
雄側継手部材およびその製造方法、ならびに雄側継手部材を有する冷凍サイクル

【課題】製造コストの安い雄側継手部材およびその製造方法を提供する。
【解決手段】配管用継手10に用いられる嵌合凸部12を備えた雄側継手部材11である。雄側継手部材11は、パイプ固定ブロック15と、パイプ固定ブロック15に固定された配管用パイプP1とよりなる。パイプ固定ブロック15が、一端が平坦な第1面16に開口するとともに他端が第3面18に開口し、かつ嵌合凸部12の軸線と合致した軸線を有する円筒状のパイプ挿通穴22と、第3面18側に形成され、かつ長手方向の一端がパイプ挿通穴22の内周面に開口するとともに同他端が第2面17に開口したパイプ収容溝23とを備えている。パイプ収容溝23の溝底部23aは部分円筒面状である。パイプ挿通穴22の内周面とパイプ収容溝23の溝底部23aの内面との連接部に曲げ加工用丸み25を形成する。配管用パイプP1の第1部分27の曲げ内側部分を曲げ加工用丸み25に密着させる。
【解決手段】配管用継手10に用いられる嵌合凸部12を備えた雄側継手部材11である。雄側継手部材11は、パイプ固定ブロック15と、パイプ固定ブロック15に固定された配管用パイプP1とよりなる。パイプ固定ブロック15が、一端が平坦な第1面16に開口するとともに他端が第3面18に開口し、かつ嵌合凸部12の軸線と合致した軸線を有する円筒状のパイプ挿通穴22と、第3面18側に形成され、かつ長手方向の一端がパイプ挿通穴22の内周面に開口するとともに同他端が第2面17に開口したパイプ収容溝23とを備えている。パイプ収容溝23の溝底部23aは部分円筒面状である。パイプ挿通穴22の内周面とパイプ収容溝23の溝底部23aの内面との連接部に曲げ加工用丸み25を形成する。配管用パイプP1の第1部分27の曲げ内側部分を曲げ加工用丸み25に密着させる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は雄側継手部材およびその製造方法、ならびに雄側継手部材を有する冷凍サイクルに関し、さらに詳しくは、たとえば車両に搭載される空調装置を構成する冷凍サイクルにおいて、配管を形成する配管用パイプどうしを接続する配管用継手に用いられる雄側継手部材およびその製造方法、ならびに雄側継手部材を有する冷凍サイクルに関する。
【背景技術】
【0002】
冷凍サイクルの配管用継手には、円筒状の嵌合凸部を有する雄側継手部材および嵌合凸部が嵌る嵌合凹部を有する雌側継手部材を備えたものが広く用いられている。このような配管用継手の雄側継手部材としては、円筒状の嵌合凸部を有する雄側継手部材および嵌合凸部が嵌る嵌合凹部を有する雌側継手部材を備えている配管用継手に用いられる雄側継手部材であって、パイプ固定ブロックと、パイプ固定ブロックに固定された配管用パイプとよりなり、パイプ固定ブロックが、平坦な第1面、第1面と所定角度をなす第2面および第1面とは反対側を向いた第3面を有しており、配管用パイプが、パイプ固定ブロックに保持されたエルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から外方に突出し、かつ嵌合凸部を構成する第2部分と、第1部分の他端に連なってパイプ固定ブロックの第2面から外方に突出しかつ第2部分と所定の角度をなす第3部分とよりなるものが知られている(特許文献1参照)。
【0003】
特許文献1記載の雄側継手部材は、真っ直ぐな配管用パイプの一端寄りの部分を引き曲げ型を用いてL字状に曲げた後に、パイプ固定ブロックのパイプ挿通穴に通し、治具を用いてL字部分をパイプ固定ブロックに固定することによって製造されている(特許文献1の段落0013〜0014参照)。
【0004】
しかしながら、特許文献1記載の配管用継手の雄側継手部材の場合、配管用パイプの一端寄りの部分をL字状に曲げた後に、パイプ固定ブロックのパイプ挿通穴に通し、治具を用いてL字部分をパイプ固定ブロックに固定しているので、パイプを曲げるための型と、パイプをパイプ固定ブロックに固定するための治具が必要となり、製造のために用いる部材の数が増えるとともに、工数が増えて製造コストが高くなるという問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−12283号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明の目的は、上記問題を解決し、製造コストの安い雄側継手部材およびその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上記目的を達成するために以下の態様からなる。
【0008】
1)円筒状の嵌合凸部を有する雄側継手部材および嵌合凸部が嵌る嵌合凹部を有する雌側継手部材を備えている配管用継手に用いられる雄側継手部材であって、パイプ固定ブロックと、パイプ固定ブロックに固定された配管用パイプとよりなり、パイプ固定ブロックが、平坦な第1面、第1面と所定角度をなす第2面および第1面とは反対側を向いた第3面を有しており、配管用パイプが、パイプ固定ブロックに保持されたエルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から外方に突出し、かつ嵌合凸部を構成する第2部分と、第1部分の他端に連なってパイプ固定ブロックの第2面から外方に突出しかつ第2部分と所定の角度をなす第3部分とよりなる雄側継手部材において、
パイプ固定ブロックが、一端が第1面に開口するとともに他端が第3面に開口し、かつ嵌合凸部の軸線と合致した軸線を有する円筒状のパイプ挿通穴と、第3面側に形成され、かつ長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝とを備えており、パイプ収容溝の溝底部が部分円筒面状であり、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みが形成され、配管用パイプの第1部分の曲げ内側部分が曲げ加工用丸みに密着させられている雄側継手部材。
【0009】
2)配管用パイプの第1部分の管壁がパイプ挿通穴の内周面に突っ張ることによって、第1部分がパイプ固定ブロックに固定されている上記1)記載の雄側継手部材。
【0010】
3)パイプ挿通穴におけるパイプ固定ブロックの第1面側の端部に大径部が形成され、配管用パイプの第1部分における第1面側の端部に、大径部内に嵌め入れられる環状ビードが形成されている上記1)または2)記載の雄側継手部材。
【0011】
4)パイプ固定ブロックの第2面が第1面と直角をなす平坦面であり、第3面が第1面と平行であるとともに第2面と直角をなす平坦面である上記1)〜3)のうちのいずれかに記載の雄側継手部材。
【0012】
5)上記1)〜4)のうちのいずれかに記載の雄側継手部材を製造する方法であって、
平坦な第1面、第1面と所定角度をなす第2面、および第1面とは反対側を向いた第3面を有するパイプ固定ブロックと、真っ直ぐな配管用パイプとを用意すること、
パイプ固定ブロックの第1面と第3面との間に、一端が第1面に開口するとともに他端が第3面に開口し、かつ第1面と直交する軸線を有する円筒状のパイプ挿通穴を貫通状に形成し、パイプ固定ブロックの第3面側に、長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝を形成し、パイプ挿通穴における第1面側の端部に大径部を形成し、パイプ収容溝の溝底部を部分円筒面状にするとともに、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みを付与しておくこと、
真っ直ぐな配管用パイプの一端寄りの部分に、パイプ固定ブロックの大径部内に嵌め入れられる環状ビードを形成しておくこと、
配管用パイプを、一端側が第1面から突出するとともに、他端側が第3面から突出するようにパイプ固定ブロックのパイプ挿通穴に通し、環状ビードを大径部内に嵌め入れること、
配管用パイプにおけるパイプ固定ブロックの第1面から突出した部分、およびパイプ固定ブロックを、真っ直ぐな配管用パイプの長手方向に移動自在であるとともに、パイプ固定ブロックのパイプ挿通穴の軸線およびパイプ収容溝の溝底部の部分円筒面の軸線と直交する直線の周りに回転可能に配置されたクランプ型によりクランプすること、
配管用パイプにおけるパイプ固定ブロックの第3面から突出した部分を、真っ直ぐな配管用パイプの長手方向の移動のみを許容する押さえ型により保持すること、
ならびにクランプ型を、真っ直ぐな配管用パイプの長手方向に押さえ型から遠ざかるように移動させながら、パイプ固定ブロックのパイプ挿通穴の軸線およびパイプ収容溝の溝底部の部分円筒面の軸線と直交する直線の周りに回転させ、これにより配管用パイプを曲げ加工用丸みを利用して曲げることによって、配管用パイプに、エルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から突出した第2部分と、第1部分の他端に連なってパイプ固定ブロックの第1面と所定角度をなす第2面から突出しかつ第2部分と所定の角度をなす第3部分とを形成し、第1部分の曲げ内側部分をパイプ固定ブロックの曲げ加工用丸みに密着させることを特徴とする雄側継手部材の製造方法。
【0013】
6)配管用パイプを曲げた際に、配管用パイプの第1部分の管壁を、パイプ固定ブロックのパイプ挿通穴の内周面に突っ張らせ、これにより第1部分をパイプ固定ブロックに固定する上記5)記載の雄側継手部材の製造方法。
【0014】
7)コンプレッサと、コンデンサと、エバポレータと、エバポレータに流入する冷媒を減圧する減圧器とが配管により接続された冷凍サイクルであって、配管を構成する配管用パイプが、上記1)〜4)のうちのいずれかに記載の雄側継手部材を有する配管用継手によって接続されている雄側継手部材を有する冷凍サイクル。
【発明の効果】
【0015】
上記1)〜4)の雄側継手部材によれば、パイプ固定ブロックが、一端が第1面に開口するとともに他端が第3面に開口し、かつ嵌合凸部の軸線と合致した軸線を有する円筒状のパイプ挿通穴と、第3面側に形成され、かつ長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝とを備えており、パイプ収容溝の溝底部が部分円筒面状であり、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みが形成され、配管用パイプの第1部分の曲げ内側部分が曲げ加工用丸みに密着させられているので、雄側継手部材を、上記5)の方法により製造することが可能になり、配管用パイプを曲げる専用の引き曲げ型および配管用パイプをパイプ固定ブロックに固定する専用の治具を必要としない。したがって、真っ直ぐな配管用パイプの一端寄りの部分をL字状に曲げた後に、パイプ固定ブロックのパイプ挿通穴に通し、ついで治具を用いてL字部分をパイプ固定ブロックに固定する特許文献1記載の方法に比べて、製造のために用いる部材の数および工数を低減することが可能になり、製造コストが安くなる。
【0016】
上記5)および6)の雄側継手部材の製造方法によれば、真っ直ぐな配管用パイプの一端寄りの部分をL字状に曲げた後に、パイプ固定ブロックのパイプ挿通穴に通し、ついで治具を用いてL字部分をパイプ固定ブロックに固定する特許文献1記載の方法に比べて、製造のために用いる部材の数および工数を低減することが可能になり、製造コストが安くなる。
【図面の簡単な説明】
【0017】
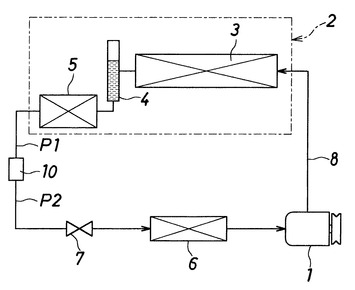
【図1】この発明の雄側継手部材を備えた配管用継手を用いて配管用パイプが接続された冷凍サイクルを示す図である。
【図2】この発明の雄側継手部材を備えた配管用継手を示す接続後の状態の垂直断面図である。
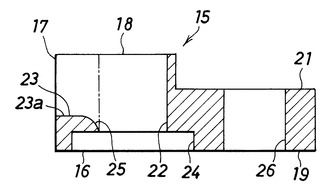
【図3】この発明の雄側継手部材のパイプ固定ブロックの垂直断面図である。
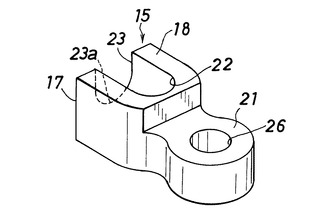
【図4】この発明の雄側継手部材のパイプ固定ブロックの斜視図である。
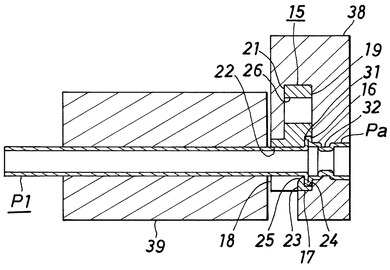
【図5】この発明の雄側継手部材を製造する方法の1つの工程を示す断面図である。
【図6】この発明の雄側継手部材を製造する方法の図5とは異なる工程を示す断面図である。
【図7】この発明の雄側継手部材のパイプ固定ブロックの変形例を示す平面図である。
【発明を実施するための形態】
【0018】
以下、この発明の実施形態を、図面を参照して説明する。この実施形態は、この発明による雄側継手部材を、自動車用空調装置を構成する冷凍サイクルの配管用パイプどうしを接続する配管用継手に使用したものである。
【0019】
なお、以下の説明において、「アルミニウム」という用語には、純アルミニウムの他にアルミニウム合金を含むものとする。また、以下の説明において、図2および図3の上下、左右を上下、左右というものとする。
【0020】
さらに、以下の説明において、「コンデンサ」という用語には、通常のコンデンサの他に凝縮部および過冷却部を有するサブクールコンデンサを含むものとする。
【0021】
図1は車両用空調装置を構成する冷凍サイクルを示し、図2は冷凍サイクルの配管用継手を示し、図3および図4は図2の配管用継手の雄側継手部材に用いられるパイプ固定ブロックを示す。
【0022】
図1において、車両用空調装置を構成する冷凍サイクルは、たとえばフロン系の冷媒が用いられるものであって、コンプレッサ(1)と、凝縮部(3)、凝縮部(3)から流出した冷媒を気相と液相とに分離する受液器(4)および過冷却部(5)を有するコンデンサ(2)と、エバポレータ(6)と、エバポレータ(6)に流入する冷媒を減圧する減圧器としての膨張弁(7)とが配管(8)により接続されたものであり、一端部がコンデンサ(1)の過冷却部(5)の冷媒出口に接続された第1の配管用パイプ(P1)と、一端部が膨張弁(7)に接続された第2の配管用パイプ(P2)とが、配管用継手(10)により内部通路どうしが通じるように接続されている。
【0023】
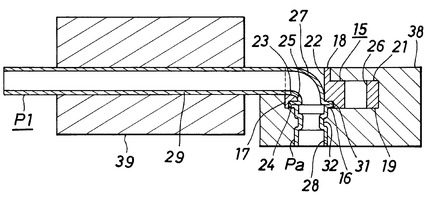
図2に示すように、両配管用パイプ(P1)(P2)どうしを接続する配管用継手(10)は、下方に突出した円筒状の嵌合凸部(12)を有する雄側継手部材(11)と、嵌合凸部(12)が嵌る円筒穴状の嵌合凹部(14)を有する雌側継手部材(13)とを備えている。
【0024】
雄側継手部材(11)は金属、ここではアルミニウムから形成されたパイプ固定ブロック(15)と、パイプ固定ブロック(15)に固定されたアルミニウム製の第1配管用パイプ(P1)とよりなる。
【0025】
図2〜図4に示すように、パイプ固定ブロック(15)の左側部分に、下方を向いた平坦な第1面(16)、第1面(16)と直角をなしかつ左方を向いた平坦な第2面(17)、および第1面(16)と平行であるとともに第2面(17)と直角をなし、かつ上方を向いた平坦な第3面(18)(第1面(16)とは反対側を向いた第3面(18))が設けられている。パイプ固定ブロック(15)の右側部分に、下方を向きかつ第1面(16)と面一に連なった平坦な第4面(19)、および第4面(19)と平行であるとともに上方を向き、かつ第3面(18)よりも低くなった第5面(21)が設けられている。パイプ固定ブロック(15)の左側部分には、一端が第1面(16)に開口するとともに他端が第3面(18)に開口し、かつ嵌合凸部(12)の軸線と合致した軸線を有する円筒状のパイプ挿通穴(22)と、第3面(18)側に形成され、かつ長手方向の一端(右端)がパイプ挿通穴(22)の内周面に開口するとともに同他端が第2面(17)に開口したU字状のパイプ収容溝(23)とが形成されている。パイプ固定ブロック(15)のパイプ挿通穴(22)における第1面(16)側の端部(下端部)に大径部(24)が同心状に形成されている。パイプ固定ブロック(15)のパイプ収容溝(23)の溝底部(23a)は部分円筒面状であり、溝底部(23a)の軸線はパイプ挿通穴(22)の軸線と直交している。また、パイプ固定ブロック(15)におけるパイプ挿通穴(22)の内周面とパイプ収容溝(23)の溝底部(23a)の内面との連接部に曲げ加工用丸み(25)が形成されている。また、パイプ固定ブロック(15)の右側部分には、一端が第4面(19)に開口するとともに他端が第5面(21)に開口し、かつパイプ挿通穴(22)の軸線と平行な軸線を有する円筒状のボルト挿通穴(26)が形成されている。
【0026】
図2に示すように、第1配管用パイプ(P1)は、パイプ固定ブロック(15)に保持され、かつ一端が下方に開口するとともに他端が左方に開口したエルボ状の第1部分(27)と、第1部分(27)の一端に連なるとともにパイプ固定ブロック(15)の第1面(16)と直角をなすように第1面(16)から下方に突出した第2部分(28)と、第1部分(27)の他端に連なってパイプ固定ブロック(15)の第2面(17)から左方に突出しかつ第2部分(28)と直角をなす第3部分(29)とよりなる。第1配管用パイプ(P1)の第1部分(27)におけるパイプ固定ブロック(15)の第1面(16)側の端部に、大径部(24)内に嵌め入れられる環状ビード(31)が形成されている。第1配管用パイプ(P1)の第1部分(27)の曲げ内側部分がパイプ固定ブロック(15)の曲げ加工用丸み(25)に密着させられており、第1部分(27)の管壁がパイプ挿通穴(22)の内周面に突っ張ることによって、第1部分(27)がパイプ固定ブロック(15)に固定されている。第1配管用パイプ(P1)の第2部分(28)の外径は、第1部分(27)および第3部分(29)の外径よりも若干大きくなっており、第2部分(28)が嵌合凸部(12)となっている。嵌合凸部(12)の外周面にはOリング装着用の環状溝(32)が全周にわたって形成されており、環状溝(32)内に、雄側継手部材(11)の嵌合凸部(12)の外周面と、雌側継手部材(13)の嵌合凹部(14)の内周面との間をシールするOリング(33)が装着されている。
【0027】
雌側継手部材(13)は金属、ここではアルミニウムから形成されたパイプ固定ブロック(34)と、パイプ固定ブロック(34)に固定されたアルミニウム製の第2配管用パイプ(P2)とよりなる。
【0028】
パイプ固定ブロック(34)の左側部分に、上下方向にのびる段付きのパイプ挿入穴(35)が貫通状に形成されている。パイプ固定ブロック(34)の右側部分に、上下方向にのびるめねじ穴(36)が形成されている。
【0029】
第2配管用パイプ(P2)は、上端部がパイプ挿入穴(35)内に挿入された後、パイプ挿入穴(35)の内周面に密着するように拡管されることによって、パイプ固定ブロック(34)に固定されている。第2配管用パイプ(P2)におけるパイプ挿入穴(35)の下端部を除いた大径部内に位置する部分の内部が、上方に開口しかつ内周面が円筒面となされた嵌合凹部(14)となっている。
【0030】
雄側継手部材(11)と雌側継手部材(13)とは、次のようにして相互に連結されて配管用継手(10)が形成されている。すなわち、雌側継手部材(13)の嵌合凹部(14)内に雄側継手部材(11)の嵌合凸部(12)が嵌め入れられ、ボルト(37)が雄側継手部材(11)のボルト挿通穴(26)に上方から通されるとともに、雌側継手部材(13)のめねじ穴(36)にねじ嵌められることによって、雄側継手部材(11)と雌側継手部材(13)とが相互に連結されて配管用継手(10)が形成されており、これにより両配管用パイプ(P1)(P2)が冷凍サイクル用配管継手(10)を介して連通状に接続されている。
【0031】
次に、雄側継手部材(11)の製造方法について、図5および図6を参照して説明する。
【0032】
まず、第1〜第5面(16)(17)(18)(19)(21)を有するパイプ固定ブロック(15)と、真っ直ぐな第1配管用パイプ(P1)とを用意する。パイプ固定ブロック(15)に、パイプ挿通穴(22)、パイプ収容溝(23)、大径部(24)、曲げ加工用丸み(25)およびボルト挿通穴(26)を形成しておく。また、真っ直ぐな第1配管用パイプ(P1)の一端寄りの部分に、パイプ固定ブロック(15)の大径部(24)内に嵌め入れられる環状ビード(31)を形成するとともに、環状ビード(31)よりも前記一端側の外径を他の部分の外径よりも大径とし、さらに当該大径部(Pa)の外周面に環状溝(32)を形成しておく。
【0033】
ついで、大径部(Pa)が第1面(16)から突出するとともに、大径部(Pa)が形成された側と反対側の端部が第3面(18)から突出するように、第1配管用パイプ(P1)を、大径部(Pa)が形成された側と反対側の端部からパイプ固定ブロック(15)のパイプ挿通穴(22)に通し、環状ビード(31)を大径部(24)内に嵌め入れる。
【0034】
ついで、図5に示すように、第1配管用パイプ(P1)におけるパイプ固定ブロック(15)の第1面(16)から突出した大径部(Pa)、およびパイプ固定ブロック(15)を、図5の左右方向(真っ直ぐな第1配管用パイプ(P1)の長手方向)に移動自在であるとともに、パイプ挿通穴(22)の軸線およびパイプ収容溝(23)の溝底部(23a)の部分円筒面の軸線と直交する直線の周りに回転可能に配置されたクランプ型(38)によりクランプする。また、第1配管用パイプ(P1)におけるパイプ固定ブロック(15)の第3面(18)から突出した部分を、真っ直ぐな第1配管用パイプ(P1)の長手方向の移動のみを許容する押さえ型(39)により保持する。
【0035】
その後、クランプ型(38)を、図5の右方(真っ直ぐな第1配管用パイプ(P1)の長手方向に押さえ型(39)から遠ざかる方向)に移動させながら、パイプ固定ブロック(15)のパイプ挿通穴(22)の軸線およびパイプ収容溝(23)の溝底部(23a)の部分円筒面の軸線と直交する直線の周りに回転させ、これにより第1配管用パイプ(P1)を曲げ加工用丸み(25)を利用して曲げることによって、図6に示すように、第1配管用パイプ(P1)に、エルボ状の第1部分(27)と、第1部分(27)の一端に連なるとともにパイプ固定ブロック(15)の第1面(16)と直角をなすように第1面(16)から突出した第2部分(28)と、第1部分(27)の他端に連なってパイプ固定ブロック(15)の第1面(16)と所定角度をなす第2面(17)から突出しかつ第2部分(28)と所定の角度をなす第3部分(29)とを形成し、第1部分(27)の曲げ内側部分をパイプ固定ブロック(15)の曲げ加工用丸み(25)に密着させる。第1配管用パイプ(P1)を曲げた際に、第1配管用パイプ(P1)の第1部分(27)の管壁を、パイプ固定ブロック(15)のパイプ挿通穴(22)の内周面に突っ張らせ、これにより第1部分(27)をパイプ固定ブロック(15)に固定する。こうして、雄側継手部材(11)が製造される。
【0036】
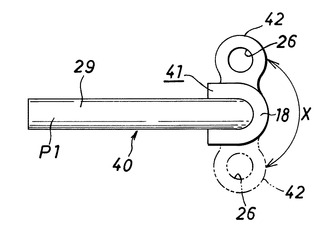
図7は、この発明による雄側継手部材の変形例を示す。
【0037】
図7に示す雄側継手部材(40)のパイプ固定ブロック(41)の場合、一端が第4面(19)に開口するとともに他端が第5面(21)に開口したボルト挿通穴(26)が形成された部分(42)は、図7に実線で示すように、平面から見て第1配管用パイプ(P1)の第3部分(29)と90度をなす位置に設けられている。なお、この部分(42)は、図7に実線で示す位置と鎖線で示す位置との間の角度範囲X、すなわち平面から見て第1配管用パイプ(P1)の第3部分(29)と90〜270度をなす位置に設けることが可能である。
【産業上の利用可能性】
【0038】
この発明による雄側継手部材は、車両に搭載される空調装置を構成する冷凍サイクルにおいて、配管を形成する配管用パイプどうしを接続する配管用継手に好適に用いられる。
【符号の説明】
【0039】
(10):配管用継手
(11)(40):雄側継手部材
(12):嵌合凸部
(13):雌側継手部材
(14):嵌合凹部
(15)(41):パイプ固定ブロック
(16):第1面
(17):第2面
(18):第3面
(22):パイプ挿通穴
(23):パイプ収容溝
(23a):溝底部
(24):大径部
(25):曲げ加工用丸み
(27):第1部分
(28):第2部分
(29):第3部分
(31):環状ビード
(17)(31):回り止め部
(18)(32):広がり部
(21)(33):嵌入部
(38):クランプ型
(39):押さえ型
(P1):第1配管用パイプ
【技術分野】
【0001】
この発明は雄側継手部材およびその製造方法、ならびに雄側継手部材を有する冷凍サイクルに関し、さらに詳しくは、たとえば車両に搭載される空調装置を構成する冷凍サイクルにおいて、配管を形成する配管用パイプどうしを接続する配管用継手に用いられる雄側継手部材およびその製造方法、ならびに雄側継手部材を有する冷凍サイクルに関する。
【背景技術】
【0002】
冷凍サイクルの配管用継手には、円筒状の嵌合凸部を有する雄側継手部材および嵌合凸部が嵌る嵌合凹部を有する雌側継手部材を備えたものが広く用いられている。このような配管用継手の雄側継手部材としては、円筒状の嵌合凸部を有する雄側継手部材および嵌合凸部が嵌る嵌合凹部を有する雌側継手部材を備えている配管用継手に用いられる雄側継手部材であって、パイプ固定ブロックと、パイプ固定ブロックに固定された配管用パイプとよりなり、パイプ固定ブロックが、平坦な第1面、第1面と所定角度をなす第2面および第1面とは反対側を向いた第3面を有しており、配管用パイプが、パイプ固定ブロックに保持されたエルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から外方に突出し、かつ嵌合凸部を構成する第2部分と、第1部分の他端に連なってパイプ固定ブロックの第2面から外方に突出しかつ第2部分と所定の角度をなす第3部分とよりなるものが知られている(特許文献1参照)。
【0003】
特許文献1記載の雄側継手部材は、真っ直ぐな配管用パイプの一端寄りの部分を引き曲げ型を用いてL字状に曲げた後に、パイプ固定ブロックのパイプ挿通穴に通し、治具を用いてL字部分をパイプ固定ブロックに固定することによって製造されている(特許文献1の段落0013〜0014参照)。
【0004】
しかしながら、特許文献1記載の配管用継手の雄側継手部材の場合、配管用パイプの一端寄りの部分をL字状に曲げた後に、パイプ固定ブロックのパイプ挿通穴に通し、治具を用いてL字部分をパイプ固定ブロックに固定しているので、パイプを曲げるための型と、パイプをパイプ固定ブロックに固定するための治具が必要となり、製造のために用いる部材の数が増えるとともに、工数が増えて製造コストが高くなるという問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−12283号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明の目的は、上記問題を解決し、製造コストの安い雄側継手部材およびその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上記目的を達成するために以下の態様からなる。
【0008】
1)円筒状の嵌合凸部を有する雄側継手部材および嵌合凸部が嵌る嵌合凹部を有する雌側継手部材を備えている配管用継手に用いられる雄側継手部材であって、パイプ固定ブロックと、パイプ固定ブロックに固定された配管用パイプとよりなり、パイプ固定ブロックが、平坦な第1面、第1面と所定角度をなす第2面および第1面とは反対側を向いた第3面を有しており、配管用パイプが、パイプ固定ブロックに保持されたエルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から外方に突出し、かつ嵌合凸部を構成する第2部分と、第1部分の他端に連なってパイプ固定ブロックの第2面から外方に突出しかつ第2部分と所定の角度をなす第3部分とよりなる雄側継手部材において、
パイプ固定ブロックが、一端が第1面に開口するとともに他端が第3面に開口し、かつ嵌合凸部の軸線と合致した軸線を有する円筒状のパイプ挿通穴と、第3面側に形成され、かつ長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝とを備えており、パイプ収容溝の溝底部が部分円筒面状であり、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みが形成され、配管用パイプの第1部分の曲げ内側部分が曲げ加工用丸みに密着させられている雄側継手部材。
【0009】
2)配管用パイプの第1部分の管壁がパイプ挿通穴の内周面に突っ張ることによって、第1部分がパイプ固定ブロックに固定されている上記1)記載の雄側継手部材。
【0010】
3)パイプ挿通穴におけるパイプ固定ブロックの第1面側の端部に大径部が形成され、配管用パイプの第1部分における第1面側の端部に、大径部内に嵌め入れられる環状ビードが形成されている上記1)または2)記載の雄側継手部材。
【0011】
4)パイプ固定ブロックの第2面が第1面と直角をなす平坦面であり、第3面が第1面と平行であるとともに第2面と直角をなす平坦面である上記1)〜3)のうちのいずれかに記載の雄側継手部材。
【0012】
5)上記1)〜4)のうちのいずれかに記載の雄側継手部材を製造する方法であって、
平坦な第1面、第1面と所定角度をなす第2面、および第1面とは反対側を向いた第3面を有するパイプ固定ブロックと、真っ直ぐな配管用パイプとを用意すること、
パイプ固定ブロックの第1面と第3面との間に、一端が第1面に開口するとともに他端が第3面に開口し、かつ第1面と直交する軸線を有する円筒状のパイプ挿通穴を貫通状に形成し、パイプ固定ブロックの第3面側に、長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝を形成し、パイプ挿通穴における第1面側の端部に大径部を形成し、パイプ収容溝の溝底部を部分円筒面状にするとともに、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みを付与しておくこと、
真っ直ぐな配管用パイプの一端寄りの部分に、パイプ固定ブロックの大径部内に嵌め入れられる環状ビードを形成しておくこと、
配管用パイプを、一端側が第1面から突出するとともに、他端側が第3面から突出するようにパイプ固定ブロックのパイプ挿通穴に通し、環状ビードを大径部内に嵌め入れること、
配管用パイプにおけるパイプ固定ブロックの第1面から突出した部分、およびパイプ固定ブロックを、真っ直ぐな配管用パイプの長手方向に移動自在であるとともに、パイプ固定ブロックのパイプ挿通穴の軸線およびパイプ収容溝の溝底部の部分円筒面の軸線と直交する直線の周りに回転可能に配置されたクランプ型によりクランプすること、
配管用パイプにおけるパイプ固定ブロックの第3面から突出した部分を、真っ直ぐな配管用パイプの長手方向の移動のみを許容する押さえ型により保持すること、
ならびにクランプ型を、真っ直ぐな配管用パイプの長手方向に押さえ型から遠ざかるように移動させながら、パイプ固定ブロックのパイプ挿通穴の軸線およびパイプ収容溝の溝底部の部分円筒面の軸線と直交する直線の周りに回転させ、これにより配管用パイプを曲げ加工用丸みを利用して曲げることによって、配管用パイプに、エルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から突出した第2部分と、第1部分の他端に連なってパイプ固定ブロックの第1面と所定角度をなす第2面から突出しかつ第2部分と所定の角度をなす第3部分とを形成し、第1部分の曲げ内側部分をパイプ固定ブロックの曲げ加工用丸みに密着させることを特徴とする雄側継手部材の製造方法。
【0013】
6)配管用パイプを曲げた際に、配管用パイプの第1部分の管壁を、パイプ固定ブロックのパイプ挿通穴の内周面に突っ張らせ、これにより第1部分をパイプ固定ブロックに固定する上記5)記載の雄側継手部材の製造方法。
【0014】
7)コンプレッサと、コンデンサと、エバポレータと、エバポレータに流入する冷媒を減圧する減圧器とが配管により接続された冷凍サイクルであって、配管を構成する配管用パイプが、上記1)〜4)のうちのいずれかに記載の雄側継手部材を有する配管用継手によって接続されている雄側継手部材を有する冷凍サイクル。
【発明の効果】
【0015】
上記1)〜4)の雄側継手部材によれば、パイプ固定ブロックが、一端が第1面に開口するとともに他端が第3面に開口し、かつ嵌合凸部の軸線と合致した軸線を有する円筒状のパイプ挿通穴と、第3面側に形成され、かつ長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝とを備えており、パイプ収容溝の溝底部が部分円筒面状であり、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みが形成され、配管用パイプの第1部分の曲げ内側部分が曲げ加工用丸みに密着させられているので、雄側継手部材を、上記5)の方法により製造することが可能になり、配管用パイプを曲げる専用の引き曲げ型および配管用パイプをパイプ固定ブロックに固定する専用の治具を必要としない。したがって、真っ直ぐな配管用パイプの一端寄りの部分をL字状に曲げた後に、パイプ固定ブロックのパイプ挿通穴に通し、ついで治具を用いてL字部分をパイプ固定ブロックに固定する特許文献1記載の方法に比べて、製造のために用いる部材の数および工数を低減することが可能になり、製造コストが安くなる。
【0016】
上記5)および6)の雄側継手部材の製造方法によれば、真っ直ぐな配管用パイプの一端寄りの部分をL字状に曲げた後に、パイプ固定ブロックのパイプ挿通穴に通し、ついで治具を用いてL字部分をパイプ固定ブロックに固定する特許文献1記載の方法に比べて、製造のために用いる部材の数および工数を低減することが可能になり、製造コストが安くなる。
【図面の簡単な説明】
【0017】
【図1】この発明の雄側継手部材を備えた配管用継手を用いて配管用パイプが接続された冷凍サイクルを示す図である。
【図2】この発明の雄側継手部材を備えた配管用継手を示す接続後の状態の垂直断面図である。
【図3】この発明の雄側継手部材のパイプ固定ブロックの垂直断面図である。
【図4】この発明の雄側継手部材のパイプ固定ブロックの斜視図である。
【図5】この発明の雄側継手部材を製造する方法の1つの工程を示す断面図である。
【図6】この発明の雄側継手部材を製造する方法の図5とは異なる工程を示す断面図である。
【図7】この発明の雄側継手部材のパイプ固定ブロックの変形例を示す平面図である。
【発明を実施するための形態】
【0018】
以下、この発明の実施形態を、図面を参照して説明する。この実施形態は、この発明による雄側継手部材を、自動車用空調装置を構成する冷凍サイクルの配管用パイプどうしを接続する配管用継手に使用したものである。
【0019】
なお、以下の説明において、「アルミニウム」という用語には、純アルミニウムの他にアルミニウム合金を含むものとする。また、以下の説明において、図2および図3の上下、左右を上下、左右というものとする。
【0020】
さらに、以下の説明において、「コンデンサ」という用語には、通常のコンデンサの他に凝縮部および過冷却部を有するサブクールコンデンサを含むものとする。
【0021】
図1は車両用空調装置を構成する冷凍サイクルを示し、図2は冷凍サイクルの配管用継手を示し、図3および図4は図2の配管用継手の雄側継手部材に用いられるパイプ固定ブロックを示す。
【0022】
図1において、車両用空調装置を構成する冷凍サイクルは、たとえばフロン系の冷媒が用いられるものであって、コンプレッサ(1)と、凝縮部(3)、凝縮部(3)から流出した冷媒を気相と液相とに分離する受液器(4)および過冷却部(5)を有するコンデンサ(2)と、エバポレータ(6)と、エバポレータ(6)に流入する冷媒を減圧する減圧器としての膨張弁(7)とが配管(8)により接続されたものであり、一端部がコンデンサ(1)の過冷却部(5)の冷媒出口に接続された第1の配管用パイプ(P1)と、一端部が膨張弁(7)に接続された第2の配管用パイプ(P2)とが、配管用継手(10)により内部通路どうしが通じるように接続されている。
【0023】
図2に示すように、両配管用パイプ(P1)(P2)どうしを接続する配管用継手(10)は、下方に突出した円筒状の嵌合凸部(12)を有する雄側継手部材(11)と、嵌合凸部(12)が嵌る円筒穴状の嵌合凹部(14)を有する雌側継手部材(13)とを備えている。
【0024】
雄側継手部材(11)は金属、ここではアルミニウムから形成されたパイプ固定ブロック(15)と、パイプ固定ブロック(15)に固定されたアルミニウム製の第1配管用パイプ(P1)とよりなる。
【0025】
図2〜図4に示すように、パイプ固定ブロック(15)の左側部分に、下方を向いた平坦な第1面(16)、第1面(16)と直角をなしかつ左方を向いた平坦な第2面(17)、および第1面(16)と平行であるとともに第2面(17)と直角をなし、かつ上方を向いた平坦な第3面(18)(第1面(16)とは反対側を向いた第3面(18))が設けられている。パイプ固定ブロック(15)の右側部分に、下方を向きかつ第1面(16)と面一に連なった平坦な第4面(19)、および第4面(19)と平行であるとともに上方を向き、かつ第3面(18)よりも低くなった第5面(21)が設けられている。パイプ固定ブロック(15)の左側部分には、一端が第1面(16)に開口するとともに他端が第3面(18)に開口し、かつ嵌合凸部(12)の軸線と合致した軸線を有する円筒状のパイプ挿通穴(22)と、第3面(18)側に形成され、かつ長手方向の一端(右端)がパイプ挿通穴(22)の内周面に開口するとともに同他端が第2面(17)に開口したU字状のパイプ収容溝(23)とが形成されている。パイプ固定ブロック(15)のパイプ挿通穴(22)における第1面(16)側の端部(下端部)に大径部(24)が同心状に形成されている。パイプ固定ブロック(15)のパイプ収容溝(23)の溝底部(23a)は部分円筒面状であり、溝底部(23a)の軸線はパイプ挿通穴(22)の軸線と直交している。また、パイプ固定ブロック(15)におけるパイプ挿通穴(22)の内周面とパイプ収容溝(23)の溝底部(23a)の内面との連接部に曲げ加工用丸み(25)が形成されている。また、パイプ固定ブロック(15)の右側部分には、一端が第4面(19)に開口するとともに他端が第5面(21)に開口し、かつパイプ挿通穴(22)の軸線と平行な軸線を有する円筒状のボルト挿通穴(26)が形成されている。
【0026】
図2に示すように、第1配管用パイプ(P1)は、パイプ固定ブロック(15)に保持され、かつ一端が下方に開口するとともに他端が左方に開口したエルボ状の第1部分(27)と、第1部分(27)の一端に連なるとともにパイプ固定ブロック(15)の第1面(16)と直角をなすように第1面(16)から下方に突出した第2部分(28)と、第1部分(27)の他端に連なってパイプ固定ブロック(15)の第2面(17)から左方に突出しかつ第2部分(28)と直角をなす第3部分(29)とよりなる。第1配管用パイプ(P1)の第1部分(27)におけるパイプ固定ブロック(15)の第1面(16)側の端部に、大径部(24)内に嵌め入れられる環状ビード(31)が形成されている。第1配管用パイプ(P1)の第1部分(27)の曲げ内側部分がパイプ固定ブロック(15)の曲げ加工用丸み(25)に密着させられており、第1部分(27)の管壁がパイプ挿通穴(22)の内周面に突っ張ることによって、第1部分(27)がパイプ固定ブロック(15)に固定されている。第1配管用パイプ(P1)の第2部分(28)の外径は、第1部分(27)および第3部分(29)の外径よりも若干大きくなっており、第2部分(28)が嵌合凸部(12)となっている。嵌合凸部(12)の外周面にはOリング装着用の環状溝(32)が全周にわたって形成されており、環状溝(32)内に、雄側継手部材(11)の嵌合凸部(12)の外周面と、雌側継手部材(13)の嵌合凹部(14)の内周面との間をシールするOリング(33)が装着されている。
【0027】
雌側継手部材(13)は金属、ここではアルミニウムから形成されたパイプ固定ブロック(34)と、パイプ固定ブロック(34)に固定されたアルミニウム製の第2配管用パイプ(P2)とよりなる。
【0028】
パイプ固定ブロック(34)の左側部分に、上下方向にのびる段付きのパイプ挿入穴(35)が貫通状に形成されている。パイプ固定ブロック(34)の右側部分に、上下方向にのびるめねじ穴(36)が形成されている。
【0029】
第2配管用パイプ(P2)は、上端部がパイプ挿入穴(35)内に挿入された後、パイプ挿入穴(35)の内周面に密着するように拡管されることによって、パイプ固定ブロック(34)に固定されている。第2配管用パイプ(P2)におけるパイプ挿入穴(35)の下端部を除いた大径部内に位置する部分の内部が、上方に開口しかつ内周面が円筒面となされた嵌合凹部(14)となっている。
【0030】
雄側継手部材(11)と雌側継手部材(13)とは、次のようにして相互に連結されて配管用継手(10)が形成されている。すなわち、雌側継手部材(13)の嵌合凹部(14)内に雄側継手部材(11)の嵌合凸部(12)が嵌め入れられ、ボルト(37)が雄側継手部材(11)のボルト挿通穴(26)に上方から通されるとともに、雌側継手部材(13)のめねじ穴(36)にねじ嵌められることによって、雄側継手部材(11)と雌側継手部材(13)とが相互に連結されて配管用継手(10)が形成されており、これにより両配管用パイプ(P1)(P2)が冷凍サイクル用配管継手(10)を介して連通状に接続されている。
【0031】
次に、雄側継手部材(11)の製造方法について、図5および図6を参照して説明する。
【0032】
まず、第1〜第5面(16)(17)(18)(19)(21)を有するパイプ固定ブロック(15)と、真っ直ぐな第1配管用パイプ(P1)とを用意する。パイプ固定ブロック(15)に、パイプ挿通穴(22)、パイプ収容溝(23)、大径部(24)、曲げ加工用丸み(25)およびボルト挿通穴(26)を形成しておく。また、真っ直ぐな第1配管用パイプ(P1)の一端寄りの部分に、パイプ固定ブロック(15)の大径部(24)内に嵌め入れられる環状ビード(31)を形成するとともに、環状ビード(31)よりも前記一端側の外径を他の部分の外径よりも大径とし、さらに当該大径部(Pa)の外周面に環状溝(32)を形成しておく。
【0033】
ついで、大径部(Pa)が第1面(16)から突出するとともに、大径部(Pa)が形成された側と反対側の端部が第3面(18)から突出するように、第1配管用パイプ(P1)を、大径部(Pa)が形成された側と反対側の端部からパイプ固定ブロック(15)のパイプ挿通穴(22)に通し、環状ビード(31)を大径部(24)内に嵌め入れる。
【0034】
ついで、図5に示すように、第1配管用パイプ(P1)におけるパイプ固定ブロック(15)の第1面(16)から突出した大径部(Pa)、およびパイプ固定ブロック(15)を、図5の左右方向(真っ直ぐな第1配管用パイプ(P1)の長手方向)に移動自在であるとともに、パイプ挿通穴(22)の軸線およびパイプ収容溝(23)の溝底部(23a)の部分円筒面の軸線と直交する直線の周りに回転可能に配置されたクランプ型(38)によりクランプする。また、第1配管用パイプ(P1)におけるパイプ固定ブロック(15)の第3面(18)から突出した部分を、真っ直ぐな第1配管用パイプ(P1)の長手方向の移動のみを許容する押さえ型(39)により保持する。
【0035】
その後、クランプ型(38)を、図5の右方(真っ直ぐな第1配管用パイプ(P1)の長手方向に押さえ型(39)から遠ざかる方向)に移動させながら、パイプ固定ブロック(15)のパイプ挿通穴(22)の軸線およびパイプ収容溝(23)の溝底部(23a)の部分円筒面の軸線と直交する直線の周りに回転させ、これにより第1配管用パイプ(P1)を曲げ加工用丸み(25)を利用して曲げることによって、図6に示すように、第1配管用パイプ(P1)に、エルボ状の第1部分(27)と、第1部分(27)の一端に連なるとともにパイプ固定ブロック(15)の第1面(16)と直角をなすように第1面(16)から突出した第2部分(28)と、第1部分(27)の他端に連なってパイプ固定ブロック(15)の第1面(16)と所定角度をなす第2面(17)から突出しかつ第2部分(28)と所定の角度をなす第3部分(29)とを形成し、第1部分(27)の曲げ内側部分をパイプ固定ブロック(15)の曲げ加工用丸み(25)に密着させる。第1配管用パイプ(P1)を曲げた際に、第1配管用パイプ(P1)の第1部分(27)の管壁を、パイプ固定ブロック(15)のパイプ挿通穴(22)の内周面に突っ張らせ、これにより第1部分(27)をパイプ固定ブロック(15)に固定する。こうして、雄側継手部材(11)が製造される。
【0036】
図7は、この発明による雄側継手部材の変形例を示す。
【0037】
図7に示す雄側継手部材(40)のパイプ固定ブロック(41)の場合、一端が第4面(19)に開口するとともに他端が第5面(21)に開口したボルト挿通穴(26)が形成された部分(42)は、図7に実線で示すように、平面から見て第1配管用パイプ(P1)の第3部分(29)と90度をなす位置に設けられている。なお、この部分(42)は、図7に実線で示す位置と鎖線で示す位置との間の角度範囲X、すなわち平面から見て第1配管用パイプ(P1)の第3部分(29)と90〜270度をなす位置に設けることが可能である。
【産業上の利用可能性】
【0038】
この発明による雄側継手部材は、車両に搭載される空調装置を構成する冷凍サイクルにおいて、配管を形成する配管用パイプどうしを接続する配管用継手に好適に用いられる。
【符号の説明】
【0039】
(10):配管用継手
(11)(40):雄側継手部材
(12):嵌合凸部
(13):雌側継手部材
(14):嵌合凹部
(15)(41):パイプ固定ブロック
(16):第1面
(17):第2面
(18):第3面
(22):パイプ挿通穴
(23):パイプ収容溝
(23a):溝底部
(24):大径部
(25):曲げ加工用丸み
(27):第1部分
(28):第2部分
(29):第3部分
(31):環状ビード
(17)(31):回り止め部
(18)(32):広がり部
(21)(33):嵌入部
(38):クランプ型
(39):押さえ型
(P1):第1配管用パイプ
【特許請求の範囲】
【請求項1】
円筒状の嵌合凸部を有する雄側継手部材および嵌合凸部が嵌る嵌合凹部を有する雌側継手部材を備えている配管用継手に用いられる雄側継手部材であって、パイプ固定ブロックと、パイプ固定ブロックに固定された配管用パイプとよりなり、パイプ固定ブロックが、平坦な第1面、第1面と所定角度をなす第2面および第1面とは反対側を向いた第3面を有しており、配管用パイプが、パイプ固定ブロックに保持されたエルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から外方に突出し、かつ嵌合凸部を構成する第2部分と、第1部分の他端に連なってパイプ固定ブロックの第2面から外方に突出しかつ第2部分と所定の角度をなす第3部分とよりなる雄側継手部材において、
パイプ固定ブロックが、一端が第1面に開口するとともに他端が第3面に開口し、かつ嵌合凸部の軸線と合致した軸線を有する円筒状のパイプ挿通穴と、第3面側に形成され、かつ長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝とを備えており、パイプ収容溝の溝底部が部分円筒面状であり、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みが形成され、配管用パイプの第1部分の曲げ内側部分が曲げ加工用丸みに密着させられている雄側継手部材。
【請求項2】
配管用パイプの第1部分の管壁がパイプ挿通穴の内周面に突っ張ることによって、第1部分がパイプ固定ブロックに固定されている請求項1記載の雄側継手部材。
【請求項3】
パイプ挿通穴におけるパイプ固定ブロックの第1面側の端部に大径部が形成され、配管用パイプの第1部分における第1面側の端部に、大径部内に嵌め入れられる環状ビードが形成されている請求項1または2記載の雄側継手部材。
【請求項4】
パイプ固定ブロックの第2面が第1面と直角をなす平坦面であり、第3面が第1面と平行であるとともに第2面と直角をなす平坦面である請求項1〜3のうちのいずれかに記載の雄側継手部材。
【請求項5】
請求項1〜4のうちのいずれかに記載の雄側継手部材を製造する方法であって、
平坦な第1面、第1面と所定角度をなす第2面、および第1面とは反対側を向いた第3面を有するパイプ固定ブロックと、真っ直ぐな配管用パイプとを用意すること、
パイプ固定ブロックの第1面と第3面との間に、一端が第1面に開口するとともに他端が第3面に開口し、かつ第1面と直交する軸線を有する円筒状のパイプ挿通穴を貫通状に形成し、パイプ固定ブロックの第3面側に、長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝を形成し、パイプ挿通穴における第1面側の端部に大径部を形成し、パイプ収容溝の溝底部を部分円筒面状にするとともに、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みを付与しておくこと、
真っ直ぐな配管用パイプの一端寄りの部分に、パイプ固定ブロックの大径部内に嵌め入れられる環状ビードを形成しておくこと、
配管用パイプを、一端側が第1面から突出するとともに、他端側が第3面から突出するようにパイプ固定ブロックのパイプ挿通穴に通し、環状ビードを大径部内に嵌め入れること、
配管用パイプにおけるパイプ固定ブロックの第1面から突出した部分、およびパイプ固定ブロックを、真っ直ぐな配管用パイプの長手方向に移動自在であるとともに、パイプ固定ブロックのパイプ挿通穴の軸線およびパイプ収容溝の溝底部の部分円筒面の軸線と直交する直線の周りに回転可能に配置されたクランプ型によりクランプすること、
配管用パイプにおけるパイプ固定ブロックの第3面から突出した部分を、真っ直ぐな配管用パイプの長手方向の移動のみを許容する押さえ型により保持すること、
ならびにクランプ型を、真っ直ぐな配管用パイプの長手方向に押さえ型から遠ざかるように移動させながら、パイプ固定ブロックのパイプ挿通穴の軸線およびパイプ収容溝の溝底部の部分円筒面の軸線と直交する直線の周りに回転させ、これにより配管用パイプを曲げ加工用丸みを利用して曲げることによって、配管用パイプに、エルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から突出した第2部分と、第1部分の他端に連なってパイプ固定ブロックの第1面と所定角度をなす第2面から突出しかつ第2部分と所定の角度をなす第3部分とを形成し、第1部分の曲げ内側部分をパイプ固定ブロックの曲げ加工用丸みに密着させることを特徴とする雄側継手部材の製造方法。
【請求項6】
配管用パイプを曲げた際に、配管用パイプの第1部分の管壁を、パイプ固定ブロックのパイプ挿通穴の内周面に突っ張らせ、これにより第1部分をパイプ固定ブロックに固定する請求項5記載の雄側継手部材の製造方法。
【請求項7】
コンプレッサと、コンデンサと、エバポレータと、エバポレータに流入する冷媒を減圧する減圧器とが配管により接続された冷凍サイクルであって、配管を構成する配管用パイプが、請求項1〜4のうちのいずれかに記載の雄側継手部材を有する配管用継手によって接続されている雄側継手部材を有する冷凍サイクル。
【請求項1】
円筒状の嵌合凸部を有する雄側継手部材および嵌合凸部が嵌る嵌合凹部を有する雌側継手部材を備えている配管用継手に用いられる雄側継手部材であって、パイプ固定ブロックと、パイプ固定ブロックに固定された配管用パイプとよりなり、パイプ固定ブロックが、平坦な第1面、第1面と所定角度をなす第2面および第1面とは反対側を向いた第3面を有しており、配管用パイプが、パイプ固定ブロックに保持されたエルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から外方に突出し、かつ嵌合凸部を構成する第2部分と、第1部分の他端に連なってパイプ固定ブロックの第2面から外方に突出しかつ第2部分と所定の角度をなす第3部分とよりなる雄側継手部材において、
パイプ固定ブロックが、一端が第1面に開口するとともに他端が第3面に開口し、かつ嵌合凸部の軸線と合致した軸線を有する円筒状のパイプ挿通穴と、第3面側に形成され、かつ長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝とを備えており、パイプ収容溝の溝底部が部分円筒面状であり、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みが形成され、配管用パイプの第1部分の曲げ内側部分が曲げ加工用丸みに密着させられている雄側継手部材。
【請求項2】
配管用パイプの第1部分の管壁がパイプ挿通穴の内周面に突っ張ることによって、第1部分がパイプ固定ブロックに固定されている請求項1記載の雄側継手部材。
【請求項3】
パイプ挿通穴におけるパイプ固定ブロックの第1面側の端部に大径部が形成され、配管用パイプの第1部分における第1面側の端部に、大径部内に嵌め入れられる環状ビードが形成されている請求項1または2記載の雄側継手部材。
【請求項4】
パイプ固定ブロックの第2面が第1面と直角をなす平坦面であり、第3面が第1面と平行であるとともに第2面と直角をなす平坦面である請求項1〜3のうちのいずれかに記載の雄側継手部材。
【請求項5】
請求項1〜4のうちのいずれかに記載の雄側継手部材を製造する方法であって、
平坦な第1面、第1面と所定角度をなす第2面、および第1面とは反対側を向いた第3面を有するパイプ固定ブロックと、真っ直ぐな配管用パイプとを用意すること、
パイプ固定ブロックの第1面と第3面との間に、一端が第1面に開口するとともに他端が第3面に開口し、かつ第1面と直交する軸線を有する円筒状のパイプ挿通穴を貫通状に形成し、パイプ固定ブロックの第3面側に、長手方向の一端がパイプ挿通穴の内周面に開口するとともに同他端が第2面に開口したパイプ収容溝を形成し、パイプ挿通穴における第1面側の端部に大径部を形成し、パイプ収容溝の溝底部を部分円筒面状にするとともに、パイプ挿通穴の内周面とパイプ収容溝の溝底部の内面との連接部に曲げ加工用丸みを付与しておくこと、
真っ直ぐな配管用パイプの一端寄りの部分に、パイプ固定ブロックの大径部内に嵌め入れられる環状ビードを形成しておくこと、
配管用パイプを、一端側が第1面から突出するとともに、他端側が第3面から突出するようにパイプ固定ブロックのパイプ挿通穴に通し、環状ビードを大径部内に嵌め入れること、
配管用パイプにおけるパイプ固定ブロックの第1面から突出した部分、およびパイプ固定ブロックを、真っ直ぐな配管用パイプの長手方向に移動自在であるとともに、パイプ固定ブロックのパイプ挿通穴の軸線およびパイプ収容溝の溝底部の部分円筒面の軸線と直交する直線の周りに回転可能に配置されたクランプ型によりクランプすること、
配管用パイプにおけるパイプ固定ブロックの第3面から突出した部分を、真っ直ぐな配管用パイプの長手方向の移動のみを許容する押さえ型により保持すること、
ならびにクランプ型を、真っ直ぐな配管用パイプの長手方向に押さえ型から遠ざかるように移動させながら、パイプ固定ブロックのパイプ挿通穴の軸線およびパイプ収容溝の溝底部の部分円筒面の軸線と直交する直線の周りに回転させ、これにより配管用パイプを曲げ加工用丸みを利用して曲げることによって、配管用パイプに、エルボ状の第1部分と、第1部分の一端に連なるとともにパイプ固定ブロックの第1面と直角をなすように第1面から突出した第2部分と、第1部分の他端に連なってパイプ固定ブロックの第1面と所定角度をなす第2面から突出しかつ第2部分と所定の角度をなす第3部分とを形成し、第1部分の曲げ内側部分をパイプ固定ブロックの曲げ加工用丸みに密着させることを特徴とする雄側継手部材の製造方法。
【請求項6】
配管用パイプを曲げた際に、配管用パイプの第1部分の管壁を、パイプ固定ブロックのパイプ挿通穴の内周面に突っ張らせ、これにより第1部分をパイプ固定ブロックに固定する請求項5記載の雄側継手部材の製造方法。
【請求項7】
コンプレッサと、コンデンサと、エバポレータと、エバポレータに流入する冷媒を減圧する減圧器とが配管により接続された冷凍サイクルであって、配管を構成する配管用パイプが、請求項1〜4のうちのいずれかに記載の雄側継手部材を有する配管用継手によって接続されている雄側継手部材を有する冷凍サイクル。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−61047(P2013−61047A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−201337(P2011−201337)
【出願日】平成23年9月15日(2011.9.15)
【出願人】(596083364)日冷工業株式会社 (10)
【出願人】(512025676)株式会社ケーヒン・サーマル・テクノロジー (25)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月15日(2011.9.15)
【出願人】(596083364)日冷工業株式会社 (10)
【出願人】(512025676)株式会社ケーヒン・サーマル・テクノロジー (25)
[ Back to top ]