
離型シート

【課題】本発明は、従来と比べて被溶着フィルムとの離型性に優れるとともに、長寿命,高品質で且つ低コストの離型シートを得ることを課題とする。
【解決手段】製袋加工の際に、被融着フィルムとヒートシールバー間に配置されて使用される離型シートであり、被融着フィルムの溶融温度よりも高い耐熱性織布又は不織布からなる芯材11と、この芯材11の表面に形成されたふっ素樹脂層12a,12bとを具備し、十点平均表面粗さRzが35μm以上120μm未満であることを特徴とする離型シート。
【解決手段】製袋加工の際に、被融着フィルムとヒートシールバー間に配置されて使用される離型シートであり、被融着フィルムの溶融温度よりも高い耐熱性織布又は不織布からなる芯材11と、この芯材11の表面に形成されたふっ素樹脂層12a,12bとを具備し、十点平均表面粗さRzが35μm以上120μm未満であることを特徴とする離型シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合掌製袋、スタンドパウチ,チャック袋,ガゼット袋,二方袋,三方袋等の製袋加工時に使用される離型シートに関する。
【背景技術】
【0002】
周知の如く、製袋業界にて溶融ポリエチレンとの離型用途として、ガラスクロスにふっ素樹脂をコーティングした物(以下、ファブリックと呼ぶ),即ち離型シートが使用されている。ところで、ヒートシール時においては、ファブリックの離型性が非常に重要であり、特に合掌製袋、スタンドパウチ,チャック袋の製袋加工においては、フィルムとヒートシールバーが平行に使用されるため、極めて離型性の高いファブリックが必要である。
【0003】
従来、上記離型シートと関連する粘着シートとしては、例えば特許文献1が知られている。特許文献1には、略全面にわたって粘着加工された粘着剤を介して粘着シートと離型紙とを貼合して粘着シート材を形成し、この粘着シート材を所定の圧力,温度及び速度条件でエンボス加工することにより粘着シートが形成されることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−345115号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の離型シートは、ヒートシールを繰り返し受けることにより短時間で離型性が低下し、被融着フィルムに虫食いと言われる製品不良が発生していた。従って、この製品不良を防止するために頻繁に離型シートを交換する必要があり、コスト高を招いていた。特に、合掌製袋、スタンドパウチ、チャック袋等の製袋加工では、被融着フィルムの進行する方向とヒータ盤とが平行の位置関係にある場合、前記被融着フィルムの離型性の低下が製袋形状の不具合につながり、短期間で離型シートを交換する必要があった。また、ヒータ板やステンレス鋼板に離型シートを貼り付けて使用する場合、製造ラインを停止して離型シートを取り替える必要があり、多大なコストが必要であった。
【0006】
本発明は上記事情を考慮してなされたもので、従来と比べて被融着フィルムとの離型性に優れるとともに、長寿命且つ高品質の離型シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る離型シートは、加工の際に、被融着フィルムとヒートシールバー間に配置されて使用される粘着テープであり、被融着フィルムの溶融温度よりも高い耐熱性織布又は不織布からなる芯材と、この芯材の表面に形成されたふっ素樹脂層とを具備し、十点平均表面粗さRzが35μm以上120μm未満であることを特徴とするである。
【発明の効果】
【0008】
本発明によれば、従来と比べて被融着フィルムとの離型性に優れるとともに、長寿命且つ高品質の離型シートが得られる。
【図面の簡単な説明】
【0009】
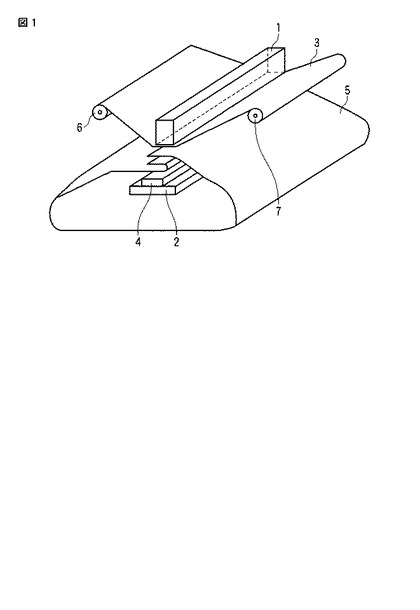
【図1】図1は、本発明に係る離型シートを用いて合掌製袋を製袋加工する場合の説明図である。
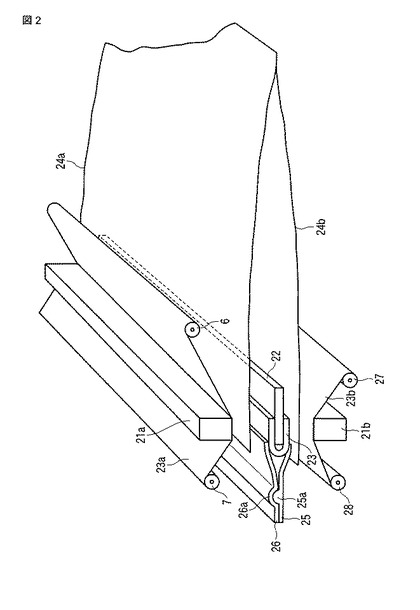
【図2】図2は、本発明に係る離型シートを用いてチャック袋を製袋加工する場合の説明図である。
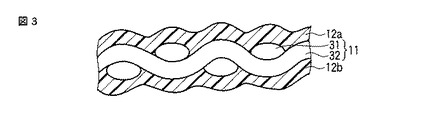
【図3】図3は、本発明の実施例1に係る離型シートの概略的な断面図である。
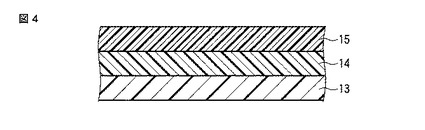
【図4】図4は、本発明の実施例1に係る合掌製袋の概略的な断面図である。
【図5】図5は、本発明のチャック袋用被融着フィルムの概略的な断面図である。
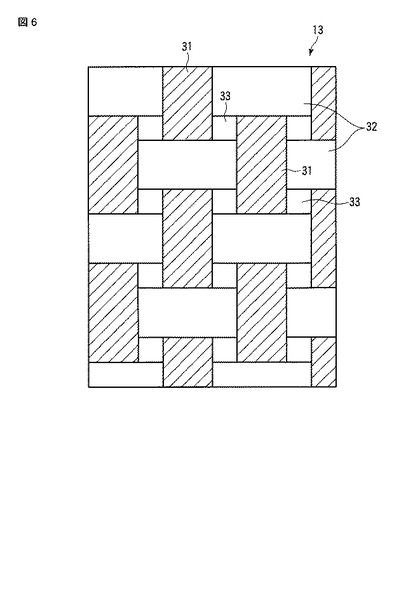
【図6】図6は、離型シートの一構成であるガラスクロス表面を顕微鏡で拡大してみた場合の模式図である。
【発明を実施するための形態】
【0010】
以下、本発明について更に詳しく説明する。
本発明に係る芯材は、被融着フィルムの溶融温度よりも高い耐熱性織布又は不織布からなる。ここで、耐熱性織布としては、例えばガラス繊維,炭素繊維,アラミド樹脂繊維,ポリイミド樹脂繊維,フェノール樹脂繊維,炭化ケイ素繊維,窒化ケイ素繊維,ステンレス鋼繊維からなる繊維を平織,朱子織,綾織された織布が挙げられる。
また、不織布としては、例えば、ガラス繊維,炭素繊維,アラミド樹脂繊維,ポリイミド樹脂繊維,フェノール樹脂繊維,ポリパラフェニレンベンゾビスオキサゾール繊維からなる不織布が挙げられる。
【0011】
本発明において使用されるふっ素樹脂としては、例えばポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、ポリクロロトリフルオロエチレン(PCTFE)、ポリビニリデンフルオライド(PVDF)、ポリビニルフルオライド(PVF)、テトラフルオロエチレン−エチレン共重合体(PETFE)が挙げられる。
【0012】
本発明において、十点平均表面粗さRzは35μm以上120μm未満であることが必要であり、好ましくは35μm以上70μm未満である。この理由は、Rzがこの数値範囲を外れると、被融着フィルムに外観不良が発生するからである。
【0013】
以下、本発明の実施例に係る離型シートを用いて合掌製袋並びにチャック袋を製袋加工する場合について図面を参照して説明する。
(実施例1)
図1を参照する。図1中の符番1は、ブロック状のヒータである。このヒータ1の下部には、ステンレス鋼板(ヒートシールバー)2が配置されている。ヒータ1の下部には、繰り出し,巻き取り機構としてのロール6,7に設置された第1の離型シート3が配置されている。ステンレス鋼板2の上面の一部には、図示しない粘着剤が下面に塗布された第2の離型シート4が貼られている。
【0014】
ここで、離型シート3,4の樹脂層は、夫々PTFEスカイブドフィルム層であり、総厚みは0.19mmである。具体的には、離型シート3,4は、図3に示すように、被融着フィルムの溶融温度よりも高い耐熱性織布からなる芯材11と、この芯材11の両面に形成されたPTFE層12a,12bからなる。ここで、芯材11は複数の縦糸31及び横糸32を平織して構成されている。離型シート3,4の十点平均表面粗さRzは、35μm以上70μm未満である。
【0015】
第1の離型シート3で一部が覆われたヒータ1と第2の離型シート4で一部が覆われたステンレス鋼板2間には、内面同士を重ね合わせた被融着フィルム5が融着されて一体化されている。ここで、被融着フィルム5は、図4に示すように、直鎖状低密度ポリエチレンからなる内面層13と、ポリアミドからなる中間層14と、ポリエチレンテレフタレートからなる表面層15とから構成されている。
【0016】
次に、上記離型シート3,4を用いて合掌製袋を製袋加工する場合の動作について説明する。まず、ヒータ1に熱をかけた状態で、ヒータ1とステンレス鋼板2間に離型シート3,4を夫々介して被融着フィルム5の両端の一部を内面同士で重ね合わせて、両者を熱プレスする。ここで、熱プレスは、プレス温度250℃以上260℃以下で行った。これにより、被融着フィルム5の内面同士が溶着される。この後、ヒータ1を上に移動させ、合掌製袋を製造する。
【0017】
上記実施例1に係る離型シートは、図3に示すように、被融着フィルムの溶融温度よりも高い耐熱性織布からなる芯材11と、この芯材11の両面に形成されたPTFE層12a,12bからなり、十点平均表面粗さRzが35μm以上70μm未満である構成となっている。従って、実施例1の離型シートを用いて製造した合掌製袋は、120日経過後まで外観が良好で長寿命かつ高品質の合掌製袋であった。また、上記表面凹凸により離型シートと被融着フィルムとの離型性が飛躍的に向上するとともに、長期間取り替えが不要なためコスト低減を図ることができる。
【0018】
(実施例2)
図2を参照する。但し、図1と同部材は同符番を付して説明を省略する。
図2中の符番21a,21bは、夫々上下に配置されたブロック状のヒータである。これらのヒータ21a,21b間には、ステンレス鋼板22が配置されている。ヒータ21aの下部には、繰り出し,巻き取り機構を構成するロール6,7に設置された本発明の第1の離型シート23aが配置されている。ヒータ21bの上部には、別の繰り出し,巻き取り機構を構成するロール27,28に設置された本発明の第2の離型シート23bが配置されている。
【0019】
ステンレス鋼板22の上下面の一部を含む側面には、粘着剤が塗布された本発明の第3の離型シート23cが貼られている。ここで、離型シート23cは、PTFEスカイブドフィルム層であり、厚みは0.19mmである。具体的には、離型シート23cは、図3に示すように、被融着フィルムの溶融温度よりも高い耐熱性織布からなる芯材11と、この芯材11の両面に形成されたPTFE層12a,12bからなる。ここで、芯材11は複数の縦糸31及び横糸32を綾織して構成されている。離型シート23cの十点平均表面粗さRzは、35μm以上70μm未満である。
【0020】
離型シート23aで一部が覆われたヒータ21aと離型シート23bで一部が覆われたステンレス鋼板22間には、第1の被融着フィルム24aの一端が延出している。ヒータ21bと離型シート23bで一部が覆われたステンレス鋼板22間には、第2の被融着フィルム24bの一端が延出している。第1・第2の被融着フィルム24a,24bは他端側で溶着されて一体化されている。ここで、第1・第2の被融着フィルム24a,24b及び後述する第3・第4の被融着フィルムは、図5に示すように、ポリプロピレンからなる内面層16と、ポリエチレンテレフタレートからなる表面層17とから構成されている。
【0021】
直線状に伸びた半球状の凸部25aを上部に形成された第3の被融着フィルム25は、その一部が離型シート23b,23c間に位置するように配置されている。直線状に伸び且つ前記凸部25aと嵌合する凹部26aを下部に形成された第4の被融着フィルム26は、その一部が離型シート23a,23b間に位置するように配置されている。ここで、前記被融着フィルム25,26は、ポリプロピレンからなる。
【0022】
次に、上記離型シート23a,23b,23cを用いてチャック袋を製袋加工する場合の動作について説明する。まず、ヒータ21a,21bを加熱した状態で、ヒータ21aとステンレス鋼板22間に離型シート23a,23bを夫々介して第1の被融着フィルム24aと第4の被融着フィルム26の夫々の一部を重ね合わせて、両者を熱プレスする。同時に、ステンレス鋼板22とヒータ21b間に離型シート23b,23cを夫々介して第3の被融着フィルム25と第2の被融着フィルム24bの夫々の一部を重ね合わせて、両者を熱プレスする。ここで、熱プレスは、プレス温度190℃以上200℃以下で行った。これにより、被融着フィルム24a,26同士、及び被融着フィルム25,24b同士が溶着される。この後、ヒータ21a,21bを互いに上下に離間させ、両側部が開口したチャック袋本体を、ヒータ21a,21b及びステンレス鋼板22から外し、チャック袋を製造する。
【0023】
上記実施例2に係る離型シートは、図3に示すように、被融着フィルムの溶融温度よりも高い耐熱性織布からなる芯材11と、この芯材11の両面に形成されたPTFE層12a,12bからなり、十点平均表面粗さRzが35μm以上70μm未満である構成となっている。従って、実施例2の離型シートを用いて製造したチャック袋は、20日経過後まで外観が良好であった。また、上記表面凹凸により離型シートと被融着フィルムとの離型性が飛躍的に向上するとともに、長期間取り替えが不要なためコスト低減を図ることができる。
【0024】
下記表1は、上記実施例1,2、及び後述する実施例3,4、比較例1〜6における離型シートの表面材料、十点平均表面粗さの範囲、溶融プレス成形加工による試験条件、及び評価試験における袋の外観状況を示す。
【0025】
また、一般に、芯材(耐熱性織布)11は、図6に示すように、縦糸31と横糸32を平織により構成されているので、縦糸31と横糸32とがクロスする部分には必然的に隙間33が生じる。しかして、本発明の離型シートの場合、芯材の上下面にPTFE層12a,12bが形成されるので、隙間33はPTFE層12a,12bにより塞がれる。
【表1】

【0026】
表1において、試験条件1とは、袋の形態が合掌製袋、袋の材質が表面層:ポリエチレンテレフタレート、中間層:ポリアミド、内面層:直鎖状低密度ポリエチレンであり、融着プレス温度が250℃以上260℃未満である場合を示す。試験条件2とは、袋の形態がチャック袋、袋の材質が表面層:ポリエチレンテレフタレート,内面層:ポリプロピレンであり、融着プレス温度が190℃以上200℃未満の場合を示す。
【0027】
(実施例3、比較例1,3,5)
上記実施例1と同様にして合掌製袋を製造した
(実施例4、比較例2,4,6)
上記実施例2と同様にしてチャック袋を製造した。ここで、粘着剤層を設けた離型シートの表面材料、十点平均表面粗さの範囲、溶融プレス成形加工による試験条件、及び評価試験における袋の外観状況は、上記表1に示すとおりである。
【0028】
また、この発明は、上記実施形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、上記実施形態に開示されている複数の構成要素の適宜な組み合せにより種々の発明を形成できる。例えば、実施形態に示される全構成要素から幾つかの構成要素を削除してもよい。更に、異なる実施形態に亘る構成要素を適宜組み合せてもよい。具体的には、芯材やふっ素樹脂層の材料は上述したものに限定されない。
【符号の説明】
【0029】
1,21a,21b…ヒータ、2,22…ステンレス鋼板(ヒートシールバー)、3,4,23a,23b,23c…離型シート、5,24a,24b,25,26…被融着フィルム、11…芯材、12a,12b…PTFE層(ふっ素樹脂層)、13,16…内面層、14…中間層、15,17…表面層、25a…凸部、26a…凹部、31…縦糸、32…横糸、33…隙間。
【技術分野】
【0001】
本発明は、合掌製袋、スタンドパウチ,チャック袋,ガゼット袋,二方袋,三方袋等の製袋加工時に使用される離型シートに関する。
【背景技術】
【0002】
周知の如く、製袋業界にて溶融ポリエチレンとの離型用途として、ガラスクロスにふっ素樹脂をコーティングした物(以下、ファブリックと呼ぶ),即ち離型シートが使用されている。ところで、ヒートシール時においては、ファブリックの離型性が非常に重要であり、特に合掌製袋、スタンドパウチ,チャック袋の製袋加工においては、フィルムとヒートシールバーが平行に使用されるため、極めて離型性の高いファブリックが必要である。
【0003】
従来、上記離型シートと関連する粘着シートとしては、例えば特許文献1が知られている。特許文献1には、略全面にわたって粘着加工された粘着剤を介して粘着シートと離型紙とを貼合して粘着シート材を形成し、この粘着シート材を所定の圧力,温度及び速度条件でエンボス加工することにより粘着シートが形成されることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−345115号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の離型シートは、ヒートシールを繰り返し受けることにより短時間で離型性が低下し、被融着フィルムに虫食いと言われる製品不良が発生していた。従って、この製品不良を防止するために頻繁に離型シートを交換する必要があり、コスト高を招いていた。特に、合掌製袋、スタンドパウチ、チャック袋等の製袋加工では、被融着フィルムの進行する方向とヒータ盤とが平行の位置関係にある場合、前記被融着フィルムの離型性の低下が製袋形状の不具合につながり、短期間で離型シートを交換する必要があった。また、ヒータ板やステンレス鋼板に離型シートを貼り付けて使用する場合、製造ラインを停止して離型シートを取り替える必要があり、多大なコストが必要であった。
【0006】
本発明は上記事情を考慮してなされたもので、従来と比べて被融着フィルムとの離型性に優れるとともに、長寿命且つ高品質の離型シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る離型シートは、加工の際に、被融着フィルムとヒートシールバー間に配置されて使用される粘着テープであり、被融着フィルムの溶融温度よりも高い耐熱性織布又は不織布からなる芯材と、この芯材の表面に形成されたふっ素樹脂層とを具備し、十点平均表面粗さRzが35μm以上120μm未満であることを特徴とするである。
【発明の効果】
【0008】
本発明によれば、従来と比べて被融着フィルムとの離型性に優れるとともに、長寿命且つ高品質の離型シートが得られる。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明に係る離型シートを用いて合掌製袋を製袋加工する場合の説明図である。
【図2】図2は、本発明に係る離型シートを用いてチャック袋を製袋加工する場合の説明図である。
【図3】図3は、本発明の実施例1に係る離型シートの概略的な断面図である。
【図4】図4は、本発明の実施例1に係る合掌製袋の概略的な断面図である。
【図5】図5は、本発明のチャック袋用被融着フィルムの概略的な断面図である。
【図6】図6は、離型シートの一構成であるガラスクロス表面を顕微鏡で拡大してみた場合の模式図である。
【発明を実施するための形態】
【0010】
以下、本発明について更に詳しく説明する。
本発明に係る芯材は、被融着フィルムの溶融温度よりも高い耐熱性織布又は不織布からなる。ここで、耐熱性織布としては、例えばガラス繊維,炭素繊維,アラミド樹脂繊維,ポリイミド樹脂繊維,フェノール樹脂繊維,炭化ケイ素繊維,窒化ケイ素繊維,ステンレス鋼繊維からなる繊維を平織,朱子織,綾織された織布が挙げられる。
また、不織布としては、例えば、ガラス繊維,炭素繊維,アラミド樹脂繊維,ポリイミド樹脂繊維,フェノール樹脂繊維,ポリパラフェニレンベンゾビスオキサゾール繊維からなる不織布が挙げられる。
【0011】
本発明において使用されるふっ素樹脂としては、例えばポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、ポリクロロトリフルオロエチレン(PCTFE)、ポリビニリデンフルオライド(PVDF)、ポリビニルフルオライド(PVF)、テトラフルオロエチレン−エチレン共重合体(PETFE)が挙げられる。
【0012】
本発明において、十点平均表面粗さRzは35μm以上120μm未満であることが必要であり、好ましくは35μm以上70μm未満である。この理由は、Rzがこの数値範囲を外れると、被融着フィルムに外観不良が発生するからである。
【0013】
以下、本発明の実施例に係る離型シートを用いて合掌製袋並びにチャック袋を製袋加工する場合について図面を参照して説明する。
(実施例1)
図1を参照する。図1中の符番1は、ブロック状のヒータである。このヒータ1の下部には、ステンレス鋼板(ヒートシールバー)2が配置されている。ヒータ1の下部には、繰り出し,巻き取り機構としてのロール6,7に設置された第1の離型シート3が配置されている。ステンレス鋼板2の上面の一部には、図示しない粘着剤が下面に塗布された第2の離型シート4が貼られている。
【0014】
ここで、離型シート3,4の樹脂層は、夫々PTFEスカイブドフィルム層であり、総厚みは0.19mmである。具体的には、離型シート3,4は、図3に示すように、被融着フィルムの溶融温度よりも高い耐熱性織布からなる芯材11と、この芯材11の両面に形成されたPTFE層12a,12bからなる。ここで、芯材11は複数の縦糸31及び横糸32を平織して構成されている。離型シート3,4の十点平均表面粗さRzは、35μm以上70μm未満である。
【0015】
第1の離型シート3で一部が覆われたヒータ1と第2の離型シート4で一部が覆われたステンレス鋼板2間には、内面同士を重ね合わせた被融着フィルム5が融着されて一体化されている。ここで、被融着フィルム5は、図4に示すように、直鎖状低密度ポリエチレンからなる内面層13と、ポリアミドからなる中間層14と、ポリエチレンテレフタレートからなる表面層15とから構成されている。
【0016】
次に、上記離型シート3,4を用いて合掌製袋を製袋加工する場合の動作について説明する。まず、ヒータ1に熱をかけた状態で、ヒータ1とステンレス鋼板2間に離型シート3,4を夫々介して被融着フィルム5の両端の一部を内面同士で重ね合わせて、両者を熱プレスする。ここで、熱プレスは、プレス温度250℃以上260℃以下で行った。これにより、被融着フィルム5の内面同士が溶着される。この後、ヒータ1を上に移動させ、合掌製袋を製造する。
【0017】
上記実施例1に係る離型シートは、図3に示すように、被融着フィルムの溶融温度よりも高い耐熱性織布からなる芯材11と、この芯材11の両面に形成されたPTFE層12a,12bからなり、十点平均表面粗さRzが35μm以上70μm未満である構成となっている。従って、実施例1の離型シートを用いて製造した合掌製袋は、120日経過後まで外観が良好で長寿命かつ高品質の合掌製袋であった。また、上記表面凹凸により離型シートと被融着フィルムとの離型性が飛躍的に向上するとともに、長期間取り替えが不要なためコスト低減を図ることができる。
【0018】
(実施例2)
図2を参照する。但し、図1と同部材は同符番を付して説明を省略する。
図2中の符番21a,21bは、夫々上下に配置されたブロック状のヒータである。これらのヒータ21a,21b間には、ステンレス鋼板22が配置されている。ヒータ21aの下部には、繰り出し,巻き取り機構を構成するロール6,7に設置された本発明の第1の離型シート23aが配置されている。ヒータ21bの上部には、別の繰り出し,巻き取り機構を構成するロール27,28に設置された本発明の第2の離型シート23bが配置されている。
【0019】
ステンレス鋼板22の上下面の一部を含む側面には、粘着剤が塗布された本発明の第3の離型シート23cが貼られている。ここで、離型シート23cは、PTFEスカイブドフィルム層であり、厚みは0.19mmである。具体的には、離型シート23cは、図3に示すように、被融着フィルムの溶融温度よりも高い耐熱性織布からなる芯材11と、この芯材11の両面に形成されたPTFE層12a,12bからなる。ここで、芯材11は複数の縦糸31及び横糸32を綾織して構成されている。離型シート23cの十点平均表面粗さRzは、35μm以上70μm未満である。
【0020】
離型シート23aで一部が覆われたヒータ21aと離型シート23bで一部が覆われたステンレス鋼板22間には、第1の被融着フィルム24aの一端が延出している。ヒータ21bと離型シート23bで一部が覆われたステンレス鋼板22間には、第2の被融着フィルム24bの一端が延出している。第1・第2の被融着フィルム24a,24bは他端側で溶着されて一体化されている。ここで、第1・第2の被融着フィルム24a,24b及び後述する第3・第4の被融着フィルムは、図5に示すように、ポリプロピレンからなる内面層16と、ポリエチレンテレフタレートからなる表面層17とから構成されている。
【0021】
直線状に伸びた半球状の凸部25aを上部に形成された第3の被融着フィルム25は、その一部が離型シート23b,23c間に位置するように配置されている。直線状に伸び且つ前記凸部25aと嵌合する凹部26aを下部に形成された第4の被融着フィルム26は、その一部が離型シート23a,23b間に位置するように配置されている。ここで、前記被融着フィルム25,26は、ポリプロピレンからなる。
【0022】
次に、上記離型シート23a,23b,23cを用いてチャック袋を製袋加工する場合の動作について説明する。まず、ヒータ21a,21bを加熱した状態で、ヒータ21aとステンレス鋼板22間に離型シート23a,23bを夫々介して第1の被融着フィルム24aと第4の被融着フィルム26の夫々の一部を重ね合わせて、両者を熱プレスする。同時に、ステンレス鋼板22とヒータ21b間に離型シート23b,23cを夫々介して第3の被融着フィルム25と第2の被融着フィルム24bの夫々の一部を重ね合わせて、両者を熱プレスする。ここで、熱プレスは、プレス温度190℃以上200℃以下で行った。これにより、被融着フィルム24a,26同士、及び被融着フィルム25,24b同士が溶着される。この後、ヒータ21a,21bを互いに上下に離間させ、両側部が開口したチャック袋本体を、ヒータ21a,21b及びステンレス鋼板22から外し、チャック袋を製造する。
【0023】
上記実施例2に係る離型シートは、図3に示すように、被融着フィルムの溶融温度よりも高い耐熱性織布からなる芯材11と、この芯材11の両面に形成されたPTFE層12a,12bからなり、十点平均表面粗さRzが35μm以上70μm未満である構成となっている。従って、実施例2の離型シートを用いて製造したチャック袋は、20日経過後まで外観が良好であった。また、上記表面凹凸により離型シートと被融着フィルムとの離型性が飛躍的に向上するとともに、長期間取り替えが不要なためコスト低減を図ることができる。
【0024】
下記表1は、上記実施例1,2、及び後述する実施例3,4、比較例1〜6における離型シートの表面材料、十点平均表面粗さの範囲、溶融プレス成形加工による試験条件、及び評価試験における袋の外観状況を示す。
【0025】
また、一般に、芯材(耐熱性織布)11は、図6に示すように、縦糸31と横糸32を平織により構成されているので、縦糸31と横糸32とがクロスする部分には必然的に隙間33が生じる。しかして、本発明の離型シートの場合、芯材の上下面にPTFE層12a,12bが形成されるので、隙間33はPTFE層12a,12bにより塞がれる。
【表1】
【0026】
表1において、試験条件1とは、袋の形態が合掌製袋、袋の材質が表面層:ポリエチレンテレフタレート、中間層:ポリアミド、内面層:直鎖状低密度ポリエチレンであり、融着プレス温度が250℃以上260℃未満である場合を示す。試験条件2とは、袋の形態がチャック袋、袋の材質が表面層:ポリエチレンテレフタレート,内面層:ポリプロピレンであり、融着プレス温度が190℃以上200℃未満の場合を示す。
【0027】
(実施例3、比較例1,3,5)
上記実施例1と同様にして合掌製袋を製造した
(実施例4、比較例2,4,6)
上記実施例2と同様にしてチャック袋を製造した。ここで、粘着剤層を設けた離型シートの表面材料、十点平均表面粗さの範囲、溶融プレス成形加工による試験条件、及び評価試験における袋の外観状況は、上記表1に示すとおりである。
【0028】
また、この発明は、上記実施形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、上記実施形態に開示されている複数の構成要素の適宜な組み合せにより種々の発明を形成できる。例えば、実施形態に示される全構成要素から幾つかの構成要素を削除してもよい。更に、異なる実施形態に亘る構成要素を適宜組み合せてもよい。具体的には、芯材やふっ素樹脂層の材料は上述したものに限定されない。
【符号の説明】
【0029】
1,21a,21b…ヒータ、2,22…ステンレス鋼板(ヒートシールバー)、3,4,23a,23b,23c…離型シート、5,24a,24b,25,26…被融着フィルム、11…芯材、12a,12b…PTFE層(ふっ素樹脂層)、13,16…内面層、14…中間層、15,17…表面層、25a…凸部、26a…凹部、31…縦糸、32…横糸、33…隙間。
【特許請求の範囲】
【請求項1】
製袋加工の際に、被融着フィルムとヒートシールバー間に配置されて使用される離型シートであり、
被融着フィルムの溶融温度よりも高い耐熱性織布又は不織布からなる芯材と、この芯材の表面に形成されたふっ素樹脂層とを具備し、十点平均表面粗さRzが35μm以上120μm未満であることを特徴とする離型シート。
【請求項2】
ふっ素樹脂層はふっ素樹脂のフィルムを被覆した層であり、十点平均表面粗さRzは35μm以上70μm未満であることを特徴とする請求項1記載の離型シート。
【請求項3】
粘着剤層が形成されたことを特徴とする請求項1若しくは2記載の離型シート。
【請求項1】
製袋加工の際に、被融着フィルムとヒートシールバー間に配置されて使用される離型シートであり、
被融着フィルムの溶融温度よりも高い耐熱性織布又は不織布からなる芯材と、この芯材の表面に形成されたふっ素樹脂層とを具備し、十点平均表面粗さRzが35μm以上120μm未満であることを特徴とする離型シート。
【請求項2】
ふっ素樹脂層はふっ素樹脂のフィルムを被覆した層であり、十点平均表面粗さRzは35μm以上70μm未満であることを特徴とする請求項1記載の離型シート。
【請求項3】
粘着剤層が形成されたことを特徴とする請求項1若しくは2記載の離型シート。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−5767(P2011−5767A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−152282(P2009−152282)
【出願日】平成21年6月26日(2009.6.26)
【出願人】(000211156)中興化成工業株式会社 (37)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年6月26日(2009.6.26)
【出願人】(000211156)中興化成工業株式会社 (37)
【Fターム(参考)】
[ Back to top ]