
集積梱包システム
【課題】 生産形態の切り換えが最小限の投資で可能な物品の集積梱包システムを提供する。
【解決手段】 上流側のシールチェッカ100から受け取った袋詰物品X
を複数個集積して梱包する集積梱包システムにおいて、手動タイプの集積装置200と同じく手動タイプの梱包装置300とをそれぞれモジュール化して結合する。結合に際しては、少なくとも一方が交換可能となるように、結合部が相手方の交換時にも物品X及び電気信号の受け渡しができる構成とする。
【解決手段】 上流側のシールチェッカ100から受け取った袋詰物品X
を複数個集積して梱包する集積梱包システムにおいて、手動タイプの集積装置200と同じく手動タイプの梱包装置300とをそれぞれモジュール化して結合する。結合に際しては、少なくとも一方が交換可能となるように、結合部が相手方の交換時にも物品X及び電気信号の受け渡しができる構成とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、供給された物品を複数個集積して段ボール箱や大袋に梱包するシステムに関し、物品梱包の技術分野に属する。
【背景技術】
【0002】
従来より、上流側から供給されたスナック菓子等の袋詰物品を複数個集積し、下流側で段ボール箱や大袋に詰め込んで梱包することがある。例えば特許文献1に開示のシステムは、包装機で製造された袋詰物品を水平姿勢で受け入れてシールチェックしたのち、該物品をこの姿勢で2個ずつ集積して段ボール箱に箱詰めするものである。
【0003】
また、上流側より供給された袋詰物品を起立姿勢で複数個集積状態とし、下流側で一斉に排出して段ボール箱に箱詰めするシステムとしては特許文献2に開示のものが、一方、大袋に袋詰めするシステムとしては特許文献3に開示のものがある。
【0004】
【特許文献1】特開昭60−23105号公報
【特許文献2】特開2003−212337号公報
【特許文献3】特開2004−331202号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、このようなシステムは通常は構成が固定的であり、例えば梱包前の物品寸法、集積形態、集積個数等、あるいは梱包時の梱包個数、梱包資材等に変更が生じると、集積装置や梱包装置を含むシステムをそっくり別構成のものに切り換える場合がある。したがって、昨今のように物品に対する市場ニーズが短期間のうちに変化する中で、システム使用側では生産設備の切り換えに多大な投資が必要になるという問題がある。
【0006】
そこで、本発明は、生産形態の切り換えが最小限の投資で可能な物品の集積梱包システムの提供を課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0008】
まず、請求項1に記載の発明は、上流側から供給された物品を受け入れて複数個集積したのち、下流側で梱包する集積梱包システムであって、前記集積工程と梱包工程とを実行するためのそれぞれモジュール化され、かつ、互いに結合可能とされた集積装置と梱包装置とを有し、これらの少なくとも一方が交換可能なように、両装置の結合部が相手方の交換時にも物品及び電気信号の受け渡しができる構成とされていることを特徴とする。
【0009】
また、請求項2に記載の発明は、前記請求項1に記載の集積梱包システムにおいて、前記集積装置は、上流側から供給された物品を手動で集積する手動集積装置、または自動集積手段を備えた自動集積装置であることを特徴とする。
【0010】
また、請求項3に記載の発明は、前記請求項1に記載の集積梱包システムにおいて、前記梱包装置は、集積された物品を手動で箱もしくは袋に梱包する手動梱包装置、または自動梱包手段を備えた自動梱包装置であることを特徴とする。
【0011】
また、請求項4に記載の発明は、前記請求項1から請求項3のいずれかに記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、クランプ部品を介して結合されるように構成されていることを特徴とする。
【0012】
また、請求項5に記載の発明は、前記請求項1から請求項4のいずれかに記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、前記梱包装置の物品受入間口が前記集積装置の物品排出間口に比較して同等もしくは広い状態で結合されるように構成されていることを特徴とする。
【0013】
また、請求項6に記載の発明は、前記請求項5に記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、前記集積装置の物品排出高さが前記梱包装置の物品受入高さに比較して同等もしくは高い状態で結合されるように構成されていることを特徴とする。
【0014】
また、請求項7に記載の発明は、前記請求項5に記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、前記集積装置の物品排出高さが前記梱包装置の物品受入高さに比較して同等もしくは低い状態で結合されるように構成されていることを特徴とする。
【0015】
また、請求項8に記載の発明は、前記請求項1から請求項7のいずれかに記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、信号送信側装置からの信号群が変更されても信号受信側装置が該信号群を受信可能とされていることを特徴とする。
【0016】
また、請求項9に記載の発明は、前記請求項8に記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、コネクタを介して結合されるように構成されていることを特徴とする。
【0017】
また、請求項10に記載の発明は、前記請求項9に記載の集積梱包システムにおいて、前記コネクタは、一括着脱可能に構成されていることを特徴とする。
【0018】
また、請求項11に記載の発明は、前記請求項1から請求項10のいずれかに記載の集積梱包システムにおいて、前記集積装置と梱包装置とには、該集積装置の動作と梱包装置の動作とを制御するための個別制御手段がそれぞれ備えられていることを特徴とする。
【0019】
また、請求項12に記載の発明は、前記請求項11に記載の集積梱包システムにおいて、前記集積装置と梱包装置とは、それぞれ固有の個体識別情報が付与されており、かつ、前記両個別制御手段は、前記個体識別情報に基づいて互いに相手方を認識しつつ、通信媒体を介して接続可能とされていることを特徴とする。
【0020】
また、請求項13に記載の発明は、前記請求項11または請求項12に記載の集積梱包システムにおいて、前記集積装置と梱包装置とを統括的に制御する統括制御手段が備えられており、該統括制御手段は、前記いずれか一方の個別制御手段と一体的に備えられているか、または、別体として備えられていることを特徴とする。
【0021】
また、請求項14に記載の発明は、前記請求項13に記載の集積梱包システムにおいて、前記統括制御手段には、前記集積装置と梱包装置との組合せごとに、前記両装置が結合されたときに必要となるソフトウエアプログラムを記憶するプログラム記憶手段が備えられていると共に、前記各個別制御手段には、各装置を動作させるためのソフトウエアプログラムが保有されており、前記統括制御手段は、前記集積装置と梱包装置とが結合されたときに、前記通信媒体を介して前記装置ごとに付与された前記個体識別情報を読み出すと共に、該読み出した情報に基づいて前記プログラム記憶手段から該当するソフトウエアプログラムを読み出して、前記各装置を制御することを特徴とする。
【0022】
また、請求項15に記載の発明は、前記請求項13に記載の集積梱包システムにおいて、前記統括制御手段には、前記集積装置と梱包装置との組合せごとに、前記両装置が結合されたときに必要となるソフトウエアプログラムと、前記各装置を動作させるためのソフトウエアプログラムとを記憶するプログラム記憶手段が備えられており、前記統括制御手段は、前記集積装置と梱包装置とが結合されたときに、前記通信媒体を介して前記装置ごとに付与された前記個体識別情報を読み出すと共に、該読み出した情報に基づいて前記プログラム記憶手段から該当する各ソフトウエアプログラムを読み出して、前記各装置を制御することを特徴とする。
【0023】
また、請求項16に記載の発明は、前記請求項13から請求項15のいずれかに記載の集積梱包システムにおいて、前記統括制御手段には、前記物品の種類ごとに集積及び梱包に関する情報を記憶する物品情報記憶手段が備えられており、前記統括制御手段は、前記物品の種類が指定されたときに、前記物品情報記憶手段から当該物品に関する情報を読み出して、前記集積装置及び梱包装置を物品の種類に応じて制御することを特徴とする。
【0024】
また、請求項17に記載の発明は、前記請求項12から請求項16のいずれかに記載の集積梱包システムにおいて、前記通信媒体に接続して操作可能なリモートコントロール手段が備えられていることを特徴とする。
【0025】
また、請求項18に記載の発明は、前記請求項17に記載の集積梱包システムにおいて、前記リモートコントロール手段は、前記統括制御手段の機能を備えていることを特徴とする。
【0026】
また、請求項19に記載の発明は、前記請求項12から請求項18のいずれかに記載の集積梱包システムにおいて、前記集積装置及び梱包装置の個別制御手段同士を接続する通信媒体には、該通信媒体を介して当該装置に接続された装置を停止させるための回線が設けられていることを特徴とする。
【0027】
そして、請求項20に記載の発明は、前記請求項1から請求項19のいずれかに記載の集積梱包システムにおいて、前記集積装置及び梱包装置には、移動手段が備えられていることを特徴とする。
【発明の効果】
【0028】
まず、請求項1に記載の発明によれば、集積装置及び梱包装置はそれぞれモジュール化され、しかも、両装置の結合部が相手方の交換時にも物品及び電気信号の受け渡しができる構成とされているので、一方を別仕様のものに交換する場合にも、物品形態、集積形態、梱包形態等に対応可能なシステムを容易に構築することができる。したがって、従来のように集積装置や梱包装置を含むシステムをそっくり別構成のものに切り換える必要はなく、生産形態の切り換えが最小限の投資で可能な物品の集積梱包システムが実現される。
【0029】
さらに、フレキシブルな設備投資を展開することができる。すなわち、各装置は新しいシステムを段階的に構築することができる構成をあらかじめ付帯させることで、設備投資額の少ない手動梱包方式から、設備投資額の多い自動梱包方式へと段階的に設備を増強していくことが可能となる。したがって、例えば年度ごとの投資予算が限られた条件下でも、各装置単位の費用でシステムを拡張することができ、その結果、少ない費用負担でありながら最終的には高機能を備えたシステムが実現されることになる。
【0030】
また、請求項2に記載の発明によれば、集積装置として手動集積装置または自動集積装置が、請求項3に記載の発明によれば、梱包装置として手動梱包装置または自動梱包装置が、それぞれ選択可能となる。
【0031】
また、請求項4に記載の発明によれば、集積装置と梱包装置との機械的な結合部はクランプ部品を介した構成であるので、相手方を交換するときの結合あるいは解除の作業性は向上する。その場合、クランプ部品を位置決め用に使用すれば、さらに作業性は向上すると共に両装置を適正に整合させながら結合することができる。
【0032】
また、請求項5に記載の発明によれば、集積装置と梱包装置との機械的な結合部では、下流側の梱包装置の物品受入間口は上流側の集積装置の物品排出間口に比較して同等もしくは広くされているので、上流側から下流側への物品の受け渡しはスムーズになる。
【0033】
その場合、請求項6に記載の発明によれば、上流側の集積装置の物品排出高さは下流側の梱包装置の物品受入高さに比較して同等もしくは高くされているので、上流側から下流側への物品の受け渡しは一層スムーズになる。
【0034】
一方、請求項7に記載の発明によれば、レイアウトの都合上、上流側の集積装置の物品排出高さが下流側の梱包装置の物品受入高さに比較して同等もしくは低くされている場合においても、上流側から下流側へのスムーズな物品の受け渡しが確保される。
【0035】
また、請求項8に記載の発明によれば、集積装置と梱包装置との電気的な結合部は、信号送信側装置からの信号群が変更されても信号受信側装置が該信号群を受信可能とされているので、一方が交換されても電気信号の受け渡しは確保される。すなわち、信号受信側装置は、信号送信側装置に必要な最大種類の信号を受信可能とされているので、信号送信側装置が交換されても電気信号の受け渡しは確保される。
【0036】
さらに、信号受信側装置と信号送信側装置との間の配線を、この集積梱包システムに限定することなく生産ラインにわたって繰り返すことによって全体の電気信号系統を完成させることができるので、この生産ラインの最上流側装置と最下流側装置との間に長大な電線を引き回すことがなく、作業環境はすっきりしたものとなる。
【0037】
その場合、請求項9に記載の発明によれば、結合部を汎用性のある器材であるコネクタを使用して構成することができるメリットがある。
【0038】
そして、請求項10に記載の発明によれば、一括着脱可能な構成のコネクタが使用されるから、工具なしで着脱を行うことができ、もって相手方を交換するときの結合あるいは解除の作業性が向上する。
【0039】
また、請求項11に記載の発明によれば、集積装置と梱包装置とにそれぞれ個別制御手段が備えられているので、装置ごとに独立して効率的な制御を行なうことが可能となる。
【0040】
また、請求項12に記載の発明によれば、集積装置及び梱包装置の個別制御手段が例えば社内LANのような通信媒体を介して接続されているので、両個別制御手段間で相互に通信することができる。その場合、集積装置及び梱包装置にそれぞれIPアドレスのような固有の個体識別情報が付与されているので、社内LANに何が接続されたか、あるいは結合された相手方は何であるか等が確実に判明すると共に、各装置を確実に動作させることができる。
【0041】
また、請求項13に記載の発明によれば、統括制御手段によって集積装置と梱包装置とが一括して効率的に制御される。その場合、統括制御手段を集積装置と梱包装置のいずれか一方の個別制御手段と一体的に備えれば、レイアウトがすっきりしたものとなり、統括制御手段を別体に備えれば、その設置場所の自由度が増すことになる。
【0042】
また、請求項14及び請求項15に記載の発明によれば、集積装置と梱包装置とが結合されたとき、統括制御手段はこれら装置の組合せごとに、結合されたときに必要となるソフトウエアプログラムを自動的にローディングするので、効率のよい集積梱包システムを構築することが可能となる。
【0043】
その場合、特に請求項15に記載の発明によれば、前記統括制御手段により、各装置に固有のソフトウエアプログラムも自動的にローディングされるようになるので、各装置の個別制御手段の負荷が軽減される。
【0044】
また、請求項16に記載の発明によれば、物品の種類が指定されたとき、統括制御手段は物品の種類に応じて集積装置と梱包装置とを一括して確実かつ効率的に制御することができる。
【0045】
また、請求項17に記載の発明によれば、リモートコントロール手段を例えば社内LANに接続することにより、便利な場所でこのリモートコントロール手段を操作することができ、作業性が向上する。
【0046】
また、請求項18に記載の発明によれば、リモートコントロール手段は統括制御手段の機能を備えているので、集積装置と梱包装置との組合せが変更されても、システム全体を制御することができるリモートコントロール手段は残ることになる。すなわち、例えば制御のためのソフトウエアプログラムの記憶先として最適である。さらに、この種のシステムでは、操作パネルや操作ボタンを有するリモートコントロール手段が備えられるのが通例であることからも、このリモートコントロール手段が統括制御手段を兼ねるメリットは大きい。
【0047】
また、請求項19に記載の発明によれば、集積装置及び梱包装置の個別制御手段同士を接続する通信媒体には、該通信媒体を介して当該装置に接続された装置を停止させるための回線が設けられているので、特定の装置において非常停止ボタン等を介して非常停止が指示されたとき、集積梱包システム全体を非常停止状態とすることができ、安全性の高いシステムが実現される。これを集積梱包システムの前後工程に展開すれば、同様に安全性の高い生産ラインが実現される。
【0048】
そして、請求項20に記載の発明によれば、例えばキャスタ等を集積装置及び梱包装置に付設することにより、これら装置を交換、移動する場合の作業性はさらに向上する。
【発明を実施するための最良の形態】
【0049】
本発明の実施の形態に係る集積梱包システムを採用した生産ラインについて説明する。
【0050】
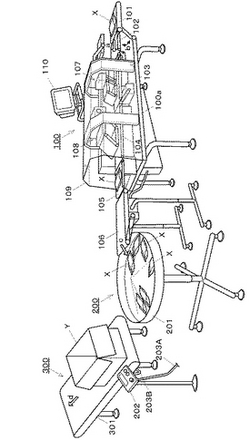
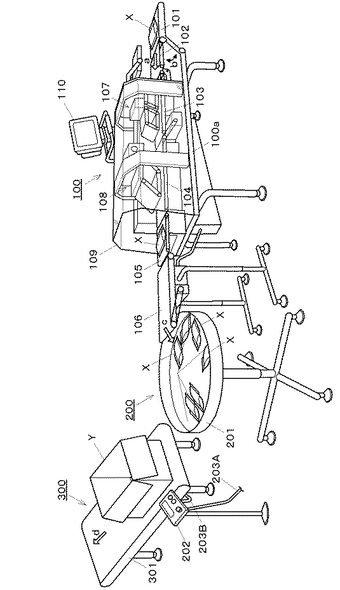
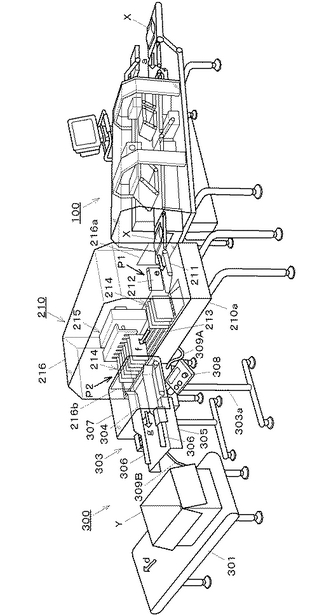
この生産ラインは、上流側から供給されたスナック菓子等が充填された袋詰物品を複数個集積したのち、下流側で段ボール箱や大袋に詰め込んで梱包することが可能に構成されたものであり、図1に示す生産ラインでは、集積梱包システムは、例えば新製品の初期生産段階に設備されたもので、比較的簡易な構成とされている。
【0051】
すなわち、この生産ラインは上流側から順に、例えば図示しない包装機で製造された袋詰物品Xのシール性を検査するシールチェッカ100、該シールチェッカ100で検査された物品Xを複数個集積する集積装置200、及び作業者が該集積装置200から取り上げた物品X…Xを段ボール箱Yに詰め込むための梱包装置300を備えている。その場合に特徴的なこととして、前記集積装置200と梱包装置300とはそれぞれモジュール化され、かつ、互いに結合されており、これらの少なくとも一方が交換可能なように、両装置200,300の結合部が相手方の交換時にも物品X及び電気信号を受け渡すことができる構成とされている。
【0052】
シールチェッカ100は、概ね水平姿勢で搬送中の袋詰物品Xを上方から押圧してシール性を検査するもので、支持脚を有するフレーム100aに支持されており、包装機から供給される物品Xを受け取って矢印a方向に搬送する第1〜第6コンベア101〜106を備えている。その場合、これら第1〜第6コンベア101〜106は、下流側ほど若干上方に傾斜するように構成されている。
【0053】
また、第2コンベア102は、受け取った物品Xが連包品のような異常品の場合、矢印bで示すように揺動して異常品を下方に振り分けて排出する振分機能を有している。第3コンベア103の上方に、物品Xを上方から適度に押圧して内容物をならすならし部107が備えられている。第4コンベア104の上方に、物品Xを上方から押圧してシール性を検査する検査部108が備えられている。第5コンベア105は図示しないエアジェットを備え、シール検査で不良と判定された物品Xを側方に振り分けて排出する振分機能を有している。
【0054】
また、第3コンベア103、第4コンベア104、ならし部107、及び検査部108の上方をほぼ覆うと共に搬送方向aの上下流両側の面が開口したカバー109と、操作部110とが備えられている。
【0055】
集積装置200は手動タイプのもので、前記第6コンベア106の下流端に連設されて、矢印cで示すように落下する物品Xを受け取って集積するターンテーブル201と、操作部202とを備えている。また、操作部202から、シールチェッカ100側に配線203Aが、梱包装置300側に配線203Bが、それぞれ延びて接続されている。
【0056】
梱包装置300は手動タイプのもので、前記集積装置200の近傍に配設されたコンベア301を有している。また、該コンベア301上に空の段ボール箱Yが一面に設けられた開口を上に向けて載置されており、作業者が集積装置200から所定個数の物品X…Xを取り上げて、段ボール箱Yに詰め込むことができるようになっている。満杯にされた段ボール箱Yは、コンベア301で矢印d方向に搬送される。
【0057】
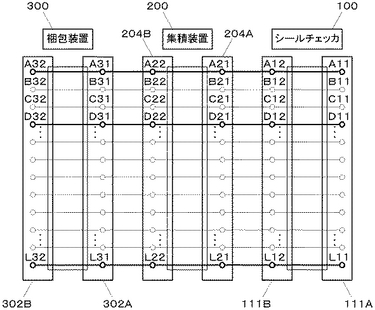
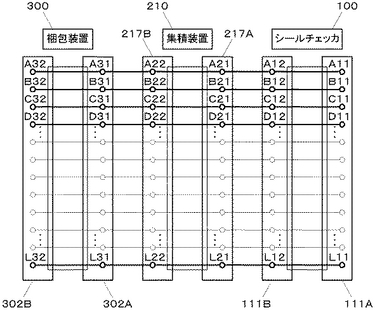
図2に示すように、シールチェッカ100、集積装置200、及び梱包装置300は、上流側と下流側とにそれぞれ一括脱着可能なコネクタ111A,111B,204A,204B,302A,302Bを備えており、シールチェッカ100と集積装置200との結合部、及び集積装置200と梱包装置300との結合部は、コネクタ111Bとコネクタ204Aと,及びコネクタ204Bとコネクタ302Aとを介して結合されるように構成されており、かつ、該コネクタ111B,204A,204B,302Aは、信号送信側装置、例えば梱包装置300からの信号群が変更されても信号受信側装置、例えば集積装置200が該信号群を受信可能とされている。すなわち、集積装置200は、梱包装置300に必要な最大種類の電気信号を受信可能とされている。
【0058】
例えば、集積装置200では、下流側コネクタ204Bに想定範囲内でどのような梱包装置300が結合されても電気信号の受け渡しができるように、最大種類の信号を受信可能に複数の極A22,B22,C22,D22,…,L22が備えられている。また、梱包装置300の上流側コネクタ302Aでも、同様に極A31,B31,C31,D31,…,L31が備えられている。
【0059】
一例として、シールチェッカ100、集積装置200、及び梱包装置300における極A11,A12,A21,A22,A31,A32は、結合された装置100,200,300が何であるかを識別するために各装置100,200,300に付与されたIPアドレスのような機械識別コードに対応する機械識別信号の受け渡し用に、極B11,B12,B21,B22,B31,B32は、図示しない物品センサに基づく物品Xの受渡完了信号の受け渡し用に、極C11,C12,C21,C22,C31,C32は、同じく物品Xの受取完了信号の受け渡し用に、極D11,D12,D21,D22,D31,D32は、物品Xの種類ごとに集積及び梱包に関する設定条件を予約するための物品予約コードに対応する物品予約信号の受け渡し用に、そして、極L11,L12,L21,L22,L31,L32は、非常停止時や作業終了時の運転停止信号の受け渡し用に、それぞれ割り振られている。
【0060】
その場合、図1に示した生産ラインでは、手動タイプの集積装置200と手動タイプの梱包装置300とが使用されており、通常は物品センサを介して両装置200,300間における物品Xの受け渡し及び受け取りの検出は行なわないことから、極B22と極B31と、及び極C22と極C31とを介した電気信号の受け渡しは行なわれない。一方、極A22と極A31と、極D22と極D31と、及び極L22と極L31とを介した電気信号の受け渡しは行なわれる。
【0061】
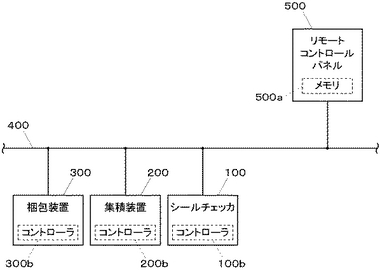
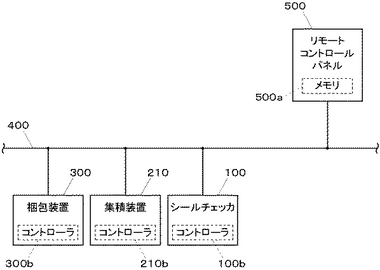
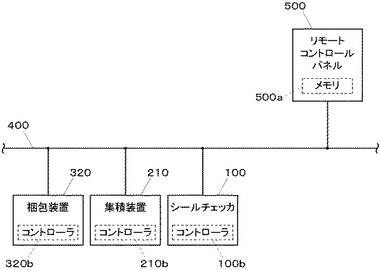
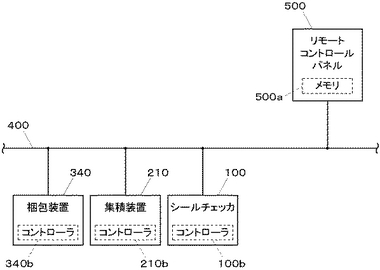
図3に示すように、シールチェッカ100、集積装置200、及び梱包装置300には、これらをそれぞれ動作させるためのソフトウエアプログラムを保有して、各動作を制御するためのコントローラ100b,200b,300bがそれぞれ備えられており、これらは社内LAN400に相互に通信可能に接続されている。また、社内LAN400には、遠隔操作が可能であり、かつ、この生産ラインを統括制御する統括制御手段の機能を備えたリモートコントロールパネル500が接続されている。
【0062】
リモートコントロールパネル500はメモリ500aを有しており、該メモリ500aは、シールチェッカ100、集積装置200、及び梱包装置300の組合せごとに、結合されたときに必要となるソフトウエアプログラムを記憶する。そして、リモートコントロールパネル500は、シールチェッカ100、集積装置200、及び梱包装置300が結合されたときに、社内LAN400を介して前記装置100,200,300ごとに付与された機械識別コードを読み出すと共に、該読み出した機械識別コードに基づいて前記メモリ500aから該当するソフトウエアプログラムを自動的にローディングする。
【0063】
また、リモートコントロールパネル500のメモリ500aは、物品Xの種類ごとに集積及び梱包に関する情報を記憶する。この情報には、例えば包材種類や内容物や寸法等の物品形態、集積個数等の集積形態、梱包資材や梱包個数等の梱包形態が含まれ、前記物品予約コードに対応付けられている。そして、リモートコントロールパネル500は、物品Xの種類が指定されたときに、前記メモリ500aからこの物品Xに関する情報を読み出して、シールチェッカ100、集積装置200、及び梱包装置300を物品Xの種類に応じて制御する。
【0064】
ここで、この生産ラインの作用について説明すると、まず、作業開始時に作業者がこの生産ラインの主電源ボタンを押下操作したのち、リモートコントロールパネル500を介して作業開始を指示すると、機械識別コード及び機械識別信号に基づいて現在生産ラインにおいてどの装置100,200,300が結合されているかが認識され、メモリ500aから該当する結合されたときに必要となるソフトウエアプログラムが自動的にローディングされる。
【0065】
そして、作業者がリモートコントロールパネル500を介して物品予約コードを入力すると、前記物品予約コード及び物品予約信号に基づいて対応する情報がメモリ500aから読み出され、各装置100,200,300のコントローラ100b,200b,300bを介して各装置100,200,300の動作が制御されることになる。
【0066】
包装機で連続製造された袋詰物品X…Xが順次シールチェッカ100に導入されると、該シールチェッカ100の検査によって良品とされた物品X…Xは、集積装置200に受け渡されてターンテーブル201に集積される。作業者はターンテーブル201から所定個数の物品X…Xを取り上げて、梱包装置300の段ボール箱Yに詰め込む。こうすることにより、所定個数の物品X…Xが詰め込まれて梱包された箱詰商品が得られることになる。
【0067】
ところで、前記集積装置200を能率向上が可能な構成のものに交換することがあり、その場合について説明する。
【0068】
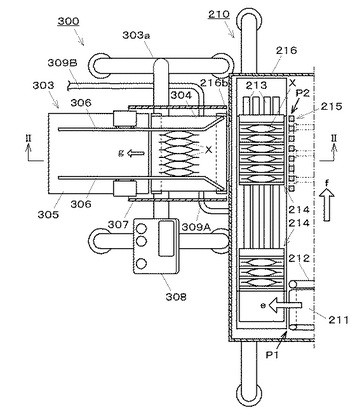
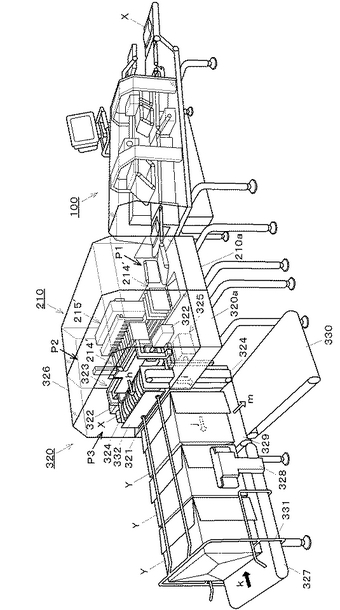
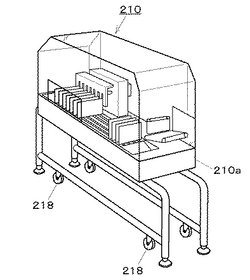
図4〜6に示す新たな集積装置210は自動タイプに構成されたもので、シールチェッカ100の下流端に連結されると共に該シールチェッカ100による物品Xの搬送方向aに直交する方向に延びて、支持脚を有するフレーム210aに支持されており、シールチェッカ100から矢印eで示すように略水平姿勢で搬送される物品Xを、上流側の受取位置P1で一つずつ受け取って下流側の排出位置P2に起立姿勢かつ一群状態に集積して矢印f方向に搬送する。
【0069】
受取位置P1に、シールチェッカ100から受け取った物品Xを下方と側方とで支持しつつ搬送する搬送面が矢印f方向に若干傾斜した第1コンベア211と搬送面が垂直方向を向いた第2コンベア212とが備えられている。搬送方向fの上下流側に配設された図示しない各4つのスプロケット間にそれぞれ1条のエンドレスチェーン213が巻き掛けられている。そして、内側の一対のエンドレスチェーン213,213間に7個のL字状仕切り板が等間隔で立設されて一方のバケット型の物品保持部214が形成され、外側の一対のエンドレスチェーン213,213間に同様に7個のL字状仕切り板が等間隔で立設されて他方のバケット型の物品保持部214が形成されている。各物品保持部214の7個の仕切り板で生成された6つの空間にはそれぞれ1個の物品Xが起立姿勢で保持される。
【0070】
排出位置P2に、物品保持部214が保持した6個の物品X…Xを矢印g方向に一斉に排出するためのプッシャ215が備えられている。なお、この集積装置210は、2組の物品保持部214,214がそれぞれ一対のエンドレスチェーン213,213を介して独立駆動されて、一方の物品保持部214が受取位置P1で間欠移動しつつシールチェッカ100から1個ずつ物品Xを受け取ると共に、排出位置P2で停止中の他方の物品保持部214から保持した物品X…Xを排出することが可能な、いわゆるダブルループ型のものである。
【0071】
集積装置210の上部はカバー216で覆われており、該カバー216のシールチェッカ100側に物品Xを受け取るための開口216aが、プッシャ215の対向する側に物品X…Xを梱包装置300に受け渡すための開口216bが設けられている。
【0072】
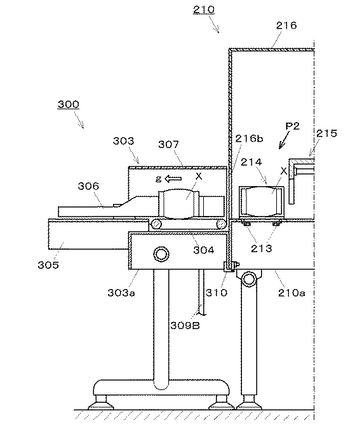
梱包装置300は、基本的には図1に示したものと同じであるが、集積装置210とコンベア301との間に手受けトレー303を付加して備えている。この手受けトレー303は集積装置210から排出された6個の物品X…Xを起立姿勢のまま受け取るもので、支持脚を有するフレーム303aに支持されており、一群状態の物品X…Xを矢印g方向に搬送するコンベア304、該コンベア304の下流端に連設された受け台305、前記コンベア304と受け台305とにわたって搬送方向gの両側に立設されて物品X…Xを案内する一対のガイド部材306,306、概ね前記コンベア304の上方を覆うカバー307、操作部308、及び該操作部308から集積装置210側及びコンベア301側に延びる配線309A,309Bを備えている。
【0073】
その場合、集積装置210と梱包装置300との間の物品X…Xの受け渡しに際し、梱包装置300の物品受入間口が集積装置210の物品排出間口に比較して広く、かつ、集積装置210の物品排出高さが梱包装置300の物品受入高さに比較して高い状態で結合されるように構成されている。具体的には、図5及び図6に示すように、集積装置210の物品保持部214に保持された物品X…Xは、該物品保持部214よりも間口が広く、かつ、該物品保持部214の仕切り板底面より低い高さとされた梱包装置300のコンベア304上に排出される。
【0074】
そして、図6に示すように、集積装置210のフレーム210aと梱包装置300の手受けトレー303のフレーム303aとは、所定箇所で複数のクランプ(一つのみ図示)310…310を介して結合されている。
【0075】
また、この場合、集積装置210側に図示しない物品センサが設けられて物品X…Xの受け渡しが検出され、一方、梱包装置300側つまり手受けトレー303に同じく図示しない物品センサが設けられて物品X…Xの受け取りが検出されるようになっており、図7に示すように、集積装置210の下流側コネクタ217Bと梱包装置300の上流側コネクタ302Aとにおける物品Xの受渡完了信号を受け渡す極B22,B31や、同じく受取完了信号を受け渡す極C22,C31を介した電気信号の受け渡しが行なわれる。なお、その他の電気信号の受け渡しは前記図2で説明したと同様であるので、説明を省略する。
【0076】
また、制御システムは、図8に示すように、前記図3における集積装置200を、コントローラ210bを備えた新たな構成の集積装置210に交換しただけであるので、説明を省略する。
【0077】
ここで、この場合の生産ラインの作用について説明すると、包装機で連続製造された袋詰物品X…Xは、シールチェッカ100によって検査されて集積装置210に受け渡される。受取位置P1で物品保持部214に集積された6個の物品X…Xは、一群状態で排出位置P2に搬送されて停止する。物品保持部214に保持された物品X…Xは、停止中にプッシャ215によって梱包装置300方向に一斉に排出される。その間に、受取位置P1に他方の物品保持部214が位置して、シールチェッカ100から物品X…Xを受け取って集積する。したがって、図1に示した手動タイプの集積装置200に比較して集積工程が自動化され、能率向上が図られるようになる。
【0078】
梱包装置300方向に排出された物品X…Xは手受けトレー303のコンベア304に移載されて、両側のガイド部材306,306に案内されてコンベア304から受け台305まで起立姿勢を維持したまま一群状態で搬送される。作業者は集積された6個の物品X…Xを受け台305から取り上げて、コンベア301上の段ボール箱Yに詰め込む。そして、段ボール箱Yに所定個数の物品X…Xが詰め込まれて満杯になると、箱詰商品はコンベア301で矢印d方向に搬送される。
【0079】
次に、前述した集積工程の能率向上に呼応して箱詰工程の能率向上も図るべく、図9及び図10に示すように、前記梱包装置300を、コントローラ320bを備えた自動タイプの梱包装置320に交換する必要が生じても、本発明によれば、この交換は容易に可能となる。
【0080】
なお、この場合の集積装置210は、10個の物品X…Xの集積や排出が可能となるように、物品保持部214′やプッシャ215′の構成を前記図4に示した集積装置210における物品保持部214やプッシャ215の構成とは若干異ならせている。
【0081】
梱包装置320は自動梱包が可能な構成のもので、支持脚を備えたフレーム320aに支持されており、集積装置210の排出位置P2に対向する箱詰位置P3に設けられて、前記集積装置210から排出された一群状態の物品X…Xを下方で支持する底板321及び両側から挟み付ける一対のサイド支持部322,322、前記物品X…Xを矢印h方向に押し出すためのプッシャ323、該プッシャ323で押し出された物品X…Xを両側から挟み付けて矢印iで示すように下方に移送する一対のコンベア324,324、下方にあって移送されてきた物品X…Xを段ボール箱Yの開口を介して矢印j方向に押し込むプッシャ325、及びこれらの上方を覆う押出方向hに両側が開口したカバー326を備えている。
【0082】
また、押出用のプッシャ325の正面方向に延びて、一面に設けられた開口を集積装置210方向に向けた空の段ボール箱Y…Yを矢印k方向に搬送する第1コンベア327、該第1コンベア327の下流端近傍の両側に設けられて、該第1コンベア327と協働して空の段ボール箱Yを挟んで1つずつ後述する第2コンベア329に移載するための一対のサイドコンベア(手前側のみ示す)328,328、前記第1コンベア327の搬送方向kに直交する方向に延びて、該第1コンベア327の下流端に配設された第2コンベア329、及び該第2コンベア329の下流端に連設されて、該第2コンベア329の搬送方向mに延びる第3コンベア330が備えられている。
【0083】
また、前記第1及び第2コンベア327,329にわたって段ボール箱Y…Yを側方と上方とで案内する棒状フレーム部材331が備えられている。この棒状フレーム部材331の上部は押出用のプッシャ323方向に延びて、先端部に底板321上に押し出された一群状態の物品X…Xを受ける受けプレート332が取り付けられている。なお、段ボール箱Yには、一列10個の物品X…Xが2列2段に詰め込まれる。
【0084】
また、図示並びに詳細な説明は省略するが、集積装置210から梱包装置320への物品X…Xの受け渡しに際しては、集積装置210の物品保持部214′に保持された物品X…Xは、該物品保持部214′より間口が広く、かつ、該物品保持部214′の仕切り板底面より低い高さとされた梱包装置320の底板321上に排出される。
【0085】
そして、同じく図示並びに詳細な説明は省略するが、集積装置210のフレーム210aと梱包装置320のフレーム320aとは、所定箇所で複数の前記図6に示したようなクランプ310…310を介して結合されている。
【0086】
ここで、この場合の生産ラインの作用について説明すると、包装機で連続製造された袋詰物品X…Xは、シールチェッカ100によって検査されて集積装置210に受け渡される。受取位置P1で物品保持部214′に集積された10個の物品X…Xは、一群状態で排出位置P2に搬送されて停止する。物品保持部214′に保持された物品X…Xは、停止中に排出用のプッシャ215′によって梱包装置320方向に一斉に排出される。
【0087】
排出された物品X…Xは押出用のプッシャ323によって矢印h方向に押し出され、コンベア324,324を介して下方に移送されて、押込用のプッシャ325によって段ボール箱Yに詰め込まれる。最初に段ボール箱Yの下部に一列10個の物品X…Xが押し込まれると、次回にはこれら物品X…Xの手前側に後続する一列10個の物品X…Xが押し込まれる。そして、この2列の物品X…Xの直上方に新たな2列の物品X…Xが順次押し込まれて満杯の箱詰商品が得られると、この箱詰商品は第2及び第3コンベア329,330によって搬出される。このように、前記図4に示した手動タイプの梱包装置300に比較して梱包工程が自動化され、能率向上が図られるようになる。
【0088】
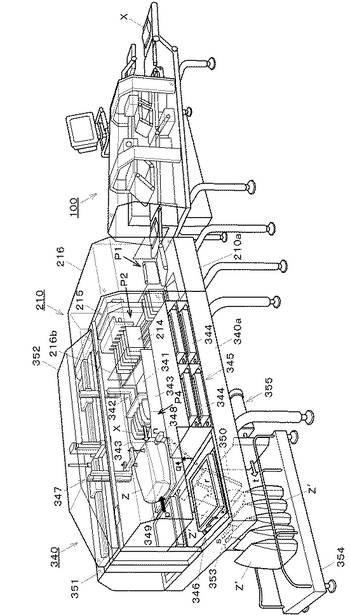
次に、例えば箱詰商品に加えて、あるいは箱詰商品に代わって袋詰商品の市場ニーズが増えてきた場合、図11及び図12に示すように、シールチェッカ100及び集積装置210に後続する箱詰式の梱包装置320を、自動で所定個数の物品X…Xを大袋Zに詰め込んで梱包するコントローラ340bを備えた袋詰式の梱包装置340に交換する必要が生じても、本発明によれば、この交換は容易に可能となる。
【0089】
なお、この場合の集積装置210は前記図4に示したものと同じであり、物品保持部214は6個の物品X…Xを集積して保持し、プッシャ215はこれら6個の物品X…Xを一斉に排出する。
【0090】
梱包装置340は6個2組で袋詰物品X…Xを大袋Zに詰め込んで梱包するもので、支持脚を有するフレーム340aに支持されており、集積装置210の排出位置P2近傍に設けられて、排出された一群状態の物品X…Xを下方で支持する底板341、該底板341上に排出された物品X…Xを矢印nで示すように袋詰位置P4で待機する大袋Zに押し込むプッシャ342、及び前記底板341上において集積装置210のカバー216の開口216b付近から前記大袋Z方向に両側に延びて、プッシャ342によって押し込まれる物品X…Xを案内する一対のガイド部材343,343を備えている。
【0091】
また、側面視で手前側に多数の大袋Z…Zを収容した複数のコンテナ344…344をストックするコンテナストック部345、同じく左側に該コンテナストック部345から持ち出されたコンテナ344を支持するコンテナ支持部346、該コンテナ支持部346から大袋Zを一枚ずつ袋詰位置P4に矢印pで示すように搬送する吸引式の大袋搬送部347、袋詰位置P4に搬送された大袋Zの両側縁部を把持して前記大袋搬送部347と協働して大袋Zの口を開く一対のチャック(手前側のみ示す)348,348、袋詰位置P4で大袋Zの下方を支持すると共に矢印qで示すように揺動する底板349、所定個数の物品X…Xが詰め込まれた大袋Zの口をシールする図示しない横シール装置、揺動する底板349を滑落する横シールされた袋詰商品Z′を受け取って矢印r方向に滑落させるシュート板350、及びフレーム340a上のこれらを概ね覆うカバー351や副カバー352が備えられている。なお、カバー351の手前側下方及び左側の一部は切り欠かれている。
【0092】
また、シュート板350の下方には、該シュート板350から袋詰商品Z′を起立姿勢で受け取って矢印s方向に搬送するコンベア353、該コンベア353の下流端に連結されて袋詰商品Z′を受け取る受け台354、及び受け取った袋詰商品Z′を矢印t方向に押しやるプッシャ355が備えられている。
【0093】
また、図示並びに詳細な説明は省略するが、集積装置210から梱包装置340への物品X…Xの受け渡しに際しては、集積装置210の物品保持部214に保持された物品X…Xは、該物品保持部214より間口が広く、かつ、該物品保持部214の仕切り板底面より低い高さとされた梱包装置340の底板341上に排出される。
【0094】
そして、同じく図示並びに詳細な説明は省略するが、集積装置210のフレーム210aと梱包装置340のフレーム340aとは、所定箇所で複数の前記図6に示したようなクランプ310…310を介して結合されている。
【0095】
ここで、この場合の生産ラインの作用について説明すると、シールチェッカ100を経由して受取位置P1で集積装置210の物品保持部214に受け渡された袋詰物品X…Xは、排出位置P2に搬送されて停止中に排出用のプッシャ215によって梱包装置340方向に一斉に排出される。
【0096】
排出された物品X…Xは押込用のプッシャ342によって矢印nで示すように袋詰位置P4に待機する大袋Zに詰め込まれる。その場合、最初に大袋Zの奥方に一列6個の物品X…Xが押し込まれると、次回にはこれら物品X…Xの手前側に新たな一列6個の物品X…Xが押し込まれたのち、横シールされて袋詰商品Z′が得られる。そして、袋詰商品Z′は揺動した底板349及びシュート板350を滑落して下方のコンベア353に受け渡され、該コンベア353によって矢印s方向に搬送されて受け台354に移載される。
【0097】
以上のように構成したことにより、まず、集積装置200,210及び梱包装置300,320,340はそれぞれモジュール化され、しかも、集積装置200,210と梱包装置300,320,340との結合部が相手方の交換時にも物品X及び電気信号の受け渡しができる構成とされているので、一方を別仕様のものに交換する場合にも、物品形態、集積形態、梱包形態等に対応可能なシステムを容易に構築することができる。したがって、従来のように集積装置200,210や梱包装置300,320,340を含むシステムをそっくり別構成のものに切り換える必要はなく、生産形態の切り換えが最小限の投資で可能な物品Xの集積梱包システムが実現される。
【0098】
さらに、フレキシブルな設備投資を展開させることができる。すなわち、各装置に新しいシステムを段階的に構築することができる構成をあらかじめ付帯させることで、例えば図1に示したような設備投資額の少ない手動梱包方式から、例えば図9や図11に示したような設備投資額の多い自動梱包方式へと段階的に設備を増強していくことが可能となる。したがって、例えば年度ごとの投資予算が限られた条件下でも、各装置単位の費用でシステムを拡張することができ、その結果、少ない費用負担でありながら最終的には高機能を備えたシステムが実現されることになる。
【0099】
また、集積装置として手動タイプの集積装置200または自動タイプの集積装置210が、梱包装置として手動タイプの梱包装置300または自動タイプの梱包装置320,340が、それぞれ選択可能となる。
【0100】
また、集積装置210と梱包装置300,320,340との機械的な結合部はクランプ310を介した構成であるので、相手方を交換するときの結合あるいは解除の作業性は向上する。その場合、クランプ310を位置決め用に使用すれば、さらに作業性は向上すると共に集積装置210と梱包装置300,320,340とを適正に整合させながら結合することができる。
【0101】
また、集積装置210と梱包装置300,320,340との機械的な結合部では、下流側の梱包装置300,320,340の物品受入間口は上流側の集積装置210の物品排出間口に比較して広くされているので、上流側から下流側への物品X…Xの受け渡しはスムーズになる。
【0102】
さらに、集積装置210と梱包装置300,320,340との機械的な結合部では、上流側の集積装置210の物品排出高さは下流側の梱包装置300,320,340の物品受入高さに比較して高くされているので、上流側から下流側への物品X…Xの受け渡しは一層スムーズになる。
【0103】
また、集積装置200,210と梱包装置300との電気的な結合部はコネクタ204B,217B,302Bで構成されており、かつ、該コネクタ204B,217B,302Bは信号送信側装置からの信号群が変更されても信号受信側装置が該信号群を受信可能とされているので、一方が交換されても電気信号の受け渡しは確保される。すなわち、集積装置200,210は、梱包装置300に必要な最大種類の信号を受信可能とされているので、梱包装置300が交換されても電気信号の受け渡しは確保される。なお、説明を省略したが、集積装置210と梱包装置320,340との結合部も前述したと同様の構成とされている。
【0104】
さらに、信号受信側装置と信号送信側装置との間の配線を、この集積梱包システムに限定することなく生産ラインにわたって繰り返すことによって全体の電気信号系統を完成させることができるので、この生産ラインの最上流側装置と最下流側装置との間に長大な電線を引き回すことがなく、作業環境はすっきりしたものとなる。
【0105】
その場合、結合部を汎用性のある器材であるコネクタ204B,217B,302Bを使用して構成することができるメリットがある。
【0106】
そして、一括着脱可能な構成のコネクタ204B,217B,302Bが使用されているから、工具なして着脱を行なうことができ、もって相手方を交換するときの結合あるいは解除の作業性が向上する。
【0107】
また、集積装置200,210と梱包装置300,320,340とにそれぞれコントローラ200b,210b,300b,320b,340bが備えられているので、装置ごとに独立して効率的な制御を行なうことが可能となる。
【0108】
また、集積装置200,210及び梱包装置300,320,340のコントローラ200b,210b,300b,320b,340bが社内LAN400を介して接続されているので、集積装置200,210のコントローラ200b,210bと梱包装置300,320,340のコントローラ300b,320b,340bとの間で相互に通信することができる。その場合、集積装置200,210及び梱包装置300,320,340(集積装置210及び集積装置320,340については説明せず)にそれぞれIPアドレスのような固有の機械識別コードが付与されているので、社内LAN400に何が接続されたか、あるいは結合された相手方は何であるか等が確実に判明すると共に、各装置200,210,300,320,340を確実に動作させることができる。
【0109】
また、集積装置200,210と梱包装置300,320,340とを統括的に制御する統括制御手段の機能を備えたリモートコントロールパネル500により、これらが一括して効率的に制御される。その場合、リモートコントロールパネル500つまり統括制御手段は集積装置200,210のコントローラ200b,210bや梱包装置300,320,340のコントローラ300b,320b,340bとは別体であるので、その設置場所の自由度が増すことになる。
【0110】
なお、統括制御手段の機能を備えないリモートコントロールパネルを使用する場合、あるいはリモートコントロールパネルそのものを使用しない場合、統括制御手段を集積装置200,210のコントローラ200b,210bや梱包装置300,320,340のコントローラ300b,320b,340bのいずれか一つと一体的に備えてもよく、レイアウトがすっきりしたものとなる。その場合、統括制御手段をどのコントローラ200b,210b,300b,320b,340bと一体的に備えるかは、例えば各コントローラ200b,210b,300b,320b,340bの負荷に応じて決定すればよい。
【0111】
また、集積装置200と梱包装置300とが結合されたとき、統括制御手段の機能を備えたリモートコントロールパネル500はこれら装置200,300の組合せごとに、結合されたときに必要となるソフトウエアプログラムをメモリ500aから自動的にローディングするので、効率のよい集積梱包システムを構築することが可能となる。なお、説明を省略したが、リモートコントロールパネル500は、集積装置210と梱包装置300と、集積装置210と梱包装置320と、及び集積装置210と梱包装置340とが結合されたときにも、前述したと同様に機能する。
【0112】
また、例えば物品予約コードを介して物品Xの種類が指定されたとき、リモートコントロールパネル500はメモリ500aからこの物品Xに関する情報を読み出し、物品Xの種類に応じて集積装置200と梱包装置300とを一括して確実かつ効率的に制御することができる。なお、説明を省略したが、リモートコントロールパネル500は、集積装置210と梱包装置300と、集積装置210と梱包装置320と、及び集積装置210と梱包装置340とが結合されたときにも、前述したと同様の制御を行なう。
【0113】
また、リモートコントロールパネル500を社内LAN400に接続することにより、便利な場所でこのリモートコントロールパネル600を操作することができ、作業性が向上する。
【0114】
また、リモートコントロールパネル500は統括制御手段の機能を備えているので、集積装置200,210と梱包装置300,320,340との組合せが変更されても、システム全体を制御することができるリモートコントロールパネル500は残ることになる。すなわち、例えば結合されたときに必要となるソフトウエアプログラムの記憶先として最適である。さらに、この種のシステムでは、操作パネルや操作ボタンを有するリモートコントロールパネルが備えられるのが通例であることからも、前記リモートコントロールパネル500が統括制御手段を兼ねるメリットは大きい。
【0115】
また、集積装置200,210のコントローラ200b,210bと梱包装置300のコントローラ300bとを接続する社内LAN400には、該社内LAN400を介して当該装置200,210,300に接続された装置200,210,300を停止させるための回線、つまり集積装置200,210側のコネクタ204B,217Bと梱包装置300側のコネクタ302Bとの間で運転停止信号の受け渡しが行なわれるように極L22,L31が設けられているので、特定の装置200,210,300において非常停止ボタン等を介して非常停止が指示されたとき、集積梱包システム全体を非常停止状態とすることができ、安全性の高いシステムが実現される。これを集積梱包システムの前後工程に展開すれば、同様に安全性の高い生産システムが実現される。なお、説明を省略したが、集積装置210と梱包装置320,340とを結合した場合においても同様である。
【0116】
さらに、特に重量物となる集積装置210や梱包装置320,340に移動手段を備えてもよい。図13に集積装置210を例にとって示すように、この集積装置210のフレーム210aの下部に、複数のキャスタ218…218を取り付けることにより、この集積装置210を交換、移動する場合に、作業性が向上する。例えば、図示は省略するが、前記梱包装置320,340にキャスタを備えた上で、午前中は集積装置210に箱詰式の梱包装置320を結合して箱詰め作業を行ない、午後は前記箱詰式の梱包装置320を袋詰式の梱包装置340に交換して袋詰め作業を行なう等、生産計画に一層フレキシブルに対応することができる。
【0117】
なお、本発明は、具体的に詳述した前記実施の形態に限定されることはなく、本発明の趣旨に沿うものであればよい。
【0118】
例えば、前記実施の形態では、本発明に係る集積梱包システムはシールチェッカ100に連結されて使用されていたが、例えば、重量チェッカ、X線異物検出装置、あるいは通常のコンベア等にも好ましく連結される。
【0119】
また、前記実施の形態では、自動タイプの集積装置210にはバケット型のものが使用されていたが、例えば特開2003−212337号公報に記載のバケットレス型のものも好ましく使用可能である。さらに、自動タイプの集積装置210には、上流側のシールチェッカ100の搬送方向aと直交する方向fに物品X…Xを集積して搬送する構成のものが使用されていたが、シールチェッカ100の搬送方向aと同じ方向に物品X…Xを集積して搬送する構成のものも好ましく使用可能である。
【0120】
また、前記実施の形態では、集積装置210と梱包装置300,320,340との間の物品X…Xの受け渡しに際し、梱包装置300,320,340の物品受入間口は集積装置210の物品排出間口より広くされていたが、両者を同等としてもよい。一方、集積装置210の物品排出高さは梱包装置300,320,340の物品受入高さに比較して高くされていたが、両者を同等としてもよい。
【0121】
また、図示は省略するが、集積装置210と梱包装置300,320,340との結合部において、上流側の集積装置210の物品排出高さが下流側の梱包装置300,320,340の物品受入高さに比較して低い状態としてもよい。すなわち、レイアウトの都合上、集積装置210の物品排出高さが梱包装置300,320,340の物品受入高さより低くされている場合においても、例えば両装置間に下流側ほど上方に傾斜する中継板等を介設することにより、上流側から下流側へのスムーズな物品の受け渡しが確保される。
【0122】
また、前記実施の形態では、梱包装置300からの信号群が変更されても集積装置200が該信号群を受信可能とされていたが、逆に、集積装置200からの信号群が変更されても梱包装置300が該信号群を受信可能となるように構成してもよい。
【0123】
また、前記実施の形態では、集積装置200,210及び梱包装置300,320,340の各コントローラ200b,210b,300b,320b,340bは、各装置200,210,300,320,340を動作させるためのソフトウエアプログラムを保有していたが、これらをリモートコントロールパネル500のような統括制御手段に保有させて、前記コントローラ200b,210b,300b,320b,340bの負荷を軽減することができる。そして、これらソフトウエアプログラムを、前述した結合されたときに必要となるソフトウエアプログラムのローディングに併せてローディングすればよい。
【0124】
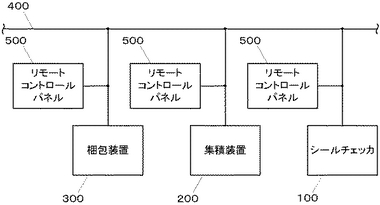
また、前記実施の形態では、各生産システムに1つのリモートコントロールパネル500が備えられていたが、特にこれをマルチスクリーンタイプのもので構成してもよいし、あるいは、図14に示すように、例えば社内LAN400に接続された各装置100,200,300の近傍に、リモートコントロールパネル500を複数接続して備えるようにしてもよい。いずれの場合にも、作業性はさらに向上する。
【0125】
そして、前記実施の形態では、例えばリモートコントロールパネル500のように統括制御手段を備えたが、これを省略した集積梱包システムとしてもよい。
【産業上の利用可能性】
【0126】
以上説明したように、本発明によれば、生産形態の切り換えが最小限の投資で可能な物品の集積梱包システムが提供される。すなわち、本発明は、供給された物品を複数個集積して段ボール箱や大袋に梱包するシステムに関し、物品梱包の技術分野に広く好適である。
【図面の簡単な説明】
【0127】
【図1】本発明の実施の形態に係る集積梱包システムを採用した生産ラインの斜視図である。
【図2】電気信号の受け渡しを説明する模式的な図である。
【図3】制御システムのブロック図である。
【図4】図1における集積装置を別なる構成のものに交換した場合の生産ラインの斜視図である。
【図5】集積装置と梱包装置との結合部を示す一部を破断した要部平面図である。
【図6】図5のII−II線による矢視断面図である。
【図7】電気信号の受け渡しを説明する模式的な図である。
【図8】制御システムのブロック図である。
【図9】図4における梱包装置を別なる構成のものに交換した場合の生産ラインの斜視図である。
【図10】制御システムのブロック図である。
【図11】図8における梱包装置を別なる構成のものに交換した場合の生産ラインの斜視図である。
【図12】制御システムのブロック図である。
【図13】キャスタが付設された集積装置の斜視図である。
【図14】リモートコントロールパネルを複数備えた場合の制御システムのブロック図である。
【符号の説明】
【0128】
200,210 集積装置
200b,210b コントローラ(個別制御手段)
204A,204B,217A,217B コネクタ
218 キャスタ(移動手段)
300,320,340 梱包装置
300b,320b,340b コントローラ(個別制御手段)
302A,302B コネクタ
310 クランプ(クランプ部品)
400 社内LAN(通信媒体)
500 リモートコントロールパネル(統括制御手段、リモートコントロール手段)
500a メモリ(プログラム記憶手段、物品情報記憶手段)
X 袋詰物品(物品)
Y 段ボール箱(箱)
Z 大袋(袋)
【技術分野】
【0001】
本発明は、供給された物品を複数個集積して段ボール箱や大袋に梱包するシステムに関し、物品梱包の技術分野に属する。
【背景技術】
【0002】
従来より、上流側から供給されたスナック菓子等の袋詰物品を複数個集積し、下流側で段ボール箱や大袋に詰め込んで梱包することがある。例えば特許文献1に開示のシステムは、包装機で製造された袋詰物品を水平姿勢で受け入れてシールチェックしたのち、該物品をこの姿勢で2個ずつ集積して段ボール箱に箱詰めするものである。
【0003】
また、上流側より供給された袋詰物品を起立姿勢で複数個集積状態とし、下流側で一斉に排出して段ボール箱に箱詰めするシステムとしては特許文献2に開示のものが、一方、大袋に袋詰めするシステムとしては特許文献3に開示のものがある。
【0004】
【特許文献1】特開昭60−23105号公報
【特許文献2】特開2003−212337号公報
【特許文献3】特開2004−331202号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、このようなシステムは通常は構成が固定的であり、例えば梱包前の物品寸法、集積形態、集積個数等、あるいは梱包時の梱包個数、梱包資材等に変更が生じると、集積装置や梱包装置を含むシステムをそっくり別構成のものに切り換える場合がある。したがって、昨今のように物品に対する市場ニーズが短期間のうちに変化する中で、システム使用側では生産設備の切り換えに多大な投資が必要になるという問題がある。
【0006】
そこで、本発明は、生産形態の切り換えが最小限の投資で可能な物品の集積梱包システムの提供を課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0008】
まず、請求項1に記載の発明は、上流側から供給された物品を受け入れて複数個集積したのち、下流側で梱包する集積梱包システムであって、前記集積工程と梱包工程とを実行するためのそれぞれモジュール化され、かつ、互いに結合可能とされた集積装置と梱包装置とを有し、これらの少なくとも一方が交換可能なように、両装置の結合部が相手方の交換時にも物品及び電気信号の受け渡しができる構成とされていることを特徴とする。
【0009】
また、請求項2に記載の発明は、前記請求項1に記載の集積梱包システムにおいて、前記集積装置は、上流側から供給された物品を手動で集積する手動集積装置、または自動集積手段を備えた自動集積装置であることを特徴とする。
【0010】
また、請求項3に記載の発明は、前記請求項1に記載の集積梱包システムにおいて、前記梱包装置は、集積された物品を手動で箱もしくは袋に梱包する手動梱包装置、または自動梱包手段を備えた自動梱包装置であることを特徴とする。
【0011】
また、請求項4に記載の発明は、前記請求項1から請求項3のいずれかに記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、クランプ部品を介して結合されるように構成されていることを特徴とする。
【0012】
また、請求項5に記載の発明は、前記請求項1から請求項4のいずれかに記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、前記梱包装置の物品受入間口が前記集積装置の物品排出間口に比較して同等もしくは広い状態で結合されるように構成されていることを特徴とする。
【0013】
また、請求項6に記載の発明は、前記請求項5に記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、前記集積装置の物品排出高さが前記梱包装置の物品受入高さに比較して同等もしくは高い状態で結合されるように構成されていることを特徴とする。
【0014】
また、請求項7に記載の発明は、前記請求項5に記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、前記集積装置の物品排出高さが前記梱包装置の物品受入高さに比較して同等もしくは低い状態で結合されるように構成されていることを特徴とする。
【0015】
また、請求項8に記載の発明は、前記請求項1から請求項7のいずれかに記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、信号送信側装置からの信号群が変更されても信号受信側装置が該信号群を受信可能とされていることを特徴とする。
【0016】
また、請求項9に記載の発明は、前記請求項8に記載の集積梱包システムにおいて、前記集積装置と梱包装置との結合部は、コネクタを介して結合されるように構成されていることを特徴とする。
【0017】
また、請求項10に記載の発明は、前記請求項9に記載の集積梱包システムにおいて、前記コネクタは、一括着脱可能に構成されていることを特徴とする。
【0018】
また、請求項11に記載の発明は、前記請求項1から請求項10のいずれかに記載の集積梱包システムにおいて、前記集積装置と梱包装置とには、該集積装置の動作と梱包装置の動作とを制御するための個別制御手段がそれぞれ備えられていることを特徴とする。
【0019】
また、請求項12に記載の発明は、前記請求項11に記載の集積梱包システムにおいて、前記集積装置と梱包装置とは、それぞれ固有の個体識別情報が付与されており、かつ、前記両個別制御手段は、前記個体識別情報に基づいて互いに相手方を認識しつつ、通信媒体を介して接続可能とされていることを特徴とする。
【0020】
また、請求項13に記載の発明は、前記請求項11または請求項12に記載の集積梱包システムにおいて、前記集積装置と梱包装置とを統括的に制御する統括制御手段が備えられており、該統括制御手段は、前記いずれか一方の個別制御手段と一体的に備えられているか、または、別体として備えられていることを特徴とする。
【0021】
また、請求項14に記載の発明は、前記請求項13に記載の集積梱包システムにおいて、前記統括制御手段には、前記集積装置と梱包装置との組合せごとに、前記両装置が結合されたときに必要となるソフトウエアプログラムを記憶するプログラム記憶手段が備えられていると共に、前記各個別制御手段には、各装置を動作させるためのソフトウエアプログラムが保有されており、前記統括制御手段は、前記集積装置と梱包装置とが結合されたときに、前記通信媒体を介して前記装置ごとに付与された前記個体識別情報を読み出すと共に、該読み出した情報に基づいて前記プログラム記憶手段から該当するソフトウエアプログラムを読み出して、前記各装置を制御することを特徴とする。
【0022】
また、請求項15に記載の発明は、前記請求項13に記載の集積梱包システムにおいて、前記統括制御手段には、前記集積装置と梱包装置との組合せごとに、前記両装置が結合されたときに必要となるソフトウエアプログラムと、前記各装置を動作させるためのソフトウエアプログラムとを記憶するプログラム記憶手段が備えられており、前記統括制御手段は、前記集積装置と梱包装置とが結合されたときに、前記通信媒体を介して前記装置ごとに付与された前記個体識別情報を読み出すと共に、該読み出した情報に基づいて前記プログラム記憶手段から該当する各ソフトウエアプログラムを読み出して、前記各装置を制御することを特徴とする。
【0023】
また、請求項16に記載の発明は、前記請求項13から請求項15のいずれかに記載の集積梱包システムにおいて、前記統括制御手段には、前記物品の種類ごとに集積及び梱包に関する情報を記憶する物品情報記憶手段が備えられており、前記統括制御手段は、前記物品の種類が指定されたときに、前記物品情報記憶手段から当該物品に関する情報を読み出して、前記集積装置及び梱包装置を物品の種類に応じて制御することを特徴とする。
【0024】
また、請求項17に記載の発明は、前記請求項12から請求項16のいずれかに記載の集積梱包システムにおいて、前記通信媒体に接続して操作可能なリモートコントロール手段が備えられていることを特徴とする。
【0025】
また、請求項18に記載の発明は、前記請求項17に記載の集積梱包システムにおいて、前記リモートコントロール手段は、前記統括制御手段の機能を備えていることを特徴とする。
【0026】
また、請求項19に記載の発明は、前記請求項12から請求項18のいずれかに記載の集積梱包システムにおいて、前記集積装置及び梱包装置の個別制御手段同士を接続する通信媒体には、該通信媒体を介して当該装置に接続された装置を停止させるための回線が設けられていることを特徴とする。
【0027】
そして、請求項20に記載の発明は、前記請求項1から請求項19のいずれかに記載の集積梱包システムにおいて、前記集積装置及び梱包装置には、移動手段が備えられていることを特徴とする。
【発明の効果】
【0028】
まず、請求項1に記載の発明によれば、集積装置及び梱包装置はそれぞれモジュール化され、しかも、両装置の結合部が相手方の交換時にも物品及び電気信号の受け渡しができる構成とされているので、一方を別仕様のものに交換する場合にも、物品形態、集積形態、梱包形態等に対応可能なシステムを容易に構築することができる。したがって、従来のように集積装置や梱包装置を含むシステムをそっくり別構成のものに切り換える必要はなく、生産形態の切り換えが最小限の投資で可能な物品の集積梱包システムが実現される。
【0029】
さらに、フレキシブルな設備投資を展開することができる。すなわち、各装置は新しいシステムを段階的に構築することができる構成をあらかじめ付帯させることで、設備投資額の少ない手動梱包方式から、設備投資額の多い自動梱包方式へと段階的に設備を増強していくことが可能となる。したがって、例えば年度ごとの投資予算が限られた条件下でも、各装置単位の費用でシステムを拡張することができ、その結果、少ない費用負担でありながら最終的には高機能を備えたシステムが実現されることになる。
【0030】
また、請求項2に記載の発明によれば、集積装置として手動集積装置または自動集積装置が、請求項3に記載の発明によれば、梱包装置として手動梱包装置または自動梱包装置が、それぞれ選択可能となる。
【0031】
また、請求項4に記載の発明によれば、集積装置と梱包装置との機械的な結合部はクランプ部品を介した構成であるので、相手方を交換するときの結合あるいは解除の作業性は向上する。その場合、クランプ部品を位置決め用に使用すれば、さらに作業性は向上すると共に両装置を適正に整合させながら結合することができる。
【0032】
また、請求項5に記載の発明によれば、集積装置と梱包装置との機械的な結合部では、下流側の梱包装置の物品受入間口は上流側の集積装置の物品排出間口に比較して同等もしくは広くされているので、上流側から下流側への物品の受け渡しはスムーズになる。
【0033】
その場合、請求項6に記載の発明によれば、上流側の集積装置の物品排出高さは下流側の梱包装置の物品受入高さに比較して同等もしくは高くされているので、上流側から下流側への物品の受け渡しは一層スムーズになる。
【0034】
一方、請求項7に記載の発明によれば、レイアウトの都合上、上流側の集積装置の物品排出高さが下流側の梱包装置の物品受入高さに比較して同等もしくは低くされている場合においても、上流側から下流側へのスムーズな物品の受け渡しが確保される。
【0035】
また、請求項8に記載の発明によれば、集積装置と梱包装置との電気的な結合部は、信号送信側装置からの信号群が変更されても信号受信側装置が該信号群を受信可能とされているので、一方が交換されても電気信号の受け渡しは確保される。すなわち、信号受信側装置は、信号送信側装置に必要な最大種類の信号を受信可能とされているので、信号送信側装置が交換されても電気信号の受け渡しは確保される。
【0036】
さらに、信号受信側装置と信号送信側装置との間の配線を、この集積梱包システムに限定することなく生産ラインにわたって繰り返すことによって全体の電気信号系統を完成させることができるので、この生産ラインの最上流側装置と最下流側装置との間に長大な電線を引き回すことがなく、作業環境はすっきりしたものとなる。
【0037】
その場合、請求項9に記載の発明によれば、結合部を汎用性のある器材であるコネクタを使用して構成することができるメリットがある。
【0038】
そして、請求項10に記載の発明によれば、一括着脱可能な構成のコネクタが使用されるから、工具なしで着脱を行うことができ、もって相手方を交換するときの結合あるいは解除の作業性が向上する。
【0039】
また、請求項11に記載の発明によれば、集積装置と梱包装置とにそれぞれ個別制御手段が備えられているので、装置ごとに独立して効率的な制御を行なうことが可能となる。
【0040】
また、請求項12に記載の発明によれば、集積装置及び梱包装置の個別制御手段が例えば社内LANのような通信媒体を介して接続されているので、両個別制御手段間で相互に通信することができる。その場合、集積装置及び梱包装置にそれぞれIPアドレスのような固有の個体識別情報が付与されているので、社内LANに何が接続されたか、あるいは結合された相手方は何であるか等が確実に判明すると共に、各装置を確実に動作させることができる。
【0041】
また、請求項13に記載の発明によれば、統括制御手段によって集積装置と梱包装置とが一括して効率的に制御される。その場合、統括制御手段を集積装置と梱包装置のいずれか一方の個別制御手段と一体的に備えれば、レイアウトがすっきりしたものとなり、統括制御手段を別体に備えれば、その設置場所の自由度が増すことになる。
【0042】
また、請求項14及び請求項15に記載の発明によれば、集積装置と梱包装置とが結合されたとき、統括制御手段はこれら装置の組合せごとに、結合されたときに必要となるソフトウエアプログラムを自動的にローディングするので、効率のよい集積梱包システムを構築することが可能となる。
【0043】
その場合、特に請求項15に記載の発明によれば、前記統括制御手段により、各装置に固有のソフトウエアプログラムも自動的にローディングされるようになるので、各装置の個別制御手段の負荷が軽減される。
【0044】
また、請求項16に記載の発明によれば、物品の種類が指定されたとき、統括制御手段は物品の種類に応じて集積装置と梱包装置とを一括して確実かつ効率的に制御することができる。
【0045】
また、請求項17に記載の発明によれば、リモートコントロール手段を例えば社内LANに接続することにより、便利な場所でこのリモートコントロール手段を操作することができ、作業性が向上する。
【0046】
また、請求項18に記載の発明によれば、リモートコントロール手段は統括制御手段の機能を備えているので、集積装置と梱包装置との組合せが変更されても、システム全体を制御することができるリモートコントロール手段は残ることになる。すなわち、例えば制御のためのソフトウエアプログラムの記憶先として最適である。さらに、この種のシステムでは、操作パネルや操作ボタンを有するリモートコントロール手段が備えられるのが通例であることからも、このリモートコントロール手段が統括制御手段を兼ねるメリットは大きい。
【0047】
また、請求項19に記載の発明によれば、集積装置及び梱包装置の個別制御手段同士を接続する通信媒体には、該通信媒体を介して当該装置に接続された装置を停止させるための回線が設けられているので、特定の装置において非常停止ボタン等を介して非常停止が指示されたとき、集積梱包システム全体を非常停止状態とすることができ、安全性の高いシステムが実現される。これを集積梱包システムの前後工程に展開すれば、同様に安全性の高い生産ラインが実現される。
【0048】
そして、請求項20に記載の発明によれば、例えばキャスタ等を集積装置及び梱包装置に付設することにより、これら装置を交換、移動する場合の作業性はさらに向上する。
【発明を実施するための最良の形態】
【0049】
本発明の実施の形態に係る集積梱包システムを採用した生産ラインについて説明する。
【0050】
この生産ラインは、上流側から供給されたスナック菓子等が充填された袋詰物品を複数個集積したのち、下流側で段ボール箱や大袋に詰め込んで梱包することが可能に構成されたものであり、図1に示す生産ラインでは、集積梱包システムは、例えば新製品の初期生産段階に設備されたもので、比較的簡易な構成とされている。
【0051】
すなわち、この生産ラインは上流側から順に、例えば図示しない包装機で製造された袋詰物品Xのシール性を検査するシールチェッカ100、該シールチェッカ100で検査された物品Xを複数個集積する集積装置200、及び作業者が該集積装置200から取り上げた物品X…Xを段ボール箱Yに詰め込むための梱包装置300を備えている。その場合に特徴的なこととして、前記集積装置200と梱包装置300とはそれぞれモジュール化され、かつ、互いに結合されており、これらの少なくとも一方が交換可能なように、両装置200,300の結合部が相手方の交換時にも物品X及び電気信号を受け渡すことができる構成とされている。
【0052】
シールチェッカ100は、概ね水平姿勢で搬送中の袋詰物品Xを上方から押圧してシール性を検査するもので、支持脚を有するフレーム100aに支持されており、包装機から供給される物品Xを受け取って矢印a方向に搬送する第1〜第6コンベア101〜106を備えている。その場合、これら第1〜第6コンベア101〜106は、下流側ほど若干上方に傾斜するように構成されている。
【0053】
また、第2コンベア102は、受け取った物品Xが連包品のような異常品の場合、矢印bで示すように揺動して異常品を下方に振り分けて排出する振分機能を有している。第3コンベア103の上方に、物品Xを上方から適度に押圧して内容物をならすならし部107が備えられている。第4コンベア104の上方に、物品Xを上方から押圧してシール性を検査する検査部108が備えられている。第5コンベア105は図示しないエアジェットを備え、シール検査で不良と判定された物品Xを側方に振り分けて排出する振分機能を有している。
【0054】
また、第3コンベア103、第4コンベア104、ならし部107、及び検査部108の上方をほぼ覆うと共に搬送方向aの上下流両側の面が開口したカバー109と、操作部110とが備えられている。
【0055】
集積装置200は手動タイプのもので、前記第6コンベア106の下流端に連設されて、矢印cで示すように落下する物品Xを受け取って集積するターンテーブル201と、操作部202とを備えている。また、操作部202から、シールチェッカ100側に配線203Aが、梱包装置300側に配線203Bが、それぞれ延びて接続されている。
【0056】
梱包装置300は手動タイプのもので、前記集積装置200の近傍に配設されたコンベア301を有している。また、該コンベア301上に空の段ボール箱Yが一面に設けられた開口を上に向けて載置されており、作業者が集積装置200から所定個数の物品X…Xを取り上げて、段ボール箱Yに詰め込むことができるようになっている。満杯にされた段ボール箱Yは、コンベア301で矢印d方向に搬送される。
【0057】
図2に示すように、シールチェッカ100、集積装置200、及び梱包装置300は、上流側と下流側とにそれぞれ一括脱着可能なコネクタ111A,111B,204A,204B,302A,302Bを備えており、シールチェッカ100と集積装置200との結合部、及び集積装置200と梱包装置300との結合部は、コネクタ111Bとコネクタ204Aと,及びコネクタ204Bとコネクタ302Aとを介して結合されるように構成されており、かつ、該コネクタ111B,204A,204B,302Aは、信号送信側装置、例えば梱包装置300からの信号群が変更されても信号受信側装置、例えば集積装置200が該信号群を受信可能とされている。すなわち、集積装置200は、梱包装置300に必要な最大種類の電気信号を受信可能とされている。
【0058】
例えば、集積装置200では、下流側コネクタ204Bに想定範囲内でどのような梱包装置300が結合されても電気信号の受け渡しができるように、最大種類の信号を受信可能に複数の極A22,B22,C22,D22,…,L22が備えられている。また、梱包装置300の上流側コネクタ302Aでも、同様に極A31,B31,C31,D31,…,L31が備えられている。
【0059】
一例として、シールチェッカ100、集積装置200、及び梱包装置300における極A11,A12,A21,A22,A31,A32は、結合された装置100,200,300が何であるかを識別するために各装置100,200,300に付与されたIPアドレスのような機械識別コードに対応する機械識別信号の受け渡し用に、極B11,B12,B21,B22,B31,B32は、図示しない物品センサに基づく物品Xの受渡完了信号の受け渡し用に、極C11,C12,C21,C22,C31,C32は、同じく物品Xの受取完了信号の受け渡し用に、極D11,D12,D21,D22,D31,D32は、物品Xの種類ごとに集積及び梱包に関する設定条件を予約するための物品予約コードに対応する物品予約信号の受け渡し用に、そして、極L11,L12,L21,L22,L31,L32は、非常停止時や作業終了時の運転停止信号の受け渡し用に、それぞれ割り振られている。
【0060】
その場合、図1に示した生産ラインでは、手動タイプの集積装置200と手動タイプの梱包装置300とが使用されており、通常は物品センサを介して両装置200,300間における物品Xの受け渡し及び受け取りの検出は行なわないことから、極B22と極B31と、及び極C22と極C31とを介した電気信号の受け渡しは行なわれない。一方、極A22と極A31と、極D22と極D31と、及び極L22と極L31とを介した電気信号の受け渡しは行なわれる。
【0061】
図3に示すように、シールチェッカ100、集積装置200、及び梱包装置300には、これらをそれぞれ動作させるためのソフトウエアプログラムを保有して、各動作を制御するためのコントローラ100b,200b,300bがそれぞれ備えられており、これらは社内LAN400に相互に通信可能に接続されている。また、社内LAN400には、遠隔操作が可能であり、かつ、この生産ラインを統括制御する統括制御手段の機能を備えたリモートコントロールパネル500が接続されている。
【0062】
リモートコントロールパネル500はメモリ500aを有しており、該メモリ500aは、シールチェッカ100、集積装置200、及び梱包装置300の組合せごとに、結合されたときに必要となるソフトウエアプログラムを記憶する。そして、リモートコントロールパネル500は、シールチェッカ100、集積装置200、及び梱包装置300が結合されたときに、社内LAN400を介して前記装置100,200,300ごとに付与された機械識別コードを読み出すと共に、該読み出した機械識別コードに基づいて前記メモリ500aから該当するソフトウエアプログラムを自動的にローディングする。
【0063】
また、リモートコントロールパネル500のメモリ500aは、物品Xの種類ごとに集積及び梱包に関する情報を記憶する。この情報には、例えば包材種類や内容物や寸法等の物品形態、集積個数等の集積形態、梱包資材や梱包個数等の梱包形態が含まれ、前記物品予約コードに対応付けられている。そして、リモートコントロールパネル500は、物品Xの種類が指定されたときに、前記メモリ500aからこの物品Xに関する情報を読み出して、シールチェッカ100、集積装置200、及び梱包装置300を物品Xの種類に応じて制御する。
【0064】
ここで、この生産ラインの作用について説明すると、まず、作業開始時に作業者がこの生産ラインの主電源ボタンを押下操作したのち、リモートコントロールパネル500を介して作業開始を指示すると、機械識別コード及び機械識別信号に基づいて現在生産ラインにおいてどの装置100,200,300が結合されているかが認識され、メモリ500aから該当する結合されたときに必要となるソフトウエアプログラムが自動的にローディングされる。
【0065】
そして、作業者がリモートコントロールパネル500を介して物品予約コードを入力すると、前記物品予約コード及び物品予約信号に基づいて対応する情報がメモリ500aから読み出され、各装置100,200,300のコントローラ100b,200b,300bを介して各装置100,200,300の動作が制御されることになる。
【0066】
包装機で連続製造された袋詰物品X…Xが順次シールチェッカ100に導入されると、該シールチェッカ100の検査によって良品とされた物品X…Xは、集積装置200に受け渡されてターンテーブル201に集積される。作業者はターンテーブル201から所定個数の物品X…Xを取り上げて、梱包装置300の段ボール箱Yに詰め込む。こうすることにより、所定個数の物品X…Xが詰め込まれて梱包された箱詰商品が得られることになる。
【0067】
ところで、前記集積装置200を能率向上が可能な構成のものに交換することがあり、その場合について説明する。
【0068】
図4〜6に示す新たな集積装置210は自動タイプに構成されたもので、シールチェッカ100の下流端に連結されると共に該シールチェッカ100による物品Xの搬送方向aに直交する方向に延びて、支持脚を有するフレーム210aに支持されており、シールチェッカ100から矢印eで示すように略水平姿勢で搬送される物品Xを、上流側の受取位置P1で一つずつ受け取って下流側の排出位置P2に起立姿勢かつ一群状態に集積して矢印f方向に搬送する。
【0069】
受取位置P1に、シールチェッカ100から受け取った物品Xを下方と側方とで支持しつつ搬送する搬送面が矢印f方向に若干傾斜した第1コンベア211と搬送面が垂直方向を向いた第2コンベア212とが備えられている。搬送方向fの上下流側に配設された図示しない各4つのスプロケット間にそれぞれ1条のエンドレスチェーン213が巻き掛けられている。そして、内側の一対のエンドレスチェーン213,213間に7個のL字状仕切り板が等間隔で立設されて一方のバケット型の物品保持部214が形成され、外側の一対のエンドレスチェーン213,213間に同様に7個のL字状仕切り板が等間隔で立設されて他方のバケット型の物品保持部214が形成されている。各物品保持部214の7個の仕切り板で生成された6つの空間にはそれぞれ1個の物品Xが起立姿勢で保持される。
【0070】
排出位置P2に、物品保持部214が保持した6個の物品X…Xを矢印g方向に一斉に排出するためのプッシャ215が備えられている。なお、この集積装置210は、2組の物品保持部214,214がそれぞれ一対のエンドレスチェーン213,213を介して独立駆動されて、一方の物品保持部214が受取位置P1で間欠移動しつつシールチェッカ100から1個ずつ物品Xを受け取ると共に、排出位置P2で停止中の他方の物品保持部214から保持した物品X…Xを排出することが可能な、いわゆるダブルループ型のものである。
【0071】
集積装置210の上部はカバー216で覆われており、該カバー216のシールチェッカ100側に物品Xを受け取るための開口216aが、プッシャ215の対向する側に物品X…Xを梱包装置300に受け渡すための開口216bが設けられている。
【0072】
梱包装置300は、基本的には図1に示したものと同じであるが、集積装置210とコンベア301との間に手受けトレー303を付加して備えている。この手受けトレー303は集積装置210から排出された6個の物品X…Xを起立姿勢のまま受け取るもので、支持脚を有するフレーム303aに支持されており、一群状態の物品X…Xを矢印g方向に搬送するコンベア304、該コンベア304の下流端に連設された受け台305、前記コンベア304と受け台305とにわたって搬送方向gの両側に立設されて物品X…Xを案内する一対のガイド部材306,306、概ね前記コンベア304の上方を覆うカバー307、操作部308、及び該操作部308から集積装置210側及びコンベア301側に延びる配線309A,309Bを備えている。
【0073】
その場合、集積装置210と梱包装置300との間の物品X…Xの受け渡しに際し、梱包装置300の物品受入間口が集積装置210の物品排出間口に比較して広く、かつ、集積装置210の物品排出高さが梱包装置300の物品受入高さに比較して高い状態で結合されるように構成されている。具体的には、図5及び図6に示すように、集積装置210の物品保持部214に保持された物品X…Xは、該物品保持部214よりも間口が広く、かつ、該物品保持部214の仕切り板底面より低い高さとされた梱包装置300のコンベア304上に排出される。
【0074】
そして、図6に示すように、集積装置210のフレーム210aと梱包装置300の手受けトレー303のフレーム303aとは、所定箇所で複数のクランプ(一つのみ図示)310…310を介して結合されている。
【0075】
また、この場合、集積装置210側に図示しない物品センサが設けられて物品X…Xの受け渡しが検出され、一方、梱包装置300側つまり手受けトレー303に同じく図示しない物品センサが設けられて物品X…Xの受け取りが検出されるようになっており、図7に示すように、集積装置210の下流側コネクタ217Bと梱包装置300の上流側コネクタ302Aとにおける物品Xの受渡完了信号を受け渡す極B22,B31や、同じく受取完了信号を受け渡す極C22,C31を介した電気信号の受け渡しが行なわれる。なお、その他の電気信号の受け渡しは前記図2で説明したと同様であるので、説明を省略する。
【0076】
また、制御システムは、図8に示すように、前記図3における集積装置200を、コントローラ210bを備えた新たな構成の集積装置210に交換しただけであるので、説明を省略する。
【0077】
ここで、この場合の生産ラインの作用について説明すると、包装機で連続製造された袋詰物品X…Xは、シールチェッカ100によって検査されて集積装置210に受け渡される。受取位置P1で物品保持部214に集積された6個の物品X…Xは、一群状態で排出位置P2に搬送されて停止する。物品保持部214に保持された物品X…Xは、停止中にプッシャ215によって梱包装置300方向に一斉に排出される。その間に、受取位置P1に他方の物品保持部214が位置して、シールチェッカ100から物品X…Xを受け取って集積する。したがって、図1に示した手動タイプの集積装置200に比較して集積工程が自動化され、能率向上が図られるようになる。
【0078】
梱包装置300方向に排出された物品X…Xは手受けトレー303のコンベア304に移載されて、両側のガイド部材306,306に案内されてコンベア304から受け台305まで起立姿勢を維持したまま一群状態で搬送される。作業者は集積された6個の物品X…Xを受け台305から取り上げて、コンベア301上の段ボール箱Yに詰め込む。そして、段ボール箱Yに所定個数の物品X…Xが詰め込まれて満杯になると、箱詰商品はコンベア301で矢印d方向に搬送される。
【0079】
次に、前述した集積工程の能率向上に呼応して箱詰工程の能率向上も図るべく、図9及び図10に示すように、前記梱包装置300を、コントローラ320bを備えた自動タイプの梱包装置320に交換する必要が生じても、本発明によれば、この交換は容易に可能となる。
【0080】
なお、この場合の集積装置210は、10個の物品X…Xの集積や排出が可能となるように、物品保持部214′やプッシャ215′の構成を前記図4に示した集積装置210における物品保持部214やプッシャ215の構成とは若干異ならせている。
【0081】
梱包装置320は自動梱包が可能な構成のもので、支持脚を備えたフレーム320aに支持されており、集積装置210の排出位置P2に対向する箱詰位置P3に設けられて、前記集積装置210から排出された一群状態の物品X…Xを下方で支持する底板321及び両側から挟み付ける一対のサイド支持部322,322、前記物品X…Xを矢印h方向に押し出すためのプッシャ323、該プッシャ323で押し出された物品X…Xを両側から挟み付けて矢印iで示すように下方に移送する一対のコンベア324,324、下方にあって移送されてきた物品X…Xを段ボール箱Yの開口を介して矢印j方向に押し込むプッシャ325、及びこれらの上方を覆う押出方向hに両側が開口したカバー326を備えている。
【0082】
また、押出用のプッシャ325の正面方向に延びて、一面に設けられた開口を集積装置210方向に向けた空の段ボール箱Y…Yを矢印k方向に搬送する第1コンベア327、該第1コンベア327の下流端近傍の両側に設けられて、該第1コンベア327と協働して空の段ボール箱Yを挟んで1つずつ後述する第2コンベア329に移載するための一対のサイドコンベア(手前側のみ示す)328,328、前記第1コンベア327の搬送方向kに直交する方向に延びて、該第1コンベア327の下流端に配設された第2コンベア329、及び該第2コンベア329の下流端に連設されて、該第2コンベア329の搬送方向mに延びる第3コンベア330が備えられている。
【0083】
また、前記第1及び第2コンベア327,329にわたって段ボール箱Y…Yを側方と上方とで案内する棒状フレーム部材331が備えられている。この棒状フレーム部材331の上部は押出用のプッシャ323方向に延びて、先端部に底板321上に押し出された一群状態の物品X…Xを受ける受けプレート332が取り付けられている。なお、段ボール箱Yには、一列10個の物品X…Xが2列2段に詰め込まれる。
【0084】
また、図示並びに詳細な説明は省略するが、集積装置210から梱包装置320への物品X…Xの受け渡しに際しては、集積装置210の物品保持部214′に保持された物品X…Xは、該物品保持部214′より間口が広く、かつ、該物品保持部214′の仕切り板底面より低い高さとされた梱包装置320の底板321上に排出される。
【0085】
そして、同じく図示並びに詳細な説明は省略するが、集積装置210のフレーム210aと梱包装置320のフレーム320aとは、所定箇所で複数の前記図6に示したようなクランプ310…310を介して結合されている。
【0086】
ここで、この場合の生産ラインの作用について説明すると、包装機で連続製造された袋詰物品X…Xは、シールチェッカ100によって検査されて集積装置210に受け渡される。受取位置P1で物品保持部214′に集積された10個の物品X…Xは、一群状態で排出位置P2に搬送されて停止する。物品保持部214′に保持された物品X…Xは、停止中に排出用のプッシャ215′によって梱包装置320方向に一斉に排出される。
【0087】
排出された物品X…Xは押出用のプッシャ323によって矢印h方向に押し出され、コンベア324,324を介して下方に移送されて、押込用のプッシャ325によって段ボール箱Yに詰め込まれる。最初に段ボール箱Yの下部に一列10個の物品X…Xが押し込まれると、次回にはこれら物品X…Xの手前側に後続する一列10個の物品X…Xが押し込まれる。そして、この2列の物品X…Xの直上方に新たな2列の物品X…Xが順次押し込まれて満杯の箱詰商品が得られると、この箱詰商品は第2及び第3コンベア329,330によって搬出される。このように、前記図4に示した手動タイプの梱包装置300に比較して梱包工程が自動化され、能率向上が図られるようになる。
【0088】
次に、例えば箱詰商品に加えて、あるいは箱詰商品に代わって袋詰商品の市場ニーズが増えてきた場合、図11及び図12に示すように、シールチェッカ100及び集積装置210に後続する箱詰式の梱包装置320を、自動で所定個数の物品X…Xを大袋Zに詰め込んで梱包するコントローラ340bを備えた袋詰式の梱包装置340に交換する必要が生じても、本発明によれば、この交換は容易に可能となる。
【0089】
なお、この場合の集積装置210は前記図4に示したものと同じであり、物品保持部214は6個の物品X…Xを集積して保持し、プッシャ215はこれら6個の物品X…Xを一斉に排出する。
【0090】
梱包装置340は6個2組で袋詰物品X…Xを大袋Zに詰め込んで梱包するもので、支持脚を有するフレーム340aに支持されており、集積装置210の排出位置P2近傍に設けられて、排出された一群状態の物品X…Xを下方で支持する底板341、該底板341上に排出された物品X…Xを矢印nで示すように袋詰位置P4で待機する大袋Zに押し込むプッシャ342、及び前記底板341上において集積装置210のカバー216の開口216b付近から前記大袋Z方向に両側に延びて、プッシャ342によって押し込まれる物品X…Xを案内する一対のガイド部材343,343を備えている。
【0091】
また、側面視で手前側に多数の大袋Z…Zを収容した複数のコンテナ344…344をストックするコンテナストック部345、同じく左側に該コンテナストック部345から持ち出されたコンテナ344を支持するコンテナ支持部346、該コンテナ支持部346から大袋Zを一枚ずつ袋詰位置P4に矢印pで示すように搬送する吸引式の大袋搬送部347、袋詰位置P4に搬送された大袋Zの両側縁部を把持して前記大袋搬送部347と協働して大袋Zの口を開く一対のチャック(手前側のみ示す)348,348、袋詰位置P4で大袋Zの下方を支持すると共に矢印qで示すように揺動する底板349、所定個数の物品X…Xが詰め込まれた大袋Zの口をシールする図示しない横シール装置、揺動する底板349を滑落する横シールされた袋詰商品Z′を受け取って矢印r方向に滑落させるシュート板350、及びフレーム340a上のこれらを概ね覆うカバー351や副カバー352が備えられている。なお、カバー351の手前側下方及び左側の一部は切り欠かれている。
【0092】
また、シュート板350の下方には、該シュート板350から袋詰商品Z′を起立姿勢で受け取って矢印s方向に搬送するコンベア353、該コンベア353の下流端に連結されて袋詰商品Z′を受け取る受け台354、及び受け取った袋詰商品Z′を矢印t方向に押しやるプッシャ355が備えられている。
【0093】
また、図示並びに詳細な説明は省略するが、集積装置210から梱包装置340への物品X…Xの受け渡しに際しては、集積装置210の物品保持部214に保持された物品X…Xは、該物品保持部214より間口が広く、かつ、該物品保持部214の仕切り板底面より低い高さとされた梱包装置340の底板341上に排出される。
【0094】
そして、同じく図示並びに詳細な説明は省略するが、集積装置210のフレーム210aと梱包装置340のフレーム340aとは、所定箇所で複数の前記図6に示したようなクランプ310…310を介して結合されている。
【0095】
ここで、この場合の生産ラインの作用について説明すると、シールチェッカ100を経由して受取位置P1で集積装置210の物品保持部214に受け渡された袋詰物品X…Xは、排出位置P2に搬送されて停止中に排出用のプッシャ215によって梱包装置340方向に一斉に排出される。
【0096】
排出された物品X…Xは押込用のプッシャ342によって矢印nで示すように袋詰位置P4に待機する大袋Zに詰め込まれる。その場合、最初に大袋Zの奥方に一列6個の物品X…Xが押し込まれると、次回にはこれら物品X…Xの手前側に新たな一列6個の物品X…Xが押し込まれたのち、横シールされて袋詰商品Z′が得られる。そして、袋詰商品Z′は揺動した底板349及びシュート板350を滑落して下方のコンベア353に受け渡され、該コンベア353によって矢印s方向に搬送されて受け台354に移載される。
【0097】
以上のように構成したことにより、まず、集積装置200,210及び梱包装置300,320,340はそれぞれモジュール化され、しかも、集積装置200,210と梱包装置300,320,340との結合部が相手方の交換時にも物品X及び電気信号の受け渡しができる構成とされているので、一方を別仕様のものに交換する場合にも、物品形態、集積形態、梱包形態等に対応可能なシステムを容易に構築することができる。したがって、従来のように集積装置200,210や梱包装置300,320,340を含むシステムをそっくり別構成のものに切り換える必要はなく、生産形態の切り換えが最小限の投資で可能な物品Xの集積梱包システムが実現される。
【0098】
さらに、フレキシブルな設備投資を展開させることができる。すなわち、各装置に新しいシステムを段階的に構築することができる構成をあらかじめ付帯させることで、例えば図1に示したような設備投資額の少ない手動梱包方式から、例えば図9や図11に示したような設備投資額の多い自動梱包方式へと段階的に設備を増強していくことが可能となる。したがって、例えば年度ごとの投資予算が限られた条件下でも、各装置単位の費用でシステムを拡張することができ、その結果、少ない費用負担でありながら最終的には高機能を備えたシステムが実現されることになる。
【0099】
また、集積装置として手動タイプの集積装置200または自動タイプの集積装置210が、梱包装置として手動タイプの梱包装置300または自動タイプの梱包装置320,340が、それぞれ選択可能となる。
【0100】
また、集積装置210と梱包装置300,320,340との機械的な結合部はクランプ310を介した構成であるので、相手方を交換するときの結合あるいは解除の作業性は向上する。その場合、クランプ310を位置決め用に使用すれば、さらに作業性は向上すると共に集積装置210と梱包装置300,320,340とを適正に整合させながら結合することができる。
【0101】
また、集積装置210と梱包装置300,320,340との機械的な結合部では、下流側の梱包装置300,320,340の物品受入間口は上流側の集積装置210の物品排出間口に比較して広くされているので、上流側から下流側への物品X…Xの受け渡しはスムーズになる。
【0102】
さらに、集積装置210と梱包装置300,320,340との機械的な結合部では、上流側の集積装置210の物品排出高さは下流側の梱包装置300,320,340の物品受入高さに比較して高くされているので、上流側から下流側への物品X…Xの受け渡しは一層スムーズになる。
【0103】
また、集積装置200,210と梱包装置300との電気的な結合部はコネクタ204B,217B,302Bで構成されており、かつ、該コネクタ204B,217B,302Bは信号送信側装置からの信号群が変更されても信号受信側装置が該信号群を受信可能とされているので、一方が交換されても電気信号の受け渡しは確保される。すなわち、集積装置200,210は、梱包装置300に必要な最大種類の信号を受信可能とされているので、梱包装置300が交換されても電気信号の受け渡しは確保される。なお、説明を省略したが、集積装置210と梱包装置320,340との結合部も前述したと同様の構成とされている。
【0104】
さらに、信号受信側装置と信号送信側装置との間の配線を、この集積梱包システムに限定することなく生産ラインにわたって繰り返すことによって全体の電気信号系統を完成させることができるので、この生産ラインの最上流側装置と最下流側装置との間に長大な電線を引き回すことがなく、作業環境はすっきりしたものとなる。
【0105】
その場合、結合部を汎用性のある器材であるコネクタ204B,217B,302Bを使用して構成することができるメリットがある。
【0106】
そして、一括着脱可能な構成のコネクタ204B,217B,302Bが使用されているから、工具なして着脱を行なうことができ、もって相手方を交換するときの結合あるいは解除の作業性が向上する。
【0107】
また、集積装置200,210と梱包装置300,320,340とにそれぞれコントローラ200b,210b,300b,320b,340bが備えられているので、装置ごとに独立して効率的な制御を行なうことが可能となる。
【0108】
また、集積装置200,210及び梱包装置300,320,340のコントローラ200b,210b,300b,320b,340bが社内LAN400を介して接続されているので、集積装置200,210のコントローラ200b,210bと梱包装置300,320,340のコントローラ300b,320b,340bとの間で相互に通信することができる。その場合、集積装置200,210及び梱包装置300,320,340(集積装置210及び集積装置320,340については説明せず)にそれぞれIPアドレスのような固有の機械識別コードが付与されているので、社内LAN400に何が接続されたか、あるいは結合された相手方は何であるか等が確実に判明すると共に、各装置200,210,300,320,340を確実に動作させることができる。
【0109】
また、集積装置200,210と梱包装置300,320,340とを統括的に制御する統括制御手段の機能を備えたリモートコントロールパネル500により、これらが一括して効率的に制御される。その場合、リモートコントロールパネル500つまり統括制御手段は集積装置200,210のコントローラ200b,210bや梱包装置300,320,340のコントローラ300b,320b,340bとは別体であるので、その設置場所の自由度が増すことになる。
【0110】
なお、統括制御手段の機能を備えないリモートコントロールパネルを使用する場合、あるいはリモートコントロールパネルそのものを使用しない場合、統括制御手段を集積装置200,210のコントローラ200b,210bや梱包装置300,320,340のコントローラ300b,320b,340bのいずれか一つと一体的に備えてもよく、レイアウトがすっきりしたものとなる。その場合、統括制御手段をどのコントローラ200b,210b,300b,320b,340bと一体的に備えるかは、例えば各コントローラ200b,210b,300b,320b,340bの負荷に応じて決定すればよい。
【0111】
また、集積装置200と梱包装置300とが結合されたとき、統括制御手段の機能を備えたリモートコントロールパネル500はこれら装置200,300の組合せごとに、結合されたときに必要となるソフトウエアプログラムをメモリ500aから自動的にローディングするので、効率のよい集積梱包システムを構築することが可能となる。なお、説明を省略したが、リモートコントロールパネル500は、集積装置210と梱包装置300と、集積装置210と梱包装置320と、及び集積装置210と梱包装置340とが結合されたときにも、前述したと同様に機能する。
【0112】
また、例えば物品予約コードを介して物品Xの種類が指定されたとき、リモートコントロールパネル500はメモリ500aからこの物品Xに関する情報を読み出し、物品Xの種類に応じて集積装置200と梱包装置300とを一括して確実かつ効率的に制御することができる。なお、説明を省略したが、リモートコントロールパネル500は、集積装置210と梱包装置300と、集積装置210と梱包装置320と、及び集積装置210と梱包装置340とが結合されたときにも、前述したと同様の制御を行なう。
【0113】
また、リモートコントロールパネル500を社内LAN400に接続することにより、便利な場所でこのリモートコントロールパネル600を操作することができ、作業性が向上する。
【0114】
また、リモートコントロールパネル500は統括制御手段の機能を備えているので、集積装置200,210と梱包装置300,320,340との組合せが変更されても、システム全体を制御することができるリモートコントロールパネル500は残ることになる。すなわち、例えば結合されたときに必要となるソフトウエアプログラムの記憶先として最適である。さらに、この種のシステムでは、操作パネルや操作ボタンを有するリモートコントロールパネルが備えられるのが通例であることからも、前記リモートコントロールパネル500が統括制御手段を兼ねるメリットは大きい。
【0115】
また、集積装置200,210のコントローラ200b,210bと梱包装置300のコントローラ300bとを接続する社内LAN400には、該社内LAN400を介して当該装置200,210,300に接続された装置200,210,300を停止させるための回線、つまり集積装置200,210側のコネクタ204B,217Bと梱包装置300側のコネクタ302Bとの間で運転停止信号の受け渡しが行なわれるように極L22,L31が設けられているので、特定の装置200,210,300において非常停止ボタン等を介して非常停止が指示されたとき、集積梱包システム全体を非常停止状態とすることができ、安全性の高いシステムが実現される。これを集積梱包システムの前後工程に展開すれば、同様に安全性の高い生産システムが実現される。なお、説明を省略したが、集積装置210と梱包装置320,340とを結合した場合においても同様である。
【0116】
さらに、特に重量物となる集積装置210や梱包装置320,340に移動手段を備えてもよい。図13に集積装置210を例にとって示すように、この集積装置210のフレーム210aの下部に、複数のキャスタ218…218を取り付けることにより、この集積装置210を交換、移動する場合に、作業性が向上する。例えば、図示は省略するが、前記梱包装置320,340にキャスタを備えた上で、午前中は集積装置210に箱詰式の梱包装置320を結合して箱詰め作業を行ない、午後は前記箱詰式の梱包装置320を袋詰式の梱包装置340に交換して袋詰め作業を行なう等、生産計画に一層フレキシブルに対応することができる。
【0117】
なお、本発明は、具体的に詳述した前記実施の形態に限定されることはなく、本発明の趣旨に沿うものであればよい。
【0118】
例えば、前記実施の形態では、本発明に係る集積梱包システムはシールチェッカ100に連結されて使用されていたが、例えば、重量チェッカ、X線異物検出装置、あるいは通常のコンベア等にも好ましく連結される。
【0119】
また、前記実施の形態では、自動タイプの集積装置210にはバケット型のものが使用されていたが、例えば特開2003−212337号公報に記載のバケットレス型のものも好ましく使用可能である。さらに、自動タイプの集積装置210には、上流側のシールチェッカ100の搬送方向aと直交する方向fに物品X…Xを集積して搬送する構成のものが使用されていたが、シールチェッカ100の搬送方向aと同じ方向に物品X…Xを集積して搬送する構成のものも好ましく使用可能である。
【0120】
また、前記実施の形態では、集積装置210と梱包装置300,320,340との間の物品X…Xの受け渡しに際し、梱包装置300,320,340の物品受入間口は集積装置210の物品排出間口より広くされていたが、両者を同等としてもよい。一方、集積装置210の物品排出高さは梱包装置300,320,340の物品受入高さに比較して高くされていたが、両者を同等としてもよい。
【0121】
また、図示は省略するが、集積装置210と梱包装置300,320,340との結合部において、上流側の集積装置210の物品排出高さが下流側の梱包装置300,320,340の物品受入高さに比較して低い状態としてもよい。すなわち、レイアウトの都合上、集積装置210の物品排出高さが梱包装置300,320,340の物品受入高さより低くされている場合においても、例えば両装置間に下流側ほど上方に傾斜する中継板等を介設することにより、上流側から下流側へのスムーズな物品の受け渡しが確保される。
【0122】
また、前記実施の形態では、梱包装置300からの信号群が変更されても集積装置200が該信号群を受信可能とされていたが、逆に、集積装置200からの信号群が変更されても梱包装置300が該信号群を受信可能となるように構成してもよい。
【0123】
また、前記実施の形態では、集積装置200,210及び梱包装置300,320,340の各コントローラ200b,210b,300b,320b,340bは、各装置200,210,300,320,340を動作させるためのソフトウエアプログラムを保有していたが、これらをリモートコントロールパネル500のような統括制御手段に保有させて、前記コントローラ200b,210b,300b,320b,340bの負荷を軽減することができる。そして、これらソフトウエアプログラムを、前述した結合されたときに必要となるソフトウエアプログラムのローディングに併せてローディングすればよい。
【0124】
また、前記実施の形態では、各生産システムに1つのリモートコントロールパネル500が備えられていたが、特にこれをマルチスクリーンタイプのもので構成してもよいし、あるいは、図14に示すように、例えば社内LAN400に接続された各装置100,200,300の近傍に、リモートコントロールパネル500を複数接続して備えるようにしてもよい。いずれの場合にも、作業性はさらに向上する。
【0125】
そして、前記実施の形態では、例えばリモートコントロールパネル500のように統括制御手段を備えたが、これを省略した集積梱包システムとしてもよい。
【産業上の利用可能性】
【0126】
以上説明したように、本発明によれば、生産形態の切り換えが最小限の投資で可能な物品の集積梱包システムが提供される。すなわち、本発明は、供給された物品を複数個集積して段ボール箱や大袋に梱包するシステムに関し、物品梱包の技術分野に広く好適である。
【図面の簡単な説明】
【0127】
【図1】本発明の実施の形態に係る集積梱包システムを採用した生産ラインの斜視図である。
【図2】電気信号の受け渡しを説明する模式的な図である。
【図3】制御システムのブロック図である。
【図4】図1における集積装置を別なる構成のものに交換した場合の生産ラインの斜視図である。
【図5】集積装置と梱包装置との結合部を示す一部を破断した要部平面図である。
【図6】図5のII−II線による矢視断面図である。
【図7】電気信号の受け渡しを説明する模式的な図である。
【図8】制御システムのブロック図である。
【図9】図4における梱包装置を別なる構成のものに交換した場合の生産ラインの斜視図である。
【図10】制御システムのブロック図である。
【図11】図8における梱包装置を別なる構成のものに交換した場合の生産ラインの斜視図である。
【図12】制御システムのブロック図である。
【図13】キャスタが付設された集積装置の斜視図である。
【図14】リモートコントロールパネルを複数備えた場合の制御システムのブロック図である。
【符号の説明】
【0128】
200,210 集積装置
200b,210b コントローラ(個別制御手段)
204A,204B,217A,217B コネクタ
218 キャスタ(移動手段)
300,320,340 梱包装置
300b,320b,340b コントローラ(個別制御手段)
302A,302B コネクタ
310 クランプ(クランプ部品)
400 社内LAN(通信媒体)
500 リモートコントロールパネル(統括制御手段、リモートコントロール手段)
500a メモリ(プログラム記憶手段、物品情報記憶手段)
X 袋詰物品(物品)
Y 段ボール箱(箱)
Z 大袋(袋)
【特許請求の範囲】
【請求項1】
上流側から供給された物品を受け入れて複数個集積したのち、下流側で梱包する集積梱包システムであって、
前記集積工程と梱包工程とを実行するためのそれぞれモジュール化され、かつ、互いに結合可能とされた集積装置と梱包装置とを有し、
これらの少なくとも一方が交換可能なように、両装置の結合部が相手方の交換時にも物品及び電気信号の受け渡しができる構成とされていることを特徴とする集積梱包システム。
【請求項2】
前記請求項1に記載の集積梱包システムにおいて、
前記集積装置は、上流側から供給された物品を手動で集積する手動集積装置、または自動集積手段を備えた自動集積装置であることを特徴とする集積梱包システム。
【請求項3】
前記請求項1に記載の集積梱包システムにおいて、
前記梱包装置は、集積された物品を手動で箱もしくは袋に梱包する手動梱包装置、または自動梱包手段を備えた自動梱包装置であることを特徴とする集積梱包システム。
【請求項4】
前記請求項1から請求項3のいずれかに記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、クランプ部品を介して結合されるように構成されていることを特徴とする集積梱包システム。
【請求項5】
前記請求項1から請求項4のいずれかに記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、前記梱包装置の物品受入間口が前記集積装置の物品排出間口に比較して同等もしくは広い状態で結合されるように構成されていることを特徴とする集積梱包システム。
【請求項6】
前記請求項5に記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、前記集積装置の物品排出高さが前記梱包装置の物品受入高さに比較して同等もしくは高い状態で結合されるように構成されていることを特徴とする集積梱包システム。
【請求項7】
前記請求項5に記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、前記集積装置の物品排出高さが前記梱包装置の物品受入高さに比較して同等もしくは低い状態で結合されるように構成されていることを特徴とする集積梱包システム。
【請求項8】
前記請求項1から請求項7のいずれかに記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、信号送信側装置からの信号群が変更されても信号受信側装置が該信号群を受信可能とされていることを特徴とする集積梱包システム。
【請求項9】
前記請求項8に記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、コネクタを介して結合されるように構成されていることを特徴とする集積梱包システム。
【請求項10】
前記請求項9に記載の集積梱包システムにおいて、
前記コネクタは、一括着脱可能に構成されていることを特徴とする集積梱包システム。
【請求項11】
前記請求項1から請求項10のいずれかに記載の集積梱包システムにおいて、
前記集積装置と梱包装置とには、該集積装置の動作と梱包装置の動作とを制御するための個別制御手段がそれぞれ備えられていることを特徴とする集積梱包システム。
【請求項12】
前記請求項11に記載の集積梱包システムにおいて、
前記集積装置と梱包装置とは、それぞれ固有の個体識別情報が付与されており、かつ、
前記両個別制御手段は、前記個体識別情報に基づいて互いに相手方を認識しつつ、通信媒体を介して接続可能とされていることを特徴とする集積梱包システム。
【請求項13】
前記請求項11または請求項12に記載の集積梱包システムにおいて、
前記集積装置と梱包装置とを統括的に制御する統括制御手段が備えられており、
該統括制御手段は、前記いずれか一方の個別制御手段と一体的に備えられているか、または、
別体として備えられていることを特徴とする集積梱包システム。
【請求項14】
前記請求項13に記載の集積梱包システムにおいて、
前記統括制御手段には、前記集積装置と梱包装置との組合せごとに、前記両装置が結合されたときに必要となるソフトウエアプログラムを記憶するプログラム記憶手段が備えられていると共に、
前記各個別制御手段には、各装置を動作させるためのソフトウエアプログラムが保有されており、
前記統括制御手段は、前記集積装置と梱包装置とが結合されたときに、前記通信媒体を介して前記装置ごとに付与された前記個体識別情報を読み出すと共に、
該読み出した情報に基づいて前記プログラム記憶手段から該当するソフトウエアプログラムを読み出して、前記各装置を制御することを特徴とする集積梱包システム。
【請求項15】
前記請求項13に記載の集積梱包システムにおいて、
前記統括制御手段には、前記集積装置と梱包装置との組合せごとに、前記両装置が結合されたときに必要となるソフトウエアプログラムと、
前記各装置を動作させるためのソフトウエアプログラムとを記憶するプログラム記憶手段が備えられており、
前記統括制御手段は、前記集積装置と梱包装置とが結合されたときに、前記通信媒体を介して前記装置ごとに付与された前記個体識別情報を読み出すと共に、
該読み出した情報に基づいて前記プログラム記憶手段から該当する各ソフトウエアプログラムを読み出して、前記各装置を制御することを特徴とする集積梱包システム。
【請求項16】
前記請求項13から請求項15のいずれかに記載の集積梱包システムにおいて、
前記統括制御手段には、前記物品の種類ごとに集積及び梱包に関する情報を記憶する物品情報記憶手段が備えられており、
前記統括制御手段は、前記物品の種類が指定されたときに、前記物品情報記憶手段から当該物品に関する情報を読み出して、前記集積装置及び梱包装置を物品の種類に応じて制御することを特徴とする集積梱包システム。
【請求項17】
前記請求項12から請求項16のいずれかに記載の集積梱包システムにおいて、
前記通信媒体に接続して操作可能なリモートコントロール手段が備えられていることを特徴とする集積梱包システム。
【請求項18】
前記請求項17に記載の集積梱包システムにおいて、
前記リモートコントロール手段は、前記統括制御手段の機能を備えていることを特徴とする集積梱包システム。
【請求項19】
前記請求項12から請求項18のいずれかに記載の集積梱包システムにおいて、
前記集積装置及び梱包装置の個別制御手段同士を接続する通信媒体には、該通信媒体を介して当該装置に接続された装置を停止させるための回線が設けられていることを特徴とする集積梱包システム。
【請求項20】
前記請求項1から請求項19のいずれかに記載の集積梱包システムにおいて、
前記集積装置及び梱包装置には、移動手段が備えられていることを特徴とする集積梱包システム。
【請求項1】
上流側から供給された物品を受け入れて複数個集積したのち、下流側で梱包する集積梱包システムであって、
前記集積工程と梱包工程とを実行するためのそれぞれモジュール化され、かつ、互いに結合可能とされた集積装置と梱包装置とを有し、
これらの少なくとも一方が交換可能なように、両装置の結合部が相手方の交換時にも物品及び電気信号の受け渡しができる構成とされていることを特徴とする集積梱包システム。
【請求項2】
前記請求項1に記載の集積梱包システムにおいて、
前記集積装置は、上流側から供給された物品を手動で集積する手動集積装置、または自動集積手段を備えた自動集積装置であることを特徴とする集積梱包システム。
【請求項3】
前記請求項1に記載の集積梱包システムにおいて、
前記梱包装置は、集積された物品を手動で箱もしくは袋に梱包する手動梱包装置、または自動梱包手段を備えた自動梱包装置であることを特徴とする集積梱包システム。
【請求項4】
前記請求項1から請求項3のいずれかに記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、クランプ部品を介して結合されるように構成されていることを特徴とする集積梱包システム。
【請求項5】
前記請求項1から請求項4のいずれかに記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、前記梱包装置の物品受入間口が前記集積装置の物品排出間口に比較して同等もしくは広い状態で結合されるように構成されていることを特徴とする集積梱包システム。
【請求項6】
前記請求項5に記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、前記集積装置の物品排出高さが前記梱包装置の物品受入高さに比較して同等もしくは高い状態で結合されるように構成されていることを特徴とする集積梱包システム。
【請求項7】
前記請求項5に記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、前記集積装置の物品排出高さが前記梱包装置の物品受入高さに比較して同等もしくは低い状態で結合されるように構成されていることを特徴とする集積梱包システム。
【請求項8】
前記請求項1から請求項7のいずれかに記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、信号送信側装置からの信号群が変更されても信号受信側装置が該信号群を受信可能とされていることを特徴とする集積梱包システム。
【請求項9】
前記請求項8に記載の集積梱包システムにおいて、
前記集積装置と梱包装置との結合部は、コネクタを介して結合されるように構成されていることを特徴とする集積梱包システム。
【請求項10】
前記請求項9に記載の集積梱包システムにおいて、
前記コネクタは、一括着脱可能に構成されていることを特徴とする集積梱包システム。
【請求項11】
前記請求項1から請求項10のいずれかに記載の集積梱包システムにおいて、
前記集積装置と梱包装置とには、該集積装置の動作と梱包装置の動作とを制御するための個別制御手段がそれぞれ備えられていることを特徴とする集積梱包システム。
【請求項12】
前記請求項11に記載の集積梱包システムにおいて、
前記集積装置と梱包装置とは、それぞれ固有の個体識別情報が付与されており、かつ、
前記両個別制御手段は、前記個体識別情報に基づいて互いに相手方を認識しつつ、通信媒体を介して接続可能とされていることを特徴とする集積梱包システム。
【請求項13】
前記請求項11または請求項12に記載の集積梱包システムにおいて、
前記集積装置と梱包装置とを統括的に制御する統括制御手段が備えられており、
該統括制御手段は、前記いずれか一方の個別制御手段と一体的に備えられているか、または、
別体として備えられていることを特徴とする集積梱包システム。
【請求項14】
前記請求項13に記載の集積梱包システムにおいて、
前記統括制御手段には、前記集積装置と梱包装置との組合せごとに、前記両装置が結合されたときに必要となるソフトウエアプログラムを記憶するプログラム記憶手段が備えられていると共に、
前記各個別制御手段には、各装置を動作させるためのソフトウエアプログラムが保有されており、
前記統括制御手段は、前記集積装置と梱包装置とが結合されたときに、前記通信媒体を介して前記装置ごとに付与された前記個体識別情報を読み出すと共に、
該読み出した情報に基づいて前記プログラム記憶手段から該当するソフトウエアプログラムを読み出して、前記各装置を制御することを特徴とする集積梱包システム。
【請求項15】
前記請求項13に記載の集積梱包システムにおいて、
前記統括制御手段には、前記集積装置と梱包装置との組合せごとに、前記両装置が結合されたときに必要となるソフトウエアプログラムと、
前記各装置を動作させるためのソフトウエアプログラムとを記憶するプログラム記憶手段が備えられており、
前記統括制御手段は、前記集積装置と梱包装置とが結合されたときに、前記通信媒体を介して前記装置ごとに付与された前記個体識別情報を読み出すと共に、
該読み出した情報に基づいて前記プログラム記憶手段から該当する各ソフトウエアプログラムを読み出して、前記各装置を制御することを特徴とする集積梱包システム。
【請求項16】
前記請求項13から請求項15のいずれかに記載の集積梱包システムにおいて、
前記統括制御手段には、前記物品の種類ごとに集積及び梱包に関する情報を記憶する物品情報記憶手段が備えられており、
前記統括制御手段は、前記物品の種類が指定されたときに、前記物品情報記憶手段から当該物品に関する情報を読み出して、前記集積装置及び梱包装置を物品の種類に応じて制御することを特徴とする集積梱包システム。
【請求項17】
前記請求項12から請求項16のいずれかに記載の集積梱包システムにおいて、
前記通信媒体に接続して操作可能なリモートコントロール手段が備えられていることを特徴とする集積梱包システム。
【請求項18】
前記請求項17に記載の集積梱包システムにおいて、
前記リモートコントロール手段は、前記統括制御手段の機能を備えていることを特徴とする集積梱包システム。
【請求項19】
前記請求項12から請求項18のいずれかに記載の集積梱包システムにおいて、
前記集積装置及び梱包装置の個別制御手段同士を接続する通信媒体には、該通信媒体を介して当該装置に接続された装置を停止させるための回線が設けられていることを特徴とする集積梱包システム。
【請求項20】
前記請求項1から請求項19のいずれかに記載の集積梱包システムにおいて、
前記集積装置及び梱包装置には、移動手段が備えられていることを特徴とする集積梱包システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2006−290374(P2006−290374A)
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願番号】特願2005−110682(P2005−110682)
【出願日】平成17年4月7日(2005.4.7)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願日】平成17年4月7日(2005.4.7)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]