に供給するステップであって、前記第1コンベヤセグメントが、第1方向に回転するように構成された物品支持ローラを有する第1コンベヤ部と、下流に向けて、前記第1コンベヤ部から離れて前記コンベヤの第1側部に向かう第1方向に対して傾斜する第2方向に回転するように構成された物品支持ローラを有する第2コンベヤ部とに、幅方向に分割されるものとするステップと;
前記第1コンベヤ部上のこれらの物品の前記下流方向速度より小さい下流速度で、前記第2コンベヤ部上のこれらの物品を前記コンベヤの前記第1側部に向けて移動させることによって横方向に隣接する物品を分離するステップとを具えることを特徴とする方法。
【請求項9】
請求項8に記載の方法において、前記第1の方向が、前記略運搬方向に対して平行になることを特徴とする方法。
【請求項10】
請求項8又は9に記載の方法において、前記第1コンベヤセグメントにおける前記ローラが、同じ速度で前記運搬方向に前進することを特徴とする方法。
【請求項11】
請求項8又は9に記載の方法において、前記第1コンベヤセグメントにおける前記ローラが、固定されていることを特徴とする方法。
【請求項12】
請求項8、9、10又は11に記載の方法において、更に、前記第1コンベヤセグメントの下流側の1又はそれ以上のコンベヤセグメント内の、前記コンベヤの前記幅方向における予め選択した位置で運搬物品をセンタリングするステップを具えることを特徴とする方法。
【請求項13】
請求項12に記載の方法において、更に、センタリング中に、前記第1方向における前記物品を加速させるステップを具えることを特徴とする方法。
【請求項14】
請求項8乃至13の何れか1項に記載の方法において、更に、運搬物品を前記コンベヤの前記第1側部に向けて移動させるために、前記第1コンベヤセグメントの下流側の第2コンベヤセグメントおける物品支持ローラをある方向に回転させるステップを具えることを特徴とする方法。
【請求項15】
コンベヤに沿って下流に運搬される横方向に隣接する物品を単一化するための方法において:
いくつかの物品を前記コンベヤの第1側部に向けて、他の物品から離して移動させるように構成される物品支持ローラを有する第1分岐ローラコンベヤセグメント上の略運搬方向に物品を運搬するステップと;
前記コンベヤの前記第1側部と前記第2側部との間の軸に沿って物品を合流させるように構成する物品支持ローラを有する前記第1分岐ローラコンベヤセグメントの下流側のセンタリングローラコンベヤセグメント上の前記物品を運搬するステップとを具えることを特徴とする方法。
【請求項16】
請求項15に記載の方法において、更に、いくつかの物品を前記コンベヤの前記第2側部に向けて、前記他の物品から離して移動させるように構成される物品支持ローラを有する前記第1分岐ローラコンベヤセグメントの下流側の第2分岐ローラコンベヤセグメント上の前記物品を運搬するステップを具えることを特徴とする方法。
【請求項17】
請求項15又は16に記載の方法において、前記コンベヤの前記2つの側部の一方に沿って前記分岐ローラコンベヤセグメント上の前記物品支持ローラが、インラインローラとして構成され、前記コンベヤの他方の側部の前記物品支持ローラが、斜めローラとして構成されることを特徴とする方法。
【請求項18】
請求項15、16又は17に記載の方法において、前記コンベヤの2つの側部の一方に沿って前記分岐ローラコンベヤセグメント上の前記物品支持ローラが、前記コンベヤの他方の側部の前記物品支持ローラの速度より大きい速度の下流方向成分で回転するように構成されることを特徴とする方法。
【請求項19】
請求項15乃至18の何れか1項に記載の方法において、更に、前記分岐ローラコンベヤセグメントに、側壁であって、下流側への前記物品の前記前進を遅くするのに充分な摩擦で当該側壁に対して移動させられた物品と摩擦係合する側壁を与えるステップを具えることを特徴とする方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2010−537918(P2010−537918A)
【公表日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2010−522880(P2010−522880)
【出願日】平成19年8月27日(2007.8.27)
【国際出願番号】PCT/US2007/076887
【国際公開番号】WO2009/029091
【国際公開日】平成21年3月5日(2009.3.5)
【出願人】(508181663)レイトラム,エル.エル.シー. (43)
【Fターム(参考)】
【公表日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成19年8月27日(2007.8.27)
【国際出願番号】PCT/US2007/076887
【国際公開番号】WO2009/029091
【国際公開日】平成21年3月5日(2009.3.5)
【出願人】(508181663)レイトラム,エル.エル.シー. (43)
【Fターム(参考)】
[ Back to top ]